МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE
COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
КРЫШКИ МЕТАЛЛИЧЕСКИЕ ВИНТОВЫЕ
Общие технические условия
|
|
Москва |
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 415 «Средства укупорочные» (ООО «ЦСИ «Продмаштест»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 27 от 22 июня 2005 г.)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Армения |
AM |
Минэкономики Республики Армения |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Киргизия |
KG |
Кыргызстандарт |
|
Россия |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Украина |
UA |
Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 25 октября 2005 г. № 263-ст межгосударственный стандарт ГОСТ 25749-2005 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2006 г.
Настоящий стандарт разработан в обеспечение соблюдения требований технического регламента Таможенного союза ТР ТС 005/2011 «О безопасности упаковки»
5 ВЗАМЕН ГОСТ 25749-83
Изменение № 1 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 73-П от 22 декабря 2014 г.)
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок-в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра(замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет».
(Новая редакция, Изм. № 1).
ГОСТ 25749-2005
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КРЫШКИ МЕТАЛЛИЧЕСКИЕ ВИНТОВЫЕ
Общие технические условия
Metal winding lids. General specifications
Дата введения - 2006-07-01
1 Область применения
Настоящий стандарт распространяется на металлические винтовые крышки, предназначенные для укупоривания стеклянных бутылок и банок с венчиком горловины типа III по ГОСТ 5717.2, предназначенных для укупоривания пищевых продуктов, в том числе детского питания.
Стандарт устанавливает требования к качеству, правилам приемки, методам контроля, упаковке, маркировке, транспортированию и хранению крышек.
(Измененная редакция, Изм. № 1).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.0.001-82 Система стандартов безопасности труда. Основные положения *
__________
* Ha территории Российской Федерации действует ГОСТ Р 12.0.001-2013 «Система стандартов безопасности труда. Основные положения»
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 17.2.3.01-86 Охрана природы. Атмосфера. Правила контроля качества воздуха населенных пунктов
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 263-75 Резина. Метод определения твердости по Шору А
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 3351-74 Вода питьевая. Методы определения вкуса, запаха, цветности и мутности
ГОСТ 13345-85 Жесть. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15140-78 Материалы лакокрасочные. Методы определения адгезии
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17527-2003 Упаковка. Термины и определения
ГОСТ OIML R 76-1-2011 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ГОСТ 5717.2-2003 Банки стеклянные для консервов. Основные параметры и размеры
ГОСТ 31868-2012 Вода. Методы определения цветности
ГОСТ 32180-2013 Средства укупорочные. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. № 1).
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 32180, а также следующий термин с соответствующим определением:
3.1 винтовая крышка: Укупорочное средство, закрепляемое по всему наружному периметру верха стеклянной тары и открываемое путем поворота.
Раздел 3 (Новая редакция, Изм. № 1).
4 Классификация крышек
4.1 Металлические винтовые крышки подразделяют на типы:
ТО - металлическая винтовая крышка с резьбовыми выступами;
ПТ - металлическая винтовая крышка без резьбовых выступов.
В зависимости от конфигурации крышки тип ТО подразделяют на виды:
RTO - стандартная крышка;
RTB - стандартная крышка, имеющая специальную кнопку в центре для визуального и акустического контроля вакуума;
RTS - стандартная крышка, имеющая ступенчатый профиль в зоне уплотнения;
RSB - стандартная крышка, имеющая ступенчатый профиль в зоне уплотнения и специальную кнопку в центре для визуального и акустического контроля вакуума.
5 Типы, основные параметры и размеры
5.1 Типоразмеры, виды и обозначения крышек приведены в таблице 1 и приложениях А и Б.
