МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕТАЛИ И
СБОРОЧНЫЕ ЕДИНИЦЫ
УНИВЕРСАЛЬНО-СБОРНЫХ
ПРИСПОСОБЛЕНИЙ
К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ
Основные параметры.
Конструктивные элементы.
Нормы точности
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Межотраслевым головным конструкторско-технологическим институтом технологической оснастки (МГКТИтехоснастки)
ВНЕСЕН Государственным комитетом Украины по стандартизации и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 17 февраля 1993 г.
За принятие проголосовали:
|
Наименование национального органа по стандартизации |
|
|
Республика Азербайджан |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Белстандарт |
|
Республика Грузия |
Грузстандарт |
|
Республика Казахстан |
Казглавстандарт |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 28 марта 1996 г. № 215 межгосударственный стандарт ГОСТ 31.111.41-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 31.111.41-83
5 ПЕРЕИЗДАНИЕ
ГОСТ 31.111.41-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕТАЛИ
И СБОРОЧНЫЕ ЕДИНИЦЫ УНИВЕРСАЛЬНО-СБОРНЫХ
ПРИСПОСОБЛЕНИЙ К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ
Основные параметры. Конструктивные элементы.
Нормы точности
Parts and assembly units of universal assembly devices for metal-cutting machines.
Basic parameters. Constructive elements. Norms of accuracy
Дата введения 1996-07-01
1 Область применения
Настоящий стандарт распространяется на детали и сборочные единицы универсально-сборных приспособлений (УСП) и устанавливает их основные параметры, конструктивные элементы, серии и основные размеры, поля допусков линейных и угловых размеров, допуски формы и расположения поверхностей.
Основные параметры и конструктивные элементы, обеспечивающие взаимозаменяемость деталей и сборочных единиц УСП, - размеры пазов, диаметр основной крепежной резьбы, шаг между осями симметрии пазов или установочными и крепежными элементами, расстояние от оси симметрии паза до оси центрального базового отверстия, высота центров от базовой поверхности, угловой шаг между осями симметрии пазов, базовыми и крепежными элементами, расстояние между смежными базирующими пазами, расположение отверстий под крепежные детали относительно пазов - являются обязательными.
Остальные параметры, конструктивные элементы и нормы точности - рекомендуемые. Они могут изменяться разработчиком в зависимости от функционального назначения и условий конкретного производства.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
* На территории Российской Федерации действует ГОСТ 31.111.42-83.
ГОСТ 8.050-73 Государственная система обеспечения единства измерений. Нормальные условия выполнения линейных и угловых измерений
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5584-75 Индикаторы рычажно-зубчатые с ценой деления 0,01 мм. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8908-81 Основные нормы взаимозаменяемости. Нормальные углы и допуски углов
ГОСТ 9038-90 Меры длины концевые плоскопараллельные. Технические условия
ГОСТ 9484-81 Основные нормы взаимозаменяемости. Резьба трапецеидальная. Профили
ГОСТ 9562-81 Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9833-73 Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры
ГОСТ 10197-70 Стойки и штативы для измерительных головок. Технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 16093-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 24642-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 25069-81* Основные нормы взаимозаменяемости. Неуказанные допуски формы и расположения поверхностей
* С 1 января 2004 г. введен в действие ГОСТ 30893.2-2002 Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально.
ГОСТ 25346-89 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений
ГОСТ 25347-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
ГОСТ 28798-90 Головки измерительные пружинные. Общие технические условия
Р 50-609-39-88 Рекомендации. Правила выбора средств контроля.
3 Серии
3.1 В зависимости от прочностных характеристик конструктивных элементов, образующих базовые и присоединительные поверхности различной геометрической формы, и их крепежных соединений стандарт устанавливает три серии деталей и сборочных единиц УСП.
3.2 Для каждой из трех серий, изготовляемых и вновь проектируемых деталей и сборочных единиц, устанавливают размеры, взаимное расположение и предельные отклонения конструктивных элементов, применяемых при образовании базовых и присоединительных поверхностей и их крепежных соединений.
3.3 При проектировании новых деталей и сборочных единиц принадлежность к серии устанавливают на основе расчета и просто соответствия допустимых деформаций с деформациями конструктивных элементов и их крепежных соединений при максимальных планируемых нагрузках.
3.4 Взаимозаменяемость деталей и сборочных единиц различных серий должна обеспечиваться применением переходных элементов с размерами и конструктивными параметрами, установленными настоящим стандартом.
4 Основные геометрические формы конструктивных элементов
4.1 Основные геометрические формы конструктивных элементов для образования поверхностей основных баз деталей и сборочных единиц соответствуют указанным на рисунке 1.
5 Номенклатура конструктивных элементов. Параметры и размеры
5.1 Разновидности и основные размеры конструктивных элементов, образующих присоединительные поверхности, для установленных серий должны соответствовать приведенным в таблице 1.
