МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система защиты от коррозии и старения
МЕТАЛЛЫ И СПЛАВЫ
Методы
определения
показателей коррозии
и коррозионной стойкости
ГОСТ 9.908-85
МОСКВА
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1999
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система защиты от коррозии и старения МЕТАЛЛЫ И СПЛАВЫ Методы определения показателей коррозии и коррозионной стойкости Unified system of corrosion and ageing
protection. Metals and alloys. |
ГОСТ |
Дата введения 01.01.87
Настоящий стандарт устанавливает основные показатели коррозии и коррозионной стойкости (химического сопротивления) металлов и сплавов при сплошной, питтинговой, межкристаллитной, расслаивающей коррозии, коррозии пятнами, коррозионном растрескивании, коррозионной усталости и методы их определения.
Показатели коррозии и коррозионной стойкости используют при коррозионных исследованиях, испытаниях, проверках оборудования и дефектации изделий в процессе производства, эксплуатации, хранения.
1. ПОКАЗАТЕЛИ КОРРОЗИИ И КОРРОЗИОННОЙ СТОЙКОСТИ
1.1. Показатели коррозии и коррозионной стойкости металла определяют в заданных условиях, учитывая их зависимость от химического состава и структуры металла, состава среды, температуры, гидро- и аэродинамических условий, вида и величины механических напряжений, а также назначение и конструкцию изделия.
1.2. Показатели коррозионной стойкости могут быть количественными, полуколичественными (балльными) и качественными.
1.3. Коррозионную стойкость следует, как правило, характеризовать количественными показателями, выбор которых определяется видом коррозии и эксплуатационными требованиями. Основой большинства таких показателей является время достижения заданной (допустимой) степени коррозионного поражения металла в определенных условиях.
Показатели коррозионной стойкости, в первую очередь время до достижения допустимой глубины коррозионного поражения, во многих случаях определяют срок службы, долговечность и сохраняемость конструкций, оборудования и изделий.
1.4. Основные количественные показатели коррозии и коррозионной стойкости металла приведены в таблице. Для ряда коррозионных эффектов (интегральных показателей коррозии) приведены соответствующие им скоростные (дифференциальные) показатели коррозии.
|
Вид коррозии |
Основные количественные показатели коррозии и коррозионной стойкости |
||
|
Коррозионный эффект (интегральный показатель коррозии) |
Скоростной (дифференциальный) показатель коррозии |
Показатель коррозионной стойкости |
|
|
Сплошная коррозия |
Глубина проникновения коррозии |
Линейная скорость коррозии |
Время проникновения коррозии на допустимую (заданную) глубину* |
|
Потеря массы на единицу площади |
Скорость убыли массы |
Время до уменьшения массы на допустимую (заданную) величину* |
|
|
Коррозия пятнами |
Степень поражения поверхности |
Время достижения допустимой (заданной) степени поражения* |
|
|
Питтинговая коррозия |
Максимальная глубина питтинга |
Максимальная скорость проникновения питтинга |
Минимальное время проникновения питтингов на допустимую (заданную) глубину* |
|
Максимальный размер поперечника питтинга в устье |
Минимальное время достижения допустимого (заданного) размера поперечника питтинга в устье* |
||
|
Степень поражения поверхности питтингами |
Время достижения допустимой (заданной) степени поражения* |
||
|
Межкристаллитная коррозия |
Глубина проникновения коррозии |
Скорость проникновения коррозии |
Время проникновения на допустимую (заданную) глубину* |
|
Снижение механических свойств (относительного удлинения, сужения, ударной вязкости, временного сопротивления разрыву) |
Время снижения механических свойств до допустимого (заданного) уровня* |
||
|
Коррозионное растрескивание |
Глубина (длина) трещин |
Скорость роста трещин |
Время до появления первой трещины** |
|
Снижение механических свойств (относительного удлинения, сужения) |
Время до разрушения образца** Уровень безопасных напряжений** (условный предел длительной коррозионной прочности**) Пороговый коэффициент интенсивности напряжений при коррозионном растрескивании** |
||
|
Коррозионная усталость |
Глубина (длина) трещин |
Скорость роста трещин |
Количество циклов до разрушения образца** Условный предел коррозионной усталости** Пороговый коэффициент интенсивности напряжений при коррозионной усталости** |
|
Расслаивающая коррозия |
Степень поражения поверхности отслоениями Суммарная длина торцов с трещинами |
- |
|
|
Глубина проникновения коррозии |
Скорость проникновения коррозии |
||
При линейной зависимости коррозионного эффекта от времени соответствующий скоростной показатель находят отношением изменения коррозионного эффекта за определенный интервал времени к величине этого интервала.