В миллиметрах
|
Номинальный диаметр |
Максимальный диаметр |
Максимальная высота |
ТО |
ПТ |
|||
|
RTO |
RTS |
RTB |
RSB |
РТ |
|||
|
27 |
30,80 |
12,55 |
● |
||||
|
38 |
42,20 |
12,65 |
● |
||||
|
40 |
43,35 |
10,80 |
● |
||||
|
43 |
44,95 |
11,30 |
● |
● |
|||
|
48 |
50,05 |
11,30 |
● |
● |
|||
|
51 |
53,75 |
10,30 |
● |
||||
|
53 |
56,50 |
12,45 |
● |
● |
● |
● |
|
|
58 |
60,40 |
12,45 |
● |
● |
● |
● |
|
|
63 |
66,65 |
12,45 |
● |
● |
● |
● |
|
|
66 |
69,50 |
12,45 |
● |
● |
● |
||
|
70 |
70,55 |
10,30 |
● |
||||
|
70 |
73,55 |
12,45 |
● |
● |
● |
● |
|
|
77 |
80,25 |
12,45 |
● |
||||
|
82 |
85,35 |
13,45 |
● |
● |
● |
||
|
89 |
92,95 |
14,35 |
● |
● |
● |
||
|
100 |
103,65 |
16,25 |
● |
||||
|
110 |
113,40 |
18,85 |
● |
||||
Крышки типа ТО могут быть изготовлены с кнопкой контроля вакуума или без нее. Крышки типа ПТ изготовляют с кнопкой контроля вакуума.
По согласованию с потребителем допускается изготовлять крышки других типоразмеров и с другим исполнением уплотнительных прокладок.
Допускаемые отклонения и размеры конструктивных элементов крышек - по технической документации на крышки конкретных типоразмеров.
(Измененная редакция, Изм. № 1).
5.1.1 В зависимости от количества заходов резьбы венчика горловины тары крышки подразделяют на:
трехзаходные - 3;
четырехзаходные - 4;
шестизаходные - 6;
восьмизаходные - 8.
5.1.2 Винтовые крышки по назначению делят на:
П - для пастеризуемой продукции;
С - для стерилизуемой продукции;
А - для алкогольной продукции.
Условное обозначение литографированных крышек - Л.
(Новая редакция, Изм. № 1).
5.2 Масса крышек выражается в граммах и регламентируется в технической документации на крышки конкретных типоразмеров.
6 Технические требования
6.1 Крышки должны изготовляться в соответствии с требованиями настоящего стандарта, технической документации и образца-эталона.
(Измененная редакция, Изм. № 1).
6.2 Основные показатели качества крышек должны соответствовать требованиям, указанным в таблице 2.
Таблица 2
|
Требования |
Метод контроля |
|
|
1 Размеры |
Должны соответствовать таблице 1, приложениям А и Б настоящего стандарта, а также технической документации на крышки конкретных типоразмеров |
|
|
2 Внешний вид: крышки |
Наружная поверхность крышки должна быть лакированной или литографированной. Внутренняя поверхность крышки должна быть лакированной. Наружное и внутреннее лаковые покрытия должны быть сплошными равномерными, без затеков, пузырей, пропусков, трещин. Допускаются на наружной поверхности крышки сдиры лакокрасочного покрытия общей площадью не более 0,2 см2. На внутренней поверхности крышек не допускаются: царапины и сдиры лакового покрытия с оголением металла, загрязнения, не смываемые водой. На поверхности резьбовых выступов допускаются морщины, не влияющие на процесс укупоривания. Допускается по согласованию с потребителем наносить литографированием на наружную поверхность крышек рисунки и текст. Оформление и содержание рисунка и текста должны соответствовать образцу-эталону. Допускается смещение рисунка по отношению к центру крышки не более 2 мм |
|
|
уплотнительной прокладки |
Прокладка должна быть равномерной и однородной по ширине и без разрывов. Не допускается наличие кратеров и пузырей. Твердость уплотнительной прокладки указывают в технической документации на крышки конкретных типоразмеров |
|
|
3 Герметичность |
Крышки должны обеспечивать герметичность упаковки |
|
|
4 Крутящий момент |
Крутящий момент при открывании должен соответствовать значениям, указанным в таблице 7 и технической документации на крышки конкретных типоразмеров |
|
|
5 Стойкость к горячей обработке |
Крышки должны быть стойкими к горячей обработке. Внешний вид наружного лакокрасочного покрытия не должен изменяться. Уплотнительная прокладка не должна иметь признаков усадки, трещин, разрывов и размягчения |
|
|
6 Химическая стойкость |
