ГОСТ 2310-77
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МОЛОТКИ СЛЕСАРНЫЕ СТАЛЬНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
![]()
Москва
Стандартинформ
2005
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Технические условия Steel bench hammers. Specifications |
ГОСТ |
Дата введения 01.01.80
Настоящий стандарт распространяется на слесарные стальные молотки массой от 0,05 до 1,00 кг, изготовляемые для нужд народного хозяйства и экспорта.
Настоящий стандарт не распространяется на молотки стальные строительные.
(Измененная редакция, Изм. № 1).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Молотки должны изготовляться типов:
1 - с круглым бойком;
2 - с квадратным бойком;
3 - с круглым бойком и сферическим носком.
1.2. Основные размеры молотков типа 1 должны соответствовать указанным на черт. 1 и в табл. 1, типа 2 - на черт. 2 и в табл. 2, типа 3 - на черт. 3 и в табл. 3.
Тип 1
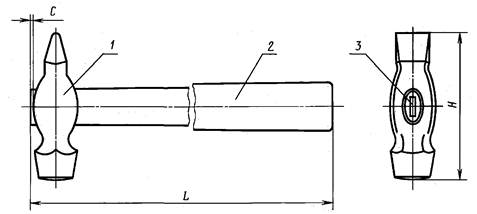
1 - головка молотка; 2 - рукоятка; 3 - клин
Таблица 1
Размеры, мм
|
Применяемость |
Номинальная масса головок молотков, кг |
L |
H |
C, не более |
||||
|
с рукояткой исполнения 1 |
с рукояткой исполнения 2 |
с рукояткой исполнения 3 |
Номин. |
Пред. откл. |
||||
|
7850-0101 |
7850-0107 |
- |
0,20 |
250 |
±2,5 |
80 |
1 |
|
|
7850-0102 |
- |
7850-0108 |
0,40 |
320 |
±3,0 |
100 |
2 |
|
|
7850-0103 |
- |
7850-0109 |
0,50 |
105 |
||||
|
7850-0104 |
- |
7850-0111 |
0,60 |
360 |
110 |
|||
|
7850-0105 |
- |
7850-0112 |
0,80 |
120 |
||||
|
7850-0106 |
- |
7850-0113 |
1,00 |
400 |
130 |
|||
|
7850-0145 |
7850-0146 |
- |
0,10 |
250 |
±2,5 |
70 |
1 |
|
Пример условного обозначения молотка типа 1 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0101 Ц 15.хр ГОСТ 2310-77
Тип 2
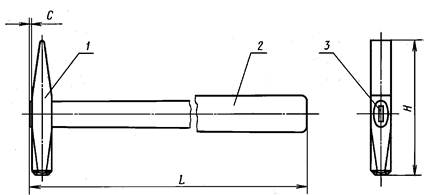
1 - головка молотка; 2 - рукоятка; 3 - клин
Таблица 2
Размеры, мм
|
Применяемость |
Номинальная масса головок молотков, кг |
L |
H |
C, не более |
||||
|
с рукояткой исполнения 1 |
с рукояткой исполнения 2 |
с рукояткой исполнения 3 |
Номин. |
Пред. откл. |
||||
|
7850-0114 |
7850-0123 |
- |
0,05 |
200 |
±2,5 |
75 |
1 |
|
|
7850-0115 |
7850-0124 |
- |
0,10 |
250 |
82 |
|||
|
7850-0116 |
7850-0125 |
- |
0,20 |
95 |
||||
|
7850-0147 |
- |
- |
0,30 |
|||||
|
7850-0117 |
- |
7850-0126 |
0,40 |
320 |
±3,0 |
112 |
2 |
|
|
7850-0118 |
- |
7850-0127 |
0,50 |
320 |
118 |
|||
|
7850-0119 |
- |
7850-0128 |
0,60 |
360 |
122 |
|||
|
7850-0121 |
- |
7850-0129 |
0,80 |
130 |
||||
|
7850-0122 |
- |
7850-0131 |
1,00 |
400 |
135 |
|||
Пример условного обозначения молотка типа 2 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0116 Ц 15.хр ГОСТ 2310-77
Тип 3
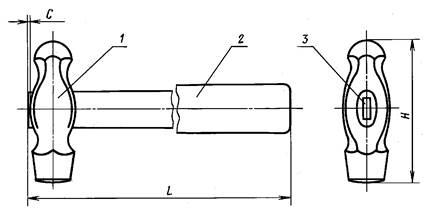
1 - головка молотка; 2 - рукоятка; 3 - клин
Таблица 3
Размеры, мм
|
Применяемость |
Номинальная масса головок молотков, кг |
L |
H |
C, не более |
||||
|
с рукояткой исполнения 1 |
с рукояткой исполнения 2 |
с рукояткой исполнения 3 |
Номин. |
Пред. откл. |
||||
|
7850-0132 |
7850-0138 |
- |
0,20 |
250 |
±2,5 |
82 |
1 |
|
|
7850-0133 |
- |
7850-0139 |
0,40 |
320 |
±3,0 |
95 |
2 |
|
|
7850-0134 |
- |
7850-0141 |
0,50 |
104 |
||||
|
7850-0135 |
- |
7850-0142 |
0,60 |
360 |
118 |
|||
|
7850-0136 |
- |
7850-0143 |
0,80 |
130 |
||||
|
7850-0137 |
- |
7850-0144 |
1,00 |
400 |
150 |
|||
Пример условного обозначения молотка типа 3 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0132 Ц 15.хр ГОСТ 2310-77
1.3. Основные размеры головок молотков (поз. 1) типа 1 должны соответствовать указанным на черт. 4 и в табл. 4; типа 2 - на черт. 5 и в табл. 5; типа 3 - на черт. 6 и в табл. 6.
