
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШЕВЕРЫ ДИСКОВЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 8570-80
(СТ СЭВ 881-78; СТ СЭВ 882-78;
СТ СЭВ 4172-83)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ ССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШЕВЕРЫ ДИСКОВЫЕ Технические условия Disk shaving cutters. |
ГОСТ СТ СЭВ 881-78; Взамен |
* Переиздание (сентябрь 1984 г.) с Изменением № 1, утвержденным в апреле 1984 г. (ИУС № 8-84).
Постановлением Государственного комитета СССР по стандартам от 20 мая 1980. г. № 2236 срок действия установлен
с 01.07.81
до 01.07.86
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на дисковые шеверы, предназначенные для обработки цилиндрических зубчатых колес, изготовляемые для нужд народного хозяйства и для экспорта.
(Измененная редакция, Изм. № 1, 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Шеверы должны изготовляться классов точности АА, А, В типов:
1 - шеверы со сквозными стружечными канавками модулей 1 - 1,75 мм, с номинальными диаметрами 85 мм и 180 мм, с углом наклона винтовой линии зубьев на делительном цилиндре 5°, 10° и 15о;
2 - шеверы с глухими стружечными канавками модулей 2 - 8 мм, с номинальными диаметрами 180 мм и 250 мм, с углом наклона винтовой линии зубьев на делительном цилиндре 5° и 15°.
1.2. Основные размеры шеверов типа I должны соответствовать указанным на черт. 1 и в табл. 1 и 2, типа 2 - на черт. 2 и в табл. 3 и 4.
Тип 1
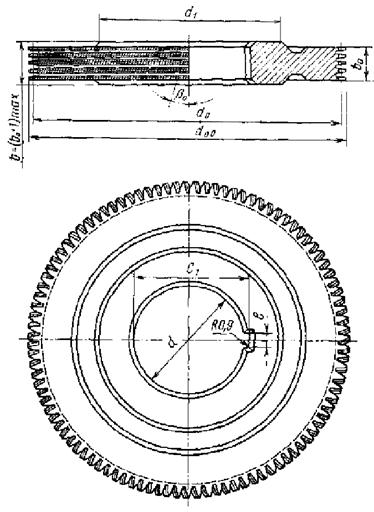
Черт. 1
Номинальный делительный диаметр шевера 85 мм
Таблица 1
Размеры в мм
|
Модуль т0 |
Число зубьев z0 |
da0 |
Делительный диаметр d0 |
Основной диаметр dh0 |
d |
d1 |
b0 |
c1 |
Угол наклона линии зуба, град b0 |
||||
|
Правый |
Левый |
||||||||||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
||||||||||
|
2570-0351 |
2570-0352 |
1,000 |
86 |
89,53 |
87,327 |
81,911 |
31,75* |
60 |
15 |
34,6 |
10° |
||
|
2570-0353 |
2570-0354 |
1,125 |
76 |
89,29 |
86,819 |
81,435 |
|||||||
|
2570-0355 |
2570-0356 |
1,250 |
67 |
87,79 |
85,042 |
79,769 |
|||||||
|
2570-0357 |
2570-0358 |
1,375 |
62 |
89,59 |
86,565 |
81,197 |
|||||||
|
2570-0359 |
2570-0361 |
1,500 |
58 |
91,64 |
88,342 |
82,864 |
|||||||
* Допускается выполнять диаметры отверстий 31,743 мм
Номинальный делительный диаметр шевера 180 мм
Таблица 2
Размеры в мм
|
Шевер |
Модуль т0 |
Число зубьев z0 |
da0 |
Делительный диаметр d0 |
Основной диаметр dh0 |
d |
d1 |
b0 |
c1 |
Угол наклона линии зуба, град b0 |
|||
|
Правый |
Левый |
||||||||||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
||||||||||
|
2570-0364 |
2570-0365 |
1,250 |
115 |
149,25 |
144,300 |
135,537 |
63,5 |
110 |
20 |
67,5 |
5 |
||
|
2570-0366 |
2570-0367 |
153,77 |
148,822 |
139,262 |
15 |
||||||||
|
2570-0368 |
2570-0369 |
1,375 |
163,95 |
158,729 |
149,090 |
5 |
|||||||
|
2570-0371 |
2570-0372 |
168,93 |
163,704 |
153,189 |
