МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ГЛАВНОЕ ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ ПО СТРОИТЕЛЬСТВУ
ВСЕСОЮЗНЫЙ
ИНСТИТУТ ПО ПРОЕКТИРОВАНИЮ ОРГАНИЗАЦИИ
ЭНЕРГЕТИЧЕСКОГО СТРОИТЕЛЬСТВА
«ОРГЭНЕРГОСТРОЙ»
ТЕХНОЛОГИЧЕСКИЕ
КАРТЫ НА СООРУЖЕНИЕ
ВЛ 35 - 500
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ
К-4-13
СБОРКА
И УСТАНОВКА (С ЗЕМЛЯНЫМИ РАБОТАМИ) СВОБОДНОСТОЯЩИХ ПОРТАЛЬНЫХ ПРОМЕЖУТОЧНЫХ
ЖЕЛЕЗОБЕТОННЫХ ОПОР ТИПОВ ПСБ150-1 И ПСБ220-1 СО СТОЙКАМИ ДЛИНОЙ 22,6 м
ВЛ 150 - 220 кВ
Москва
Типовые технологические карты К-4-13 (сборник) разработаны отделом организации и механизации строительства линий электропередачи института «Оргэнергострой».
СОСТАВИТЕЛИ: Б.И. РАВИН, Е.Н. КОГАН, А.В. ЦИТОВИЧ, А.Ф. КУЗЬМИНА
Сборник типовых технологических карт составлен на сборку и установку (с земляными работами) свободностоящих портальных промежуточных железобетонных опор ПСБ 150-1, ПСБ220-1 со стойками длиной 22,6 м ВЛ 150 - 220 кВ.
|
ВЛ 35 - 500 кВ |
|
Сборка опор |
К-4-13-1 |
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Технологическая карта служит руководством при сборке свободностоящих портальных промежуточных железобетонных опор типов ПСБ 150-1 и ПСБ 220-1 на строительстве линий электропередачи 150 - 220 кВ.
2. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ НА СБОРКУ ОДНОЙ ОПОРЫ
|
Един. измерения |
Тип опоры ПСБ 150-1 и ПСБ 220-1 |
|
|
1 |
2 |
3 |
|
1. Трудоёмкость |
чел.-дн. |
1,57 |
|
2. Работа механизмов |
маш.-смен |
0,26 |
|
3. Численность звена |
чел. |
6 |
|
4. Продолжительность сборки |
смен |
0,26 |
|
Производительность звена за смену |
опора |
3,85 |
3. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ СБОРКИ
3.1. Сборка опор производится звеном рабочих и механизмами в составе комплексной бригады по монтажу этих опор.
3.2. До начала сборки должны быть выполнены:
а) подготовительные работы, указанные в п. 2 общей части;
б) разбивка котлованов;
3.3. Сборка опор выполняется по работам чертежам опор в последовательности:
а) проверка качества стойки, соответствие ее нормам и допускам (рис. 1-4), с устранением дефектов или заменой отбракованной стойки;
б) выкладка стойки на деревянных подкладках (рис. 1-1; 1-2);
в) установка траверс и тросостойки (рис. 1-1; 1-2);
г) проверка собранной опоры согласно нормам и допускам (рис. 1-4);
д) затяжка гаек с раскерниванием резьбы;
е) нанесение несмываемой краской на стойке номера опоры, года установки и предупредительного плаката.
4. ОРГАНИЗАЦИЯ И МЕТОДЫ ТРУДА РАБОЧИХ
4.1. Опоры собираются звеном рабочих в следующем составе:
|
Разряд |
К-во чел. |
|
|
1. Электролинейщик (звеньевой) |
6 |
1 |
|
2. Электролинейщики |
4 |
2 |
|
3. Электролинейщики |
3 |
2 |
|
4. Машинист |
5 |
1 |
|
Итого: |
6 |
4.2. Последовательность и способы выполнения основных операций:
а) машинист и электролинейщики производят выкладку стойки опоры на деревянные подкладки в положение, определяемое типом механизма, используемого для подъема опоры (Рис. 1-1 и 1-2);
б) звеньевой проверяет состояние выложенной на подкладках стойки, расположение на ней закладных деталей согласно нормам и допускам (рис. 1-4); остальные электролинейщики производят сборку траверс;
в) звеньевой и электролинейщики 4 и 3 разряда, согласно рабочему чертежу опоры, устанавливают хомуты, траверсы и тросс-стойку с помощью крана.
г) звеньевой проверяет соответствие нормам узлов собранной опоры (рис. 1-3); и затяжку болтов. Электролинейщики 3 разряда раскернивают резьбу и наносят по трафарету на стойку (на высоте 5 - 6 м от комля) номер опоры, год установки и предупредительный плакат.