Лаковое покрытие на внутренней поверхности крышки, ограниченное уплотнительной прокладкой, и уплотнительная прокладка в процессе пастеризации и стерилизации должны быть устойчивы к воздействию модельных растворов |
|
|
7 Механическая прочность (адгезия): лакокрасочное покрытие |
Лакокрасочное покрытие на обеих сторонах крышки должно обладать адгезионной прочностью. Адгезия внутреннего лакокрасочного покрытия - не более 1 балла, адгезия наружнего покрытия - не более 2 баллов |
|
|
уплотнительная прокладка |
Уплотнительная прокладка должна обладать достаточной адгезией к крышке, не отслаиваться от внутренней поверхности крышки |
|
|
8 Органолептические показатели |
Интенсивность запаха - не более 1 балла. Осадок, помутнение, посторонний вкус и привкус не допускаются |
|
|
9 Рельеф жесткости крышек |
Должен быть упругим при нажиме и кнопка контроля должна возвращаться в первоначальное состояние после снятия нагрузки |
Крышки, предназначенные для укупоривания пищевых продуктов, в том числе детского питания, не должны выделять в контактирующие с ними модельные среды вещества в количествах, вредных для здоровья человека, превышающих допустимые количества миграции химических веществ, и должны соответствовать санитарно-гигиеническим показателям, указанным в техническом регламенте [1], приложение 1
(Новая редакция, Изм. № 1).
6.3 Требования к сырью и материалам
6.3.1 Материалы, применяемые для изготовления крышек, определяют в технической документации на крышки конкретных типоразмеров.
6.3.2 Для изготовления крышек применяют:
- жесть белую электролитического лужения марки ЭЖК номер 25 со степенью твердости А2, класса покрытия II по ГОСТ 13345;
- жесть хромированную марок ХЖК и ХЛЖК по нормативным документам со следующими показателями:
толщина,
мм, - ![]() ;
;
твердость по Супер-Роквеллу (с применением алмазного столика) - HR 30T (57 ± 3);
- жесть белую электролитического лужения импортную со следующими показателями:
толщина, мм, - 0,24 ± 0,02;
масса оловянного покрытия на 1 м2, г, - 5,6;
твердость по Супер-Роквеллу - HR 30T 54 - 61;
глубина лунки по Эриксену, мм, не менее, - 6,9.
По согласованию с потребителем допускается применять жесть других видов, марок и толщин с оговоренным уровнем технических характеристик, обеспечивающих возможность ее использования для изготовления крышек.
6.3.3 Материалы, применяемые для изготовления крышек, должны быть допущены и разрешены для контакта с пищевыми продуктами и детским питанием.
6.3.4 Прокладки изготавливают из пасты или гранулята на основе поливинилхлорида по технической документации или из паст и гранулятов других полимерных материалов, которые должны быть допущены и разрешены для контакта с пищевыми продуктами и детским питанием.
6.3.3, 6.3.4 (Новая редакция, Изм. № 1).
6.4 Упаковка
6.4.1 Крышки должны быть упакованы в картонные ящики с вложенными в них полиэтиленовыми вкладышами.
6.4.2 Упаковка должна обеспечивать сохранность и качество крышек.
6.5 Маркировка
6.5.1 Маркировка изделий должна быть четко видимой и легко читаемой, прочной и нестираемой. Маркировку, содержащую символ в соответствии с приложением В (рисунок В.1), на укупорочные средства, предназначенные для контакта с пищевой продукцией, наносят на ярлык, или указывают в сопроводительной документации.
6.5.2 Информация о крышках должна быть приведена в сопроводительных документах и содержать:
- наименование изделий;
- наименование и местонахождение изготовителя (производителя) и/или товарный знак предприятия-изготовителя (при наличии);
- дату изготовления;
- количество изделий в штуках;
- информацию о назначении изделий;
- условия хранения, транспортирования, возможности утилизации;
- информацию о подтверждении качества изделий (удостоверение о качестве, протокол испытаний и др.);
- обозначение стандарта и/или технической документации на изделия конкретного вида и типоразмера.
