ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ
ИССЛЕДОВАНИЙ И НАУЧНО-ТЕХНИЧЕСКОЙ
ИНФОРМАЦИИ «ОРГТРАНССТРОЙ»
МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА

ИЗГОТОВЛЕНИЕ БЛОКОВ
СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ПРОЛЕТНЫХ
СТРОЕНИЙ
ДЛИНОЙ 11,36 м ДЛЯ АВТОДОРОЖНЫХ МОСТОВ
И ПУТЕПРОВОДОВ
I. Область применения
Технологическая карта разработана на основе опыта Исетского и Славутского заводов МЖБК с применением принципов научной организации труда и предназначена для использования при составлении проектов производства работ и организации труда при изготовлении блоков сборных железобетонных пролетных строений длиной 11,36 м для автодорожных мостов.
В технологической карте предусмотрено изготовление блоков по типовому проекту 147/2 выпуск 56 (рис. 1), разработанному институтом Союздорпроект Главтранспроекта. По данной технологической карте возможен переход на изготовление автодорожных блоков длиной 12 м по типовому проекту № 710/2.
Технологическая карта отражает содержание, методы и приемы труда основных рабочих технологической линии, применяемую технологическую оснастку, ее размещение на рабочих местах.

Рис. 1. Поперечное сечение блока
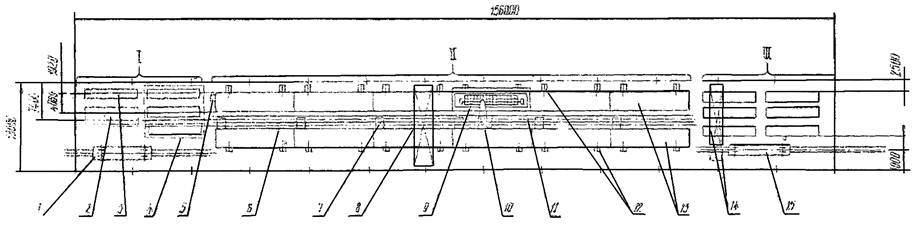
Рис. 2. Схема технологической линии:
1 - грузовая тележка для перемещения арматуры; 2 - площадка складирования арматурных заготовок; 3 - шаблон-кондуктор для сборки каркаса; 4 - площадка для складирования готовых каркасов; 5 - сатуратор С-150 для приготовления смазки; 6 - ленточный транспортер подачи бетонной смеси; 7 - накопительный бункер; 8 - мостовой кран грузоподъемностью 15/5 Т; 9 - форма с виброподдоном; 10 - бетонораздатчик; 11 - привод вибровала; 12 - механизмы подъема крышки; 13 - пропарочная камера ямного типа; 14 - готовый блок; 15 - грузовая тележка для вывоза готовой продукций на склад
Картой не учтены работы по приготовлению бетонной смеси, заготовке арматуры, транспортировке изделий на склад готовой продукции.
Технологической картой предусмотрено изготовление блоков в цехе по стендовой технологии в металлических формах с виброподдоном.
При привязке технологической карты к местным условиям следует учитывать наличие технологического оборудования, оснастки и другие специфические условия завода.
II. Указания по технологии производственного процесса
Технологическая линия (рис. 2) оснащена 12-ю пропарочными камерами ямного типа, 13-ю стальными формами, бетонораздатчиком, двумя мостовыми кранами грузоподъемностью 15/5 Т, двумя виброприводами и другими механизмами, приспособлениями и инвентарем, необходимым для производства работ.
Автодорожные блоки изготовляют на трех постах технологической линии:
Пост № 1 - Сборка арматурного каркаса в шаблоне-кондукторе.
Пост № 2 - Очистка и смазка формы, установка арматурного каркаса, сборка формы, формовка блока, выдержка блока с повторным уплотнением бетонной смеси, термовлажностная обработка, распалубка и перемещение блока на пост № 3.
Пост № 3 - Очистка закладных деталей, заделка раствором мест примыкания поверхности бетона к закладным деталям, маркировка изделия и предъявление готового изделия заводской инспекции.
Для изготовления арматурного каркаса в качестве рабочей арматуры применяют горячекатаную сталь периодического профиля класса А-II.
