МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
МАСЛА СМАЗОЧНЫЕ Метод оценки моторных свойств и
определения термоокислительной Lubricating oils. Method for
determination of motor properties |
ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 15 июня 1978 г. № 1592 дата введения установлена
01.01.80
Ограничение срока действия снято по протоколу № 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
Настоящий стандарт распространяется на смазочные масла и устанавливает метод оценки моторных свойств и определения термоокислительной стабильности.
Сущность метода заключается в нагревании тонкого слоя масла на металлической поверхности, испарении легколетучих веществ, содержащихся в масле и образующихся при его разложении, с последующим разделением остатка на рабочую фракцию и лак, и определении термоокислительной стабильности.
Показатели, предусмотренные настоящим стандартом, служат для условной оценки склонности масел к образованию лаковых отложений на деталях двигателей и эффективности присадок, уменьшающих лакообразование.
1. АППАРАТУРА, РЕАКТИВЫ И МАТЕРИАЛЫ
1.1. Аппарат Папок (черт. 1), в комплект которого входят диск диаметром 70 или 100 мм и набор испарителей (черт. 2), изготовленных из стали Ст.3, 45 и 08 кп. Номера испарителей проставляют на их наружной стороне.
Съемник для снятия испарителя с диска (черт. 3).
Подставки алюминиевые для испарителей (черт. 4 и 5).
Терморегулятор лабораторный или термометр контактный по ГОСТ 9871-75.
Секундомер.
Стакан по ГОСТ 9147-80.
Термометр типа ТН-2 по ГОСТ 400-80 (с ртутным резервуаром длиной 7,0 ± 0,5 мм).
Плитка керамическая.
Насадка НЭТ-250 ТС по ГОСТ 25336-82.
Холодильник типа ХШ-2-250-45/40 ХС по ГОСТ 25336-82.
Колба типа П-1-500-29/32 ТС по ГОСТ 25336-82.
Электроплитка с закрытой спиралью.
Эксикатор по ГОСТ 25336-82.
Шкаф сушильный или термостат, позволяющий поддерживать температуру (100 ± 5) °С.
Весы аналитические, обеспечивающие взвешивание с погрешностью не более 0,0002 г.
Штатив лабораторный.
Скальпель.
Шкурка шлифовальная с зернистостью 8 и меньше по ГОСТ 6456-82 или ГОСТ 5009-82, или выпускаемая по другой документации.
Бумага фильтровальная по ГОСТ 12026-76.
Аппарат Папок
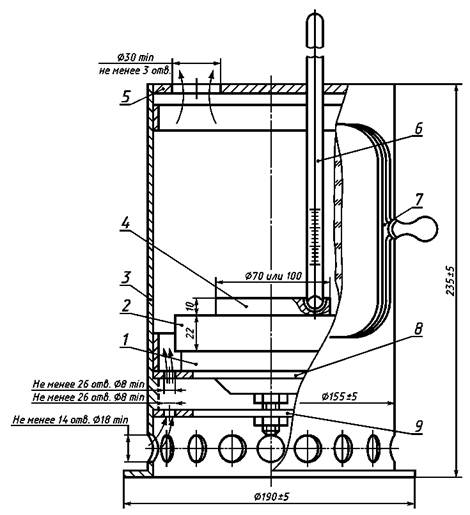
1 - электронагревательный элемент (мощность 650 Вт min);
2- нагревательная пластина;
3 - металлический корпус; 4 - диск;
