ГОСТ 4047-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПИЛЫ ДИСКОВЫЕ СЕГМЕНТНЫЕ
ДЛЯ МЕТАЛЛА
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПИЛЫ ДИСКОВЫЕ СЕГМЕНТНЫЕ ДЛЯ МЕТАЛЛА Технические условия Rim saws for metal-cutting. Specifications |
ГОСТ |
Дата введения 01.07.83
Настоящий стандарт распространяется на дисковые сегментные пилы для металла с наружными диаметрами от 250 до 2000 мм, изготовляемые для нужд народного хозяйства и на экспорт, предназначенные для отрезки заготовок из стали и чугуна на фрезерно-отрезных станках общего и специального назначения.
Требования настоящего стандарта в части разд. 1, 2, 4 и 5, а также пп. 3.2 и 3.3 являются обязательными, другие требования - рекомендуемыми.
(Измененная редакция, Изм. № 1, 2).
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры пил должны соответствовать указанным на черт. 1 и в табл. 1.
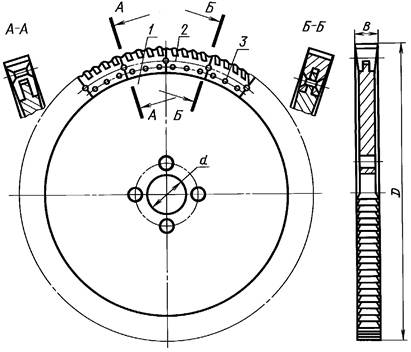
1 - диск; 2 - сегмент; 3 - заклепка
Черт. 1
Таблица 1
Размеры в мм
|
D, js 16 |
d H8 |
В, не более |
Число зубьев пилы при числе зубьев на каждом сегменте |
Крепление сегмента |
||||||||
|
4 |
6 |
8 |
||||||||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
Обозначение |
Применяемость |
4 |
6 |
8 |
||||
|
2257-0151 |
2257-0201 |
2257-0251 |
250* |
32 |
5,0 |
56 |
84 |
112 |
Тип А (с тремя заклепками) |
|||
|
2257-0152 |
2257-0202 |
2257-0252 |
275 |
|||||||||
|
2257-0153 |
2257-0203 |
2257-0253 |
315* |
40 |
||||||||
|
2257-0154 |
2257-0204 |
2257-0254 |
350 |
32 |
||||||||
|
2257-0155 |
2257-0205 |
2257-0255 |
400* |
50 |
6,0 |
72 |
108 |
144 |
||||
|
2257-0156 |
2257-0206 |
2257-0256 |
410 |
70 |
||||||||
|
2257-0157 |
2257-0207 |
2257-0257 |
500* |
50 |
||||||||
|
2257-0158 |
2257-0208 |
2257-0258 |
510* |
70 |
6,5 |
|||||||
|
2257-0159 |
2257-0209 |
2257-0259 |
610 |
80 |
80 |
120 |
160 |
|||||
|
2257-0161 |
2257-0211 |
2257-0261 |
630* |
|||||||||
|
2257-0162 |
2257-0212 |
2257-0262 |
710 |
96 |
144 |
192 |
||||||
|
2257-0163 |
2257-0213 |
2257-0263 |
800* |
7,0 |
||||||||
|
2257-0164 |
2257-0214 |
2257-0264 |
1000* |
100 |
8,0 |
120 |
180 |
240 |
||||
|
2257-0165 |
2257-0215 |
2257-0265 |
1010* |
120 |
||||||||
|
2257-0166 |
2257-0216 |
2257-0266 |
1250* |
100 |
9,0 |
144 |
216 |
288 |
Тип А (с тремя заклепками) |
|||
|
2257-0167 |
2257-0217 |
2257-0267 |
1430 |
150 |
12,5** |
|||||||
|
2257-0168 |
2257-0218 |
2257-0268 |
1600* |
120 |
||||||||
|
2257-0169 |
2257-0219 |
2257-0269 |
2000* |
14,5 |
176 |
264 |
352 |
|||||
|
2257-0171 |
2257-0221 |
2257-0271 |
2000 |
240 |
||||||||
Продолжение табл. 1
Размеры в мм
|
Пила с числом зубьев на каждом сегменте |
Поз. 1 Диск Кол. 1 |
Поз. 2 Сегмент |
Поз. 3 Заклепка. |
|||||||||
|
4 |
6 |
8 |
Обозначение с числом зубьев на каждом сегменте |
Кол. |
Обозначение |
Кол |
||||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
Обозначение |
