МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ТИПОВОЙ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
УПРОЧНЕНИЕ
ЛОПАТОК
МЕЛЬНИЧНЫХ ВЕНТИЛЯТОРОВ ТИПА ВМ
МЕТОДОМ АВТОМАТИЧЕСКОЙ НАПЛАВКИ

СОЮЗТЕХЭНЕРГО
Москва 1986
РАЗРАБОТАНО ЦКБ Главэнергоремонта
ИСПОЛНИТЕЛИ Н.М. ПОРТНОВ, Ю.В. ТРОФИМОВ, И.Г. ШАРАПОВ, Б.Е. ГЛИБОВИЦКИЙ, Ю.П. СИНЕОКИЙ, И.Т. КОГУТ, Т.О. ВИХНОВИЧ
СОГЛАСОВАНО с Союзэнергоремтрестом
Главный инженер Е.В. ЛЕОНТЬЕВ
УТВЕРЖДЕНО Главэнергоремонтом 22.12.81 г.
Главный инженер В.И. БАРИЛО
Срок действия установлен
с 01.01.85
до 01.01.93
|
Львовский филиал ЦКБ Главэнергоремонта |
|
|
381410.01290.00003 |
||||
|
- |
381410.40290.00001 |
||||||
|
Автоматическая наплавка |
Литера |
||||||
|
Технологические документы |
|||||||
|
Наименование |
Обозначение |
Лист |
Листов |
||||
|
1 |
- |
Карта эскизов |
381410.20290.00001 |
- |
1 |
||
|
2 |
- |
Маршрутная карта |
381410.10290.00001 |
- |
5 |
||
|
3 |
- |
Операционная карта технического контроля |
381410.60296.00001 |
- |
1 |
||
|
4 |
- |
Операционная карта наплавки |
381410.60290.00002 |
- |
2 |
||
|
5 |
- |
Операционная карта технического контроля |
381410.60290.00003 |
- |
2 |
||
|
6 |
- |
Ведомость деталей к типовому технологическому процессу |
381410.44290.00001 |
- |
3 |
||
|
7 |
- |
Комплектовочная карта |
381410.30290.00001 |
- |
2 |
||
|
8 |
- |
Ведомость оснастки |
381410.42290.00001 |
- |
3 |
||
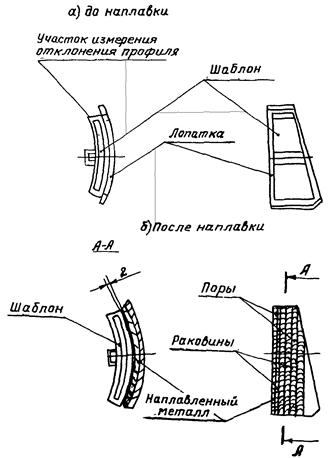
Схема автоматической наплавки лопаток мельничных вентиляторов

1 - 6 - очередность наложения валиков на лопатке
Схема проверки профиля лопатки
|
|
381410.01290.00003 |
||||||
|
Львовский филиал ЦКБ Главэнергоремонта |
Маршрутная карта |
- |
381410.10290.00001 |
||||
|
Автоматическая наплавка |
Литера |
|
|||||
|
Наименование и содержание операции |
Оборудование (код, наименование, инвентарный номер) |
Приспособление и вспомогательный инструмент (код, наименование) |
Режущий инструмент (код, наименование) |
Измерительный инструмент (код, наименование) |
|||
|
цеха |
участка |
операции |
|||||
|
- |
- |
- |
Правила техники безопасности при эксплуатации электроустановок (утверждены Президиумом ЦК профсоюзов рабочих электростанции и электротехнической промышленности. Постановление от 28.11.79 г. Протокол № 16) |
- |
- |
- |
- |
|
- |
- |
- |
Правила техники безопасности и производственной санитарии при холодной обработке металлов в машиностроительной промышленности (утверждены Президиумом ЦК профсоюза рабочих машиностроения 12.10.65 г.) |
- |
- |
- |
- |
|
|
|
381410.01290.00003 |
|||||
|
- |
381410.10290.00001 |
||||||
|
Наименование и содержание операции |
Оборудование (код, наименование, инвентарный номер) |
Приспособление и вспомогательный инструмент (код, наименование) |
Режущий инструмент (код, наименование) |
Измерительный инструмент (код, наименование) |
|||
|
цеха |
участка |
операции |
|||||
|
- |
- |
005 |
381410.30290.00001 Комплектовочная |
- |
- |
- |
- |
|
- |
- |
010 |
381410.60290.00001 381410.20290.00001 381410.44290.00001 381410.42290.00001 Контрольная |
- |
- |
- |
- |
|
- |
- |
015 |
381410.44290.00001 381410.42290.00001 Зачистка. Зачистить лопатку от грязи, ржавчины, следов масла |
Стол для зачистки - нестандартное оборудование |
Машина пневматическая ручная шлифовальная ИП-2009 А ГОСТ 5.715-71 |
