ГОСТ 7214-72
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОРОДКИ СЛЕСАРНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Технические условия Punches. |
ГОСТ 7214-72 |
Дата введения 01.01.74
Настоящий стандарт распространяется на ручные слесарные бородки, предназначенные для пробивки отверстий в листовых материалах и изготовляемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на бородки, предназначенные для работы во взрывоопасных условиях.
(Измененная редакция, Изм. № 2, 3).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Слесарные бородки должны изготовляться двух типов:
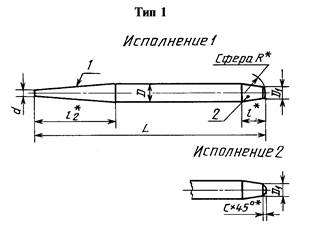
1 - бородки с конической рабочей частью;
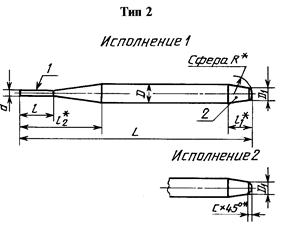
2 - бородки с цилиндрической рабочей частью.
1.2. Основные размеры бородков типа 1 должны соответствовать указанным на черт. 1 и в табл. 1, бородков типа 2 - на черт. 2 и в табл. 2.
Черт. 1 и 2 не определяют конструкцию бородков.
Размер d дан без учета защитно-декоративного покрытия.
_______
* Размеры для справок.
1 - рабочая часть; 2 - ударная часть
Размеры, мм
|
Применяемость |
Исполнение |
Группа стали |
d h14 |
D |
D1 |
L |
l |
l2 |
R |
с |
Конусность К
|
|
|
±IТ17 |
||||||||||||
|
7851-0151 |
|
1 |
А |
1,0 |
6,3 |
5 |
100 |
10 |
37 |
35 |
- |
1:7 |
|
7851-0152 |
|
Б |
||||||||||
|
7851-0153 |
|
2 |
А |
- |
1,0 |
|||||||
|
7851-0154 |
|
Б |
||||||||||
|
7851-0155 |
|
1 |
А |
2,0 |
8,0 |
7 |
42 |
35 |
- |
|||
|
7851-0156 |
|
Б |
||||||||||
|
7851-0157 |
|
2 |
А |
- |
1,0 |
|||||||
|
7851-0158 |
|
Б |
||||||||||
|
7851-0159 |
|
1 |
А |
3,2 |
10,0 |
9 |
125 |
47 |
40 |
- |
||
|
7851-0160 |
|
Б |
||||||||||
|
7851-0161 |
|
2 |
А |
- |
1,0 |
|||||||
|
7851-0162 |
|
Б |
||||||||||
|
7851-0163 |
|
1 |
А |
4,0 |
10,0 |
9 |
160 |
42 |
55 |
- |
1:10 |
|
|
7851-0164 |
Б |
|||||||||||
|
7851-0167 |
|
А |
6,3 |
12,0 |
10 |
16 |
58 |
|||||
|
7851-0168 |
|
Б |
||||||||||
|
7851-0171 |
|
А |
8,0 |
16,0 |
14 |
200 |
70 |
|||||
|
7851-0172 |
|
Б |
||||||||||
Пример условного обозначения бородка типа 1, исполнения 1, из стали группы А, диаметром рабочей части 6,3 мм, с покрытием Н12Х1:
Бородок 7851-0167 Н12Х1 ГОСТ 7214-72
_________
* Размеры для справок.
1 - рабочая часть: 2 - ударная часть
Размеры, мм
|
Применяемость |
Исполнение |
Группа стали |
d h14 |
D |
D1 |
L |
l |
l1 |
l2 |
R |
с |
|
|
±IT17 |
||||||||||||
|
7851-0175 |
|
1 |
А |
3,2 |
10 |
9 |
125 |
16 |
10 |
50 |
40 |
- |
|
7851-0176 |
|
Б |
||||||||||
|
7851-0177 |
|
2 |
А |
- |
1,0 |
|||||||
|
7851-0178 |
|
Б |
||||||||||
|
7851-0179 |
|
1 |
А |
4,0 |
20 |
40 |
- |
|||||
|
7851-0180 |
|
Б |
||||||||||
|
7851-0183 |
|
А |
5,0 |
12 |
10 |
160 |
25 |
16 |
60 |
55 |
||
|
7851-0184 |
|
Б |
||||||||||
|
7851-0187 |
|
А |
6,3 |
32 |
||||||||
|
7851-0188 |
|
Б |
||||||||||
|
7851-0191 |
|
А |
8,0 |
16 |
14 |
200 |
40 |
20 |
70 |
|||
|
7851-0192 |
|
Б |
||||||||||
Пример условного обозначения бородка типа 2, исполнения 1, из стали группы А, диаметром рабочей части 6,3 мм, с покрытием Н12Х1:
Бородок 7851-0187 HI2X1 ГОСТ 7214-72
(Измененная редакция, Изм. № 2, 3).
