
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
СХЕМЫ И СПОСОБЫ ИЗМЕРЕНИЙ
ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
ГОСТ 22267-76
(СТ СЭВ 3719-82 - СТ СЭВ 3722-82, СТ СЭВ 4141-83 -
СТ СЭВ 4145-83, СТ СЭВ 4148-83, СТ СЭВ 4580-84 -
СТ СЭВ 4585-84, СТ СЭВ 4992-85, СТ СЭВ 4993-85,
СТ СЭВ 4995-85, СТ СЭВ 4996-85
и СТ СЭВ 5545-86)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва - 1988
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Схемы и способы измерений геометрических
Metal-cutting machine tools. |
ГОСТ |
Дата введения 01.01.88
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на все типы металлорежущих станков и устанавливает схемы и способы измерений следующих геометрических параметров:
геометрических форм и относительного положения поверхностей, используемых для базирования заготовки и инструмента;
траектории перемещения рабочих органов;
положения осей вращения и траекторий перемещений рабочих органов, несущих заготовку и инструмент, относительно друг друга и баз;
координат линейных и угловых перемещений рабочих органов.
Термины и пояснения, применяемые в настоящем стандарте, приведены в приложении 9.
(Измененная редакция, Изм. № 1, 2, 3, 5).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. При определении точности станков измеряют ее показатели, то есть отклонения формы и относительного положения линий и поверхностей станков и траекторий движения их рабочих органов.
1.2. Общие требования к условиям проведения измерений - по ГОСТ 8-82.
1.3. Методы и средства измерений, не указанные в настоящем стандарте, устанавливаются в нормативно-технической документации на станки конкретных типов.
1.4. Относительное положение и перемещение рабочих органов, станка при измерении должно воспроизводить их положение и перемещение при обработке заготовки. Приборы для измерения длин должны, как правило, устанавливаться на место рабочего инструмента, а применяемые при измерении поверочные линейки и угольники, контрольные оправки, образцовые штриховые меры и т.п. - на место обрабатываемой заготовки.
1.5. Положение точки, траекторию которой проверяют, устанавливают в нормативно-технической документации на станки конкретных типов.
1.6. Предпочтительны средства измерения, обеспечивающие отсчет отклонений в тех же единицах, в которых они задаются в нормативно-технической документации на станки конкретных типов.
1.7. Последовательность измерений следует выбирать такой, чтобы число переустановок средств измерения было минимальным.
1.8. При проведении измерений с интервалами (шагами) их длину устанавливают стандартами на нормы точности конкретных типов станков в зависимости от длины и точности проверяемой поверхности. Если такие указания отсутствуют, то интервал измерений (шаг) принимают равным 0,05 - 0,3 длины проверяемой поверхности (перемещения), но не более 1000 мм.
(Измененная редакция, Изм. № 1).
1.9. При проведении измерений должны соблюдаться правила техники безопасности по ГОСТ 12.2.009-80.
2. ОСНОВНЫЕ ТРЕБОВАНИЯ К СРЕДСТВАМ ИЗМЕРЕНИЯ, ИСПОЛЬЗУЕМЫЕ ПРИ ИЗМЕРЕНИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ СТАНКОВ
2.1. Средства измерения - по ГОСТ 8-82.
2.2. Погрешность средств измерения, включающая погрешность прибора для измерения длин и отклонения формы и относительного положения рабочих поверхностей, применяемых при измерении поверочных линеек и угольников, контрольных оправок, шаров, колец и т.п., должна соответствовать пределам допускаемых погрешностей измерения по ГОСТ 8.051-81 и погрешности метода измерения по ГОСТ 8-82.
2.3. Допускается с целью исключения из результатов измерения отклонений формы и относительного положения рабочих поверхностей, применяемых при измерении поверочных линеек и угольников, контрольных оправок и т.п., производить их перестановку с поворотом на 180°. Поверочные линейки поворачивают вокруг оси, параллельной их рабочим поверхностям. При этом определение значений отклонений проводят следующим образом.
2.3.1. В случае использования поверочной линейки применяют формулу
![]()
где δ - отклонение от заданной формы;
Δ1 - показания прибора для измерения длин;
Δ2 - показания прибора для измерения длин после поворота линейки на 180° по той же рабочей поверхности.
Правило знаков. Увеличение расстояния между проверяемой поверхностью и рабочей поверхностью линейки (+), уменьшение - (-).
2.3.2. В случае использования поверочного угольника применяют формулу
![]()
где δ - отклонение от заданной формы или положения;
Δ1 - показания прибора для измерения длин;
Δ2 - показания прибора для измерения длин после поворота угольника на 180°.
Правило знаков. Перемещение измерительного наконечника прибора для измерения длин:
«из тела» поверочного угольника (+);
«в тело» поверочного угольника (-).
2.3.3. В случае использования контрольной оправки применяют формулу
![]()
где δ - отклонение;
Δ1 - показания прибора для измерения длин;
Δ2 - показания прибора для измерения длин после поворота оправки на 180°.
2.3.4. Правила исключения из результатов измерений осевого биения путем поворота коленчатой оправки с прибором для измерения длин на 180° приведены в описаниях соответствующих методов.
2.4. Жесткость контрольных оправок, стоек, державок должна находиться в соответствии с погрешностью метода измерения по ГОСТ 8-82.
2.5. Мостики, применяемые для измерений шаговым методом, должны иметь два опорных платика, расстояние между серединами которых равно шагу измерения. Ширину платиков выбирают в пределах 10 - 50 мм в зависимости от размера мостика.
Предпочтительно применение измерительных мостиков с самоустанавливающимися опорами.
(Измененная редакция, Изм. № 1).
2.6. При применении пузырьковых уровней отсчет следует производить по двум концам пузырька и за результат измерения принимать среднее из двух отсчетов.
2.7. Размеры меньшей стороны (диаметр) опорных поверхностей стоек и ползушек, на которые устанавливают приборы для измерения длин при измерении отклонений от плоскостности и прямолинейности, должны быть не более:
50 мм - при длине измерения до 1 м;
0,1 длины измерения - при длине измерения свыше 1 м.
Меньшие стороны опорных поверхностей стоек и ползушек должны быть параллельны направлению их перемещения по плоскости.
3. ПРЯМОЛИНЕЙНОСТЬ ПЕРЕМЕЩЕНИЯ
3.1. Методы измерения
Метод 1 - с помощью поверочной линейки и прибора для измерения длин при длине измерения до 1600 мм:
а) для измерения отклонений от прямолинейности хода рабочего органа, несущего обрабатывающий инструмент,
б) для измерения отклонений от прямолинейности хода рабочего органа, несущего заготовку.
Метод 2 - с помощью консольной контрольной оправки и прибора для измерения длин при длине измерения до 500 мм и с помощью центровой контрольной оправки и прибора для измерения длин при длине измерения до 1600 мм:
а) для измерения отклонений от прямолинейности хода рабочего органа, несущего обрабатывающий инструмент,
б) для измерения отклонений от прямолинейности хода рабочего органа, несущего заготовку.
Метод 3 - с помощью натянутой струны и микроскопа при длине перемещения свыше 1600 мм.
Метод 4 - с помощью гидростатического уровня при нелимитируемой длине перемещения.
Метод 5 - с помощью визирной трубы при длине перемещения не менее 1000 мм.
Метод 6 - с помощью оптического квантового генератора и фотоприемника при нелимитируемой длине перемещения.
Метод 7 - с помощью уровня при нелимитируемой длине перемещения.
Метод 8 - с помощью автоколлиматора при нелимитируемой длине перемещения.
3.2. Описание методов измерения
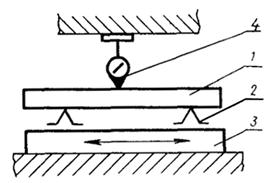
3.2.1. Метод 1а
Средства измерения: поверочная линейка, прибор для измерения длин.
Схема измерения указана на черт. 1.

Проведение измерения
Поверочную линейку 1 устанавливают с помощью опор 2 на неподвижной части станка рядом с проверяемым рабочим органом 3 параллельно направлению его перемещения так, чтобы показания измерительного прибора 4, установленного на проверяемом рабочем органе, были одинаковыми в крайних точках длины перемещения, при этом измерительный наконечник измерительного прибора должен касаться рабочей поверхности линейки и быть перпендикулярным ей.
Измерения проводят в одной или двух взаимно перпендикулярных плоскостях. Отклонение от прямолинейности траектории перемещения равно наибольшей алгебраической разности показаний измерительного прибора на заданной длине перемещения.
3.2.2. Метод 1б
Средства измерения - аналогичны п. 3.2.1.
Схема измерения указана на черт. 2.
Проведение измерения
Поверочную линейку 1 устанавливают с помощью опор 2 на проверяемом рабочем органе 3. Измерительный прибор 4 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей.
Измерение проводят в одной или двух взаимно перпендикулярных плоскостях.
Определение отклонений проводят аналогично п. 3.2.1.
3.2.3. Метод 2а
Средства измерения: контрольная оправка с хвостовиком или центровыми отверстиями, прибор для измерения длин.
Схема измерения указана на черт. 3.

Проведение измерения
Контрольную оправку 1 устанавливают консольно либо в центрах 2. Измерительный прибор 4 устанавливают на проверяемом рабочем органе 3 так, чтобы измерительный наконечник касался образующей оправки и был перпендикулярен ей.
Измерение проводят в одной или двух взаимно перпендикулярных плоскостях. Определение отклонений проводят аналогично п. 3.2.1.
Допускается проводить измерения, если показания измерительного прибора на концах оправки неодинаковы. В этом случае отклонения определяют по приложению 3.
Пример расчета отклонений приведен в приложении 4.
3.2.4. Метод 2б
Средства измерения: контрольная оправка с хвостовиком или центровыми отверстиями, прибор для измерения длин.
Схема измерения указана на черт. 4.
Проведение измерения
Контрольную оправку 1 устанавливают консольно, либо в центрах 2 на проверяемом рабочем органе 3. Измерительный прибор 4 устанавливают на неподвижной части станка так, чтобы измерительный наконечник касался образующей оправки и был перпендикулярен ей.
Измерение проводят в одной или двух взаимно перпендикулярных плоскостях. Определение отклонений проводят аналогично п. 3.2.1.

Допускается производить измерения, если показания измерительного прибора на концах оправки неодинаковы. В этом случае отклонения определяют по приложению 3.
Пример расчета отклонений приведен в приложении 4.
3.2.3, 3.2.4. (Измененная редакция, Изм. № 1).
3.2.5. Метод 3
Средства измерения: микроскоп, струна стальная и устройство, обеспечивающее натяжение струны. Диаметр и усилие натяжения струны указаны в приложении 1.
Схема измерения указана на черт. 5.

Проведение измерения
Микроскоп 1 устанавливают на проверяемом рабочем органе 2. Параллельно направлению перемещения этого рабочего органа натягивают струну 3. В крайних точках перемещения рабочего органа штрих окуляра микроскопа совмещают с одной из образующих струны и регулируют положение струны так, чтобы показания микроскопа были одинаковы.
При горизонтальном расположении струны микроскоп устанавливают вертикально.
Проверяемый рабочий орган перемещают шагами (см. п. 1.8) с остановками в выбранных точках. Отклонение от прямолинейности траектории перемещения равно наибольшей алгебраической разности смещений штриха окуляра микроскопа от образующей струны на всей длине перемещения.
3.2.6. Метод 4
Средства измерения: гидростатический уровень с двумя головками или одной головкой и баком.
Схема измерения указана на черт. 6.

Проведение измерения
Одну из головок 2 устанавливают на проверяемый рабочий орган 1, а другую головку (бак) - вне проверяемого рабочего органа. Шланги должны размещаться не ниже 100 мм от основания головок.
Проверяемый рабочий орган перемещают шагами (см. п. 1.8) и фиксируют разность показаний двух головок 2 в каждой позиции. При использовании гидростатического уровня с одной головкой и баком фиксируют разность показаний головки, перемещаемой из одной позиции в другую. По полученным значениям разностей строят график, по которому определяют отклонение от прямолинейности траектории перемещения.
3.2.7. Метод 5
Средства измерения: визирная труба, марка.
Схема измерения указана на черт. 7.
Проведение измерения
Визирную трубу 2 устанавливают на неподвижной части станка, так, чтобы ее оптическая ось была параллельна направлению перемещения, а марку 3 укрепляют на проверяемом рабочем органе 1 на уровне расположения оптической оси и перпендикулярно к ней.
При вертикальном перемещении проверяемого рабочего органа визирную трубу рекомендуется располагать горизонтально. Наблюдение за маркой осуществляют с помощью пентапризмы.
Регулируют положение визирной трубы так, чтобы ее показания при наведении на марку, находящуюся в конечных точках хода, были одинаковы.

Проверяемый рабочий орган перемещают на заданную длину шагами (см. п. 1.8). Измерение проводят в двух взаимно перпендикулярных плоскостях.
Отклонение от прямолинейности траектории перемещения равно наибольшей алгебраической разности показаний визирной трубы при наведении ее на марку на заданной длине перемещения.
3.2.8. Метод 6
Средства измерения: оптический квантовый генератор, фотоприемник.
Схема измерения указана на черт. 8.

Проведение измерения
Оптический квантовый генератор 1 устанавливают на неподвижной части станка так, чтобы его оптическая ось была параллельна направлению перемещения, а фотоприемник 2 укрепляют на проверяемом рабочем органе 4 на уровне расположения оптической оси.
При вертикальном перемещении проверяемого рабочего органа оптический квантовый генератор располагают горизонтально. Между ним и фотоприемником устанавливают пентапризму.
Регулируют положение оптического квантового генератора так, чтобы показания его измерительного прибора 3 при нахождении фотоприемника в крайних точках хода были одинаковыми.
Проверяемый рабочий орган перемещают на заданную длину шагами (см. п. 1.8). Измерение проводят в двух взаимно перпендикулярных плоскостях.
Отклонение от прямолинейности траектории перемещения равно наибольшей алгебраической разности показаний измерительного прибора на заданной длине перемещения.
3.2.9. Метод 7
Средство измерения: уровень.
Схема измерения указана на черт. 9.

Проведение измерения
Уровень 1 устанавливают на проверяемом рабочем органе 2 вдоль направления перемещения. Проверяемый рабочий орган перемещают на заданную длину шагами (см. п. 1.8).
Отклонение от прямолинейности траектории перемещения в единицах угла определяют наибольшей алгебраической разностью показаний уровня на заданной длине перемещения.
Если при перемещении проверяемого рабочего органа положение станка в горизонтальной плоскости изменяется, то измерение проводят с помощью двух уровней или дифференциального уровня.
Первый уровень устанавливают на проверяемом рабочем органе, а второй - вне его.
Отклонение от прямолинейности траектории перемещения в единицах угла равно наибольшей алгебраической разности показаний первого уровня, из которой вычитают алгебраическую разность показаний второго уровня. Показания второго уровня регистрируют при тех же положениях перемещаемого рабочего органа, при которых зафиксированы наибольшие показания первого уровня.
3.2.10. Метод 8
Средства измерения: автоколлиматор, плоское зеркало.

Схема измерения указана на черт. 10.
Проведение измерения
Автоколлиматор 1 устанавливают на неподвижной части станка так, чтобы его оптическая ось была расположена параллельно направлению перемещения проверяемого рабочего органа 2, на котором укрепляют плоское зеркало 3 на уровне положения оптической оси и перпендикулярно к ней.
Рабочий орган перемещают на заданную длину шагами (см. п. 1.8). Измерение проводят в двух взаимно перпендикулярных плоскостях.
Отклонение от прямолинейности траектории перемещения в угловых единицах равно наибольшей алгебраической разности показаний автоколлиматора на заданной длине перемещения.
4. ПЛОСКОСТНОСТЬ
4.1. Методы измерения
Метод 1 - с помощью поверочной плиты и краски.
Метод 2 - с помощью поверочной линейки и блока плоскопараллельных концевых мер длины.
Метод 3 - с помощью поверочной линейки и прибора для измерения длин.
Метод 4 - с помощью оптической или электромеханической линейки.
Метод 5 - с помощью плоскомера.
Метод 6 - с помощью пузырькового или индуктивного уровня.
Метод 7 - с помощью гидростатического уровня.
Метод 8 - с помощью визирной трубы.
Метод 9 - с помощью автоколлиматора.
Метод 10 - с помощью лазерного интерферометра для измерения углового положения и двухопорного измерительного мостика.
Метод 11 - с помощью лазера и фотоэлектрического датчика.
Метод 12 - с помощью специального прибора для непрерывного измерения отклонений от прямолинейности поверхности.
Метод 13 - с помощью микроскопа и натянутой струны.
При применении методов 2 - 12 измерение отклонений от плоскостности замеряется измерением отклонений от прямолинейности отдельных регламентированных сечений поверхности или полос поверхности, ширину которых определяют формой и размерами измерительных наконечников приборов для измерения длин или шириной опорных поверхностей вспомогательных средств, например, измерительных мостиков.
При применении метода 13 проводят измерение отклонений от прямолинейности только в одном сечении поверхности.
Измерение отклонения от прямолинейности поверхности проводят непрерывно или в отдельных точках с шагами, длины которых выбирают в соответствии с п. 1.8, но не более длин, указанных в приложении 5.
При применении методов 6, 9 и 10 уровень, зеркало автоколлиматора или отражатель устанавливают на измерительный мостик, опирающийся на измеряемую поверхность только двумя опорами, которые расположены на определенном расстоянии (шаг, база) одна от другой.
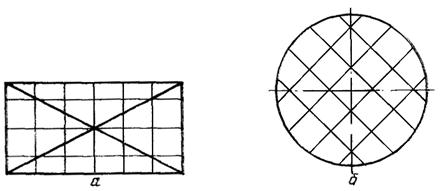
4.2. Схема расположения проверяемых сечений поверхности
Число проверяемых сечений в общем случае выбирают в зависимости от размера и точности проверяемой поверхности. Схема расположения проверяемых сечений показана на черт. 11а, б и должна содержать не менее трех продольных, трех поперечных и двух диагональных сечений.
При измерении длинных узких плоскостей допускается уменьшить количество продольных сечений до двух и не проводить измерение по диагоналям.
(Измененная редакция, Изм. № 1).
4.3. Описание методов измерения
4.3.1. Метод 1
Средство измерения: поверочная плита.
Схема измерения указана на черт. 12.

Проведение измерения
На рабочую поверхность поверочной плиты 1 наносят тонкий равномерный слой краски. Плиту окрашенной стороной кладут на проверяемую поверхность 2 и перемещают по ней возвратно-поступательными движениями до получения явственно различимых отпечатков.
Отклонение от плоскостности равно минимальному числу пятен на площади размером 25×25 мм в любом месте проверяемой поверхности.
4.3.2. Метод 2
Средства измерения: поверочная линейка, блок плоскопараллельных концевых мер длины.
Схема измерения указана на черт. 13.

Проведение измерения
На проверяемую поверхность 3 в двух точках заданного сечения устанавливают две опоры 2, на которые рабочей поверхностью кладут поверочную линейку 1 так, чтобы расстояния от проверяемой поверхности до рабочей поверхности линейки у ее концов были равны. С помощью блока плоскопараллельных концевых мер длины 4 измеряют расстояние между линейкой и проверяемой поверхностью в выбранных точках (см. п. 1.8). В каждом сечении определяют наибольшую разность измеренных расстояний.
Отклонение от плоскостности равно наибольшему из полученных результатов.
4.3.3. Метод 3
Средства измерения: поверочная линейка, прибор для измерения длин.
Схема измерения указана на черт. 14.

Проведение измерения
На проверяемую поверхность 1 в двух точках заданного сечения устанавливают две опоры 3, на которые рабочей поверхностью кладут поверочную линейку 2 так, чтобы расстояния от проверяемой поверхности до рабочей поверхности линейки у ее концов были равны.
Измерительный прибор 4 устанавливают на проверяемую поверхность так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей.
Измерительный прибор перемещают по проверяемой поверхности вдоль линейки. В выбранных точках (см. п. 1.8) измерительным прибором измеряют расстояния от отдельных точек измеряемого сечения поверхности до рабочей поверхности линейки.
Отклонение от плоскости равно наибольшей алгебраической разности показаний измерительного прибора во всех сечениях.
(Измененная редакция, Изм. № 1).
4.3.4. Метод 4
Средства измерения: оптическая или электромеханическая линейка.
Схема измерения указана на черт. 15.
Проведение измерения
На проверяемую поверхность 1 в заданном сечении устанавливают оптическую (электромеханическую) линейку 2 так, чтобы ее показания на концах проверяемого сечения были одинаковыми.

Измерительную каретку линейки перемещают вдоль проверяемого сечения. Отклонение от плоскостности равно наибольшей алгебраической разности показаний прибора во всех сечениях.
4.3.5. Метод 5
Средства измерения: механический плоскомер при длине (диаметре) проверяемой поверхности до 1600 мм или оптический плоскомер при длине (диаметре) проверяемой поверхности свыше 1600 мм.
Схема измерения указана на черт. 16.

Проведение измерения
Механический плоскомер 2 устанавливают на середину проверяемой поверхности 1 так, чтобы показания измерительного прибора 3 в трех наиболее удаленных точках проверяемой поверхности были одинаковыми. Измерительный прибор перемещают вдоль проверяемого сечения.
При длине (диаметре) проверяемой поверхности менее 600 мм механический плоскомер устанавливают вне проверяемой поверхности.
Оптический плоскомер устанавливают либо вблизи края проверяемой поверхности, либо вне ее.
Не допускается устанавливать плоскомер вне проверяемого станка.
Отклонение от плоскостности равно наибольшей алгебраической разности показаний прибора во всех сечениях.
4.3.6. Метод 6
Средство измерения: уровень.
Схема измерения указана на черт. 17.

Проведение измерения
Уровень 2 закрепляют на двухопорном измерительном мостике 1 с заданным или регулируемым расстоянием между опорами 1, равным шагу измерения. Мостик с уровнем устанавливают на заданное сечение проверяемой поверхности 3 и перемещают последовательно шагами (см. п. 1.8).
Показания уровня пересчитывают и по полученным результатам строят график профиля каждого сечения поверхности (см. приложение 7).
Отклонение от прямолинейности поверхности определяют по графическому изображению профиля проверяемой поверхности в заданных сечениях (см. приложения 6 и 7).
4.3.7. Метод 7
Средство измерения: гидростатический уровень с двумя головками или одной головкой и баком.
Схема измерения указана на черт. 18.
Проведение измерения
Одну из головок 1 устанавливают в начальную точку заданного сечения проверяемой поверхности 3, а другую головку 2 - в соседнюю точку этого же сечения.

При использовании головки с баком последний устанавливают либо на месте головки 1, либо вне проверяемой поверхности. Не допускается устанавливать бак вне проверяемого станка. Шланги должны размещаться не ниже 100 мм от основания головок.
Головку 2 последовательно ставят в точки (см. п. 1.8) выбранного сечения и определяют их ординаты, которые равны разности показаний головок.
При использовании головки с баком определяют алгебраическую разность показаний головки, причем за начало отсчета принимают ее показание в первой точке.
По полученным результатам строят график профиля каждого сечения поверхности (см. приложение 7). Отклонение от прямолинейной поверхности определяют по графическому изображению профиля проверяемой поверхности в заданных сечениях (см. приложения 6 и 7).
4.3.8. Метод 8
Средства измерения: визирная труба (оптическая струна), марка, пентапризма, зеркало.
Схема измерения указана на черт. 19.
Проведение измерения
Визирную трубу 1 устанавливают на один из углов проверяемой поверхности 4 так, чтобы ее оптическая ось была параллельна одному семейству параллельных сечений. Измерение проводят в сечениях, перпендикулярных оптической оси визирной трубы.
На заданное сечение устанавливают пентапризму 2 и марку 3. Положение визирной трубы и пентапризмы регулируют так, чтобы в поле зрения визирной трубы была видна марка. Для измерения отклонений в диагональных сечениях используют зеркало, устанавливаемое перпендикулярно проверяемому сечению.