Распределительную арматуру изготовляют из горячекатаной стали класса А-I.
Пост № 1. Сетки, каркасы, отдельные стержни, закладные детали и другие элементы, необходимые для сборки арматурного каркаса блока комплектно доставляют на пост № 1 на грузовых тележках и складируют на специально отведенной площадке (рис. 3).
Арматурщики при помощи мостового крана устанавливают в шаблон-кондуктор каркасы, крепят на них хомуты вязальной проволокой. На боковые поверхности каркаса ребра с обоих сторон устанавливают и крепят вязальной проволокой стержни противоусадочной арматуры. Нижнюю сетку плиты собирают из отдельных стержней. Сначала устанавливают поперечные стержни, их концы заводят в пазы гребенки шаблона, затем продольные стержни. Верхнюю сетку каркаса плиты собирают из сеток. В собранный каркас блока устанавливают строповочные петли.
После предъявления заводской инспекции каркас стропуют и перемещают мостовым краном на площадку складирования готовых каркасов.
Пост № 2. На очищенную рабочую поверхность формы смазку наносят при помощи электрокраскопульта С-574.
Смазку приготовляют в сатураторе С-150 на специально отведенной площадке. К месту потребления смазка подается в металлических трубках с теплоизоляцией.
В качестве смазочного материала рекомендуются следующие составы (в % к объему):

Рис. 3. Схема организации рабочего места при сборке арматурного каркаса:
1 - каркас в шаблоне-кондукторе; 2 - площадка складирования стержней противоусадочной арматуры и нижней сетки плиты; 3 - контейнер для поперечных стержней нижней сетки плиты; 4 - плоские каркасы ребра; 5 - сетки плиты; 6 - контейнер для хомутов ребра; 7 - контейнер для фиксаторов толщины защитного слоя бетона; 8 - контейнер для строповочных петель; 9 - бункер для отходов металла; 10 - площадка складирования готовых каркасов; 11 - готовый каркас; 12 - постовой кран грузоподъемностью 15/5 Т; 13 - грузовая тележка; 14 - стеллаж для арматурных каркасов и сеток; ![]() → - арматурщики и направление их движения
→ - арматурщики и направление их движения
1. Эмульсол кислый синтетический (ЭКС) - 20
Насыщенный раствор извести при температуре 60 °С - 80
2. Нигрол марки 3 ГОСТ 542-50 - 10 ¸ 15
Мыло хозяйственное - 0,6 ¸ 1
Вода - 84 ¸ 89,4
Смазка на основе эмульсола ОЭ-2 имеет высокую стабильность, не расслаивается при хранении в течение 7 суток при температуре 16 °С и хорошо удерживается на вертикальных поверхностях форм.
Смазка ОЭ-2 не смывается водой и обеспечивает получение гладкой поверхности изделий.
Для образования защитного слоя бетона на стержни ребра устанавливают пластмассовые фиксаторы. Каркас устанавливают в форму в проектное положение, фаркопфами приводят борта формы в рабочее положение, торцевые щиты крепят болтами. На выпуски арматуры в плите устанавливают гребенки, шарнирно укрепленные на боковых щитах, и фиксируют их положение болтами.
Собранную форму и каркас предъявляют заводской инспекции.
Для изготовления блока применяется бетон марки 300, Мрз 200. Для приготовления бетонной смеси применяют цемент, отвечающий требованиям ГОСТ 10178-62*.
В качестве мелкого заполнителя применяется песок из твердых каменных пород, отвечающий требованиям проекта, ГОСТ 4797-69* и ГОСТ 10268-70.
В качестве крупного заполнителя используется фракционированный щебень двух фракций, дозируемых раздельно, удовлетворяющий ГОСТ 10268-70. Количество пылевидных частиц, определяемое отмучиванием, не должно превышать 1 % по весу.
При приготовлении бетонной смеси подвижность и метод укладки ее должны исключать образование раковин и каверн.
Запрещается применение бетонной смеси с осадкой конуса более 8 см и В/Ц более 0,5 (проект 147/2 вып. 56). Рекомендуется применять бетонную смесь с осадкой конуса 2 - 3 см.