15 |
||||||||
|
2570-0373 |
2570-0374 |
1,500 |
178,66 |
173,159 |
162,643 |
5 |
|||||||
|
2570-0375 |
2570-0376 |
184,09 |
178,585 |
167,115 |
15 |
||||||||
|
2570-0377 |
2570-0378 |
1,750 |
100 |
181,73 |
175,670 |
165,000 |
5 |
||||||
|
2570-0379 |
2570-0331 |
187,23 |
181,174 |
169,537 |
15 |
||||||||
Тип 2
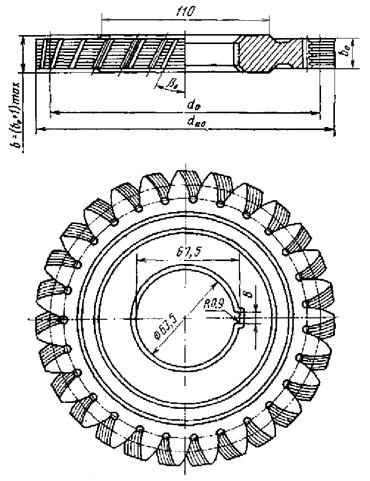
Черт. 2
Таблица 3
Номинальный делительный диаметр шевера 180 мм
Размеры в мм
|
Модуль m0 |
Число зубьев z0 |
da0 |
Делительный диаметр d0 |
Основной диаметр dh0 |
b0 |
Угол наклона линии зуба, град b0 |
||||||
|
Правый |
Левый |
Ряд |
||||||||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
1 |
2 |
3 |
||||||
|
2570-0384 |
2570-0385 |
2,00 |
83 |
171,72 |
166,634 |
156,515 |
20 |
5 |
||||
|
2570-0386 |
2570-0387 |
176,94 |
171,856 |
160,818 |
15 |
|||||||
|
2570-0388 |
2570-0389 |
2,25 |
73 |
170,51 |
164,877 |
154,865 |
5 |
|||||
|
2570-0391 |
2570-0392 |
175,68 |
170,044 |
159,122 |
15 |
|||||||
|
2570-0393 |
2570-0394 |
2,50 |
67 |
174,33 |
168,140 |
157,929 |
5 |
|||||
|
2570-0395 |
2570-0396 |
179,50 |
173,409 |
162,271 |
15 |
|||||||
|
2570-0397 |
2570-0398 |
2,75 |
61 |
175,13 |
168,391 |
158,165 |
5 |
|||||
|
2570-0399 |
2570-0401 |
180,40 |
173,667 |
162,513 |
15 |
|||||||
|
2570-0402 |
2570-0403 |
3,00 |
53 |
168,51 |
159,607 |
149,915 |
5 |
|||||
|
2570-0404 |
2570-0405 |
172,33 |
164,609 |
154,036 |
15 |
|||||||
|
2570-0406 |
2570-0407 |
3,25 |
181,96 |
172,908 |
162,408 |
5 |
||||||
|
2570-0408 |
2570-0409 |
186,58 |
178,326 |
166,873 |
15 |
|||||||
|
2570-0411 |
2570-0412 |
3,50 |
47 |
175,73 |
165,128 |
155,100 |
5 |
|||||
|
2570-0413 |
2570-0414 |
179,76 |
170,303 |
159,365 |
15 |
|||||||
|
2570-0415 |
2570-0416 |
3,75 |
43 |
174,01 |
161,866 |
152,036 |
5 |
|||||
|
2570-0417 |
2570-0418 |
178,16 |
166,938 |
156,216 |
15 |
|||||||
|
2570-0419 |
2570-0421 |
4,00 |
41 |
177,73 |
164,626 |
154,629 |
20 |
5 |
||||
|
2570-0422 |
2570-0423 |
181,88 |
169,785 |
158,880 |
15 |
|||||||
|
2570-0424 |
2570-0425 |
4,25 |
188,34 |
174,916 |
164,293 |
5 |
||||||
|
2570-0426 |
2570-0427 |
192,86 |
180,397 |
168,810 |
15 |
|||||||
|
2570-0428 |
2570-0429 |
4,50 |
37 |
182,14 |
167,136 |
156,986 |
5 |
|||||
|
2570-0431 |
2570-0432 |
186,40 |
172,373 |
161,302 |
15 |
|||||||
|
2570-0433 |
2570-0434 |
31 |
173,49 |
155,592 |
146,143 |
5 |
||||||
|
2570-0435 |
2570-0436 |
177,36 |
160,468 |
150,161 |
15 |
|||||||
|
2570-0437 |
2570-0438 |
5,50 |
29 |
179,71 |
160,109 |
150,386 |
5 |
|||||
|
2570-0439 |
2570-0441 |
183,82 |
165,126 |
154,520 |
15 |
|||||||
|
2570-0442 |
2570-0443 |
6,00 |
195,46 |
174,664 |
164,058 |
5 |
||||||
|
2570-0444 |
2570-0445 |
199,97 |
180,138 |
168,568 |
15 |
|||||||
Примечание. Допускается изготовление шеверов с модулями, указанными в 3-м ряду, для цилиндрических зубчатых колес, применяемых в тракторной и автомобильной промышленности.