При нелинейной зависимости коррозионного эффекта от времени соответствующий скоростной показатель коррозии находят как первую производную по времени графическим или аналитическим способом.
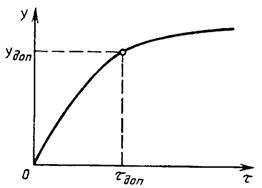
1.5. Показатели коррозионной стойкости, отмеченные в таблице знаком*, определяют из временной зависимости соответствующего интегрального показателя коррозии графическим способом, приведенным на схеме, или аналитически из его эмпирической временной зависимости у = f(t), находя для допустимого (заданного) значения удоп соответствующую величину tдоп.
Показатели коррозионной стойкости при воздействии на металл механических факторов, в том числе остаточных напряжений, отмеченные в таблице знаком**, определяют непосредственно при коррозионных испытаниях.
Схема зависимости коррозионного эффекта (интегрального показателя) у от времени
1.6. Допускается использование наряду с приведенными в таблице показателями других количественных показателей, определяемых эксплуатационными требованиями, высокой чувствительностью экспериментальных методов или возможностью использования их для дистанционного контроля процесса коррозии, при предварительном установлении зависимости между основным и применяемым показателями. В качестве подобных показателей коррозии с учетом ее вида и механизма могут быть использованы: количество выделившегося и (или) поглощенного металлом водорода, количество восстановившегося (поглощенного) кислорода, увеличение массы образца (при сохранении на нем твердых продуктов коррозии), изменение концентрации продуктов коррозии в среде (при их полной или частичной растворимости), увеличение электрического сопротивления, уменьшение отражательной способности, коэффициента теплопередачи, изменение акустической эмиссии, внутреннего трения и др.
Для электрохимической коррозии допускается использование электрохимических показателей коррозии и коррозионной стойкости.
При щелевой и контактной коррозии показатели коррозии и коррозионной стойкости выбирают по таблице в соответствии с видом коррозии (сплошная или питтинговая) в зоне щели (зазора) или контакта.
1.7. Для одного вида коррозии допускается характеризовать результаты коррозионных испытаний несколькими показателями коррозии.
При наличии двух или более видов коррозии на одном образце (изделии) каждый вид коррозии характеризуют собственными показателями. Коррозионную стойкость в этом случае оценивают по показателю, определяющему работоспособность системы.
На основе качественного показателя коррозионной стойкости дают оценку типа: стоек - не стоек; годен - не годен и др.
Изменение внешнего вида допускается оценивать баллами условных шкал, например, для изделий электронной техники по ГОСТ 27597.
1.9. Допустимые показатели коррозии и коррозионной стойкости устанавливают в нормативно-технической документации на материал, изделие, оборудование.
2. ОПРЕДЕЛЕНИЕ ПОКАЗАТЕЛЕЙ КОРРОЗИИ
2.1. Сплошная коррозия
2.1.1. Потерю массы на единицу площади поверхности Dm, кг/м2, вычисляют по формуле
![]() ,
,
где m0 - масса образца до испытаний, кг;
m1 - масса образца после испытаний и удаления продуктов коррозии, кг;
S - площадь поверхности образца, м2.
