МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ Конструктивные элементы. Основные параметры. Elements and assemblies of universal
built-up and readjustable equipment for |
ГОСТ |
Дата введения 01.07.85
Настоящий стандарт распространяется на детали и сборочные единицы универсально-сборной переналаживаемой оснастки (УСПО) к металлорежущим станкам, в том числе станкам с числовым программным управлением и многоцелевого назначения сверлильно-фрезерно-расточной группы.
Стандарт устанавливает серии, основные параметры, размеры основных конструктивных элементов, предельные отклонения линейных размеров, допуски углов, формы и расположения поверхностей.
1. ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Детали и сборочные единицы УСПО, в зависимости от прочности конструктивных элементов, используемых для базирования и крепления, должны изготовляться 3 серий.
Основные параметры, характеризующие каждую серию, приведены в табл. 1.
Основной способ базирования и фиксации деталей и сборочных единиц УСПО приведен в приложении.
Размеры, мм
|
Код ОКП |
Диаметр отверстия под фиксирующий палец Н7 |
Основная крепежная резьба |
Размер (шаг) между осями отверстий под фиксирующие пальцы |
|
|
2 |
39 6822 |
8 |
М8 |
20 |
|
3 |
39 6823 |
10 |
М12 × 1,5; М16 |
30 |
|
4 |
39 6824 |
12 |
М16; М20 |
40 |
Примечание. Допускается применение вспомогательной крепежной резьбы других размеров, не указанных в табл. 1.
1.2. Допускается в деталях применять базы различных серий УСПО или базы с основными параметрами и конструктивными элементами универсально-сборочных приспособлений (УСП).
1.3. При проектировании новых деталей и сборочных единиц УСПО их серия и количество конструктивных элементов, предназначенных для базирования и крепления, устанавливается в зависимости от вида обработки, габаритов обрабатываемого изделия и максимальных планируемых эксплуатационных нагрузок.
1.4. Номенклатура конструкций и типоразмерные ряды основных параметров и размеров деталей и сборочных единиц УСПО приведены в каталоге К 31.122.40.
1.5. Правила разработки деталей и сборочных единиц УСПО - по РД 50-572.
(Измененная редакция, Изм. № 1).
2. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
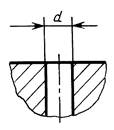
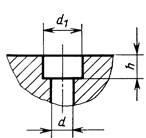
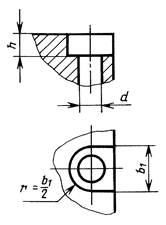
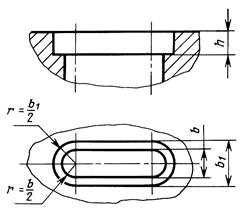
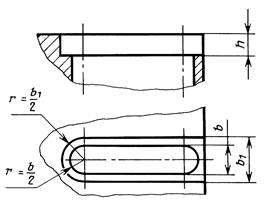
2.1. Конструктивные исполнения и размеры сквозных гладких отверстий под крепежные детали должны соответствовать указанным на черт. 1 - 5 и в табл. 2.
Размеры, мм
|
Диаметр стержня крепежной детали |
d |
d1 |
h, не менее |
b |
b1 |
|
|
Н14 |
Н16 |
|||||
|
2 |
8 |
9 |
15 |
7,5 |
9 |
15 |
|
3 |
12 |
14 |
24 |
10,5 |
14 |
24 |
|
16 |
18 |
28 |
18 |
28 |
||
|
4 |
20 |
22 |
36 |
14,0 |
22 |
36 |
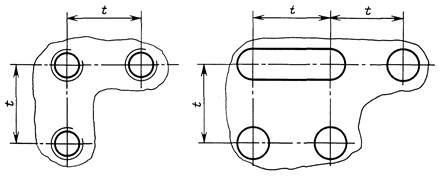
2.2. Размеры между осями отверстий (резьбовых, сквозных, продолговатых) под крепежные детали с основной резьбой должны соответствовать или быть кратными указанным на черт. 6 и в табл. 3.
|
t, мм |
|
|
2 |
20 |
|
3 |
30 |
|
4 |
40 |
2.3. Размер между осями отверстий под фиксирующие пальцы должен соответствовать или быть кратным указанным в табл. 1.
2.4. Допускается располагать отверстия под фиксирующие пальцы и отверстия в деталях и сборочных единицах (кроме базовых) согласно черт. 7 и табл. 3.