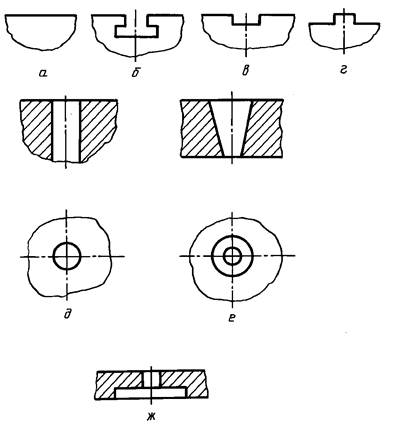
а - плоскость, б - Т-образный паз, в - П-образный паз, г - П-образный выступ, д - цилиндрическое отверстие, е - коническое отверстие, ж - цилиндрическая выточка
Рисунок 1
Таблица 1
|
Геометрическая форма конструктивных элементов, образующих присоединительные поверхности |
Параметр |
Серия |
Основные значения, мм |
|
Т-образный паз, П-образный паз |
Ширина |
2 |
8 |
|
3 |
12 |
||
|
4 |
16 |
||
|
П-образный выступ |
Ширина |
2 |
8 |
|
3 |
12 |
||
|
4 |
16 |
||
|
Центральное базовое отверстие |
Диаметр |
2 |
8; 12; 18; 26; 60; 90 8; 12; 18; 26; 35; 45; 58; 120; 180 45; 70; 90; 120; 150; 180 |
|
3 |
|||
|
4 |
|||
|
Резьбовое отверстие |
Диаметр крепежных резьб |
2 |
М8 |
|
3 |
М12×1,5 |
||
|
4 |
М16 |
5.2 Основные параметры расположения присоединительных элементов:
- шаг между осями симметрии пазов или установочными и крепежными элементами,
- угловой шаг между осями симметрии пазов, базовыми и крепежными отверстиями,
- расстояние от оси симметрии паза до оси центрального базового отверстия,
- высота центров от базовой поверхности,
- расстояние от оси симметрии пазов до базовой поверхности.
5.3 Расположение пазов должно соответствовать указанному на рисунках 2 - 4.
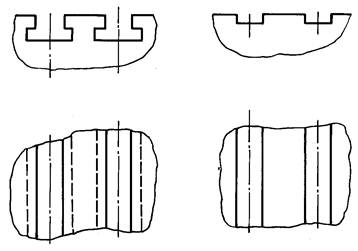
Рисунок 2
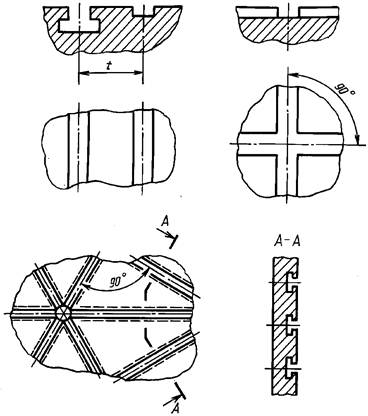
Рисунок 3
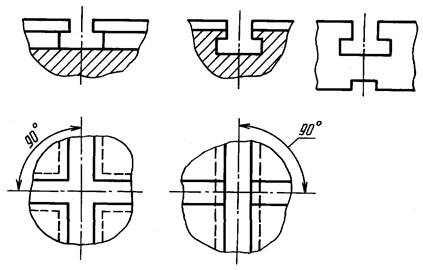
Рисунок 4
5.3.1 Угловое расположение пазов должно соответствовать указанному на рисунках 5, 6 и в таблице 2.
Таблица 2
|
a |
a1 |
a2 |
b |
|
|
Пред. откл. по АТ7 |
||||
|
2 |
- |
- |
- |
45° |
|
3 |
15°; 20°; 25°; 30°; 35°; 40°; 45° |
15°; 18°; 22°30; 30°; 45° |
30°; 36°; 45°; 60°; 90° |
|
|
4 |
- |
- |
- |
60° |
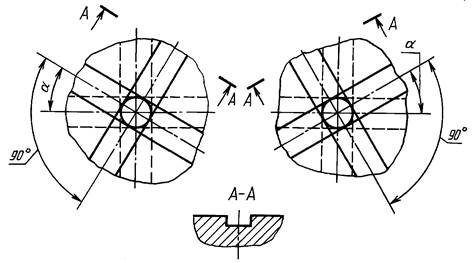
Рисунок 5
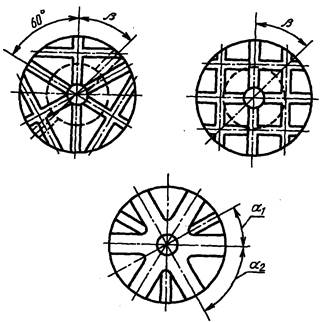
Рисунок 6
5.4 Угловое расположение поверхностей должно соответствовать указанному на рисунках 7, 8 и в таблицах 3, 4.
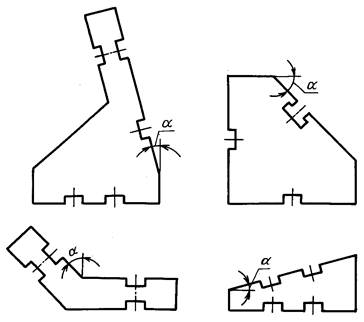
Рисунок 7
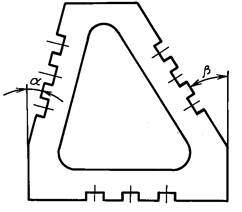
Рисунок 8
Таблица 3
|
a |
b |
Применение |
|
|
пред. откл. по АТ7 |
|||
|
2, 3 |
2°30’; 5°; 7°30’; 10°; 12°30’; 15°; 17°30’;20°; 22°30’; 30°; 32°30’; 35°; 37°30’;40°; 42°30’;45° |
- |
Угловые односторонние опоры |
|
4 |
2°30’; 5°; 7°30’; 10°; 12°30’; 15°; 17°30’;20°; 22°30’ |
42°30’; 40°; 37°30’; 35°; 32°30’; 27°30’; 25°; 22°30’ |
Угловые двухсторонние опоры |
|
15°; 30°; 45° |
- |
Угловые односторонние опоры |
|
Таблица 4
|
a (пред. откл. по АТ7) |
Применение |
|
|
2, 3 |
0°10’; 0°15’; 0°20’; 0°30’; 1°00’; 1°30’; 2°00’; 2°30’ |
Угловые подкладки |
|
4 |
0°15’; 0°30’; 0°45’; 1°00’ |
5.5 Расположение отверстий под крепежные детали относительно пазов и их размеры должно соответствовать указанному на рисунках 9, 10 и в таблице 5.
