
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТАЛЛУРГИЯ ПОРОШКОВАЯ
МЕТОД ОПРЕДЕЛЕНИЯ ПЛОТНОСТИ ФОРМОВОК
ГОСТ 25281-82
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Академией наук УССР
ИСПОЛНИТЕЛИ
В.Н. Клименко, И.Д. Радомысельский, М.Б. Штерн, М.М. Симонович
ВНЕСЕН Академией наук УССР
Академик Г.Е. Пухов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27 мая 1982 г. № 2156
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Метод определения плотности формовок Powder metallurgy. Method of determination |
ГОСТ
(СТ СЭВ 2287-80) |
Постановлением Государственного комитета СССР по стандартам от 27 мая 1982 г. № 2156 срок действия установлен
с 01.01. 1983 г.
до 01.01. 1988 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает метод определения плотности формовок из металлических порошков.
Метод заключается в измерении массы формовки на воздухе и в воде с последующим определением ее объема и плотности.
Стандарт не распространяется на формовки из твердых сплавов, изготовленные методом порошковой металлургии.
(Измененная редакция, Изм. № 1).
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. Отбор образцов проводится по нормативно-технической документации на изделия.
1.2. Объем образца для испытания должен быть не менее 0,5 см3.
1.3. Если объем одного образца менее 0,5 см3, то для одного определения плотности берут несколько образцов суммарным объемом не менее 0,5 см3. Плотность формовок определяют, исходя из общей их массы и объема.
(Измененная редакция, Изм. № 1).
1.4. Поверхность образца должна быть тщательно очищена от жира и других загрязнений.
1.5. Для формовок массой более 0,5 кг допускается использовать в качестве образцов для испытаний отдельные их части в соответствии с требованиями п. 1.2. Требования к отбору отдельных частей формовок для испытаний должны быть указаны в нормативно-технической документации на конкретное изделие.
1.6. Образцы (формовки), объем которых можно рассчитать по основным измеренным размерам, должны иметь допуски на размеры с точностью не ниже 10-го квалитета по ГОСТ 25347-82.
1.5, 1.6. (Введены дополнительно, Изм. № 1).
2. АППАРАТУРА И МАТЕРИАЛЫ
Весы лабораторные и другие, обеспечивающие измерение массы формовок с погрешностью не более 0,01 %.
Устройства для взвешивания приведены на черт. 1, 2.
Устройство для взвешивания в воздухе
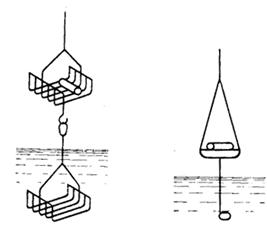
Устройство для взвешивания в воде
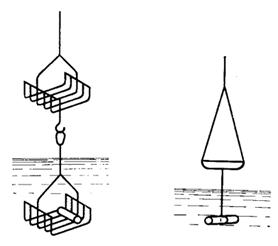
Проволока должна быть из некорродирующего материала диаметром до 0,25 мм. Корзинка должна быть изготовлена из такой же проволоки при минимальном количестве нитей.
Вода дистиллированная по ГОСТ 6709-72 с добавлением одной или двух капель водного раствора смачивающего вещества с массовой долей 0,1 %.
Парафин по ГОСТ 23683-89.
Бумага фильтровальная по ГОСТ 12026-76.
Вещество смачивающее ОП-7 или ОП-10 по ГОСТ 8433-81.
Термометр типа ТЛ-62А1-8 по ГОСТ 302-79, обеспечивающий измерение температуры воды и воздуха с погрешностью не более 0,5 °С.
Раздел 2. (Измененная редакция, Изм. № 1).
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Испытание проводят при температуре 15 - 30 °С.
3.2. Для определения плотности формовку взвешивают с погрешностью не более 0,01 %.
(Новая редакция, Изм. № 1).
3.3. Массу формовки определяют взвешиванием на воздухе.
3.4. Поверхностные поры формовки закрывают, пропитывая ее в расплавленном парафине или другом веществе. Для этого формовку полностью погружают в расплавленный парафин и выдерживают в нем не менее 30 с до прекращения выделения пузырьков воздуха. Затем формовку высушивают на воздухе до постоянной массы и очищают ее поверхность от парафина фильтровальной бумагой. Применение других веществ для закрытия поверхностных пор формовки - по ГОСТ 18898-89.
(Измененная редакция, Изм. № 1).
3.5. Взвешивают пропитанную, высушенную и очищенную формовку на воздухе.
3.6. Взвешивают пропитанную, высушенную и очищенную формовку в воде, содержащей смачивающее вещество. Для этого формовку подвешивают на проволоке или помещают в корзинку и погружают в сосуд с дистиллированной водой таким образом, чтобы она полностью была покрыта водой. На поверхности формовки, проволоки или корзинки не должно быть пузырьков воздуха.
3.7. Температуру воды измеряют с погрешностью не более 0,5 °С. Плотность воды при разных температурах приведена в справочном приложении.
3.6, 3.7. (Измененная редакция, Изм. № 1).
3.8. Допускается определять объем формовок по данным измерений их основных размеров. При этом формовки, соответствующие требованиям п. 1.6, измеряют по ГОСТ 8.051-81.
(Введен дополнительно, Изм. № 1).
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
Плотность формовки (r), г/см3, вычисляют с округлением до 0,01 по формуле
![]()
где т1 - масса формовки, взвешенной на воздухе, г;
m2, m3 - масса пропитанной формовки, взвешенной на воздухе и в воде, г;
rF - плотность воды, г/см3.
При определении объема формовки расчетным методом плотность формовки r вычисляют по формуле
![]()
где V - объем формовки, см3.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ
Справочное
ЗАВИСИМОСТЬ ПЛОТНОСТИ ВОДЫ ОТ ТЕМПЕРАТУРЫ
|
Температура, °С |
Плотность воды, г/см3 |
Температура, °С |
Плотность воды, г/см3 |
|
15 |
0,9981 |
23 |
0,9965 |
|
16 |
0,9979 |
24 |
0,9963 |
|
17 |
0,9977 |
25 |
0,9960 |
|
18 |
0,9976 |
26 |
0,9958 |
|
19 |
0,9974 |
27 |
0,9955 |
|
20 |
0,9972 |
28 |
0,9952 |
|
21 |
0,9970 |
29 |
0,9949 |
|
22 |
0,9967 |
30 |
0,9946 |
СОДЕРЖАНИЕ