Данный показатель коррозии металла в газах при высокой температуре определяют по ГОСТ 6130.
2.1.3. Продукты коррозии удаляют по ГОСТ 9.907.
2.1.4. Изменение размеров определяют прямыми измерениями по разности между размерами образца до и после испытаний и удаления продуктов коррозии. При необходимости изменение размеров по потере массы с учетом геометрии образца, например, изменение толщины плоского образца DL, м, вычисляют по формуле
![]() ,
,
где Dm - потери массы на единицу площади, кг/м2;
ρ - плотность металла, кг/м3.
2.2.1. Площадь каждого пятна определяют планиметром.
При невозможности такого измерения пятно очерчивают прямоугольником и вычисляют его площадь.
2.2.2. Степень поражения поверхности металла коррозией пятнами (G) в процентах вычисляют по формуле
 ,
,
где Si - площадь i-того пятна, м2;
n - количество пятен;
S - площадь поверхности образца, м2.
Допускается при коррозии пятнами определять степень поражения поверхности коррозией с помощью сетки квадратов.
2.3. Питтинговая коррозия
2.3.1. Максимальную глубину проникновения питтинговой коррозии определяют:
измерением механическим индикатором с передвижным игольчатым щупом расстояния между плоскостью устья и дном питтинга после удаления продуктов коррозии в случаях, когда размеры питтинга позволяют осуществлять свободное проникновение игольчатого щупа к его дну;
микроскопически, после удаления продуктов коррозии измерением расстояния между плоскостью устья и дном питтинга (метод двойной фокусировки);
микроскопически на поперечном шлифе при соответствующем увеличении;
последовательным механическим удалением слоев металла заданной толщины, например, по 0,01 мм до исчезновения последних питтингов.
Учитывают питтинги с поперечником устья не менее 10 мкм. Суммарная площадь рабочей поверхности должна быть не менее 0,005 м2.
2.3.2. Шлиф для измерения максимальной глубины проникновения питтинговой коррозии вырезают из области расположения наиболее крупных питтингов на рабочей поверхности. Линия разреза должна проходить через возможно большее число таких питтингов.
2.3.3. Максимальную глубину проникновения питтинговой коррозии находят как среднее арифметическое измерений наиболее глубоких питтингов в зависимости от их количества (n) на поверхности: при n < 10 измеряют 1-2 питтинга, при n < 20 - 3-4, при n > 20 - 5.
2.3.4. При сквозной питтинговой коррозии за максимальную глубину проникновения принимают толщину образца.
2.3.5. Максимальный размер поперечника питтинга определяют с помощью измерительных инструментов или оптических средств.
2.3.6. Степень поражения поверхности металла питтингами выражают долей поверхности, занятой питтингами, в процентах.
При наличии большого числа питтингов с поперечником более 1 мм рекомендуется степень поражения определять по п. 2.2.
2.4. Межкристаллитная коррозия
2.4.1. Глубину межкристаллитной коррозии определяют металлографическим методом по ГОСТ 1778 на травленом шлифе, изготовленном в поперечной плоскости образца, на расстоянии от кромок не менее чем 5 мм при увеличении 50´ и более.
Допускается определять глубину проникновения коррозии алюминия и алюминиевых сплавов на нетравленых шлифах. Режим травления - по ГОСТ 6032, ГОСТ 9.021 и НТД.
(Измененная редакция, Изм. № 1).
Механические свойства образцов металла, не подвергавшихся коррозии, принимают за 100 %.
2.4.3. Образцы изготовляют по ГОСТ 1497 и ГОСТ 11701 при определении временного сопротивления разрыву и относительного удлинения и по ГОСТ 9454 - при определении ударной вязкости.
2.4.4. Допускается применять физические методы контроля глубины проникновения коррозии по ГОСТ 6032.