(Измененная редакция, Изм. № 3).
Таблица 4
Номинальный делительный диаметр шевера 250 мм
Размеры в мм
|
Модуль m0 |
Число зубьев z0 |
da0 |
Делительный диаметр d0 |
Основной диаметр dh0 |
b0 |
Угол наклона линии зуба, град b0 |
||||||
|
Правый |
Левый |
Ряд |
||||||||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
1 |
2 |
3 |
||||||
|
2570-0451 |
2570-0452 |
2,00 |
115 |
235,82 |
230,878 |
216,858 |
25 |
5 |
||||
|
2570-0453 |
2570-0454 |
243,05 |
238,113 |
222,819 |
15 |
|||||||
|
2570-0455 |
2570-0456 |
2,25 |
103 |
238,27 |
232,635 |
218,508 |
5 |
|||||
|
2570-0457 |
2570-0458 |
245,56 |
239,925 |
224,515 |
15 |
|||||||
|
2570-0459 |
2570-0461 |
2,50 |
91 |
234,56 |
228,369 |
214,501 |
5 |
|||||
|
2570-0462 |
2570-0463 |
241,71 |
235,525 |
220,398 |
15 |
|||||||
|
2570-0464 |
2570-0465 |
2,75 |
83 |
235,86 |
229,122 |
215,208 |
5 |
|||||
|
2570-0466 |
2570-0467 |
243,04 |
236,302 |
221,124 |
15 |
|||||||
|
2570-0468 |
2570-0469 |
3,00 |
73 |
227,54 |
219,836 |
206,486 |
5 |
|||||
|
2570-0471 |
2570-0472 |
234,42 |
226,725 |
212,163 |
15 |
|||||||
|
2570-0473 |
2570-0474 |
3,25 |
71 |
239,88 |
231,631 |
217,565 |
5 |
|||||
|
2570-0475 |
2570-0476 |
247,14 |
238,900 |
223,546 |
15 |
|||||||
|
2570-0477 |
2570-0478 |
3,50 |
67 |
244,19 |
235,396 |
221,10] |
5 |
|||||
|
2570-0479 |
2570-0481 |
251,57 |
242,772 |
227,179 |
15 |
|||||||
|
2570-0482 |
2570-0483 |
3,75 |
61 |
238,97 |
229,624 |
215,679 |
5 |
|||||
|
2570-0484 |
2570-0485 |
246,16 |
236,819 |
221,609 |
15 |
|||||||
|
2570-0486 |
2570-0487 |
4,00 |
53 |
222,71 |
212,810 |
199,886 |
25 |
5 |
||||
|
2570-0488 |
2570-0489 |
229,38 |
219,478 |
205,382 |
15 |
|||||||
|
2570-6491 |
2570-0492 |
4,25 |
236,56 |
226,110 |
212,379 |
5 |
||||||
|
2570-0493 |
2570-0494 |
243,64 |
233,196 |
218,218 |
15 |
|||||||
|
2570-0495 |
2570-0496 |
4,50 |
51 |
241,38 |
230,377 |
216,386 |
5 |
|||||
|
2570-0497 |
2570-0498 |
248,60 |
237,596 |
222,335 |
15 |
|||||||
|
2570-0499 |
2570-0501 |
5,00 |
43 |
229,91 |
215,821 |
202,715 |
5 |
|||||
|
2570-0502 |
2570-0503 |
235,49 |
222,584 |
208,283 |
15 |
|||||||
|
2570-0504 |
2570-0505 |
5,50 |
41 |
241,91 |
226,361 |
212,615 |
5 |
|||||
|
2570-0506 |
2570-0507 |
247,76 |
233,455 |
218,460 |
15 |
|||||||
|
2570-0508 |
2570-0509 |
6,00 |
37 |
240,71 |
222,848 |
209,315 |
5 |
|||||
|
2570-0511 |
2570-0512 |
246,17 |
229,831 |
215,069 |
15 |
|||||||
|
2570-0513 |
2570-0514 |
6,50 |
261,31 |
241,419 |
226,758 |
5 |
||||||
|
2570-0515 |
2570-0516 |
267,54 |
248,984 |
232,992 |
15 |
|||||||
|
2570-0517 |
2570-0518 |
7,00 |
31 |
241,25 |
217,829 |
204,601 |
5 |
|||||
|
2570-0519 |
2570-0521 |
246,87 |
224,655 |
210,226 |
15 |
|||||||
|
2570-0522 |
2570-0523 |
8,00 |
29 |
259,59 |
232,886 |
218,744 |
5 |
|||||
|
2570-0524 |
2570-0525 |
265,61 |
240,184 |
224,757 |
15 |
|||||||
Примечание. Допускается изготовление шеверов с модулями, указанными в 3-м ряду, для цилиндрических зубчатых колес, применяемых в тракторной и автомобильной промышленности.