Применяемость |
Обозначение |
4 |
6 |
8 |
|||
|
2257-0151 |
2257-0201 |
2257-0251 |
2257-0151/001 |
2257-0151/002 |
2257-0201/002 |
2257-0251/002 |
14 |
2257-0151/003 |
56 |
|||
|
2257-0152 |
2257-0202 |
2257-0252 |
2257-0152/001 |
2257-0152/002 |
2257-0202/002 |
2257-0252/002 |
2257-0152/003 |
|||||
|
2257-0153 |
2257-0203 |
2257-0253 |
2257-0153/001 |
2257-0153/002 |
2257-0203/002 |
2257-0253/002 |
2257-0153/003 |
|||||
|
2257-0154 |
2257-0204 |
2257-0254 |
2257-0154/001 |
2257-0154/002 |
2257-0204/002 |
2257-0254/002 |
2257-0154/003 |
|||||
|
2257-0155 |
2257-0205 |
2257-0255 |
2257-0155/001 |
2257-0155/002 |
2257-0205/002 |
2257-0255/002 |
18 |
2257-0155/003 |
72 |
|||
|
2257-0156 |
2257-0206 |
2257-0256 |
2257-0156/001 |
2257-0156/002 |
2257-0206/002 |
2257-0256/002 |
2257-0156/003 |
|||||
|
2257-0157 |
2257-0207 |
2257-0257 |
2257-0157/001 |
2257-0157/002 |
2257-0207/002 |
2257-0257/002 |
2257-0157/003 |
|||||
|
2257-0158 |
2257-0208 |
2257-0258 |
2257-0158/001 |
2257-0158/002 |
2257-0208/002 |
2257-0258/002 |
2257-0158/003 |
|||||
|
2257-0159 |
2257-0209 |
2257-0259 |
2257-0159/001 |
2257-0159/002 |
2257-0209/002 |
2257-0259/002 |
20 |
80 |
||||
|
2257-0161 |
2257-0211 |
2257-0261 |
2257-0161/001 |
2257-0161/002 |
2257-0211/002 |
2257-0261/002 |
2257-0161/003 |
|||||
|
2257-0162 |
2257-0212 |
2257-0262 |
2257-0162/001 |
2257-0162/002 |
2257-0212/002 |
2257-0262/002 |
24 |
2257-0162/003 |
96 |
|||
|
2257-0163 |
2257-0213 |
2257-0263 |
2257-0163/001 |
2257-0163/002 |
2257-0213/002 |
2257-0263/002 |
2257-0163/003 |
|||||
|
2257-0164 |
2257-0214 |
2257-0264 |
2257-0164/001 |
2257-0164/002 |
2257-0214/002 |
2257-0264/002 |
30 |
2257-0164/003 |
120 |
|||
|
2257-0165 |
2257-0215 |
2257-0265 |
2257-0165/001 |
2257-0165/002 |
2257-0215/002 |
2257-0265/002 |
||||||
|
2257-0166 |
2257-0216 |
2257-0266 |
2257-0166/001 |
2257-0166/002 |
2257-0216/002 |
2257-0266/002 |
36 |
2257-0166/003 |
180 |
|||
|
2257-0167 |
2257-0217 |
2257-0267 |
2257-0167/001 |
2257-0167/002 |
2257-0217/002 |
2257-0267/002 |
2257-0167/003 |
|||||
|
2257-0168 |
2257-0218 |
2257-0268 |
2257-0168/001 |
2257-0168/002 |
2257-0218/002 |
2257-0268/002 |
||||||
|
2257-0169 |
2257-0219 |
2257-0269 |
2257-0169/001 |
2257-0169/002 |
2257-0219/002 |
2257-0269/002 |
44 |
2257-0169/003 |
220 |
|||
|
2257-0171 |
2257-0221 |
2257-0271 |
2257-0171/001 |
2257-0171/002 |
2257-0221/002 |
2257-0271/002 |
||||||
____________
* Размеры пил соответствуют ИСО 2924-73 (см. приложение 2).
** Пилы диаметром D = 1430 мм допускается изготовлять шириной B = 10,5 мм.
Пример условного обозначения дисковой сегментной пилы диаметром D = 315 мм с 56 зубьями:
Пила 2257-0153 ГОСТ 4047-82
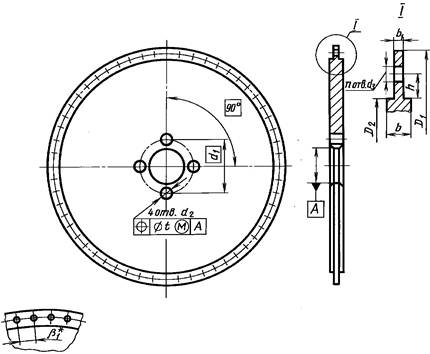
1.2. Основные размеры дисков должны соответствовать указанным на черт. 2 и в табл. 2.
___________
* Размер для справок.
