
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШТЫРИ ЗАКЛАДНЫЕ С ЯЗЫЧКОМ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 2300-81
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШТЫРИ ЗАКЛАДНЫЕ С ЯЗЫЧКОМ Технические условия Inserted pins with a tongue. Specifications |
ГОСТ Взамен ГОСТ 2300-68 |
Постановлением Государственного комитета СССР по стандартам от 31 декабря 1981 г. № 5894 срок действия установлен
с 01.01.1983 г.
до 01.01.1993 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на закладные штыри с язычком диаметром от 6 до 36 мм, применяемые в судостроении и судоремонте.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры закладных штырей должны соответствовать указанным на чертеже и в табл. 1 и 2.
Исполнение 1
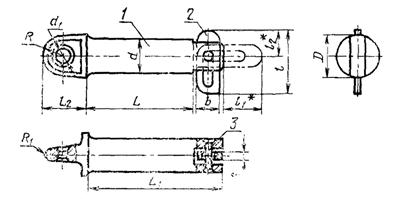
* Размеры для справок.
1 - штырь; 2 - язычок; 3 - заклепка
Исполнение 2
мм
|
d |
|||||||||||||
|
Номин. |
Пред. откл. |
6 |
8 |
10 |
12 |
(14) |
16 |
(18) |
20 |
24 |
(27) |
30 |
36 |
|
L1 |
|||||||||||||
|
8 |
+0,36 |
(16) |
(18) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
10 |
18 |
- |
22 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
12 |
+0,43 |
20 |
22 |
- |
26 |
- |
- |
- |
- |
- |
- |
- |
- |
|
14 |
(22) |
- |
(26) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
16 |
24 |
26 |
- |
30 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
18 |
(26) |
- |
30 |
- |
32 |
- |
- |
- |
- |
- |
- |
- |
|
|
20 |
+0,52 |
28 |
30 |
- |
34 |
- |
38 |
- |
- |
- |
- |
- |
- |
|
22 |
(30) |
- |
34 |
- |
36 |
- |
40 |
- |
- |
- |
- |
- |
|
|
25 |
33 |
35 |
- |
39 |
- |
43 |
- |
47 |
- |
- |
- |
- |
|
|
28 |
(36) |
- |
40 |
- |
42 |
- |
46 |
- |
- |
- |
- |
- |
|
|
32 |
+0,62 |
40 |
42 |
- |
46 |
- |
50 |
- |
54 |
- |
- |
- |
- |
|
36 |
- |
- |
48 |
- |
50 |
- |
54 |
- |
(58) |
- |
- |
- |
|
|
40 |
- |
50 |
- |
54 |
- |
58 |
- |
62 |
- |
- |
- |
- |
|
|
45 |
- |
- |
57 |
- |
59 |
- |
63 |
- |
67 |
- |
- |
- |
|
|
50 |
- |
60 |
- |
64 |
- |
68 |
- |
72 |
- |
78 |
- |
- |
|
|
55 |
+0,74 |
- |
- |
67 |
- |
69 |
- |
73 |
- |
77 |
88 |
- |
- |
|
60 |
- |
- |
- |
74 |
- |
78 |
- |
82 |
- |
- |
- |
- |
|
|
65 |
- |
- |
- |
- |
79 |
- |
83 |
- |
87 |
98 |
- |
- |
|
|
70 |
- |
- |
- |
84 |
- |
88 |
- |
92 |
- |
- |
- |
- |
|
|
75 |
- |
- |
- |
- |
89 |
- |
93 |
- |
97 |
108 |
- |
- |
|
|
80 |
- |
- |
- |
- |
- |
98 |
- |
102 |
- |
- |
- |
- |
|
|
85 |
+0,87 |
- |
- |
- |
- |
- |
- |
103 |
- |
107 |
- |
113 |
- |
|
90 |
- |
- |
- |
- |
- |
108 |
- |
112 |
- |
118 |
- |
- |
|
|
95 |
- |
- |
- |
- |
- |
- |
113 |
- |
117 |
- |
123 |
- |
|
|
100 |
- |
- |
- |
- |
- |
- |
- |
122 |
- |
128 |
- |
- |
|
|
110 |
- |
- |
- |
- |
- |
- |
- |
- |
132 |
- |
138 |
- |
|
|
120 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
148 |
- |
154 |
|
|
130 |
+1,00 |
- |
- |
- |
- |
- |
- |
- |
- |
152 |
- |
158 |
- |
|
140 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
168 |
- |
(174) |
|
|
150 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
178 |
- |
|
|
160 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
194 |
|
|
170 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
198 |
- |
|
|
180 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
(214) |
|
|
200 |
+1,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
234 |
|
Заклепка по ГОСТ 10300-80 |
1,6´8 |
2´10 |
3´12 |
3´14 |
3´16 |
4´18 |
4´20 |
5´24 |
5´26 |
6´32 |
6´36 |
8´42 |
|
Примечание. Штыри с размерами, заключенными в скобки, применять не рекомендуется.