Марку поочередно устанавливают в точки (см. п. 1.8) заданного сечения и определяют их координаты относительно оптической оси. По полученным результатам строят график профиля каждого сечения поверхности (см. приложение 7). Отклонение от прямолинейности поверхности определяют по графическому изображению профиля проверяемой поверхности в заданных сечениях (см. приложения 6 и 7).
Затем марку и пентапризму устанавливают на проверяемую поверхность в следующем сечении и повторяют измерение с построением графика для каждого сечения.
Допускается проводить измерение без помощи пентапризмы. В этом случае визирную трубу устанавливают параллельно каждому проверяемому сечению и регулируют ее положение так, чтобы показания при установке марки в конечные точки сечения были одинаковыми.
График для каждого сечения строят так же, как указано выше.
4.3.9. Метод 9
Средства измерения: автоколлиматор, два зеркала, мостик с базой, длина которой равна шагу измерения, пентапризма.
Схема измерения указана на черт. 20.

Проведение измерения
Автоколлиматор 5 устанавливают на один из углов проверяемой поверхности 4 так, чтобы его оптическая ось была параллельна одному семейству параллельных сечений. Измерение проводят в сечениях, перпендикулярных оптической оси автоколлиматора. На заданное сечение устанавливают пентапризму 1 и мостик 2 с зеркалом 3. Для измерения отклонений в диагональных сечениях используют второе зеркало, устанавливаемое перпендикулярно диагонали, с помощью которого наблюдают положение марки. Положение автоколлиматора и пентапризмы регулируют так, чтобы в поле зрения было видно перекрестие.
Мостик с зеркалом поочередно устанавливают с точки (см. п. 1.8) заданного сечения, на котором установлена пентапризма, и по автоколлиматору определяют углы наклона мостика. Показания автоколлиматора пересчитывают и по полученным результатам строят график профиля проверяемой поверхности в заданном сечении (см. приложение 7). Отклонение от прямолинейности поверхности определяют по графическому изображению профиля проверяемой поверхности в заданном сечении (см. приложения 6 и 7).
Затем мостик с зеркалом и пентапризму устанавливают на проверяемую поверхность в следующем сечении и повторяют измерение с построением графика.
Допускается проводить измерение без пентапризмы. В этом случае автоколлиматор устанавливают параллельно каждому проверяемому сечению. График для каждого сечения строят так же, как указано выше.
4.3.6 - 4.3.9. (Измененная редакция, Изм. № 1).
4.3.10. Метод 10
Средства измерения: лазерный интерферометр, отражатель, двухопорный измерительный мостик, стойка для лазера.
Схема измерения указана на черт. 20а.

Проведение измерения
Установка лазерного интерферометра 1 и отражателя 2 с мостиком 3 на проверяемую поверхность 4 и проведение измерения аналогично измерению с использованием автоколлиматора (см. п. 4.3.9). Конкретная последовательность, технические условия проведения измерений должны соответствовать указанным в инструкции по эксплуатации прибора.
Отклонение от прямолинейности поверхности определяют, как указано в п. 4.3.6.
4.3.11. Метод 11
Средства измерения: лазер, фотоэлектрический датчик с электронным устройством, стойка для лазера.
Схема измерения указана на черт. 20б:

Проведение измерения
Установка лазера 1 и фотоэлектрического датчика 2 на проверяемую поверхность 3, последовательность и технические требования для проведения измерения должны соответствовать указанным в инструкции по эксплуатации прибора.
Отклонения от прямолинейности поверхности определяют, как указано в п. 4.3.3.
4.3.12. Метод 12
Средства измерения: специальный прибор для измерения отклонений от прямолинейности поверхности с электронным устройством, позволяющим получить графическую запись непрерывно измеренного профиля поверхности.
Схема измерения указана на черт. 20в.

Проведение измерения
Проверяемую поверхность 3 в заданном сечении непрерывно измеряют при помощи специального прибора с электронным устройством 1 и самописцем 2, позволяющим получить увеличенную графическую запись профиля проверяемой поверхности в заданном сечении.
Последовательность проведения измерения и технические требования к нему должны соответствовать указаниям инструкции по эксплуатации прибора.
Отклонение от прямолинейности поверхности определяют по графическому изображению профиля проверяемой поверхности в заданных сечениях (см. приложения 6 и 7).
4.3.13. Метод 13
Средства измерения: микроскоп с окуляром (или специальный микроскоп), измерительный мостик, струна стальная и устройство для закрепления и натяжения струны. Диаметр и усилие натяжения струны указаны в приложении 1.
Схема измерения указана на черт. 20г.
Проведение измерения
Микроскоп 1 закрепляют на стойке и устанавливают на измерительном мостике 2. Мостик с микроскопом устанавливают на базирующую поверхность вдоль заданного сечения проверяемой поверхности 4 так, чтобы при перемещении последовательно шагами (см. п. 1.8) он касался проверяемой поверхности. Параллельно проверяемой поверхности натягивают струну 3, чтобы показания микроскопа в крайних точках измеряемого участка были одинаковыми. В выбранных точках заданного сечения проверяемой поверхности с помощью микроскопа измеряют относительные изменения положения оси микроскопа по отношению к струне.

Отклонение от прямолинейности поверхности равно наибольшей алгебраической разности штриха окуляра микроскопа и образующей струны на всей длине измерения.
4.3.10 - 4.3.13. (Введены дополнительно, Изм. № 1).
5. ВЗАИМНАЯ ПАРАЛЛЕЛЬНОСТЬ НАПРАВЛЕНИЙ ПЕРЕМЕЩЕНИЙ И ЭКВИДИСТАНТНОСТЬ (ПАРАЛЛЕЛЬНОСТЬ) ТРАЕКТОРИЙ ПЕРЕМЕЩЕНИЙ
5.1. Методы измерения
Метод 1 - с помощью прибора для измерения длин, закрепленного на одном перемещаемом рабочем органе и касающегося измерительным наконечником другого рабочего органа.
Метод 2 - с помощью поверочной линейки (контрольной оправки) и двух приборов для измерения длин.
(Измененная редакция, Изм. № 3).
5.1.1. Условия проведения измерения
Исходное положение и фиксацию проверяемых и других рабочих органов в соответствии с их функциональным назначением устанавливают в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерения проводят в одной или двух взаимно перпендикулярных плоскостях, количество и положение которых должны быть указаны в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерение отклонений от эквидистантности (параллельности) траекторий перемещений проводят непрерывно при скорости перемещения проверяемого рабочего органа, позволяющей регистрировать показания измерительного прибора, или в отдельных точках с интервалами (шагами), равномерно распределенными на длине перемещения.
При проведении измерений интервалами (шагами) длину их устанавливают в соответствии с требованиями стандартов на нормы точности конкретных типов станков в зависимости от заданной длины перемещения, требуемой точности измерения и допуска эквидистантности (параллельности) траекторий перемещений. Если интервал (шаг) измерения не указан, то его принимают равным 0,05 - 0,2 длины перемещения, но не более 500 мм.
Измерения проводят:
при определении отклонения от параллельности направлений перемещений рабочих органов в начале и конце заданного их перемещения, длина которого должна быть указана в стандартах на нормы точности и технических условиях на конкретные типы станков;
при определении отклонения от эквидистантности (параллельности) траекторий перемещений рабочих органов в пределах заданного перемещения рабочих органов, длина которого должна быть указана в стандартах на нормы точности и технических условиях на конкретные типы станков.
(Измененная редакция, Изм. № 3).
5.2. Описание методов измерения
5.2.1. Метод 1
Средство измерения: прибор для измерения длин.
Схема измерения указана на черт. 21.

Проведение измерения
Измерительный прибор 1 устанавливают на одном из проверяемых рабочих органов 2 так, чтобы его измерительный наконечник касался перпендикулярно поверхности упора (детали) 3 на втором рабочем органе. Поверхность упора (детали) должна быть параллельна направлению перемещения. Оба рабочих органа перемещают в одном направлении на заданную длину l.
Отклонение от параллельности направлений перемещений определяют алгебраической разностью показаний измерительного прибора в крайних точках перемещения.
Отклонение от эквидистантности (параллельности) траекторий перемещений равно наибольшей алгебраической разности показаний измерительного прибора на заданной длине перемещения. В этом случае результаты измерения будут включать в себя отклонение от прямолинейности траекторий перемещений.
5.2.2. Метод 2
Средства измерения: поверочная линейка (контрольная оправка), два прибора для измерения длин.
Схема измерения указана на черт. 22.

Черт. 22
Проведение измерения
Поверочную линейку (контрольную оправку) 1 устанавливают на регулируемых опорах (в центрах) 2 между перемещающимися проверяемыми рабочими органами параллельно направлению перемещения рабочего органа 4, принятому, например, в качестве базового при измерении. Измерительный прибор 3 устанавливают на рабочем органе 4, а измерительный прибор 5 - на рабочем органе 6 так, чтобы их измерительные наконечники касались рабочей поверхности линейки (образующей оправки) и были перпендикулярны ей в плоскости измерения. При этом линейка (оправка) должна быть установлена так, чтобы показания измерительного прибора 3 при перемещении рабочего органа 4 в сечениях III и IV были одинаковы. В дальнейшем положение линейки (оправки) не меняется.
Измерения проводят сначала перемещая рабочий орган 4 на заданную длину l (от сечения I к сечению II), а затем перемещая рабочий орган 6 на ту же длину и в том же направлении. При этом в случае измерения интервалами (шагами) показания измерительных приборов регистрируют в одних и тех же точках на длине перемещения.
Показания измерительных приборов в сечении I должны быть одинаковы. Если показания измерительных приборов разные, то проводят пересчет.
Если измерительные приборы касаются противолежащих поверхностей линейки (оправки), то при измерении необходимо учитывать отклонение от параллельности этих поверхностей.
Отклонение от параллельности направлений перемещений рабочих органов равно алгебраической разности показаний измерительных приборов в начале (сечение I) и конце (сечение II) перемещения рабочих органов.
Отклонение от эквидистантности (параллельности) траекторий перемещений рабочих органов равно наибольшей алгебраической разности показаний измерительных приборов в заданных точках измерения на всей длине перемещения рабочих органов.
Пример определения отклонений от эквидистантности (параллельности) траекторий перемещений приведен в приложении 11а.
(Измененная редакция, Изм. № 3).
6. ПАРАЛЛЕЛЬНОСТЬ НАПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЯ. ПАРАЛЛЕЛЬНОСТЬ И ПРЯМОЛИНЕЙНОСТЬ ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ (В КОМПЛЕКСЕ) РАБОЧЕГО ОРГАНА И ПЛОСКОСТИ ИЛИ ОСИ
6.1. Методы измерения
Метод 1 - плоскость, относительно которой проводят измерение, расположена на подвижном рабочем органе:
а) с помощью поверочной линейки и прибора для измерения длин;
б) с помощью прибора для измерения длин и плоскопараллельной концевой меры длины;
в) с помощью специальной поверочной линейки и прибора для измерения длин.
Метод 2 - плоскость, относительно которой проводят измерение, расположена на неподвижной части станка:
а) с помощью поверочной линейки и прибора для измерения длин;
б) с помощью прибора для измерения длин и плоскопараллельной концевой меры длины;
в) с помощью специальной поверочной линейки и прибора для измерения длин.
Метод 3 - с помощью контрольной оправки и прибора для измерения длин при расположении оси, относительно которой проводят измерение:
а) на неподвижной части станка;
б) на подвижном рабочем органе.
(Измененная редакция, Изм. № 2).
6.1.1. Условия проведения измерения. При применении методов: 1a, 1в, 2а и 2в плоскость, относительно которой проводят измерение, материализуется рабочей поверхностью поверочной линейки. При применении методов 3а и 3б ось, относительно которой проводят измерение, материализуется образующей цилиндрической поверхности контрольной оправки, устанавливаемой концентрично этой оси в центрах станка или на центрирующей (торцовой) поверхности.
Положение поверочной линейки на плоскости, относительно которой проводят измерение, устанавливают в стандартах на нормы точности и технических условиях на конкретные типы станков. Если такие указания отсутствуют, то поверочную линейку располагают посередине плоскости, относительно которой проводят измерение.
Измерения проводят в одной или двух взаимно перпендикулярных плоскостях, количество и положение которых должно быть указано в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерения проводят:
при определении отклонений от параллельности направления перемещения рабочего органа и плоскости или оси в начале и конце заданного перемещения рабочего органа, длина которого должна быть указана в стандартах на нормы точности и технических условиях на конкретные типы станков;
при определении суммарных отклонений от прямолинейности и параллельности траектории перемещения рабочего органа и плоскости или оси в пределах заданного перемещения рабочего органа, длина которого должна быть указана в стандартах на нормы точности и технических условиях на конкретные типы станков.
(Введен дополнительно, Изм. № 2).
6.2. Описание методов измерения
6.2.1. Метод 1а
Средства измерения: прибор для измерения длин, поверочная линейка, концевые плоскопараллельные меры длины (когда плоскость, относительно которой проводят измерение, имеет отклонение в сторону выпуклости).
Схема измерения указана на черт. 23.
Проведение измерения
Поверочную линейку 1 устанавливают на подвижном рабочем органе 2 вдоль направления его перемещения непосредственно на плоскость, относительно которой проводят измерение или на двух концевых плоскопараллельных мерах длины одинакового размера. Измерительный прибор 3 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. Рабочий орган перемещают на заданную длину l.
Для исключения из результатов измерения отклонения от параллельности рабочих поверхностей линейки допускается производить перестановку линейки с поворотом на 180° вокруг оси, перпендикулярной ее рабочей поверхности.

Отклонение от параллельности направления перемещения рабочего органа относительно плоскости при измерении без перестановки линейки равно алгебраической разности показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Отклонение от параллельности направления перемещения рабочего органа относительно плоскости при измерении с перестановкой линейки равно среднему арифметическому двух значений алгебраической разности показаний измерительного прибора, полученных при измерении до и после перестановки линейки. При этом для каждого положения линейки (до перестановки и после ее) определяют алгебраическую разность показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Суммарное отклонение от прямолинейности и параллельности траектории перемещения рабочего органа относительно плоскости при измерении без перестановки линейки равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения рабочего органа.
Суммарное отклонение от прямолинейности и параллельности траектории перемещения рабочего органа относительно плоскости при измерении с перестановкой линейки равно среднему арифметическому двух значений наибольшей алгебраической разности показаний измерительного прибора, полученных при измерении до и после перестановки линейки. При этом для каждого положения линейки (до перестановки и после ее) определяют наибольшую алгебраическую разность показаний измерительного прибора в пределах длины перемещения рабочего органа.
6.2.2. Метод 1б
Средства измерения: прибор для измерения длин, плоскопараллельная концевая мера длины.
Схема измерения указана на черт. 24.

Проведение измерения
Плоскопараллельную концевую меру длины 1 устанавливают на подвижном рабочем органе 2. Измерительный прибор 5 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался рабочей поверхности плоскопараллельной концевой меры длины и был перпендикулярен ей. Рабочий орган перемещают шагами (см. п. 1.8) на заданную длину. Плоскопараллельную концевую меру длины переставляют по проверяемой плоскости такими же шагами.
Отклонение от параллельности направления перемещения к плоскости равно алгебраической разности показаний измерительного прибора в крайних точках перемещения рабочего органа.
Отклонение от параллельности траектории перемещения и профиля сечения проверяемой плоскости равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения. В этом случае результаты измерения будут включать в себя отклонения от прямолинейности траектории перемещения и профиля сечения проверяемой плоскости.
6.2.3. Метод 2а
Средства измерения: прибор для измерения длин, поверочная линейка.
Схема измерения указана на черт. 25.
Проведение измерения
Поверочную линейку 1 устанавливают на неподвижной части станка 2 вдоль направления перемещения рабочего органа на плоскость, относительно которой проводят измерение, или на двух концевых плоскопараллельных мерах длины одинакового размера.
Измерительный прибор 3 устанавливают на подвижном рабочем органе так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. В остальном измерение аналогично п. 6.2.1.

6.2.4. Метод 2б
Средства измерения: прибор для измерения длин, плоскопараллельная концевая мера длины.
Схема измерения указана на черт. 26.

Проведение измерения
Плоскопараллельную концевую меру длины 2 устанавливают на неподвижной части станка 1. Измерительный прибор 4 устанавливают на подвижном рабочем органе 3 так, чтобы его измерительный наконечник касался рабочей поверхности плоскопараллельной концевой меры длины и был перпендикулярен ей.
Рабочий орган с измерительным прибором перемещают шагами (см. п. 1.8) на заданную длину. Плоскопараллельную концевую меры длины переставляют по проверяемой плоскости неподвижной части станка такими же шагами.
Отклонения от параллельности направления и траектории перемещения к плоскости определяют, как указано в п. 6.2.2.
6.2.5. Метод 3а
Средства измерения: прибор для измерения длин, контрольная оправка (центровая или консольная).
Схема измерения указана на черт. 27 и 27а.


Проведение измерения
Контрольную оправку 1 устанавливают вдоль оси, относительно которой проводят измерение, в центрах или на центрирующей (торцевой) поверхности неподвижной части станка. Измерительный прибор 2 устанавливают на подвижном рабочем органе 3 так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ей в плоскости измерения. Рабочий орган перемещают на заданную длину l.
Для исключения из результатов измерения неточности установки контрольной оправки допускается проводить измерение два раза с поворотом шпинделя вместе с оправкой на 180°. Если шпиндель не вращается, то оправку вынимают и поворачивают на 180° вокруг ее оси.
Отклонение от параллельности направления перемещения рабочего органа относительно оси при измерении без поворота контрольной оправки равно алгебраической разности показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Отклонение от параллельности направления перемещения рабочего органа относительно оси при измерении с поворотом оправки равно среднему арифметическому двух значений алгебраической разности показаний измерительного прибора, полученных при измерении до и после поворота оправки. При этом для каждого положения оправки (до поворота и после его) определяют алгебраическую разность показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Суммарное отклонение от прямолинейности и параллельности траектории перемещения рабочего органа относительно оси при измерении без поворота контрольной оправки равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения рабочего органа.
Суммарное отклонение от прямолинейности и параллельности траектории перемещения рабочего органа относительно оси при измерении с поворотом контрольной оправки равно среднему арифметическому двух значений наибольшей алгебраической разности показаний измерительного прибора, полученных при измерении до и после поворота контрольной оправки. При этом для каждого положения оправки (до поворота и после его) определяют наибольшую алгебраическую разность показаний измерительного прибора в пределах длины перемещения рабочего органа.
6.2.6. Метод 3б
Средства измерения: прибор для измерения длин, контрольная оправка (центровая или консольная).
Схема измерения указана на черт. 28 и 28а.
Проведение измерения
Контрольную оправку 3 устанавливают вдоль оси, относительно которой проводят измерение, в центрах или на центрирующей (торцевой) поверхности подвижного рабочего органа 2. Измерительный прибор 1 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ей в плоскости измерения. В остальном измерение аналогично п. 6.2.5.


6.2.1 - 6.2.6. (Измененная редакция, Изм. № 2).
6.2.7. Метод 1в
Средства измерения: прибор для измерения длин, специальная поверочная линейка, концевые плоскопараллельные меры длины (когда плоскость, относительно которой проводят измерение, имеет отклонение в сторону выпуклости).
Схема измерения указана на черт. 28б.

Черт. 28б
Проведение измерения
Специальную поверочную линейку 1 устанавливают на подвижном рабочем органе 2 вдоль направления его перемещения непосредственно на плоскость, относительно которой проводят измерение, или на двух концевых плоскопараллельных мерах длины одинакового размера. Измерительный прибор 3 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. В остальном измерение аналогично п. 6.2.1.
Отклонение от параллельности направления перемещения рабочего органа относительно плоскости определяют как указано в п. 6.2.1.
6.2.8. Метод 2в
Средства измерения аналогичны указанным в п. 6.2.7.
Схема измерения указана на черт. 28в.

Черт. 28в
Проведение измерения
Специальную поверочную линейку 1 устанавливают на неподвижной части станка 2 вдоль направления перемещения рабочего органа на плоскость, относительно которой проводят измерение, или на двух концевых плоскопараллельных мерах длины одинакового размера. Измерительный прибор 3 устанавливают на подвижном рабочем органе так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. В остальном измерение аналогично п. 6.2.1.
Отклонение от параллельности направления перемещения рабочего органа относительно плоскости определяют, как указано в п. 6.2.1.
6.2.7, 6.2.8. (Введены дополнительно, Изм. № 2).
7. ПАРАЛЛЕЛЬНОСТЬ ПЛОСКОСТИ И ОСИ
7.1. Методы измерения
Метод 1 - с помощью контрольной оправки, поверочной линейки и прибора для измерения длин.
Метод 2 - с помощью контрольной оправки и прибора для измерения длин.
Метод 3 - с помощью поверочного цилиндрического угольника и прибора для измерения длин.
Метод 4 - с помощью поверочного плоского угольника, поверочной линейки и прибора для измерения длин.
7.1.1. Условия проведения измерения
Плоскость, относительно которой проводится измерение, при применении метода 1 материализуется рабочей поверхностью поверочной линейки, при применении метода 3 - опорной поверхностью поверочного цилиндрического угольника, а при применении метода 4 - рабочей поверхностью поверочной линейки или опорной поверхностью поверочного плоского угольника, устанавливаемых на заданной поверхности.
Ось, относительно которой проводится измерение, при применении методов 1 и 2 материализуется образующей цилиндрической поверхности контрольной оправки, устанавливаемой концентрично этой оси в отверстии рабочего органа или на центрирующей (торцовой) поверхности.
Исходное положение и фиксацию проверяемых и других рабочих органов в соответствии с их функциональным назначением устанавливают в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерительный наконечник измерительного прибора должен касаться рабочей поверхности контрольной оправки или измерительной поверхности поверочного цилиндрического или плоского угольников так, чтобы направление измерения было перпендикулярно этой поверхности.
Положение поверочной линейки или опорной поверхности поверочного цилиндрического или плоского угольников на плоскости, относительно которой проводится измерение, устанавливается в стандартах на нормы точности и технических условиях на конкретные типы станков. Если такие указания отсутствуют, то поверочную линейку или опорную поверхность поверочного цилиндрического или плоского угольников располагают посередине плоскости, относительно которой проводится измерение.
Измерения проводят:
при определении отклонений от параллельности оси относительно плоскости в двух сечениях контрольной оправки, поверочного цилиндрического или поверочного плоского угольников, расположенных на заданном расстоянии друг от друга, величина которого должна быть указана в стандартах на нормы точности и технических условиях на конкретные типы станков;
при определении отклонения от параллельности оси относительно выбранного сечения плоскости в пределах заданного перемещения измерительного прибора, величина которого должна быть указана в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерения в направлении, в котором положение рабочего органа можно регулировать, проводят только в том случае, если его параллельное положение фиксируется вспомогательным устройством.
7.2. Описание методов измерения
7.2.1. Метод 1
Средства измерения: поверочная линейка, контрольная оправка, концевые плоскопараллельные меры длины (когда проверяемая плоскость имеет отклонение в сторону выпуклости), прибор для измерения длин.
Схема измерения указана на черт. 29.