Черт. 2
Таблица 2
Размеры в мм
|
Диаметр пилы D |
D1 |
D2 |
h |
b, |
b1, |
Отверстие |
||||||
|
Н10 |
± 0,11 |
+0,1 |
h11 |
поводковое |
крепежное |
|||||||
|
-0,2 |
d2, js14 |
d1 |
t |
d3, H13 |
n |
b1 |
||||||
|
2257-0151/001 |
250 |
205 |
185 |
5,0 |
3,5 |
1,5 |
8,5 |
50 |
0,30 |
4,2 |
42 |
8°34'17" |
|
2257-0152/001 |
275 |
234 |
210 |
6,0 |
12,0 |
62 |
4,0 |
|||||
|
2257-0153/001 |
315 |
265 |
245 |
5,0 |
10,5 |
63 |
4,2 |
|||||
|
2257-0154/001 |
350 |
304 |
280 |
6,0 |
16,0 |
62 |
4,0 |
|||||
|
2257-0155/001 |
400 |
346 |
326 |
5,0 |
17,0 |
80 |
0,35 |
4,2 |
54 |
6°40'00" |
||
|
2257-0156/001 |
410 |
360 |
336 |
6,0 |
22,0 |
110 |
4,0 |
|||||
|
2257-0157/001 |
500 |
446 |
420 |
6,2 |
4,2 |
1,8 |
17,0 |
100 |
5,2 |
|||
|
2257-0158/001 |
510 |
460 |
430 |
7,5 |
4,0 |
22,0 |
110 |
5,0 |
||||
|
2257-0159/001 |
610 |
550 |
520 |
7,2 |
4,2 |
24,0 |
120 |
60 |
6°00'00" |
|||
|
2257-0161/001 |
630 |
566 |
540 |
6,2 |
22,0 |
5,2 |
||||||
|
2257-0162/001 |
710 |
650 |
620 |
7,5 |
4,7 |
2,0 |
24,0 |
5,0 |
72 |
5°00'00" |
||
|
2257-0163/001 |
800 |
726 |
700 |
6,5 |
5,0 |
2,2 |
22,0 |
6,0 |
||||
|
2257-0164/001 |
1000 |
926 |
900 |
6,0 |
2,5 |
32,0 |
200 |
0,45 |
90 |
4°00'00" |
||
|
2257-0165/001 |
1010 |
948 |
910 |
10 |
27,0 |
185 |
||||||
|
2257-0166/001 |
1250 |
1178 |
1140 |
10,0 |
7,0 |
3,0 |
32,0 |
200 |
144 |
2°30'00" |
||
|
2257-0167/001 |
1430 |
1340 |
1300 |
8,0 |
3,6 |
27,0 |
225 |
0,55 |
7,0 |
|||
|
2257-0168/001 |
1600 |
1510 |
1470 |
10,0 |
4,5 |
40,0 |
315 |
|||||
|
2257-0169/001 |
2000 |
1910 |
1870 |
12,0 |
6,0 |
400 |
176 |
2°02'45" |
||||
|
2257-0171/001 |
37,0 |
320 |
||||||||||
Примечания:
1. (Исключено, Изм. № 2).
2. Диски по 2-му ряду диаметрами до 510 мм допускается изготовлять с двумя поводковыми отверстиями.
Пример условного обозначения диска сегментной пилы диаметром D = 315 мм:
Диск 2257-0153/001 ГОСТ 4047-82
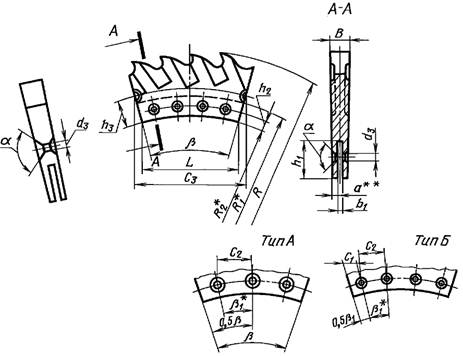
1.3. Основные размеры сегментов должны соответствовать указанным на черт. 3 и в табл. 3.
____________
* Размеры для справок.
** Размер указан для запасного сегмента.
Черт. 3
Таблица 3
Размеры в мм
|
Диаметр пилы D |
R |
R1 |
R2 |
h1, Н15 |
h2, ± 0,11 |
h3, ± 0,14 |
L, js11 |
B, не более |
|||
|
4 |
6 |
8 |
|||||||||
|
2257-0151/002 |
2257-0201/002 |
2257-0251/002 |
250 |
125,5 |
102,5 |
92,5 |
10,0 |
5,1 |
15 |
41,2 |
5,0 |
|
2257-0152/002 |
2257-0202/002 |
2257-0252/002 |
275 |
138,0 |
117,0 |
105,0 |
12,0 |
6,1 |
16 |
46,7 |
|
|
2257-0153/002 |
2257-0203/002 |
2257-0253/002 |
315 |
158,0 |
132,5 |
122,5 |
10,0 |
5,1 |
15 |
54,5 |
|
|
2257-0154/002 |
2257-0204/002 |
2257-0254/002 |
350 |
175,5 |
152,0 |
140,0 |
12,0 |
6,1 |
16 |
62,3 |
|
|
2257-0155/002 |
2257-0205/002 |
2257-0255/002 |
400 |
200,5 |
173,0 |
163,0 |
10,0 |
5,1 |
15 |
56,6 |
6,0 |
|
2257-0156/002 |
2257-0206/002 |
2257-0256/002 |
410 |
205,5 |
180,0 |
168,0 |
12,0 |
6,1 |
16 |
58,3 |
|
|
2257-0157/002 |
2257-0207/002 |
2257-0257/002 |
500 |
250,5 |
223,0 |
210,0 |
13,0 |
6,3 |
19 |
72,9 |
|
|
2257-0158/002 |
2257-0208/002 |
2257-0258/002 |
510 |
255,5 |
230,0 |
215,0 |
15,0 |
7,6 |
20 |
74,7 |
6,5 |
|
2257-0159/002 |
2257-0209/002 |