6.5.3 Транспортная маркировка - по ГОСТ 14192.
6.5 (Новая редакция, Изм. № 1).
7 Требования безопасности и охрана окружающей среды
7.1 Крышки, изготовленные в соответствии с требованиями настоящего стандарта, не токсичны.
7.2 При изготовлении крышек должны соблюдаться требования безопасности по ГОСТ 12.0.001, ГОСТ 12.1.004, ГОСТ 12.1.005, ГОСТ 12.4.021 и национальные нормы по предельно-допустимому содержанию вредных веществ в воздухе рабочей зоны.
Параметры микроклимата производственных помещений должны соответствовать национальным нормам.
7.3 Охрана окружающей среды - по ГОСТ 17.2.3.01. Выбросы вредных веществ в атмосферу - по ГОСТ 17.2.3.02.
7.4 Утилизацию отходов при производстве металлических винтовых крышек осуществляют в соответствии с требованиями национальных санитарных правил, порядком накопления, транспортирования, обезвреживания и захоронения токсичных промышленных отходов.
7.5 (Исключен, Изм. № 1).
8 Правила приемки
8.1 Крышки принимают партиями. Партией считают количество крышек одного назначения, наименования, вида, одного типоразмера и материала, произведенных практически в одинаковых условиях, в один и тот же период времени и сопровождаемых одним документом о качестве, содержащим:
- наименование предприятия-изготовителя и товарный знак (при наличии);
- юридический и/или фактический адрес предприятия-изготовителя;
- наименование и обозначение изделий, их типоразмер и наименование материала;
- номер партии;
- количество изделий в партии;
- дату изготовления и срок хранения [если он установлен изготовителем (производителем)];
- обозначение стандарта и/или технической документации на изделия конкретного вида и типоразмера;
- результаты испытаний или подтверждение о соответствии качества крышек требованиям стандарта или технической документации на крышки конкретного вида и типоразмера.
8.2 Каждую партию подвергают наружному осмотру, при котором определяют сохранность упаковки и правильность маркировки. Для контроля сохранности упаковки и маркировки транспортной тары от партии отбирают выборку объемом в соответствии с таблицей 3.
|
Количество единиц транспортной тары в партии, шт. |
Количество единиц транспортной тары, подвергающейся контролю, шт. |
Приемочное число |
Браковочное число |
|
До 15 включ. |
Все единицы |
0 |
1 |
|
Св. 15 » 200 » |
15 |
0 |
1 |
|
» 200 » 1000 » |
25 |
1 |
2 |
8.3 Контроль качества крышек на соответствие требованиям настоящего стандарта проводят по двухступенчатому нормальному плану контроля при общем уровне контроля II и значениях предела приемлемого качества в соответствии с таблицей 4.
|
Контролируемый показатель |
Значение предела приемлемого качества AQL, % |
|
Внешний вид |
1,0 |
|
Стойкость к горячей обработке |
|
|
Химическая стойкость |
|
|
Геометрические размеры |
0,65 |
|
Герметичность |
|
|
Органолептический контроль |
|
|
Крутящий момент |
2,5 |
|
Механическая прочность (адгезия) |
|
|
Рельеф жесткости крышки |
8.4 Для контроля качества крышек из разных мест партии методом случайной выборки отбирают крышки в объемах, указанных в таблице 5. Каждую выборку следует отбирать от полной партии.