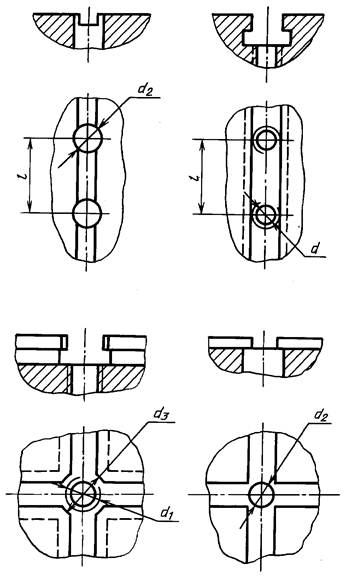
Рисунок 9
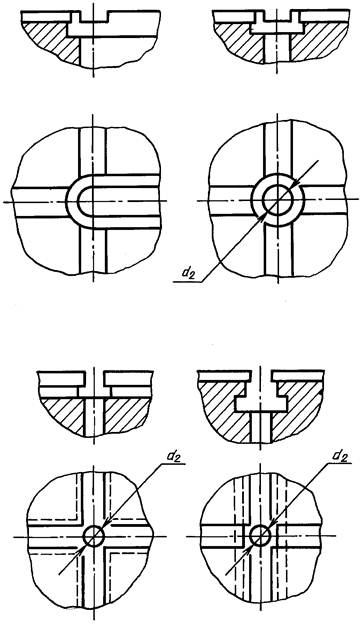
Рисунок 10
Таблица 5
В миллиметрах
|
d |
d1 |
d2 |
d3 |
l |
|
|
2 |
М8 |
М12·1,5 |
8,4 |
13 |
30 |
|
3 |
М12·1,5 |
М16 |
13,0 |
20 |
60 |
|
4 |
М16 |
М16 |
18,0 |
- |
60 |
5.6 Расположение отверстий под фиксаторы относительно паза должно соответствовать указанному на рисунке 11 и в таблице 6.
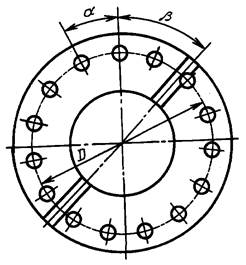
Рисунок 11
Таблица 6
|
a |
b |
D, мм (пред. откл. по js 6) |
|
|
пред. откл. АТ7 |
|||
|
2 |
15°, 18°, 20°, 24° |
45° |
90, 120, 150, 170 |
|
10°, 15°, 18°, 24° |
230 |
||
|
7°30’, 10°, 18°, 24° |
300 |
||
|
3 |
15°, 18°, 20°, 24° |
210 |
|
|
7°30’, 10°, 18°, 24° |
300, 340 |
||
|
5°, 7°30’, 18°, 24° |
460 |
||
|
4°, 5°, 7°30’, 18° |
- |
580 |
|
|
4 |
18° |
350, 470 |
|
|
15° |
410, 530 |
||
5.7 Конструктивные исполнения Т-образных пазов и их основные размеры должны соответствовать указанным на рисунке 12 и в таблице 7.
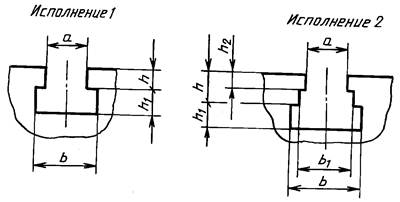
Рисунок 12
Таблица 7
В миллиметрах
|
Исполнение |
a (пред. откл. Н7) |
h (пред. откл. js 15) |
h1 |
h2 |
b |
b1 |
Применение |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
2 |
1 |
8,0 |
5,0 |
4,2 |
Н14 |
- |
13,0 |
Н14 |
- |
Базовые и корпусные детали |
|
6,0 |
Круглые плиты |
|||||||||
|
3 |
12,0 |
7,2 |
20,0 |
Н16 |
Корпусные детали |
|||||
|
8,0 10,0 |
Облегченные плиты, угловые опоры |
|||||||||
|
2 |
12,0 |
8,0 10,0 |
7,5 |
Н17 |
4,0 |
20,0 |
13,0 |
Базовые детали |
||
|
4 |
1 |
16,0 |
10,0 |
8,5 |
- |
24,0 |
- |
Корпусные детали |
||
|
2 |
15,0 |
5,0 |
18,0 |
Базовые детали |
||||||
|
Примечание - Допускается в корпусных деталях-прокладках серии 3 толщиной до 5 мм выполнять паз с h1 - 9 мм. |
||||||||||
5.8 Размеры П-образных пазов должны соответствовать указанным на рисунке 13 и в таблице 8.
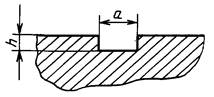
Рисунок 13
Таблица 8
В миллиметрах
|
а (пред. откл. по Н7) |
h (пред. откл. по Н14) |
Применение |
|
|
2 3 4 |
8,0 12,0 16,0 |
2,5 3,0 5,0 |
Пазы под шпонки |
|
2 |
12,0 15,0 20,0 22,5 30,0 |
3,0 |
Пазы под планки с установочным отверстием |
|
3 |
20,0 |
4,0 |
|
|
30,0 45,0 |
5,0 |
||
|
4 |
45,0 60,0 |
5,0 |
5.9 Размеры П-образных выступов должны соответствовать указанным на рисунке 14 и в таблице 9.