Пример условного обозначения правого шевера с номинальным делительным диаметром 250 мм, модулем m0 = 3 мм, углом наклона винтовой линии b0 = 15°, класса точности А:
Шевер 2570-0471 А ГОСТ 8570-80
1.3. Размеры профиля зубьев в нормальном сечении и назначение шеверов указаны в рекомендуемом приложении 1.
1.4. Размеры канавок, образующих режущие кромки зубьев шеверов, указаны в справочном приложении 2.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шеверы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденной в установленном порядке.
(Измененная редакция, Изм. № 2).
2.2. Шеверы должны изготовляться из быстрорежущей стали по ГОСТ 19265-73. Допускается изготовление шеверов из других марок быстрорежущей стали, обеспечивающих стойкость шеверов в соответствии с требованиями настоящего стандарта.
(Измененная редакция, Изм. № 2).
2.3. Твердость части шеверов HRCэ 63 ... 66 (HV 800 ... 905). Твердость шеверов, изготовленных из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более, должна быть HRCэ 64 ... 66 (HV 833 ... 905).
(Измененная редакция, Изм. № 1, 2).
2.4. На всех поверхностях шеверов не должно быть трещин, забоин, выкрошенных мест, заусенцев и следов коррозии.
Внешний вид шевера, изготовляемого на экспорт, должен соответствовать контрольному образцу, согласованному с внешнеторговой организацией.
2.5. Параметры шероховатости поверхностей шеверов по ГОСТ 2789-73 должны быть не более, мкм:
боковых поверхностей зубьев......................................................... Rz1,6
опорной торцовой поверхности...................................................... Ra0,40
поверхности посадочного отверстия:
класса точности АА, А..................................................................... Ra0,25
класса точности В............................................................................. Rа0,32
наружной поверхности (по цилиндру)
класса точности АА.......................................................................... Ra0,63
класса точности А, В........................................................................ Rа1,25
остальные поверхности.................................................................... Rа2,5
2.6. Предельные отклонения размеров шевера не должны быть более:
ширины b0......................................................................................... j816
ширины шпоночного паза.............................................................. С11
размера до дна шпоночного паза................................................... Н12
радиуса R = 0,9................................................................................. +0,3 мм
2.7. Допуски и предельные отклонения проверяемых параметров шеверов должны соответствовать величинам, указанным в табл. 5.