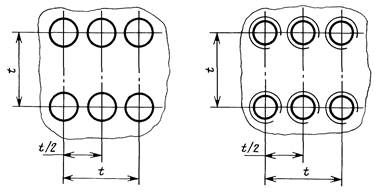
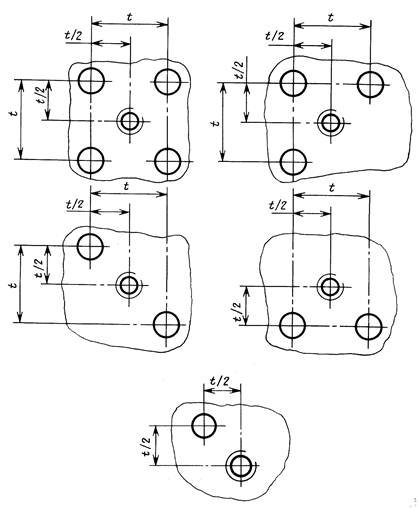
2.5. Расположение на базовой плоскости отверстий под крепежные детали (резьбовых, сквозных, продолговатых) относительно отверстий под фиксирующие пальцы должно соответствовать указанному на черт. 8 и в табл. 3.
2.6. В корпусных деталях и сборочных единицах размеры, координирующие оси отверстий под фиксирующие пальцы и крепежные детали с основной резьбой относительно взаимно перпендикулярных плоскостей, должны соответствовать указанным на черт. 9 и в табл. 4.
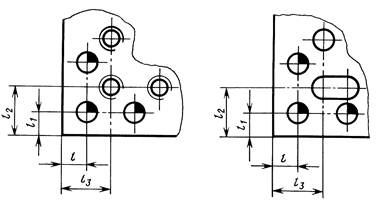
Размеры, мм
|
l |
l1 |
l2 |
l3 |
|
|
2 |
5* |
5*; 10 |
l1 + 10 |
15 |
|
15; 20; 25 |
l1 ±10 |
|||
|
10 |
5* |
15 |
20 |
|
|
15; 20; 25 |
l ± 10 |
|||
|
3 |
7,5 |
7,5; 15 |
l1 + 15 |
22,5 |
|
22,5; 30; 37,5 |
l1 ± 15 |
|||
|
15 |
7,5 |
22,5 |
30 |
|
|
22,5; 30; 37,5 |
l ± 15 |
|||
|
4 |
10 |
10; 20 |
l1 + 20 |
30 |
|
30; 40; 50 |
l1 ±20 |
|||
|
20 |
10 |
30 |
40 |
|
|
30; 40; 50 |
l ±20 |
__________
* Допускается по согласованию с потребителем.
2.7. Размеры l, l1, l2, l3, указанные на черт. 10, координирующие оси отверстий под фиксирующие пальцы и крепежные детали с основной резьбой относительно технологических отверстий (ТО) назначаются конструктивно в зависимости от габаритных размеров плит.
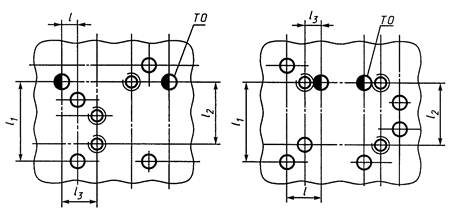
(Измененная редакция, Изм. № 2).
2.8. Допускается принимать размеры, координирующие оси отверстий под фиксирующие пальцы относительно взаимно перпендикулярных баз, по ряду Ra 20 ГОСТ 6636.
2.9. Пересечение отверстий под фиксирующие пальцы не допускается.
2.10. Количество отверстий под фиксирующие пальцы и крепежные детали на базовых плоскостях устанавливается в зависимости от назначения детали УСПО, ее универсальности и размеров базовой плоскости.
2.11. Основные размеры отверстия под фиксирующий палец должны соответствовать указанным на черт. 11 и в табл. 6.
Исполнение 1 Исполнение 2
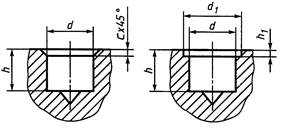
Размеры, мм
|
d Н7 |
h
|
d1 |
h1 |
С |
|
|
2 |
8 |
9 |
11 |
1,5 |
0,5 |
|
3 |
10 |
11 |
15 |
||
|
4 |
12 |
13 |
_________
* Табл. 5. (Исключена, Изм. № 2).
(Измененная редакция, Изм. № 2).
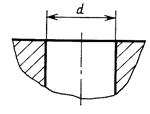
2.12. Размеры центрального базового отверстия в круглых плитах должны соответствовать указанным на черт. 12 и в табл. 7.