2.5. Коррозионное растрескивание и коррозионная усталость
2.5.1. При коррозионном растрескивании и коррозионной усталости трещины выявляют визуально или с применением оптических или других дефектоскопических средств контроля.
Допускается применение косвенных методов измерения, например, определение увеличения электрического сопротивления образца.
2.5.2. Изменение механических свойств определяют по п. 2.4.2.
2.6. Расслаивающая коррозия
2.6.1. Степень поражения поверхности при расслаивающей коррозии выражают долей в процентах площади с отслаиваниями на каждой поверхности образца по ГОСТ 9.904.
2.6.2. Суммарную длину торцов с трещинами для каждого образца (L) в процентах вычисляют по формуле
 ,
,
где Li - длина участка торца, пораженного трещинами, м;
П - периметр образца, м.
2.6.3. Допускается использовать в качестве обобщенного полуколичественного (балльного) показателя расслаивающей коррозии балл условной шкалы по ГОСТ 9.904.
3. ОПРЕДЕЛЕНИЕ ПОКАЗАТЕЛЕЙ КОРРОЗИОННОЙ СТОЙКОСТИ
3.1. Сплошная коррозия
3.1.1. Основные количественные показатели коррозионной стойкости против сплошной коррозии при отсутствии специальных требований, например, в части загрязнения среды, определяют по таблице.
3.1.2. При протекании сплошной коррозии с постоянной скоростью показатели коррозионной стойкости определяют по формулам:
![]() ;
;
![]() ,
,
где tm - время до уменьшения массы на единицу площади на допустимую величину Dm, год;
vm - скорость убыли массы, кг/м2∙год;
t1 - время проникновения на допустимую (заданную) глубину (l), год;
v1 - линейная скорость коррозии, м/год.
3.1.3. При протекании сплошной коррозии с непостоянной скоростью показатели коррозионной стойкости определяют по п. 1.5.
3.1.4. При наличии специальных требований к оптическим, электрическим и другим свойствам металла, его коррозионная стойкость оценивается временем изменения указанных свойств до допустимого (заданного) уровня.
3.2. Коррозия пятнами
Показателем коррозионной стойкости при коррозии пятнами является время (tn) достижения допустимой степени поражения поверхности.
Значение tn определяют графически по п. 1.5.
3.3. Питтинговая коррозия
3.3.1. Основным показателем коррозионной стойкости против питтинговой коррозии является отсутствие питтингов или минимальное время (tпит) проникновения питтинга на допустимую (заданную) глубину.
tпит определяют графически из зависимости максимальной глубины питтингов lmax от времени.
3.3.2. Показателем стойкости против питтинговой коррозии может служить также время достижения допустимой степени поражения поверхности питтингами.
3.4. Межкристаллитная коррозия
3.4.1. Показатели коррозионной стойкости против межкристаллитной коррозии в общем случае определяют графически или аналитически из временной зависимости глубины проникновения или механических свойств в соответствии с п. 1.5.
3.4.2. Качественную оценку стойкости против межкристаллитной коррозии типа стоек - не стоек на основе ускоренных испытаний коррозионно-стойких сплавов и стали устанавливают по ГОСТ 6032, алюминиевых сплавов - по ГОСТ 9.021.
3.5. Коррозионное растрескивание
3.5.1. Количественные показатели стойкости против коррозионного растрескивания определяют для высокопрочных сталей и сплавов по ГОСТ 9.903, для алюминиевых и магниевых сплавов - по ГОСТ 9.019, сварных соединений стали, медных и титановых сплавов - по ГОСТ 26294-84.
3.6. Расслаивающая коррозия
3.6.1. Показатели стойкости против расслаивающей коррозии для алюминия и его сплавов определяют по ГОСТ 9.904, для других материалов - по НТД.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Рекомендуется проводить предварительную обработку результатов с целью выявления анормальных (выпадающих) значений.