Перед формовкой виброприводы устанавливают на рабочее место и соединяют с вибровалами. Готовность их к работе проверяют пробным включением.
Транспортировка бетонной смеси в накопительный бункер осуществляется ленточным конвейером. Из накопительного бункера бетонная смесь поступает в бетоноукладчик (рис. 4).
Бетонная смесь в форму подается бетонораздатчиком конструкции института Гипростройиндустрия.
Бетонную смесь укладывают в форму горизонтальными слоями толщиной 150 - 200 мм и уплотняют виброподдоном.
До термовлажностной обработки свежеотформованный блок выдерживается в течение 4 ч при температуре не ниже 16 °С (ВСН 109-64).
Для повышения качества бетона по опыту Горьковского завода МЖБК рекомендуется свежеотформованные блоки в период выдержки подвергать повторной вибрации.
Продолжительность повторной вибрации и количество циклов уточняет заводская лаборатория в зависимости от применяемого цемента и состава бетона.
Контроль за бетонированием ведет мастер. Контроль за качеством бетонной смеси осуществляет лаборатория путем отбора проб для проверки осадки конуса и отбора кубиковых образцов
3 шт. - для определения марки бетона в производственных условиях;
3 шт. - для определения прочности бетона в момент распалубки.

Рис. 4. Схема организации рабочего места при формовании блока:
1 - бетонораздатчик; 2 - пропарочная камера ямного типа; 3 - мостовой кран; 4
- отформованный блок; 5 - формуемый блок; 6 - ленточный питатель; 7 - крышка
пропарочной камеры; 8 - механизм
подъема крышки
пропарочной камеры; 9 -
пульт управления бетоноукладчиком; 10 -
включатель механизма подъема крышки пропарочной камеры; 11 - вибропривод; 12 - трубопровод для смазки со штуцерами; 13 - воздухопровод
со штуцерами; 14 -
ленточный
конвейер для подачи бетонной смеси; ![]() → - формовщики, стрелками показано направление их действия
→ - формовщики, стрелками показано направление их действия
Кроме того, отбираются образцы для определения марки бетона при естественном твердении.
Результаты испытаний заносят в журнал бетонных работ.
После окончания второго цикла повторного вибрирования отсоединяют виброприводы и подают в следующую камеру, снимают крепление и отводят гребенки, закрывают пропарочную камеру.
Для сведения к минимуму температурных деформаций рекомендуются мягкие режимы пропаривания:
подъем температуры среды в камере со скоростью не более 5 - 10 °С/ч;
изотермический прогрев при температуре 60 - 80 °С;
охлаждение изделия в камере при снижении в ней температуры до 30 °С со скоростью 8 - 10 °С/ч.
Режим термовлажностной обработки устанавливается заводской лабораторией.
В пропарочной камере должна обеспечиваться относительная влажность паровоздушной смеси в камере 90 - 100 %.
Процессом термообработки управляют при помощи автоматической установки ПУСК-3С.
При достижении прочности бетона до 80 % от проектной раскрывают пропарочную камеру, раздвигают щиты формы, извлекают блок из формы и перемещают на пост № 3.
Разность температуры блока и среды в цехе не должны превышать 20 °С.
Рабочую поверхность формы очищают пневмоскребками, отходы складывают в бункер. В присутствии мастера проверяют исправность и геометрические размеры формы.
Пост № 3 Отделочники очищают закладные детали блока.
На боковой поверхности ребра у торца блок маркируют, несмываемой краской наносят наименование завода-изготовителя, дату изготовления, вес, длину и номер блока.
По достижению требуемой прочности мастер предъявляет готовый блок заводской инспекции, которая составляет акт приемки изделия и ставит на нем штамп о приемке.
Допускаемые отклонения от проектных размеров в мм составляют:
по длине блока +30 - 10
по высоте +10 - 5
по ширине плиты ±10
по ширине нижнего пояса ±5
по толщине плиты ±5
отклонение блока от проектного положения +10
При изготовлении блоков следует руководствоваться следующими документами:
1. Типовым проектом инв. № 147/2 вып. 56, разработанным институтом Союздорпроект.
2. СНиП III-В.3-62* и СНиП III-Д.2-62.