2257-0259/002 |
610 |
305,5 |
275,0 |
260,0 |
7,3 |
81,3 |
|||
|
2257-0161/002 |
2257-0211/002 |
2257-0261/002 |
630 |
315,5 |
283,0 |
270,0 |
13,0 |
6,3 |
19 |
84,5 |
|
|
2257-0162/002 |
2257-0212/002 |
2257-0262/002 |
710 |
355,5 |
325,0 |
310,0 |
15,0 |
7,6 |
20 |
80,9 |
|
|
2257-0163/002 |
2257-0213/002 |
2257-0263/002 |
800 |
400,5 |
363,0 |
350,0 |
13,0 |
6,6 |
19 |
91,4 |
7,0 |
|
2257-0164/002 |
2257-0214/002 |
2257-0264/002 |
1000 |
500,5 |
463,0 |
450,0 |
94,1 |
8,0 |
|||
|
2257-0165/002 |
2257-0215/002 |
2257-0265/002 |
1010 |
505,5 |
474,0 |
455,0 |
19,0 |
10,1 |
25 |
95,1 |
|
|
2257-0166/002 |
2257-0216/002 |
2257-0266/002 |
1250 |
625,5 |
589,0 |
570,0 |
19,0 |
99,4 |
9,0 |
||
|
2257-0167/002 |
2257-0217/002 |
2257-0267/002 |
1430 |
715,5 |
670,0 |
650,0 |
20,0 |
26,5 |
113,3 |
12,5* |
|
|
2257-0168/002 |
2257-0218/002 |
2257-0268/002 |
1600 |
800,5 |
755,0 |
735,0 |
20,0 |
128,1 |
|||
|
2257-0169/002 |
2257-0219/002 |
2257-0269/002 |
2000 |
1000,5 |
955,0 |
935,0 |
133,4 |
14,5 |
|||
|
2257-0171/002 |
2257-0221/002 |
2257-0271/002 |
955,0 |
20,0 |
|||||||
Продолжение табл. 3
Размеры в мм
|
Обозначение сегмента с числом зубьев |
a h14 |
h1 H13 |
d3 |
C1 js11 |
C2 js11 |
C3 js11 |
b1 |
b |
a |
||
|
4 |
6 |
8 |
|||||||||
|
2257-0151/002 |
2257-0201/002 |
2257-0251/002 |
1,05 |
1,5 |
4,2 |
- |
14,587 |
47,841 |
8°34'17" |
25°42'51" |
90°** |
|
2257-0152/002 |
2257-0202/002 |
2257-0252/002 |
4,0 |
16,610 |
53,849 |
||||||
|
2257-0153/002 |
2257-0203/002 |
2257-0253/002 |
4,2 |
19,071 |
61,192 |
||||||
|
2257-0154/002 |
2257-0204/002 |
2257-0254/002 |
4,0 |
21,835 |
69,425 |
||||||
|
2257-0155/002 |
2257-0205/002 |
2257-0255/002 |
4,2 |
19,547 |
61,819 |
6°40'00" |
20°00'00" |
||||
|
2257-0156/002 |
2257-0206/002 |
2257-0256/002 |
1,25 |
1,8 |
4,0 |
20,246 |
63,902 |
||||
|
2257-0157/002 |
2257-0207/002 |
2257-0257/002 |
5,2 |
25,151 |
79,532 |
||||||
|
2257-0158/002 |
2257-0208/002 |
2257-0258/002 |
5,0 |
25,886 |
81,614 |
||||||
|
2257-0159/002 |
2257-0209/002 |
2257-0259/002 |
27,990 |
87,603 |
6° 00' 00" |
18° 00' 00" |
|||||
|
2257-0161/002 |
2257-0211/002 |
2257-0261/002 |
5,2 |
28,923 |
90,416 |
||||||
|
2257-0162/002 |
2257-0212/002 |
2257-0262/002 |
1,40 |
2,0 |
5,0 |
27,707 |
86,147 |
5°00'00" |
15°00'00" |
75° |
|
|
2257-0163/002 |
2257-0213/002 |
2257-0263/002 |
1,45 |
2,2 |
6,0 |
31,109 |
96,331 |
||||
|
2257-0164/002 |
2257-0214/002 |
2257-0264/002 |
1,80 |
2,5 |
31,870 |
98,049 |
4°00'00" |
12°00'00" |
|||
|
2257-0165/002 |
2257-0215/002 |
2257-0265/002 |
32,464 |
100,347 |
|||||||
|
2257-0166/002 |
2257-0216/002 |
2257-0266/002 |
2,05 |
3,0 |
12,655 |
25,310 |
103,720 |
2°30'00" |
10°00'00" |
||
|
2257-0167/002 |
2257-0217/002 |
2257-0267/002 |
2,25 |
3,6 |
7,0 |
14,400 |
28,800 |
117,922 |
|||
|
2257-0168/002 |
2257-0218/002 |
2257-0268/002 |
2,80 |
4,5 |
16,254 |
32,509 |
132,738 |
||||
|
2257-0169/002 |
2257-0219/002 |
2257-0269/002 |
3,00 |
6,0 |
16,870 |
33,740 |
137,183 |
2°02'45" |
8°10'55" |
||
|
2257-0171/002 |
2257-0221/002 |
2257-0271/002 |
|||||||||
_____________
* Сегменты к пилам D = 1430 мм допускается изготавливать шириной B = 10,5 мм.