Проведение измерения
Поверочную линейку 1 устанавливают на проверяемой плоскости 2 вдоль проверяемой оси непосредственно или при помощи двух концевых плоскопараллельных мер длины одинакового размера.
Контрольную оправку 3 устанавливают вдоль оси, относительно которой проводится измерение, в центрах или на центрирующей (торцовой) поверхности рабочего органа. Измерительный прибор 4 устанавливают на поверочную линейку так, чтобы его измерительный наконечник касался рабочей поверхности контрольной оправки поочередно в сечениях I и II, расположенных на заданном расстоянии l друг от друга.
Для исключения из результатов измерения влияния неточности установки контрольной оправки следует проводить измерение два раза с поворотом рабочего органа вместе с оправкой на 180° после первого измерения. Если рабочий орган не вращается, то оправку перед вторым измерением вынимают и поворачивают последовательно на 90° вокруг ее оси, в этом случае измерение проводят четыре раза.
Для исключения из результатов измерения отклонения от параллельности рабочих поверхностей поверочной линейки следует менять положение концов линейки, т.е. после первого измерения производить поворот поверочной линейки на 180° вокруг оси, перпендикулярной ее рабочей поверхности.
Отклонение от параллельности оси относительно плоскости при измерении без поворота контрольной оправки и поверочной линейки равно алгебраической разности показаний измерительного прибора в сечениях I и II.
Отклонение от параллельности оси относительно плоскости при измерении с поворотом контрольной оправки и (или) поверочной линейки на 180° равно алгебраической разности средних арифметических показаний измерительного прибора в сечении I и в сечении II, полученных при измерениях до и после поворота контрольной оправки и (или) поверочной линейки.
Отклонение от параллельности оси относительно плоскости при измерении с поворотом контрольной оправки последовательно на 90° и (или) поверочной линейки на 180° равно алгебраической разности средних арифметических показаний измерительного прибора в сечении I и сечении II, полученных при измерении до и после поворота контрольной оправки и (или) поверочной линейки. В этом случае для каждого положения поверочной линейки (до поворота и после него) в сечении I, а также в сечении II измерения проводят по четыре раза, т.е. для каждого положения контрольной оправки при ее последовательных поворотах.
При измерении на станках классов точности А и С из результатов измерения исключают прогиб контрольной оправки под действием собственного веса и измерительного усилия, указанный в рекомендуемом приложении 2.
Пример расчета отклонений приведен в справочном приложении 18.
7.2.2. Метод 2
Средства измерения: контрольная оправка, прибор для измерения длин.
Схема измерения указана на черт. 30.

Проведение измерения
Контрольную оправку 1 устанавливают вдоль оси, относительно которой проводится измерение, в центрах или на центрирующей (торцовой) поверхности подвижного рабочего органа. На проверяемой плоскости 2 в выбранном сечении устанавливают измерительный прибор 3 так, чтобы его измерительный наконечник касался рабочей поверхности контрольной оправки. Измерительный прибор перемещают на заданную длину l вдоль выбранного сечения проверяемой плоскости. При этом направление перемещения должно быть параллельно оси оправки.
Отклонение от параллельности оси относительно выбранного сечения плоскости равно наибольшей алгебраической разности показаний измерительного прибора на всей длине его перемещения. В этом случае результаты измерения будут включать в себя отклонения от прямолинейности профиля выбранного сечения проверяемой плоскости.
7.2.3. Метод 3
Средства измерения: поверочный цилиндрический угольник, коленчатая оправка, прибор для измерения длин.
Схема измерения указана на черт. 30а.

Проведение измерения
Коленчатую оправку 1 устанавливают на рабочем органе вдоль оси, относительно которой проводится измерение. Поверочный цилиндрический угольник 2 устанавливают на проверяемую плоскость 3. Измерительный прибор 4 закрепляют на коленчатой оправке на заданном расстоянии от оси так, чтобы его измерительный наконечник касался измерительной поверхности поверочного угольника. Измерения проводят поочередно в сечениях I и II, расположенных на заданном расстоянии l. Поворачивая рабочий орган, определяют наибольшее показание измерительного прибора в сечении I, а после поворота рабочего органа вместе с коленчатой оправкой и измерительным прибором на 180° определяют наибольшее показание измерительного прибора в сечении II.
Для исключения из результатов измерения отклонения от перпендикулярности поверочного угольника измерения следует проводить два раза с поворотом поверочного угольника на 180° вокруг своей оси после первого измерения.
Для исключения из результатов измерения осевого биения рабочего органа измерения следует проводить два раза. Перед вторым измерением коленчатую оправку с измерительным прибором отсоединяют от рабочего органа и поворачивают на 180° относительно рабочего органа.
Допускается проводить измерение двумя измерительными приборами, закрепленными на коленчатой оправке на одинаковом расстоянии от проверяемой оси и смещенными на 180°.
Отклонение от параллельности оси относительно плоскости при измерении без поворота поверочного угольника и коленчатой оправки равно алгебраической разности показаний измерительного прибора (измерительных приборов) в сечениях I и II.
Отклонение от параллельности оси относительно плоскости при измерении с поворотом поверочного угольника и (или) коленчатой оправки равно алгебраической разности средних арифметических показаний измерительного прибора (измерительных приборов) в сечении I и сечении II, полученных при измерении до и после поворота поверочного угольника и (или) коленчатой оправки.
Пример расчета отклонений приведен в справочном приложении 19.
7.2.4. Метод 4
Средства измерения: поверочный плоский угольник, поверочная линейка, концевые плоскопараллельные меры длины (когда проверяемая плоскость имеет отклонение в сторону выпуклости), коленчатая оправка, прибор для измерения длин.
Схема измерения указана на черт. 30б.

Проведение измерения
Коленчатую оправку 1 устанавливают на рабочем органе вдоль оси, относительно которой проводится измерение.
Поверочный плоский угольник 2 устанавливают на поверочную линейку 3, располагаемую на проверяемой плоскости 4 непосредственно или при помощи двух концевых плоскопараллельных мер длины одинакового размера. Измерительный прибор 5 закрепляют на коленчатой оправке на заданном расстоянии от оси так, чтобы его измерительный наконечник касался измерительной поверхности поверочного угольника в сечениях I и II, расположенных на заданном расстоянии l. Определяют показание измерительного прибора в сечении I, а после поворота рабочего органа вместе с коленчатой оправкой и измерительным прибором на 180° определяют показание измерительного прибора в сечении II.
Если длина опорной поверхности поверочного угольника равна или более длины сечения проверяемой плоскости, в котором проводится измерение, то допускается поверочный угольник устанавливать непосредственно на проверяемую плоскость.
Для исключения из результатов измерения отклонения от параллельности рабочих поверхностей поверочной линейки следует менять положение концов линейки, т.е. после первого измерения производить поворот поверочной линейки на 180° вокруг оси, перпендикулярной ее рабочей поверхности.
Для исключения из результатов измерения осевого биения рабочего органа измерения следует проводить два раза. Перед вторым измерением коленчатую оправку с измерительным прибором отсоединяют от рабочего органа и поворачивают на 180° относительно рабочего органа.
Если измерения проводят с помощью поверочного угольника с известным фактическим отклонением от перпендикулярности его опорной и измерительной поверхностей, то допуск на отклонение от параллельности оси относительно плоскости может быть скорректирован на его величину. В том случае необходимо учитывать величину и направление отклонения, полученного при измерении.
Допускается проводить измерение двумя измерительными приборами, закрепленными на коленчатой оправке на одинаковом расстоянии от проверяемой оси и смещенными на 180°.
Отклонение от параллельности оси относительно плоскости при измерении без поворота поверочной линейки и коленчатой оправки равно алгебраической разности показаний измерительного прибора (измерительных приборов) в сечениях I и II.
Отклонение от параллельности оси относительно плоскости при измерении с поворотом поверочной линейки и (или) коленчатой оправки равно алгебраической разности средних арифметических показаний измерительного прибора (измерительных приборов) в сечении I и сечении II, полученных при измерении до и после поворота поверочной линейки и (или) коленчатой оправки.
Разд. 7. (Измененная редакция, Изм. № 4).
8. ВЗАИМНАЯ ПЕРПЕНДИКУЛЯРНОСТЬ НАПРАВЛЕНИЙ ПЕРЕМЕЩЕНИЙ, ПРЯМОЛИНЕЙНОСТЬ И ПЕРПЕНДИКУЛЯРНОСТЬ ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ (В КОМПЛЕКСЕ) К НАПРАВЛЕНИЮ ПЕРЕМЕЩЕНИЯ
8.1. Методы измерения
Метод 1 - с помощью поверочного угольника (рамы) с углом 90° и прибора для измерения длин при длине перемещения до 1600 мм.
Метод 2 - с помощью поверочного угольника (рамы) с углом 90°, поверочной линейки и прибора для измерения длин при длине перемещения до 1600 мм.
Метод 3 - с помощью зрительной трубы и пентапризмы при длине перемещения свыше 1600 мм.
Метод 4 - с помощью лазерной установки.
(Измененная редакция, Изм. № 3).
8.1.1. Условия проведения измерения
Исходное положение и фиксацию проверяемых и других рабочих органов в соответствии с их функциональным назначением устанавливают в стандартах на нормы точности и технических условиях на конкретные типы станков.
Плоскость (прямая), перпендикулярная к направлению перемещения проверяемого подвижного рабочего органа, материализуется опорной поверхностью угольника или оптической осью прибора.
Измерения проводят:
при определении отклонения от перпендикулярности направлений перемещений рабочих органов в начале и конце заданного перемещения рабочего органа, длина которого должна быть указана в стандартах на нормы точности и технических условиях на конкретные типы станков;
при определении суммарного отклонения от прямолинейности и перпендикулярности траекторий перемещения рабочего органа к направлению перемещения другого рабочего органа в пределах заданного перемещения рабочего органа, длина которого должна быть указана в стандартах на нормы точности и технических условиях на конкретные типы станков.
8.2. Описание методов измерения
8.2.1. Метод 1
Средства измерения: поверочный угольник (рама) с углом 90°, прибор для измерения длин.
Схема измерения указана на черт. 31.
Проведение измерения
Поверочный угольник 1 устанавливают на заданную поверхность проверяемого подвижного рабочего органа 2.
Измерительный прибор устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался измерительной поверхности поверочного угольника и был перпендикулярен ей. Перемещая рабочий орган на длину l¢, регулируют положение поверочного угольника так, чтобы показания измерительного прибора в начале (сечение III) и конце (сечение IV) перемещения были одинаковыми. Затем измерительный прибор 3 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался другой измерительной поверхности поверочного угольника и был перпендикулярен ей. Рабочий орган перемещают на заданную длину l.

Отклонение от перпендикулярности направлений перемещений рабочего органа равно алгебраической разности показаний измерительного прибора, в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения и направления перемещения рабочего органа равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения l рабочего органа.
8.2.2. Метод 2
Средства измерения: поверочный угольник (рама) с углом 90°, поверочная линейка, прибор для измерения длин.
Схема измерения указана на черт 32.

Проведение измерения
Поверочную линейку 1 устанавливают на регулируемые опоры 2 на заданную поверхность неподвижной части станка. Измерительный прибор устанавливают на подвижном рабочем органе 3 так, чтобы его измерительный наконечник касался рабочей поверхности поверочной линейки и был перпендикулярен ей.
Перемещая рабочий орган на длину l, регулируют положение поверочной линейки так, чтобы показания измерительного прибора в начале (сечение III) и конце (сечение IV) перемещения были одинаковы. Затем поверочный угольник 4 измерительной поверхностью устанавливают на рабочую поверхность поверочной линейки так, чтобы его вторая измерительная поверхность совпадала с направлением перемещения рабочего органа 5.
Измерительный прибор 6 устанавливают на рабочем органе 5, так, чтобы его измерительный наконечник касался измерительной поверхности поверочного угольника и был перпендикулярен ей. Рабочий орган 5 перемещают на заданную длину l.
Отклонение от перпендикулярности направлений перемещений рабочих органов равно алгебраической разности показания измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Суммарное отклонение от прямолинейности и перпендикулярности перемещения рабочего органа к направлению перемещения другого рабочего органа равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения l рабочего органа.
8.2.3. Метод 3
Средства измерения: визирная труба (оптическая струна), марка, пентапризма.
Схема измерения указана на черт. 33.

Проведение измерения
Визирную трубу 1 устанавливают на станок вне проверяемых рабочих органов 2, 4, а марку 3 - на середину одного из проверяемых рабочих органов 2. Рабочий орган с маркой перемещают на всю длину хода и регулируют положение визирной трубы так, чтобы ее показания в крайних точках хода были одинаковыми. Затем марку устанавливают на другом проверяемом рабочем органе 4, а между ней и визирной трубой устанавливают пентапризму 5 так, чтобы в поле зрения визирной трубы была видна марка. Рабочий орган с маркой перемещают на заданную длину хода.
Отклонение от перпендикулярности направлений перемещения равно алгебраической разности показаний визирной трубы в крайних точках перемещения рабочего органа с маркой.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа к направлению перемещения другого рабочего органа равно наибольшей алгебраической разности показаний визирной трубы на всей длине
перемещения рабочего органа с маркой.
(Измененная редакция, Изм. № 3).
8.2.4. Метод 4
Средства измерения: лазерная установка, пентапризма.
Схема измерения указана на черт. 33а, 33б.
Проведение измерения
Рабочие органы 1 и 2 перемещают в заданных направлениях.
Расположение лазерной установки, последовательность и технические требования для измерения должны соответствовать указанным в инструкции по эксплуатации прибора.


Черт. 33б
Отклонение от перпендикулярности направлений перемещений рабочих органов и суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа к направлению перемещения другого рабочего органа определяют, как указано в п. 8.2.3.
(Введен дополнительно, Изм. № 3).
9. ПЕРПЕНДИКУЛЯРНОСТЬ НАПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЯ, ПЕРПЕНДИКУЛЯРНОСТЬ И ПРЯМОЛИНЕЙНОСТЬ ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ (В КОМПЛЕКСЕ) РАБОЧЕГО ОРГАНА И ПЛОСКОСТИ ИЛИ ОСИ
9.1. Методы измерения
Метод 1 - с помощью поверочного угольника рамной конструкции с углом 90° (далее - поверочный угольник) и прибора для измерения длин:
а) плоскость, относительно которой проводят измерение, находится на подвижном рабочем органе;
б) плоскость, относительно которой проводят измерение, находится на неподвижной части станка.
Метод 2 - с помощью зрительной трубы, пентапризмы и целевой марки.
Метод 3 - с помощью поверочной линейки и прибора для измерения длин на коленчатой оправке, устанавливаемой на шпинделе неподвижной части станка.
Метод 3а - с помощью поверочной линейки и прибора для измерения длин на коленчатой оправке, устанавливаемой на шпинделе подвижного рабочего органа.
Метод 4 - с помощью регулируемой поверочной линейки с хвостовиком и прибора для измерения длин, устанавливаемого на подвижном рабочем органе.
Метод 4а - с помощью регулируемой поверочной линейки с хвостовиком и прибора для измерения длин, устанавливаемого на неподвижной части станка.
Метод 5 - с помощью поверочного угольника, контрольной оправки и прибора для измерения длин:
а) ось, относительно которой проводят измерение, находится на неподвижной части станка;
б) ось, относительно которой проводят измерение, находится на подвижном рабочем органе.
Метод 6 - с помощью специальной поверочной линейки и прибора для измерения длин на коленчатой оправке:
а) ось, относительно которой проводят измерение, находится на неподвижной части станка;
б) ось, относительно которой проводят измерение, находится на подвижном рабочем органе.
9.1.1. Условия проведения измерения
При применении методов 1a и 1б плоскость, относительно которой проводят измерение, материализуется опорной поверхностью поверочного угольника. При применении методов 3, 3а, 4, 4а, 5а, 5б, 6а и 6б ось, относительно которой проводят измерение, материализуется образующей цилиндрической поверхности контрольной оправки, устанавливаемой концентрично этой оси в центрах станка или на центрирующей (торцовой) поверхности.
Положение опорной поверхности поверочного угольника на плоскости, относительно которой проводят измерение, и размеры опорной поверхности поверочного угольника устанавливают в стандартах на нормы точности и технических условиях на конкретные типы станков. Если такие указания отсутствуют, то опорную поверхность поверочного угольника располагают посередине плоскости, относительно которой проводят измерение.
Размеры контрольной оправки устанавливают в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерения проводят в одной или двух взаимно перпендикулярных плоскостях, количество и положение которых должно быть указано в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерения проводят:
при определении отклонений от перпендикулярности направления перемещения рабочего органа и плоскости или оси в начале и конце заданного перемещения рабочего органа, длина которого
должна быть указана в стандартах на нормы точности и технических условиях на конкретные типы станков:
при определении суммарных отклонений от прямолинейности и перпендикулярности траектории перемещения рабочего органа и плоскости или оси в пределах заданного перемещения рабочего органа, длина которого должна быть указана в стандартах на нормы точности и технических условиях на конкретные типы станков.
9.1, 9.1.1. (Измененная редакция, Изм. № 2).
9.1.2. (Исключен, Изм. № 2).
9.2. Описание методов измерения
9.2.1. Методы 1а и 1б
Средства измерения: поверочный угольник с углом 90° и прибор для измерения длин.
Схема измерения указана на черт. 34.

Проведение измерения
Поверочный угольник 2 опорной поверхностью устанавливают на плоскость 1, относительно которой проводят измерение так, чтобы измерительная поверхность угольника была расположена вдоль направления перемещения рабочего органа. Измерительный прибор 3 закрепляют:
а) на неподвижной части станка, вне подвижного рабочего органа;
б) на подвижном рабочем органе 4 так, чтобы его измерительный наконечник касался измерительной поверхности поверочного угольника и был перпендикулярен ей. Рабочий орган перемещают на заданную длину l.
Для исключения из результатов измерения отклонения от перпендикулярности угольника допускается после первого измерения производить его поворот на 180° вокруг оси, параллельной направлению перемещения рабочего органа.
Отклонение от перпендикулярности направления перемещения рабочего органа к плоскости при измерении без поворота угольника равно алгебраической разности показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Отклонение от перпендикулярности, направления перемещения рабочего органа к плоскости при измерении с поворотом угольника равно среднему арифметическому двух значений алгебраической разности показаний измерительного прибора, полученных при измерении до и после поворота угольника. При этом для каждого положения угольника (до поворота и после его) определяют алгебраическую разность показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Пример расчета отклонений приведен в справочном приложении 11.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа к плоскости при измерении без поворота угольника равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения узла.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа при измерении с поворотом угольника равно среднему арифметическому двух значений наибольшей алгебраической разности показаний измерительного прибора, полученных при измерении до и после поворота угольника. При этом для каждого положения угольника (до поворота и после него) определяют наибольшую алгебраическую разность показаний измерительного прибора в пределах длины перемещения узла.
9.2.2. Метод 2
Средства измерения: зрительная труба, целевая марка, пентапризма.
Схема измерения указана на черт. 35.
Проведение измерения
Зрительную трубу 1 устанавливают на конце выбранного сечения плоскости 2, относительно которой проводят измерение, и наводят на целевую марку 3, которую последовательно устанавливают в крайние положения этого сечения. Зрительную трубу регулируют так, чтобы ее показания при установке целевой марки в крайние положения выбранного сечения были одинаковыми. Затем целевую марку переставляют на подвижный рабочий орган 4, а между ней и зрительной трубой на плоскости, относительно которой проводят измерение, неподвижно устанавливают пентапризму 5 так, чтобы в поле зрения трубы была видна целевая марка. Рабочий орган перемещают на заданную длину l. Отклонение от перпендикулярности направления перемещения рабочего органа к плоскости равно алгебраической разности показаний зрительной трубы в начале и конце перемещения рабочего органа.

9.2.3. Метод 3
Средства измерения: поверочная линейка, коленчатая оправка, прибор для измерения длин.
Схема измерения указана на черт. 36.

Проведение измерения
На шпинделе станка 1 устанавливают коленчатую оправку 2. Поверочную линейку 4 с помощью двух регулируемых опор 5 устанавливают на подвижном рабочем органе 6 вдоль направления его перемещения. Измерительный прибор 3 устанавливают на коленчатой оправке на заданном расстоянии от ее оси так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. Шпиндель вместе с оправкой поворачивают на 180° и регулируют положение линейки так, чтобы показания измерительного прибора в сечениях III и IV были одинаковыми. Рабочий орган перемещают на заданную длину l.
Для исключения из результатов измерения осевого биения шпинделя допускается оправку вынимать из шпинделя и поворачивать на 180° относительно шпинделя.
Отклонение от перпендикулярности направления перемещения рабочего органа к оси при измерении без поворота оправки равно алгебраической разности показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Отклонение от перпендикулярности направления перемещения рабочего органа к оси при измерении с поворотом оправки равно среднему арифметическому двух алгебраических разностей показаний измерительного прибора, полученных при измерении до и после поворота оправки. При этом для каждого положения оправки (до поворота и после него) определяют алгебраическую разность показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа к оси при измерении без поворота оправки равно наибольшей алгебраической разности показаний измерительного прибора, на всей длине перемещения рабочего органа.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа к оси при измерении с поворотом оправки равно среднему арифметическому двух значений наибольшей алгебраической разности показаний измерительного прибора, полученных при измерении до и после поворота оправки. При этом для каждого положения оправки (до поворота и после него) определяют наибольшую алгебраическую разность показаний измерительного прибора в пределах длины перемещения рабочего органа.
9.2.1. - 9.2.3 (Измененная редакция, Изм. № 2).
9.2.3а. Метод 3а
Средства измерения аналогичны указанным в п. 9.2.3.
Схема измерения указана на черт. 36а.
Проведение измерения
На шпинделе 1 подвижного рабочего органа устанавливают коленчатую оправку 2. Поверочную линейку 4 с помощью двух регулируемых опор 5 устанавливают на неподвижной части станка 6 вдоль направления перемещения рабочего органа. Измерительный прибор 3 устанавливают на коленчатой оправке на за данном расстоянии от ее оси так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей.

В остальном измерение аналогично п. 9.2.3.
(Введен дополнительно, Изм. № 2).
9.2.4. Метод 4
Средства измерения: регулируемая линейка, прибор для измерения длин.
Схема измерения указана на черт. 37.

Проведение измерения
Регулируемую линейку 1 устанавливают на шпинделе 2 неподвижной части станка, & измерительный прибор 3 на подвижном рабочем органе 4 так, чтобы его измерительный наконечник касался рабочей поверхности линейки. Линейку поворачивают вокруг оси на 180° и ее положение регулируют таким образом, чтобы показания измерительного прибора при поочередном подводе к его наконечнику концов линейки были одинаковыми. Рабочий орган перемещают на заданную длину l.
Для исключения из результатов измерения осевого биения шпинделя линейку допускается отделять от шпинделя и поворачивать на 180° относительно шпинделя.
Отклонение от перпендикулярности направления перемещения рабочего органа к оси при измерении без поворота линейки равно алгебраической разности показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Отклонение от перпендикулярности направления перемещения рабочего органа к оси при измерении с поворотом линейки равно среднему арифметическому двух значений алгебраической разности показаний измерительного прибора, полученных при измерении до и после поворота линейки. При этом для каждого положения линейки (до поворота и после него) определяют алгебраическую разность показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа к оси при измерении без поворота линейки равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения рабочего органа.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа к оси при измерении с поворотом линейки равно среднему арифметическому двух значений наибольшей алгебраической разности показаний измерительного прибора, полученных при измерении до и после поворота линейки. При этом для каждого положения линейки (до поворота и после него) определяют наибольшую алгебраическую разность показаний измерительного прибора в пределах длины перемещения рабочего органа.
(Измененная редакция, Изм. № 2).
9.2.5. Метод 4а
Средства измерения аналогичны указанным в п. 9.2.4.
Схема измерения указана на черт. 37а.
Проведение измерения
Регулируемую линейку устанавливают на шпинделе 2 подвижного рабочего органа, а измерительный прибор 3 на неподвижной части станка 4 так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. В остальном измерение аналогично п. 9.2.4.