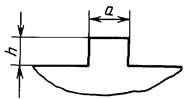
Рисунок 14
Таблица 9
В миллиметрах
|
a |
h (пред. откл. по h14) |
Применение |
||
|
номин. |
пред. откл. |
|||
|
2 |
8,0 |
h6 |
4,2; 7,0; 8,0 |
Т-образные шпонки |
|
3 |
12,0 |
h6 |
5,0; 8,5; 10,5; 12,5 |
|
|
4 |
16,5 |
h6 |
9,5; 14,5; 19,5 |
|
|
2 3 4 |
8,0 8,0 12,0 |
h6 |
2,4 2,5 3,0 |
Переходные шпонки |
|
2 |
8,0 |
h6 |
2,5 |
Передвижные пальцы |
|
8,0 |
f9 |
3,0 |
Корпуса поворотных кронштейнов |
|
|
15,0 20,0 |
g6 |
12,0 3,0 |
Откидные планки |
|
|
3 |
16,0 12,0 |
h6 |
2,5; 8,0 |
Передвижные пальцы, вкладыши |
|
12,0 |
f9 |
5,0 |
Корпуса поворотных кронштейнов |
|
|
25,0; 30,0; 35,0; |
g6 |
5,0 |
Откидные планки |
|
|
4 |
76,0 |
g6 |
- |
Корпуса поворотных кронштейнов |
|
60,0; 80,0; |
g6 |
- |
Откидные планки |
|
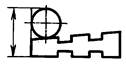
5.10 Размеры центрального базового отверстия в круглых плитах и делительных дисках должны соответствовать указанным на рисунке 15 и в таблице 10.
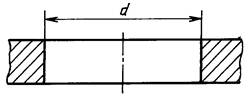
Рисунок 15
Таблица 10
В миллиметрах
|
d (пред. откл. по Н7) |
|
|
2 |
8, 12, 18, 26, 60, 90 |
|
3 |
8, 12, 18, 26, 35, 45, 58, 120, 180 |
|
4 |
45, 70, 90, 120, 150, 180 |
5.11 Размеры установочных отверстий в опорах, угольниках, проставках, соединительных, ступенчатых и кондукторных планках должны соответствовать указанным в таблице 11.
Таблица 11
В миллиметрах
|
d (пред. откл. по Н7)* |
|
|
2 |
4, 6, 8, 12, 18, 26 |
|
3 |
8, 12, 18, 26, 35, 45, 58 |
|
4 |
26, 35, 45, 58, 70, 90, 120, 150, 180 |
|
* Для кондукторных планок Н6. |
|
5.12 Размеры установочных отверстий под фиксаторы в делительных дисках должны соответствовать указанным на рисунке 16 и в таблице 12.
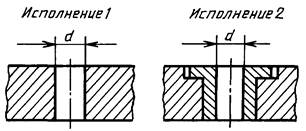
Рисунок 16
Таблица 12
В миллиметрах
|
d (пред. откл. по Н7) |
|
|
2 |
6; 8 |
|
3 |
12 |
|
4 |
16 |
5.13 Размеры крепежных резьб должны соответствовать указанным в таблице 13.
|
Диаметр |
|||
|
основной крепежной резьбы |
вспомогательной крепежной резьбы |
резьбы для крепления шпонок |
|
|
2 |
М8, М121,5 |
М3, М4, М5, М6 |
М3 |
|
3 |
М12·1,5; М16 |
М6, М8, М12·1,5 |
М5 |
|
4 |
М16 |
М8, М10, М12×1,5; М16 |
М5 |
5.14 Профиль и основные размеры трапецеидальной резьбы должны соответствовать ГОСТ 9484.
5.15 Размеры сквозных отверстий под крепежные детали должны соответствовать указанным на рисунке 17 и в таблице 14.
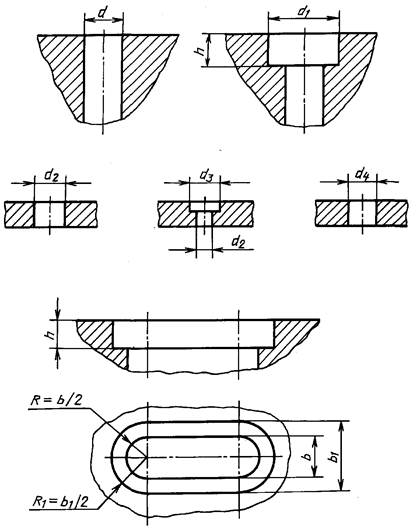
Рисунок 17
Таблица 14
В миллиметрах
|
d |
d1 |
b (пред. откл. по Н16) |
b1 (пред. откл. по Н16) |
h, не менее |
Отверстия в шпонках |
|||
|
d2 |
d3 |
d4 |
||||||
|
2 |
8,4 |
13; 15 |
8,4 |
15,0 |
7,5 |
3,8 |
5,5 |
3,0 |
|
3 |
13,0 |
19; 23 |
13,0 |
23,0 |
10,5 |
6,0 |
8,4 |
5,0 |
|
4 |
18,0 |
28; 34 |
18,0 |
28; 34 |
14,0 |
6,0 |
8,4 |
5,0 |
5.16 Основные размеры круглых плит должны соответствовать указанным на рисунке 18 и в таблице 15.