4.2. Зависимость коррозионного эффекта (интегрального показателя коррозии) от времени в случае его монотонного изменения рекомендуется выражать графически, используя для построения не менее четырех значений показателя.
4.3. Результаты расчета показателей коррозии и коррозионной стойкости рекомендуется выражать доверительным интервалом числового значения показателя.
4.4. Уравнение регрессии, доверительные интервалы и точность анализа определяют по ГОСТ 20736, ГОСТ 18321.
4.5. Металлографический метод оценки коррозионных поражений приведен в приложении 1.
(Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ. (Исключено, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Обязательное
МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД ОЦЕНКИ КОРРОЗИОННЫХ ПОРАЖЕНИЙ
1. Сущность метода
Метод основан на определении типа коррозии, формы коррозионного поражения, распределения коррозионного поражения в металлах, сплавах и защитных металлических покрытиях (далее - материалах) с помощью сравнения с соответствующими типовыми формами, а также измерения глубины коррозионного поражения на металлографическом шлифе.
2. Образцы
2.1. Место отбора образцов из испытуемого материала выбирают на основании результатов визуального (невооруженным глазом или с помощью лупы) осмотра поверхности или неразрушающей дефектоскопии.
2.2. Образцы вырезают из следующих мест материала:
1) если коррозией поражена только часть поверхности материала, образцы отбирают в трех местах: из части, пораженной коррозией; из части, не пораженной коррозией, и на участке между ними;
2) если имеются участки поверхности материала с различными видами коррозии или с различной глубиной коррозионного поражения, образцы отбирают из всех участков, пораженных коррозией;
3) если на поверхности материала имеется один тип коррозионного поражения, образцы отбирают не менее чем из трех характерных участков исследуемого материала.
2.3. При необходимости отбирают не менее одного образца из не менее пяти функционально необходимых участков испытуемого материала. Размер образца определяют, исходя из размеров зоны коррозионного поражения.
2.4. Образцы вырезают таким образом, чтобы плоскость шлифа была перпендикулярна исследуемой поверхности. Способ изготовления не должен влиять на структуру материала и разрушать поверхностный слой и кромки образца. Для материалов с защитными покрытиями не допускается повреждение покрытия и отрыв его от основного материала.
2.5. Маркировка образца - по ГОСТ 9.905.
2.6. При изготовлении металлографического шлифа с поверхности образца удаляют все следы вырезки, например, заусенцы.
2.7. При операциях шлифования и полирования шлифа необходимо следить за тем, чтобы не изменился характер и размер коррозионного поражения. Кромки шлифа в месте коррозионного поражения не должны иметь закруглений. Допускаются закругления, не влияющие на точность определения коррозионного поражения. Для этого рекомендуется заливать образец в заливную массу таким образом, чтобы исследуемая кромка находилась на расстоянии не менее 10 мм от края шлифа. Полировку проводят кратковременно при помощи алмазных паст.
2.8. Оценку шлифа проводят до и после травления. Травление позволяет установить различие между коррозионным поражением и структурой материала. При травлении не должен быть изменен характер и размеры коррозионного поражения.
3. Проведение испытания
3.1. Определение и оценка типа коррозии, формы коррозионного поражения и его распределения в материале
3.1.1. При проведении испытания необходимо учитывать химический состав испытуемого материала, способ его обработки, а также все коррозионные факторы.
3.1.2. Испытание проводят на металлографическом шлифе под микроскопом при увеличении 50, 100, 500 и 1000´.
3.1.3. При определении типа коррозии контроль коррозионного поражения проводят по всей длине шлифа.
На одном образце допускается определять несколько типов коррозии.
3.1.4. При испытании защитных покрытий определение типа коррозии покрытия и основного материала проводят отдельно.
3.1.5. Если на материал кроме коррозионной среды действуют и другие факторы, влияющие на изменение структуры материала, например, высокая температура, механические воздействия, коррозионное поражение определяют путем сравнения материала с конкретным образцом, подвергнутым влиянию аналогичных факторов, но защищенным от воздействия коррозионной среды.