3. Правилами техники безопасности и производственной санитарии при производстве железобетонных изделий (Оргтрансстрой, 1962 г.).
4. СНиП III-А.11-70.
5. Техническими указаниями по тепловлажностной обработке элементов сборных железобетонных мостовых конструкций (ВСН 109-64).
6. Техническими указаниями по повышению морозостойкости бетона транспортных сооружений (ВСН 150-68).
Техника безопасности
Для производства арматурных и формовочных работ назначаются рабочие не моложе 18 лет, прошедшие медицинское обследование, обученные, сдавший экзамены, прошедшие вводный инструктаж и инструктаж на рабочем месте по безопасным приемам труда.
На каждой технологической линии назначаются лица, ответственные за исправное содержание и правильную эксплуатацию механизмов и оборудования.
При изготовлении блоков следует выполнять инструкцию по технике безопасности, составленную на основе типовой инструкции, привязанной к местным условиям, утвержденную главным инженером завода, разработанную на основе: СНиП III-А.11-70 «Техника безопасности в строительстве»; «Правил техники безопасности и промсанитарии при производстве железобетонных изделий» Оргтрансстрой, 1967 г.; «Правил техники безопасности при производстве погрузочно-разгрузочных работ на железнодорожном транспорте» Минтрансстрой и МПС, 1968 г.; «Правилами технической эксплуатации электротехнических устройств» СНиП III.6-67; «Правил устройства и эксплуатации грузоподъемных кранов» Минтрансстрой, 1974 г.; «Технических указаний по технологии изготовления».
III. Указания по организации труда
Блоки изготовляет комплексная бригада в составе 12 чел.
Бригада состоит из специализированных звеньев (смотри графики производственного процесса) смены следующего состава.
Все рабочие, входящие в состав звеньев, должны владеть смежными профессиями (арматурщик - сварщик, формовщик - изолировщик), каждый должен иметь права стропальщика.
Арматурные и бетонные работы в цехе выполняются в три смены продолжительностью по 7 ч 36 мин.
Продолжительность обеденного перерыва составляет 36 мин.
Подготовительно-заключительные работы выполняются в соответствии с графиком.
Регламентированный отдых рабочих предусмотрен 2 раза в течение смены.
Перед началом сборки все элементы арматурного каркаса должны быть доставлены и разложены на специально отведенной площадке.
До начала работ необходимо сосредоточить на рабочих местах необходимые инструменты, приспособления и механизмы и проверить их исправность.
Распределение операций и времени на выполнение между рабочими
ПОСТ № 1
|
Продолжительность операции в мин |
Арматурщик 5 разр. |
Арматурщик 4 разр. |
Объем работ звена |
|||
|
Операции |
применяемый инструмент |
Операции |
применяемый инструмент |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
12 |
Получает задание от мастера, проверяет исправность инструмента, наличие необходимых материалов на рабочем месте |
- |
Перемещает необходимые материалы, проверяет исправность инструмента и подносит на рабочее место, производит монтаж шаблона-кондуктора |
- |
- |
|
2 |
5,4 |
Стропует плоские каркасы ребра, подает команду крановщику, перемещает и устанавливает в шаблон-кондуктор |
Стропы, монтировка |
Выполняет то же, что арматурщик 5 разр. |
Стропы, монтировка |
2 каркаса |
|
3 |
42 |
Берет из контейнера хомуты, устанавливает их на каркасы ребра и крепит вязальной проволокой |
Крючок для вязки арматуры |
-"- |
Крючок для вязки арматуры |
58 хомутов |
|
4 |
2,4 |
Устанавливает стержни противоусадочной арматуры и крепит вязальной проволокой к каркасу ребра |
Крючок для вязки арматуры |
Выполняет то же, что арматурщик 5 разр. |
Крючок для вязки арматуры |
8 стержней |
|
5 |
48,6 |
Берет поперечные стержни для нижней сетки плиты из контейнера, пропускает их через каркас ребра и заводит концы стержней в пазы продольной рейки шаблона, после чего раскладывает продольные стержни нижней сетки плиты и пересечения стержней скрепляет вязальной проволокой |
-"- |
-"- |
-"- |
1 сетка |
|
6 |
18,6 |
Стропует сетку № 5 и укладывает в каркас, после чего стропует и укладывает последовательно четыре сетки № 6 и заканчивает сборку верхней сетки плиты укладкой сетки № 5 |
Стропы, крючок для вязки арматуры |
-"- |
Стропы, крючок для вязки арматуры |
1 верхняя сетка |
|
7 |
5,4 |
Размечает и устанавливает строповочные петли и закрепляет вязальной проволокой к каркасу |
Крючок для вязки арматуры, монтировка |
Выполняет то же, что арматурщик 5 разр. |
Крючок, монтировка |
4 петли |
|
8 |
4,2 |
Предъявляет каркас заводской инспекции, устраняет неисправности |
Ломик, монтировка, крючок для вязки арматуры |
-"- |
Ломик, монтировка, крючок для вязки арматуры |
|
|
9 |
25,2 |
Отдых |
||||
Изготовление следующих каркасов выполняется так же (см. график производственного процесса).