1.3. Предельные отклонения размеров поверхностей, не подвергаемых механической обработке, при изготовлении бородков из проката по ГОСТ 5210 и ГОСТ 7417.
(Введен дополнительно, Изм. № 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Бородки должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, а для продажи через розничную торговую сеть и образцам, утвержденным в установленном порядке.
Бородки должны изготовляться из инструментальной стали групп:
А - легированная сталь марок 7ХФ и 8ХФ по ГОСТ 5950;
Б - углеродистая сталь марок У7А и У8А по ГОСТ 1435.
Примечание. По заказу потребителя допускается изготовлять бородки из стали других марок.
(Измененная редакция, Изм. № 3).
2.2. Твердость рабочей и ударной частей бородка должна соответствовать указанной в табл. 3.
|
Группа стали |
Твердость HRCэ |
||
|
рабочей части бородков |
ударной части бородков типов 1 и 2 на длине не менее 20 мм |
||
|
типа 1 на длине не менее 20 мм |
типа 2 на длине не менее 10 мм |
||
|
56 . . . 60 |
41,5 . . . 46,5 |
||
|
Б |
54 . . . 58 |
36,5 . . . 41,5 |
|
(Измененная редакция, Изм. № 2, 3).
2.3. Шероховатость поверхностей бородков не должна быть ниже Rz 20 мкм по ГОСТ 2789.
Шероховатость поверхностей, не подвергаемых механической обработке, при изготовлении бородков из проката должна соответствовать требованиям ГОСТ 5210.
Примечание. По согласованию с потребителем допускается изготавливать бородки с накаткой на стержне.
(Измененная редакция, Изм. № 1, 3).
2.4. Бородки должны иметь одно из антикоррозионных покрытий, указанных в табл. 4.
|
Защитно-декоративные покрытия |
Обозначение по |
||
|
1 |
Окисное с промасливанием |
Хим. Окс. прм. |
|
|
|
Фосфатное с промасливанием |
Хим. Фос. прм. |
|
|
|
Хромовое толщиной 9 мкм |
Х9 |
- |
|
|
Лакокрасочное |
- |
Лак ВЛ-725 Бесцв. Ш В |
|
2 - 4 |
Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом, толщиной 12 мкм |
Н12.Х1 |
- |
|
Цинковое толщиной 15 мкм |
Ц15.хр |
- |
|
|
Фосфатное с последующей окраской поверхностей пентафталевой эмалью ПФ-115 различных цветов |
- |
Хим. Фос. Эм. ПФ-115, разл. цв. |
|
|
Кадмиевое толщиной 21 мкм хроматированное (для морской атмосферы) |
Кд21.хр |
- |
|
|
5 - 8 |
Хромовое толщиной 1 мкм с подслоем никеля 14 мкм, нанесенного электролитическим способом, и никеля толщиной 7 мкм, нанесенного тем же способом (для тропического климата) |
Н14.Н.Х1 |
- |
Примечания:
1. Бородки, выпускаемые для продажи через розничную торговую сеть, должны иметь защитно-декоративное покрытие не ниже 2-й группы условий эксплуатации по ГОСТ 9.303.
2. Допускается по согласованию с потребителем (торгующими организациями) применять другие металлические и неметаллические защитно-декоративные покрытия по ГОСТ 9.306, ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным в табл. 4.
3. Допускается отсутствие покрытия рабочей и ударной частей бородка на длине не более 3 мм.
(Измененная редакция, Изм. № 1, 2, 3).
2.5. Технические требования к качеству покрытий бородков - по ГОСТ 9.301 и ГОСТ 9.032.
2.6. Допуск соосности конических и цилиндрических поверхностей относительно оси - 0,2 мм для бородков d < 3 мм и 0,3 мм для бородков d > 3 мм.
(Измененная редакция, Изм. № 2, 3).
2.7. Допуск перпендикулярности торцовой поверхности рабочей части бородка относительно его оси - 0,5 мм.
(Измененная редакция, Изм. № 2).