3.1.6. Оценку формы коррозионного поражения и определение типа коррозии проводят путем сравнения с типовыми схемами коррозионного поражения по приложению 2, распределение коррозионного поражения в материале - по приложению 3.
3.2. Измерение глубины коррозионного поражения
3.2.1. Глубину коррозионного поражения определяют на микрометаллографическом шлифе с помощью окулярной шкалы и микрометрического винта микроскопа.
3.2.2. Глубину коррозионного поражения определяют по разности толщины металла прокоррозировавшего участка поверхности шлифа и участка поверхности без наличия коррозии или измерением глубины поражения от поверхности, не разрушенной или незначительно разрушенной коррозией.
При испытании материала с защитным покрытием результаты измерения глубины коррозионного поражения покрытия и основного металла определяют отдельно.
У образцов больших размеров проводят измерения не менее чем на 10 участках на каждые 20 мм длины контролируемой поверхности, учитывая самые глубокие поражения.
3.2.4. При локальном коррозионном поражении (например, питтинговая коррозия или коррозия пятнами) измерения проводят в местах данного коррозионного поражения, причем количество участков для измерений может отличаться от требований, приведенных в п. 3.2.3.
3.2.5. Для уточнения определения максимальной глубины коррозионного поражения после металлографической оценки шлифов проводят их повторную перешлифовку:
1) у образцов с локальным коррозионным поражением, например, коррозия пятнами или питтинговая коррозия - до максимальной глубины коррозионного поражения, т.е. до момента, когда измеренная глубина меньше, чем предшествующий результат измерения;
2) у образцов с почти одинаковой глубиной коррозионного поражения на разных участках поверхности после оценки проводят перешлифовку и изготовляют новый металлографический шлиф, на котором опять проводят оценку коррозионного поражения.
3.2.6. Погрешность измерения глубины коррозионного поражения не более ±10 %.
4. Протокол испытания - по ГОСТ 9.905
ПРИЛОЖЕНИЕ 1. (Введено дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Обязательное
ТИПЫ КОРРОЗИИ
|
Тип коррозии |
Характеристика формы коррозионного поражения |
Схема типичного вида коррозионного поражения |
|
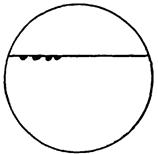
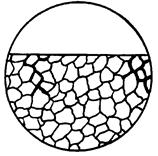
1. Сплошная (равномерная) коррозия |
Формы коррозионного поражения 1а и 1б отличаются только неровностью поверхности. По изменению формы поверхности до и после коррозионного испытания выявляют наличие коррозии: она определяется изменением массы и размеров образцов до и после коррозионного испытания |
1а
1б |
|
Форма 1в может быть переходной между сплошной и избирательной коррозией, например, 10в, 10г и 10е Тип коррозии может быть уточнен по изменениям ее формы в зависимости от времени воздействия коррозионной среды, а также по структуре металла |
1в |
|
|
2. Местная (неравномерная) коррозия |
По форме соответствует сплошной коррозии, но отличается тем, что коррозии подвержена часть поверхности или коррозия протекает с разной скоростью на его отдельных участках |
- |
|
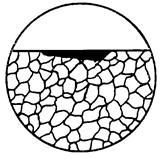
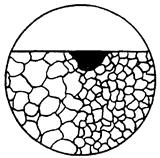
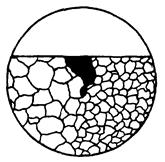
3. Коррозия пятнами |
Мелкое коррозионное поражение неправильной формы; размер его площади в случае небольшого увеличения может превышать размер поля зрения |
3 |
|