** Допускается угол a = 75°.
Пример условного обозначения сегмента дисковой сегментной пилы диаметром D = 315 мм с 4-мя зубьями:
Сегмент 2257-0153/002 ГОСТ 4047-82
1.1 - 1.3. (Измененная редакция, Изм. № 1, 2).
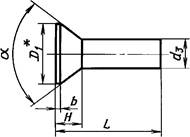
1.4. Основные размеры заклепок к пилам должны соответствовать указанным на черт. 4 и в табл. 4.
___________
* Размер для справок.
Черт. 4
Таблица 4
Размеры в мм
|
Диаметр пилы D |
D1 |
d3 |
L |
Н |
b |
a |
|
|
2257-0151/003 |
250 |
7,8 |
4,0 |
11,0 |
2,0 |
- |
90°* |
|
2257-0152/003 |
275 |
3,8 |
|||||
|
2257-0153/003 |
315 |
4,0 |
|||||
|
2257-0154/003 |
350 |
3,8 |
|||||
|
2257-0155/003 |
400 |
4,0 |
|||||
|
2257-0156/001 |
410 |
3,8 |
|||||
|
2257-0157/001 |
500 |
9,8 |
5,0 |
12,0 |
2,5 |
||
|
2257-0158/001 |
510 |
4,8 |
|||||
|
610 |
|||||||
|
2257-0161/003 |
630 |
5,0 |
|||||
|
2257-0162/003 |
710 |
9,5 |
4,7 |
16,5 |
3,5 |
0,4 |
75° |
|
2257-0163/003 |
800 |
10,6 |
5,7 |
17,5 |
|||
|
2257-0164/003 |
1000 |
18,0 |
|||||
|
1010 |
|||||||
|
2257-0166/003 |
1250 |
19,0 |
|||||
|
2257-0167/003 |
1430 |
11,2 |
6,6 |
25,0 |
4,0 |
1,0 |
|
|
1600 |
|||||||
|
2257-0169/003 |
2000 |
27,0 |
___________
* Допускается угол a = 75°.
Пример условного обозначения заклепки диаметром d3 = 6,6 мм, L = 25 мм:
Заклепка 2257-0167/003 ГОСТ 4047-82
(Измененная редакция, Изм. № 2).
1.5. Конструктивные элементы и геометрические параметры пил указаны в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пилы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Сегменты пил должны быть изготовлены из быстрорежущей стали по ГОСТ 19265.
Допускается изготовлять сегменты пил из других марок быстрорежущей стали, обеспечивающих стойкость пил в соответствии с требованиями настоящего стандарта.
(Измененная редакция, Изм. № 1).
2.3. Сегменты должны изготовляться цельными, сварными или биметаллическими. В сварных и биметаллических сегментах крепежная часть должна изготовляться из легированной стали марки 40Х по ГОСТ 4543 или из углеродистой стали марки 45 или 50 по ГОСТ 1050.
2.4. Диски пил должны быть изготовлены из стали марки 50Г по ГОСТ 4543 или 65Г и 70Г по ГОСТ 14959.
(Измененная редакция, Изм. № 1).
2.5. Пилы диаметром 710 мм и более должны изготавливаться со строповочными отверстиями. Пилы диаметрами 610 и 630 мм допускается изготавливать со строповочными отверстиями.
2.6. Заклепки к пилам должны быть изготовлены из стали марки 08 кп, 10 кп или 15 по ГОСТ 1050.
2.7. Твердость рабочей части сегментов должна быть не менее 63 HRCэ, а нерабочей - не более 46 HRCэ.
Твердость сегментов из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более должна быть выше на 1 - 2 единицы HRCэ.
(Измененная редакция, Изм. № 1).
2.8. Твердость рабочей части сегментов должна проверяться на 2 - 5 мм ниже впадины зуба по направлению к центру пилы, а нерабочей части - на 2 мм выше паза.
2.9. Твердость диска должна быть: 38 ... 44 HRCэ, для пил диаметром свыше 1000 мм допускается твердость 24 ... 35 HRCэ.
(Измененная редакция, Изм. № 1).
2.10. Параметры шероховатости поверхности пил по ГОСТ 2789 не должны быть более, мкм:
|
- передних и задних поверхностей зуба, центрального посадочного отверстия, боковых поверхностей закрепленных сегментов |
Ra 1,25 |
|
- боковых поверхностей дисков и выемок сегментов......... |
Ra 2,5 |
|
- поверхностей гребней и заплечиков дисков и поверхностей стружечных канавок сегментов |
Rz 20 |
|
- остальных поверхностей....................................................... |
Rz 40. |
2.11. Запасные сегменты должны быть незаточенными с учетом припуска на шлифовку по профилю не менее 0,5 мм. Параметры шероховатости поверхностей запасных сегментов по ГОСТ 2789 не должны быть более, мкм:
|
- передних, задних поверхностей зуба и торцовых поверхностей сегмента |
Ra 10 |
|
- боковых поверхностей.......................................................... |
Ra 2,5. |
2.12. (Исключен, Изм. № 2).
2.13. При сборке пилы допускается подгонка не более четырех сегментов, расположенных диаметрально по окружности гребня диска.