ПОСТ № 2
|
Продолжительность операции в мин |
Формовщик-расформовщик 5 разр. |
Формовщик-расформовщик 4 разр. |
Объем работ звена |
|||
|
Операции |
применяемый инструмент |
Операции |
применяемый инструмент |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
10,2 |
Получает задание от мастера, проверяет исправность механизмов, оборудования и инструментов, наличие необходимых материалов на рабочем месте и правильность их расположения |
- |
Перемещает необходимые материалы, проверяет исправность инструмента и подносит на рабочее место |
- |
- |
|
2 |
10,8 |
Раскрывает пропарочную камеру, снимает крепление щитов в торцах, раздвигает продольные щиты фаркопфами, стропует блок, перемещает его на пост № 3 |
Гаечный ключ, монтировка |
Выполняет то же, что формовщик-расформовщик 5 разр. |
Гаечный ключ, монтировка |
1 блок |
|
14 3 |
3 |
Включает виброприводы, производит повторное уплотнение бетонной смеси блока, заформованного ранее (1 цикл) |
- |
Очищает форму и гребенки от остатков бетона |
Пневмоскребок |
3,96 м3 8,4 м2 |
|
4 3 |
9 |
Наносит смазку на рабочую поверхность формы |
Удочка для нанесения смазки |
Продолжает очистку формы и гребенок, отходы складывает в бункер. Проверяет совместно с мастером геометрические размеры формы |
Пневмоскребок, метла, лопата, метр |
12 м2 25,2 м2 |
|
4 5 |
9 |
Продолжает наносить смазку на поверхность формы, гребенок |
Удочка для нанесения смазки, кисть, малоемкая тара |
Устанавливает пластмассовые фиксаторы толщины защитного слоя |
Малоемкая тара |
12 м2 86 фиксаторов |
|
4 6 |
7,2 |
Продолжает наносить смазку на поверхность формы, гребенок |
-"- |
Устанавливает в форму опорные листы |
-"- |
9,6 м2 2 опорных листа |
|
7 |
6,6 |
Стропует каркас, перемещает мостовым краном, устанавливает его в форму в проектное положение |
Монтировка |
Выполняет то же и совместно с формовщиком-расформовщиком 5 разр. |
Монтировка |
1 каркас |
|
14 |
13,2 |
Включает виброприводы, производит повторное уплотнение бетонной смеси блока (2 цикл). Снимает крепление и отводит гребенки из выпусков арматуры плиты в исходное положение. Перемещает виброприводы из камеры мостовым краном. Закрывает пропарочную камеру |
Гаечный ключ, молоток, монтировка |
Выполняет то же и совместно с формовщиком-расформовщиком 5 разр. |
Гаечный ключ, молоток, монтировка |
3,96 м2 1 блок |
|
8 |
13,2 |
Устанавливает и фиксирует борта формы в рабочее положение фаркопфами с креплением в торцах болтами. Устанавливает на выпуски арматуры плиты гребенки и крепит их в рабочем положении |
Монтировка, молоток, гаечный ключ |
-"- |
Монтировка, молоток, гаечный ключ |
1 форма |
|
9 |
6 |
Предъявляет собранный каркас и форму заводской инспекции |
- |
Перемещает виброприводы в следующую камеру, соединяет с вибровалами |
- |
1 форма 2 вибропривода |
|
10 |
30 |
Принимает бетонную смесь в бетоноукладчик, укладывает ее в форму. После окончания формовки отводит бетоноукладчик в исходное положение, очищает его от остатков бетонной смеси |
Лопата, мастерок |
Разравнивает бетонную смесь в форме. Включает виброприводы, следит за уплотнением бетонной смеси нижнего пояса, заглаживает открытую поверхность блока |
Лопата, мастерок |
3,96 м3 |
|
16 |
25,2 |
Отдыхает |
- |
Отдыхает |
- |
- |
|
12 |
12,6 |
Очищает закладные детали от остатков бетона, производит маркировку |
Зубило, молоток, щетка металлическая кисть |
Выполняет то же, что формовщик-расформовщик 5 разр. |
Мастерок, кисть |
1 блок |
|
13 |
6 |
Предъявляет готовый блок заводской инспекций |
- |
-"- |
- |
1 блок |
Таким же образом до конца смены изготовляют 2 следующих блока (см. график производственного процесса).