Таблица 5
|
Обозначение допусков и предельных отклонений |
Класс точности |
Допуски и предельные отклонения, мкм |
||
|
для модулей, мм |
||||
|
От 1 до 3,55 |
Св. 3,55 |
|||
|
1. Отклонение диаметра посадочного отверстия fdr
|
fd |
АА |
+5 |
|
|
А |
+5 |
|||
|
В |
+8 |
|||
|
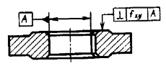
2. Отклонение от перпендикулярности торцовой поверхности к поверхности посадочного отверстия fxyr
Измеряется на радиусе 50 мм для шеверов с номинальными диаметрами 180 мм и 250 мм и на радиусе 25 мм для шеверов с номинальным делительным диаметром 85 мм |
fxy |
АА |
5 |
|
|
А |
7 |
|||
|
В |
8 |
|||
|
3. Отклонение от параллельности торцовых поверхностей fxr
|
fx |
АА |
5 |
|
|
А |
8 |
|||
|
В |
10 |
|||
|
4. Отклонение диаметра окружности вершин зубьев fda0r |
fda0 |
АА |
± 200 |
|
|
А |
± 400 |
|||
|
в |
||||
|
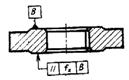
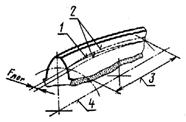
5. Погрешность направления зуба Fb0r
1 - действительная делительная линия зуба; 2 - номинальные делительные линии зуба; 3 - ширена зубчатого венца шевера; 4 - рабочая ось шевера Расстояние между двумя ближайшими друг к другу номинальными делительными линиями губа в торцовом сечении, между которыми размещается действительная линия зуба, соответствующая рабочей ширине зубчатого венца шевера |
Fb0 |
АА |
± 6 |
± 8 |
|
А |
± 9 |
|||
|
В |
± 11 |
|||
|
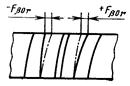
6. Отклонение от эквидистантности направлений сторон одного зуба F'b0r
Алгебраическая разность между погрешностями направлений, измеренных на разных сторонах одного зуба F'b0r = Fb0r - (-Fb0r) |
F'b0 |
АА |
6 |
8 |
|
А |
9 |
|||
|
В |
- |
|||
|
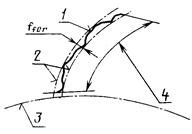
7. Погрешность профиля зуба ff0r
1 - действительный торцовый активный профиль зуба 2 - номинальные торцовые профили зуба 3 - основная окружность 4 - границы активного профиля зуба Расстояние по нормали между двумя ближайшими друг к другу номинальными торцовыми профилями зуба, между которыми размещается действительный торцовый активный профиль зуба шевера. На профиле зуба у одного торца допускается срез вершины до 0,02 мм на угле развернутости (обката) 3°. У ножки зуба шевера допускается фланк до 0,02 мм в пределах угла развернутости 2° |
ff0 |
АА |
3 |
4 |
|
А |
4 |
6 |
||
|
В |
6 |
8 |
||
|
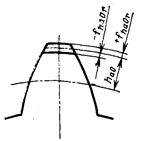
8. Отклонение высоты головки зуба fha0r
Разность между действительной и номинальной высотой головки зуба |
fha0 |
АА |
± 12 |
± 20 |
|
А |
± 15 |
± 25 |
||
|
В |
||||
|
9. Разность окружных шагов fvpt0r Наибольшая разность между двумя отклонениями шагов по одной окружности, близкой к делительной, в сечении, перпендикулярном оси вращения шевера |
fvpt0 |
АА |
3 |
|
|
А |
3 |
|||
|
В |
5 |
|||
|
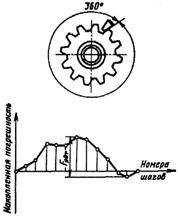
10. Накопленная погрешность окружного шага Fpr0
Наибольшая алгебраическая разность значений накопленных погрешностей в пределах оборота шевера |
Fp0 |
АА |
8 |
10 |
|
А |
12 |
|||
|
В |
16 |
|||
|
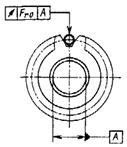
11. Радиальное биение зубчатого венца относительно оси отверстия Fr0r
Разность действительных предельных положений исходного контура в пределах оборота шевера |
Fr0 |
АА |
6 |
8 |
|
А |
10 |
|||
|
В |
18 |
|||
2.8. Допуск цилиндричности и круглости посадочного отверстия должен быть не более половины допуска на диаметр отверстия.
Допускаются завалы краев на каждой из сторон отверстия, выходящие за пределы допускаемых отклонений, суммарной длиной не более 25 % от общей длины отверстия.
Допускается разбивание отверстия у шпоночного паза на центральном угле до 20° от оси симметрии паза в обе стороны.
2.9. Средний и установленный периоды стойкости шеверов должны быть не менее значений, указанных в табл. 6, при условиях испытаний, приведенных в разд. 4.
Таблица 6
|
Период стойкости, мин |
||
|
средний |
установленный |
|
|
85 |
1000 |
500 |
|
180 |
2200 |
1100 |
|
250 |
2500 |
1250 |
Критерием затупления шеверов является снижение норм точности шевингуемых колес по профилю или колебанию измерительного межосевого расстояния на одном зубе и (или) увеличение параметра шероховатости поверхности зубьев по отношению к требованиям, предъявляемым к зубчатым колесам.
