ГОСТ 30432-96
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ МЕТАЛЛИЧЕСКИЕ
Методы отбора проб, заготовок и образцов
для механических и технологических испытаний
|
|
Москва |
Предисловие
1 РАЗРАБОТАН Государственным научно-исследовательским и конструкторско-технологическим институтом трубной промышленности (ГТИ), Техническим комитетом по стандартизации ТК81
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 10 от 3 октября 1996 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Беларуси |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 28 апреля 1999 г. № 150 межгосударственный стандарт ГОСТ 30432-96 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2000 г.
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Сентябрь 2010 г.
СОДЕРЖАНИЕ
ГОСТ 30432-96
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ МЕТАЛЛИЧЕСКИЕ
Методы отбора
проб, заготовок и образцов
для механических и технологических испытаний
Metal tubes.
Selection of samples, tube stocks and specimens for mechanic and technologic tests
Дата введения 2000-01-01
1 Область применения
Настоящий стандарт распространяется на бесшовные и сварные трубы из черных и цветных металлов и сплавов и устанавливает общие правила отбора проб, заготовок и образцов для механических и технологических испытаний.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 3728-78 Трубы. Метод испытания на изгиб
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 8693-80 (ИСО 8494-86) Трубы металлические. Метод испытания на бортование
ГОСТ 8694-75 Трубы. Метод испытания на раздачу
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 11706-78 Трубы. Метод испытания на раздачу кольца конусом
3 Общие требования к отбору проб, заготовок и образцов
3.1 Термины и определения - в соответствии с ГОСТ 7564.
3.2 Обозначения вида образцов для механических и технологических испытаний труб приведены в приложении А.
3.3 Пробы, заготовки и образцы маркируют таким образом, чтобы можно было идентифицировать их с испытываемой партией труб. При маркировке должно быть исключено ее воздействие на структуру и свойства рабочей части образцов.
Если в процессе изготовления пробы, заготовки или образца нельзя избежать удаления маркировки, то должны быть приняты меры для ее сохранения до испытания образца.
3.4 Место отбора пробы и ориентация вырезаемых из нее заготовок по отношению к продольной оси трубы должны соответствовать требованиям приложений Б - И, если не имеется других указаний в нормативной документации на трубы.
3.5 Отбор пробы, порезка ее на заготовки и изготовление образцов должны проводиться таким образом, чтобы не изменить характеристики механических свойств металла. Если в нормативной документации на трубы допускается правка пробы, то она должна проводиться при комнатной температуре статической нагрузкой.
3.6 Виды образцов, их ориентация относительно продольной оси трубы и количество должны быть указаны в нормативной документации на трубы. При отсутствии таких указаний пробы для изготовления образцов вырезают в соответствии с приложениями Б - И.
3.7 Виды и размеры образцов должны соответствовать требованиям стандартов или другой нормативной документации на методы соответствующих испытаний труб.
4 Место отбора, ориентация и подготовка проб, заготовок и образцов для механических испытаний
4.1 Отбор проб, заготовок и образцов для испытаний на растяжение
4.1.1 Пробы отбирают от любого конца трубы, если нет других указаний в нормативной документации на трубы.
4.1.2 Предпочтительным является образец в виде отрезка трубы, размеры которой - наружный диаметр (Dн) и толщина стенки (S) - ограничиваются возможностями испытательного оборудования.
В случае, если нельзя испытать образец в виде отрезка трубы наружным диаметром 16 мм и более, отбирают пробы для изготовления образцов в виде продольных полос, поперечных плоских образцов или продольных и поперечных цилиндрических образцов.
4.1.3 Пробу для изготовления образцов в виде продольных полос, поперечных плоских и цилиндрических образцов для испытания основного металла сварных труб отбирают:
- на участке периметра трубы, расположенном под углом 90° к сварному шву, - при контроле прямошовных труб с одним продольным швом и спирально-шовных труб (приложения В, Г);
- на участке периметра трубы, расположенном под углом 45 °С к одному из сварных швов, - при контроле прямошовных труб с двумя продольными швами (приложение В, рисунок В.5).
4.1.4 Плоские поперечные образцы и образцы в виде продольных полос должны сохранять наружную и внутреннюю поверхность трубы.
4.1.5 Допускается правка статической нагрузкой проб для изготовления плоских и цилиндрических поперечных образцов от труб диаметром 219 мм и более, если нет иных указаний в нормативной документации на трубы.
4.1.6 Пробы для изготовления плоских образцов от сварного соединения вырезают перпендикулярно к сварному шву.
4.1.7 Для испытания труб, предназначенных для применения в паровых котлах и трубопроводах, вырезают поперечные короткие цилиндрические пропорциональные образцы во всех случаях, когда позволяют размеры трубы. В остальных случаях вырезают продольные короткие цилиндрические образцы.
