ГОСТ 3033-79
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ ОТКИДНЫЕ
КОНСТРУКЦИЯ И РАЗМЕРЫ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
БОЛТЫ ОТКИДНЫЕ Конструкция и размеры Eye bolts. Design and dimensions |
ГОСТ |
Дата введения 01.01.81
1. Настоящий стандарт распространяется на откидные болты с резьбой диаметром от 5 до 36 мм.
Стандарт не распространяется на откидные болты станочных приспособлений.
2. Откидные болты должны изготовляться исполнений:
1 - болты с круглой головкой;
2 - болты с круглой головкой и с отверстием под шплинт;
3 - болты с вилкой.
Болты могут изготовляться классов точности В и С.
3. Конструкция и размеры откидных болтов исполнений 1 и 2 должны соответствовать указанным на чертеже и в табл. 1, а исполнения 3 - на чертеже и в табл. 2.

* Размер для справок
Таблица 1
Размеры в мм
|
L |
l0 |
D |
d1 |
d2 |
b |
l |
R |
Масса 1000 шт., кг ≈, исполнение 1 |
|
|
5 |
25 |
16 |
10 |
4 |
1,6 |
6 |
2,5 |
4 |
5,000 |
|
32 |
6,000 |
||||||||
|
36 |
20 |
7,000 |
|||||||
|
40 |
25 |
7,000 |
|||||||
|
45 |
30 |
8,000 |
|||||||
|
50 |
9,000 |
||||||||
|
55 |
9,500 |
||||||||
|
60 |
10,00 |
||||||||
|
6 |
32 |
16 |
12 |
5 |
8 |
5 |
8,000 |
||
|
36 |
20 |
9,000 |
|||||||
|
40 |
25 |
10,00 |
|||||||
|
45 |
30 |
11,00 |
|||||||
|
50 |
12,00 |
||||||||
|
55 |
13,00 |
||||||||
|
60 |
35 |
14,00 |
|||||||
|
65 |
15,00 |
||||||||
|
70 |
16,00 |
||||||||
|
8 |
36 |
20 |
14 |
6 |
2 |
10 |
3,5 |
18,00 |
|
|
40 |
25 |
19,00 |
|||||||
|
45 |
30 |
21,00 |
|||||||
|
50 |
22,00 |
||||||||
|
55 |
35 |
24,00 |
|||||||
|
60 |
26,00 |
||||||||
|
65 |
28,00 |
||||||||
|
70 |
40 |
29,00 |
|||||||
|
75 |
45 |
31,00 |
|||||||
|
80 |
33,00 |
||||||||
|
10 |
40 |
25 |
18 |
8 |
12 |
6 |
32,00 |
||
|
45 |
30 |
35,00 |
|||||||
|
50 |
37,00 |
||||||||
|
55 |
35 |
40,00 |
|||||||
|
60 |
40 |
43,00 |
|||||||
|
65 |
46,00 |
||||||||
|
70 |
45 |
49,00 |
|||||||
|
75 |
51,00 |
||||||||
|
80 |
54,00 |
||||||||
|
85 |
57,00 |
||||||||
|
90 |
55 |
60,00 |
|||||||
|
95 |
63,00 |
||||||||
|
100 |
65 |
66,00 |
|||||||
|
12 |
45 |
30 |
20 |
10 |
2 |
14 |
3,5 |
8 |
47,00 |
|
50 |
35 |
50,00 |
|||||||
|
55 |
54,00 |
||||||||
|
60 |
40 |
59,00 |
|||||||
|
65 |
63,00 |
||||||||
|
70 |
45 |
67,00 |
|||||||
|
75 |
71,00 |
||||||||
|
80 |
50 |
75,00 |
|||||||
|
85 |
80,00 |
||||||||
|
90 |
