
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФОЛЬГА АЛЮМИНИЕВАЯ
ДЛЯ КОНДЕНСАТОРОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 25905-83
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ФОЛЬГА
АЛЮМИНИЕВАЯ Технические условия Aluminium
foil for condensers. |
ГОСТ |
Срок действия с 01.01.85
в части фольги типа 4; в части фольги шириной от 5 до 9 мм включ.
с 01.01.86
в части фольги толщиной от 0,005 до 0,006 мм включ. повышенной точности прокатки
с 01.01.87
до 01.01.93
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на алюминиевую рулонную фольгу, применяемую для изготовления конденсаторов.
1. СОРТАМЕНТ
1.1. Толщина, ширина, предельное отклонение по толщине и ширине должны соответствовать указанным в табл. 1 и 2.
1.2. Фольга должна быть намотана на втулки с внутренним диаметром 34 - 36; 50 - 52; 68 - 70 и 70 - 75 мм.
Предельные отклонения по длине втулки для фольги шириной до 400 мм - ± 0,5 мм, для фольги шириной более 400 мм - ± 1 мм.
По согласованию потребителя с изготовителем фольга может быть намотана на втулки других диаметров.
1.3. Наружный диаметр рулона фольги толщиной 0,005 - 0,016 мм должен быть 150 - 200 мм. По согласованию изготовителя с потребителем наружный диаметр рулона фольги может быть увеличен. Допускаются рулоны фольги диаметром 100 мм в количестве не более 10 % массы партии.
Таблица 1
|
Предельные отклонения по толщине |
Ширина |
||
|
нормальной точности |
повышенной точности для фольги |
||
|
0,005 |
± 0,001 |
+0,0005 |
10 - 500 |
|
0,006 |
-0,001 |
||
|
0,007 |
|||
|
0,008 |
+0,0008 |
||
|
0,009 |
-0,0009 |
||
|
0,010 |
± 0,001 |
||
|
0,011 |
|||
|
0,012 |
+0,001 |
||
|
0,014 |
-0,002 |
||
|
0,016 |
|||
|
0,020 |
± 0,002 |
- |
|
|
0,030 |
± 0,003 |
||
|
0,040 |
± 0,004 |
||
|
0,050 |
± 0,004 |
||
|
0,060 |
± 0,006 |
± 0,005 |
|
|
0,070 |
± 0,006 |
||
|
0,080 |
+0,005 |
||
|
-0,010 |
|||
|
0,100 |
+0,005 |
± 0,005 |
20 - 500 |
|
-0,010 |
|||
|
0,150 |
+0,005 |
- |
|
|
-0,015 |
|||
Примечания:
1. Фольга из алюминия марки А99 изготовляется толщиной от 0,050 мм и более.
2. Фольга изготовляется по ширине с интервалами 5 мм.
3. По требованию потребителя фольга изготовляется шириной от 5 до 20 мм (включ.) с интервалом 1 мм и шириной 21, 22, 23, 24, 27, 28, 29, 32, 33, 34, 37, 38, 39, 42, 43, 44, 47, 52, 53, 55, 57, 58, 63, 67, 69, 72, 73, 77, 78, 83, 87, 91, 92, 93, 127 мм.
Таблица 2
мм
|
Предельные отклонения по ширине |
|
|
До 130 включ. |
± 0,5 |
|
Св. 130 до 300 включ. |
± 1,0 |
|
Св. 300 |
± 1,5 |
Наружный диаметр рулона фольги толщиной 0,020 - 0,150 мм должен быть 250 - 300 мм. По согласованию потребителя с изготовителем допускается изготовление фольги в рулонах диаметром свыше 300 мм.
Условные обозначения проставляются по схеме
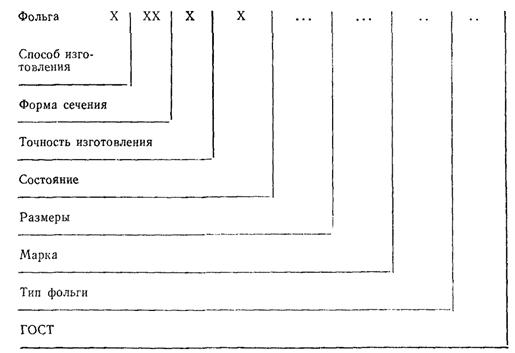
при следующих сокращениях:
способ изготовления: холоднодеформированная - Д;
форма сечения: прямоугольная - ПР;
точность изготовления: нормальная - Н;
повышенная - П;
состояние: мягкое - М;
твердое - Т;
тип фольги - 1, 2, 3, 4, 5.
Примеры условных обозначений
Фольга толщиной 0,050 мм, нормальной точности, шириной 500 мм, мягкая, из алюминия марки А99, типа 1:
Фольга ДПРНМ 0,050´500 А99-1 ГОСТ 25905-83
Фольга толщиной 0,016 мм, нормальной точности, шириной 270 мм, мягкая из алюминия марки А5:
Фольга ДПРНМ 0,016´270 А5 ГОСТ 25905-83
Фольга толщиной 0,016 мм, повышенной точности, шириной 270 мм, твердая из алюминия марки А5:
Фольга ДПРПТ 0,016´270 А5 ГОСТ 25905-83
(Измененная редакция, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фольга изготовляется в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Фольга должна изготовляться из алюминия марок А99, А6, А5 по ГОСТ 11069-74 и марок АД0, АД1 по ГОСТ 4784-74.
По согласованию изготовителя с потребителем допускается изготовление фольги из алюминия, дополнительно легированного железом до 1,2 % по массе, или из алюминия с массовой долей железа - до 0,007 %, кремния до 0,008 %, меди до 0,0045 % с общей массовой долей примесей не более 0,02 %.