Круг шлифовальный ПП80´20´3224А10-ПС27К535 м/с 1ПЛ ГОСТ 2424-75 |
- |
|
- |
- |
020 |
381410.60290.00002 381410.20290.00001 381410.44290.00001 381410.42290.00001 Наплавка |
- |
- |
- |
- |
|
- |
- |
025 |
381410.44290.00001 381410.42290.00001 Зачистка. Зачистить наплавленную поверхность от брызг и шлака |
- |
Стол для зачистки - нестандартное оборудование. Машина пневматическая ручная шлифовальная ИП 2009 А ГОСТ 5.715-71 |
Круг шлифовальный ПП80´20´3224А10-ПС27К535 м/с 1ПЛ ГОСТ 2424-75 |
- |
|
- |
- |
030 |
381410.60290.00003 381410.20290.00001 381410.44290.00001 381410.42290.00001 Контрольная |
- |
- |
- |
- |
|
Номер |
ОПЕРАЦИОННАЯ КАРТА ТЕХНИЧЕСКОГО КОНТРОЛЯ |
|
381410.01290.00003 |
||||
|
цеха |
участка |
операции |
- |
381410.60290.00001 |
|||
|
1 |
1 |
010 |
Автоматическая наплавка |
||||
|
Наименование операции |
Наименование, марка материала |
ГОСТ, ТУ |
Наименование оборудования |
||||
|
Контрольная |
Ст3 |
ГОСТ 380-71 |
- |
||||
|
Содержание перехода |
Приспособление (код, наименование) |
Измерительный инструмент (код, наименование) |
Процент контроля |
Особые указания |
|||
|
1 |
Проверить профиль лопатки |
- |
Шаблон ЛС 553.01.03.03.00. 005. Щупы. Набор № 2 кл. 1 ГОСТ 882-75 |
100 |
Отклонение профиля изогнутой лопатки от проверочного шаблона не должно быть более 2 мм |
||
|
2 |
Проверить толщину лопатки |
- |
Штангенциркуль ЩЦ-1-125-0,10 ГОСТ 166-80 |
100 |
Толщина лопатки должна соответствовать размеру |
||
|
|
381410.01290.00003 |
||||||
|
Номер |
ОПЕРАЦИОННАЯ КАРТА ТЕХНИЧЕСКОГО КОНТРОЛЯ |
|
381410.60290.00003 |
||||
|
|
|
||||||
|
цеха |
участка |
операции |
Наименование операции |
Наименование, марка материала |
ГОСТ, ТУ |
Наименование оборудования |
|
|
- |
- |
030 |
Контрольная |
Ст3 |
ГОСТ 380-71 |
- |
|
|
Номер перехода |
Содержание перехода |
Приспособление (код, наименование) |
Измерительный инструмент (код, наименование) |
Процент контроля |
Особые указания |
||
|
1 |
Проверить наличие неровностей |
- |
Шаблон ЛС 553 01.03.03.00. 005 Щупы. Набор № 2 кл. 1 ГОСТ 882-75 |
100 |
Неровности боле 2 мм не допускаются |
||
|
2 |
Проверить наличие пор и раковин |
- |
Штангенциркуль ЩЦ-1-125-0,1 ГОСТ 166-80 |
100 |
Допускаются единичные поры и раковины диаметром не более 2 мм в количестве 3 шт. на площади 10 см2 |
||
|
3 |
Проверить наличие трещин |
- |
Щупы, Набор № 2 кл. 1 ГОСТ 882-75 |
100 |
Допускаются трещины с раскрытием не более 0,2 мм в качестве 3 шт. на площади 10 мм2 |
||
|
4 |
Измерить твердость однослойной наплавки |
- |
Твердомер переносный ТРП ГОСТ 9030-75 |
|
Твердость однослойной наплавки должна быть не менее 45 HRC |
||
Автоматическая наплавка
|
Ведомость деталей |
- |
381410.44290.00001 |
||||||||||||||||
|
Автоматическая наплавка |
||||||||||||||||||
|
Марка материала |
Толщина, мм |
Масса |
Номер операции по маршрутной карте |
Номер операции по типовому процессу |
Технологическая оснастка (код, наименование) |
Катет шва |
Номер мундштука |
Присадочный металл, электроды |
Код, наименование флюса |
Код, наименование и давление горючего газа или газа дополнительной защиты |
Код, наименование и давление окисляющего газа или газа дополнительной защиты |
Количество рабочих |
Единица нормирования |
Код вида нормы |
Объем производственной партии |
Тп.з, ч Тшт., ч |
||
|
Длина шва |
Сила сварочного тока |