|
Количество изделий в партии, шт. |
Объем выборки, шт. |
Двухступенчатый выборочный план нормального контроля при пределе приемлемого качества AQL, %, выборки |
|||||
|
первой |
0,65 |
1,0 |
2,5 |
||||
|
первой |
первой |
первой |
|||||
|
С1 |
С2 |
С1 |
С2 |
С1 |
С2 |
||
|
С3 |
С4 |
С3 |
С4 |
С3 |
С4 |
||
|
От 1201 до |
80 |
0 |
3 |
1 |
3 |
3 |
6 |
|
160 |
3 |
4 |
4 |
5 |
9 |
10 |
|
|
От 3201 до |
125 |
1 |
3 |
2 |
5 |
5 |
9 |
|
250 |
4 |
5 |
6 |
7 |
12 |
13 |
|
|
От 10000 до |
200 |
2 |
5 |
3 |
6 |
7 |
11 |
|
400 |
6 |
7 |
9 |
10 |
18 |
19 |
|
|
От 35001 до |
315 |
3 |
6 |
5 |
9 |
11 |
16 |
|
630 |
9 |
10 |
12 |
13 |
26 |
27 |
|
|
От 150001 до |
500 |
5 |
9 |
7 |
11 |
11 |
16 |
|
1000 |
12 |
13 |
18 |
19 |
26 |
27 |
|
|
Св. 500000 |
800 |
7 |
11 |
11 |
16 |
11 |
16 |
|
1600 |
18 |
19 |
26 |
27 |
26 |
27 |
|
|
Примечание - В настоящей таблице применены следующие обозначения: С1, С3 - приемочное число; С2, С4 - браковочное число. |
|||||||
8.5 По результатам контроля первой выборки партию принимают, если число несоответствующих изделий в выборке меньше или равно С1, и бракуют, если число несоответствующих изделий в выборке больше или равно С2.
Если число несоответствующих изделий в выборке больше С1, но меньше С2, то для контроля качества отбирают вторую выборку.
По результатам контроля второй выборки партию принимают, если число несоответствующих изделий в двух выборках меньше или равно С3. Партию бракуют, если число несоответствующих изделий в двух выборках больше или равно С4 .
8.6 Результаты испытаний по второй выборке являются окончательными.
8.7 Отклонение количества крышек в единице упаковки не должно превышать ±1 %.
Раздел 8 (Новая редакция, Изм. № 1).
9 Методы контроля
9.1 Внешний вид крышек и уплотнительных прокладок контролируют визуально согласно образцу-эталону.
(Измененная редакция, Изм. № 1).
9.1.1 Контроль качества выполнения рисунка и текста проводят наружным осмотром. Смещение рисунка относительно центра крышек измеряют линейкой с ценой деления 1 мм по ГОСТ 427.
9.2 Размеры крышек проверяют штангенциркулем по ГОСТ 166 с ценой деления 0,05 мм или другими измерительными приборами, обеспечивающими точность измерения в соответствии с требованиями стандартов и технической документацией на конкретное изделие.
(Новая редакция, Изм. № 1).
9.2.1 (Исключен, Изм. № 1).
9.2.2 Твердость уплотнительной прокладки проверяют с помощью прибора для измерения твердости резины по Шору А2033 ТИР по ГОСТ 263 или на индикаторном приспособлении с использованием шарового индентора (наконечника). Твердость проверяют в средней части прокладки в четырех точках по периметру. За результат испытаний принимают среднеарифметическое значение четырех измерений.
9.3 Массу крышек проверяют с помощью лабораторных весов по ГОСТ 24104 с ценой деления не более 0,1 г. Допустимое отклонение массы изделия от номинального значения не должно превышать ±2 %.
9.4 Испытание на герметичность укупоривания проводят одним из следующих способов.
9.4.1 Способ I. Стеклянные банки наполняют водой температурой 80 °С до уровня нижнего края венчика горловины, обеспечивая создание свободного пространства. Наполненные банки или бутылки укупоривают на паровакуумной укупорочной машине.
(Измененная редакция, Изм. № 1).
9.4.1.1 Допускается использование другого оборудования в соответствии с технической документацией на крышки конкретных типоразмеров.
9.4.1.2 Укупоренные банки с водой подвергают термообработке в автоклаве в условиях: при температуре (121 ± 2) °С в течение 90 мин для крышек группы «С» и при температуре (100 ± 2) °С в течение 60 мин для крышек группы «П», затем банки оставляют на хранение в помещении с температурой воздуха (20 ± 5) °С на сутки. Потерю герметичности проверяют визуально. Признаком герметичности укупоривания является вогнутое положение «контрольной кнопки».