2.3. Фольга должна изготовляться в мягком (отожженном) и твердом необезжиренном (неотожженном) состоянии.
2.4. На фольге не должно быть посторонних включений и поверхностных загрязнений, складок, надрывов, забоин, коррозии, алюминиевой пыли, стружки и пятен от выгоревшей смазки.
Фольга толщиной 0,005 - 0,050 мм в мягком состоянии не должна иметь следов смазки.
Допускаются на фольге толщиной 0,030 мм и менее мелкие отверстия, видимые невооруженным глазом против света, при отсутствии их скопления и строчечного расположения;
на фольге толщиной свыше 0,030 мм отверстия, количество и расположение которых устанавливаются по согласованию изготовителя с потребителем;
поперечные полосы, образующиеся от неравномерного натяжения фольги по длине рулона;
отпечатки от валков, не препятствующие свободному сматыванию фольги с рулона.
По согласованию изготовителя с потребителем качество поверхности фольги, количество и расположение отверстий определяются по эталонам, согласованным в установленном порядке.
2.5. Механические свойства фольги должны соответствовать требованиям, указанным в табл. 3.
Таблица 3
|
Толщина фольги, мм |
Временное сопротивление, МПа (кгс/мм2), не менее |
Относительное удлинение, %, не менее |
|||
|
мягкой |
твердой |
мягкой |
твердой |
||
|
А6, А5, АД0, АД1 |
От 0,005 до 0,006 включ. |
- |
- |
- |
- |
|
Св. 0,006 до 0,011 включ. |
30 (3,0) |
100 (10) |
- |
- |
|
|
Св. 0,011 до 0,045 включ. |
30 (3,0) |
100 (10) |
2,0 |
- |
|
|
Св. 0,045 до 0,150 включ. |
40 (4,0) |
120 (12) |
3,0 |
- |
|
|
А99 |
От 0,005 до 0,150 включ. |
30 (3,0) |
100 (10) |
3,0 |
- |
Примечания:
1. Временное сопротивление мягкой фольги толщиной 0,007 мм для силовых конденсаторов должно быть не менее 40 МПа (4,0 кгс/мм2).
2. По требованию потребителя для фольги типа 2 из алюминия марки А99 временное сопротивление мягкой фольги должно быть не менее 32 МПа (3,2 кгс/мм2), относительное удлинение мягкой фольги не менее 4,0 %.
2.6. Удельная емкость фольги из алюминия марки А99 должна соответствовать требованиям табл. 4.
Таблица 4
|
Тип фольги |
Толщина, мм |
Удельная емкость, мкФ/дм2 |
Предельное отклонение, % |
Напряжение формовки, Uф, В |
|
|
Отожженная |
1 |
0,10 |
22 |
-10 |
450 |
|
2 |
0,10 |
29 |
|||
|
3 |
0,08 |
20 |
|||
|
4 |
0,08 |
25 |
|||
|
Неотожженная |
5 |
0,10 |
1700 |
30 |
|
|
6 |
0,08 |
1100 |
Примечания:
1. Верхний предел показателя удельной емкости не регламентируется.
2. Допускается изготовление фольги других размеров с показателем удельной емкости, соответствующим ближайшему меньшему размеру фольги по толщине.
2.4 - 2.6. (Измененная редакция, Изм. № 2).
2.7. Фольга должна быть намотана с натяжением, исключающим возможность выпадения, проворачивания втулки или смещения витков при встряхивании рулона.
Торцы рулона должны быть без забоин, вмятин и загрязнений.
Для фольги толщиной более 0,020 мм допускается смещение витков в торцах рулона до 1,5 мм.
2.8. По всей длине фольги рулон должен легко разматываться и кромки фольги должны быть без заусенцев и надрывов.
В одном рулоне допускается:
для фольги толщиной, 0,010 мм и менее - не более пяти обрывов;
для фольги толщиной свыше 0,010 до 0,030 мм включительно - не более четырех обрывов;
для фольги толщиной свыше 0,030 до 0,060 мм включительно - не более трех обрывов;
для фольги толщиной свыше 0,060 мм - не более одного обрыва.
Зачистка торцов рулонов фольги толщиной 0,005 - 0,010 мм в местах обрывов фольги не проводится. Кромка фольги не должна выступать за торец рулона более чем на 2 мм.
По согласованию изготовителя с потребителем допускается зачистка торцов рулона в местах обрыва.
(Измененная редакция, Изм. № 2).
2.9. Теоретическая масса 1 м2 фольги приведена в справочном приложении 1.
3. ПРАВИЛА ПРИЕМКИ
3.1. Фольгу принимают партиями.
Партия должна состоять из фольги одного назначения, одной марки алюминия, одной точности изготовления, одного состояния, одного размера и оформлена одним документом о качестве, содержащим:
товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение фольги;
массу нетто партии;
номер партии;
результаты испытаний;
количество мест (при упаковке в ящики);
штамп технического контроля.
Масса партии фольги из алюминия марки А99 не должна превышать 5 т, из алюминия марок АД0, АД1, А6, А5 - 30 т.
(Измененная редакция, Изм. № 2).
3.2. Для проверки размеров, состояния поверхности и наличия смазки от партии отбирают 5 % рулонов, но не менее трех рулонов.
3.3. Для определения механических свойств от партии отбирают 2 % рулонов, но не менее двух.
Временное сопротивление мягкой фольги толщиной 0,005 - 0,006 мм определяется на каждой партии для накопления данных с целью нормирования с 01.01.92. Механические свойства фольги толщиной 0,007 - 0,150 мм определяются периодически по требованию потребителя.