Тип 1
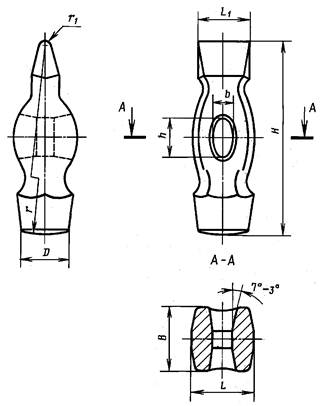
Таблица 4
Размеры, мм
|
Номинальная масса головок молотков, кг |
Н |
L |
L1 |
D |
B |
b |
h |
r |
r1 |
|
|
7850-0101/001 |
0,20 |
80 |
25 |
21 |
20 |
26 |
10 |
18,0 |
190 |
2,5 |
|
7850-0102/001 |
0,40 |
100 |
31 |
26 |
26 |
34 |
14 |
25,0 |
225 |
3,0 |
|
7850-0103/001 |
0,50 |
105 |
36 |
30 |
28 |
37 |
240 |
|||
|
7850-0104/001 |
0,60 |
110 |
37 |
30 |
40 |
15 |
26,5 |
250 |
3,5 |
|
|
7850-0105/001 |
0,80 |
120 |
41 |
33 |
32 |
43 |
16 |
28,0 |
265 |
|
|
7850-0106/001 |
1,00 |
130 |
42 |
34 |
34 |
45 |
17 |
30,0 |
280 |
|
|
7850-0145/001 |
0,10 |
70 |
20 |
16 |
16 |
22 |
9 |
16,0 |
160 |
2,5 |
Пример условного обозначения головки молотка типа 1, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0101/001 Ц 15.хр ГОСТ 2310-77
Тип 2
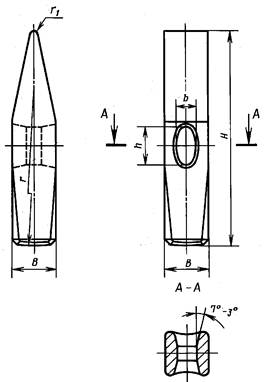
Таблица 5
Размеры, мм
|
Номинальная масса головок молотков, кг |
Н |
B |
h |
b |
r |
r1 |
|
|
7850-0114/001 |
0,05 |
75 |
11 |
12,5 |
7 |
145 |
1,00 |
|
7850-0115/001 |
0,10 |
82 |
15 |
16,0 |
9 |
160 |
1,20 |
|
7850-0116/001 |
0,20 |
95 |
19 |
18,0 |
10 |
190 |
1,75 |
|
7850-0147/001 |
0,30 |
||||||
|
7850-0117/001 |
0,40 |
112 |
25 |
25,0 |
14 |
225 |
2,50 |
|
7850-0118/001 |
0,50 |
118 |
27 |
250 |
|||
|
7850-0119/001 |
0,60 |
122 |
29 |
26,5 |
15 |
3,00 |
|
|
7850-0121/001 |
0,80 |
130 |
33 |
28,0 |
16 |
265 |
|
|
7850-0122/001 |
1,00 |
135 |
36 |
30,0 |
17 |
280 |
3,50 |
Пример условного обозначения головки молотка типа 2, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0116/001 Ц 15.хр ГОСТ 2310-77
Тип 3
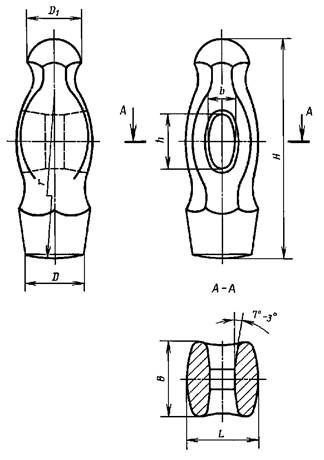
Таблица 6
Размеры, мм
|
Номинальная масса головок молотков, кг |
H |
B |
L |
D |
D1 |
h |
b |
r |
|
|
7850-0132/001 |
0,20 |
78 |
26 |
25 |
20 |
20 |
18,0 |
10 |
190 |
|
7850-0133/001 |
0,40 |
98 |
34 |
31 |
26 |
24 |
25,0 |
14 |
225 |
|
7850-0134/001 |
0,50 |
102 |
37 |
36 |
28 |
26 |
25,0 |
14 |
240 |
|
7850-0135/001 |
0,60 |
108 |
40 |
37 |
30 |
28 |
26,5 |
15 |
250 |
|
7850-0136/001 |
0,80 |
115 |
43 |
41 |
32 |
30 |
28,0 |
16 |
265 |
|
7850-0137/001 |
1,00 |
125 |
45 |
41 |
34 |
34 |
30,0 |
17 |
280 |
Пример условного обозначения головки молотка типа 3, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0132/001 Ц 15.хр ГОСТ 2310-77