9.4.2 Способ II. Герметичность укупоривания проверяют следующим образом. В стеклянную банку или бутылку заливают горячую питьевую воду температурой 80 °С - 85 °С до уровня нижнего края венчика горловины, обеспечивая создание свободного пространства. Испытуемую крышку опускают в горячую воду при той же температуре. Затем банку или бутылку с водой закрывают испытуемой крышкой и через 1 ч переворачивают вверх дном на фильтровальную бумагу. Через 20 мин проверяют герметичность укупоривания. Результат испытаний считают положительным, если не обнаружено следов воды на фильтровальной бумаге.
(Измененная редакция, Изм. № 1).
9.5 Крутящий момент при открывании определяют на упаковке, выдержавшей испытание по 9.4 на измерительном приборе (торсиометре) или на другом приборе с пределом измерений от 0 до 6,0 Н · м с точностью измерения 0,1 Н · м.
Банку, укупоренную крышкой, устанавливают на тарелке прибора и фиксируют с помощью резьбового зажима, затем банку или бутылку открывают против часовой стрелки с постепенным наращиванием усилия на крышку. Значение показателя крутящего момента М считывают со шкалы прибора и выражают в ньютонах на метр.
Значения крутящего момента при открывании крышек приведены в таблице 7.
|
Номинальный диаметр, мм |
Крутящий момент М, Н · м |
|
27 |
1,6 - 1,9 |
|
38 |
1,8 - 2,1 |
|
40 |
* |
|
43 |
2,4 - 2,7 |
|
48 |
2,6 - 2,9 |
|
51 |
2,8 - 3,1 |
|
53 |
3,0 - 3,3 |
|
58 |
3,2 - 3,5 |
|
63 |
3,5 - 3,8 |
|
66 |
3,7 - 4,0 |
|
70 |
3,9 - 4,2 |
|
70 |
* |
|
77 |
4,2 - 4,6 |
|
82 |
4,6 - 5,0 |
|
89 |
4,9 - 5,3 |
|
100 |
5,4 - 6,0 |
|
110 |
5,9 - 6,4 |
|
* - значение крутящего момента для крышек ПТ устанавливают в технической документации. |
|
|
Примечание - Минимально допускаемые значения показателя могут отличаться от установленных в таблице в зависимости от режимов стерилизации и пастеризации, которые указывают в технической документации на крышки конкретных типоразмеров. |
|
(Измененная редакция, Изм. № 1).
9.6 Стойкость к горячей обработке
Лакокрасочное покрытие крышки должно выдерживать без видимых изменений кипячение в питьевой воде по ГОСТ 31868 в течение двух часов.
(Измененная редакция, Изм. № 1).
9.7 Контроль химической стойкости лакокрасочного покрытия крышек
9.7.1 Лакокрасочное покрытие на внутренней поверхности крышки, ограниченное уплотнительной прокладкой, и уплотнительная прокладка должны выдерживать кипячение в течение 60 мин при температуре (100 ± 2) °С для крышек, предназначенных для пастеризованной продукции, или стерилизацию в течение 90 мин при температуре (121 ± 2) °С для крышек, предназначенных для стерилизованной продукции, в одном из следующих модельных растворов:
- дистиллированной воде;
- 3 %-ном растворе поваренной соли;
- 3 %-ном растворе уксусной кислоты;
- растворе, содержащем 3 % лимонной или винной кислоты и 30 % сахара;
- модельном растворе (тщательно перемешанном), состоящем из 85 % томата-пюре с содержанием сухих веществ 12 % - 15 % и 15 % растительного масла.
9.7.2 Крышки помещают в химические стаканы вместимостью 1,0 л, заливают 0,7 - 0,8 л холодного модельного раствора так, чтобы крышки были полностью погружены в раствор. Крышки устанавливают в вертикальном положении так, чтобы не допустить их составления в стопу. Стаканы накрывают чашками Петри и кипятят в течение 2 ч. Все модельные растворы готовят на дистиллированной воде.