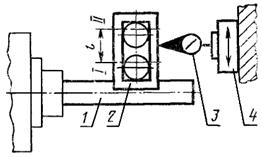
Черт. 37в
9.2.6. Метод 5а
Средства измерения: контрольная оправка (центровая или консольная), поверочный угольник, прибор для измерения длин.
Схема измерения указана на черт. 37б и 37в.
Проведение измерения
Контрольную оправку 1 устанавливают вдоль оси, относительно которой проводят измерение, в центрах станка или на центрирующей (торцовой) поверхности неподвижной части станка (шпинделя). Поверочный угольник 2 устанавливают на оправке так, чтобы его опорная поверхность касалась оправки и была расположена вдоль ее оси, а измерительная поверхность была расположена вдоль направления перемещения подвижного рабочего органа. Измерительный прибор 3 устанавливают на подвижном рабочем органе 4 так, чтобы его измерительный наконечник касался измерительной поверхности поверочного угольника и был перпендикулярен ей. Рабочий орган перемещают на заданную длину l.
Для исключения из результатов измерения отклонения от перпендикулярности угольника допускается производить его поворот на 180° вокруг оси параллельной направлению перемещения рабочего органа.
Для исключения из результатов измерения неточности установки контрольной оправки допускается производить поворот шпинделя с оправкой на 180°. Если шпиндель не вращается, то оправку вынимают и поворачивают на 180° вокруг ее оси.
Отклонение от перпендикулярности направлению перемещения рабочего органа к оси при измерении без поворота угольника и оправки равно алгебраической разности показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Отклонение от перпендикулярности направления перемещения рабочего органа к оси при измерении с поворотом угольника и оправки равно среднему арифметическому четырех значений алгебраической разности показаний измерительного прибора, полученных при измерении до и после поворота угольника и оправки. При этом для каждого положения угольника и оправки (до поворота и после него) определяют алгебраическую разность показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Пример расчета отклонений приведен в приложении 12.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа к оси при измерении без поворота угольника и оправки равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения рабочего органа.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа к оси при измерении с поворотом угольника и оправки равно среднему арифметическому четырех значений наибольшей алгебраической разности показаний измерительного прибора, полученных при измерении до и после поворота угольника и оправки. При этом для каждого положения угольника и оправки (до поворота и после его) определяют наибольшую алгебраическую разность показаний измерительного прибора в пределах длины перемещения рабочего органа.
9.2.7. Метод 5б
Средства измерения аналогичны указанным в п. 9.2.6.
Схема измерения указана на черт. 37г и 37д.


Черт. 37д
Проведение измерения
Контрольную оправку 1 устанавливают вдоль оси, относительно которой проводят измерение, в центрах или на центрирующей (торцовой) поверхности подвижного рабочего органа (шпинделя) 2. Поверочный угольник 3 устанавливают на оправке так, чтобы его опорная поверхность касалась оправки и была расположена вдоль ее оси, а измерительная поверхность была расположена вдоль направления перемещения рабочего органа. Измерительный прибор 4 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался измерительной поверхности поверочного угольника и был перпендикулярен ей. В остальном измерение аналогично п. 9.2.6.
9.2.8. Метод 6а
Средства измерения: специальная поверочная линейка, коленчатая оправка, прибор для измерения длин.
Схема измерения указана на черт. 37е.
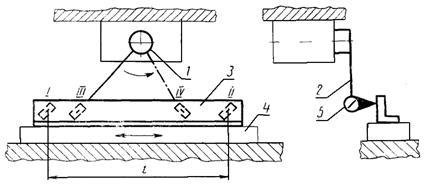
Проведение измерения
На шпинделе неподвижной части станка 1 устанавливают коленчатую оправку 2. Специальную поверочную линейку 3 устанавливают на подвижном рабочем органе 4 вдоль направления его перемещения. Измерительный прибор 5 устанавливают на коленчатой оправке на заданном расстоянии от ее оси, чтобы его измерительный наконечник касался рабочей поверхности и был перпендикулярен ей. Шпиндель вместе с оправкой поворачивают на заданный угол, меньший 180° и регулируют положение линейки так, чтобы показания измерительного прибора в сечениях III и IV были одинаковыми. Рабочий орган перемещают на заданную длину l.
Отклонение от перпендикулярности направления перемещения рабочего органа к оси равно алгебраической разности показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа к оси равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения рабочего органа.
9.2.9. Метод 6б
Средства измерения аналогичны указанным в п. 9.2.8.
Схема измерения указана на черт. 37ж.

Проведение измерения
На шпинделе подвижного рабочего органа 1 устанавливают коленчатую оправку 2. Специальную поверочную линейку 3 устанавливают на неподвижной части станка. Измерительный прибор 4 устанавливают на коленчатой оправке на заданном расстоянии от ее оси так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. В остальном измерение аналогично п. 9.2.8.
9.2.5. - 9.2.9 (Введены дополнительно, Изм. № 2).
10. ПЕРПЕНДИКУЛЯРНОСТЬ ОСИ И ПЛОСКОСТИ
10.1. Методы измерения
Метод 1 - с помощью поверочной линейки, коленчатой оправки и прибора для измерения длин.
Метод 2 - с помощью регулируемой линейки и прибора для измерения длин.
Метод 3 - с помощью поверочного цилиндрического угольника, контрольной оправки и прибора для измерения длин.
Метод 4 - с помощью поверочного плоского угольника, контрольной оправки, поверочной линейки и прибора для измерения длин.
Метод 5 - с помощью специального поверочного угольника и прибора для измерения длин.
10.1.1. Условия проведения измерения
Плоскость, относительно которой проводится измерение, при применении метода 1 материализуется рабочей поверхностью поверочной линейки, при применении метода 3 - опорной поверхностью поверочного цилиндрического угольника, при применении метода 4 - рабочей поверхностью поверочной линейки или опорной поверхностью поверочного плоского угольника, устанавливаемых на заданной поверхности. При применении метода 5 плоскость, относительно которой проводится измерение, материализуется опорной поверхностью специального поверочного угольника, устанавливаемого в проверяемый направляющий паз рабочего органа.
Ось, относительно которой проводится измерение, при применении методов 3 и 4 материализуется образующей цилиндрической поверхности контрольной оправки, устанавливаемой концентрично этой оси в отверстии рабочего органа или на центрирующей (торцовой) поверхности.
При применении методов 3 и 4 допускается проводить измерение без контрольной оправки, в этом случае ось, относительно которой проводится измерение, материализуется образующей цилиндрической поверхности рабочего органа.
Исходное положение и фиксацию проверяемых и других рабочих органов в соответствии с их функциональным назначением устанавливают в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерительный наконечник измерительного прибора должен касаться измерительных поверхностей: поверочного цилиндрического угольника, поверочного плоского угольника или специального поверочного угольника или рабочих поверхностей поверочной линейки или регулируемой линейки так, чтобы направление измерения было перпендикулярно этой поверхности.
Положение поверочной линейки или опорной поверхности поверочного цилиндрического, поверочного плоского или специального поверочного угольников на плоскости, относительно которой проводится измерение, устанавливается в стандартах на нормы точности и технических условиях на конкретные типы станков. Если такие указания отсутствуют, то поверочную линейку или опорную поверхность поверочного цилиндрического, плоского или специального угольников располагают посередине плоскости, относительно которой проводится измерение.
Измерения проводят в одной или двух взаимно перпендикулярных плоскостях, количество и положение которых должно быть указано в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерения проводят в двух сечениях контрольной оправки; цилиндрической поверхности рабочего органа; поверочного цилиндрического, поверочного плоского или специального поверочного угольников, расположенных на заданном расстоянии друг от друга, величина которого должна быть указана в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерения в направлении, в котором положение рабочего органа можно регулировать, проводят только в том случае, если его перпендикулярное положение фиксируется вспомогательным устройством.
10.2. Описание методов измерения
10.2.1. Метод 1
Средства измерения: поверочная линейка, концевые плоскопараллельные меры длины (когда проверяемая поверхность имеет отклонение в сторону выпуклости), коленчатая оправка, прибор для измерения длин.
Схема измерения указана на черт. 38.

Проведение измерения
Коленчатую оправку 1 устанавливают на рабочем органе 2 вдоль оси, относительно которой проводится измерение. Поверочную линейку 3 устанавливают на проверяемой плоскости 4 в заданной плоскости измерения непосредственно или при помощи двух концевых плоскопараллельных мер длины одинакового размера. Измерительный прибор 5 закрепляют на коленчатой оправке на заданном расстоянии от ее оси так, чтобы его измерительный наконечник касался рабочей поверхности поверочной линейки. Измерения проводят в сечениях I и II, расположенных на заданном расстоянии L. Определяют показание измерительного прибора в сечении I, а после поворота рабочего органа вместе с коленчатой оправкой и измерительным прибором на 180° - в сечении II.
Для исключения из результатов измерения отклонения от параллельности рабочих поверхностей поверочной линейки следует менять положение концов линейки, т.е. после первого измерения производить поворот поверочной линейки на 180° вокруг оси, перпендикулярной ее рабочей поверхности.
Для исключения из результатов измерения осевого биения рабочего органа измерения следует проводить два раза. Перед вторым измерением коленчатую оправку с измерительным прибором отсоединяют от рабочего органа и поворачивают на 180° относительно рабочего органа.
Допускается проводить измерение двумя измерительными приборами, закрепленными на коленчатой оправке на одинаковом расстоянии от проверяемой оси и смещенными на 180°.
Отклонение от перпендикулярности оси относительно плоскости при измерении без поворота поверочной линейки и коленчатой оправки равно алгебраической разности показаний измерительного прибора (измерительных приборов) в сечениях I и II.
Отклонение от перпендикулярности оси относительно плоскости при измерении с поворотом поверочной линейки и (или) коленчатой оправки равно алгебраической разности средних арифметических показаний измерительного прибора (измерительных приборов) в сечении I и сечении II, полученных при измерении до и после поворота поверочной линейки и (или) коленчатой оправки.
10.2.2. Метод 2
Средства измерения: регулируемая линейка, прибор для измерения длин.
Схема измерения указана на черт. 39.

Черт. 39
Проведение измерения
Регулируемую линейку 1 укрепляют на рабочем органе 2 перпендикулярно оси, относительно которой проводится измерение. Прибор для измерения длин 3 устанавливают на проверяемую плоскость 4 так, чтобы его измерительный наконечник касался рабочей поверхности линейки. Рабочий орган с линейкой поворачивают на 180° и регулируют ее положение так, чтобы расстояния от проверяемой плоскости до рабочей поверхности линейки у ее концов были равны. Измерительный прибор вдоль выбранного сечения I проверяемой плоскости на заданную длину l. Затем рабочий орган с линейкой поворачивают на 90° и измерительный прибор перемещают вдоль сечения II проверяемой плоскости на заданную длину l.
Отклонение от перпендикулярности оси относительно плоскости равно наибольшей из наибольших алгебраических разностей показаний измерительного прибора на всей длине его перемещения, полученных в сечениях I и II проверяемой плоскости. В этом случае результаты измерения будут включать в себя отклонения от прямолинейности профиля сечения проверяемой плоскости.
10.2.3. Метод 3
Средства измерения: поверочный цилиндрический угольник, контрольная оправка, прибор для измерения длин, державка для крепления прибора с призматической направляющей (призматической опорной поверхностью).
Схема измерения указана на черт. 39а.

Проведение измерения
Поверочный цилиндрический угольник 1 устанавливают на проверяемой плоскости 2. Контрольную оправку 3 устанавливают вдоль оси, относительно которой проводится измерение и закрепляют в рабочем органе 4. Измерительный прибор 5 устанавливают на державку, которую приставляют призматической опорной поверхностью к контрольной оправке так, чтобы его измерительный наконечник касался измерительной поверхности поверочного угольника в заданных сечениях I и II, расположенных на заданном расстоянии l друг от друга. Покачивают державку с измерительным прибором в плоскости, перпендикулярной оси контрольной оправки, в сечениях I и II и определяют наибольшие показания измерительного прибора.
Для исключения из результатов измерения влияния неточности установки контрольной оправки следует проводить измерение два раза с поворотом рабочего органа вместе с оправкой на 180° после первого измерения. Если рабочий орган не вращается, то оправку вынимают и поворачивают последовательно на 90° вокруг ее оси, в этом случае измерение проводят четыре раза.
Для исключения из результатов измерения отклонения от перпендикулярности поверочного угольника измерения следует проводить два раза с поворотом поверочного угольника на 180° вокруг своей оси после первого измерения.
Отклонения от перпендикулярности оси относительно плоскости при измерении без поворота контрольной оправки и поверочного угольника равно алгебраической разности показаний измерительного прибора в сечениях I и II.
Отклонения от перпендикулярности оси относительно плоскости при измерении с поворотом контрольной оправки и (или) поверочного угольника на 180° равно алгебраической разности средних арифметических показаний измерительного прибора в сечении I и сечении II, полученных при измерении до и после поворота контрольной оправки и (или) поверочного угольника.
Отклонение от перпендикулярности оси относительно плоскости при измерении с поворотом контрольной оправки последовательно на 90° и (или) поверочного угольника на 180° равно алгебраической разности средних арифметических показаний измерительного прибора в сечении I и сечении II, полученных при измерении до и после поворота контрольной оправки и (или) поверочного угольника. В этом случае для каждого положения поверочного угольника (до поворота и после него) в сечении I, а также в сечении II измерения проводят по четыре раза, т.е. для каждого положения контрольной оправки при ее последовательных поворотах.
10.2.4. Метод 4
Средства измерения: поверочный плоский угольник, контрольная оправка, поверочная линейка, прибор для измерения длин, державка для крепления прибора с призматической направляющей призматической опорной поверхностью.
Схема измерения указана на черт. 39б.

Проведение измерения
Поверочный плоский угольник 1 устанавливают на поверочную линейку 2, которая располагается на проверяемой плоскости, непосредственно или при помощи двух концевых плоскопараллельных мер длины одинакового размера. Контрольную оправку 4 устанавливают вдоль оси, относительно которой проводится измерение и закрепляют в рабочем органе 5. Измерительный прибор 6 устанавливают на державку, которую приставляют призматической опорной поверхностью к контрольной оправке так, чтобы его измерительный наконечник касался измерительной поверхности поверочного угольника в сечениях I и II, расположенных на заданном расстоянии l друг от друга.
Если длина опорной поверхности поверочного угольника равна или более длины сечения проверяемой плоскости, в котором проводится измерение, то допускается поверочный угольник устанавливать непосредственно на проверяемую плоскость.
Для исключения из результатов измерения влияния неточности, установки контрольной оправки следует проводить измерение два раза с поворотом рабочего органа вместе с оправкой на 180° после первого измерения. Если рабочий орган не вращается, то оправку вынимают и поворачивают последовательно на 90° вокруг ее оси, в этом случае измерения проводят четыре раза.
Для исключения из результатов измерения отклонения от параллельности рабочих поверхностей поверочной линейки следует менять положение концов линейки, т.е. после первого измерения производить поворот поверочной линейки на 180° вокруг оси, перпендикулярной ее рабочей поверхности.
Если измерения проводят с помощью поверочного угольника с известным фактическим отклонением перпендикулярности его опорной и измерительной поверхностей, то отклонение от параллельности оси относительно плоскости может быть скорректировано на его величину. В этом случае необходимо учитывать величину и направление отклонения, полученного при измерении.
Отклонение от перпендикулярности оси относительно плоскости при измерении без поворота рабочего органа (контрольной оправки) и поверочной линейки равно алгебраической разности показаний измерительного прибора в сечениях I и II.
Отклонение от перпендикулярности оси относительно плоскости при измерении с поворотом контрольной оправки и (или) поверочной линейки на 180° равно алгебраической разности средних арифметических показаний измерительного прибора в сечении I и сечении II, полученных при измерении до и после поворота контрольной оправки и (или) поверочной линейки.
Отклонение от перпендикулярности оси относительно плоскости при измерении с поворотом контрольной оправки последовательно на 90° и (или) поверочной линейки на 180° равно алгебраической разности средних арифметических показаний измерительного прибора в сечении I и сечении II, полученных при измерении до и после поворота контрольной оправки и (или) поверочной линейки. В этом случае для каждого положения поверочной линейки (до поворота и после него) в сечении I, а также в сечении II измерения проводят по четыре раза, т.е. для каждого положения контрольной оправки при ее последовательных поворотах.
Пример расчета отклонений приведен в справочном приложении 20.
10.2.5. Метод 5
Средства измерения: специальная поверочная линейка и прибор для измерения длин.
Схема измерения указана на черт. 39в.
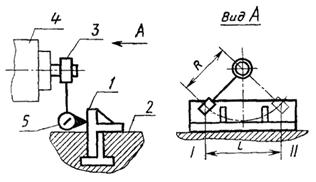
Проведение измерения
Специальную поверочную линейку 1 устанавливают на проверяемую плоскость (прижимают к одной из сторон направляющего паза) рабочего органа 2. Коленчатую оправку 3 устанавливают на рабочем органе 4 вдоль оси, относительно которой проводится измерительный прибор 5 закрепляют на коленчатой оправке на заданном расстоянии R от ее оси так, чтобы его измерительный наконечник касался измерительной поверхности поверочной линейки в сечениях I и II, расположенных на заданном расстоянии l друг от друга. Определяют показание измерительного прибора в сечении I, а после поворота рабочего органа вместе с коленчатой оправкой - в сечении II.
Отклонение от перпендикулярности оси относительно плоскости (боковой поверхности направляющего паза) равно алгебраической разности показаний измерительного прибора в сечениях I и II.
Разд. 10. (Измененная редакция, Изм. № 4).
11. ПЕРПЕНДИКУЛЯРНОСТЬ ОСЕЙ
11.1. Методы измерения
Метод 1 - с помощью коленчатой оправки с прибором для измерения длин и контрольной оправки.
Метод 2 - с помощью рамного уровня и контрольных оправок.
(Измененная редакция, Изм. № 3).
11.2. Описание методов измерения
11.2.1. Метод 1
Средства измерения: коленчатая оправка, прибор для измерения длин, контрольная оправка.
Схема измерения указана на черт. 40.

Проведение измерения
Коленчатую оправку 1, несущую на плече заданной длины l измерительный прибор 2, укрепляют на рабочем органе 3, вращающемся вокруг одной из проверяемых осей. Вторую проверяемую ось 4 воспроизводят контрольной оправкой 5. Измерительный прибор укрепляют так, чтобы его измерительный наконечник касался образующей этой оправки и был перпендикулярен ей. Коленчатую оправку поворачивают на 180°.
Отклонение от перпендикулярности осей равно алгебраической разности показаний измерительного прибора. В этом случае в результат измерения входит осевое биение рабочего органа 3.
Для исключения осевого биения из результатов измерения измерение проводят дважды. Перед вторым измерением коленчатую оправку отсоединяют от рабочего органа и поворачивают вокруг оси на 180°. Отклонение от перпендикулярности осей в этом случае равно полусумме результатов двух измерений.
(Измененная редакция, Изм. № 3).
11.2.2. Метод 2
Средства измерения: рамный уровень, контрольные оправки.
Схема измерения указана на черт. 41.
Проведение измерения
Оси воспроизводят контрольными оправками 1 и 2, к которым поочередно прижимают рамный уровень 3.
Отклонение от перпендикулярности осей на длине l стороны уровня равно алгебраической разности его показаний. Полученную разность показаний в единицах угла пересчитывают с учетом длины l в единицы длины.

12. ПЕРЕСЕЧЕНИЕ ДВУХ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ОСЕЙ
12.1. Метод измерения
Метод 1 - с помощью коленчатой оправки, прибора для измерения длин, контрольной оправки. Применяют для измерения отклонений от пересечения оси вращения одного рабочего органа (базовой оси) с осью вращения или поверхностью вращения другого рабочего органа.
12.1.1. Условия проведения измерения
Ось, относительно которой проводится измерение, материализуется образующей цилиндрической поверхности контрольной оправки, устанавливаемой концентрично этой оси в центрах станка, в отверстии рабочего органа или на центрирующей (торцовой) поверхности.
Допускается проводить измерение без контрольной оправки (в этом случае ось, относительно которой проводится измерение, материализуется образующей цилиндрической поверхности рабочего органа), а также с помощью контрольной оправки с шаровой поверхностью.
Исходное положение и фиксацию проверяемых и других рабочих органов в соответствии с их функциональным назначением устанавливают в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерительный наконечник измерительного прибора должен касаться цилиндрической поверхности контрольной оправки или образующей цилиндрической поверхности рабочего органа так, чтобы направление измерения было перпендикулярно этой поверхности.
Если необходимо установить определенное положение одной оси по отношению к другой в заданной плоскости (например, одной оси над другой), то следует указывать направление отклонения по отношению к оси, принятой за базовую.
Измерения проводят в одном сечении контрольной оправки или рабочего органа, расположенном на заданных расстояниях относительно базовых поверхностей обоих рабочих органов. Эти расстояния должны быть указаны в стандартах на нормы точности и технических условиях на конкретные типы станков.
12.2. Описание метода измерения
12.2.1. Метод 1
Средства измерения: коленчатая оправка, прибор для измерения длин, контрольная оправка.
Схема измерения указана на черт. 42.
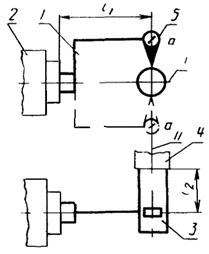
Проведение измерения
Коленчатую оправку 1 устанавливают на рабочем органе (шпинделе) 2 вдоль его оси I, принимаемой за базовую. Контрольную оправку 3 устанавливают в центрах или на центрирующей поверхности рабочего органа 4 вдоль его оси II, относительно которой проводится измерение. Измерительный прибор 5 закрепляют на коленчатой оправке на заданном расстоянии l1 от базовой поверхности рабочего органа (шпинделя) 2, так, чтобы его измерительный наконечник касался образующей контрольной оправки в сечении, расположенном на заданном расстоянии l2 от базовой поверхности рабочего органа 4 (положение а). Перемещают рабочий орган (шпиндель) 2 или рабочий орган 4 вдоль оси I и определяют наибольшее показание измерительного прибора. В этом положении рабочий орган (шпиндель) 2 с коленчатой оправкой покачивают вокруг оси I до получения наименьшего показания измерительного прибора, которое фиксируется.
Рабочий орган (шпиндель) 2 или рабочий орган 4 отводят, поворачивают рабочий орган (шпиндель) 2 вместе с коленчатой оправкой на 180°, после чего рабочий орган (шпиндель) 2 или рабочий орган 4 возвращают до касания измерительным прибором контрольной оправки в положении а¢. Показание измерительного прибора в положении а¢ определяют также как и в положении а.
Для исключения влияния радиального биения оси II или неточности установки контрольной оправки следует проводить измерение два раза с поворотом рабочего органа вместе с контрольной оправкой на 180° после первого измерения. Если рабочий орган, несущий контрольную оправку не вращается, то оправку перед вторым измерением вынимают и поворачивают на 180° вокруг ее оси. При этом измерения повторяют два раза.
Для исключения радиального биения оси I рабочего органа (шпинделя) измерения следует проводить два раза. Перед вторым измерением коленчатую оправку с измерительным прибором отсоединяют от рабочего органа (шпинделя) и поворачивают на 180° относительно рабочего органа (шпинделя).
Отклонение от пересечения двух осей рабочих органов при измерении без поворота контрольной и коленчатой оправок равно алгебраической полуразности показаний измерительного прибора в положениях а и а¢.
Отклонение от пересечения двух осей рабочих органов при измерении с поворотом контрольной и коленчатой оправок на 180° равно среднему арифметическому всех алгебраических полуразностей показаний измерительного прибора в положениях а и а¢, полученных при измерении до и после поворота контрольной и коленчатой оправок. При этом для каждого положения контрольной и коленчатой оправок определяют алгебраическую полуразность показаний измерительного прибора в положения а и а¢.
Пример расчета отклонений приведен в справочном приложении 21.
Разд. 12. (Измененная редакция, Изм. № 4).
13. ПОСТОЯНСТВО УГЛОВОГО ПОЛОЖЕНИЯ ПОДВИЖНОГО РАБОЧЕГО ОРГАНА
13.1. Методы измерения
Метод 1 - с помощью одного уровня.
Метод 2 - с помощью двух уровней или дифференциального уровня.
Метод 3 - с помощью трех уровней.
Метод 4 - с помощью автоколлиматора и плоского зеркала.
Метод 5 - с помощью лазерного интерферометра и отражателя.
(Измененная редакция, Изм. № 1).
13.2. Описание методов измерения
1.3.2.1. Метод 1
Средство измерения: уровень.
Схема измерения указана на черт. 43.