2.14. Допуски радиального и торцового биения должны соответствовать указанным в табл. 5.
Таблица 5
Размеры в мм
|
Допуск радиального биения для пил |
Допуск торцового биения для пил |
|||
|
нормальной точности |
повышенной точности |
нормальной точности |
повышенной точности |
|
|
250 |
0,20 |
- |
0,3 |
- |
|
275 |
||||
|
315 |
0,10 |
0,2 |
||
|
350 |
||||
|
400 |
- |
0,4 |
- |
|
|
410 |
0,25 |
|||
|
500 |
0,15 |
0,3 |
||
|
510 |
||||
|
610 |
0,30 |
- |
0,8 |
|
|
630 |
||||
|
710 |
0,15 |
0,5 |
||
|
800 |
0,20 |
0,6 |
||
|
1000 |
0,40 |
1,0 |
||
|
1010 |
||||
|
1250 |
0,25 |
0,8 |
||
|
1430 |
0,50 |
1,5 |
||
|
1600 |
||||
|
2000 |
0,80 |
- |
2,2 |
- |
(Измененная редакция, Изм. № 2).
2.16. На боковых поверхностях дисков допускаются следы правки.
2.17. В сварных сегментах нарушение непрерывности шва по линии стыковой сварки не допускается.
Суммарная допустимая длина поверхностных раковин (по длине шва) - не более 3 мм. На участке шва длиной 8 мм от стыковой поверхности сегмента, расположенной по направлению резания раковины, не допускаются.
2.18. Сегменты должны быть прикреплены к диску жестко, без шатаний.
2.19. (Исключен, Изм. № 2).
2.20. Ширина паза сегмента должна проверяться на расстоянии не более 5 мм от основания паза.
2.21. Допуск симметричности гребня диска относительно средней плоскости диска (до сборки) не более 0,1 мм.
2.22. Предельные отклонения размеров не должны превышать указанных значений:
|
|
b 12 |
|
Разность окружных шагов заклепочных отверстий диска...... |
js 11 |
|
Разность окружных шагов зубьев пилы.................................... |
± 0,5 мм |
2.23. Средний и 95 %-ный периоды стойкости должны быть не менее указанных в табл. 5а при условиях испытаний, указанных в разд. 4.
Таблица 5а
|
Диаметр пилы D, мм |
Средний период стойкости, мин |
95 %-ный период стойкости, мин |
|
До 275 |
350 |
140 |
|
Св. 275 » 350 |
440 |
176 |
|
» 350 » 410 |
520 |
208 |
|
» 410 » 510 |
700 |
280 |
|
» 510 » 630 |
780 |
312 |
|
» 630 |
870 |
348 |
(Измененная редакция, Изм. № 2).
2.24. Критерием затупления пил является износ по задней поверхности не более 0,8 мм.
(Введен дополнительно, Изм. № 1).
2.25. На каждой пиле должны быть четко нанесены:
- обозначение пилы;
- товарный знак предприятия-изготовителя;
- номинальный диаметр;
- марка стали сегмента.
На каждом запасном сегменте должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- номинальный диаметр пилы;
- марка стали сегмента.
2.26. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
2.25, 2.26. (Измененная редакция, Изм. № 2).
3. ПРИЕМКА
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1, 2).
3.3. Испытаниям следует подвергать пилы одного диаметра из диапазонов: 250 - 630 мм; 710 - 2000 мм.
(Измененная редакция, Изм. № 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Дефекты поверхностей пил (пп. 2.15; 2.17) выявляются визуально или с помощью лупы с увеличением не менее 5´ по ГОСТ 25706.
4.2. Шероховатость поверхностей контролируется сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими предельные значения шероховатости или на приборах типа ПСС по ГОСТ 9847 или на профилометрах по ГОСТ 19300. Сравнение осуществляется визуально при помощи лупы увеличения 4´ по ГОСТ 25706.
а) при измерении линейных размеров - величин, указанных в ГОСТ 8.051;
б) при измерении допусков расположения поверхностей - 25 % от допуска на проверяемый параметр;
в) при измерении углов - 35 % значений допуска на проверяемый угол.
4.4. Биение контролируется при установке пилы на оправке, имеющей опорный торец диаметром не менее d1.
4.2 - 4.4. (Измененная редакция, Изм. № 1).
4.5. Контроль твердости пил (пп. 2.7 - 2.9) - по ГОСТ 9013.
4.6. Испытания пил на работоспособность, средний и 95 %-ный периоды стойкости должны проводиться на фрезерно-отрезных станках с применением вспомогательного инструмента и оснастки, соответствующих установленным для них нормам точности и жесткости.
(Измененная редакция, Изм. № 1, 2).
4.7. Пила должна выдержать испытания на работоспособность без изломов, вмятин и выкрашиваний режущих кромок.
Пила после испытаний должна сохранить свои режущие свойства и быть пригодна к дальнейшей работе.
4.8. Испытания пил должны проводиться по стали марки 45 по ГОСТ 1050 твердостью 187 - 207 НВ.
4.7, 4.8. (Измененная редакция, Изм. № 1).
4.9. В качестве смазочно-охлаждающей жидкости должен применяться 5 %-ный (по массе) раствор эмульсола в воде с расходом не менее 20 л/мин.