мм
|
(после допуска b12) |
D |
d1 |
b |
L3 |
l |
l1 |
l2 |
h |
R |
R1 |
S |
|
6 |
10 |
5 |
5,5 |
11 |
22 |
14 |
7,0 |
3 |
4,5 |
1,5 |
1,4 |
|
8 |
12 |
6 |
7,5 |
13 |
26 |
16 |
10,0 |
5,0 |
2,0 |
||
|
10 |
14 |
7 |
9,0 |
15 |
30 |
18 |
11,0 |
6,0 |
|||
|
12 |
18 |
10 |
11,0 |
18 |
34 |
21 |
12,0 |
5 |
8,0 |
2,5 |
3,0 |
|
(14) |
20 |
20 |
8,5 |
||||||||
|
16 |
22 |
12 |
14,0 |
22 |
46 |
29 |
18,5 |
6 |
9,5 |
3,0 |
4,0 |
|
(18) |
24 |
24 |
10,5 |
||||||||
|
20 |
28 |
14 |
18,0 |
28 |
58 |
37 |
22,0 |
7 |
12,5 |
3,5 |
|
|
24 |
32 |
16 |
32 |
8 |
14,0 |
4,0 |
|||||
|
(27) |
36 |
24,0 |
36 |
72 |
45 |
28,5 |
16,0 |
7,0 |
|||
|
30 |
40 |
18 |
40 |
9 |
17,5 |
4,5 |
|||||
|
36 |
46 |
22 |
30,0 |
46 |
90 |
57 |
35,5 |
10 |
20,0 |
5,0 |
Пример условного обозначения закладного штыря исполнения 1, диаметром d = 6 мм и длиной L = 20 мм, с кадмиевым покрытием толщиной 36 мкм, фосфатированным и пропитанным маслом:
Штырь 6´20 Кд 36. фос. прм ГОСТ 2300-81
То же, штыря исполнения 2:
Штырь 2-6´20 Кд 36. фос. прм ГОСТ 2300-81
При изготовлении закладных штырей из материалов, отличающихся от указанных в п. 2.2, в условном обозначении после размера штырей следует указать марку материала. Например, при изготовлении штырей из маломагнитной стали ЮЗ исполнения 1, диаметром d = 6 мм и длиной L = 20 мм, с кадмиевым покрытием толщиной 36 мкм, фосфатированным и пропитанным маслом:
Штырь 6´20 ЮЗ Кд 36. фос. прм ГОСТ 2300-81
1.2. Теоретическая масса закладных штырей указана в справочном приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Закладные штыри должны изготавливаться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Детали закладных штырей должны изготавливаться из стали следующих марок:
штырь - 20 по ГОСТ 1050-74;
язычок - Ст3сп по ГОСТ 380-71;
заклепка - 10 по ГОСТ 1050-74.
2.3. Закладные штыри, применяемые в специфических условиях (агрессивная среда, высокая температура, специальное оборудование), по требованию заказчика могут изготовлять из материалов других марок.