Рис. 1-1 Схема выкладки стоек опоры и оснащение их металлическими деталями для подъема краном КВЛ-8
1 - стойки опоры; 2 - деревянные подкладки; 3 - металлические детали; 4 - разбивочные колышки; 5 - центры котлованов; 6 - кран ТК-53
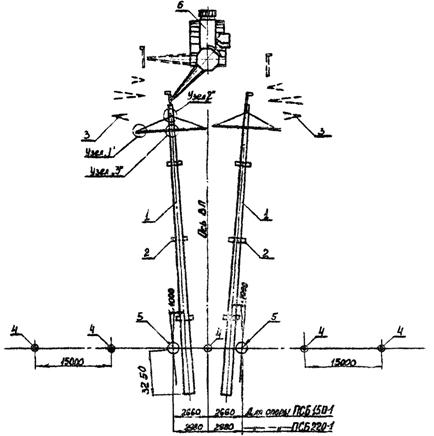
Рис. 1-2 Схема выкладки стоек споры и оснащение их металлическими деталями для подъема краном К-162 lстр. = 14 м
1 - стойки опоры; 2 - деревянные подкладки; 3 - металлические детали; 4 - разбивочные колышки; 5 - центры котлованов; 6 - кран ТК-53

Рис. 1-3 Узлы крепления траверс к опоре

Рис. 1-4 Нормы и допуски на сборку опор (в мм)
А ≤ 56 - Искривление стойки опоры; Б ≤ 10 - Смещение закладных деталей против проектного положения их по горизонтали и вертикали; В ± 0,018 - Отклонение от проектных размеров между закладными деталями; Г ≤ 20 - Отклонение траверсы от горизонтали
4.3. Калькуляция трудовых затрат
|
Основание |
Наименование работ |
Един. измер. |
Объем работ |
Затраты труда, чел.-ч |
|
|
на единицу измерения |
на весь объем работ |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Выкладка и сборка опоры |
опора |
1 |
10,5 |
10,5 |
|
|
2. ЕНиР § 23-3-53 п. 3 |
Нумерация опоры и нанесение предупредительного плаката по трафарету |
-"- |
1 |
0,115×2 = 0,23 |
0,23 |
|
Электролинейщики |
10,73 5 |
10,73 |
|||
|
Машинисты |
2,15 |
||||
|
Итого: |
12,88 |
||||
5. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ (для одного звена)
5.1. Механизмы
|
Тип |
Марка |
К-во |
Техническая характеристика |
|
|
1. Кран монтажный |
Тракторный |
ТК-53 |
1 |
Стреловой lстр. = 6,1 м Грузоподъемность Q - 5 т.с. |
5.2. Материалы и инструменты
|
Наименование |
ГОСТ |
Един. измер. |
К-во |
Примечание |
|
|
1. |
Аптечка |
- |
компл. |
1 |
|
|
2. |
Ключи гаечные двухсторонние 19-22 |
ГОСТ 2839-71 |
шт. |
4 |
|
|
-"- -"- 22-24 |
-"- |
-"- |
4 |
||
|
-"- -"- 27-30 |
-"- |
-"- |
4 |
||
|
3. |
Кувалда масса 5 кг |
ГОСТ 11401-65* |
-"- |
1 |
|
|
4. |
Кисть малярная |
ГОСТ 10597-70 |
-"- |
1 |
|
|
5. |
Краска масляная |
- |
кг |
3 |
|
|
6. |
Каска |
ГОСТ 9820-61 |
шт. |
6 |
|
|
7. |
Лопата копальная |
ГОСТ 3620-63 |
-"- |
2 |
|
|
8. |
-"- подборочная |
-"- |
-"- |
1 |
|
|
9. |
Лом стальной монтажный типа ЛМ-24 А |
ГОСТ 1405-72 |
-"- |
1 |
|
|
10. |
-"- -"- строительный |
-"- |
-"- |
1 |
|
|
11. |
Молоток слесарный |
ГОСТ 2310-71 |
-"- |
1 |
|
|
12. |
Метр складной металлический |
ГОСТ 7253-54* |
шт. |
1 |
|
|
13. |
Оправка конусная Æ 16-18 |
- |
-"- |
1 |
|
|
14. |
Отвес |
ГОСТ 7948-71 |
-"- |
1 |
|
|
15. |
Пила поперечная двуручная по дереву типа П250А |
ГОСТ 979-70 |
-"- |
1 |
|
|
16. |
Рулетка металлическая типа РС-30 |
ГОСТ 7502-69 |
-"- |
1 |
|
|
17. |
Топор плотничный |
ГОСТ 1399-73 |
-"- |
1 |
|
|
18. |
Трафарет для нумерации опор |
- |
штук |
1 |
|
|
19. |
Трафарет для предупредительного плаката |
- |
шт. |
1 |
|
|
20. |
Термос для воды и кружка |
- |
компл. |
1 |
|
|
21. |
Зубило слесарное 20×60° |
ГОСТ 7211-72 |
шт. |
1 |
|
|
22. |
Шнур крученый Æ 6 мм |
п. м |
50 |
5.3. Эксплуатационные материалы
|
Един. измер. |
К-во на одну опору |
|
|
Дизельное топливо |
кг |
15 |
|
Дизельная смазка |
-"- |
0,74 |