Код |
Расход |
Расход |
Расход |
Расход |
||||||||||||
|
ВМ-75/1200У |
Ст3 |
10+0,4-0,8 |
- |
010 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,16 0,3 |
|
ВМ-100/1200У |
Ст3 |
10+0,4-0,8 |
- |
010 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,16 0,3 |
|
ВМ-160/850У |
Ст3 |
10+0,4-0,8 |
- |
010 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,16 0,3 |
|
ВМ-180/1100У |
Ст3 |
10+0,4-0,8 |
- |
010 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,16 0,3 |
|
ВМ-75/1200У |
Ст3 |
10+0,4-0,8 |
- |
015 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,05 0,16 |
|
ВМ-100/1200У |
Ст3 |
10+0,4-0,8 |
- |
015 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,05 0,16 |
|
ВМ-160/850У |
Ст3 |
10+0,4-0,8 |
- |
015 |
- |
- |
- |
- |
- |
|
- |
- |
- |
1 |
10 |
- |
- |
0,05 0,16 |
|
ВМ-75/1200У |
Ст3 |
10+0,4-0,8 |
- |
020 |
- |
- |
- |
- |
ПЛ-АН101 ТУИЭС34-70 20´4 мм |
19,2 |
- |
- |
- |
1 |
10 |
- |
- |
0,3 1,5 |
|
ВМ-100/1200У |
Ст3 |
10+0,4-0,8 |
- |
020 |
- |
- |
- |
- |
ПЛ-АН101 ТУИЭС34-70 20´4 мм |
23 |
- |
- |
- |
1 |
10 |
- |
- |
0,3 1,7 |
|
ВМ-160/850У |
Ст3 |
10+0,4-0,8 |
- |
020 |
- |
- |
- |
- |
ПЛ-АН101 ТУИЭС34-70 20´4 мм |
24,8 |
- |
- |
- |
1 |
10 |
- |
- |
0,3 1,9 |
|
ВМ-180/1100У |
Ст3 |
10+0,4-0,8 |
- |
020 |
- |
- |
- |
- |
ПЛ-АН101 ТУИЭС34-70 20´4 мм |
25,2 |
- |
- |
- |
1 |
10 |
- |
- |
0,3 2,0 |
|
ВМ-75/1200У |
Ст3 |
10+0,4-0,8 |
- |
025 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,4 0,5 |
|
ВМ-100/1200У |
Ст3 |
10+0,4-0,8 |
- |
025 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,4 0,58 |
|
|
- |
381410.44290.00001 |
||||||||||||||||
|
Марка материала |
Толщина, мм |
Масса |
Номер операции по маршрутной карте |
Номер операции по типовому процессу |
Технологическая оснастка (ход, наименование) |
Катет шва |
Номер мундштука |
Присадочный металл, электроды |
Код, наименование флюса |
Код, наименование и давление горючего газа или газа основной защиты |
Код, наименование и давление окисляющего газа иди газа дополнительной защиты |
Количество рабочих |
Единица нормирования |
Код вида норм |
Объем производственной партии |
Тп.з, ч |
||
|
Джина ива |
Сила сварочного тока |
Код |
Расход |
Расход |
Расход |
Расход |
Тшт., ч |
|||||||||||
|
ВМ-160/850У |
Ст3 |
10+0,4-0,8 |
- |
025 |
- |
|
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,4 0,6 |
|
ВМ-180/1100У |
Ст3 |
10+0,4-0,8 |
- |
025 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,4 0,65 |
|
ВМ-75/1200У |
Ст3 |
10+0,4-0,8 |
- |
030 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,16 0,3 |
|
ВМ-100/1200У |
Ст3 |
10+0,4-0,8 |
- |
030 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,16 0,3 |
|
ВМ-160/850У |
Ст3 |
10+0,4-0,8 |
- |
030 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,16 0,3 |
|
ВМ-180/1100У |
Ст3 |
10+0,4-0,8 |
- |
030 |
- |
|
- |
- |
- |
- |
- |
- |
- |
1 |
10 |
- |
- |
0,16 0,3 |
|
|
Комплектовочная карта |
|
381410.01290.00003 |
||||||||||
|
- |
381410.30290.00001 |
||||||||||||
|
Автоматическая наплавка |
|||||||||||||
|
Обозначение |
Наименование |
Откуда поступает |
Код единицы величины |
Единица нормирования |
Норма расхода |
Разовая подача |
Общая подача на смену |
Такт подачи |
|||||
|
цеха |
участка |
рабочего места |
операции |
позиции |
|||||||||
|
- |
- |
- |