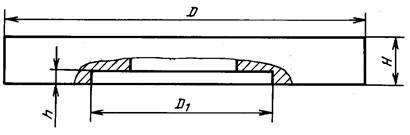
Рисунок 18
Таблица 15
В миллиметрах
|
D (пред. откл. по Н12) |
D1 (пред. откл. по Н7) |
h |
H (пред. откл. по Н8) |
||
|
номин. |
пред. откл. |
||||
|
2 |
90; 120 |
60 |
4 |
Н12 |
20 |
|
150; 180; 240; 320 |
90 |
25; 30 |
|||
|
3 |
240; 320; 360 |
120 |
5 |
30; 40 |
|
|
480; 600 |
180 |
45; 50 |
|||
|
4 |
480; 600 |
20 |
Н14 |
60 |
|
5.17 Расстояние от оси симметрии пазов до оси центрального отверстия в круглых плитах должно соответствовать указанному на рисунке 19 и в таблице 16.
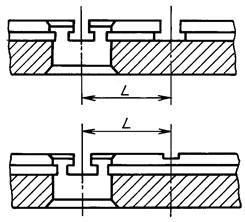
Рисунок 19
Таблица 16
В миллиметрах
|
l |
||
|
номин. |
пред. откл. |
|
|
2 |
30 |
Н8 |
|
60; 90 |
Н7 |
|
|
3 |
45; 60; 90; 120; 180 |
|
|
4 |
60; 120; 180; 240 |
|
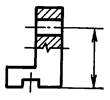
5.18 Расстояние l от базовой плоскости до оси резьбовых отверстий для крепления шпонок должно соответствовать указанному на рисунке 20 и в таблице 17.
5.19 Расстояние l от базовой плоскости до оси отверстий для крепления шпонок должно соответствовать указанному на рисунке 21 и в таблице 17.
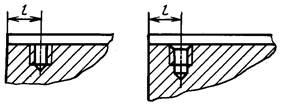
Рисунок 20
Таблица 17
В миллиметрах
|
l, не менее |
|
|
2 |
4 |
|
3 |
7 |
|
4 |
7 |
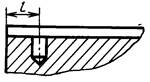
Рисунок 21
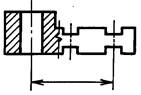
5.20 Высота от базы до оси пиноли в центровых бабках должна соответствовать указанной на рисунке 22 и в таблице 18.
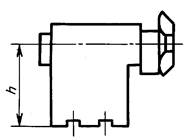
Рисунок 22
Таблица 18
В миллиметрах
|
h |
||
|
номин. |
пред. откл. |
|
|
2 |
30 |
js7 |
|
3 |
60; 90; 120 |
js6 |
|
4 |
180 |
|
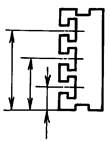
5.21 Расстояния l, l1, l2 и расстояние между пазами t для различных разновидностей деталей и сборочных единиц УСП должны соответствовать указанным на рисунках 23, 24 и в таблицах 19, 20.
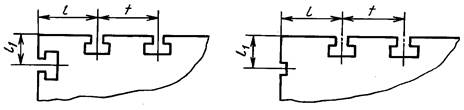
Рисунок 23
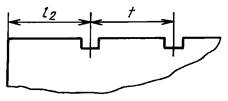
Рисунок 24
Таблица 19
В миллиметрах
|
l |
t |
l1 |
Применение |
||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||
|
2 |
15,0 |
js7 |
30,0 |
Н8 |
- |
- |
Прямоугольные облегченные плиты, опоры, базовые угольники |
|
30,0 |
15,0 22,5 |
js7 |
Прямоугольные плиты, корпуса поворотных головок |
||||
|
30,0 |
js7 |
Базовые угольники |
|||||
|
3 |
17,5 22,5 |
40,0 |
js7 |
- |
- |
Квадратные и прямоугольные опоры |
|
|
30,0 |
60,0 |
Н7 |
Облегченные плиты |
||||
|
30,0 60,0 |
js6 |
30,0 |
js7 |
Прямоугольные плиты, базовые угольники |
|||
|
4 |
30,0 |
js7 |
Прямоугольные опоры, токарные угольники |
||||
|
60,0 120 |
js6 |
30,0 60,0 |
js7 js6 |
Прямоугольные плиты, прямоугольные опоры, базовые и токарные угольники |
|||
|
Примечание - Для серии 3 допускается применять размеры l и l1 равные 52,5; 67,5; 75 мм. |
|||||||
Таблица 20
В миллиметрах
|
l2 |
t |
Применение |
|
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|
||
|
2 |
15,0 |
js7 |
15,0 30,0 |
H7 |
Квадратные, прямоугольные и угловые опоры, соединительные планки |
|
|
Облегченные плиты, прямоугольные и угловые подкладки, угольники, ребристые угольники, соединительные планки |
||||||
|
22,5 |
37,5 |
|||||
|
Соединительные планки |
|
|||||
|
3 |
22,5 30,0 |
js7 |
22,5 |
Н7 |
Угольники с установочным отверстием |
|
|
30,0 |
Ребристые угольники |
|
||||
|
Угловые опоры, ребристые угольники, прямоугольные, облегченные и направляющие опоры, соединительные планки с установочным отверстием, угольники |
|
|||||
|
60,0 |
Облегченные плиты, угловые опоры, проставки, крепежные и ребристые угольники, угольники |
|
||||
|
60,0 |
Соединительные планки |
|
||||
|
4 |
30,0 |
30,0 |
Облегченные и направляющие опоры, соединительные планки, кулачки |
|
||
|
30,0 60,0 |
js6 |
Базовые угольники и с установочным отверстием |
|
|||
|
30,0 |
js7 |
45,0 |
Проставки |
|
||
|
60,0 |
js6 |
30,0 60,0 |
Токарные угольники, подкладки, угольники, прямоугольные и облегченные опоры, подкладки и угловые опоры, подкладные призмы |
|
||
|
60,0 90,0 |
30,0 60,0 90,0 |
Н6 |
Угольники, прямоугольные опоры |
|
||
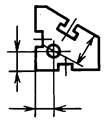
5.22 Размер от базовой поверхности до образующей контрольного валика и угол между поверхностями призм должны соответствовать указанным на рисунках 25, 26 и в таблицах 21, 22.