1.2, 1.3. (Измененная редакция, Изм. № 4).
1.4. Предельные отклонения размеров головок молотков - не более 2-го класса по ГОСТ 7505, при этом должны быть выдержаны требования п. 2.4 настоящего стандарта.
1.5. Основные размеры рукояток (поз. 2) должны соответствовать указанным на черт. 7 и в табл. 7.
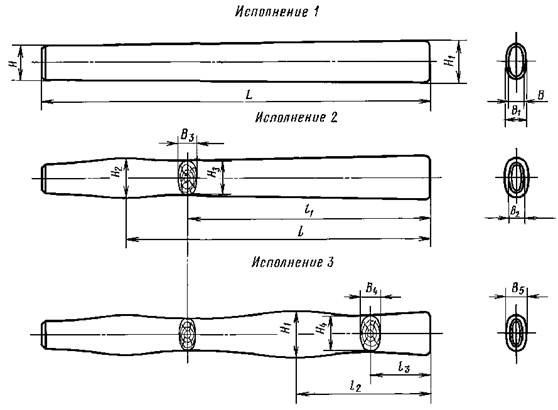
Примечание. Допускается изготовление рукояток других эргономически удобных форм.
Таблица 7
Размеры, мм
|
Номинальная масса головок молотков, кг |
L |
l |
l1 |
l2 |
l3 |
H |
H1 |
|||
|
исполнения 1 |
исполнения 2 |
исполнения 3 |
||||||||
|
7850-0114/002 |
7850-0123/002 |
- |
0,05 |
200 |
165 |
130 |
- |
- |
13,5 |
20,5 |
|
7850-0115/002 |
7850-0124/002 |
- |
0,10 |
250 |
200 |
150 |
- |
- |
17,0 |
23,0 |
|
7850-0116/002 |
7850-0125/002 |
- |
0,20 |
190 |
145 |
- |
- |
19,0 |
27,0 |
|
|
7850-0147/002 |
- |
- |
0,30 |
- |
- |
|||||
|
7850-0117/002 |
- |
7850-0126/002 |
0,40 |
320 |
250 |
200 |
110 |
40 |
26,5 |
34,0 |
|
7850-0118/002 |
- |
7850-0127/002 |
0,50 |
|||||||
|
7850-0119/002 |
- |
7850-0128/002 |
0,60 |
360 |
275 |
220 |
120 |
50 |
28,0 |
36,5 |
|
7850-0121/002 |
- |
7850-0129/002 |
0,80 |
30,0 |
39,0 |
|||||
|
7850-0122/002 |
- |
7850-0131/002 |
1,00 |
400 |
320 |
230 |
130 |
60 |
32,0 |
41,0 |
|
H2 |
H3 |
H4 |
B |
B1 |
B2 |
B3 |
B4 |
B5 |
|||
|
исполнения 1 |
исполнения 2 |
исполнения 3 |
|||||||||
|
7850-0114/002 |
7850-0123/002 |
- |
18,0 |
14,5 |
- |
8,0 |
15 |
11 |
9,0 |
- |
- |
|
7850-0115/002 |
7850-0124/002 |
- |
20,5 |
18,5 |
- |
10,0 |
16 |
15 |
11,0 |
- |
- |
|
7850-0116/002 |
7850-0125/002 |
- |
24,0 |
21,5 |
- |
11,0 |
19 |
16 |
13,0 |
- |
- |
|
7850-0147/002 |
- |
- |
- |
- |
- |
||||||
|
7850-0117/002 |
- |
7850-0126/002 |
32,0 |
28,0 |
30 |
15,5 |
23 |
19 |
16,5 |
20 |
23 |
|
7850-0118/002 |
- |
7850-0127/002 |
|||||||||
|
7850-0119/002 |
- |
7850-0128/002 |
34,0 |
30,0 |
32 |
16,5 |
25 |
23 |
18,0 |
21 |
25 |
|
7850-0121/002 |
- |
7850-0129/002 |
36,0 |
32,0 |
34 |
18,0 |
27 |
24 |
19,0 |
23 |
27 |
|
7850-0122/002 |
- |
7850-0131/002 |
41,0 |
34,0 |
36 |
19,0 |
28 |
28 |
23,0 |
24 |
28 |
(Поправка, ИУС 12-2005).
Пример условного обозначения рукоятки исполнения 1 для головки молотка массой 0,20 кг:
Рукоятка 7850-0116/002 ГОСТ 2310-77
(Измененная редакция, Изм. № 4).