4.1.8 Пробы для изготовления образцов от профильных труб вырезают в виде отрезков полного сечения либо в виде полос из грани, имеющей наибольшую ширину, или из участков поперечного сечения с наименьшей кривизной.
4.1.9 Вид образца и его ориентация по отношению к продольной оси трубы в зависимости от способа производства, вида и размеров труб устанавливают в соответствии с приложениями Б - И (образцы № 1 - 1е).
4.1.10 Пробы для изготовления образцов от нарезных труб с высаженными концами и муфт отбирают в виде продольных заготовок из муфты и высаженной части трубы, если не имеется других указаний в нормативной документации на трубы (приложение Ж, рисунок Ж.1).
4.2 Отбор проб, заготовок и образцов для испытаний на ударный изгиб
4.2.1 Пробы для изготовления образцов для испытаний на ударный изгиб по ГОСТ 9454 вырезают из труб толщиной стенки 5 мм и более, а для изготовления образцов для испытания падающим грузом (ИПГ) - из труб толщиной стенки 7,5 мм и более. Тип образца указывают в нормативной документации на трубы.
4.2.2 Пробу для испытания основного металла сварных труб отбирают:
- на участке периметра трубы, расположенном под углом 90° к сварному шву, - при контроле прямошовных труб с одним продольным швом и спирально-шовных труб;
- на участке периметра трубы, расположенном под углом 45° к одному из сварных швов, - при контроле прямошовных труб с двумя продольными швами.
4.2.3 Допускается правка проб и заготовок для изготовления поперечных образцов, если нет иных указаний в нормативной документации на трубы.
4.2.4 Концентратор на продольных и поперечных образцах для испытаний на ударный изгиб и на образцах для ИПГ наносят перпендикулярно к поверхности трубы. Концентратор на образцах от сварного соединения наносят по металлу шва или по зоне сплавления в соответствии с указаниями нормативной документации на трубы.
4.2.5 Образцы для испытаний на ударный изгиб сварного соединения изготовляют перпендикулярно к сварному шву.
4.2.6 Пробы для изготовления образцов от труб, предназначенных для применения в паровых котлах и трубопроводах, вырезают из двух диаметрально противоположных участков периметра трубы. Образцы из проб изготовляют из слоев, лежащих ближе к наружной поверхности.
4.2.7 Пробы от нарезных труб с высаженными концами и муфт к ним вырезают из высаженной части трубы и муфтовой заготовки.
4.3 Отбор кольцевых проб от чугунных раструбных труб для испытаний на разрыв или сдавливание
4.3.1 Кольцевые образцы вырезают от гладкой части трубы. Перед вырезкой кольцевых образцов от гладкого конца трубы отрезается кольцо шириной не менее 20 мм.
4.4 Кольцевые образцы для определения временного сопротивления сварного соединения вырезают от электросварных прямошовных труб наружным диаметром от 50 до 530 мм (рисунки В.2 - В.4).
5 Место отбора, ориентация и подготовка проб, заготовок и образцов для технологических испытаний
5.1 Пробы для испытания труб на сплющивание, бортование, раздачу и раздачу кольца конусом отрезают от одного или обоих концов трубы в соответствии с указаниями нормативной документации на трубы (приложения Б, В, Е, Ж, И, образцы № 3, 4, 5). Допускается проводить эти испытания в соответствии с ГОСТ 8693, ГОСТ 8694, ГОСТ 8695, ГОСТ 11706.
5.2 Для испытания на сплющивание нарезных труб от обоих концов гладкой части трубы или перед нарезкой резьбы отрезают заготовки в виде кольца (приложение Ж, образец № 3).
5.3 Заготовки для изготовления образцов для испытания на загиб по ГОСТ 3728 труб наружным диаметром до 60 мм включительно отбирают в виде отрезка трубы (приложения Б, В, образец № 6).
5.4 Отбор проб и подготовку образцов в виде продольных и поперечных полос для испытания на загиб труб диаметром свыше 60 мм проводят по ГОСТ 3728, а сварного соединения - в виде поперечных полос по ГОСТ 6996 или другой нормативной документации, утвержденной в установленном порядке.
Пробы для испытаний на загиб в виде полос от основного металла электросварных труб вырезают из участка периметра трубы, расположенного под углом 90° к ближайшему шву.
ПРИЛОЖЕНИЕ
А
(обязательное)
Обозначение проб
и соответствующих образцов для механических
и технологических испытаний
1 Растяжение:
1 - отрезок трубы полного сечения;
1a - продольный пропорциональный образец в виде полосы (сегмент);
1б - продольный пропорциональный цилиндрический образец;
1в - поперечный пропорциональный плоский образец по ГОСТ 1497;
1г - поперечный пропорциональный цилиндрический образец;
1д - кольцевой образец;
1е - поперечный плоский образец от сварного соединения.
2 Ударный изгиб:
2а - продольный образец, вырезанный вдоль оси трубы;
2б - поперечный образец, вырезанный перпендикулярно к оси трубы;
2в - поперечный образец, перпендикулярный к шву, по ГОСТ 6996.
3 Сплющивание:
3 - отрезок трубы.
4 Бортование:
4 - отрезок трубы.
5 Раздача, раздача кольца конусом:
5 - отрезок трубы.
6 Загиб:
6 - отрезок трубы;
6а - продольный плоский образец;
6б- поперечный плоский образец;
6в - поперечный плоский образец от сварного соединения по ГОСТ 6996.
7 Испытание падающим грузом:
7 - поперечный плоский образец.
ПРИЛОЖЕНИЕ
Б
(обязательное)
Отбор проб для механических и технологических испытаний бесшовных труб
Dн до 16 мм
Рисунок Б.1