IV. График производственного процесса
а) арматурные работы
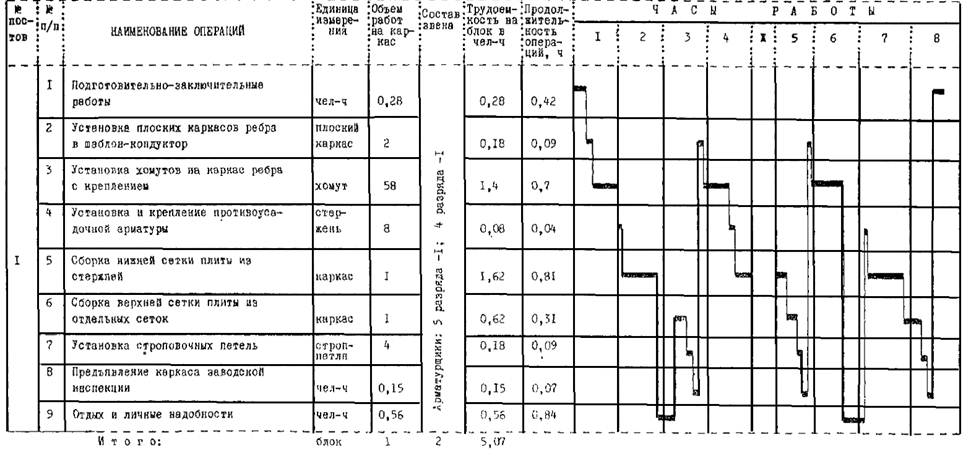
Примечание. Продолжительность операций на выполнение подготовительно-заключительных работ и перерывов на отдых и личные надобности в графиках показаны на смену
б) формовочные работы

Условные обозначения:
![]() - блок № 1
- блок № 1 ![]() -
блок № 2
-
блок № 2 ![]() - блок № 3
- блок № 3 ![]() - блок № 4
- блок № 4 ![]() - блок № 5
- блок № 5 ![]() - блок № 6
- блок № 6 ![]() - блок № 7
- блок № 7
V. Калькуляции затрат труда на изготовление одного блока
|
Шифр норм и расценок |
Состав звена |
Описание работ |
Единица измерения |
Объем работ |
На единицу измерения |
На весь объем |
||
|
норма времени чел-ч |
расценка, руб.-коп. |
нормативное время, чел-ч |
стоимость затрат труда, руб.-коп. |
|||||
|
1 |
2 |
3 |
4 |
5 |
5 |
7 |
8 |
9 |
|
а) Арматурные работы |
||||||||
|
Местные нормы Исетского и Славутского заводов МЖБК |
Арматурщики: 5 разр. - 1 4 " - 1 |
Установка плоских каркасов в шаблон-кондуктор |
каркас |
2 |
0,1 |
0-06,8 |
0,2 |
0-14 |
|
Арматурщики: 5 разр. - 1 4 " - 1 |
Установка хомутов за каркас ребра |
100 хомутов |
58 |
2,9 |
1-96 |
1,68 |
1-14 |
|
|
Арматурщики: 5 разр. - 1 4 " - 1 |
Установка противоусадочной арматуры |
10 стержней |
8 |
0,125 |
0-08,5 |
0,1 |
0-07 |
|
|
-"- |
Арматурщики: 5 разр. - 1 4 " - 1 |
Сборка нижней сетки плиты из отдельных стержней |
нижняя сетка |
1 |
1,94 |
1-31 |
1,94 |
1-51 |
|
-"- |
Арматурщики: 5 разр. - 1 4 " - 1 |
Сборка верхней сетки плиты из сеток |
верхняя сетка |
1 |
0,76 |
0-51,5 |
0,76 |
0-52 |
|
-"- |
Арматурщики: 5 разр. - 1 4 " - 1 |
Установка строповочных петель |
строп петля |
4 |
0,055 |
0-03,7 |
0,22 |
0-15 |
|
Арматурщики: 5 разр. - 1 4 " - 1 |
Предъявление готового каркаса заводской инспекции |
каркас |
1 |
0,17 |
0-11,5 |
0,17 |
0-12 |
|
|
Итого: |
5,07 |
3-45 |
||||||
|
б) Формовочные работы |
||||||||
|
-"- |
Расформовщики: 5 разр. - 1 4 " - 1 |
Раскрытие пропарочной камеры. Раздвижка щитов формы. Извлечение блока из формы с установкой его на пост № 2 |
блок |
1 |
0,43 |
0-29 |
0,43 |
0-29 |
|
-"- |
Расформовщики: 5 разр. - 1 4 " - 1 |
Очистка формы и гребенок от остатков бетона. Проверка исправности и геометрических размеров формы |
10 м2 |