1.6. Предельные отклонения размеров рукояток - по 18-му квалитету ГОСТ 6449.1.
1.2 - 1.6. (Измененная редакция, Изм. № 1).
1.7. Конструкция и размеры деталей молотков и клина указаны в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Слесарные молотки и их детали должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Детали молотков должны быть изготовлены из следующих материалов:
головки молотков - из стали марки 50 по ГОСТ 1050 или стали марки У7 по ГОСТ 1435, или сталей других марок, не уступающих по механическим свойствам в термообработанном состоянии сталям указанных марок. Головки молотков не допускается изготовлять литыми;
клинья - из стали марки Ст3 по ГОСТ 380 или из сталей других марок, не уступающих по механическим свойствам Ст3.
Допускается изготовлять клинья из древесины твердых лиственных пород 1-го сорта по ГОСТ 2695;
рукоятки из граба, клена, рябины, кизила, ясеня, березы 1-го сорта, дуба, бука, по ГОСТ 2695 или из синтетических материалов, обеспечивающих эксплуатационную прочность и надежность в работе.
(Измененная редакция, Изм. № 3).
2.3. Рабочие поверхности головки молотка (боек и носок) должны иметь твердость 50,5 ... 57 HRCэ в слое глубиной не менее 5 мм и на расстоянии от торцов бойка и носка не более 1/5 общей длины головки молотка.
(Измененная редакция, Изм. № 1).
2.4. Предельные отклонения от номинальной массы головки молотка до 0,10 кг не должны превышать ±12 %, свыше 0,10 кг - ±7 %.
2.5. (Исключен, Изм. № 3).
2.6. Допуск симметричности оси отверстия головки молотка относительно оси симметрии для молотка массой до 0,2 кг - не более 0,3 мм, массой от 0,4 до 1,0 кг - не более 0,5 мм.
(Измененная редакция, Изм. № 1).
2.7. Параметры шероховатости поверхностей по ГОСТ 2789 не должны быть более указанных в табл. 8, а наружных поверхностей рукояток не должны быть более Rz 100 мкм по ГОСТ 7016.
Таблица 8
|
Параметр шероховатости, мкм |
|
|
Сферическая поверхность бойка, цилиндрическая и сферическая поверхность носка |
Ra ≤ 3,2 |
|
Остальные наружные поверхности |
Ra ≤ 6,3 |
|
Поверхность отверстия под рукоятку |
Rz ≤ 320 |
(Измененная редакция, Изм. № 3).
2.8. (Исключен, Изм. № 3).
2.9. Головки молотков должны иметь одно из защитно-декоративных покрытий, указанных в табл. 10.