Проведение измерения
Уровень 1 устанавливают на проверяемом рабочем органе 2 в направлении его перемещения или перпендикулярно к нему. Рабочий орган перемещают шагами (см. п. 1.8). Во всех положениях рабочего органа отсчитывают показания уровня.
Отклонение от постоянства углового положения равно наибольшей алгебраической разности показаний уровня.
Допускается проведение измерений в двух направлениях одновременно.
13.2.2. Метод 2
Средства измерения: два уровня или дифференциальный уровень.
Схема измерения указана на черт. 44.

Проведение измерения
Уровень 1 устанавливают на проверяемый рабочий орган 2, а уровень 3 - параллельно уровню 1 на неподвижной части станка. Уровни устанавливают в направлении перемещения проверяемого рабочего органа или перпендикулярно к нему. Проверяемый рабочий орган перемещают шагами (см. п. 1.8). Для всех положений рабочего органа отсчитывают показания обоих уровней и определяют алгебраическую разность (исходные данные).
В тех случаях, когда уровни взаимно сопряжены (дифференциальный уровень), для всех положений рабочего органа разность показаний двух уровней (исходные данные) отсчитывают непосредственно на приборе.
Отклонение от постоянства углового положения рабочего органа равно наибольшей алгебраической разности исходных данных для всех положений рабочего органа.
Пример расчета отклонений приведен в приложении 8.
13.2.1, 13.2.2. (Измененная редакция, Изм. № 1).
1.3.2.3. Метод 3
Средства измерения: три уровня.
Схема измерения указана на черт. 44а.

Черт. 44а
Проведение измерения
Уровни 1, 2 и 3 устанавливают на проверяемом рабочем органе 4 в направлении его перемещения или перпендикулярно к нему. Рабочий орган перемещают шагами (см. п. 1.8). Во всех положениях рабочего органа отсчитывают показания всех уровней.
Для каждого уровня определяют наибольшую алгебраическую разность показаний во всех положениях рабочего органа.
Отклонение от постоянства углового положения рабочего органа равно наибольшей из определенных алгебраических разностей показаний уровней.
Допускается при длине рабочего органа менее 1000 мм проводить измерения без применения среднего уровня. Отклонение в этом случае определяют так же, как указано выше.
13.2.4. Метод 4
Средства измерения: автоколлиматор, плоское зеркало.
Схема измерения указана на черт. 44б.

Проведение измерения
Автоколлиматор 1 устанавливают на неподвижной части станка так, чтобы его оптическая ось была расположена параллельно направлению перемещения проверяемого рабочего органа 2. На узле 2 укрепляют плоское зеркало 3 в заданном месте, например, посередине, на уровне положения оптической оси и перпендикулярно к направлению перемещения. Рабочий орган перемещают шагами (см. п. 1.8). Во всех положениях рабочего органа отсчитывают показания автоколлиматора в плоскости измерения.
Отклонение от постоянства углового положения рабочего органа равно наибольшей алгебраической разности показаний автоколлиматора.
13.2.5. Метод 5
Средства измерения: лазерный интерферометр для измерения угловых отклонений, отражатель.
Схема измерения указана на черт. 44в.
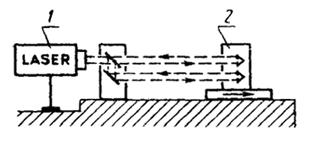
Проведение измерения
Установку лазерного интерферометра 1 и отражателя 2, процесс измерения и определение отклонения осуществляют, как указано в п. 13.2.4.
13.2.3 - 13.2.5. (Введены дополнительно, Изм. № 1).
14. СООСНОСТЬ
14.1. Методы измерения
Метод 1 - с помощью коленчатой оправки, прибора для измерения длин и контрольной оправки (с углом обката 360°).
Метод 2 - с помощью двух коленчатых оправок с приборами для измерения длин и контрольной оправки.
Метод 3 - с помощью оптических средств измерения (например, зрительной трубы), целевой марки и центрирующих устройств.
Метод 4 - с помощью двух контрольных оправок и прибора для измерения длин. Применяют только в особо оговоренных случаях.
Метод 5 - с помощью прибора для измерения длин, непосредственно ощупывающего проверяемую поверхность рабочего органа или цилиндрическую поверхность контрольной оправки. Применяют только при измерении отклонений от концентричности.
Метод 6 - с помощью двух приборов для измерения длин и контрольной оправки.
(Измененная редакция, Изм. № 3).
14.1.1. Условия проведения измерения
Исходное положение и фиксацию проверяемых и других рабочих органов в соответствии с их функциональным назначением устанавливают в стандартах на нормы точности и технических условиях на конкретные типы станков.
Расстояние между сечениями, в которых проводят измерение, должно быть указано в стандартах на нормы точности и технических условиях на конкретные типы станков.
При измерении отклонения от соосности в заданной плоскости и определении при этом взаимного положения осей направление отклонения должно быть указано в стандартах на нормы точности и технических условиях на конкретные типы станков.
При измерении отклонения от соосности рабочих органов, собранных на подшипниках качения (например, шпинделей), их необходимо поворачивать не менее чем на два последовательных оборота.
(Введен дополнительно, Изм. № 3).
14.2. Описание методов измерения
14.2.1. Метод 1
Средства измерения: коленчатая оправка с прибором для измерения длин, контрольная оправка. При измерении на станках классов точности А и С применяют коленчатую оправку, несущую два одинаковых прибора для измерения длин, смещенных относительно друг друга на 180°.
Схема измерения указана на черт. 45.

Проведение измерения
Коленчатую оправку 1 с измерительным прибором 2 устанавливают на одном из проверяемых рабочих органов 3. Контрольной оправкой 4 воспроизводят ось второго проверяемого рабочего органа 5. Измерительный прибор устанавливают так, чтобы его измерительный наконечник касался образующей контрольной оправки и был перпендикулярен ей. Вращая коленчатую оправку, обкатывают два поперечных сечения I и II контрольной оправки, отстоящих друг от друга на заданном расстоянии l. В каждом сечении определяют наибольшую алгебраическую разность показаний измерительного прибора. Отклонение от соосности определяют половиной наибольшего результата измерений. В этом случае в результат измерения входит отклонение от соосности оси контрольной оправки и оси рабочего органа.
Для исключения из результатов измерения отклонения от соосности оси контрольной оправки и оси рабочего органа измерение проводят дважды. Перед вторым измерением контрольную оправку отсоединяют от рабочего органа и поворачивают вокруг проверяемой оси на 180°. Отклонение от соосности каждого сечения равно полусумме результатов двух измерений. Отклонение от соосности проверяемых осей равно наибольшей из указанных полусумм.
Примечание. Если необходимо измерить отклонение от соосности относительно общей оси, то такое измерение проводят по графику. Оси на графике располагают в соответствии с результатами измерений в двух взаимно перпендикулярных продольных сечениях.
Если обрабатывающий инструмент при эксплуатации станка располагают на конце консольной оправки (борштанги), то допускается проводить измерение отклонения от соосности в одном поперечном сечении контрольной оправки. Местонахождение этого сечения должно быть оговорено в нормативно-технической документации на станок конкретного типа.
14.2.2. Метод 2
Средства измерения: две коленчатые оправки с прибором для измерения длин, контрольная оправка.
Схема измерения указана на черт. 46.

Проведение измерения
На проверяемые рабочие органы 1 и 2 устанавливают коленчатые оправки 3 и 4 с измерительными приборами 5 и 6. Примерно соосно с ними на стол 7 на двух регулируемых опорах 8 устанавливают контрольную оправку 9, при этом наконечники измерительных приборов должны касаться крайних сечений I контрольной оправки и быть перпендикулярными к ней. Регулируя опоры, устанавливают контрольную оправку в положение, при котором показания измерительных приборов при обкатке контрольной оправки будут одинаковыми. Перемещают измерительные приборы по коленчатым оправкам на заданное расстояние l и производят обкатку сечений II.
Отклонение от соосности равно наибольшей алгебраической полуразности показаний измерительных приборов при обкатке второго сечения каждым измерительным прибором.
14.2.3. Метод 3
Средства измерения: зрительная труба, целевая марка, центрирующее устройство для зрительной трубы и целевой марки.
Схема измерения указана на черт. 47.

Проведение измерения
Зрительную трубу 1 центрируют в отверстии рабочего органа 2. В отверстии рабочего органа 3, в сечении I, расположенном на заданном расстоянии l от базовой плоскости рабочего органа 2, центрируют целевую марку 4.
Измеряют отклонения центра целевой марки от оптической оси в двух взаимно перпендикулярных плоскостях в сечении I. Затем целевую марку с центрирующим устройством перемещают на заданное расстояние l в сечении II и измерения повторяют.
Отклонение от соосности равно наибольшему из результатов измерений.
12.2.4. Метод 4
Средства измерения: две контрольные оправки с равными номинальными диаметрами цилиндрических частей, прибор для измерения длин.
Схема измерения указана на черт. 48.

Проведение измерения
В отверстия проверяемых рабочих органов 1 и 2 устанавливают контрольные оправки 3 и 4. Измерительный прибор 5 устанавливают на рабочий орган 6, направление перемещения которого параллельно номинальному положению проверяемых осей. Измерительный прибор устанавливают так, чтобы его измерительный наконечник касался образующих контрольных оправок и был перпендикулярен им в плоскости измерения.
Измерение проводят в двух взаимно перпендикулярных плоскостях. Перемещая рабочий орган с измерительным прибором, регистрируют его показания в двух точках, лежащих на одной образующей каждой из оправок. Точки отстоят друг от друга на заданном расстоянии. Отклонение от соосности равно наибольшей алгебраической разности показаний измерительного прибора.
Для исключения из результатов измерения отклонения от соосности осей контрольных оправок с проверяемыми осями измерение проводят так, как указано в п. 14.2.1.
При измерении учитывают разность диаметров цилиндрических частей контрольных оправок.
При измерений на станках классов точности А и С учитывают прогиб контрольных оправок под действием собственного веса и измерительного усилия, указанный в приложении 2.
14.2.1 - 14.2.4 (Измененная редакция, Изм. № 3).
14.2.5. Метод 5
Средства измерения: прибор для измерения длин, державка для крепления измерительного прибора, контрольная оправка.
Схема измерения указана на черт. 48а, 48б и 48в.
Проведение измерения
Державку 1 с измерительным прибором 2 устанавливают на рабочем органе 3 так, чтобы измерительный наконечник измерительного прибора касался поверхности проверяемого рабочего органа 4 или цилиндрической поверхности контрольной оправки 5, установленной в отверстии рабочего органа 4 на заданном расстоянии l от базовой плоскости рабочего органа 3 и был перпендикулярен этим поверхностям в плоскости измерения.
Поворачивая рабочий орган 3 на два оборота измерительным прибором, обкатывают поперечное сечение поверхности рабочего органа 4 или цилиндрической поверхности контрольной оправки. При этом для каждого оборота определяют средние арифметические показания измерительного прибора во взаимно перпендикулярных плоскостях в точках а, а¢, б и б¢.
Отклонение от концентричности в каждой плоскости измерения равно полуразности результатов измерений при двух оборотах. Отклонение от концентричности равно наибольшему из отклонений в каждой плоскости измерения. В этом случае в результат измерения входит радиальное биение поверхности рабочего органа 4 или цилиндрической поверхности контрольной оправки.
Для исключения из результатов измерения радиального биения поверхности рабочего органа 4 или цилиндрической поверхности контрольной оправки измерение проводят дважды.


Черт. 48б

Черт. 48в
Перед вторым измерением контрольную оправку или рабочий орган 4 поворачивают на 180° вокруг проверяемой оси. Если рабочий орган 4 при установке на нем контрольной оправки не вращается, то контрольную оправку отсоединяют и также поворачивают на 180° вокруг проверяемой оси. При этом измерения проводят, как указано выше, во взаимно перпендикулярных плоскостях при двух оборотах рабочего органа 3. Отклонение от концентричности в каждой плоскости измерения равно среднему арифметическому полуразностей результатов измерений при двух оборотах, полученных до и после поворота контрольной оправки или рабочего органа 4. Отклонение от концентричности равно наибольшему, из отклонений в каждой плоскости измерения. Примеры расчета отклонений от концентричности приведены в приложении 12а.
14.2.6. Метод 6
Средства измерения: два прибора для измерения длин, державка для крепления измерительных приборов, контрольная оправка.
Схема измерения указана на черт. 48г.
Проведение измерения
Державку 1 с измерительными приборами 2 устанавливают на рабочем органе 3 так, чтобы измерительные наконечники измерительных приборов касались цилиндрической поверхности контрольной оправки 4, установленной в отверстии рабочего органа 5, и были перпендикулярны ей в плоскости измерения.

Измерения проводят одновременно двумя измерительными приборами в сечениях I и II контрольной оправки, расположенных на заданном расстоянии l между собой. При этом сечение I должно быть расположено на заданном расстоянии l¢ от базовой плоскости рабочего органа 3, например торца шпинделя (вала).
Измерение в каждом из сечений контрольной оправки I и II проводят, как указано в п. 14.2.5.
При измерении без поворота контрольной оправки на 180° отклонение от соосности в каждой плоскости измерения равно наибольшей из полуразностей результатов измерений, полученных в сечениях I и II при двух оборотах. Отклонение от соосности равно наибольшему из отклонений в каждой плоскости измерения.
При измерении с поворотом контрольной оправки на 180° отклонение от соосности в каждой плоскости измерения равно наибольшему из средних арифметических полуразностей результатов измерений, полученных в сечениях I и II при двух оборотах, до и после поворота контрольной оправки.
Отклонение от соосности равно наибольшему из отклонений в каждой плоскости измерения.
Примеры расчета отклонений от соосности приведены в приложении 12б.
14.2.5, 14.2.6. (Введены дополнительно, Изм. № 3).
15. РАДИАЛЬНОЕ БИЕНИЕ ПОВЕРХНОСТИ
15.1. Методы измерения
Метод 1 - с помощью прибора для измерения длин.
Метод 2 - с помощью прибора для измерения длин и контрольной оправки. Применяют при невозможности непосредственного измерения радиального биения внутренних поверхностей относительно оси вращения.
При применении методов 1 и 2 проводят измерение радиального биения цилиндрических и конических наружных и внутренних базирующих поверхностей вращающихся рабочих органов с конусностью не более 1:4.
15.2. Условия проведения измерения
При измерении радиального биения рабочего органа, собранного на подшипниках качения (например, шпинделя), его необходимо поворачивать не менее чем на два последовательных оборота.
Измерение радиального биения рабочего органа должно проводиться при его вращении в направлении рабочего движения. При наличии рабочего движения рабочего органа в двух направлениях измерение его радиального биения проводят, последовательно вращая рабочий орган на каждом из них.
Измерения проводят в двух взаимно перпендикулярных плоскостях в двух поперечных сечениях, положение которых должно быть указано в стандартах на нормы точности и технических условиях на конкретные типы станков. При применении метода 1 при отношении длины к диаметру проверяемой поверхности меньше или равном 1, а также при длине проверяемой поверхности меньше или равной 50 мм, измерения проводят в одном поперечном сечении.
При измерении радиального биения конической поверхности рабочего органа без предварительного натяга подшипников следует устранить осевой зазор осевым усилием, направление и величина которого должны устанавливаться в стандартах на нормы точности и технических условиях на конкретные типы станков.
15.1, 15.2. (Измененная редакция, Изм. № 2).
15.3. Описание методов измерения
15.3.1. Метод 1
Средство измерения - прибор для измерения длин.
Схема измерения радиального биения наружных поверхностей указана на черт. 49, схема измерения радиального биения внутренних поверхностей на черт. 49а.
Проведение измерения
Измерительный прибор 1 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался проверяемой поверхности 2 и был перпендикулярен оси в плоскости измерения. Рабочий орган приводят во вращение со скоростью, позволяющей регистрировать показания измерительного прибора. Измерения проводят, как указано в п. 15.2.
Радиальное биение поверхности рабочего органа равно наибольшей алгебраической разности показаний измерительного прибора в плоскостях а и б.
Если измерения проводят в двух поперечных сечениях, то за радиальное биение поверхности рабочего органа принимают наибольшее из радиальных биений, определенных в каждом поперечном сечении.


15.3.2. Метод 2
Средства измерения: прибор для измерения длин, контрольная оправка.
Схема измерения указана на черт. 50.

Проведение измерения
В проверяемое отверстие рабочего органа 3 устанавливают контрольную оправку 1. Измерительный прибор 2 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался образующей контрольной оправки и был перпендикулярен ее оси. Рабочий орган приводят во вращение со скоростью, позволяющей регистрировать показания измерительного прибора. Измерения проводят, как указано в п. 15.2.
Для исключения из результатов измерения влияния неправильной посадки хвостовика контрольной оправки в отверстии рабочего органа измерения в сечениях I и II проводят четыре раза.
После каждого измерения контрольную оправку поворачивают на 90° по отношению к рабочему органу. При каждом измерении, фиксируют показания измерительного прибора с плоскостью а и б, по которым определяют наибольшую алгебраическую разность.
Радиальное биение поверхности отверстия рабочего органа равно наибольшему среднему арифметическому четырех наибольших алгебраических разностей показаний измерительного прибора в плоскостях а и б, полученных при измерении в сечениях I и II. При этом в сечениях I и II определяют среднее арифметическое четырех наибольших алгебраических разностей показаний измерительного прибора, полученных в плоскости а, и среднее арифметическое четырех наибольших алгебраических разностей показаний прибора, полученных в плоскости б.
Пример расчета радиального биения в сечениях I и II приведен в приложении 13.
15.3.1, 15.3.2. (Измененная редакция, Изм. № 2).
16. РАДИАЛЬНОЕ БИЕНИЕ ОСИ ВРАЩЕНИЯ
16.1. Методы измерения
Метод 1 - с помощью прибора для измерения длин, установленного неподвижно, и образцовой детали. Применяют при измерении радиального биения оси вращения рабочего органа, несущего заготовку.
Метод 2 - с помощью прибора для измерения длин, установленного на шпинделе, и образцовой детали. Применяют при измерении радиального биения оси вращения рабочего органа, несущего обрабатывающий инструмент.
Метод 3 - с помощью специальных приборов. Применяют при измерении радиального биения оси вращения рабочего органа, несущего заготовку или обрабатывающий инструмент.
(Измененная редакция, Изм. № 3).
16.2. Описание методов измерения
16.2.1. Метод 1
Средства измерения: прибор для измерения длин, образцовая деталь (шар, полусфера, кольцо).
Примечание. Рекомендуется применять индуктивные преобразователи, имеющие выход на измерительный прибор и самописец.
Схема измерения указана на черт. 51.
Проведение измерения
На проверяемом рабочем органе 1 устанавливают образцовую деталь 2 и центрируют ее относительно оси вращения так, чтобы смещение оси было минимально возможным. Измерительный прибор 3 устанавливают неподвижно вне проверяемого рабочего органа так, чтобы его измерительный наконечник касался образцовой детали.

Если проверяемый рабочий орган имеет торцовое биение, то рекомендуют в качестве образцовой детали применять кольцо. Если применяют образцовую деталь сферической формы, то измерительный наконечник должен касаться ее вблизи диаметральной плоскости, перпендикулярной оси вращения.
Перемещение измерительного наконечника должно происходить по перпендикуляру к касательной плоскости, проведенной к проверяемой поверхности, и проходить через ось вращения.
Проверяемый рабочий орган приводят в медленное вращение. Радиальное биение оси вращения в направлении измерения определяют как алгебраическую разность наибольшего и наименьшего показаний измерительного прибора, зарегистрированных в течение нескольких оборотов рабочего органа. Радиальное биение оси вращения равно наибольшему из результатов двух измерений.
16.2.2. Метод 2
Средства измерения: прибор для измерения длин, коленчатая оправка, образцовая деталь (шар, полусфера, кольцо).
Схема измерения указана на черт. 52.

Черт. 52
Проведение измерения
На проверяемом рабочем органе 1 закрепляют коленчатую оправку 4 с измерительным прибором 2 так, чтобы его измерительный наконечник касался образцовой детали 3, установленной неподвижно относительно оси вращения рабочего органа так, чтобы отклонение от соосности было минимально возможным.
Условия выбора образцовой детали и касания ее измерительным наконечником аналогичны п. 16.2.1.
Измерение проводят дважды. Перед вторым измерением коленчатую оправку отсоединяют от станка и поворачивают вокруг оси вращения на 90°. Радиальное биение оси вращения равно наибольшему из результатов двух измерений.
16.2.1, 16.2.2. (Измененная редакция, Изм. № 3).
16.2.3. Метод 3
Средства измерения: специальный прибор с емкостными преобразователями, осциллоскоп, самописец.
Схема измерения указана на черт. 53.

Черт. 53
Проведение измерения
Описание измерения и способа определения радиального биения оси вращения должно быть указано в стандартах на нормы точности станков конкретных типов.
17. ОСЕВОЕ БИЕНИЕ
17.1. Метод измерения
Метод 1 - с помощью оправки с шариком, или оправки с плоским торцом, или шарика и прибора для измерения длин.
Метод 2 - с помощью двух приборов для измерения длин.
(Измененная редакция, Изм. № 2).
17.1.1. Условия проведения измерения
При измерении осевого биения рабочего органа без осевого предварительного натяга подшипников следует устранить осевой зазор осевым усилием, направление и величина которого должны быть указаны в стандартах на нормы точности и технических: условиях на конкретные типы станков.
При измерении осевого биения рабочего органа собранного на подшипниках качения (например, шпинделя) его необходимо поворачивать не менее чем на две последовательных оборота.
Измерение осевого биения рабочего органа должно проводиться при его вращении в направлении рабочего движения. При наличии рабочего движения рабочего органа в двух направлениях измерение его осевого биения проводят, последовательно вращая рабочий орган в каждом из них.
(Введен дополнительно, Изм. № 2).
17.2. Описание методов измерения
17.2.1. Метод 1
Средства измерения: короткая оправка с закрепленным на ее торце шариком, центр которого должен лежать на оси оправки, или короткая оправка с плоским торцом, перпендикулярным ее оси, или шарик, промежуточная пластинка с зажимом, прибор для измерения длин.
Схема измерения указана на черт. 54.