Dн от 16 до 60 мм
Рисунок Б.2

Dн св. 60 до 120 мм
Рисунок Б.3
Dн св. 120 до 426 мм
Рисунок Б.4

Dн св. 426 мм
Рисунок Б.5
Таблица Б.1 - Виды образцов для механических и технологических испытаний бесшовных труб
|
Вид испытания |
Наружный диаметр трубы Dн, мм |
Толщина стенки трубы S, мм |
Направление вырезки и вид образца |
Номер |
||
|
продольное |
поперечное |
рисунка |
образца |
|||
|
Растяжение |
До 16 |
- * |
Отрезок трубы |
- |
1 |
|
|
От 16 |
- * |
То же |
- |
1 |
||
|
До 120 |
До 12 включ. |
Полоса (сегмент) |
- |
1а |
||
|
Св. 5 |
Цилиндрический |
- |
1б |
|||
|
Св. 120 |
До 12 включ. |
Полоса (сегмент) |
- |
1а |
||
|
До 426 |
Св. 5 |
Цилиндрический |
- |
1б |
||
|
Св. 14 |
- |
Цилиндрический |
1г |
|||
|
Св. 426 |
До 12 включ. |
Полоса (сегмент) |
- |
1а |
||
|
Св. 5 |
Цилиндрический |
- |
1б |
|||
|
Св. 3 |
- |
Плоский образец |
1в |
|||
|
Св. 7 |
- |
Цилиндрический |
1г |
|||
|
Ударный изгиб |
Св. 35 |
Св. 5 |
Продольный образец |
- |
2а |
|
|
Св. 120 |
Св. 8 |
- |
Поперечный образец |
2б |
||
|
Св. 300 |
Св. 5 |
- |
То же |
2б |
||
|
Сплющивание |
До 400 |
£ 15 % Dн |
Отрезок трубы |
- |
3 |
|
|
Бортование |
До 160 |
До 9 |
То же |
- |
4 |
|
|
Раздача |
До 150 |
До 9 |
» |
- |
5 |
|
|
Раздача кольца конусом |
От 18 до 150 |
От 2 до 8 |
» |
- |
5 |
|
|
Загиб |
До 60 |
» |
- |
6 |
||
|
Св. 60 |
Полоса |
- |
6а |
|||
|
Св. 60 |
- |
Полоса |
6б |
|||
|
* Толщина стенки без ограничения. |
||||||
ПРИЛОЖЕНИЕ
В
(обязательное)
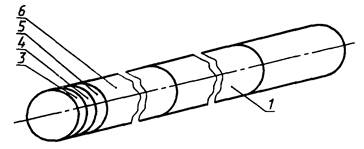
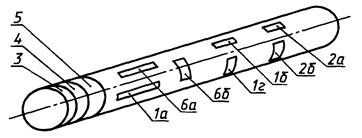
Отбор проб для механических и технологических испытаний сварных прямошовных труб