(Измененная редакция, Изм. № 2).
3.4. Для определения удельной емкости от партии отбирают один рулон.
3.5. Для проверки химического состава от партии отбирают один рулон. Допускается изготовителю для проверки химического состава отбирать пробу от жидкого металла.
На заводе-изготовителе фольги допускается анализ химического состава фольги из алюминия марки А99 не проводить. Соответствие химического состава фольги марки А99 определяется по документу о качестве на слиток завода - изготовителя слитка.
(Измененная редакция, Изм. № 2).
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке. Результаты повторного испытания распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для проверки качества поверхности и размеров от рулона отматывают 3 - 5 м фольги. Осмотр фольги должен проводиться без применения увеличительных приборов.
4.2. Толщина фольги проверяется измерительной головкой по ГОСТ 6933-81. Для измерения фольги толщиной до 0,01 мм применяются головки ГП и ИГПВ с ценой деления 0,1 - 0,2 мкм и радиусом измерительного наконечника 5 мм по ГОСТ 6933-81.
Ширина фольги измеряется металлической линейкой по ГОСТ 427-75.
4.3. Проверка наличия смазки на фольге проводится по методу обязательного приложения 2 или обязательного приложения 2а.
При возникновении разногласий проверка наличия смазки на фольге проводится по методу приложения 2.
4.4. Механические свойства образцов определяют по методу обязательного приложения 2б.
По требованию потребителя для фольги шириной менее 15 мм поставляются образцы-свидетели шириной не менее 15 мм для испытания их по методу приложения 2б.
4.5. Проверка удельной емкости в статических условиях проводится по методике обязательного приложения 3.
Для проверки удельной емкости от одного рулона партии отбирают отрезок фольги длиной не менее 0,7 м. От каждого отрезка отбирают три образца.
4.2 - 4.5. (Измененная редакция, Изм. № 2).
4.6. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231-80.
4.7. Определение химического состава должно проводиться по ГОСТ 12697.6-77 - ГОСТ 12697.8-77 или другими методами, не уступающими по точности стандартным.
При разногласиях в оценке химического состава анализ проводят по ГОСТ 12697.6-77 - ГОСТ 12697.8-77.
(Измененная редакция, Изм. № 2).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рулон фольги должен быть обернут бумажной лентой шириной, равной ширине фольги.
На каждом рулоне фольги крепят ярлык с указанием:
товарного знака или товарного знака и наименования предприятия-изготовителя;
условного обозначения фольги;
номера партии;
штампа технического контроля;
даты выпуска.
5.2. Упаковывание рулонов фольги
5.2.1. Рулоны фольги или набор нескольких рулонов упаковывают в специализированную разборную многооборотную тару по нормативно-технической документации.
Торцы рулонов или набора нескольких рулонов защищают стяжными металлическими или пластмассовыми дисками. Между дисками и торцами рулона, а также между рулонами, входящими в набор, помещают ингибированную бумагу марки МБГИ 8-40 по ГОСТ 16295-82 или ингибированные прокладки других видов по нормативно-технической документации.
Для защиты торцов рулона от механических повреждений между диском и прокладкой из ингибированного материала помещают прокладку из пенистого полистирола по ГОСТ 12998-85 толщиной 5 - 10 мм или мягкой резины по ГОСТ 17133-83 или по нормативно-технической документации. Диаметр прокладок из ингибированных материалов, полистирола и резины должен быть не менее чем на 10 мм больше диаметра рулона.
В собранном состоянии специализированная разборная многооборотная тара должна быть плотно стянута. Специализированная тара и прокладочные материалы подлежат возврату изготовителю.
5.2.2. Каждый рулон должен быть упакован в полиэтиленовую пленку толщиной 0,1 - 0,3 мм по ГОСТ 10354-82. Внутрь упаковки вкладывают силикагель по ГОСТ 3956-76 в мешочках из пористой ткани или перфорированного полиэтилена в количестве не менее 30 г.
Торцы рулонов должны быть защищены от механических повреждений прокладками из гофрированного картона по ГОСТ 7376-84 или другим прокладочным материалом.
Открытые концы пленки должны быть плотно закручены и завязаны шпагатом из синтетических материалов по нормативно-технической документации.
5.2.3. Рулоны фольги при транспортировании в подвешенном состоянии обертывают полиэтиленовой пленкой толщиной 0,1 - 0,3 мм по ГОСТ 10354-82. Внутрь упаковки вкладывается силикагель по ГОСТ 3956-76 в мешочках из пористой ткани или перфорированного полиэтилена в количестве не менее 30 г.
Торцы рулонов должны быть защищены от механических повреждений прокладками из гофрированного картона по ГОСТ 7376-84 или другим прокладочным материалом.
Открытые концы пленки должны быть плотно закручены вокруг деревянного стержня и завязаны шпагатом из синтетических материалов по нормативно-технической документации или закреплены липкой лентой.
По согласованию изготовителя с потребителем допускаются другие способы упаковки и защиты рулонов фольги от коррозии и механических повреждений. Способ упаковки оговаривается в заказ-наряде.
5.1, 5.2 (5.2.1 - 5.2.3). (Измененная редакция, Изм. № 2).
5.2а. Рулоны фольги в специализированной разборной многооборотной таре размещают в контейнерах, автофургонах в горизонтальном или вертикальном положении.
Рулоны фольги, упакованные в полиэтиленовую пленку, размещают в контейнерах по ГОСТ 18477-79, автофургонах или ящиках типов III-1, III-2 по ГОСТ 2991-85 на торец или горизонтально. Ряды рулонов должны быть защищены от механических повреждений гофрированным картоном по ГОСТ 7376-84 или другим прокладочным материалом.