9.7.3 Контроль органолептических показателей крышек проводят в соответствии с требованиями технического регламента [1], приложение 2а.
(Новая редакция, Изм. № 1).
9.8 Контроль адгезии лакокрасочного покрытия
Адгезию лакокрасочного покрытия проверяют одним из следующих способов.
9.8.1 Способ I. При помощи липкой ленты на полиэтилентерефталатной основе методом параллельных надрезов по ГОСТ 15140.
9.8.2 Способ II. Метод решетчатых надрезов по ГОСТ 15140.
9.8.2.1 Сущность метода
Сущность метода заключается в нанесении на готовое лакокрасочное покрытие решетчатых надрезов и визуальной оценке состояния покрытия по четырехбалльной системе.
9.8.2.2 Аппаратура и материалы
Режущий инструмент: бритвенное лезвие в держателе любого типа; одно- или многолезвиевый нож с углом заточки режущей части 20° - 30° и кромкой лезвия толщиной 0,05 - 0,10 мм. Шаблон для нанесения надрезов. Линейка металлическая или шаблон с пазами, расположенными на расстоянии 1, 2 или 3 мм друг от друга. Кисть волосяная, плоская, мягкая, шириной не менее 10 мм, длина волос - не менее 15 мм. Лупа с 2,5 - 4´ увеличением.
9.8.2.3 Проведение испытания
Испытания проводят на двух образцах и не менее чем на трех участках поверхности каждого образца. На каждом испытуемом участке поверхности образца на расстоянии от края не менее 10 мм делают режущим инструментом по линейке или шаблону не менее шести параллельных надрезов до металла длиной не менее 20 мм на расстоянии 1, 2 или 3 мм друг от друга. Режущий инструмент держат перпендикулярно к поверхности образца. Скорость резания должна быть от 20 до 40 мм/с. Аналогичным образом делают надрезы в перпендикулярном направлении. В результате на покрытии образуется решетка из квадратов одинакового размера.
Расстояние между соседними решетками должно быть не менее 20 мм.
Размер единичного квадрата решетки должен быть указан в нормативном документе на испытуемый лакокрасочный материал. При отсутствии таких указаний на покрытия толщиной менее 60 мкм наносят решетку с единичным квадратом размером 1´1 мм.
Контроль прорезания покрытия до металла осуществляется при помощи лупы.
9.8.2.4 Обработка результатов
После нанесения надрезов для удаления отслоившихся кусочков покрытия проводят мягкой кистью по поверхности решетки в диагональном направлении по пять раз в прямом и обратном направлении.
Адгезию оценивают в соответствии с таблицей 8, используя при необходимости лупу.
Таблица 8
|
Балл 1 |
Описание поверхности лакокрасочного покрытия после нанесения надрезов в виде решетки |
Внешний вид покрытия |
|
1 |
Края надрезов полностью гладкие, нет признаков отслаивания ни в одном квадрате решетки |
|
|
2 |
Незначительное отслаивание покрытия в виде мелких чешуек в местах пересечения линий решетки. Нарушение наблюдается не более чем на 5 % поверхности решетки |
|
|
3 |
Частичное или полное отслаивание покрытия вдоль линий надрезов решетки или в местах их пересечения. Нарушение наблюдается не менее чем на 5 % и не более чем на 35 % поверхности решетки |
|
|
4 |
Полное отслаивание покрытия или частичное отслаивание, превышающее 35 % поверхности решетки |
9.9 Рельеф жесткости крышки должен быть упругим, т.е. при нажиме на кнопку контроля пальцами сверху выгибаться и возвращаться с акустическим эффектом в первоначальное состояние после снятия нагрузки. Центральная часть рельефа не должна выступать над периферийной частью крышки.
10 Транспортирование и хранение
10.1 Металлические винтовые крышки транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта.
10.2 Крышки хранят в отапливаемом помещении с относительной влажностью не более 80 %, по условиям хранения 1 ГОСТ 15150. Гарантийный срок хранения - 1 год со дня изготовления.