Проведение измерения
В отверстие проверяемого рабочего органа 2 устанавливают:
контрольную оправку с шариком 1 (черт. 54а);
контрольную оправку с шариком 1 (черт. 54б);
контрольную оправку с плоским торцом 1 (черт. 54в);
шарик 5, если рабочий орган имеет центровое отверстие (черт. 54г).
Измерительный прибор 3 устанавливают на неподвижной части станка соосно с проверяемым рабочим органом так, чтобы его измерительный наконечник касался промежуточной пластины 4 (черт. 54а);
плоский измерительный наконечник касался шарика оправки (черт. 54б);
измерительный наконечник касался торца оправки (черт. 54в);
плоский измерительный наконечник касался шарика, вложенного в центровое отверстие рабочего органа (черт. 54г). Рабочий орган приводят во вращение со скоростью, позволяющей регистрировать показания измерительного прибора. Измерения проводят, как указано в п. 17.1.1.
Осевое биение рабочего органа равно наибольшей алгебраической разности показаний измерительного прибора.
(Измененная редакция, Изм. № 2).
17.2.2. Метод 2
Средства измерения: два прибора для измерения длин.
Схема измерения указана на черт. 54д.

Проведение измерения
Измерительные приборы 1 и 2 устанавливают на неподвижной части станка так, чтобы их измерительные наконечники касались торцовой поверхности проверяемого рабочего органа 3 в диаметрально противоположных точках а и а', расположенных на одинаковом расстоянии от оси вращения, и были перпендикулярны торцовой поверхности. Рабочий орган последовательно поворачивают на 45° со скоростью, позволяющей регистрировать показания измерительных приборов, и для каждого углового положения фиксируют показания измерительных приборов в точках а и а'.
Осевое биение рабочего органа равно наибольшей разности средних арифметических показаний измерительных приборов. При этом для каждого углового положения рабочего органа определяют среднее арифметическое показаний измерительных приборов, зафиксированных в точках а и а'.
Пример расчета осевого биения рабочего органа приведен в приложении 14.
(Введен дополнительно, Изм. № 2).
18. ТОРЦОВОЕ БИЕНИЕ
18.1. Метод измерения
Метод 1 - с помощью прибора для измерения длин.
(Измененная редакция, Изм. № 1).
18.2. Описание метода измерения
18.2.1. Метод 1
Средство измерения: прибор для измерения длин.
Схема измерения указана на черт. 55.

Проведение измерения
Измерительный прибор 1 устанавливают вне проверяемого рабочего органа 2 на неподвижной части станка так, чтобы его измерительный наконечник касался проверяемой поверхности и был перпендикулярен к ней. Измерительный наконечник должен отстоять от оси вращения на заданное (возможно большее) расстояние, которое должно быть установлено в стандартах на нормы точности для станков конкретных типов. Проверяемый рабочий орган поворачивают не менее чем на два оборота со скоростью, позволяющей регистрировать показания прибора. Допускается отсчитывать, показания прибора при неподвижном рабочем органе в точках, равномерно расположенных по окружности.
Измерения проводят не менее чем в четырех точках, равномерно расположенных по окружности. Точек может быть больше четырех, но обязательно четное число.
Допускается проводить измерение одновременно несколькими приборами.
Для каждого измерения определяют наибольшую алгебраическую разность показаний измерительного прибора.
За торцовое биение рабочего органа принимают наибольшее значение измерения из полученных в разных точках.
При проверке торцового биения рабочего органа без предварительного натяга подшипников следует устранить осевой зазор осевым усилием, направление и величина которого должны устанавливаться в стандартах на нормы точности для станков конкретных типов.
(Измененная редакция, Изм. № 1).
19. ТОЧНОСТЬ КООРДИНАТ ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ
19.1. Методы измерения
Метод 1 - с помощью отсчетного микроскопа, закрепленного неподвижно, и образцовой штриховой меры. Применяют для определения точности координат линейных перемещений столов.
Метод 2 - с помощью отсчетного микроскопа, закрепленного на шпиндельном рабочем органе и образцовой штриховой меры. Применяют для определения точности координат линейных перемещений шпиндельных узлов.
Метод 3 - с помощью лазерного интерферометра. Применяют для определения точности координат линейных перемещений столов и шпиндельных узлов.
(Измененная редакция, Изм. № 3).
19.2. Описание методов измерения
19.2.1. Метод 1
Средства измерения: отсчетный микроскоп, образцовая штриховая мера.
Схема измерения указана на черт. 56.

Проведение измерения
На проверяемый рабочий орган 1 параллельно направлению его перемещения устанавливают образцовую штриховую меру 2, а на неподвижном рабочем органе 4 укрепляют микроскоп 3. Пользуясь измерительной системой станка, перемещают проверяемый рабочий орган на заданную длину шагами с остановками через интервалы, не превышающие 0,02 длины перемещения и кратные 1 мм. Если длина проверяемого перемещения больше длины штриховой меры, то измерение проводят с перестановкой этой меры.
С помощью микроскопа по штриховой мере определяют фактическую длину перемещения проверяемого рабочего органа.
Погрешность координат линейного перемещения равна наибольшей разности фактической и номинальной длин перемещений.
19.2.2. Метод 2
Средства измерения: отсчетный микроскоп, образцовая штриховая мера.
Схема измерения указана на черт. 57.

Проведение измерения
На перпендикулярном к проверяемому рабочему органу 1 кронштейне 2, плечо которого равно наибольшему вылету режущего инструмента, устанавливают микроскоп 3 с отсчетным устройством. На неподвижном узле 4 параллельно направлению перемещения проверяемого рабочего органа устанавливают штриховую меру 5. Микроскоп фокусируют на штриховую меру. Пользуясь измерительной системой станка, рабочий орган с микроскопом перемещают на заданную длину шагами с остановками через интервалы, равные 0,02 всей длины перемещения.
С помощью микроскопа по образцовой штриховой мере определяют фактическую длину перемещения проверяемого рабочего органа.
Погрешность координат линейного перемещения равна наибольшей разности фактической и номинальной длин перемещений.
19.2.3. Метод 3
Средства измерения: лазерный интерферометр, отражатель.
Схема измерения указана на черт. 58.

Проведение измерения
Лазерный интерферометр 1 на штативе 3 устанавливают на неподвижной части станка так, чтобы его луч был направлен параллельно направлению перемещения проверяемого рабочего органа 4. На перемещаемом рабочем органе закрепляют отражатель 2. Проверяемый рабочий орган перемещают на заданную длину, пользуясь измерительной системой станка. По измерительному прибору лазерного интерферометра определяют фактическую длину перемещения проверяемого рабочего органа.
Погрешность координат линейного перемещения равна наибольшей разности фактической и номинальной длин перемещений.
19.2.1 - 19.2.3. (Измененная редакция, Изм. № 3).
20. ТОЧНОСТЬ УГЛОВ ПОВОРОТА
20.1. Методы измерения
Метод 1 - с помощью автоколлиматора и полигона.
Метод 2 - с помощью автоколлиматора, зеркала и делительного зубчатого стола.
Метод 3 - с помощью теодолита и коллиматора.
Метод 4 - с помощью двух приборов для измерения длин и контрольной оправки. Применяют при измерении углов поворотов рабочих органов типа револьверных головок и шпиндельных блоков.
20.2. Условия проведения измерения
Если интервалы углов поворота не указаны в нормативно-технической документации на станок, то измерение проводят с интервалами не более:
2° - для столов поворотных расточных станков;
5° - для столов поворотных силовых.
20.3. Описание методов измерения
20.3.1. Метод 1
Средства измерения: автоколлиматор и полигон.
Схема измерения указана на черт. 59.

Проведение измерения
Автоколлиматор 1 устанавливают вне проверяемого рабочего органа 2 и наводят на полигон 3, который устанавливают по оси проверяемого рабочего органа. Проверяемый рабочий орган последовательно поворачивают на заданные углы, значение каждого из которых равно 360°/n, где n - число граней полигона. Номинальные значения углов поворота определяют по измерительной системе станка (рабочего органа). С помощью автоколлиматора определяют фактические значения углов поворота.
Погрешность углов поворота равна наибольшей разности фактического и номинального углов поворота.
20.3.2. Метод 2
Средства измерения: автоколлиматор, плоское зеркало, делительный зубчатый стол.
Схема измерения указана на черт. 60.

Проведение измерения
На проверяемый рабочий орган 1 устанавливают делительный зубчатый стол 2 так, чтобы отклонение их осей от соосности было минимально возможным. Автоколлиматор 4 устанавливают вне проверяемого рабочего органа и наводят на зеркало 3, закрепленное на делительном зубчатом столе.
Проверяемый рабочий орган последовательно поворачивают на заданные углы, номинальные значения которых определяют по измерительной системе станка (рабочего органа). После каждого поворота проверяемого рабочего органа делительный зубчатый стол поворачивают в обратном направлении на тот же номинальный угол, значение которого отсчитывают по измерительной системе стола. С помощью автоколлиматора определяют разность между углами поворота проверяемого рабочего органа и стола.
Погрешность углов поворота равна наибольшей разности углов поворота проверяемого рабочего органа и делительного зубчатого стола.
20.3.3. Метод 3
Средства измерения: теодолит, коллиматор.
Схема измерения указана на черт. 61.

Проведение измерения
Коллиматор 1 на стойке 2 устанавливают вне проверяемого рабочего органа 3. Теодолит 4 устанавливают на проверяемый рабочий орган так, чтобы отклонение их осей от соосности было минимально возможным, и наводят на коллиматор. Проверяемый, рабочий орган поворачивают на заданные углы, номинальные значения которых определяют по измерительной системе станка (рабочего органа). После каждого поворота проверяемого рабочего органа теодолит поворачивают в обратном направлении и наводят на коллиматор. По измерительной системе теодолита определяют фактические углы поворота рабочего органа.
Погрешность углов поворота равна наибольшей разности показаний измерительных систем проверяемого рабочего органа и теодолита.
20.3.4. Метод 4
Средства измерения: два прибора для измерения длин, контрольная оправка. Допускается применять контрольные оправки одного диаметра, количество которых равно числу проверяемых осей.
Схема измерения указана на черт. 62.

Проведение измерения
Контрольную оправку 1 закрепляют на проверяемом рабочем органе 2 соосно с одной из проверяемых осей. Измерительные приборы 3 и 4 устанавливают так, чтобы их измерительные наконечники касались образующих оправки в двух взаимно перпендикулярных продольных плоскостях. Показания измерительных приборов в этом положении принимают за начало отсчета. Оправку поочередно устанавливают соосно с проверяемыми осями и поворачивают соответственно проверяемый рабочий орган на заданные углы.
Погрешность положения проверяемых осей на заданном радиусе равна наибольшей алгебраической разности показаний измерительного прибора 3.
Погрешность углов поворота в единицах длины равна наибольшей алгебраической разности показаний измерительного прибора 4.
20.3.1 - 20.3.4. (Измененная редакция, Изм. № 3).
21. ТОЧНОСТЬ НАИМЕНЬШИХ НОМИНАЛЬНЫХ ПЕРЕМЕЩЕНИЙ РАБОЧЕГО ОРГАНА ПРИ ПОСЛЕДОВАТЕЛЬНЫХ ДИСКРЕТНЫХ ПЕРЕМЕЩЕНИЯХ
21.1. Методы измерения
Метод 1 - с помощью прибора для измерения длин.
Метод 2 - с помощью штриховой меры и микроскопа.
Метод 3 - с помощью измерительной линейки и электронного; преобразователя.
Метод 4 - с помощью лазерного интерферометра.
Метод 5 - с помощью прибора для измерения длин.
Метод 6 - с помощью автоколлиматора.
Метод 7 - с помощью кругового преобразователя.
Методы 1 - 4 применяют при поступательном линейном перемещении рабочего органа, методы 5 - 7 - при его угловом перемещении.
21.1.1. Условия проведения измерения
Расположение средств измерения должно быть указано в стандартах на нормы точности и технических условиях на конкретные типы станков. Если такие указания отсутствуют, то средства измерения должны быть расположены вблизи рабочей поверхности подвижного рабочего органа (поверхности стола, суппорта) и средней линии рабочего пространства.
Расположение зон измерений должно быть указано в стандартах на нормы точности и технических условиях на конкретные типы станков.
Если такие указания отсутствуют, то при выборе расположения зон измерений учитывают следующие условия:
измерения проводят в трех зонах на всей длине перемещения рабочего органа;
при поступательном линейном и угловом перемещениях рабочего органа на угол менее 360° зоны измерения должны быть расположены на 1/5, 1/2 и 4/5 длины перемещения;
при угловом перемещении рабочего органа на 360° зоны измерения должны быть расположены друг от друга на 120°.
Если станок имеет автоматические устройства коррекции положения или выбора зазора, то проверки проводят при действии этих устройств.
Перемещение рабочего органа механически допускается только с приведенным в действие полуавтоматическим или автоматическим устройствами, сообщающими ему дискретные перемещения.
Значение наименьшего номинального (дискретного) перемещения, его направление и число дискретных перемещений (не менее 10) в зоне измерения должны быть указаны в стандартах на нормы точности и технических условиях на конкретные типы станков.
Проверяемый рабочий орган, совершающий поступательное линейное или угловое перемещения, устанавливают в исходное положение.
В этом положении считывают и записывают показания средства измерения (измерительного прибора). После этого рабочему органу сообщают наименьшие номинальные дискретные перемещения в направлении, соответствующем предыдущему, и во всех положениях рабочего органа считывают и записывают, показания средств измерения.
21.2. Описание методов измерения
21.2.1. Метод 1
Средство измерения - прибор для измерения длин.
Схема измерения указана на черт. 63 и 64.


Черт. 64
Проведение измерения
Подвижный рабочий орган 1 устанавливают в исходное положение поочередно во всех зонах измерения в пределах заданной длины перемещения. Стойку с измерительным прибором 2 закрепляют на подвижном рабочем органе так, чтобы измерительный наконечник измерительного прибора касался неподвижной части станка и направление измерения совпадало с направлением перемещения рабочего органа. Измерительный прибор может быть закреплен на неподвижной части станка, в этом случае измерительный наконечник должен касаться подвижного рабочего органа.
Измерение проводят, как указано в п. 21.1.1.
Для каждой зоны измерения определяют фактические значения каждого из наименьших дискретных перемещений и алгебраические разности между фактическими и номинальными значениями наименьших дискретных перемещений. Отклонение от наименьшего номинального дискретного перемещения в зоне измерения равно наибольшей алгебраической разности между фактическими и номинальным значениями наименьших дискретных перемещений. Отклонение от наименьшего номинального дискретного перемещения на всей длине перемещения рабочего органа равно наибольшему из отклонений, полученных в зонах измерений.
Пример расчета отклонения от наименьшего номинального дискретного перемещения приведен в приложении 15.
21.2.2. Метод 2
Средства измерения: образцовая штриховая мера и микроскоп.
Схема измерения указана на черт. 65.
Проведение измерения
Подвижный рабочий орган 1 устанавливают в исходное положение поочередно во всех зонах измерения в пределах заданной длины перемещения. Штриховую меру 2 с помощью регулируемых опор 3 устанавливают на подвижном рабочем органе параллельно направлению его перемещения в вертикальной и горизонтальной плоскостях. Стойку с микроскопом 4 закрепляют на неподвижной части станка так, чтобы его оптическая ось была перпендикулярна измерительной поверхности штриховой меры. Стойка с микроскопом может быть закреплена на подвижном рабочем органе, а штриховая мера - на неподвижной части станка.

Измерение проводят, как указано в п. 21.1.1.
Отклонение от наименьшего номинального дискретного перемещения на всей длине перемещения рабочего органа определяют, как указано в п. 21.2.1.
21.2.3. Метод 3
Средства измерения: измерительная линейка, электронный преобразователь.
Схема измерения указана на черт. 66.

Проведение измерения
Подвижный рабочий орган 1 устанавливают в исходное положение поочередно во всех зонах измерения в пределах заданной длины перемещения. Измерительную линейку 2 при помощи регулируемых опор 3 устанавливают на подвижном рабочем органе параллельно направлению его перемещения в вертикальной и горизонтальной плоскостях. Электронный преобразователь 4 закрепляют на неподвижной части станка так, чтобы его положение по отношению к измерительной линейке соответствовало требованиям инструкции по его эксплуатации. Измерительная линейка может быть закреплена на неподвижной части станка, а электронный преобразователь - на подвижном рабочем органе.
Измерение проводят, как указано в п. 21.1.1.
Отклонение от наименьшего номинального дискретного перемещения на всей длине перемещения рабочего органа определяют, как указано в п. 21.2.1.
21.2.4. Метод 4
Средства измерения: лазерный интерферометр, оптический отражатель.
Схема измерения указана на черт. 67.

Проведение измерения
Подвижный рабочий орган 1 устанавливают в исходное, положение поочередно во всех зонах измерения в пределах заданной длины перемещения. Лазерный интерферометр 2 (или излучатель и интерферометр), установленный на неподвижной части станка, и отражатель 3, установленный на подвижном рабочем органе, выверят согласно инструкции по эксплуатации.
Измерение проводят, как указано в п. 21.1.1.
Отклонение от наименьшего номинального дискретного перемещения на всей длине перемещения рабочего органа определяют, как указано в п. 21.2.1.
21.2.5. Метод 5
Средство измерения - прибор для измерения длин.
Схема измерения указана на черт. 68.
Проведение измерения
Подвижный рабочий орган 1 устанавливают в исходное положение поочередно во всех зонах измерения в пределах заданной длины углового перемещения.
Стоику с измерительным прибором 2 закрепляют на неподвижной части станка так, чтобы измерительный наконечник измерительного прибора касался упора 3 (или концевой меры длины, расположенной между упором и измерительным наконечником), закрепленного на подвижном рабочем органе, на заданном радиусе измерения r. При этом направление измерения должно совпадать с касательной к направлению перемещения рабочего органа. Стойка с измерительным прибором может быть закреплена на подвижном рабочем органе, а упор - на неподвижной части станка.

Измерение проводят, как указано в п. 21.1.1.
Отклонение от наименьшего номинального дискретного перемещения на всей длине углового перемещения рабочего органа определяют, как указано в п. 21.2.1.
Пересчет значений отклонений от наименьшего номинального дискретного перемещения, измеренных в единицах длины, в единицы плоского угла проводят по формуле
![]()
где Δφ - отклонение, угловые секунды;
Δх - отклонение, мкм;
r - радиус измерения, мм.
21.2.6. Метод 6
Средства измерения: автоколлиматор, плоское зеркало или полигон.
Схема измерения указана на черт. 69.

Проведение измерения
Подвижный рабочий орган 1 устанавливают в исходное положение поочередно во всех зонах измерения в пределах заданного угла углового перемещения.
Автоколлиматор 2 устанавливают на неподвижной части станка или вне станка так, чтобы его оптическая ось была направлена на зеркало 3, закрепленное на подвижном рабочем органе. Автоколлиматор настраивают, как указано в инструкции по эксплуатации.
Измерения проводят, как указано в п. 21.1.1.
Отклонение от наименьшего номинального дискретного перемещения на всей величине угла углового перемещения рабочего органа определяют, как указано в п. 21.2.1.
21.2.7. Метод 7
Средство измерения - дискретный угловой измерительный прибор, например фотоэлектрический круговой преобразователь с цифровой индикацией.
Схема измерения указана на черт. 70.

Проведение измерения
Подвижный рабочий орган 1 устанавливают в исходное положение поочередно во всех зонах измерения в пределах заданного угла углового перемещения. Дискретный угловой измерительный прибор 2 устанавливают на станок, как указано в инструкции по эксплуатации прибора.
Измерения приводят, как указано в п. 21.1.1.
Отклонение от наименьшего номинального дискретного перемещения на всей величине угла углового перемещения рабочего органа определяют, как указано в п. 21.2.1.
22. ОДНОВЫСОТНОСТЬ ОСЕЙ ОТНОСИТЕЛЬНО ОБЩЕЙ БАЗОВОЙ ПЛОСКОСТИ
22.1. Методы измерения
Метод 1 - с помощью прибора для измерения длин и контрольной оправки, установленной в центрах.
Метод 2 - с помощью прибора для измерения длин и двух контрольных оправок, установленных на концах рабочих органов (шпинделей).
22.1.1. Условия проведения измерения
Исходное положение и фиксацию проверяемых и других рабочих органов в соответствии с их функциональным назначением устанавливают в стандартах на нормы точности и технических условиях на конкретные типы станков.
Расстояние между сечениями, в которых проводят измерение, должно быть указано в. стандартах на нормы точности и технических условиях на конкретные типы станков.
Оси (ось) материализуются образующими цилиндрических поверхностей контрольных оправок, устанавливаемых концентрично этим осям в центрах станка или на центрирующих поверхностях рабочих органов.
Измерительный наконечник измерительного прибора должен касаться образующей цилиндрической поверхности контрольной оправки так, чтобы направление измерения было перпендикулярно общей базовой плоскости.
22.2. Описание методов измерения
22.2.1. Метод 1
Средства измерения: контрольная (центровая) оправка, прибор для измерения длин, стойка с плоским основанием для крепления измерительного прибора.
Схема измерения указана на черт. 71.
Проведение измерения:
Контрольную оправку 1 устанавливают в центрах проверяемых рабочих органов. Стойку с закрепленным измерительным прибором 2 устанавливают на базовую плоскость так, чтобы измерительный наконечник измерительного прибора касался верхней или нижней образующей контрольной оправки поочередно в сечениях I и II, расположенных на заданном расстоянии l.
Для исключения из результатов измерения, отклонения профиля продольного сечения цилиндрической поверхности контрольной оправки допускается менять положение концов оправки. Для этого оправку отсоединяют от рабочих органов и поворачивают в плоскости, параллельной базовой плоскости, на 180°.
Для исключения из результатов измерения неточности изготовления профильного сечения контрольной оправки допускается производить поворот оправки на 180° вокруг своей оси.

Отклонение от одновысотности осей рабочих органов относительно общей базовой плоскости при измерении без перемены положения концов оправки и без поворота оправки равно разности показаний измерительного прибора в сечениях I и II.
Отклонение от одновысотности осей рабочих органов относительно общей базовой плоскости при измерении с поворотом оправки на 180° вокруг ее оси равно разности двух средних арифметических значений показаний измерительного прибора, полученных при измерении до и после поворота контрольной оправки. При этом для каждого положения оправки (до поворота и после него) определяют среднее арифметическое показаний измерительного прибора в сечениях I и II.
Отклонение от одновысотности осей рабочих органов относительно общей базовой плоскости при измерении с переменой положения концов оправки и поворотом оправки равно полуразности разностей средних арифметических значений показаний измерительного прибора, полученных при измерении до и после перемены положения концов оправки. При этом в каждом из сечений оправки - I и II определяют среднее арифметическое показаний измерительного прибора при измерении до и после поворота оправки, далее для каждого положения концов оправки определяют разность средних арифметических показаний измерительного прибора.
Пример определения отклонения от одновысотности осей относительно общей базовой плоскости приведен в приложении 16.
22.2.2. Метод 2
Средства измерения: две контрольные оправки с цилиндрическими измерительными поверхностями предпочтительно одинакового диаметра, прибор для измерения длин, стойка с плоским основанием для крепления измерительного прибора.
Схема измерения указана на черт. 72.
Проведение измерения
Контрольные оправки 1 и 2 устанавливают на концах рабочих органов. Стойку с закрепленным измерительным прибором 3 устанавливают на общую базовую плоскость так, чтобы измерительный наконечник измерительного прибора касался верхней или нижней образующей контрольных оправок поочередно в сечениях I и II, расположенных на расстоянии l.
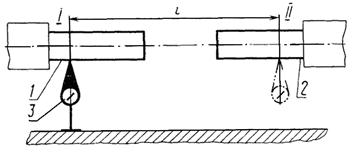
Если один из рабочих органов имеет возможность поворота в плоскости, параллельной общей базовой плоскости, то перед проведением измерения этот рабочий орган должен быть установлен так, чтобы образующие контрольных оправок были параллельны друг другу.
Для исключения из результатов измерения неточности установки контрольных оправок измерение проводят дважды. Перед вторым измерением рабочие органы с оправками поворачивают на 180°. Если рабочий орган не вращается, то оправку отсоединяют и поворачивают на 180° вокруг ее оси.
Отклонение от одновысотности осей рабочих органов относительно общей базовой плоскости определяют, как указано в п. 22.2.1.
Если диаметры цилиндрических частей контрольных оправок разные, то при измерении учитывают разность диаметров.
23. ОДНОВЫСОТНОСТЬ ОСИ ОТНОСИТЕЛЬНО БАЗОВОЙ ПЛОСКОСТИ ПРИ ПОВОРОТЕ РАБОЧЕГО ОРГАНА
23.1. Метод измерения
Метод 1 - с помощью прибора для измерения длин и контрольной оправки.
23.1.1. Условия проведения измерения
Исходное положение и фиксацию проверяемых и других рабочих органов в соответствии с их функциональным назначением устанавливают в стандартах на нормы точности и технических условиях на конкретные типы станков.
Ось материализуется образующей цилиндрической поверхности контрольной оправки, устанавливаемой концентрично этой оси на центрирующей поверхности рабочего органа, или образующей цилиндрической поверхности рабочего органа.
Измерительный наконечник измерительного прибора должен касаться образующей цилиндрической поверхности контрольной оправки или образующей цилиндрической поверхности рабочего органа станка так, чтобы направление измерения было перпендикулярно базовой плоскости.
При измерении контрольная оправка или цилиндрическая поверхность рабочего органа не должна вращаться и положение их относительно проверяемого рабочего органа должно быть постоянным.
Углы поворота рабочего органа между отдельными его положениями, в которых проводят измерение, должны быть указаны в стандартах на нормы точности и технических условиях на конкретные типы станков.
23.2. Описание метода измерения
23.2.1. Метод 1
Средства измерения: прибор для измерения длин, стойка с плоским основанием для крепления измерительного прибора, контрольная оправка.
Схема измерения указана на черт. 73а, б.