Рулоны фольги, упакованные в полиэтиленовую пленку и транспортируемые в подвешенном состоянии, должны надеваться на деревянные стержни, укрепленные между деревянными стойками контейнера или ящика.
Контейнеры, автофургоны и ящики должны быть выстланы бумагой двухслойной упаковочной по ГОСТ 8828-75.
Рулоны фольги должны быть уложены и укреплены так, чтобы они не перемещались во время перевозки.
Масса грузового места не должна превышать 1250 кг.
Укрупнение грузовых мест в транспортные пакеты проводится в соответствии с требованиями ГОСТ 21929-76.
Пакетирование проводится на поддонах по ГОСТ 9557-87, ГОСТ 9078-84 или на деревянно-металлических поддонах по нормативно-технической документации, с обвязкой в продольном и поперечном направлении проволокой диаметром не менее 2 мм по ГОСТ 3282-74 или лентой размерами не менее 0,3´30 мм по ГОСТ 3560-73. Скрепление концов: скрутка проволокой не менее 5 витков, лента в замок.
(Введено дополнительно, Изм. № 2).
5.3. Транспортная маркировка грузовых мест должна проводиться по ГОСТ 14192-77 с нанесением манипуляционных знаков: «Боится сырости», «Осторожно, хрупкое», «Верх, не кантовать».
5.4. В каждый контейнер или ящик должен быть вложен упаковочный лист с указанием:
товарного знака или товарного знака и наименования предприятия-изготовителя;
марки алюминия;
размеров фольги;
номера партии;
номера упаковщика;
обозначения настоящего стандарта.
5.5. Транспортирование фольги должно проводиться железнодорожным транспортом в крытых вагонах, контейнерах УУК-3, УУК-5 по ГОСТ 1847-79 мелкими повагонными или малотоннажными видами отправки; автомобильным транспортом на автофургонах, автомашинах и авиатранспортом в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
5.6. Фольга должна храниться в отапливаемых помещениях в распакованном виде на стеллажах, обитых мягким материалом или на стойках в подвешенном состоянии.
На складе не должны одновременно с фольгой храниться активные химикаты и гигроскопические материалы.
Рулоны фольги шириной до 200 мм укладывают на торцы и перекладывают мягкими прокладками, рулоны фольги шириной более 200 мм укладывают горизонтально, отделяя ряды прокладками. При соблюдении указанных условий хранения фольга алюминиевая для конденсаторов потребительских свойств при хранении не изменяет.
5.5, 5.6. (Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 1
Справочное
|
Теоретическая масса 1 м2, г |
|
|
0,005 |
13,5 |
|
0,006 |
16,2 |
|
0,007 |
18,9 |
|
0,008 |
21,6 |
|
0,009 |
24,3 |
|
0,010 |
27,0 |
|
0,011 |
29,7 |
|
0,012 |
32,4 |
|
0,014 |
37,4 |
|
0,016 |
43,2 |
|
0,020 |
54,0 |
|
0,030 |
81,0 |
|
0,040 |
108,0 |
|
0,050 |
135,0 |
|
0,060 |
162,0 |
|
0,080 |
216,0 |
|
0,100 |
270,0 |
|
0,150 |
405,0 |
При вычислении теоретической массы плотность алюминия принята равной 2,7 г/см3.
(Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 2
Обязательное
МЕТОД ПРОВЕРКИ ЧИСТОТЫ ПОВЕРХНОСТИ ФОЛЬГИ ГАЛОИДНЫМ ТОЧЕИСКАТЕЛЕМ ГТИ-3 ИЛИ ГТИ-6
Метод основан на свойстве накаленной платиновой проволоки (нити) датчика приборов увеличивать ионную эмиссию со своей поверхности в присутствии газов и дыма, образующихся при разложении органических соединений под воздействием высокой температуры.
Для увеличения площади захвата газов и дыма с поверхности фольги выносной щуп прибора снабжается конической насадкой с площадью захвата 100 см2.
Проверка поверхности фольги проводится в помещении с чистым воздухом. Наличие в помещении дыма и газов не допускается. Относительная влажность воздуха должна быть не более 80 %, температура (25 ± 10) °С.
Проверяемая фольга должна иметь температуру не ниже температуры помещения, в котором проводится ее проверка (во избежание конденсирования влаги).
Распаковку рулонов рекомендуется проводить в помещении, в котором они будут испытываться.
Проверка проводится на образцах, имеющих площадь поверхности 100 см2. От каждого рулона выборочно из разных мест отбирают 8 - 10 образцов и проверяют обе стороны фольги. В ходе подготовки и при испытании образцов необходимо исключить загрязнения проверяемой поверхности (захват руками и т.п.).
Образцы фольги поочередно кладут на предварительно разогретую поверхность электроплитки и одновременно накрывают насадкой щупа. Для нагрева образцов фольги используется электроплитка закрытого типа мощностью 400 - 800 Вт, которая включается на 15 - 20 мин до начала проверки.
После 2 - 3 с выдержки отсчитывают показания прибора измерительного блока. Переключатель датчика прибора рекомендуется установить в положение 8.
При отсутствии смазки на поверхности фольги стрелка прибора остается в нулевом положении.
ПРИЛОЖЕНИЕ 2а
Обязательное
МЕТОД ПРОВЕРКИ ЧИСТОТЫ ПОВЕРХНОСТИ ФОЛЬГИ КАПЕЛЬНЫМ МЕТОДОМ
Сущность метода основана на свойстве капли дистиллированной воды не растекаться при наличии масла на поверхности фольги.