Приложение А
(обязательное)
Крышки металлические винтовые с резьбовыми выступами
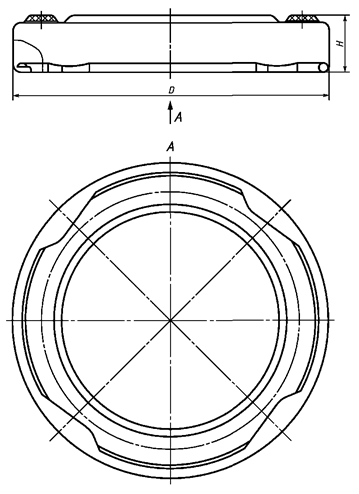
Рисунок А.1 - Крышка RTS
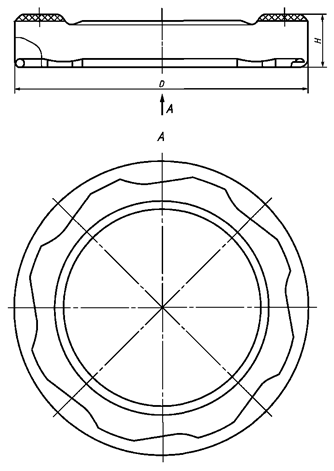
Рисунок А.2 - Крышка RTO
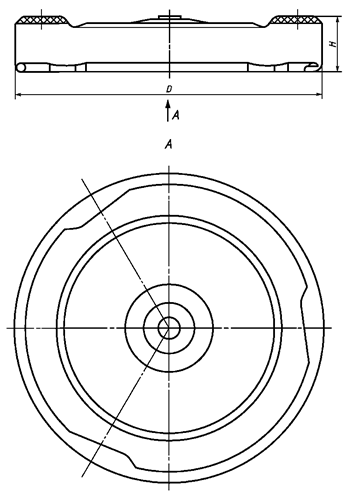
Рисунок А.3 - Крышка RTB
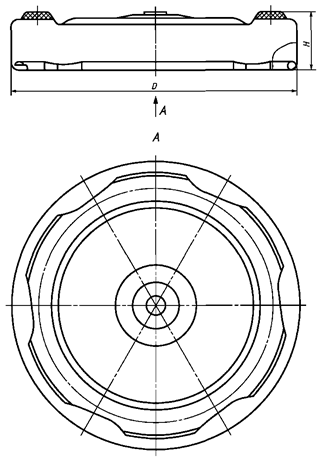
Рисунок А.4 - Крышка RSB
Приложение Б
(обязательное)
Крышка винтовая металлическая без резьбовых выступов
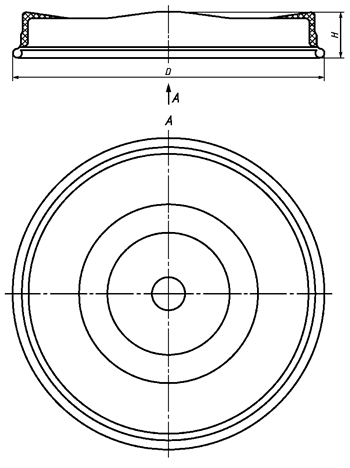
Рисунок Б.1 - Крышка ПТ
Приложение В
(рекомендуемое)
Идентификация металлических винтовых крышек
В.1 Цифровой код и буквенное обозначение (аббревиатура) материала, из которого изготовляют металлические винтовые крышки, указаны в таблице В.1.
|
Материал |
Аббревиатура |
Цифровой код |
|
Сталь |
FE |
40 |
Пример:
![]()
В.2 Символ, характеризующий изделие по назначению, наносят на упаковочный ярлык или упаковочный лист (вкладыш) или указывают в сопроводительной документации - см. рисунок В.1.

Рисунок В.1 - Для укупорочных средств, контактирующих с пищевой продукцией
Приложение В (Новая редакция, Изм. № 1).
Библиография
|
Технический
регламент |
О безопасности упаковки (принят решением КТС от 16 августа 2011 г. № 769)». |
(Введен дополнительно, Изм. № 1).
Ключевые слова: крышки, технические требования, правила приемки, транспортирование и хранение