60 |
84,00 |
|||||||
|
95 |
88,00 |
||||||||
|
100 |
65 |
92,00 |
|||||||
|
110 |
75 |
101,00 |
|||||||
|
125 |
117,00 |
||||||||
|
(14) |
50 |
30 |
24 |
12 |
3 |
16 |
4,5 |
10 |
83,00 |
|
60 |
40 |
93,00 |
|||||||
|
65 |
45 |
99,00 |
|||||||
|
70 |
50 |
104,00 |
|||||||
|
75 |
110,00 |
||||||||
|
80 |
116,00 |
||||||||
|
85 |
65 |
122,00 |
|||||||
|
90 |
127,00 |
||||||||
|
95 |
133,00 |
||||||||
|
100 |
75 |
138,00 |
|||||||
|
110 |
150,00 |
||||||||
|
125 |
167,00 |
||||||||
|
140 |
90 |
170,00 |
|||||||
|
16 |
60 |
40 |
28 |
14 |
18 |
117,00 |
|||
|
70 |
50 |
131,00 |
|||||||
|
75 |
137,00 |
||||||||
|
80 |
55 |
145,00 |
|||||||
|
85 |
153,00 |
||||||||
|
90 |
65 |
160,00 |
|||||||
|
95 |
167,00 |
||||||||
|
100 |
75 |
175,00 |
|||||||
|
110 |
192,00 |
||||||||
|
120 |
206,00 |
||||||||
|
125 |
212,00 |
||||||||
|
140 |
90 |
235,00 |
|||||||
|
160 |
110 |
268,00 |
|||||||
|
20 |
80 |
55 |
34 |
18 |
4 |
22 |
5,5 |
12 |
230,00 |
|
90 |
65 |
250,00 |
|||||||
|
100 |
75 |
276,00 |
|||||||
|
110 |
80 |
300,00 |
|||||||
|
125 |
80 |
330,00 |
|||||||
|
140 |
95 |
370,00 |
|||||||
|
160 |
110 |
413,00 |
|||||||
|
180 |
460,00 |
||||||||
|
200 |
510,00 |
||||||||
|
24 |
100 |
70 |
42 |
20 |
26 |
16 |
430,00 |
||
|
110 |
80 |
459,00 |
|||||||
|
125 |
510,00 |
||||||||
|
140 |
95 |
565,00 |
|||||||
|
160 |
110 |
631,00 |
|||||||
|
180 |
687,00 |
||||||||
|
200 |
768,00 |
||||||||
|
220 |
840,00 |
||||||||
|
250 |
125 |
940,00 |
|||||||
|
30 |
125 |
90 |
52 |
25 |
6 |
34 |
20 |
836,00 |
|
|
140 |
95 |
926,00 |
|||||||
|
160 |
110 |
1026,00 |
|||||||
|
180 |
1140,00 |
||||||||
|
200 |
1250,00 |
||||||||
|
220 |
1365,00 |
||||||||
|
250 |
125 |
1530,0 |
|||||||
|
280 |
1690,0 |
||||||||
|
36 |
140 |
95 |
64 |
30 |
40 |
7,0 |
22 |
1466,0 |
|
|
160 |
100 |
1612,0 |
|||||||
|
180 |
125 |
1768,0 |
|||||||
|
200 |
1923,0 |
||||||||
|
220 |
2030,0 |
||||||||
|
250 |
140 |
2300,0 |
|||||||
|
280 |
2500,0 |
||||||||
|
320 |
2800,0 |
Таблица 2
Размеры в мм
|
L |
l0 |
l1 |
l2 |
d1 |
d2 |
B |
b1 |
b2 |
b3 |
Масса 1000 шт., кг ≈ |
|
|
10 |
60 |
35 |
16 |
10 |
8 |
12 |
16 |
16 |
8 |
3,8 |
48,0 |
|
65 |
40 |
50,0 |
|||||||||
|
70 |
45 |
53,0 |
|||||||||
|
12 |
65 |
35 |
18 |
12 |
10 |
15 |
20 |
20 |
10 |
4,8 |
80,0 |
|
70 |
40 |
84,0 |
|||||||||
|
75 |
50 |
88,0 |
|||||||||
|
80 |
50 |