4.10. Режимы резания при испытании пил на работоспособность и стойкость должны соответствовать указанным в табл. 6.
Таблица 6
|
Диаметр пилы D, мм |
Диаметр разрезаемого материала, мм |
Подача на 2 зуба, мм |
Скорость резания, м/мин |
|
250 - 400 |
50 - 75 |
0,06 |
30 |
|
410 |
25 |
||
|
500 - 510 |
75 - 100 |
0,08 |
23 |
|
610 - 630 |
22 |
||
|
710 |
0,10 |
21 |
|
|
800 |
100 - 125 |
19 |
|
|
1000 - 1010 |
18 |
||
|
1250 - 1430 |
125 - 150 |
17 |
|
|
1600 - 2000 |
150 - 175 |
16 |
(Измененная редакция, Изм. № 1, 2).
4.11. Испытания пил на работоспособность должны проводиться при трех резах.
(Измененная редакция, Изм. № 1).
4.12. Приемочные значения среднего и 95 %-ного периодов стойкости должны быть не менее указанных в табл. 7.
Таблица 7
|
Диаметр пилы D, мм |
Приемочные значения периодов стойкости, мин |
|
|
среднего |
95 %-ного |
|
|
До 275 |
400 |
160 |
|
Св. 275 » 350 |
500 |
200 |
|
» 350 » 410 |
600 |
240 |
|
» 410 » 510 |
800 |
320 |
|
» 510 » 630 |
900 |
360 |
|
» 630 |
1000 |
400 |
4.13. Допускается проводить испытания пил на средний и 95 %-ный периоды стойкости диаметром 630 - 1430 мм методом моделирования путем наружного продольного точения зубом пилы на токарных станках, удовлетворяющих установленным для них нормам точности и жесткости.
4.12, 4.13. (Измененная редакция, Изм. № 1, 2).
4.14. Моделирование испытания должно проводиться на трех пилах. На каждой пиле должно быть испытано не менее четырех зубьев, равноудаленных по окружности.
(Введен дополнительно, Изм. № 1).
4.15. Режимы точения, допустимый износ по задней поверхности зуба и приемочные значения среднего и 95 %-ного периодов стойкости должны соответствовать указанным в табл. 8.
Требования к надежности следует считать подтвержденными, если для каждой из трех испытываемых пил средний фактический износ, рассчитанный по четырем зубьям, не выше указанного в табл. 8.
Таблица 8
|
v, м/мин ± 10 % |
s, мм/об |
l, мм |
Допустимый износ h3, мм |
Приемочные значения периодов стойкости, мин |
||
|
среднего |
95 %-ного |
|||||
|
Сталь 40Х |
55 |
0,15 |
0,5 |
0,4 |
8 |
4 |
|
Сталь 45 |
70 |
0,3 |
12 |
6 |
||
(Измененная редакция, Изм. № 1, 2).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение - по ГОСТ 18088.
Разд. 5. (Измененная редакция, Изм. № 1).
Разд. 6. (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ 1а. (Исключено, Изм. № 2).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ПИЛ
1. Конструктивные элементы и геометрические параметры пил с диаметрами по первому ряду указаны на чертеже и в табл. 1, с диаметрами по второму ряду - на чертеже и в табл. 2.
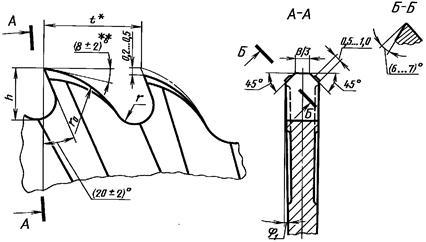
____________
* Размер для справок.