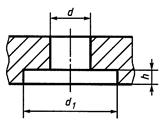
Размеры, мм
|
d |
d1 |
h Н14 |
|
|
Н7 |
|||
|
2 |
18 |
75 |
4 |
|
3 |
25 |
90 |
5 |
|
4 |
50 |
180 |
20 |
2.13. Диаметры базовых отверстий под кондукторные втулки, валики и колонки должны соответствовать указанным на черт. 13 и в табл. 8.
мм
|
d Н7* |
|
|
2 |
8; 10; 12; 16; 18; 25 |
|
3 |
10; 12; 16; 18; 25; 36; 40 |
|
4 |
12; 16; 18; 25; 36; 40; 50 |
___________
* Для отверстий под кондукторные втулки предельные отклонения - по Н6.
2.14. Размеры П-образных пазов под направляющие планки и планки с базовым отверстием должны соответствовать указанным на черт. 14 и в табл. 9.
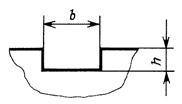
Размеры, мм
|
b Н7 |
h |
Примечание |
||
|
Номин. |
Пред. откл. |
|||
|
2 |
8 |
4 |
Н14 |
Пазы под направляющие планки |
|
3 |
10 |
5 |
||
|
4 |
12 |
|||
|
2 |
22; 30 |
6 |
Н7 |
Пазы под планки с базовым отверстием |
|
3 |
30; 35; 45 |
10 |
||
|
4 |
45; 60 |
|||
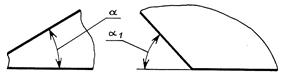
2.15. Углы между базовыми плоскостями деталей УСПО для всех серий должны соответствовать указанным на черт. 15 и в табл. 10.
|
a1 |
Применение |
|
|
Допуск по АТ7 |
||
|
5°; 10°; 15°; 20°; 25°; 30°; 35°; 40°; 45°; 50°; 55°; 60°; 65°; 70°; 75°; 80°; 85° |
5°; 10°; 15°; 20°; 25°; 30°; 35°; 40°; 45°; 50°; 55°; 60°; 65°; 70°; 75°; 80°; 85° |
Угловые опоры, проставки |
|
90° |
90° |
Базовые и корпусные детали |
|
0°10; 0°15; 0°20; 0°30; 0°45; 1°; 2°; 2°30 |
- |
Угловые подкладки |
2.16. Размеры фиксирующего пальца должны соответствовать указанным на черт. 16 и в табл. 11.
Размеры, мм
|
d h6 |
l |
l1 |
|
|
|
|||
|
2 |
7 |
13 |
6 |
|
3 |
9 |
17 |
8 |
|
4 |
10 |
21 |
10 |
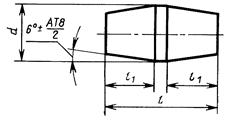
2.17. Размеры разрезной втулки должны соответствовать указанным на черт. 17 и в табл. 12.
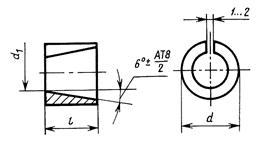
Размеры, мм
|
d h6 |
d1 Н7 |
l h14 |
|
|
2 |
8 |
5,6 |
6 |
|
3 |
10 |
7,1 |
8 |
|
4 |
12 |
7,7 |
10 |
2.18. Размеры упругой шайбы должны соответствовать указанным на черт. 18 и в табл. 13.
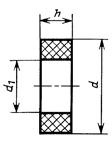
Размеры, мм
|
d |
d1 |
h |
|
|
2 |
8,1 |
5 |
2,8 |
|
3 |
10,1 |
6 |
3,0 |
|
4 |
12,1 |
7 |
3,0 |
2.19. Расположение отверстий для присоединения гидравлических цилиндров в базовых гидрофицированных сборочных единицах должно соответствовать расположению отверстий под крепежные детали с основной резьбой.
2.20. Диаметры отверстий под установочные винты - по ГОСТ 12415.
2.21. Диаметры цилиндров и штоков гидравлических устройств - по ГОСТ 6540.
2.22. В гидравлических и пневматических устройствах размеры канавок под уплотнительные резиновые кольца круглого сечения, предельные отклонения размеров канавок и диаметров сопрягаемых деталей, работающих с уплотнительными резиновыми кольцами - по ГОСТ 9833.
2.23. Размеры резьб для соединения гидравлических и пневматических устройств с трубопроводами - по ГОСТ 12853.