91,0 |
|||||||||
|
(14) |
65 |
30 |
22 |
14 |
12 |
18 |
24 |
24 |
12 |
5,8 |
115,0 |
|
70 |
35 |
119,0 |
|||||||||
|
75 |
40 |
123,0 |
|||||||||
|
80 |
45 |
127,0 |
|||||||||
|
85 |
50 |
131,0 |
|||||||||
|
90 |
55 |
135,0 |
|||||||||
|
95 |
60 |
139,0 |
|||||||||
|
100 |
70 |
143,0 |
|||||||||
|
16 |
80 |
40 |
26 |
16 |
14 |
20 |
28 |
28 |
14 |
6,8 |
202,0 |
|
85 |
45 |
209,0 |
|||||||||
|
90 |
50 |
216,0 |
|||||||||
|
95 |
55 |
222,0 |
|||||||||
|
100 |
60 |
229,0 |
|||||||||
|
110 |
70 |
243,0 |
|||||||||
|
20 |
110 |
60 |
34 |
20 |
18 |
24 |
36 |
36 |
18 |
8,8 |
446,0 |
|
125 |
70 |
477,0 |
|||||||||
|
140 |
80 |
508,0 |
|||||||||
|
24 |
140 |
70 |
42 |
24 |
20 |
28 |
40 |
46 |
22 |
11,7 |
811,0 |
|
160 |
80 |
873,0 |
|||||||||
|
180 |
945,0 |
||||||||||
|
200 |
90 |
1016,0 |
|||||||||
|
30 |
160 |
80 |
52 |
30 |
25 |
35 |
52 |
60 |
30 |
14,7 |
1581,0 |
|
180 |
90 |
1685,0 |
|||||||||
|
200 |
100 |
1792,0 |
|||||||||
|
36 |
180 |
90 |
60 |
36 |
30 |
42 |
64 |
68 |
34 |
16,7 |
2540,0 |
|
200 |
100 |
2680,0 |
1. (Исключено, Изм. № 1).
2. Масса указана для стальных болтов. Для определения массы болтов из латуни величины масс, указанные в табл. 1 и 2, следует умножить на коэффициент 1,08; из бронзы - на 0,97.
3. Болты с резьбой d = 14 мм применять не рекомендуется.
Пример условного обозначения откидного болта класса точности В, исполнения 1, диаметром резьбы d = 6 мм, с полем допуска 6g длина L = 32 мм, класса прочности 3.6, из спокойной стали, с цинковым покрытием толщиной 6 мкм хроматированным:
Болт В.М6-6 g ⸱ 32.36.C.016 ГОСТ 3033-79
То же, класса точности С, исполнения 2, диаметром резьбы d = 10 мм, с полем допуска 8g, длиной L = 60 мм, из материала группы 32, без покрытия:
Болт С2М10-8 g ⸱ 60.32. ГОСТ 3033-79
4. Предельные отклонения диаметра отверстия в головке d1:
для болтов класса точности В-Н12;
для болтов класса точности С-Н14.
2 - 4. (Измененная редакция, Изм. № 1).
5. (Исключен, Изм. № 1).
6. Предельные отклонения ширины головки b - d11.
7. Предельные отклонения размера l2 - H14.
8. Предельные отклонения ширины прорези b2 - H12.
9. (Исключен, Изм. № 1).
10. Предельные отклонения размеров, получаемых штамповкой - по второму классу ГОСТ 7505.
11. (Исключен, Изм. № 1).
12. При изготовлении резьбы методом накатки диаметр стержня выполнять по ГОСТ 19256.