(Введен дополнительно, Изм. № 2).
2.10. На торцах каждого шевера должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение шевера (последние 4 цифры);
модуль нормальный;
число зубьев;
угол профиля;
номинальный делительный диаметр;
угол наклона винтовой линии зубьев;
буква «Л» для левого шевера;
класс точности;
марка стали*;
год выпуска;
изображение государственного Знака качества при его присвоении в порядке, установленном Госстандартом СССР*.
* Допускается маркировать вместо марки стали буквы HSS для марок стали, содержащих кобальт, - HSS Со, при этом марку стали указывать на этикетке.
Допускается нанесение изображения государственного Знака качества только на этикетке.
2.11. Остальные требования к маркировке и упаковке - по ГОСТ 18088-83.
2.10, 2.11. (Введены дополнительно, Изм. № 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 23726-79.
3.2. Периодические испытания, в том числе испытания на средний период стойкости, следует проводить раз в 3 года не менее чем на 3 шеверах.
Испытания на установленный период стойкости следует проводить раз в год не менее чем на 3 шеверах.
(Новая редакция, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания шеверов должны проводиться на зубошевинговальных станках, соответствующих установленным для них нормам точности и жесткости по ГОСТ 13281-77.
Шеверы должны испытываться на образцах из стали 45 по ГОСТ 1050-74 твердостью 170 ... 207 НВ с числом зубьев не менее 20, шириной не менее 20 мм.
Образцы заготовок, предназначенные для испытания шеверов, должны быть выполнены с точностью на одну степень ниже точности колес, согласно рекомендуемому назначению шеверов.
Шеверы испытывают обработкой образцов с припуском по толщине зуба (на обе стороны) равным (0,03 ... 0,04) т, но не более 0,2 мм.
В качестве смазочно-охлаждающей жидкости должно применяться масло индустриальное 20А по ГОСТ 20799-75.
Испытания шеверов должны проводиться на режимах, указанных в табл. 7.
Таблица 7
|
Продольная подача S, мм/об |
Радиальная подача Sрад, мм/ход |
Окружная скорость V, м/мин |
|
|
От 1 до 3 |
0,15 ... 0,3 |
0,02 ... 0,03 |
130 |
|
Св. 3 » 6 |
0,30 ... 0,6 |
0,04 ... 0,05 |
|
|
» 6 |
0,30 ... 0,5 |
0,03 ... 0,04 |
(Новая редакция, Изм. № 2).
4.1.1. Испытания на средний и установленный периоды стойкости проводят на шеверах одного типоразмера номинальных делительных диаметров 85 и 180 мм.
Приемочные значения среднего и установленного периодов стойкости должны быть не менее указанных в табл. 8.
Таблица 8
|
Приемочные значения периодов стойкости, мин |
||
|
Среднего |
установленного |
|
|
85 |
1100 |
550 |
|
180 |
2500 |
1250 |
4.1.2. Испытания на работоспособность проводят в течение 5 мин. После испытаний шевер не должен иметь выкрошенных мест и должен быть пригоден для дальнейшей работы.
4.1.1., 4.1.2. (Введены дополнительно, Изм. № 2).
4.2. Контроль параметров шевера должен производиться средствами контроля, имеющими погрешность измерения не более:
а) при измерении линейных размеров - значений, установленных ГОСТ 8.051-81;
б) при контроле формы и расположения поверхностей - не более 25 % от величины допуска и проверяемые параметры;
в) при контроле по п. 2.7 (поз. 5 - 11) на специальных приборах значений погрешностей, установленных для аналогичных приборов класса А по ГОСТ 5368-81.
(Измененная редакция, Изм. № 2).
4.3. Твердость режущей части шеверов проверяется по ГОСТ 9013-59 твердомером Роквелла (типа ТР) или Виккерса (типа ТВ) по ГОСТ 23677-79.
4.4. Параметры шероховатости поверхностей шеверов (п. 2.5) должны контролироваться: Rz - на приборах типа ПСС по ГОСТ 9847-79, Ra - на профилометрах по ГОСТ 19300-86.