010 |
- |
|
Бязь отбеленная ГОСТ 11680-76 |
- |
кг |
10 |
0,1 |
- |
- |
- |
|
Бензин Бр-1 «Галоша» ГОСТ 443-76 |
- |
кг |
10 |
0,1 |
- |
- |
- |
||||||
|
- |
- |
- |
020 |
- |
|
Порошковая лента ПЛ-АН 101 ТУ ИЭС 34-70 |
- |
кг |
10 |
92,2 |
- |
- |
- |
|
|
381410.01290.00003 |
||||||||
|
Львовский филиал ЦКБ Главэнергоремонта |
ВЕДОМОСТЬ ОСНАСТКИ |
- |
381410.40290.00001 |
||||||
|
Автоматическая наплавка |
Литера |
|
|||||||
|
Наименование приспособления и вспомогательного инструмента |
Код приспособления и вспомогательного инструмента |
Количество |
Наименование режущего инструмента |
Код режущего инструмента |
Количество |
Наименование измерительного инструмента |
Код измерительного инструмента |
Количество |
|
|
010 |
Шаблон ЛС 553.01.03 03.00.005 |
- |
1 |
- |
- |
- |
Щупы. Набор № 2 кл. 1 ГОСТ 882-75 Линейка-1000 ГОСТ 427-75 |
- |
1 |
|
Штангенциркуль ШЦ-1-125-0,10 ГОСТ 166-80 |
- |
1 |
|||||||
|
015 |
Стол для зачистки - нестандартное оборудование |
- |
1 |
- |
- |
- |
- |
- |
1 |
|
|
Машина пневматическая ручная шлифовальная ИП 2009 А ГОСТ 5.715-71 |
- |
1 |
Круг шлифовальный ПП80´20´ 3224А10 ПС27К535 м/с 1ПЛ ГОСТ 2424-75 |
- |
1 |
- |
- |
- |
|
020 |
Установка для наплавки ЛС553.01.03.00, 00.000СБ |
- |
1 |
- |
- |
- |
- |
- |
- |
|
025 |
Стол для зачистки - нестандартное оборудование |
- |
1 |
- |
- |
- |
- |
- |
- |
|
|
Машина пневматическая ручная шлифовальная ИП 2009 А ГОСТ 5.715-71 |
- |
1 |
Круг шлифовальный ПП80´20´ 3224А10 ПС27К535 м/с 1ПЛ ГОСТ 2424-75 |
- |
1 |
- |
- |
- |
|
030 |
Шаблон ЛС553.01.03. 03.00.005 |
- |
1 |
- |
- |
- |
Щупы. Набор № 2 кл. 1 ГОСТ 882-75 |
- |
1 |
|
КАРТА ОБРАТНОЙ СВЯЗИ. ОЦЕНКА КАЧЕСТВА РАБОТЫ, ВЫПОЛНЕННОЙ СПО СОЮЗТЕХЭНЕРГО 1. Просим заполнить карту и в недельный срок со дня ее поступления вернуть в СПО Союзтехэнерго по адресу: 105023, Москва, Семеновский пер., д. 15 2. Название и адрес предприятия, организации ________________________________ _________________________________________________________________________ 3. Наименование работы, выполненной СПО Союзтехэнерго___________________ ________________________________________________________________________ ________________________________________________________________________ 4. Какая информация Вас заинтересовала ____________________________________ ________________________________________________________________________ ________________________________________________________________________ 5. Какая информация использована в Вашей работе ____________________________ _________________________________________________________________________ 6. Ваши пожелания и замечания_____________________________________________ ________________________________________________________________________ ________________________________________________________________________ 7. Общая оценка работы (хорошо, удовлетворительно) __________________________________________________________________________ При оценке работы «удовлетворительно» необходимо указать выявленные недостатки и имеющиеся замечания __________________________________________________________________________ __________________________________________________________________________ Руководитель предприятия, организации ________________________________ (должность, фамилия) |