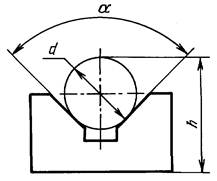
Рисунок 25
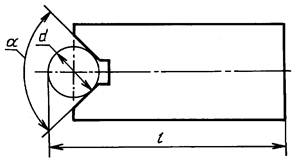
Рисунок 26
Таблица 21
|
a (пред. откл. по АТ7) |
d, мм (контрольный валик) |
h, мм (пред. откл. до 50 мм по js7, св. 50 мм по js6) |
|
|
2 |
90° |
4 |
22,33; 27,33; 32,33 |
|
5 |
18,53 |
||
|
12 |
21,48; 33,48; 34,48; 42,73; 44,56; 49,48 |
||
|
3 |
8 |
25,66 |
|
|
18 |
50,73 |
||
|
26 |
39,38; 46,88; 51,38; 53,88; 61,38 |
||
|
35 |
62,25; 79,75 |
||
|
58 |
90,00 |
||
|
90 |
116,54 |
||
|
120° |
18 |
32,18 |
|
|
26 |
50,33; 50,80; 60,80 |
||
|
35 |
66,17, 66,83; 86,83 |
||
|
58 |
99,40 |
||
|
90 |
125,23 |
||
|
4 |
90° |
60 |
92,42 |
|
90 |
138,63 |
||
|
120° |
90 |
152,34 |
|
|
120 |
218,12 |
Таблица 22
|
a (пред. откл. по АТ7) |
d, мм (контрольный валик) |
l, мм (пред. откл. до 50 мм по js7, св. 50 мм по js6) |
|
|
2 |
90° |
4 |
31,83; 46,83 |
|
10 |
36,01; 51,01 |
||
|
12 |
46,48; 51,48; 53,48; 53,49; 61,48; 66,48 |
||
|
3 |
12 |
80,48 |
|
|
18 |
84,23 |
||
|
26 |
111,38 |
||
|
35 |
104,74; 112,24 |
||
|
120° |
18 |
94,29; 109,29 |
|
|
26 |
106,46 |
||
|
35 |
111,83 |
||
|
45 |
119,05; 125,38; 140,38; 140,49 |
||
|
4 |
40 |
160,0 |
|
|
90 |
215,23 |
5.23 Основные требования к системе допусков, полям допусков и их обозначению - по ГОСТ 25346, ГОСТ 25347 и ГОСТ 8908.
5.24 Предельные отклонения размеров деталей и сборочных единиц должны соответствовать указанным в таблице 23.
Таблица 23
|
Предельное отклонение |
Применение |
|
|
Расстояние от базовой поверхности до оси симметрии паза
|
До 50 мм - js7 Св. 50 мм - js6 |
Опоры, установочные угольники |
|
Расстояние от базовой поверхности до оси установочного отверстия
|
Угольники с установочным отверстием |
|
|
Расстояние от оси симметрии паза до оси установочного отверстия
|
До 50 мм - js7 Св. 50 мм - js6 |
Проставки, планки, кондукторные планки |
|
Расстояние от базовой поверхности до оси координатного отверстия
|
Угловые опоры |
|
|
Расстояние от базовой поверхности до образующей контрольного валика
|
Угловые опоры и подкладки, призмы |
|
|
Диаметр установочных деталей |
g6 |
Штыри, установочные пальцы, валики центра, установочные диски |
|
Длина |
До 50 мм - js7 Св. 50 мм - js6 |
Прокладки, подкладки, опоры, призмы, проставки |
|
js6 |
Облегченные опоры |
|
|
h9 |
Установочные угольники с установочным отверстием, угловые подкладки, ступенчатые планки |
|
|
Ширина |
h6 |
Шпонки |
|
До 50 мм - js7 Св. 50 мм - js6 |
Прокладки, подкладки, опоры, призмы, проставки, планки, установочные угольники |
|
|
g6 |
Кондукторные планки |
|
|
h9 |
Угольники с установочным отверстием |
|
|
Высота |
До 10 мм - js8 Св. 10 мм до 50 мм - js7 Св. 50 мм - js6 |
Подкладки, опоры, проставки, планки |
|
js9 |
Прямоугольные прокладки |
|
|
Н8 |
Плиты |
|
|
h9 |
Установочные угольники, ступенчатые планки |
|
|
h8 |
Облегченные опоры |
|
|
Примечание - Длину и ширину плит указывают на чертежах как справочные размеры. |
||
Предельные отклонения размеров, не указанные в таблицах
2 - 23, должны
соответствовать: диаметра отверстий - Н14, диаметра валов - h14;
длины и высоты: охватывающие - Н14, охватываемые - h14; прочие - ![]() угла -
угла - ![]()
5.25 Поля допусков метрической резьбы - 8g/7H по ГОСТ 16093.
5.26 Поля допусков трапецеидальной резьбы - 8 Н/8с по ГОСТ 9562.
6 Допуски формы и расположения поверхностей
6.1 Допуски формы и расположения поверхностей, указанных на чертежах, - по ГОСТ 24642.