2.8. Надежность бородков определяется количеством пробитых отверстий, при условии испытаний, указанных в п. 5.5 и табл. 5а.
|
d, мм |
Толщина листа, мм |
Число пробиваемых отверстий, шт. |
Масса молотка, кг |
|
1,0 |
0,6 |
250 |
0,5 |
|
2,0 |
1,1 |
||
|
3,2; 4,0 |
1,6 |
||
|
6,3; 8,0 |
100 |
0,8 |
Критерием предельного состояния являются критические дефекты бородков по ГОСТ 26810.
Примечание. Проверку бородков на надежность ввести с 01.01.91.
2.9. На бородках должны быть четко нанесены:
товарный знак предприятия-изготовителя;
диаметр рабочей части;
марка стали (для бородков, изготовленных из хромованадиевой стали);
обозначение бородков (последние четыре цифры), за исключением бородков для розничной продажи;
цена (для розничной продажи).
2.10. Остальные требования к маркировке и упаковке бородков - по ГОСТ 18088.
2.8 - 2.10. (Введены дополнительно, Изм. № 3).
3. ТЕХНИКА БЕЗОПАСНОСТИ
3.1. На поверхности бородков не должно быть трещин и расклепанных участков.
3.2. Выбираемые по п. 2.1 группы стали и по п. 2.4 антикоррозионные покрытия в процессе эксплуатации бородков должны исключать возможность растрескивания и образования осколков.
4. ПРИЕМКА
4.1. Приемка бородков - по ГОСТ 26810.
4.2. Периодические испытания следует проводить 1 раз в 3 года не менее чем на 5 бородках.
Испытаниям подвергаются бородки одного типоразмера.
(Измененная редакция, Изм. № 3).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Твердость рабочей и ударной частей бородка должна проверяться по ГОСТ 9013.
5.2. Качество гальванических покрытий должно проверяться по ГОСТ 9.302, лакокрасочных покрытий - по ГОСТ 9.032, ГОСТ 22133.
5.3. Допуск соосности конических и цилиндрических поверхностей относительно общей оси должен проверяться специальным шаблоном.
(Измененная редакция, Изм. № 2).
5.4. Перпендикулярность торцовой поверхности рабочей части бородка относительно его оси должна проверяться специальными или универсальными средствами.
(Измененная редакция, Изм. № 2, 3).
5.5. Испытание бородков на работоспособность должно проводиться в соответствии с требованиями табл. 5 пробитием вручную отверстий в нормализованной листовой полосе из стали марки 35 по ГОСТ 1050, расположенной на деревянной подкладке толщиной не менее 50 мм из древесины твердых пород (дуб, береза, бук, клен, ясень).
Таблица 5
|
d, мм |
Толщина листа, мм |
Число пробиваемых отверстий, шт. |
Масса молотка, кг |
|
1,0 |
0,6 |
10 |
0,5 |
|
2,0 |
1,1 |
||
|
3,2; 4,0 |
1,6 |
||
|
6,3; 8,0 |
0,8 |
(Измененная редакция, Изм. № 3).
5.6. Расстояние от края полосы до центра пробиваемого отверстия и между центрами соседних отверстий не должно быть менее 1,5 диаметра рабочей части бородка.
5.7. Допускается испытание бородков на специальном стенде, воспроизводящем реальные условия их эксплуатации.
5.8. После испытания на работоспособность на рабочей части бородков не должно быть вмятин, выкрошенных мест, завала рабочей кромки, а на ударной части - трещин, выкрошенных мест, расклепанных участков и бородки должны быть пригодны для дальнейшей работы.
Допускается нарушение защитно-декоративного покрытия на ударной и рабочей частях.
(Измененная редакция, Изм. № 3).
5.9. Испытания бородков на надежность проводят на испытательных стендах (или вручную). При этом результаты испытаний считают удовлетворительными, если каждый из контролируемых бородков не достигнет предельного состояния.
(Введен дополнительно, Изм. № 3).
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение бородков - по ГОСТ 18088.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует нормальную работу бородков при их использовании по назначению.
7.2. Гарантийный срок эксплуатации бородков - 9 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления - с момента получения потребителем.
Разд. 6, 7. (Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.09.72 № 1782
3. ВЗАМЕН ГОСТ 7214-54, МН 538-60
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
5. Ограничение срока действия снято по протоколу №5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ (август 2003г.) с Изменениями № 1, 2, 3, утвержденными в июне 1979 г., июне 1985 г., сентябре 1989 г. (ИУС 8-79, 10-85, 12-89)