3,36 |
0,071 |
0-04,8 |
0,24 |
0-16 |
|
-"- |
Формовщик 5 разр. - 1 |
Нанесение смазки на поверхность формы и гребенок, соприкасающуюся с бетоном |
10 м2 |
3,36 |
0,149 |
0-10,7 |
0,5 |
0-36 |
|
-"- |
Формовщик 4 разр. - 1 |
Установка пластмассовых фиксаторов толщины защитного слоя |
100 фиксаторов |
0,86 |
0,21 |
0-13,4 |
0,18 |
0-12 |
|
-"- |
Формовщик 4 разр. - 1 |
Установка опорных листов в форму |
опорный лист |
2 |
0,07 |
0-04,5 |
0,14 |
0-09 |
|
-"- |
Формовщики: 5 разр. - 1 4 " - 1 |
Строповка каркаса, перемещение мостовым краном в форму, установка его в проектное положение с последующей расстроповкой |
каркас |
1 |
0,27 |
0-18 |
0,27 |
0-18 |
|
-"- |
Формовщики: 5 разр. - 1 4 " - 1 |
Установка и крепление бортов формы и гребенок в рабочем положении |
форма |
1 |
0,53 |
0-36 |
0,53 |
0-36 |
|
-"- |
Формовщики: 5 разр. - 1 4 " - 1 |
Предъявление собранной формы и каркаса заводской инспекции |
предъявление |
1 |
0,24 |
0-16 |
0,24 |
0-16 |
|
-"- |
Формовщики: 5 разр. - 1 4 " - 1 |
Перемещение и установка в камеру и подсоединение приводов к вибровалам. Прием бетонной смеси в бетоноукладчик. Укладка и уплотнение бетонной смеси виброподдоном |
м3 |
3,96 |
0,303 |
0-20,5 |
1,2 |
0-82 |
|
-"- |
Формовщики: 5 разр. - 1 4 " - 1 |
Очистка поверхности закладных деталей от остатков бетона. Маркировка изделия |
блок |
1 |
0,5 |
0-34 |
0,5 |
0-34 |
|
-"- |
Формовщики: 5 разр. - 1 4 " - 1 |
Предъявление готового блока заводской инспекции |
блок |
1 |
0,24 |
0-16 |
0,24 |
0-16 |
|
-"- |
Формовщики: 5 разр. - 1 4 " - 1 |
Повторное уплотнение бетонной смеси. Снятие гребенок с выпусков арматуры плиты. Перемещение вибровалов из камеры. Закрытие пропарочной камеры |
блок |
1 |
0,6 |
0-40,6 |
0,60 |
0-41 |
|
Итого: |
5,07 |
3-45 |
||||||
VI. Технико-экономические показатели при изготовлении блоков длиной 11,36 м
|
Наименование показателей |
Единица измерения |
Количество |
|
Продолжительность изготовления блока с термообработкой |
ч |
31,53 |
|
Годовая производительность технологической линии |
блок |
2178 |
|
м3 |
8600 |
|
|
Оборачиваемость стенда |
- |
0,76 |
|
Съем продукции с 1 м2 производственной площади |
м3/м2 |
3,06 |
|
А. Арматурные работы |
||
|
Трудоемкость работ на 1 каркас |
чел-ч |
5,07 |
|