6.2 Неуказанные допуски формы и расположения поверхностей - по ГОСТ 30893.2
6.3 Допуски формы и расположения поверхностей должны соответствовать указанным в таблице 24.
Таблица 24
|
Значение отклонения |
|
|
Отклонения формы и расположения поверхностей с параметром шероховатости Ra 0,63 мкм по ГОСТ 2789 |
До 60 мм - 0,01 мм Св. 60 мм - 5-я степень точности по ГОСТ 24643 |
|
Допуск радиального биения поверхности дна канавок под уплотнительные резиновые кольца относительно наружной поверхности в деталях гидравлических устройств |
По ГОСТ 9833 |
|
Радиальное биение наружного диаметра колец и шайб относительно внутреннего диаметра |
10-я степень точности по ГОСТ 24643 |
|
Допуск перпендикулярности оси отверстия ушек и шарнирных болтов относительно оси детали |
12-я степень точности по ГОСТ 24643 |
|
Допуск перпендикулярности осей резьбовых отверстий не более: М8; М12·1,5 и М16 основной крепежной резьбы |
0,5 мм на длине 100 мм |
|
М3; М4; М5 крепежной резьбы в деталях с пазами 8 мм, 12 мм и отверстий М8 в деталях с пазами 16 мм |
2,0 мм на длине 100 мм |
|
Позиционный допуск расположения осей резьбовых отверстий (в радиусном выражении), не более: М8; М12·1,5 и М16 основной крепежной резьбы |
0,2 мм |
|
для крепления шпонок |
0,3 мм |
|
Позиционный допуск расположения осей гладких отверстий для крепления деталей (в радиусном выражении), не более |
0,2 мм |
7 Правила конструирования
7.1 Геометрическая форма деталей и сборочных единиц УСП должна отвечать их функциональному назначению и обеспечивать достаточную жесткость.
7.2 Число конструктивных элементов, выполненных на поверхностях деталей, и их взаимное расположение должны обеспечивать универсальность деталей.
7.3 Размеры, поля допусков и их нанесение должны соответствовать функциональному назначению деталей и выбираться в соответствии с требованиями настоящего стандарта.
Основные размеры выбирают из ряда Ra 20, дополнительные - Ra 40.
7.4 Базирующие присоединительные элементы определяют в зависимости от выбранной при проектировании эксплуатационной характеристики деталей или сборочных единиц УСП с учетом их применения:
- для соединения элементов приспособлений,
- для установки приспособлений на станок,
- для установки агрегатных приводных устройств.
7.5 На базовых поверхностях деталей и сборочных единиц УСП должны быть взаимно перпендикулярно или параллельно расположенные Т-образные и П-образные пазы. Число пазов определяют в зависимости от габаритных размеров базовой поверхности детали.
7.6 На базовых поверхностях круглых плит допускаются радиально и комбинированно расположенные пазы (рисунок 6).
7.7 На базовых поверхностях в пересечении Т-образных и П-образных пазов должны быть выполнены резьбовые или гладкие отверстия размерами, соответствующими установленным в настоящем стандарте.
По согласованию с потребителем допускается резьбовые или гладкие отверстия не выполнять.
7.8 В П-образных пазах должны быть предусмотрены гладкие или резьбовые отверстия для крепления шпонок. Размеры отверстий или координаты их расположения должны соответствовать установленным в настоящем стандарте.
7.9 Допускается в базовых и корпусных деталях выполнять «карманы» Р и ребра жесткости N (рисунок 27).
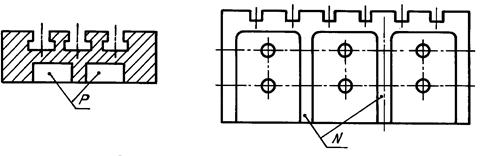
Рисунок 27
7.10 Основные размеры, обеспечивающие точность расположения баз, следует указывать от общей базы согласно рисунку 28б. Допускается основные размеры указывать согласно рисунку 28а.
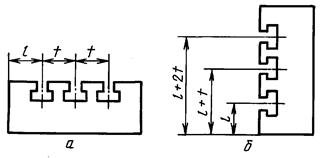
Рисунок 28
7.11 Значения параметров расположения присоединительных элементов.
7.11.1 Расстояние t (рисунок 28) между соседними пазами (шаг) должно быть кратным модулю шага т и определяться по формуле
t = п т,
где п - коэффициент, т - модуль шага.
7.11.2 Значения модуля шага т и коэффициента п должны соответствовать приведенным в таблице 25.
Таблица 25
|
Значение коэффициента п для серии |
|||||||||||
|
2 |
3 |
4 |
|||||||||
|
15 |
1 |
- |
2 |
- |
1,5 |
2 |
3 |
4 |
2 |
3 |
4 |
|
20 |
1,5 |
3 |
- |
- |
|||||||
|
Примечание - Модуль шага т = 20 следует применять в технически обоснованных случаях. |
|||||||||||
7.11.3 Размер t следует определять при т = const. В технически обоснованных случаях допускается определять размер t при т ≠ const.
7.11.4 Угловой шаг между пазами должен соответствовать указанному в таблице 2, а между фиксирующими отверстиями - в таблице 6.
8 Измерение геометрических параметров
8.1 Основные положения и правила выбора средств измерения деталей и сборочных единиц - по Р 50-609-39.
8.2 Допускаемые погрешности при измерении линейных размеров - по ГОСТ 8.051.
8.3 Требования к условиям выполнения, измерений линейных и угловых размеров - по ГОСТ 8.050.
8.4 Методы контроля отклонений формы и расположения поверхностей деталей и сборочных единиц УСП приведены в приложении А.