1. Аппаратура, реактивы и материалы
Капельница.
Дистиллированная вода.
2. Проведение испытания
Отмотать от рулона несколько витков фольги, предоставив для испытания только что открытую поверхность. Если фольга имеет матовую и блестящую поверхность, то испытание проводится на матовой поверхности. На поверхность фольги из капельницы, наполненной дистиллированной водой, наносится капля на трех участках по ширине фольги (кромка, середина, кромка).
Чистота поверхности оценивается по схемам, приведенным на черт. 1 - 5, с указанием положения образца, формы растекания капли и состояния поверхности.
Отсутствие смазки на поверхности фольги соответствует черт. 1, 2, 3. Наличие смазки на поверхности фольги соответствует черт. 4, 5.
Горизонтальное положение образца
Наклонное положение образца по направлению стрелки


Удовлетворительное состояние поверхности
Наклонное положение образца по направлению стрелки


Неудовлетворительное состояние поверхности
ПРИЛОЖЕНИЕ 2б
Обязательное
МЕТОД ПОДГОТОВКИ ОБРАЗЦОВ И ПРОВЕДЕНИЯ ИСПЫТАНИЙ НА РАСТЯЖЕНИЕ АЛЮМИНИЕВОЙ ФОЛЬГИ ДЛЯ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ
Настоящий метод определяет порядок подготовки образцов к испытанию и проведения испытаний на растяжение для определения механических свойств (временного сопротивления; относительного удлинения после разрыва) рулонной фольги из алюминия марок А99, А5, А6 по ГОСТ 11069-74 и АД0, АД1 по ГОСТ 4784-74.
1. Аппаратура, реактивы, материалы
Фольга алюминиевая толщиной 0,007 - 0,150 мм.
Стекло размером не менее 150´250 мм.
Лезвие, гильотинные ножницы (или фрезерный станок).
.Металлическая линейка.
Головка измерительная пружинная.
Штангенциркуль.
Разрывные машины по ГОСТ 7355-84.
2. Подготовка образцов к испытанию
2.1. Для определения механических свойств от каждого отобранного рулона отрезают кусок фольги длиной не менее 2 м для изготовления трех образцов.
Образцы для испытаний па растяжение должны быть вырезаны в виде полосок шириной (15,0 ± 0,20) мм и допускаемой разностью наибольшей и наименьшей ширины по длине рабочей части образца 0,10 мм, рабочей длиной 150 мм. Образцы вырезают вдоль направления прокатки.
Образцы фольги толщиной 0,007 - 0,100 мм вырезают лезвием на стекле с помощью металлической линейки, толщиной более 0,100 мм - гильотинными ножницами или изготавливают на фрезерном станке. Допускаются другие способы изготовления образцов, обеспечивающие требуемую точность и отсутствие надрывов, заусенцев, по длине образца.
2.2. Измерение толщины и ширины образцов для испытаний проводят в соответствии с требованиями, приведенными в таблице.
|
Диапазон измерений, мм |
Применяемые приборы и инструменты |
Примечания |
|
|
Толщина образца |
0,005 - 0,012 |
Головка измерительная пружинная 02 ИГП (02ИГПВ), цена деления 0,2 мм |
Допускается применение других средств измерения, обеспечивающих точность измерений, установленную для приборов указанных типов |
|
0,012 - 0,030 |
Головка пружинная измерительная 05 ИГП (05ИГПВ), цена деления 0,5 мкм |
||
|
свыше 0,030 |
Индикатор многооборотный ШИГ (ШИГП), цена деления 1 мкм |
||
|
Ширина образца |
15 ± 0,2 |
Штангенциркуль ШД1 с ценой деления 0,05 или 0,1 мм |
Измерение проводят не менее чем в трех точках в средней части образца и на границах рабочей (расчетной) длины образца.
2.3. Скорость испытания устанавливается 20 - 50 мм/мин в зависимости от расчетной длины.
2.4. Определяется площадь поперечного сечения, мм2, вычисляемая по формуле
F0 = а0b0,
где а0 - наименьшая толщина, мм;
b0 - наименьшая ширина, мм.
Значение площади поперечного сечения округляется до 0,01 мм2.
2.5. Заготовки для образцов и образцы маркируют номером партии или условным индексом вне рабочей части.
2.6. Установленную начальную расчетную длину ограничивают рисками, наносимыми слабым царапанием или карандашом. Допускается нанесение рисок и другими способами, исключающими повреждение поверхности образцов, которое может вызвать получение неправильных результатов испытании. Риски (метки) наносят через каждые 10 мм.
3. Проведение испытаний и обработка результатов
3.1. Для определения временного сопротивления образец подвергают растяжению под действием плавно возрастающей нагрузки до разрушения. Наибольшая нагрузка, предшествующая разрушению образца, принимается за нагрузку Pmax, соответствующую временному сопротивлению.
Временное
сопротивление разрыву (sв),
МПа (кгс/мм2), вычисляют по формуле ![]() (с точностью до 0,1 МПа).
(с точностью до 0,1 МПа).
3.2. Относительное удлинение образца
после разрыва (d), %, вычисляют по
формуле ![]() (с
точностью до 0,1 %),
(с
точностью до 0,1 %),
где
l0 - начальная расчетная длина, равная 100;
lк - расчетная длина после разрыва.
Для определения длины расчетной части образца после разрыва lк разрубленные части образца плотно складываются так, чтобы их оси образовывали прямую линию. Если после испытания в месте разрыва образуется зазор, обусловленный частичным выкрашиванием металла и другими причинами, то он включается в длину расчетной части образца после разрыва.