Dн до 16 мм
Рисунок В.1

Dн от 16 до 60 мм
Рисунок В.2

DH св. 60 до 426 мм
Рисунок В.3

Dн св. 426 мм
Рисунок В.4

Dн св. 426 мм
Рисунок В.5
Таблица В.1 - Виды образцов для механических и технологических испытаний сварных прямошовных труб
|
Вид испытания |
Основной металл |
Сварное соединение |
||||||||
|
Наружный диаметр трубы Dн, мм |
Толщина стенки трубы S, мм |
Направление вырезки, вид образца |
Номер |
Наружный диаметр трубы Dн, мм |
Вид образца |
Номер |
||||
|
продольное |
поперечное |
рисунка |
образца |
рисунка |
образца |
|||||
|
Растяжение |
До 16 |
- * |
Отрезок трубы |
- |
1 |
От 50 до 530 |
Кольцевой |
1д |
||
|
- * |
То же |
- |
1 |
|||||||
|
От 16 до 60 включ. |
До 12 |
Полоса |
- |
1а |
||||||
|
Св. 5 |
Цилиндрический |
- |
1б |
|||||||
|
Св. 60 до 426 включ. |
До 12 |
Полоса |
- |
1а |
Св. 150 |
Поперечный |
1е |
|||
|
Св. 5 |
Цилиндрический |
- |
1б |
|||||||
|
Св. 426, один шов |
Св. 3 |
- |
Полоса |
1в |
||||||
|
Св. 7 |
- |
Цилиндрический |
1г |
|||||||
|
Св. 426, два шва |
Св. 3 |
- |
Полоса |
1в |
||||||
|
Св. 7 |
- |
Цилиндрический |
1г |
|||||||
|
Ударный изгиб |
Св. 35 |
Св. 5 |
Продольный |
- |
2а |
|||||
|
Св. 159 |
Св. 8 |
- |
Поперечный |
2б |
Св. 159 |
Поперечный |
2в |
|||
|
Сплющивание** |
До 400 |
15 % D |
Отрезок трубы |
- |
3 |
|||||
|
Бортование** |
До 160 |
До 9 |
То же |
- |
4 |
|||||
|
Раздача** |
До 150 |
До 9 |
» |
- |
5 |
|||||
|
Раздача кольца конусом** |
От 18 до 150 |
От 2 до 8 |
» |
- |
5 |
|||||
|
Загиб** |
До 60 включ. |
|
Отрезок трубы |
- |
6 |
|||||
|
Св. 60 |
|
Полоса |
- |
6а |
||||||
|
ИПГ** |
Св. 508 |
|
- |
Полоса |
7 |
|||||
|
* Толщина стенки трубы без ограничения. ** Испытания основного металла и сварного соединения производят одновременно. |
||||||||||
ПРИЛОЖЕНИЕ
Г
(обязательное)
Отбор проб для механических и технологических испытаний сварных спирально-шовных труб

Dн от 159 до 530 мм
Рисунок Г.1

Dн св. 530 мм
Рисунок Г.2
Таблица Г.1 - Виды образцов для механических и технологических испытаний сварных спирально-шовных труб
|
Вид испытания |
Основной металл |
Сварное соединение |
||||||||
|
Наружный диаметр трубы Dн, мм |
Толщина стенки трубы S, мм |
Направление вырезки, вид образца |
Номер |
Наружный диаметр трубы Dн, мм |
Вид образца |
Номер |
||||
|
продольное |
поперечное |
рисунка |
образца |
рисунка |
образца |
|||||
|
Растяжение |
Св. 159 до 530 включ. |
До 12 включ. |
Полоса |
- |
1а |
Св. 159 |
Плоский |
|
|
|
|
Св. 5 |
Цилиндрический |
- |
1б |
Поперечный |
1е, 1е* |
|||||
|
Св. 530 |
Св. 3 |
- |
Полоса |
1в |
||||||
|
Св. 7 |
- |
Цилиндрический |
1г |
|||||||
|
Ударный изгиб |
Св. 159 |
Св. 6 |
- |
Поперечный |
2б |
Св. 159 |
Поперечный |
2в, 2в* |
||
|
Загиб |
Св. 159 |
Плоский Поперечный |
6в, 6в* |
|||||||
|
ИПГ |
Св. 508 |
- |
- |
Плоский |
7 |
|
|
|
|
|
|
* Образцы отобраны от кольцевого шва. |
||||||||||
ПРИЛОЖЕНИЕ Д
(обязательное)
Отбор проб для механических и технологических испытаний профильных труб

Рисунок Д.1
ПРИЛОЖЕНИЕ
Е
(обязательное)
Отбор проб для механических и технологических испытаний чугунных труб

Рисунок Е.1
ПРИЛОЖЕНИЕ
Ж
(обязательное)
Отбор проб для механических и технологических испытаний нарезных труб

Рисунок Ж.1
ПРИЛОЖЕНИЕ И
(обязательное)
Отбор проб для механических и технологических испытаний свертных паяных труб

Рисунок И.1
Ключевые слова: трубы металлические, пробы, заготовки, образцы, испытания