ПРИЛОЖЕНИЕ А
(справочное)
Методы контроля отклонений формы и расположения поверхностей деталей и сборочных единиц УСП
А.1 Контроль плоскостности поверхностей
На проверяемой поверхности детали 1 (рисунок А1) последовательно в продольных и поверочных направлениях на двух регулируемых опорах 2 устанавливают поверочную линейку 3 так, чтобы показания измерительной головки или индикатора (далее измерительная головка) 4 на концах линейки были одинаковы.
Стойку с измерительной головкой перемещают вдоль линейки и определяют правильность формы профиля поверхности в точках измерения, расположенных друг от друга на расстояниях а или b, равных приблизительно шагу расположения Т-образных или П-образных пазов.
Отклонение от плоскостности равно наибольшей алгебраической разности показаний измерительной головки.
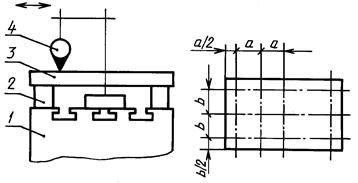
Рисунок А.1
А.2 Контроль параллельности плоскостей
А.2.1 Контроль при помощи поверочной плиты и измерительной головки (рисунки А.2 и A.3).
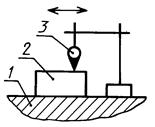
Рисунок А.2
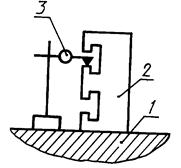
Рисунок А.3
На поверочной плите 1 устанавливают контролируемую деталь 2 и стойку с измерительной головкой 3 так, чтобы наконечник головки касался проверяемой поверхности детали.
Отклонение от параллельности плоскостей определяют по наибольшей алгебраической разности показаний измерительной головки при ее перемещении на заданную длину.
A.3 Контроль параллельности оси отверстия и плоскости
На поверхность проверочной плиты 1 (рисунок А.4) устанавливают контролируемую деталь 2. В проверяемое отверстие плотно устанавливают валик 3. Стойку с измерительной головкой 4 настраивают так, чтобы наконечник головки касался поверхности контролируемого валика.
Отклонение от параллельности оси относительно плоскости основания детали равно наибольшей разности показаний измерительной головки и точек на расстоянии l.
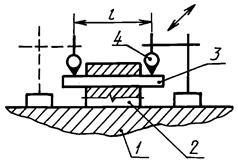
Рисунок А.4
А.4 Контроль перпендикулярности плоскостей
А.4.1 Контроль с помощью поверочной плиты и приспособления с измерительной головкой (рисунок А.5).
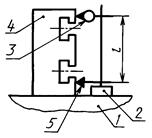
Рисунок А.5
На поверхность поверочной плиты 1 устанавливают контролируемую деталь 4 и стойку 2 с измерительной головкой 3 и упором 5. Приспособление настраивают по эталону перпендикулярности.
Проверку проводят перемещением приспособления так, чтобы упор 5 касался проверяемой детали.
Отклонение от перпендикулярности поверхностей на расстоянии l определяют по разности показаний головки 3 при измерениях по эталону перпендикулярности и контролируемой детали (l определяют в зависимости от размера детали).
А.4.2 Контроль с помощью угольника с измерительной головкой (рисунок А.6).
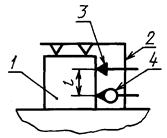
Рисунок А.6
На поверхности детали 1 устанавливают настроенный по эталону перпендикулярности угольник 2 с измерительной головкой 4 и упором 3.
Отклонение от перпендикулярности контролируемых поверхностей определяют по показаниям измерительной головки.
А.5 Контроль радиального и торцевого биений
В центрах 1 (рисунок А.7) закрепляют коническую оправку 2 (конусность оправки от 1/1000 до 1/10000) с установленной на ней деталью 3. Стойку с измерительной головкой 4 устанавливают так, чтобы наконечник головки касался контролируемой поверхности детали. Оправку с деталью проворачивают.
Радиальное и торцевое биения равны наибольшей алгебраической разности показаний измерительной головки.
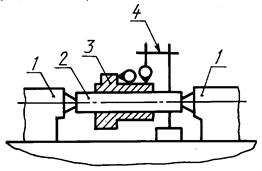
Рисунок А.7
А.6 Контроль углов
А.6.1 Контроль с помощью синусной линейки, плоскопараллельных концевых мер длины, измерительной головки и поверочной плиты (рисунок А.8)
Контролируемую деталь устанавливают на синусную линейку 3, настроенную на номинальный угол с помощью плоскопараллельных концевых мер длины 2 на поверочной плите 1.
Отклонение угла δa в секундах от номинального размера определяют по формуле
![]()
где δh - разность показаний по шкале измерительной головки, мм;
l - длина контролируемой поверхности, мм.
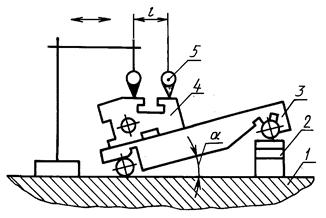
Рисунок А.8
ПРИЛОЖЕНИЕ Б
(справочное)
Приспособления и инструмент для контроля отклонений формы и расположения поверхностей
Измерительные головки по ГОСТ 28798
Стойки для измерительных головок по ГОСТ 10197
Поверочные линейки по ГОСТ 8026
Поверочные угольники по ГОСТ 3749
Поверочные плиты по ГОСТ 10905
Плоскопараллельные концевые меры длины по ГОСТ 9038
Ключевые слова: оснастка, серии, конструктивные элементы, допуски, параметры
СОДЕРЖАНИЕ