3.3. Испытание считается недействительным:
1) при разрыве образца в захватах испытательной машины или за пределами расчетной длины (при определении относительного удлинения);
2) при разрыве образца по дефектам металлургического производства (расслой, газовые раковины, плены и т.д.);
3) при образовании двух или более мест разрыва;
4) при обнаружении ошибок в проведении испытания.
3.3.1. В указанных случаях испытание на растяжение должно быть повторено на отобранных от той же партии или плавки новых образцах. Количество образцов для испытаний взамен признанных недействительными должно соответствовать числу недействительных испытаний.
3.3.2. Результаты каждого испытания записывают в специальный журнал, выписывается протокол испытаний. Бланк с результатами испытаний является документом для заполнения сертификата.
Приложения 2а и 2б. (Введены дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ 3
Обязательное
МЕТОДИКА КОНТРОЛЯ ГЛАДКОЙ АЛЮМИНИЕВОЙ ФОЛЬГИ НА ВЕЛИЧИНУ УДЕЛЬНОЙ ЕМКОСТИ
Статическое нормирование производится в соответствии с технологическими операциями (табл. 1).
Таблица 1
|
Номер операции |
Высоковольтная фольга |
Номер операции |
Низковольтная фольга |
|
1 |
Крацовка |
1 |
Обезжиривание |
|
2 |
Нарезка образцов |
9 |
Крацовка |
|
3 |
Травление на установке |
3 |
Нарезка образцов |
|
4 |
Травление на установке |
||
|
4 |
Промывка в водопроводной воде |
5 |
Промывка в водопроводной воде |
|
5 |
Промывка в азотной кислоте |
6 |
Промывка в азотной кислоте |
|
6 |
Промывка в водопроводной воде |
7 |
Промывка в водопроводной воде |
|
7 |
Дехлорирование |
8 |
Дехлорирование |
|
8 |
Промывка в деионизованной воде |
9 |
Промывка в деионизованной воде |
|
9 |
Сушка |
10 |
Сушка |
|
10 |
Формовка и измерение электрических характеристик |
11 |
Отжиг |
|
12 |
Формовка и измерение электрических характеристик |
||
1. Приготовление электролита травления и раствора азотной кислоты
1.1. Перед началом работы провести проверку установки УБ.696 или УБ.738 в соответствии с рабочей инструкцией и инструкцией по технике безопасности.
1.2. Приготовление электролита
1.2.1. Аппаратура, реактивы, растворы
Соль поваренная пищевая по ГОСТ 13830-84.
Сульфат, натрия кристаллизационный высшего сорта по ГОСТ 21458-75 или натрий сернокислый технический высшего сорта по ГОСТ 6318-77.
Полиэтиленгликоль - ПЭГ.
Полиэтиленгликоль ПЭГ-35.
Установка для статического нормирования фольги УБ.696 или УБ.738.
Весы технические.
1.2.2. Для приготовления электролита травления в бак заливают 10 дм3 деионизованной воды и загружают компоненты травильного раствора. Составы электролита травления приведены в табл. 2. После загрузки бака включается нагрев. Предварительно на контактном термометре устанавливается требуемая температура (см. табл. 2).
Таблица 2
Режимы статического нормирования фольги
|
Состав электролита |
Температура, °С |
Плотность тока, А/дм2 |
Время |
|
|
Низковольтная фольга |
||||
|
1 |
Трихлорэтилен, СlСН-СlС2 или другие моющие средства |
20 - 30 |
- |
5 мин |
|
4 |
Водный раствор NaCl - (150 ± 10) г/дм3, Na2SO4 безводный - (17 ± 3) г/дм3 или Na2SO4-10H2O - (40 ± 5) г/дм3, ПЭГ-35 - (0,5 ± 0,05) г/дм3 |
92 ± 3 |
140 |
45 с |
|
5 |
Водопроводная вода |
20 - 30 |
- |
От 2 до 15 мин |
|
6 |
2 Н раствор НNО3 |
20 - 30 |
- |
105 с |
|
7 |
Водопроводная вода |
20 - 30 |
- |
От 2 до 15 с |
|
8 |
Водопроводная вода |
20 - 30 |
1,5 |
210 с |
|
9 |
Деионизованная вода r ³ 1 мОм × см |
20 - 30 |
- |
От 10 до 30 мин |
|
10 |
На воздухе |
- |
- |
- |
|
11 |
В лабораторной печи |
400 |
- |
2 ч |
|
Высоковольтная фольга |
||||
|
3 |
Водный раствор NaCl - (17 ± 3) г/дм3, Na2SO4 безводный - (7,5 ± 1,5) г/дм3 или Na2SO4-10H2O - (17 ± 3) г/дм3, ПЭГ-35 - (0,1 ± 0,01) г/дм3, NaCl - 17 г/дм3, Na2S04-10H2O - 17 г/дм3, ПЭГ-35 - 0,1 г/дм3 |
70 ± 3 |
100 |
95 с |
|
4 |
Водопроводная вода |
20 - 30 |
- |
От 2 до 15 мин |
|
5 |
2 Н. раствор HNO3 |
20 - 30 |
- |
105 с |
|
6 |
Водопроводная вода |
20 - 30 |
- |
От 2 до 15 мин |
|
7 |
Водопроводная вода |
20 - 30 |
0,4 |
105 с |
|
8 |
Деионизованная вода r ³ 1 мОм × см |
20 - 30 |
- |
От 10 до 20 мин |
|
9 |
На воздухе |
- |
- |
- |
1.2.1, 1.2.2. (Измененная редакция, Изм. № 2).