5 - верхняя крышка; 6 - термометр; 7 - подвижная
стеклянная дверца; 8 - накладка; 9 - нижняя крышка
Черт. 1
Испарители
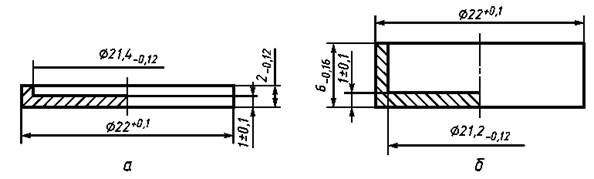
а - испаритель для навески масла 0,035 - 0,040 г; б - испаритель для навески масла 0,2 г
Черт. 2
Съемник
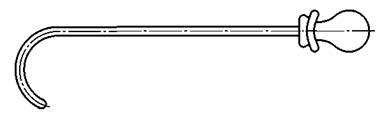
Черт. 3
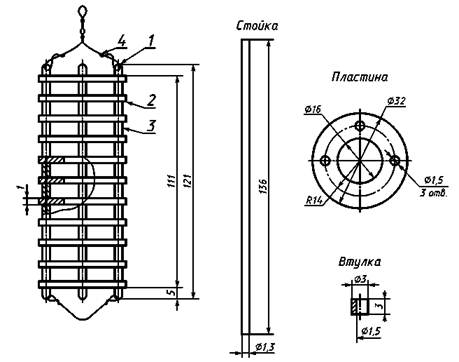
Подставка для испарителей с навеской 0,035 - 0,050 г
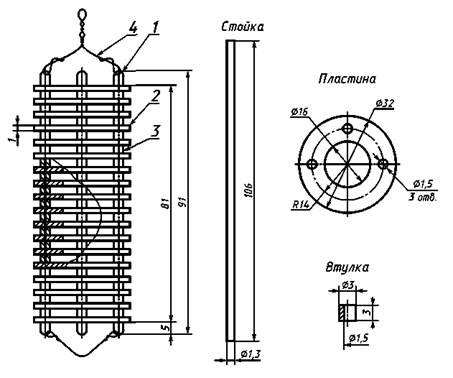
1 - стойка (3 шт.); 2 - пластины (21 шт.); 3 - втулка (60 шт.); 4 - проволока
Черт. 4
Подставка для испарителей с навеской 0,2 г
1 - стойка (3 шт.); 2 - пластины (12 шт.); 3 - втулка (33 шт.); 4 - проволока
Черт. 5
Бензин-растворитель марки БР-1 или любой другой бензин-растворитель прямой перегонки.
Эфир петролейный марки 40-70.
Натр едкий технический по ГОСТ 2263-79 или ГОСТ 4328-77.
Кислота соляная по ГОСТ 3118-77.
Сплав металлический с температурой плавления не выше 200 °С (типа сплава Вуда).
(Измененная редакция, Изм. № 1).
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2.1. Аппарат Папок устанавливают в месте, обеспеченном приточно-вытяжной вентиляцией. Проверяют горизонтальность установки аппарата по уровню.
2.2. Диск должен быть чистым и пришлифован к нагревательной пластине так, чтобы нагрев был равномерным во всех точках. Параметры шероховатости поверхности противоположной стороны диска Ra должны быть от 0,63 до 0,32 мкм по ГОСТ 2789-73.
При обнаружении на поверхности диска лаковых отложений их снимают скальпелем, а затем шлифуют шкуркой.
Подготовленный диск устанавливают на нагревательную пластину аппарата. В гнездо диска помещают металлический сплав.
2.3. Испарители перед испытанием должны быть чистыми и сухими.
Если испарители находились в работе и на них имеются лаковые отложения, то их кипятят в 10 - 15 %-ном щелочном растворе в течение 20 - 60 мин.
После щелочного раствора испарители тщательно промывают водой. Оставшиеся лаковые отложения снимают осторожно скальпелем. Затем испарители опускают в стакан с соляной кислотой на 1 - 2 мин, сливают кислоту, заливают водой и тщательно промывают струей проточной воды при перемешивании, после чего испарители протирают, высушивают и доочищают шлифовальной шкуркой вручную с помощью электромоторчика, для чего на шкив моторчика надевают резиновую пробку диаметром, равным внутреннему диаметру испарителя, и наклеивают на нее шлифовальную шкурку.