13. Для болтов класса точности С допускается:
шероховатость поверхностей, образующих размер b - Ra ≤ 100 мкм, а поверхности отверстия диаметром d1 - Ra ≤ 20 мкм;
предельные отклонения ширины головки b - по второму классу ГОСТ 7505.
15. Размеры сбегов - по ГОСТ 27148, конец с фаской - по ГОСТ 12414.
16. Остальные технические требования - по ГОСТ 1759.0.
13 - 16. (Измененная редакция, Изм. № 1).
16а. Допуск пересечения оси головки и оси отверстия в головке, допуск перпендикулярности оси отверстия в головке коси стержня на длине, равной 0,5b или 0,5b1 - по ГОСТ 24643 для болтов:
класса точности В - по 13-й степени точности;
класса точности С - по 14-й степени точности.
16б. Не установленные настоящим стандартом допуски размеров, допуск соосности головки и стержня и методы контроля по ГОСТ 1759.1.
16в. Допустимые дефекты поверхности болтов и методы контроля - по ГОСТ 1759.2.
16а, 16б, 16в. (Введены дополнительно, Изм. № 1).
17. Методы стопорения гайки приведены в приложении 1. Примеры применения откидных болтов даны в приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
МЕТОДЫ СТОПОРЕНИЯ ГАЙКИ
1. Стопорение гайки откидного болта исполнения 2 должно выполняться путем установки штифта. Штифт, установленный в отверстие болта, должен быть расклепан с двух сторон.
2. По соглашению между потребителем и изготовителем допускается стопорение гайки кернением резьбы откидного болта или механическим сближением двух последних витков резьбы в двух противоположных точках с боков, а также кернением с торца в зависимости от диаметра резьбы.
3. Материал для изготовления штифтов: проволока стальная марки 10 или 15 по ГОСТ 17305, латунная марки Л63 по ГОСТ 1066 или ВТ1-00 по техническим условиям, утвержденным в установленном порядке.
4. Размеры штифтов для стопорения гайки откидного болта исполнения 2 должны соответствовать указанным на чертеже и в таблице.
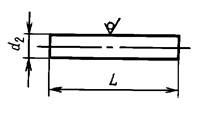
Размеры в мм
|
Номинальный диаметр резьбы откидного болта d |
Диаметр штифта d2 |
Диаметр штифта L js 16 |
Масса 1000 шт. штифтов, кг |
|
5 |
1,6 |
6 |
0,095 |
|
6 |
7 |
0,120 |
|
|
8 |
2,0 |
9,5 |
0,240 |
|
10 |
11,5 |
0,280 |
|
|
12 |
13,5 |
0,330 |
|
|
(14) |
3,0 |
16 |
0,880 |
|
16 |
18 |
0,990 |
|
|
20 |
4,0 |
22 |
2,170 |
|
24 |
26 |
2,620 |
|
|
30 |
6,0 |
32 |
7,100 |
|
36 |
38 |
8,300 |
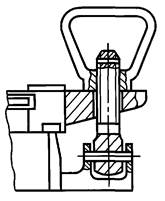
ПРИЛОЖЕНИЕ 2
Рекомендуемое
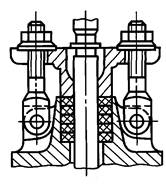
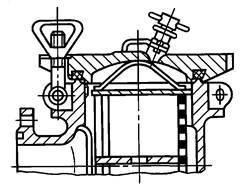
ПРИМЕРЫ ПРИМЕНЕНИЯ ОТКИДНЫХ БОЛТОВ
|
Пример 1 |
Пример 2 |
|
|
|
|
Пример 3 |
Пример 4 |
|
|
|
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета по стандартам от 05.09.79 № 3342
2. ВЗАМЕН ГОСТ 3033-73
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
Приложение 1 |
|
|
16б |
|
|
16в |
|
|
Приложение 1 |
|
|
16а |
|
4. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
5. ИЗДАНИЕ с Изменением № 1, утвержденным в июле 1987 г. (ИУС 11-87)