Проведение измерения
Контрольную оправку 1 устанавливают на центрирующей поверхности рабочего органа 2. Стойку с закрепленным измерительным прибором 3 устанавливают на базовую плоскость так, чтобы измерительный наконечник измерительного прибора касался верхней или нижней образующих цилиндрической поверхности контрольной оправки (черт. 7а) или цилиндрической поверхности рабочего органа (черт. 73б) на заданном расстоянии l от оси поворота рабочего органа.
Измерения проводят не менее чем в трех заданных положениях рабочего органа - I, II и III при повороте его на заданные углы α и α¢.
Допускается положение измерительного прибора определять расстоянием, привязанным к другой базе (какой-либо поверхности на рабочем органе), при условии, что при измерении расстояние от оси поворота рабочего органа до поперечного сечения контрольной оправки или цилиндрической поверхности рабочего органа, в котором считывают показания измерительного прибора, будет постоянным и равным заданному расстоянию l.
Отклонение от одновысотности оси рабочего органа относительно базовой плоскости при повороте рабочего органа равно алгебраической разности наибольшего и наименьшего значений показаний измерительного прибора во всех заданных положениях рабочего органа.
Пример расчета отклонения от одновысотности оси рабочего органа относительно базовой плоскости при его повороте приведен в приложении 17.
Разд. 21 - 23 (Введены дополнительно, Изм. № 3).
24. ПОСТОЯНСТВО РАССТОЯНИЯ МЕЖДУ ТРАЕКТОРИЕЙ ПЕРЕМЕЩЕНИЯ РАБОЧЕГО ОРГАНА И ПЛОСКОСТЬЮ (РЕАЛЬНОЙ ПОВЕРХНОСТЬЮ)
24.1. Методы измерения
Метод 1 - с помощью прибора для измерения длин, устанавливаемого на подвижном рабочем органе.
Метод 2 - с помощью прибора для измерения длин, устанавливаемого на неподвижной части станка.
24.1.1. Условия проведения измерения
Исходное положение и фиксацию проверяемых и других рабочих органов в соответствии с их функциональным назначением устанавливают в стандартах на нормы точности и технических условиях на конкретные типы станков.
Измерительный наконечник измерительного прибора должен касаться плоскости (реальной поверхности) так, чтобы направление измерения было перпендикулярно этой плоскости (реальной поверхности).
Положение и количество сечений плоскости (реальной поверхности), в которых проводятся измерения, устанавливается в стандартах на нормы точности и технических условиях на конкретные типы станков. Если такие указания отсутствуют, то измерения проводят в среднем сечении плоскости (реальной поверхности).
Измерения проводят непрерывно при скорости перемещения проверяемого рабочего органа, позволяющей регистрировать показания измерительного прибора, или в отдельных точках с интервалами (шагами), равномерно распределенными на длине перемещения.
При проведении измерений интервалами (шагами) длину их устанавливают в соответствии с требованиями стандартов на нормы точности на конкретные типы станков в зависимости от заданной длины перемещения, требуемой точности измерения и допуска на постоянство расстояния между траекторией перемещения рабочего органа и плоскостью (реальной поверхностью). Если такие указания отсутствуют, то интервал (шаг) измерения принимают равным 0,05 - 0,2 длины перемещения, но не более 500 мм.
Измерения проводят в пределах заданного перемещения рабочего органа, длина которого устанавливается в стандартах на нормы точности и в технических условиях на конкретные типы станков.
При проведении измерений интервалами (шагами) в заданных точках измерения на плоскости (реальной поверхности) допускается устанавливать плоскопараллельные концевые меры длины одинаковой высоты с целью исключения влияния на результаты измерений волнистости и шероховатости плоскости (реальной поверхности). В этом случае допускается применение нескольких комплектов плоскопараллельных концевых мер длины для всех точек измерения.
24.2. Описание методов измерения
24.2.1. Метод 1
Средства измерения: прибор для измерения длин, концевые плоскопараллельные меры длины (при необходимости).
Схема измерения указана на черт. 74.
Проведение измерения
Измерительный прибор 1 устанавливают на подвижном рабочем органе 2 так, чтобы его измерительный наконечник касался плоскости (реальной поверхности) при установленных на ней плоскопараллельных концевых мер длины поочередно. Рабочий орган перемещают на заданную длину l.
Отклонение от постоянства расстояния между траекторией перемещения рабочего органа и плоскостью (реальной поверхностью) равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения рабочего органа. Если измерения проводят относительно нескольких сечений плоскости (реальной поверхности), то в каждом сечении определяют наибольшую алгебраическую разность показаний измерительного прибора на всей длине перемещения рабочего органа, а отклонение от постоянства расстояния между траекторией перемещения рабочего органа и плоскостью (реальной поверхностью) равно наибольшему из результатов полученных в каждом сечении.

24.2.2. Метод 2
Средства измерения: прибор для измерения длин, концевые плоскопараллельные меры длины (при необходимости).
Схема измерения указана на черт. 75.

Проведение измерения
Измерительный прибор 1 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался плоскости (реальной поверхности) подвижного рабочего органа 2 или установленных на ней плоскопараллельных концевых мер длины поочередно. Рабочий орган перемещают на заданную длину l.
Отклонение от постоянства расстояния между траекторией перемещения рабочего и плоскостью (реальной поверхностью) определяют, как указано в п. 24.2.1.
Разд. 24. (Введен дополнительно, Изм. № 4).
25. ПОСТОЯНСТВО ПОЛОЖЕНИЯ РАБОЧЕГО ОРГАНА ПРИ МНОГОКРАТНОМ ПОДХОДЕ В ЗАДАННОЕ ПОЛОЖЕНИЕ ИЛИ НА УПОР
25.1. Методы измерения
Метод 1 - при помощи прибора для измерения длин при прямолинейном движении рабочего органа.
Метод 2 - при помощи прибора для измерения длин при вращательном движении рабочего органа.
25.1.1. Условия проведения измерения
Положение и фиксация проверяемых и других рабочих органов станка в соответствии с их функциональным назначением устанавливаются в стандартах на нормы точности и технических условиях конкретных типов станков.
Если такие указания отсутствуют, то проверку следует проводить для трех мест в пределах длины перемещения рабочего органа. При прямолинейном движении и при повороте на угол менее 360° эти места должны находиться на расстоянии 1/5, 1/2 и 4/5 длины перемещения, при повороте на 360° они должны быть расположены друг от друга на 120°.
При проведении проверки рабочий орган станка необходимо многократно, не менее 5 раз, перемещать из исходного в заданное положение или на упор и в этом положении следует считывать показания измерительного прибора.
Число измерений, направление, а также скорость перемещения (в случае использования машинного привода) устанавливаются в стандартах на нормы точности и технических условиях на конкретные типы станков.
25.2. Описание методов измерения
25.2.1. Метод 1
Средства измерения - прибор для измерения длин.
Схема измерения указана на черт. 76 и 77.


Проведение измерения
Рабочий орган станка 1 устанавливают поочередно в исходное положение в каждом из заданных мест проверки в пределах длины перемещения. Стойку с измерительным прибором 2 закрепляют на проверяемом рабочем органе так, чтобы при его подходе в заданное положение или на упор измерительный наконечник прибора касался расположенной перпендикулярно к направлению перемещения неподвижной части станка или упора.
Измерительный прибор может быть закреплен на неподвижной части станка и при подходе рабочего органа из исходного в заданное положение или на упор измерительный наконечник прибора будет касаться расположенной перпендикулярно к направлению перемещения поверхности рабочего органа.
Измерения проводят, как указано в п. 25.1.1.
Для каждого из мест проверки определяют наибольшую разность показаний измерительного прибора при многократном числе подходов рабочего органа в заданное положение или на упор. Для места проверки с наибольшим размахом Rj определяют значение наибольшего поля рассеяния Rmax по формулам, приведенным в справочном приложении 9. Значение наибольшего поля рассеяния Rmax принимается за результат проверки.
Допускается за результат проверки принимать величину наибольшего размаха Rj при заданном числе подходов n, что должно быть оговорено в стандартах на нормы точности конкретных типов станков или в технических условиях при отсутствии стандартов. В этом случае формулы приложения 9 не используются и значение Rmax не определяется.
Пример определения размаха и поля рассеяния отклонений положения рабочего органа при многократном подходе на упор приведены в справочном приложении 22.
25.2.2. Метод 2
Средства измерения - прибор для измерения длин.
Схема измерения указана на черт. 78.

Проведение измерения
Рабочий орган станка 1 устанавливают поочередно в исходное положение в каждом из заданных мест проверки в пределах углового перемещения. Стойку с измерительным прибором 2 закрепляют на проверяемом рабочем органе так, чтобы при подходе рабочего органа из исходного положения в заданное или на упор измерительный наконечник прибора касался укрепленной плитки (упора) 3, расположенной перпендикулярно касательной к направлению перемещения.
Измерения проводят как указано в п. 25.1.1.
Поле рассеяния отклонений положения Rmax или размах Rj рабочего органа при многократном подходе в заданное положение или на упор определяют, как указано в п. 25.2.1.
Примечание. Если допускаемое значение поля рассеяния или размаха отклонений положения рабочего органа при многократном подходе в заданное положение или на упор задано в угловых единицах, то результат проверки необходимо, пересчитать и указать в угловых единицах с учетом расстояния r от места измерения до оси вращения рабочего органа станка.
Пример. Размах отклонений положения рабочего органа станка в единицах длины равен 5 мкм. Расстояние r от места измерения до оси вращения равно 300 мм. Отсюда размах отклонений в угловых единицах будет равен
![]()
Разд. 25. (Введен дополнительно, Изм. № 5).
26. КИНЕМАТИЧЕСКАЯ ТОЧНОСТЬ
26.1. Методы измерения
Метод 1 - при помощи образцовой детали и датчика линейных перемещений.
Метод 2 - при помощи кинематомера.
26.2. Описание методов измерения
2.2.1. Метод 1
Средства измерения: образцовая деталь, датчик линейных перемещений.
Схема измерения приведена на черт. 79.

Проведение измерений
Станок настраивается на выполнение взаимосвязанных формообразующих движений рабочих органов станка по программе, приведенной в нормативной документации. На место обрабатываемой детали устанавливается образцовая деталь 1, а на рабочем органе 2 закрепляется датчик 3 так, чтобы его наконечник находился в функциональной точке 4, совмещенной с рабочей поверхностью детали.
При выполнении взаимосвязанных формообразующих движений рабочих органов станка через заданные интервалы определяют значения перемещений измерительного наконечника датчика, которые регистрируются устройством 5.
Погрешность кинематики на заданном интервале определяется наибольшим значением перемещения наконечника датчика. При необходимости учитываются данные паспорта на образцовую деталь.
26.2.2. Метод 2
Средства измерения - кинематомер.
Схема измерения приведена на черт. 80.

Проведение измерений
Станок настраивается на выполнение взаимосвязанных формообразующих движений рабочих органов станка по заданной программе, приведенной в нормативной документации.
Датчики 1 и 2 кинематомера устанавливаются таким образом, чтобы каждый из них контролировал перемещение соответствующих рабочих органов 3 и 4 станка. При этом соединение датчиков и рабочих органов станка должны быть выполнены таким образом, чтобы исключить или свести к минимуму погрешности измерения, связанные с неточностью монтажа. При выполнении взаимосвязанных формообразующих движений рабочих органов станка первичная информация от датчиков поступает в устройство 5 и регистрируется устройством 6 через заданные интервалы.
Погрешность кинематики на заданном интервале определяют как разность фактических и номинальных значений взаимосвязанных перемещений рабочих органов станка.
Разд. 26. (Введен дополнительно, Изм. № 6).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Диаметр и усиление натяжения контрольной струны
|
0,1* |
0,2* |
0,3 |
0,4 |
0,5 |
|
|
Допуск размера, мм |
±0,005 |
±0,01 |
±0,015 |
±0,015 |
±0,02 |
|
Допустимое отклонение от цилиндричности струны на длине измерения, мкм |
0,6 |
1,0 |
1,6 |
2,5 |
4,0 |
|
Площадь поперечного сечения струны, мм2 |
0,0078 |
0,0314 |
0,0706 |
0,1260 |
0,1960 |
|
Максимальное усилие предварительного натяга**, Н (кгс) |
15,3 (1,53) |
60 (6) |
140 (14) |
250 (25) |
400 (40) |
* Размеры являются предпочтительными.
** Для материала с δв ≈ 2800 МПа (280 кгс/мм2).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Прогибы контрольных оправок
|
Измерительное усилие, Н (кгс) |
Прогиб на свободном конце от измерительного усилия, мкм |
Коэффициент жесткости, мкм/Н |
Оправка без удлинения |
Оправка с удлинением |
|||||
|
Полная масса, кг |
Прогиб, мкм |
Полная масса, кг |
Прогиб, мкм |
||||||
|
от собственного веса |
полный |
от собственного веса |
полный |
||||||
|
Морзе 0 |
0,5 (0,05) |
0,9 |
1,8 |
0,110 |
0,65 |
1,55 |
0,120 |
0,9 |
1,8 |
|
Морзе 1 |
0,7 |
1,4 |
0,130 |
0,50 |
1,2 |
0,140 |
0,7 |
1,4 |
|
|
Морзе 2 |
0,6 |
0,6 |
0,730 |
1,5 |
2,1 |
0,790 |
1,9 |
2,5 |
|
|
Морзе 3 |
1,0 (0,1) |
0,7 |
0,7 |
0,960 |
1,8 |
2,5 |
1,090 |
2,2 |
2,9 |
|
Морзе 4 |
0,7 |
0,7 |
2,200 |
3,3 |
4,0 |
2,280 |
3,9 |
4,6 |
|
|
Морзе 5 |
0,6 |
0,6 |
3,000 |
2,6 |
3,2 |
3,140 |
3,1 |
3,7 |
|
|
Морзе 6 |
0,35 |
0,35 |
10,000 |
5,8 |
6,15 |
10,32 |
6,6 |
7,0 |
|
|
Метрич. 80 |
0,15 |
0,15 |
15,000 |
3,5 |
3,65 |
15,24 |
3,9 |
4,0 |
|
|
7:24 К30 |
0,7 |
0,7 |
0,960 |
1,8 |
2,5 |
1,09 |
2,2 |
2,9 |
|
|
7:24 К40 |
0,7 |
0,7 |
2,200 |
3,3 |
4,0 |
2,28 |
3,9 |
4,6 |
|
|
7:24 К50/300 |
0,6 |
0,6 |
3,000 |
2,6 |
3,2 |
3,14 |
3,1 |
3,7 |
|
|
7:24 К50/500 |
0,35 |
0,35 |
10,000 |
5,8 |
6,15 |
10,32 |
6,1 |
7,0 |
|
ПРИЛОЖЕНИЕ 3
Справочное
ОПРЕДЕЛЕНИЕ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ПЕРЕМЕЩЕНИЯ РАСЧЕТНЫМ ПУТЕМ
Если показания прибора для измерения длин (расстояние от меры прямолинейности до траектории точки проверяемого рабочего органа) в начале и конце перемещения не одинаковы, то отклонения от прямолинейности перемещения определяют относительно прямой, проходящей через начало и конец траектории (черт. 1).

Допускается определить отклонение от прямолинейности перемещения Δ расчетным путем по формуле:
Δ ≈ Y'imax - Y'imin,
![]()
где Yi - показания измерительного прибора в i-й точке с координатой Xi:
Y0 и YL - показания измерительного прибора в начале и конце перемещения;
L - длина перемещения (черт. 2).

ПРИЛОЖЕНИЕ 4
Справочное
ПРИМЕР РАСЧЕТА ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ПЕРЕМЕЩЕНИЯ ПРИ РАЗНЫХ ПОКАЗАНИЯХ ИЗМЕРИТЕЛЬНОГО ПРИБОРА В НАЧАЛЕ И КОНЦЕ ПЕРЕМЕЩЕНИЯ
Измерение проводилось на длине перемещения 400 мм с интервалами (шагами) измерения 100 мм.
Результаты измерения и расчета представлены в таблице.
|
i |
Результат измерения |
Результаты расчета Y¢i, мкм |
|
|
Xi, мм |
Yi, мкм |
||
|
0 |
0 |
5 |
0 |
|
1 |
100 |
6 |
-1 |
|
2 |
200 |
8 |
-1 |
|
3 |
300 |
10 |
-1 |
|
4 |
400 |
13 |
0 |
Y'max = 0; Y'min = -1 мкм.
Отклонение от прямолинейности перемещения Δ = -1 мкм.
ПРИЛОЖЕНИЕ 5
Справочное
Предельные значения шага измерения при определении отклонений от прямолинейности поверхности
|
Наибольшая длина шага измеряемых точек tmax, мм, для допуска плоскостности, мкм |
|||
|
до 20 |
св. 20 до 50 |
св. 50 до 100 |
|
|
До 100 |
L 4 |
L 2 |
L 2 |
|
Св. 100 До 250 |
L 6 |
L 4 |
L 2 |
|
Св. 250 До 630 |
L 8 |
L 6 |
L 4 |
|
Св. 630 До 1000 |
L 10 |
L 8 |
L 6 |
|
Св. 1000 До 2500 |
L 12 |
L 10 |
L 8 |
|
Св. 2500 До 4000 |
L 14 |
L 12 |
L 10 |
|
Св. 4000 До 10000 |
L 16 |
L 14 |
L 12 |
ПРИЛОЖЕНИЕ 6
Справочное
ОПРЕДЕЛЕНИЕ ОТКЛОНЕНИЙ ОТ ПРЯМОЛИНЕЙНОСТИ ПОВЕРХНОСТИ
Отклонение от прямолинейности поверхности определяют по графическому изображению профиля проверяемой поверхности в заданном сечении относительно прилегающей прямой.
По определению прилегающей прямой по ГОСТ 24642-81 возможны два случая касания прилегающей прямой с профилем проверяемой поверхности в заданном сечении:
прилегающая прямая касается профиля проверяемой поверхности в заданном сечении в двух наивысших точках (черт. 1); в этом случае наивысшие точки могут быть концевыми точками измеряемого участка (вогнутая форма реального профиля - черт. 2);

Черт. 1 Черт. 2
прилегающая прямая касается профиля проверяемой поверхности в заданном сечении в одной наивысшей точке и параллельна прямой, соединяющей две низкие точки (выпускаемая форма реального профиля - черт. 3); в этом случае наинизшие точки могут быть концевыми точками измеряемого участка (черт. 4).

Черт. 3 Черт. 4
Если по характеру профиля проверяемой поверхности в заданном сечении возможно определить, какому случаю соответствует положение прилегающей прямой, то отклонение от прямолинейности в плоскости определяют для каждого случая. Определению прилегающей прямой будет соответствовать то ее положение, при котором отклонение от прямолинейности поверхности меньше.
Допускается определять отклонение от прямолинейности поверхности по отношению к прямой, проходящей через крайние точки профиля проверяемой поверхности в заданном сечении. При этом крайние точки профиля должны располагаться на одинаковых расстояниях от меры прямолинейности (поверочной линейки, оптической линейки и т.п.).
Отклонение от прямолинейности в заданном сечении проверяемой поверхности в этом случае определяется без построения графика как наибольшая алгебраическая разность показаний измерительного прибора на длине измерения.
ПРИЛОЖЕНИЕ 7
Справочное
ОПРЕДЕЛЕНИЕ ОТКЛОНЕНИЙ ОТ ПРЯМОЛИНЕЙНОСТИ ПОВЕРХНОСТИ РАСЧЕТНЫМ ПУТЕМ
При измерении отклонений от прямолинейности поверхности в отдельных точках профиля проверяемой поверхности в заданном сечении с одинаковым шагом от относительной базы, созданной механическими средствами или лучом света, получают «абсолютные» разности высот положения отдельных точек относительно базы для измерения.
Форма измеренного профиля проверяемой поверхности в заданном сечении, полученная построением графика по измеренным значениям в соответствующем продольном и вертикальном масштабе, представлена на черт. 1.

При измерении относительных изменений
углового положения
линии, соединяющей две соседние точки профиля проверяемого сечения, вычисляют в
микрометрах относительную разность высот этих точек ΔPri и (или)
средние арифметические значения ![]() по формулам:
по формулам:
ΔPri = UiCt
= UiKi; ![]()
где Ui - угловое положение линии, соединяющей две соседние точки профиля проверяемого сечения (в делениях уровня);
![]() - среднее арифметическое
измерений (в делениях уровня);
- среднее арифметическое
измерений (в делениях уровня);
C - номинальное значение одного деления шкалы (цена деления) уровня, например, 0,01 мм/1000 мм;
t - шаг измеряемых точек, мм;
Ki = Ct - константа.
Абсолютные расстояния точек измерения
профиля проверяемого сечения ΔPai и (или) средние арифметические их значения ![]() относительно
базы измерения (ось х - черт. 1)
вычисляют по формулам:
относительно
базы измерения (ось х - черт. 1)
вычисляют по формулам:
![]()
![]()
При измерении углового положения линии, соединяющей две соседние точки профиля проверяемого сечения, в угловых секундах относительную разность, высот точек профиля и (или) средние арифметические их значения определяют по формулам:
ΔPri = ttg Δαi; ![]()
Пример. Прямолинейность продольного сечения поверхности проверяли уровнем с ценой деления шкалы 0,01 мм/1000 мм и измерительным мостиком с расстоянием между опорными точками t = 200 мм.
Измерения проводили 3 раза.
Результаты измерения углового положения линии, соединяющей две соседние точки профиля проверяемого сечения поверхности, приведены в табл. 1.
Таблица 1
|
Ui (в делениях уровня) на участке |
|||||
|
0-1 |
1-2 |
2-3 |
3-4 |
4-5 |
|
|
1 2 3 |
+3,0 +2,0 +2,5 |
-1,5 -2,0 -1,0 |
+1,5 +2,5 +2,0 |
-1,0 -1,0 -1,0 |
+2,5 +4,0 +2,5 |
|
|
+2,5 |
-1,5 |
+2,0 |
-1,0 |
+3,0 |

Значения относительной разности высот соседних точек профиля проверяемого сечения ΔPri и абсолютной разности высот ΔPai приведены в табл. 2, 3.
Таблица 2
|
ΔPri, мкм |
|
|
0-1 |
+5 |
|
1-2 |
-3 |
|
2-3 |
+4 |
|
3-4 |
-2 |
|
4-5 |
+6 |
Таблица 3
|
ΔРai, мкм |
|
|
0 |
0 |
|
1 |
5 |
|
2 |
2 |
|
3 |
6 |
|
4 |
4 |
|
5 |
10 |
Графическое изображение измеренных значений при горизонтальном увеличении 10:1 и вертикальном увеличении 2000:1 (условно) приведено на черт. 2.