Для шлифовки внутренней стороны испарителя его периодически прижимают внутренней стороной к вращающейся пробке со шкуркой. Наружную поверхность испарителя шлифуют слабым прижатием испарителя к пробке шлифовальной шкуркой, при этом испарители вращаются вместе с пробкой и шлифуются с наружной стороны. Испарители промывают в бензине, протирают тонкой хлопчатобумажной тканью, помещают на фильтровальной бумаге в сушильный шкаф, выдерживают при температуре (100 ± 5) °С в течение 30 мин, затем охлаждают и взвешивают с погрешностью не более 0,0002 г. Операции высушивания, охлаждения и взвешивания повторяют до получения расхождений между двумя последовательными взвешиваниями не более 0,0004 г.
(Измененная редакция, Изм. № 1).
2.4. Собирают экстракционный аппарат из холодильника, насадки и колбы, устанавливают на холодную закрытую электроплитку и наливают в него 350 - 400 см3 петролейного эфира. Проверяют плотность соединения отдельных частей аппарата и прочность их крепления к штативу.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Включают нагрев аппарата Папок и после расплавления металлического сплава в гнезде диска опускают в него термометр таким образом, чтобы сплав полностью покрывал ртутный резервуар термометра.
3.2. Оценка моторных свойств
3.2.1. Моторные свойства масел оцениваются испаряемостью, количеством рабочей фракции и лака, образовавшихся за определенное время, и критической температурой лакообразования (максимальной температурой, при которой за 30 мин образуется не более 3 % лака).
3.2.2. В каждый из четырех испарителей (см. черт. 2) берут навеску масла (0,05 ± 0,02) г с погрешностью не более 0,0002 г.
3.2.3. При достижении температуры, указанной в нормативно-технической документации на продукт, диск выдерживают 10 мин, открывают дверцу аппарата, устанавливают на диск испарители с навесками испытуемого масла, пускают секундомер и закрывают дверцу.
3.2.4. Нагревают диск с испарителями в течение 30 мин (или в течение времени, указанного в нормативно-технической документации), регулируя температуру с погрешностью не более ±2 °С терморегулятором или контактным термометром.
3.2.5. Все испарители снимают с диска съемником на керамическую плитку, охлаждают сначала на воздухе 10 мин, затем в эксикаторе в течение 20 мин, взвешивают с погрешностью не более 0,0002 г и вычисляют испаряемость испытуемого масла.
3.2.6. Испарители с остатками продукта помещают в алюминиевую подставку (см. черт. 5) остатком вверх. Каждый испаритель завертывают в фильтровальную бумагу.
3.2.4 - 3.2.6. (Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1).
3.2.9. Для определения критической температуры лакообразования нагревают масло при температуре 250 °С в течение 30 мин. Если количество лака больше 3 %, то испытания повторяют при понижении температуры на 5 - 10 °С. Если количество лака меньше или равно 3 %, соответственно повышают температуру испытания. Критическая температура лакообразования должна быть кратной 5.
3.3. Определение термоокислительной стабильности масел
3.3.1. В каждый из четырех испарителей берут навеску испытуемого масла с погрешностью не более 0,0002 г:
0,035 - 0,040 г - для масел с вязкостью выше 8,5 · 10-6 м2/с (8,5 сСт) при 100 °С (см. черт. 2, а);
(0,2 ± 0,005) г - для масел вязкостью до 8,5 · 10-6 м2/с (8,5 сСт) при 100 °С (см. черт. 2, б).
Затем испытание проводят по п. 3.2.3.
3.3.2. После потемнения масляной пленки, что свидетельствует об окислении масла, съемником снимают с диска один испаритель на керамическую плитку и отмечают время его снятия. Последующие три испарителя снимают по одному через 5 - 10 мин для масел без присадок и 20 мин для масел с присадками, отмечая время.
Испарители на керамической плитке охлаждают сначала на воздухе 10 мин, затем в эксикаторе в течение 15 - 20 мин и взвешивают с погрешностью не более 0,0002 г.