Допускается проверять параметры шероховатости сравнением с контрольными образцами, имеющими указанные в п. 2.5 значения параметров шероховатости, или с образцами шероховатости поверхности по ГОСТ 9378-75. Сравнение проводят при помощи лупы ЛП-1-4´ по ГОСТ 25706-83.
(Новая редакция, Изм. № 3).
4.5. Внешний вид шеверов проверяется осмотром.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088-83.
(Новая редакция, Изм. № 3).
Раздел 6. (Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
РАЗМЕРЫ ПРОФИЛЯ ЗУБЬЕВ В НОРМАЛЬНОМ СЕЧЕНИИ И РЕКОМЕНДУЕМОЕ НАЗНАЧЕНИЕ ШЕВЕРОВ
1. Размеры профиля зубьев в нормальном сечении должны соответствовать указанным на чертеже и в таблице.
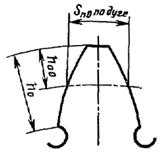
Размеры в мм
|
Модуль |
Номинальный делительный диаметр шевера |
|||||||||||||
|
Ряд |
85 |
160; 250 |
85 |
180 |
250 |
|||||||||
|
1 |
2 |
3 |
h0 |
hа0 |
sn0 |
b0 = 5° |
b0 = 15° |
b0 = 5° |
b0 = 15° |
|||||
|
hа0 |
sn0 |
hа0 |
sn0 |
hа0 |
sn0 |
hа0 |
sn0 |
|||||||
|
1,00 |
2,35 |
1,10 |
1,57 |
|||||||||||
|
1,125 |
2,64 |
1,24 |
1,77 |
|||||||||||
|
1,25 |
2,94 |
3,12 |
1,37 |
1,96 |
2,47 |
2,76 |
2,47 |
2,76 |
||||||
|
1,375 |
3,23 |
3,44 |
1,51 |
2,16 |
2,61 |
2,96 |
2,61 |
2,96 |
||||||
|
1,50 |
3,52 |
3,75 |
1,65 |
2,36 |
2,75 |
3,16 |
2,75 |
3,16 |
||||||
|
1,750 |
4,37 |
3,03 |
3,55 |
3,03 |
3,55 |
|||||||||
|
2,00 |
5,23 |
2,54 |
3,39 |
2,54 |
3,39 |
2,47 |
3,34 |
2,47 |
3,34 |
|||||
|
2,25 |
5,76 |
2,32 |
3,78 |
2,82 |
3,78 |
2,32 |
3,78 |
2,32 |
3,78 |
|||||
|
2,5 |
6,43 |
3,09 |
4,18 |
3,09 |
4,18 |
3,09 |
4,18 |
3,09 |
4,18 |
|||||
|
2,75 |
6,96 |
3,37 |
4,57 |
3,37 |
4,57 |
3,37 |
4,57 |
3,37 |
4,57 |
|||||
|
3,0 |
8,15 |
4,45 |
5,55 |
3,86 |
5,12 |
3,85 |
5,11 |
3,85 |
5,11 |
|||||
|
3,25 |
8,67 |
4,52 |
5,80 |
4,12 |
5,50 |
4,12 |
5,50 |
4,12 |
5,50 |
|||||
|
3,50 |
9,20 |
5,30 |
6,55 |
4,73 |
6,14 |
4,40 |
5,90 |
4,40 |
5,90 |
|||||
|
3,75 |
9,97 |
6,07 |
7,31 |
5,61 |
6,97 |
4,67 |
6,29 |
4,67 |
6,29 |
|||||
|
4,0 |
10,50 |
6,55 |
7,85 |
6,04 |
7,48 |
4,95 |
6,68 |
4,95 |
6,68 |
|||||
|
4,25 |
11,02 |
6,71 |
8,16 |
6,23 |
7,81 |
5,22 |
7,08 |
5,22 |
7,08 |
|||||
|
4,50 |
11,55 |
7,50 |
8,93 |
7,01 |
8,57 |
5,50 |
7,47 |
5,50 |
7,47 |
|||||
|
5,0 |
12,60 |
8,95 |
10,37 |
8,45 |
10,00 |
7,05 |
8,98 |
6,45 |
8,55 |
|||||
|
5,50 |
13,65 |
9,30 |
11,37 |
9,35 |
11,04 |
7,77 |
9,90 |
7,15 |
9,44 |
|||||
|
6,0 |
14,70 |
10,39 |
12,19 |
9,91 |
11,84 |
8,93 |
11,12 |
8,32 |
10,67 |
|||||
|
6,50 |
16,27 |
9,94 |
12,24 |
9,28 |
11,76 |
|||||||||
|
7,00 |
17,32 |
11,71 |
13,91 |
11,11 |
13,48 |
|||||||||
|
8,0 |
19,42 |
13,35 |
15,88 |
12,71 |
15,41 |
|||||||||
Примечание. Профиль зубьев шеверов класса АА и А допускается выполнять в соответствии с требованиями потребителя с допусками, установленными настоящим стандартом.