Таблица 10*
|
Наименование покрытий |
Обозначение |
||
|
по ГОСТ 9.306 |
по ГОСТ 9.032 |
||
|
1 |
Окисное с промасливанием |
Хим. окc. прм |
- |
|
Фосфатное с промасливанием |
Хим. фос. прм |
- |
|
|
Хромовое толщиной 9 мкм |
Х9 |
- |
|
|
Окисное или фосфатное с последующей окраской нитроэмалью НЦ-25 или нитроглифталиевой эмалью НЦ-132 разных цветов по III классу и нанесением бесцветного нитроцеллюлозного лака АВ-4Д/в на осветленную поверхность бойка и носка |
- |
Эмаль НЦ-25, Эмаль НЦ-132 разн. цвет. ГОСТ 5406, III, лак АВ-4Д/в |
|
|
2 - 4 |
Цинковое толщиной 15 мкм хроматированное |
Ц15.хр. |
- |
|
Хромовое толщиной 1 мкм с подслоем никеля толщиной 12 мкм, нанесенного электролитическим способом |
Н12.Х |
- |
|
|
Фосфатное с последующей окраской поверхностей пентафталиевой эмалью ПФ-115 или нитроглифталиевой эмалью НЦ-132 разных цветов по III классу и нанесением полиакрилатного лака АК-113 на осветленные поверхности бойка и носка |
- |
Хим. Фос. Эмаль ПФ-115, Эмаль НЦ-132 разн. цвет. ГОСТ 6631, III, лак АК-113 |
|
|
5 - 8 |
Кадмиевое толщиной 21 мкм, хроматированное |
Кд 21. хр |
- |
|
Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом толщиной 14 мкм и 7 мкм (двойное никелирование) |
Н14.Н7.Х |
- |
|
Примечания:
1. Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.306 и ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным в табл. 10.
2. Молотки, выпускаемые для продажи через розничную торговую сеть, должны иметь защитно-декоративные покрытия, не ниже 2 группы условий эксплуатации по ГОСТ 9.303.
Допускается по требованию торгующих организаций применение окисного и фосфатного с промасливанием покрытия головок молотков.
3. При лакокрасочном, окисном и фосфатном покрытиях сферическая поверхность бойка, цилиндрическая и сферическая поверхности носка головок молотков должны быть осветлены.
(Измененная редакция, Изм. № 1, 2, 3).
* Табл. 9. (Исключена, Изм. № 3).
2.10. Качество покрытий молотков должно соответствовать ГОСТ 9.301 и ГОСТ 9.032.
2.11. Поверхность деревянных рукояток должна быть пропитана олифой по ГОСТ 7931, ГОСТ 190 или покрыта бесцветным лаком (нитролаком по ГОСТ 4976).
2.10, 2.11. (Измененная редакция, Изм. № 3).
2.12. (Исключен, Изм. № 3).
2.13. Соединение головки молотка с рукояткой должно быть надежным и выдерживать усилие, H, не менее для молотков массой:
до 100 г - 400;
св. 100 до 400 г - 2000;
св. 400 до 700 г - 4000;
св. 700 - 6000.
Трещины на рукоятках от расклинивания за пределами отверстия головки не допускаются.
Примечание. До 01.01.92 в соединении головки молотка с рукояткой допускается усилие стягивания не менее 490 Н - для молотков с массой головок до 0,30 кг и 980 Н - для молотков с массой головок от 0,40 до 1,0 кг.
(Измененная редакция, Изм. № 3, 4).
2.14. На головке молотка должны быть четко нанесены:
1) товарный знак предприятия-изготовителя;
2) номинальная масса молотка, кг;
3) цена для молотков, изготовленных для розничной продажи через торговую сеть.
Допускается дополнительно наносить на рукоятку молотка красочный знак (эмблему) предприятия-изготовителя.
2.15. Внутренняя упаковка молотков - ВУ-1, ВУ-2, ВУ-3, ВУ-7 по ГОСТ 9.014.
2.16. Остальные требования к маркировке и упаковке транспортной и потребительской тары - по ГОСТ 18088.
2.14 - 2.16. (Введены дополнительно, Изм. № 3).
3. ПРИЕМКА
Приемка молотков - по ГОСТ 26810.
Разд. 3. (Измененная редакция, Изм. № 1, 3).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Размеры и шероховатость поверхностей контролируют универсальными или специальными средствами измерений.
4.2. Твердость рабочих частей молотка проверяют по ГОСТ 9013.
4.3. Качество гальванических покрытий контролируют по ГОСТ 9.301, лакокрасочных покрытий - по ГОСТ 9.032.