1.3. Приготовление раствора азотной кислоты
1.3.1. Аппаратура, реактивы, растворы
Кислота азотная по ГОСТ 4461-77, ч.д.а.
Вода водопроводная.
Шкаф вытяжной.
Перчатки резиновые.
Химическая посуда: мерные стаканы, химические стаканы.
1.3.2. В химическую мерную колбу вместимостью 1 дм3 залить 0,5 дм3 воды и добавить 128 см3 концентрированной азотной кислоты (r = 1,42 г/см3), затем долить воду до 1 дм3.
Работать в резиновых перчатках в вытяжном шкафу. Проверить правильность приготовления раствора измерением плотности. Для 2 Н раствора азотной кислоты при 20 °С плотностью r = 1,067 г/см3.
1.3.3. Залить приготовленный раствор азотной кислоты в соответствующий бачок в установке УБ.696 или УБ.738.
Перед заливкой закрыть кран слива азотной кислоты и установить приемник в месте слива кислоты.
(Измененная редакция, Изм. № 2).
2. Травление фольги
2.1. Подготовка образцов
2.1.1. Аппаратура, реактивы, растворы
Спирт этиловый ректификованный по ГОСТ 5962-67.
Трихлорэтилен.
Ножницы.
Перчатки резиновые.
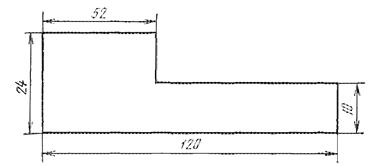
Шаблон для изготовления образцов фольги размером 24´52 мм.
Стакан химический.
2.1.2 От начала рулона гладкой фольги вырезать образцы размером 100´370 мм. Крацевание образцов осуществляется на станке крацовки типа УММ3 190.000 последовательно с двух сторон. Прокрацованная поверхность должна иметь матовый цвет без просветов. От каждого рулона крацуется по три образца.
Образец фольги для нормирования (с учетом кромок)
2.1.3. Твердая фольга для низковольтных конденсаторов перед крацеванием обезжиривается. Для этого нарезанные образцы фольги помещаются в химический стакан или ванночку с трихлорэтиленом и выдерживаются в нем 5 мин при комнатной температуре. Затем образцы тщательно промывают проточной водопроводной водой и сушат на воздухе.
В 1 - 2 дм3 обезжиривающего средства допускается обработка 100 - 120 образцов.
2.1.2, 2.1.3. (Измененная редакция, Изм. № 2).
2.1.4. Из крацованного куска фольги вырезают образцы флажкового типа. Образец должен иметь рабочую часть 24´52 мм и вывод для электрического подключения (черт. 1). На выводе написать номер и партию рулона. Работать в резиновых перчатках, обезжиренных спиртом. Рабочий инструмент также протирается спиртом.
2.2. Травление образцов
2.2.1. Травление образцов проводится по режимам, указанным в табл. 1. Предварительно в ячейку для травления устанавливают контрольный образец. Ячейки с контрольным образцом устанавливают в ванну травления.
Образец подключают к источнику питания. Затем включают источник питания и плавной регулировкой устанавливают требуемую величину тока.
После этого, не снимая указанного значения тока, отключают источник питания с помощью тумблера. При последующем травлении каждого образца включать источник питания только с помощью тумблера. Это необходимо для того, чтобы обеспечить подачу тока травления броском (а не плавной регулировкой).
2.2.2. После установки тока травления (см. п. 2.2.1) проводят травление подготовленных (см. п. 2.1) образцов фольги. Для этого образец устанавливают в ячейку травления, подключают к клеммам источника питания и подают соответствующий ток травления (броском). Одновременно включают секундомер.
2.2.3. Рабочий электролит в процессе работы не контролируется. После обработки 100 - 120 образцов фольги на установке УБ.738 и 500 образцов на установке УБ.696 электролит травления необходимо сменить.
(Введен дополнительно, Изм. № 2).
Схема формовки образцов при нормировании на напряжение 450 В
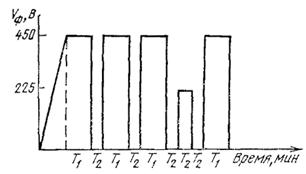
Т1 = 8 мин
Т2 = 2 мин
Схема формовки образцов при нормировании на напряжение 30 В
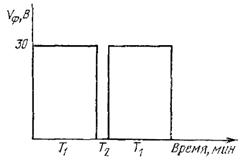
Т1 = 10 мин
Т2 = 2 мин
3. Отмывка травленных образцов
3.1. Отмывка в воде и азотной кислоте
3.1.1. После травления образцы помещают в ячейку для дехлорирования и устанавливают в бачок с водопроводной водой.
После заполнения ячейку с образцами переносят в бачок для промывки азотной кислотой.
3.1.2. После погружения ячейки с образцами в азотную кислоту включают секундомер. По истечении соответствующего времени промывки (см. табл. 2) ячейка с образцами переносится в бачок промывки водой, куда подается водопроводная вода.
3.2. Дехлорирование и промывка деионизованной водой
3.2.1. После промывки в водопроводной воде ячейка с образцами помещается в ванну дехлорирования, куда подается водопроводная вода. Включается источник питания и секундомер. По истечении времени дехлорирования источник питания отключается.
(Измененная редакция, Изм. № 1).
3.2.2. После дехлорирования образцы промывают в ванне, в которую подается деионизованная вода.
(Введен дополнительно, Изм. № 2).
4. Сушка
4.1. После отмывки образцы вынимают из ячейки и укладывают на фильтровальную бумагу. Сушка проводится на воздухе.
4.2. Отжиг образцов твердой травленной
низковольтной фольги проводят в лабораторной печи, обеспечивающей температуру (![]() ) °С, время
отжига - 2 ч.