2.4. Неуказанные
предельные отклонения размеров: h14,
Н14, ![]()
2.5. Предельные отклонения размеров штыря, изготовляемого штамповкой, - по II классу ГОСТ 7505-74.
2.6. Штамповочные уклоны штырей - по ГОСТ 7505-74.
2.7. Детали закладных штырей до сборки должны иметь защитное покрытие, указанное в табл. 3.
2.8. Шероховатость цилиндрической поверхности штыря диаметром d - Rа £ 6,3 мкм, головки штыря исполнения 2 - Ra £ 2,5 мкм, отверстий и прорезей под язычок - Ra £ 12,5 мкм. Шероховатость обрабатываемых поверхностей язычка - Ra £ 12,5 мкм.
2.9. Допуск соосности головки относительно стержня штыря в диаметральном выражении - 2IT14.
|
Обозначение покрытия по ГОСТ 9.073-77 |
Толщина покрытия, мкм |
Группа условий эксплуатации по ГОСТ 15150-69 |
|
|
Кадмиевое фосфатированное и пропитанное маслом |
Кд.фос.прм |
36 |
Особо жесткая |
|
Цинковое фосфатированное и пропитанное маслом |
Ц.фос.прм |
48 |
Жесткая |
|
Цинковое хроматированное |
Ц.хр. |
30 |
Средняя |
|
Фосфатное и пропитанное маслом |
Фос.прм |
- |
2.10. Радиусы закруглений и фаски - по ГОСТ 10948-64.
2.11. При расклепывании заклепки конец штыря не должен деформироваться. Головка заклепки должна быть зачищена заподлицо с поверхностью штыря.
2.12. Рабочие поверхности деталей штыря не должны иметь вмятин, неровностей и заусенцев. Острые кромки притупить.
3. ПРАВИЛА ПРИЕМКИ
3.1. При приемо-сдаточных испытаниях штыри проверяют на соответствие: требованиям п.п. 1.1, 2.12 в количестве 3 % от партии, но не менее 10 шт.; требованиям п.п. 2.7 и 2.8 в количестве 1 % от партии, но не менее 5 шт.
3.2. Закладные штыри следует предъявлять к приемо-сдаточным испытаниям партиями. Размер партий устанавливается по согласованию изготовителя и заказчика. Партия должна состоять из изделий одного условного обозначения.
3.3. При несоответствии хотя бы одного штыря требованиям настоящего стандарта проводят повторную проверку удвоенного количества штырей, взятых из той же партии.
Результаты повторной проверки являются окончательными и распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний вид проверяют визуально.
4.2. Размеры закладных штырей проверяют мерительным инструментом, обеспечивающим требуемую точность.
4.3. Допуск соосности измеряют при вращении штыря в прямоугольной призме. Наконечник измерительной головки прибора должен быть перпендикулярен цилиндрической поверхности головки штыря.
4.4. Контроль качества покрытия - по ГОСТ 9.302-79.
4.5. Шероховатость поверхности следует проверять сравнением с образцами шероховатости поверхности по ГОСТ 9378-75.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировку закладных штырей следует производить на металлических бирках. Партия закладных штырей одного исполнения, упакованная в одну транспортную тару, снабжается одной металлической биркой.
5.2. В содержание маркировки должны входить следующие данные:
наименование или товарный знак предприятия-изготовителя;
условное обозначение штыря;
дата изготовления.
5.3. Упаковка закладных штырей - по ГОСТ 18160-72.
5.4. Закладные штыри перед транспортированием и хранением должны быть законсервированы и упакованы по ГОСТ 9.014-78 группа изделий 1-1, вариант защиты ВЗ-1, упаковочное средство УМ-1.
5.5. Условия транспортирования и хранения - по группе С ГОСТ 15150-69.
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1. Закладной штырь в сборе должен свободно входить в отверстие застопориваемой детали. Язычок установленного штыря должен поворачиваться на угол не менее 90° без заеданий.