По результатам взвешивания вычисляют испаряемость испытуемого масла.
3.3.1, 3.3.2. (Измененная редакция, Изм. № 1).
3.3.3. Испарители с остатками помещают в алюминиевую подставку (см. черт. 4 или 5) остатком вниз для масел с вязкостью до 8,5 · 10-6 м2/с (8,5 сСт) при 100 °С или остатком вверх для масел с вязкостью выше 8,5 · 10-6 м2/с (8,5 сСт) при 100 °С.
Если остаток крошится, то каждый испаритель завертывают в фильтровальную бумагу. Далее определение ведут по пп. 3.2.7 и 3.2.8.
3.3.4. Термоокислительная стабильность масел выражается временем в минутах, в течение которого испытуемое масло при 250 °С или заданной температуре превращается в остаток, состоящий из 50 % рабочей фракции и 50 % лака.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Испаряемость масла при температуре Т в течение времени t(ИtT) в процентах вычисляют по формуле
![]()
где m1 - масса навески масла, г;
m2 - масса чистого испарителя до опыта, г;
m3 - масса испарителя с остатком масла после испарения в аппарате Папок, г.
4.2. Массовую долю рабочей фракции масла при температуре Т в течение времени t(РФtТ) в процентах вычисляют по формуле
![]()
где m4 - масса испарителя с остатком лака после экстрагирования, г.
4.3. За результат определения испаряемости и рабочей фракции масла принимают среднее арифметическое двух испытаний. Допускаемые расхождения между параллельными определениями (не менее чем в трех испарителях) и испытаниями не должны превышать 10 % среднего результата.
4.4. Массовую долю лака при температуре Т в течение времени t(ЛtТ) в процентах вычисляют по формуле
![]()
За результат определения принимают среднее арифметическое результатов двух испытаний, допускаемые расхождения между которыми не должны превышать 2 %.
(Измененная редакция, Изм. № 1).
4.5. За результат определения критической температуры лакообразования принимают меньшее значение результатов двух параллельных испытаний, допускаемые расхождения между которыми не должны превышать 5 °С.
4.6. При определении термоокислительной стабильности результаты определения рабочей фракции и лака сводят в таблицу по следующей форме:
|
Время испытания, мин |
Массовая доля рабочей фракции масла, РФtТ, % |
Массовая доля лака, ЛtТ, % |
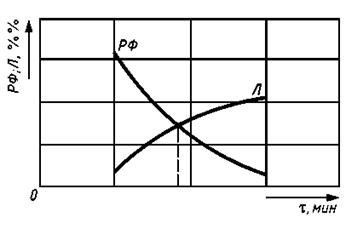
На основании полученных данных строят график зависимости рабочей фракции РФtТ и лака ЛtТ от времени (см. черт. 6). По оси ординат откладывают в одинаковом масштабе РФtТ и ЛtТ в процентах, а по оси абсцисс - время в минутах.
Точка пересечения кривых РФtТ и ЛtТ соответствует термоокислительной стабильности в минутах.
Если кривые не пересекаются, повторяют определение при другом времени выдержки.
За результат определения термоокислительной стабильности принимают среднее арифметическое результатов двух испытаний, допускаемые расхождения между которыми не должны превышать значений, указанных в таблице.
Черт. 6
|
Наименование показателя |
Допускаемое расхождение |
|
Термоокислительная стабильность масел с вязкостью выше 8,5 · 10-6 м2/с (8,5 сСт) при 100 °С: |
|
|
до 15 мин |
2 мин между параллельными определениями |
|
св. 15 мин |
10 % среднего результата |
|
Термоокислительная стабильность масел с вязкостью до 8,5 · 10-6 м2/с (8,5 сСт) при 100 °С: |
|
|
до 15 мин |
3 мин между параллельными определениями |
|
св. 15 мин |
15 % среднего результата |
(Измененная редакция, Изм. № 1).
СОДЕРЖАНИЕ