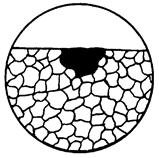
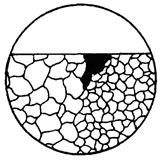
4. Коррозионная язва |
Коррозионное поражение глубиной приблизительно равной ширине |
4 |
|
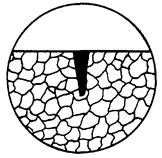
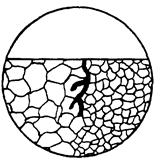
5. Питтинговая коррозия |
Коррозионное поражение глубиной значительно больше ширины |
5 |
|
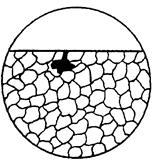
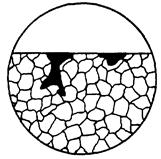
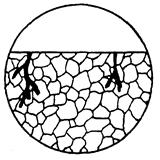
6. Подповерхностная коррозия |
Коррозионное поражение, характерное тем, что занимает на поверхности небольшую площадь и преимущественно сосредоточена под поверхностью металла |
6а |
|
Форма коррозионного поражения, отдельные зоны которого находятся под поверхностью и обычно не имеют заметного прямого выхода на поверхность |
6б |
|
|
Форма коррозионного поражения, отдельные зоны которого находятся под поверхностью и обычно не имеют заметного прямого выхода на поверхность |
6в |
|
|
7. Слоевая коррозия |
Коррозионное поражение, внутренние слои которого включают зерна различного размера, различные фазы, включения, выделения и др. |
7 |
|
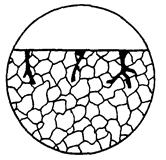
8. Межкристаллитная коррозия |
Коррозионное поражение характерно наличием прокорродировавшей зоны вдоль границ зерен металла, причем может затрагивать границы всех зерен или только отдельных зерен |
8 |
|
9. Транскристаллитная коррозия |
Коррозионное поражение характерно наличием большого количества транскристаллитных трещин |
9 |
|
10. Избирательная коррозия |
Коррозионное поражение, которому подвергнута определенная структурная фаза или компонент; если фаза образована эвтектикой, определяют, прокорродирована вся эвтектика или некоторая ее составляющая, например, цементит |
10а |
|
Коррозионное поражение, которому подвергнута определенная фаза металла без прямого контакта с прокорродировавшей поверхностью. В этом случае определяют, корродируют ли фазы по границам зерен или внутри зерен основной структуры. Далее определяют, не отличаются ли границы между корродирующими фазами от остальных границ (наличие фазы, трещин). Из этого заключают, проникает ли коррозионная среда по границам зерен или диффузией по всему объему зерен |
10б |
|
|
Коррозионное поражение, которому подвергнуты только отдельные зерна, физическое состояние которых изменилось, например, вследствие деформации |
10в |
|
|
Коррозионное поражение, которому подвергнуты только деформируемые части зерен, при этом образующаяся зона коррозионного поражения уже, чем одно зерно и проходит через несколько зерен. Одновременно определяют, не повлияла ли деформация на изменение структуры металла, например, переход аустенита в мартенсит |
10г |
|
|
Коррозионное поражение в виде зоны с рядами выделенных включений; при этом определяют возможное изменение структуры в данной зоне |
10д |
|
|
Коррозионное поражение в виде широкой зоны вдоль границы зерна. Данная форма может быть временной и ее нельзя относить к межкристаллитной коррозии; она характерна тем, что не проникает в глубину металла. Более точно ее можно определить по изменениям формы поражения коррозией в зависимости от времени коррозионного воздействия и по выделению структурных частиц в корродирующем сплаве |
10е |
|
|
Коррозионное поражение, в результате которого образуется новая фаза металлического вида, обладающая способностью понижать стойкость металла |
10ж |
|
|