6.2. Применение закладных штырей по условиям эксплуатации должно соответствовать требованиям п. 2.7.
ПРИЛОЖЕНИЕ
Справочное
Масса закладных штырей
|
L, мм |
Теоретическая масса закладных штырей, кг, при номинальном диаметре d, мм |
|||||||||||
|
6 |
8 |
10 |
12 |
(14) |
16 |
(18) |
20 |
24 |
(27) |
30 |
36 |
|
|
8 |
0,007 |
0,012 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
10 |
0,007 |
- |
0,022 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
12 |
0,008 |
0,014 |
- |
0,041 |
- |
- |
- |
- |
- |
- |
- |
- |
|
14 |
0,008 |
- |
0,024 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
16 |
0,008 |
0,016 |
- |
0,044 |
- |
- |
- |
- |
- |
- |
- |
- |
|
18 |
0,009 |
- |
0,027 |
- |
0,058 |
- |
- |
- |
- |
- |
- |
- |
|
20 |
0,009 |
0,017 |
- |
0,048 |
- |
0,092 |
- |
- |
- |
- |
- |
- |
|
22 |
0,010 |
- |
0,030 |
- |
0,063 |
- |
0,116 |
- |
- |
- |
- |
- |
|
25 |
0,011 |
0,019 |
- |
0,052 |
- |
0,100 |
- |
0,179 |
- |
- |
- |
- |
|
28 |
0,011 |
- |
0,033 |
- |
0,070 |
- |
0,129 |
- |
- |
- |
- |
- |
|
32 |
0,012 |
0,022 |
- |
0,058 |
- |
0,114 |
- |
0,191 |
- |
- |
- |
- |
|
36 |
- |
- |
0,038 |
- |
0,080 |
- |
0,142 |
- |
0,286 |
- |
- |
- |
|
40 |
- |
0,025 |
- |
0,066 |
- |
0,123 |
- |
0,214 |
- |
- |
- |
- |
|
45 |
- |
- |
0,041 |
- |
0,090 |
- |
0,162 |
- |
0,322 |
- |
- |
- |
|
50 |
- |
0,029 |
- |
0,074 |
- |
0,139 |
- |
0,238 |
- |
0,486 |
- |
- |
|
55 |
- |
- |
0,048 |
- |
0,102 |
- |
0,182 |
- |
0,357 |
- |
- |
- |
|
60 |
- |
- |
- |
0,083 |
- |
0,155 |
- |
0,263 |
- |
0,522 |
- |
- |
|
65 |
- |
- |
- |
- |
0,114 |
- |
0,202 |
- |
0,398 |
- |
- |
- |
|
70 |
- |
- |
- |
0,092 |
- |
0,171 |
- |
0,293 |
- |
0,588 |
- |
- |
|
75 |
- |
- |
- |
- |
0,127 |
- |
0,222 |
- |
0,433 |
- |
- |
- |
|
80 |
- |
- |
- |
- |
- |
0,186 |
- |
0,317 |
- |
0,635 |
- |
- |
|
85 |
- |
- |
- |
- |
- |
- |
0,242 |
- |
0,469 |
- |
0,775 |
- |
|
90 |
- |
- |
- |
- |
- |
0,202 |
- |
0,342 |
- |
0,681 |
- |
- |
|
95 |
- |
- |
- |
- |
- |
- |
0,262 |
- |
0,504 |
- |
0,834 |
- |
|
100 |
- |
- |
- |
- |
- |
- |
- |
0,367 |
- |
0,736 |
- |
- |
|
110 |
- |
- |
- |
- |
- |
- |
- |
- |
0,558 |
- |
0,911 |
- |
|
120 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0,816 |
- |
1,446 |
|
130 |
- |
- |
- |
- |
- |
- |
- |
- |
0,610 |
- |
1,024 |
- |
|
140 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0,905 |
- |
1,592 |
|
150 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,156 |
- |
|
160 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,754 |
|
170 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,279 |
- |
|
180 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,907 |
|
200 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,060 |
СОДЕРЖАНИЕ