4.4. Внешний вид защитно-декоративных покрытий проверяют осмотром.
4.5. Прочность соединения головки молотка с рукояткой испытывают равномерно возрастающей нагрузкой с усилиями, указанными в п. 2.13. Нагрузку прикладывают в направлении оси рукоятки молотка и контролируют динамометром или тарированным грузом, при этом смещение головки молотка относительно рукоятки не допускается.
(Измененная редакция, Изм. № 3).
4.6. Прочность молотков определяют трехкратным сильным плечевым ударом по положенной на наковальню стальной пластинке толщиной не менее 5 мм, термически обработанной до твердости 34 ... 41,5 HRCэ.
После испытаний на всех деталях молотков не должно быть трещин, сколов, изломов, вмятин.
4.7. Влажность древесины рукояток измеряют по ГОСТ 16588 или влагомером по ГОСТ 29027.
(Введен дополнительно, Изм. № 1).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088.
Разд. 5. (Измененная редакция, Изм. № 3).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие молотков требованиям настоящего стандарта при соблюдении потребителем условий транспортирования.
6.2. Гарантийный срок эксплуатации - 6 мес со дня продажи молотков через розничную торговую сеть, а для внерыночного потребления - с момента получения потребителем.
ПРИЛОЖЕНИЕ
Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ ДЕТАЛЕЙ МОЛОТКОВ
Головка молотка типа 1
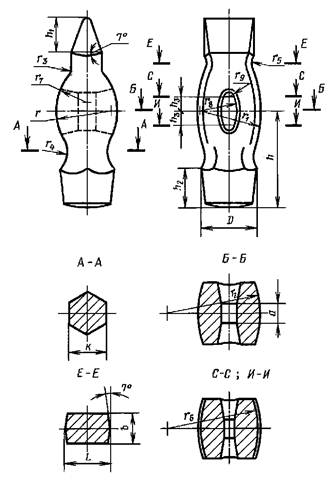
Таблица 1
Размеры, мм
|
L |
b |
D |
h |
h1 |
h2 |
h3 |
a |
k |
r |
r1 |
r2 |
r3 |
r4 |
r5 |
r6 |
r7 |
r8 |
r9 |
|
|
0,10 |
13 |
10 |
18 |
35,0 |
14 |
14 |
4 |
2 |
13,0 |
20 |
35 |
58 |
5 |
8,0 |
3,0 |
42 |
10 |
16,0 |
3,7 |
|
0,20 |
19 |
12 |
24 |
40,0 |
16 |
16 |
7 |
3 |
16,0 |
23 |
61 |
61 |
6 |
10,8 |
6,3 |
49 |
12 |
18,0 |
4,1 |
|
0,40 |
23 |
16 |
31 |
50,0 |
21 |
21 |
10 |
4 |
22,6 |
29 |
62 |
79 |
7 |
13,4 |
7,9 |
55 |
16 |
25,0 |
5,8 |
|
0,50 |
26 |
17 |
33 |
52,5 |
22 |
22 |
12 |
26,0 |
34 |
65 |
85 |
17,0 |
4,3 |
68 |
18 |
||||
|
0,60 |
18 |
36 |
55,0 |
5 |
28,0 |
38 |
70 |
90 |
8 |
17,3 |
4,6 |
75 |
19 |