** Допускается на ленточке шириной 0,5 ... 3 мм
Таблица 1
Размеры в мм
|
Число зубьев z |
r0 |
r |
h |
t |
j1 |
Диаметр пилы D |
Число зубьев z |
r0 |
r |
h |
t |
j1 |
|
|
250 |
56 |
16,25 |
3,55 |
6,00 |
14,02 |
1°19' |
800 |
96 |
25,00 |
6,50 |
10,20 |
26,16 |
0°55' |
|
84 |
10,25 |
2,75 |
3,85 |
9,35 |
144 |
16,00 |
4,50 |
6,90 |
17,44 |
||||
|
112 |
7,55 |
2,25 |
2,85 |
7,01 |
192 |
14,00 |
3,00 |
5,30 |
13,08 |
||||
|
315 |
56 |
20,00 |
4,00 |
6,95 |
17,67 |
1°14' |
1000 |
120 |
25,00 |
6,50 |
10,20 |
26,16 |
|
|
84 |
11,90 |
3,10 |
4,60 |
11,78 |
180 |
16,00 |
4,50 |
6,90 |
17,44 |
||||
|
112 |
8,70 |
2,50 |
3,20 |
8,84 |
240 |
14,00 |
3,00 |
5,30 |
13,08 |
||||
|
400 |
72 |
20,00 |
4,00 |
6,95 |
17,45 |
1°10' |
1250 |
144 |
27,50 |
6,50 |
11,50 |
27,25 |
|
|
108 |
11,90 |
3,10 |
4,60 |
11,64 |
216 |
20,00 |
4,00 |
7,50 |
18,17 |
||||
|
144 |
8,70 |
2,50 |
3,40 |
8,73 |
288 |
15,60 |
3,00 |
5,50 |
13,62 |
||||
|
500 |
72 |
21,05 |
5,60 |
8,70 |
21,82 |
1°06' |
1600 |
144 |
34,00 |
8,50 |
14,50 |
34,88 |
|
|
108 |
15,00 |
3,70 |
5,80 |
14,54 |
216 |
23,00 |
5,50 |
10,00 |
23,25 |
||||
|
144 |
11,10 |
2,90 |
4,30 |
10,91 |
288 |
22,00 |
3,50 |
7,00 |
17,44 |
||||
|
630 |
80 |
23,35 |
6,00 |
9,40 |
24,74 |
2000 |
176 |
36,50 |
8,50 |
14,50 |
35,68 |
||
|
120 |
16,20 |
3,90 |
6,20 |
16,49 |
264 |
18,00 |
6,50 |
12,00 |
23,78 |
||||
|
160 |
11,90 |
3,10 |
4,60 |
12,37 |
352 |
24,00 |
3,50 |
7,00 |
17,84 |
Таблица 2
Размеры, мм
|
Число зубьев z |
r0 |
r |
h |
l |
j1 |
|
|
275 |
56 |
16,25 |
3,55 |
6,15 |
15,41 |
1°19' |
|
84 |
10,25 |
2,75 |
4,00 |
10,28 |
||
|
112 |
7,55 |
2,25 |
2,90 |
7,71 |
||
|
350 |
56 |
20,00 |
4,00 |
6,95 |
19,62 |
1°14' |
|
84 |
11,90 |
3,10 |
4,60 |
13,08 |
||
|
112 |
8,70 |
2,50 |
3,20 |
9,81 |
||
|
410 |
72 |
20,00 |
4,00 |
6,95 |
17,88 |
1°10' |
|
108 |
11,90 |
3,10 |
4,60 |
11,92 |
||
|
144 |
8,70 |
2,50 |
3,40 |
8,94 |
||
|
510 |
72 |
21,05 |
5,60 |
8,70 |
22,24 |
1°06' |
|
108 |
15,00 |
3,76 |
5,80 |
14,83 |
||
|
144 |
11,10 |
2,90 |
4,30 |
11,12 |
||
|
610 |
80 |
23,35 |
6,00 |
9,40 |
23,94 |
|
|
120 |
16,20 |
3,90 |
6,20 |
15,96 |
||
|
160 |
11,90 |
3,10 |
4,60 |
11,97 |
||
|
710 |
96 |
24,00 |
6,00 |
9,50 |
23,23 |
0°55' |
|
144 |
16,00 |
4,00 |
6,50 |
15,48 |
||
|
192 |
12,00 |
3,00 |
5,00 |
11,61 |
||
|
1010 |
120 |
27,00 |
6,50 |
11,00 |
26,44 |
0°55' |
|
180 |
18,00 |
4,50 |
7,00 |
17,62 |
||
|
240 |
13,00 |
3,00 |
5,50 |
13,12 |
||
|
1430 |
144 |
32,00 |
8,00 |
13,00 |
31,18 |
|
|
216 |
23,00 |
5,50 |
9,00 |
20,79 |
||
|
288 |
21,00 |
3,00 |
6,50 |
15,58 |
||
|
2000 |
176 |
36,50 |
8,50 |
14,50 |
35,68 |
|
|
264 |
18,00 |
6,50 |
12,00 |
23,80 |
||
|
352 |
24,00 |
3,50 |
7,00 |
17,84 |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Справочное
СООТВЕТСТВИЕ НАСТОЯЩЕГО СТАНДАРТА СТАНДАРТУ ИСО 2924-73
Размеры дисковых сегментных пил, установленные в настоящем стандарте, полностью охватывают номенклатуру размеров дисковых пил по стандарту ИСО 2924-73. Размеры дисковых пил по стандарту ИСО 2924-73 отмечены в табл. 1 - 5 настоящего стандарта знаком *.
В настоящем стандарте расширена номенклатура размеров дисковых сегментных пил. Дополнительно включены требования к материалу, твердости, точностным параметрам и надежности пил, а также требования к правилам приемки, методам испытаний, упаковке, транспортированию и хранению пил.
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И. Семенченко, Н.И. Минаева, Н.А. Коптева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.03.82 № 1055
3. В стандарт полностью введен ИСО 2924-73
4. Стандарт полностью соответствует СТ СЭВ 276-76 и СТ СЭВ 427-77
5. ВЗАМЕН ГОСТ 4047-52
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
7. Ограничение срока действия снято Постановлением Госстандарта СССР от 06.05.91 № 636
8. ИЗДАНИЕ (декабрь 2003 г.) с Изменениями № 1, 2, утвержденными в октябре 1987 г., мае 1991 г. (ИУС 1-88, 8-91)
СОДЕРЖАНИЕ
|
5. Транспортирование и хранение. 14 Приложение 1. Конструктивные элементы и геометрические параметры пил. 14 Приложение 2. Соответствие настоящего стандарта стандарту исо 2924-73. 15 |