) °С, время
отжига - 2 ч.
(Измененная редакция, Изм. № 2).
5. Формовка и измерение электрических характеристик
5.1. Все испытания проводят в резиновых перчатках, промытых обессоленной водой и протертых спиртом. Инструмент и приспособления также протереть спиртом.
5.2. Проверка удельной емкости травленной фольги проводится после формовки на напряжении 30 В фольги для низковольтных конденсаторов и на напряжении 450 В фольги для высоковольтных конденсаторов.
5.2.1. Аппаратура, реактивы, растворы
Кислота борная для электролитических конденсаторов.
Вода деионизованная, обескремненная, удельным сопротивлением не менее 1 мОм × см при 20 °С с содержанием двуокиси кремния не более 0,2 мг/дм3.
Водный 25 %-ный раствор аммиака, приготовленный растворением парообразного аммиака по ГОСТ 6221-82 в обессоленной воде сопротивлением не менее 1 мОм × см с содержанием двуокиси кремния не более 1 мг/дм3.
Спирт этиловый ректификованный по ГОСТ 5962-67.
Установка для формовки травленной фольги для конденсаторов низковольтных Т.037.02.
Установка для формовки фольги для высоковольтных конденсаторов Т.037.01.
Установка для измерения тока утечки формованной фольги Т.037.03.
Мост для измерения удельной емкости типов ЦМЕ 14AM, PM3-8.
Электроплитка по ГОСТ 14919-76.
Стакан из термостойкого стекла вместимостью 0,5-1,0 дм3.
5.2.2. Подготовка ванны, формовки
5.2.2.1. Приготовить в ванне формовки образцов электролит требуемого состава в соответствии с табл. 3.
5.2.2.2. Провести очистку ванн путем 3 - 4 последовательных формовок запасных образцов травленной фольги на напряжение 50 В в электролите № 1 и на 600 В в электролите № 2.
5.2.2.3. Проверить качество электролита в ванне формовкой качественных образцов и измерения на них тока утечки максимального напряжения и времени достижения максимального напряжения в соответствии с п. 5.2.3.3. Если эти параметры соответствуют указанным в табл. 5, то ванна готова к работе.
Таблица 3
|
Формовочное напряжение |
Характеристика формовочных электролитов |
||||
|
Состав одного дм3 электролита |
Удельное сопротивление при температуре 70 °С, Ом × см |
Температура раствора, °С |
|||
|
борная кислота, г |
25 %-ный раствор аммиака, см3 |
||||
|
1 |
30 |
60 |
1,2 |
500 - 1000 |
90 ± 2 |
|
2 |
450 |
80 |
0,15 |
2000 - 3000 |
90 ± 2 |
(Измененная редакция, Изм. № 2).
5.2.3. Формовка контролируемых образцов
5.2.3.1. Формовка на напряжение 450 В.
Перед формовкой образцы фольги подвергнуть предформовке, заключающейся в выдерживании их в течение 120 с в деионизованной воде, нагретой до температуры (96 ± 3) °С. После предформовки образцы поместить в ванну формовки прибора Т.037.01 и током не более 50 мА/см2 плавно поднять напряжение до 450 В. Провести формовку в соответствии с черт. 2.
5.2.3.2. Формовка на напряжение 30 В.
Поместить образцы в ванну формовки прибора Т.037.02. Провести формовку в соответствии с черт. 3.
Допускается дополнительная формовка в течение 10 минут.
(Измененная редакция, Изм. № 2).
5.2.3.3. Провести контроль качества формовки.
5.2.3.3.1. Составить контрольный электролит в соответствии в табл. 4.
Таблица 4
|
Характеристика контрольных электролитов |
||||
|
Состав одного дм3 электролита |
Удельное сопротивление при 20 °С, Ом × см |
Температура раствора, °С |
||
|
борная кислота, г |
25 %-ный раствор аммиака, см3 |
|||
|
Измерение тока утечки |
70 |
- |
- |
90 ± 3 |
|
Измерение емкости |
50 |
32 |
100 |
20 ± 5 |
(Измененная редакция, Изм. № 2).
5.2.3.3.2. Провести очистку электролитов путем 3 - 4 последовательных формовок образцов гладкой фольги на напряжении 600 В. Электролит считается годным, если при формовке образца гладкой фольги размером 2´2 см током 40 мА время достижения напряжения 600 В не превышает 6 мин.
6.2. При разногласиях в оценке показателя удельной емкости образцов фольги определение ее проводят на головном предприятии потребителя с участием изготовителя и потребителя.
Отбор образцов фольги проводится потребителем в присутствии изготовителя.
Разд. 6. (Введен дополнительно, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ СТАНДАРТА
Ю.Ф. Шевакин, д-р техн. наук; Ю.М. Лейбов, канд. техн. наук; И.А. Воробьева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.08.83 № 3950
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, приложения |
|
|
ГОСТ 1847-79 |
|
|
ГОСТ 6221-82 |
|
|
ГОСТ 6933-81 |
|
|
ГОСТ 7376-84 |
|
|
ГОСТ 7855-84 |
|
|
ГОСТ 8828-75 |
|
|
ГОСТ 13830-84 |
|
|
ГОСТ 21929-76 |
|
5. Срок действия продлен до 01.01.93 Постановлением Госстандарта СССР от 26.06.89 № 2030
6. ПЕРЕИЗДАНИЕ (август 1989 г.) с Изменениями № 1, 2, утвержденными в июне 1987 г., июне 1989 г. (ИУС 10-87, 11-89).
СОДЕРЖАНИЕ