26,5 |
6,3 |
||||
|
0,80 |
29 |
19 |
40 |
60,0 |
24 |
24 |
14 |
6 |
33,0 |
42 |
75 |
91 |
9 |
27,0 |
4,1 |
79 |
20 |
28,0 |
6,7 |
|
1,00 |
30 |
22 |
44 |
65,0 |
26 |
27 |
15 |
36,0 |
45 |
95 |
95 |
10 |
30,8 |
9,3 |
83 |
21 |
30,0 |
7,1 |
Головка молотка типа 2
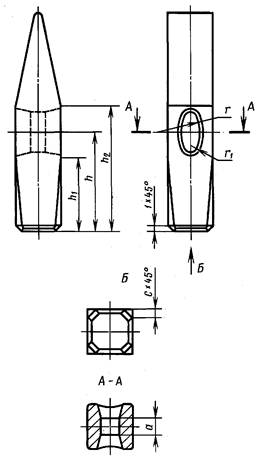
Таблица 2
Размеры, мм
|
h |
h1 |
h2 |
r |
r1 |
a |
c |
|
|
0,05 |
34,0 |
25 |
44 |
12,5 |
3,0 |
2 |
1,5 |
|
0,10 |
36,0 |
28 |
48 |
16,0 |
3,7 |
2,0 |
|
|
0,20 |
43,0 |
32 |
54 |
18,0 |
4,1 |
3 |
3,0 |
|
0,40 |
52,0 |
38 |
68 |
25,0 |
5,8 |
4 |
4,0 |
|
0,50 |
52,5 |
40 |
70 |
26,5 |
6,3 |
4,5 |
|
|
0,60 |
54,5 |
5 |
|||||
|
0,80 |
59,5 |
42 |
78 |
28,0 |
6,7 |
6 |
5,0 |
|
1,00 |
60,0 |
44 |
30,0 |
7,1 |
6,0 |
Головка молотка типа 3
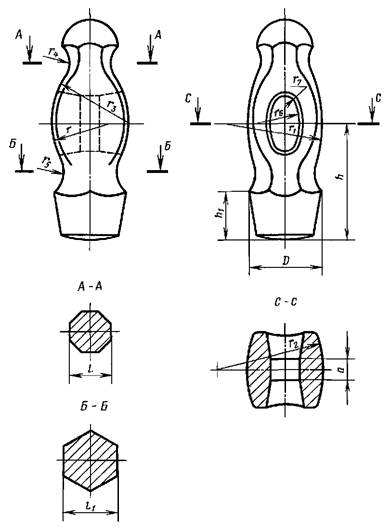
Таблица 3
Размеры, мм
|
D |
L |
L1 |
h |
h1 |
a |
r |
r1 |
r2 |
r3 |
r4 |
r5 |
r6 |
r7 |
|
|
0,20 |
24 |
16 |
18,0 |
40,0 |
16 |
3 |
23 |
61 |
61 |
30 |
10 |
10,8 |
18,0 |
4,1 |
|
0,40 |
31 |
18 |
22,6 |
50,0 |
21 |
4 |
29 |
62 |
79 |
35 |
12 |
13,4 |
25,0 |
5,8 |
|
0,50 |
33 |
20 |
26,0 |
52,5 |
22 |
34 |
65 |
85 |
42 |
18 |
17,0 |
|||
|
0,60 |
36 |
20 |
28,0 |
55,0 |
5 |
38 |
70 |
90 |
45 |
17,3 |
26,5 |
6,3 |
||
|
0,80 |
40 |
22 |
33,0 |
60,0 |
24 |
6 |
42 |
75 |
91 |
50 |
22 |
27,0 |
28,0 |
6,7 |
|
1,00 |
44 |
26 |
36,0 |
65,0 |
27 |
45 |
95 |
95 |
54 |
30,8 |
30,0 |
7,1 |
Рукоятка молотка
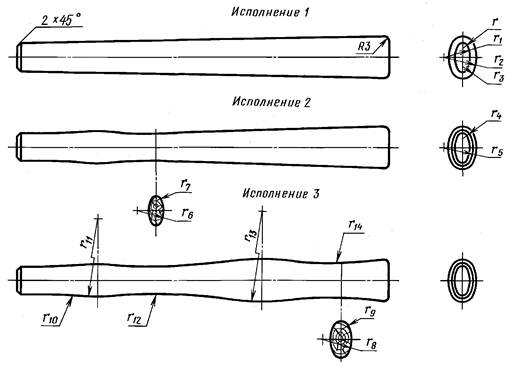
Таблица 4
Размеры, мм
|
r |
r1 |
r2 |
r3 |
r4 |
r5 |
r6 |
r7 |
r8 |
r9 |
r10 |
r11 |
r12 |
r13 |
r14 |
|
|
0,05 |
3,3 |
12,5 |
6,9 |
15,0 |
4,0 |
15,0 |
4,0 |
13,0 |
- |
- |
- |
- |
- |
- |
- |
|
0,10 |
4,1 |
16,0 |
17,0 |
6,9 |
15,0 |
- |
- |
- |
- |
- |
- |
- |
|||
|
0,20 |
4,5 |
17,0 |
8,5 |
7,0 |
16,0 |
- |
- |
- |
- |
- |
- |
- |
|||
|
0,40 |
6,3 |
24,0 |
9,3 |
22,0 |
7,7 |
27,5 |
6,8 |
26,0 |
7,4 |
27,0 |
200 |
50 |
230 |
330 |
600 |
|
0,50 |
|||||||||||||||
|
0,60 |
6,8 |
26,0 |
11,4 |
26,0 |
9,3 |
22,0 |
7,4 |
27,0 |
7,7 |
27,5 |
230 |
60 |
280 |
400 |
700 |
|
0,80 |
7,4 |