Выработка одного рабочего в смену |
кг |
2085 |
|
Средний разряд рабочих |
- |
4,5 |
|
Средняя заработная плата 1 рабочего в смену |
руб.-коп. |
5-14 |
|
Б. Формовочные работы |
||
|
Трудоемкость работ на 1 блок |
чел-ч |
5,07 |
|
Выработка на 1 рабочего в смену |
м3 |
5,94 |
|
Средний разряд рабочих |
- |
4,5 |
|
Средняя заработная плата |
руб.-коп. |
5-14 |
VII. Потребность материально-технических ресурсов
|
Наименование материалов |
Тип, марки № черт. ГОСТ |
Единица измерения |
Количество |
|
1 |
2 |
3 |
4 |
|
А. Основные материалы на блок |
|||
|
Бетонная смесь |
М 300 |
м3 |
3,96 |
|
Арматура |
1389,8 |
||
|
В том числе: |
|||
|
Арматура класса А-II марки В ст.5СП |
ГОСТ 380-71 |
кг |
1268,0 |
|
Арматура класса А-I марки В ст.3СП по ГОСТ 380-71 |
-"- |
" |
121,8 |
|
Пластмассовые фиксаторы |
шт. |
86 |
|
|
Смазка |
ОЭ-2 |
кг |
8,4 |
|
в том числе: |
|||
|
эмульсол кислый синтетический |
ГОСТ 1975-58 |
кг |
1,68 |
|
насыщенный раствор извести при температуре 60 °С |
кг |
6,72 |
|
|
Б. Машины, оборудование и инструмент |
|||
|
Форма с виброподдоном |
13 |
||
|
Привод вибровала Киевского отделения СКБ Главмостостроя |
№ 1850/14 |
2 |
|
|
Бетонораздатчик |
№ 6578 |
1 |
|
|
Кран мостовой грузоподъемностью 15/5 Т |
ГОСТ 7532-64 |
2 |
|
|
Траверса для перемещения каркаса грузоподъемностью 5 Т |
1 |
||
|
Траверса для перемещения блоков |
1 |
||
|
Грузовая тележка для перемещения арматурных заготовок грузоподъемностью 5 Т |
ГОСТ 13533-68 |
1 |
|
|
Грузовая тележка для вывоза готовых изделий грузоподъемностью 10 т |
1 |
||
|
Механизм открывания крышки пропарочной камеры |
12 |
||
|
Сатуратор для приготовления смазки типа |
С-150 |
1 |
|
|
Удочка типа электрокраскопульта |
С-574 |
1 |
|
|
Стропы двухветвевые грузоподъемностью 5 Т |
ГОСТ 19146-73 |
2 |
|
|
Пневмоскребок |
ГОСТ 12653-67 |
2 |
|
|
Молоток |
ГОСТ 11042-64 |
1 |
|
|
Зубило |
ГОСТ 3670-63 |
2 |
|
|
Ключ гаечный 22´27 мм |
ГОСТ 9533-71 |
2 |
|
|
Метр стальной складной |
ГОСТ 7253-54 |
4 |
|
Технологическая карта разработана отделом внедрения передового опыта и технического нормирования на промышленных предприятиях института «Оргтрансстрой» (исполнитель В.Н. Баскаков), Пермской НИС (исполнители И.Р. Кук, Э.М. Рубинова, Ф.И. Акимов).
Редактор О.Н. Добровольский
СОДЕРЖАНИЕ