2.24. Профили и размеры трапецеидальной резьбы - по ГОСТ 9484. Поля допусков трапецеидальной резьбы - 8Н/8с по ГОСТ 9562.
2.25. Профиль основной крепежной резьбы - по ГОСТ 9150. Поля допусков - 7H/8g по ГОСТ 16093.
2.26. Предельные отклонения габаритных размеров базовых и корпусных деталей УСПО должны соответствовать указанным в табл. 14.
|
Предельное отклонение размера |
Применение |
|
|
Длина |
js 6 |
Угольники, прямоугольные опоры, подкладки, призмы, проставки |
|
h 12 |
Плиты |
|
|
Ширина |
js 6 |
Угольники, прямоугольные опоры, подкладки, призмы, проставки, соединительные планки |
|
g 6 |
Планки кондукторные с отверстием под втулку |
|
|
h 12 |
Прокладки |
|
|
Высота |
h 6 |
Секции прямоугольных плит |
|
h 8 |
Плиты |
|
|
js 6**; js 7* |
Прямоугольные опоры, подкладки, призмы, проставки, планки |
|
|
js 8 |
Прокладки |
__________
* Для деталей высотой до 30 мм.
** Для деталей высотой свыше 30 мм.
Предельные отклонения размеров, не указанные в табл. 14,
должны соответствовать: диаметры отверстий - Н14, диаметры валов - h14;
длины и высоты - Н14; h14; ±![]() ; ±
; ±![]()
(Измененная редакция, Изм. № 2).
2.27. Номенклатура вновь разрабатываемых деталей и сборочных единиц, изготавливаемых специализированным производством, должна включаться в промышленный каталог К 31.122.40;
изготавливаемых для внутреннего потребления - в промышленный альбом.
2.28. Порядок разработки промышленного каталога и альбома и порядок включения в них деталей и сборочных единиц - по РД 50-572.
2.27, 2.28. (Введены дополнительно, Изм. № 1).
3. ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
3.1. Позиционный допуск осей отверстий должен соответствовать указанному в табл. 15.
|
Позиционный допуск в диаметральном выражении, мм |
|
|
Базовые отверстия и отверстия под фиксирующие пальцы |
0,03 |
|
Гладкие и резьбовые отверстия под крепежные детали диаметром: |
|
|
до 12 мм |
0,40 |
|
св. 12 мм |
0,50 |
3.2. Допуски формы и расположения поверхностей, используемых для базирования, с параметрами шероховатости Ra ³ 1,25-1,6 мкм - по 7-й степени точности, Ra < 1,25 мкм - по 5-й степени точности ГОСТ 24643.
3.3. Допуски формы и расположения поверхностей болтов, винтов, шпилек и гаек должны соответствовать классу точности С - по ГОСТ 1759.1.
3.4. Отклонение от перпендикулярности резьбовых отверстий с основной резьбой должно быть не более 0,25 мм на длине 100 мм.
3.5. Предельные отклонения размеров, допуски формы и расположения конструктивных элементов (плоскостей, базовых и установочных отверстий, пазов, резьбовых соединений и т.д.), заимствованных из УСП, - по ГОСТ 31.111.41.
3.6. Измерение геометрических параметров, методы контроля формы и расположения поверхностей деталей и сборочных единиц - по ГОСТ 31.111.41.
ПРИЛОЖЕНИЕ
Справочное
ОСНОВНОЙ СПОСОБ БАЗИРОВАНИЯ И ФИКСАЦИИ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ УСПО
При установке в приспособлениях деталей и сборочных единиц УСПО используется беззазорное соединение с помощью базовых фиксирующих пальцев. Схема базирования и фиксации деталей и сборочных единиц УСПО показана на чертеже.
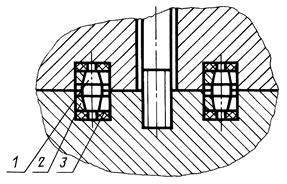
1 - фиксирующий палец; 2 - втулка разрезная; 3 - шайба упругая
Применение беззазорного соединения взамен Т-образных и П-образных пазов позволяет уменьшить в сравнении с универсально-сборными приспособлениями (УСП) габаритные размеры, массу базовых и корпусных деталей и за счет увеличения жесткости повысить производительность и точность обработки.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.11.84 № 3984
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
|
К 31.122.40-84 |
|||
|
РД 50-572-85 |
5. Ограничение срока действия снято по протоколу № 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ с Изменениями № 1, 2, утвержденными в августе 1987 г., августе 1988 г. (ИУС 12-87, 12-88)