
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
МЕТОДЫ ПРОВЕРКИ
ТОРЦОВОГО БИЕНИЯ
ПОВЕРХНОСТЕЙ ОБРАЗЦА-ИЗДЕЛИЯ
ГОСТ 26542-85
(СТ СЭВ 4586-84)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО
СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
В.С. Васильев, А.Н. Байков, Н.Ф. Хлебалин, В.Я. Черневич
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А. Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29 апреля 1985 г. № 1284
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Методы
проверки торцового биения Metal-cutting
machine tools. |
ГОСТ (СТ СЭВ 4586-84) |
Постановлением Государственного комитета СССР по стандартам от 29 апреля 1985 г. № 1284 срок введения установлен
с 01.01.86
Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает методы проверки торцового биения плоских поверхностей образца-изделия, расположенных перпендикулярно оси вращения.
Стандарт полностью соответствует требованиям СТ СЭВ 4586-84.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Общие требования к методам проверок - по ГОСТ 8-82.
1.2. Проверку следует проводить одним из следующих методов:
Метод 1. Проверка с помощью приспособления с призмами, упором и нагрузочным устройством и прибора для измерения длин.
Метод 2. Проверка с помощью приспособления с центрами и центровыми бабками и прибора для измерения длин.
1.3. Общие требования к образцам-изделиям - по ГОСТ 25443-82.
1.4. Образцы-изделия типа втулки должны устанавливаться без зазора на контрольной оправке, при этом длина отверстия образца-изделия должна быть больше диаметра отверстия.
Требования к точности изготовления отверстия образца-изделия типа втулки, а также центровых отверстий и установочных цапф у образцов-изделий типа валика должны устанавливаться в стандартах на нормы точности и технических условиях на конкретные типы станков.
1.5. Измерительный наконечник измерительного прибора должен быть параллелен оси вращения и касаться проверяемой поверхности на возможно большем диаметре D, значение которого устанавливается в стандартах на нормы точности и технических условиях на конкретные типы станков. Если такие указания отсутствуют, то расстояние между измерительным наконечником измерительного прибора и наружной окружностью проверяемой поверхности принимается приблизительно равным 5 мм.
1.6. Измерения проводят при повороте образца-изделия не менее чем на 360° с постоянной скоростью, позволяющей регистрировать показания измерительного прибора, или после остановки образца-изделия через каждые 45°.
2. МЕТОДЫ ПРОВЕРКИ
2.1. Проведение проверки по методу 1.
Средства проверки: прибор для измерения длин, приспособление с призмами, упором и нагрузочным устройством, контрольная оправка (при проверке образцов-изделий типа втулки), стальной шарик (если образец-изделие с центровыми отверстиями) и державка для измерительного прибора.
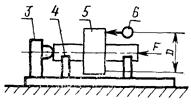
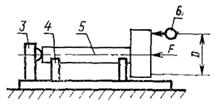
Схемы проверок для образцов-изделий типа втулки указаны на черт. 1 и 2, для образцов-изделий типа валика - на черт 3 и 4.
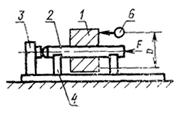
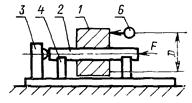
Образец-изделие типа втулки 1 устанавливают в соответствии с п. 1.4 на контрольной оправке 2 со сферическим торцом (черт. 1), если приспособление 3 имеет упор с плоской опорной поверхностью, либо с плоским торцом (черт. 2), если приспособление имеет упор со сферической поверхностью. Контрольную оправку с образцом-изделием устанавливают на призмы 4.
Образец-изделие типа валика 5 устанавливают на призмы непосредственно.
Для предотвращения осевого смещения образца-изделия прикладывают осевую силу F постоянной величины:
для образца-изделия типа втулки - к контрольной оправке (черт. 1, 2);
для образца-изделия типа валика - к образцу-изделию (черт. 3, 4).
Величина и место приложения осевой силы F должны быть указаны в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерительный прибор 6 устанавливают, как указано в п. 1.5.
Образец-изделие приводят во вращение и производят измерения в соответствии с п. 1.6.
2.2. Оценка результатов проверки по методу 1.
Торцовое биение поверхности образца-изделия равно наибольшей алгебраической разности показаний измерительного прибора.
2.3. Проведение проверки по методу 2.
Средства проверки: приспособление с центрами и центровыми
бабками, прибор для измерения длин, державка для измерительного прибора, контрольная оправка с центровыми отверстиями у обоих торцов (при проверке образца-изделия типа втулки).
Схемы проверок указаны на черт. 5 (для образцов-изделий типа втулки) и на черт. 6 (для образцов-изделий типа валика с центровыми отверстиями).
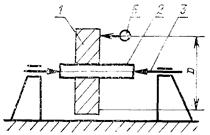

Образец-изделие типа втулки 1 закрепляют в соответствии с п. 1.4 на контрольной оправке 2 с центровыми отверстиями. Контрольную оправку устанавливают в центрах 3. Образец-изделие типа валика 4 с центровыми отверстиями устанавливают в центрах непосредственно.
Для повышения точности измерения образцов-изделий, обработанных на станках классов точности В, А и С, допускается применять центры в центровых бабках, либо центровые отверстия в образцах-изделиях или контрольных оправках, со сферической поверхностью.
Измерительный прибор 5 устанавливают, как указано в п. 1.5.
Образец-изделие приводят во вращение и проводят измерения, как указано в п. 1.6.
2.4. Оценка результатов проверки по методу 2.
Торцовое биение поверхности образца-изделия определяют аналогично п. 2.2.