2. Рекомендуются следующие назначения шеверов при обработке зубчатых колес с числом зубьев более 40:
класс АА - для колес 5-й степени точности;
класс А - для колес 6-й степени точности;
класс В - для колес 7-й степени точности.
Для получения рекомендуемой точности колес с числом зубьев менее 40 профиль зуба шевера должен корригироваться потребителем исходя из обработки конкретных зубчатых колес.
ПРИЛОЖЕНИЕ 2
Справочное
РЕКОМЕНДУЕМЫЕ РАЗМЕРЫ КАНАВОК, ОБРАЗУЮЩИХ РЕЖУЩИЕ КРОМКИ ЗУБЬЕВ ШЕВЕРОВ
Размеры канавок, образующих кромки зубьев шеверов типа 1, указаны на черт. 1 и в табл. 1, а типа 2 - на черт. 2 и в табл. 2.
Тип 1
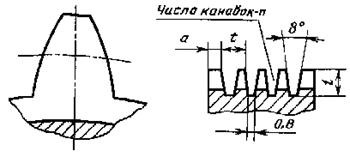
Черт. 1
Таблица 1
мм
|
l |
а |
t |
n |
|
|
Номинальный делительный диаметр 85 |
||||
|
1 |
3,0 |
1,6 |
2,1 |
6,0 |
|
1,125; 1,25 |
4,5 |
1,3 |
2,7 |
5,0 |
|
1,375; 1,5 |
5,0 |
|||
|
1,25 |
4,5 |
3,0 |
3,0 |
5,0 |
|
1,375 |
4,8 |
|||
|
1,5 |
5,0 |
|||
|
1,75 |
5,6 |
|||
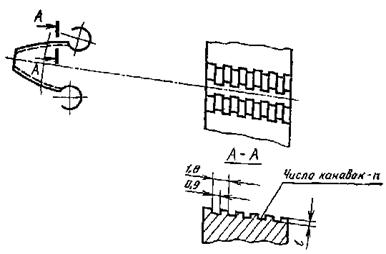
Тип 2
Исполнение 1
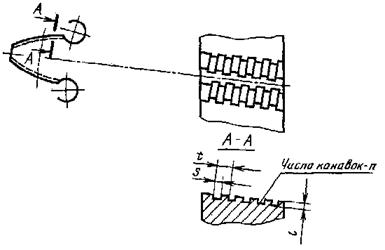
исполнение 2
Исполнение 3
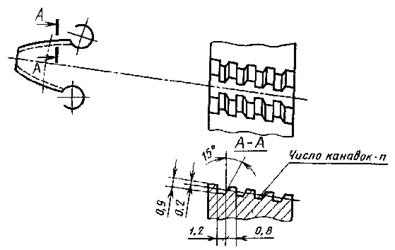
Черт. 2
Таблица 2
мм
|
Модуль m0 |
Исполнение 1 |
Исполнение 2 |
Исполнение 3 |
|||||||||
|
Номинальный делительный диаметр |
||||||||||||
|
180 и 250 |
180 |
250 |
180 и 250 |
180 |
250 |
180 |
250 |
|||||
|
l |
п |
l |
t |
S |
п |
n |
||||||
|
не более |
не менее |
|||||||||||
|
2 до 2,75 |
0,6 |
10 |
12 |
2,2 |
1,1 |
7 |
9 |
9 |
11 |
|||
|
0,6 |
||||||||||||
|
3 |
0,8 |
0,8 |
||||||||||
|
Св. 3 до 5 |
1,0 |
1,0 |
||||||||||
|
Св. 5 до 8 |
1,0 |
9 |
11 |
1,0 |
2,4 |
1,2 |
7 |
8 |
||||
Примечание. Допускается изготовлять канавки шеверов с радиусом скругления у основания канавки R 0,3 мм.
(Измененная редакция, Изм. № 2, 3).
СОДЕРЖАНИЕ