27,0 |
11,9 |
26,5 |
11,4 |
26,0 |
7,7 |
27,5 |
9,3 |
22,0 |
280 |
70 |
400 |
500 |
780 |
|
1,00 |
7,7 |
27,5 |
12,5 |
27,5 |
12,5 |
27,5 |
9,3 |
22,0 |
11,0 |
26,0 |
300 |
100 |
850 |
780 |
950 |
Клин молотка
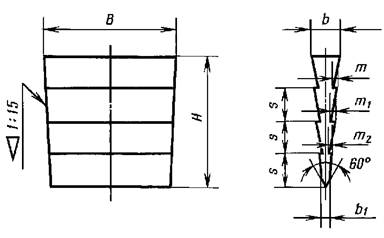
Таблица 5
Размеры, мм
|
B |
H |
b + 1 |
b1 |
m |
m1 |
m2 |
s |
Количество зубьев |
|
|
0,05 |
8 |
8 |
2,5 |
0,8 |
0,6 |
0,3 |
- |
2,7 |
2 |
|
0,10 |
12 |
12 |
4,0 |
||||||
|
0,20 |
15 |
15 |
3,5 |
1,0 |
0,9 |
0,6 |
0,3 |
3,8 |
3 |
|
0,40; 0,50 |
20 |
20 |
4,5 |
1,0 |
0,8 |
0,4 |
5,0 |
||
|
0,60 |
22 |
22 |
5,0 |
1,0 |
0,5 |
5,5 |
|||
|
0,80 |
24 |
24 |
6,0 |
1,5 |
6,0 |
||||
|
1,00 |
26 |
26 |
6,5 |
Клин молотка
Тип 2
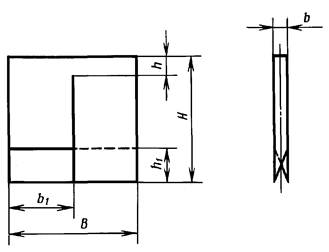
Таблица 6
Размеры, мм
|
H |
B |
b |
b1 |
h |
h1 |
|
|
0,05 |
8 |
8 |
2 |
4,0 |
2 |
2 |
|
0,10 |
12 |
12 |
6,0 |
3 |
||
|
0,20 |
15 |
15 |
2,5 |
7,5 |
4 |
4 |
|
0,40; 0,50 |
20 |
20 |
3 |
10,0 |
6 |
|
|
0,60 |
22 |
22 |
11,0 |
7 |
||
|
0,80 |
24 |
24 |
4 |
12,0 |
||
|
1,00 |
26 |
26 |
13,0 |
Клин молотка
Тип 3
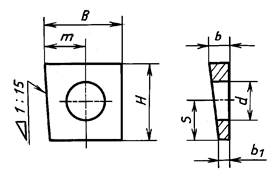
Таблица 7
Размеры, мм
|
B |
H |
m |
s |
d |
b |
b1 |
|
|
0,05 |
8 |
8 |
4,0 |
4,0 |
- |
2,5 |
0,8 |
|
0,10 |
12 |
12 |
6,0 |
6,0 |
8 |
||
|
0,20 |
15 |
15 |
7,5 |
7,5 |
9 |
3,5 |
1,0 |
|
0,40; 0,50 |
20 |
20 |
10,0 |
10,0 |
12 |
4,5 |
|
|
0,60 |
22 |
22 |
11,0 |
11,0 |
14 |
5,0 |
|
|
0,80 |
24 |
24 |
12,0 |
12,0 |
15 |
6,0 |
1,5 |
|
1,00 |
26 |
26 |
13,0 |
13,0 |
16 |
(Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.12.77 № 3097
3. ВЗАМЕН ГОСТ 2310-70
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, раздела |
Обозначение НТД, на который дана ссылка |
Номер пункта, раздела |
|
|
Разд. 3 |
|||
5. Ограничение срока действия снято по протоколу № 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ (июль 2005 г.) с Изменениями № 1, 2, 3, 4, утвержденными в июне 1986 г., сентябре 1987 г., мае 1988 г., феврале 1990 г. (ИУС 9-86, 1-88, 8-88, 5-90)
СОДЕРЖАНИЕ
|
1. Типы и основные размеры.. 1 4. Методы контроля и испытаний. 10 |