Коррозионное поражение, в результате которого изменяется химический состав фазы при сохранении ее формы и местоположения, например, графитизация пластин цементита в чугуне, обесцинкование латуни и др. В зоне этого изменения могут образовываться и другие продукты коррозии, например, окислы |
10з |
|
|
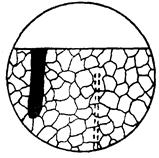
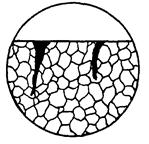
11. Коррозия в виде редких трещин |
Коррозионное поражение, в результате которого образуется глубокая, немного ветвистая трещина, широкая вблизи поверхности с постепенным переходом в незначительную ширину; трещина заполнена продуктами коррозии |
11а |
|
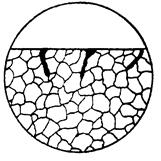
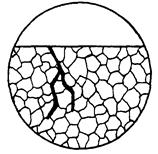
Коррозионное поражение в виде глубокой трещины незначительной ширины, исходящей из коррозионной язвы на поверхности; трещина может иметь ветвистую форму |
11б |
|
|
Коррозионное поражение, в результате которого образуется межкристаллитная трещина незначительной ширины при отсутствии продуктов коррозии. По сравнению с межкристаллитной коррозией имеет вид единичных (редких) трещин |
11в |
|
|
Коррозионное поражение, в результате которого образуется транскристаллитная трещина незначительной ширины со значительным разветвлением. По сравнению с транскристаллитной коррозией имеет вид единичных (редких) трещин. Некоторые трещины могут иметь тип частично транскристаллитного и частично межкристаллитного коррозионного поражения |
11г |
|
|
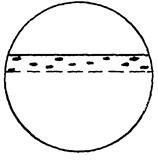
Коррозионное поражение, в результате которого образуются трещины незначительной ширины, имеющие вид нитей, преимущественно параллельные поверхности и создающие зону определенной глубины. Их нельзя относить к аналогичным трещинам, образующимся вследствие деформации или плохой обработки образца |
11д |
|
|
Коррозионное поражение в виде мелких преимущественно коротких трещин внутри отдельных зерен. Трещины могут образоваться, например, вследствие действия молекулярного водорода, большого напряжения, коррозии определенной фазы |
11е |

ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 3
Обязательное
РАСПРЕДЕЛЕНИЕ КОРРОЗИИ
|
Распределение коррозионного поражения |
Характеристика распределения коррозионного поражения |
Схема типового распределения коррозионного поражения |
|
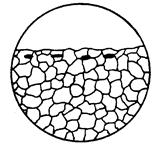
1. Равномерно распределенное коррозионное поражение |
- |
1 |
|
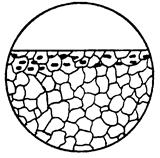
2. Неравномерно распределенное коррозионное поражение |
- |
2 |
|
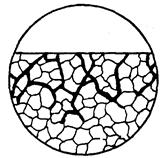
3. Коррозионное поражение в виде скоплений |
- |
3а |
|
- |
3б |
|
|
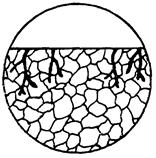
4. Коррозионное поражение на границе двух структур |
Корродируют обе структуры |
4 |
|
Корродирует только одна структура |
5а |
|
|
Корродирует только одна структура |
5б |
|
|
Корродирует только узкая зона вдоль границы |
6 |
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по управлению качеством продукции и стандартам
РАЗРАБОТЧИКИ
Л.И. Топчиашвили, Г.В. Козлова, канд. техн. наук (руководители темы); В.А. Атанова, Г.С. Фомин, канд. хим. наук, Л.М. Самойлова, И.Е. Трофимова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 31.10.85 № 3526
3. Стандарт полностью соответствует СТ СЭВ 4815-84, СТ СЭВ 6445-88
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
Приложение 1 |
|||
6. ПЕРЕИЗДАНИЕ с Изменением № 1, утвержденным в октябре 1989 г. (ИУС 2-90)
СОДЕРЖАНИЕ