Отклонение от прямолинейности поверхности равно 5 мкм.
ПРИЛОЖЕНИЕ 8
Справочное
Пример определения отклонений от постоянства углового положения проверяемого рабочего органа при проверке двумя уровнями (п. 13.2.2)
|
Показание уровня, мм/1000 мм, в положении проверяемого узла |
|||||
|
1 |
2 |
3 |
4 |
5 |
|
|
На проверяемом рабочем органе |
0,04 |
0,04 |
-0,05 |
0,05 |
0,06 |
|
На неподвижной части станка |
0,05 |
-0,02 |
0,02 |
0,06 |
0,06 |
|
Разность показаний уровней (исходные данные) |
-0,01 |
0,06 |
-0,07 |
0,01 |
0,00 |
|
Отклонение от постоянства углового положения |
0,06 - (-0,07) = 0,13 |
||||
ПРИЛОЖЕНИЕ 9
Справочное
ТЕРМИНЫ И ПОЯСНЕНИЯ
К разд. 3
Отклонение от прямолинейности перемещения проверяемого рабочего органа в заданной плоскости - наибольшая алгебраическая разность ординат траектории функциональной точки проверяемого рабочего органа или ординат траектории относительного движения функциональной точки неподвижной части станка по отношению к проверяемому рабочему органу, в прямоугольной системе координат, ось абсцисс которой проходит через начало и конец траектории.
Функциональная точка - точка, которая определяет формообразование обрабатываемого изделия.
К разд. 5.
Отклонение от параллельности направлений двух перемещений одного или двух рабочих органов - разность расстояний в начале и конце заданной длины перемещения между траекториями функциональных точек подвижных рабочих органов станка.
Отклонение от эквидистантности (параллельности) траекторий двух перемещений рабочих органов - наибольшая разность расстояний на заданной длине перемещения между траекториями функциональных точек подвижных рабочих органов станка.
К разд. 6.
Отклонение от параллельности направления перемещения рабочего органа станка относительно плоскости или оси - разность расстояний в начале и конце заданной длины перемещения между траекторией функциональной точки подвижного рабочего органа станка (или траекторией относительно движения функциональной точки неподвижной части станка по отношению к подвижному рабочему органу станка) и плоскостью или осью, относительно которых проводят измерение.
Суммарное отклонение от прямолинейности и параллельности траектории перемещения рабочего органа относительно плоскости или оси - наибольшая разность расстояний на заданной длине перемещения между траекторией функциональной точки подвижного рабочего органа станка (или траекторией относительно движения функциональной точки неподвижной части станка по отношению к подвижному рабочему органу станка) и плоскостью или осью, относительно которых проводят измерение.
К разд. 7.
Отклонение от параллельности оси поверхности вращения или оси вращения рабочего органа станка относительно плоскости - разность расстояний от оси до плоскости на концах предписанной длины.
(Введен дополнительно, Изм. № 4).
К разд. 8.
Отклонение от перпендикулярности направлений двух перемещений одного или двух рабочих органов - разность расстояний в начале и конце заданной длины перемещения между траекторией функциональной точки подвижного рабочего органа станка (или траекторией относительного движения функциональной точки неподвижной части станка по отношению к подвижному рабочему органу станка) и плоскостью или прямой, перпендикулярной к направлению перемещения рабочего органа станка, относительно которого проводят измерение.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа к направлению его другого перемещения или направлению перемещения другого рабочего органа - наибольшая разность расстояний на заданной длине перемещения между траекторией функциональной точки подвижного рабочего органа станка (или траекторией относительного движения функциональной точки неподвижной части станка по отношению к подвижному рабочему органу станка) и плоскостью или прямой, перпендикулярной к направлению перемещения рабочего органа, относительно которого проводят измерение.
К разд. 9.
Отклонение от перпендикулярности направления перемещения рабочего органа станка к плоскости или оси - разность расстояний в начале и конце заданной длины перемещения между траекторией функциональной точки подвижного рабочего органа станка (или траекторией относительного движения функциональной точки неподвижной части станка по отношению к подвижному рабочему органу станка) и плоскостью, перпендикулярной к плоскости или оси, относительно которых проводят измерение.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа станка к плоскости или оси - наибольшая разность расстояний на заданной длине перемещения между траекторией функциональной точки подвижного рабочего органа станка (или траекторией относительного движения функциональной точки неподвижной части станка по отношению к подвижному рабочему органу станка) и плоскостью, перпендикулярной к плоскости или оси, относительно которых проводят измерение.
К разд. 10.
Отклонение от перпендикулярности оси поверхности вращения или оси вращения рабочего органа станка относительно плоскости - разность между прямым углом и углом, образованным осью и плоскостью в заданном направлении, выраженная в линейных единицах на предписанной длине.
(Введен дополнительно, Изм. № 4).
К разд. 13.
Отклонение от постоянства углового положения проверяемого подвижного рабочего органа - наибольшая алгебраическая разность измерений углового положения проверяемого рабочего органа на предписанной длине его перемещения.
К разд. 14.
Отклонение от соосности - наибольшее расстояние между осями, измеренное в двух поперечных сечениях, размещенных в определенных положениях одно по отношению к другому и к базовой плоскости.
Примечание. Если измерение проводят только в одном сечении, то результатом этого измерения является отклонение от концентричности.
К разд. 17.
Осевое биение рабочего органа станка - разность между наибольшим и наименьшим расстоянием от данной точки оси вращающегося рабочего органа до плоскости перпендикулярной к этой оси.
К разд. 18.
Торцевое биение проверяемого рабочего органа - разность наибольшего и наименьшего расстояний отдельных точек поверхности от плоскости, перпендикулярной к оси вращения, измеренная на торцевой поверхности определенного диаметра при вращении проверяемого рабочего органа. Торцевое биение проверяемого рабочего органа включает отклонение от плоскостности торцевой поверхности Δ1 (черт. 1а), отклонение от перпендикулярности проверяемой поверхности к оси вращения Δ2 (черт. 1б) и осевое движение проверяемой поверхности Δ3 (черт. 1в).

К разд. 21.
Исходное положение Aj - положение, соответствующее заданной точке шкалы или измерительной системы в i-й зоне измерения на длине перемещения (черт. 2).
Номинальное значение наименьшего дискретного перемещения tном - величина наименьшего дискретного поступательного линейного или углового перемещения между двумя соседними положениями рабочего органа, заданная для станка конкретного типоразмера.
Фактическое значение наименьшего дискретного перемещения lij - величина расстояния или углового перемещения между двумя соседними положениями рабочего органа, измеренная при одинаковых рабочих условиях в j-й зоне измерения на длине перемещения при i-м дискретном перемещении рабочего органа (черт. 1) и определяемая по формуле
lij = xji - xj(i-1),
где xji - показание средства измерения (измерительного прибора) в j-й зоне измерения на длине перемещения при i-м дискретном перемещении рабочего органа (черт. 2);
xj(i-1) - показание средства измерения (измерительного прибора) в j-й зоне измерения на длине перемещения при (i - 1) дискретном перемещении, т.е. соседним с i-м дискретным перемещением рабочего органа (черт. 2).

Отклонение от наименьшего номинального дискретного перемещения Δx - наибольшая алгебраическая разность между фактическим и номинальным значениями наименьших дискретных перемещений, определяемая по формуле
Δx = max(lji - lном).
Примечание. Вместо обозначения х можно применять обозначение соответствующей координатной оси или угла поворота (у, z, α, φ и т.д.).
К разд. 22.
Отклонение от одновысотности осей относительно общей базовой плоскости - разность расстояний от этих осей до общей базовой плоскости в заданных сечениях.
К разд. 23.
Отклонение от одновысотности оси относительно базовой плоскости при повороте рабочего органа - разность наибольшего и наименьшего расстояний между базовой плоскостью и осью не менее чем в трех угловых положениях на заданной длине.
(Измененная редакция, Изм. № 2, 3).
К разд. 24.
Отклонение от постоянства расстояния между траекторией перемещения рабочего органа и реальной поверхностью - наибольшая разность расстояний на заданной длине перемещения между траекторией перемещения функциональной точки проверяемого рабочего станка и реальным профилем проверяемой поверхности в одном или нескольких заданных сечениях.
В тех случаях, когда функциональная точка неподвижна, отклонение от постоянства расстояния определяют относительно траектории относительного движения рабочего органа станка.
(Введен дополнительно, Изм. № 4).
К разд. 25.
Размах отклонений от заданного положения рабочего органа станка Rj при многократном подходе в заданное положение или на упор - наибольшая разность линейных или угловых размеров, характеризующих фактическое положение рабочего органа при многократном подходе в заданное положение или на упор в направлении перемещения (черт. 3).

АА - заданное положение рабочего органа; i - порядковый номер измерений при проверке; j - порядковый номер положения рабочего органа
Среднее арифметическое отклонение от
заданного положения рабочего органа: ![]() где Δxji -
результат отдельного измерения.
где Δxji -
результат отдельного измерения.
Среднее квадратическое отклонение от заданного положения рабочего органа:
Наибольшее поле рассеяния отклонений от заданного положения рабочего органа Rmax = 6an · Rj при n ≤ 10, где an зависит от n
|
5 |
6 |
7 |
8 |
9 |
10 |
|
|
an |
0,4299 |
0,3946 |
0,3698 |
0,3512 |
0,3367 |
0,3249 |
или Rmax = 6S при 10 < n ≤ 50
К разд. 26.
Взаимосвязанные формообразующие движения - перемещение двух или нескольких рабочих органов станка, мгновенные положения которых относительно друг друга определяются заданной взаимной зависимостью.
Кинематическая точность - степень приближения значений фактических перемещений рабочих органов станка, выполняющих взаимосвязанные формообразующие движения, к номинальным, определяемым заданной взаимной зависимостью, приведенной в нормативной документации.
Кинематомер - прибор, контролирующий кинематическую точность и состоящий из:
- двух или нескольких датчиков, каждый из которых контролирует перемещения рабочих органов станка, выполняющих взаимосвязанные формообразующие движения;
- устройства, принимающего и обрабатывающего первичную информацию о перемещениях рабочих органов станка;
- регистрирующего устройства, фиксирующего отклонения значений фактических перемещений от номинальных значений.
(Измененная редакция, Изм. № 5, 6).
Приложение 10. (Исключено, Изм. № 5).
ПРИЛОЖЕНИЕ 11
Справочное
Пример определения отклонения от перпендикулярности направления перемещения рабочего органа к плоскости при измерении с помощью поверочного угольника и прибора для измерения длин (п. 9.2.1, метод 1б).
Измерение проводят при перемещении рабочего органа на 300 мм с поворотом угольника на 180°.
|
Показание измерительного прибора, мкм |
Алгебраическая разность показаний измерительного прибора, мкм |
||
|
в начале перемещения рабочего органа |
в конце перемещения рабочего органа |
||
|
Исходное |
+7 |
+4 |
3 |
|
После поворота на 180° |
+9 |
-4 |
13 |
|
Отклонение от перпендикулярности направления перемещения рабочего органа к плоскости, мкм |
|
||
(Введено дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ 11а
Справочное
Пример определения отклонения от эквидистантности (параллельности) траекторий перемещений рабочих органов при измерении с помощью поверочной линейки (контрольной оправки) и двух приборов для измерения длин (п. 5.2.2).
Измерение проводят при перемещении рабочих органов на 300 мм с интервалами (шагами) измерения 75 мм.
|
Показание измерительного прибора, мкм, установленного |
Алгебраическая разность показаний измерительных приборов, мкм |
||
|
на первом (базовом) рабочем органе |
на втором рабочем органе |
||
|
1 |
0 |
0 |
0 |
|
2 |
-3 |
-2 |
-1 |
|
3 |
-5 |
-4 |
-1 |
|
4 |
-7 |
+3 |
-10 |
|
5 |
+2 |
-6 |
+8 |
Отклонение от эквидистантности (параллельности) траекторий перемещений рабочих органов будет равно 10 мкм.
(Введено дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 12
Справочное
Пример определения отклонения от перпендикулярности направления перемещения рабочего органа к оси при измерении с помощью поверочного угольника, контрольной оправки и прибора для измерения длин (п. 9.2.6).
Измерение проводят при перемещении рабочего органа на 300 мм с поворотом поверочного угольника и контрольной оправки на 180°.
|
Положение угольника |
Показание измерительного прибора, мкм |
Алгебраическая разность показаний, измерительного прибора, мкм |
||
|
в начале перемещения рабочего органа |
в конце перемещения рабочего органа |
|||
|
Исходное |
Исходное |
7 |
4 |
3 |
|
После поворота на 180° |
-5 |
+2 |
-7 |
|
|
После поворота на 180° |
Исходное |
+9 |
-4 |
13 |
|
После поворота на 180° |
-3 |
-6 |
3 |
|
|
Отклонение от перпендикулярности, направления перемещения рабочего органа к оси, мкм |
|
|||
(Введено дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ 12а
Справочное
Пример определения отклонения от концентричности осей рабочих органов при измерении с помощью прибора для измерения длин, установленного на одном из них, непосредственно ощупывающего поверхность вращения другого (проверяемого) рабочего органа или цилиндрическую поверхность контрольной оправки, установленной в отверстии этого рабочего органа (п. 14.2.5).
1. Пример 1
Измерение проводят без поворота поверхности вращения проверяемого, рабочего органа или контрольной оправки
|
Плоскость измерения |
Положение измерительного прибора |
Показание измерительного прибора, мкм, при |
Среднее арифметическое показаний измерительного прибора при двух оборотах, мкм |
Полуразность средних арифметических показаний измерительного прибора при двух оборотах и в двух его положениях, мкм |
|
|
первом обороте рабочего органа |
втором обороте рабочего органа |
||||
|
а-а' |
а |
0 |
2 |
1 |
|
|
а' |
4 |
6 |
5 |
||
|
б-б' |
б |
3 |
3 |
3 |
|
|
б' |
18 |
20 |
19 |
||
Отклонение от концентричности осей рабочих органов; в плоскости а-а' будет равно 2 мкм; в плоскости б-б' - 8 мкм.
Отклонение от концентричности осей рабочих органов, будет равно 8 мкм.
2. Пример 2
Измерение проводят с поворотом поверхности вращения проверяемого рабочего органа или контрольной оправки на 180°.
|
Положение проверяемой поверхности |
Положение измерительного прибора |
Показание измерительного прибора, мкм, при |
Среднее арифметическое показаний измерительного прибора при двух оборотах, мкм |
Полуразность средних арифметических показаний измерительного прибора при двух оборотах и в двух его положениях, мкм |
Среднее арифметическое значение полуразности в соответствующей плоскости при двух положениях проверяемой поверхности, мкм |
||
|
первом обороте рабочего органа |
втором обороте рабочего органа |
||||||
|
а-а' |
Исходное |
а |
0 |
2 |
1 |
|
|
|
а' |
4 |
6 |
5 |
||||
|
После поворота на 180° |
а |
38 |
36 |
37 |
|
||
|
а' |
8 |
6 |
7 |
||||
|
б-б' |
Исходное |
б |
3 |
3 |
3 |
|
|
|
б' |
18 |
20 |
19 |
||||
|
После поворота на 180° |
б |
6 |
8 |
7 |
|
||
|
б' |
52 |
50 |
51 |
||||
Отклонение от концентричности осей рабочих органов: в плоскости а-а' будет равно 6,5 мкм; в плоскости б-б' - 15 мкм.
Отклонение от концентричности осей рабочих органов будет равно 15 мкм.
(Введено дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 12б
Справочное
Примеры определения отклонения от соосности осей рабочих органов при измерении с помощью двух приборов для измерения длин и контрольной оправки (п. 14.2.6).
1. Пример 1
Измерение проводят в двух поперечных сечениях I и II контрольной оправки без поворота контрольной оправки.
|
Плоскость измерения |
Сечение измерения |
Положение измерительного прибора |
Показание измерительного прибора, мкм, при |
Среднее арифметическое показаний измерительного прибора при двух оборотах, мкм |
Полуразность средних арифметических показаний измерительного прибора при двух оборотах и в двух его положениях, мкм |
|
|
первом обороте рабочего органа |
втором обороте рабочего органа |
|||||
|
а-а' |
I |
а |
17 |
19 |
18 |
|
|
а' |
6 |
6 |
6 |
|||
|
II |
а |
40 |
44 |
42 |
|
|
|
а' |
11 |
9 |
10 |
|||
|
б-б' |
I |
б |
34 |
30 |
32 |
|
|
б' |
11 |
9 |
10 |
|||
|
II |
б |
93 |
87 |
90 |
|
|
|
б' |
4 |
4 |
4 |
|||
Отклонение от соосности осей рабочих органов: в плоскости а-а' будет равно 16 мкм; в плоскости б-б' - 43 мкм.
Отклонение от соосности осей рабочих органов будет равно 43 мкм.
2. Пример 2
Измерение проводят в двух поперечных сечениях I и II контрольной оправки с поворотом контрольной оправки на 180°.
|
Сечение измерения |
Положение контрольной оправки |
Положение измерительного прибора |
Показание измерительного прибора, мкм, при |
Среднее арифметическое показаний измерительного прибора при двух оборотах, мкм |
Полуразность средних арифметических показаний измерительного прибора при двух его положениях, мкм |
Среднее арифметическое значение полуразности в соответствующих сечениях при двух положениях оправки, мкм |
||
|
первом обороте рабочего органа |
втором обороте рабочего органа |
|||||||
|
а-а' |
I |
Исходное |
а |
17 |
19 |
18 |
|
|
|
а' |
6 |
6 |
6 |
|||||
|
После поворота на 180° |
а |
22 |
20 |
21 |
|
|||
|
а' |
6 |
4 |
5 |
|||||
|
II |
Исходное |
а |
40 |
44 |
42 |
|
|
|
|
а' |
11 |
9 |
10 |
|||||
|
После поворота на 180° |
а |
40 |
36 |
38 |
|
|||
|
а' |
13 |
15 |
14 |
|||||
|
б-б' |
I |
Исходное |
б |
34 |
30 |
32 |
|
|
|
б' |
11 |
9 |
10 |
|||||
|
После поворота на 180° |
б |
29 |
27 |
28 |
|
|||
|
б' |
12 |
8 |
10 |
|||||
|
II |
Исходное |
б |
93 |
87 |
90 |
|
|
|
|
б' |
4 |
4 |
4 |
|||||
|
После поворота на 180° |
б |
85 |
95 |
90 |
|
|||
|
б' |
15 |
17 |
16 |
|||||
Отклонение от соосности осей рабочих органов: в плоскости а-а' будет равно 14 мкм; в плоскости б-б' - 40 мкм.
Отклонение от соосности осей рабочих органов будет равно 40 мкм.
(Введено дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 13
Справочное
Пример определения радиального биения поверхности отверстия рабочего органа при измерении с помощью измерительного прибора и контрольной оправки (п. 15.3.2).
Измерение радиального биения проводят в двух поперечных сечениях I и II в двух взаимно перпендикулярных плоскостях а и б.
|
Плоскость измерения |
Наибольшая алгебраическая разность показаний измерительного прибора, мкм, при положении оправки |
Среднее арифметическое показаний измерительного прибора, мкм |
||||
|
0° |
90° |
180° |
270° |
|||
|
I |
а |
5 |
6 |
7 |
4 |
5,5 |
|
б |
7 |
6 |
5 |
6 |
6 |
|
|
II |
а |
13 |
14 |
15 |
14 |
14 |
|
б |
10 |
12 |
16 |
14 |
13 |
|
Радиальное биение в сечении I равно 6 мкм, в сечении II равно 14 мкм.
(Введено дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ 14
Справочное
Пример определения осевого биения шпинделя станка при измерении с помощью двух измерительных приборов (п. 7.2.2).
Измерение осевого биения шпинделя проводят двумя измерительными приборами в точках измерения а и а' при четырех оборотах шпинделя.
|
Точка измерения |
Показание измерительного прибора, мкм, при обороте шпинделя |
Среднее арифметическое показание измерительных приборов, мкм |
||||
|
1 |
2 |
3 |
4 |
|||
|
0° |
а |
41 |
40 |
40 |
39 |
40,0 |
|
а' |
39 |
40 |
40 |
41 |
||
|
45° |
а |
42 |
43 |
42 |
42 |
38,8 |
|
а' |
34 |
36 |
35 |
36 |
||
|
90° |
а |
54 |
55 |
53 |
54 |
40,5 |
|
а' |
27 |
26 |
28 |
27 |
||
|
135° |
а |
68 |
66 |
67 |
65 |
42,9 |
|
а' |
20 |
19 |
19 |
19 |
||
|
180° |
а |
76 |
76 |
76 |
75 |
46,5 |
|
а' |
17 |
18 |
18 |
16 |
||
|
225° |
а |
70 |
71 |
71 |
71 |
44,9 |
|
а' |
19 |
20 |
19 |
18 |
||
|
270° |
а |
50 |
55 |
56 |
54 |
38,9 |
|
а' |
24 |
23 |
24 |
25 |
||
|
315° |
а |
44 |
44 |
43 |
43 |
38,6 |
|
а' |
34 |
33 |
34 |
34 |
||
Осевое биение равно 46,5 - 38,6 = 7,9 мкм.
(Введено дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ 15
Справочное
Пример определения отклонения от наименьшего номинального дискретного перемещения рабочего органа при измерении с помощью прибора для измерения длин (п. 21.2.1).
Измерение проводят в трех зонах измерения на длине перемещения рабочего органа при десяти дискретных перемещениях в каждой зоне измерения с номинальным значением наименьшего дискретного перемещения рабочего органа lном = 10 мкм.
|
Зона изменения j на длине перемещения рабочего органа |
Дискретное перемещение рабочего органа i в зоне измерения |
Показание измерительного прибора xji, мкм |
Фактическое значение наименьшего перемещения lji, мкм |
Отклонение от наименьшего номинального дискретного перемещения Δх, мкм |
|
1 |
0 |
0 |
- |
- |
|
1 |
13 |
13 |
3 |
|
|
2 |
18 |
5 |
5 |
|
|
3 |
26 |
8 |
2 |
|
|
4 |
40 |
14 |
4 |
|
|
5 |
50 |
10 |
0 |
|
|
6 |
61 |
11 |
1 |
|
|
7 |
69 |
8 |
2 |
|
|
8 |
79 |
10 |
0 |
|
|
9 |
89 |
10 |
0 |
|
|
10 |
99 |
10 |
0 |
|
|
2 |
0 |
0 |
- |
- |
|
1 |
12 |
12 |
2 |
|
|
2 |
17 |
5 |
5 |
|
|
3 |
28 |
11 |
1 |
|
|
4 |
39 |
11 |
1 |
|
|
5 |
52 |
13 |
3 |
|
|
6 |
59 |
7 |
3 |
|
|
7 |
68 |
9 |
1 |
|
|
8 |
78 |
10 |
0 |
|
|
9 |
88 |
10 |
0 |
|
|
10 |
98 |
10 |
0 |
|
|
3 |
0 |
0 |
- |
- |
|
1 |
12 |
12 |
2 |
|
|
2 |
23 |
11 |
1 |
|
|
3 |
33 |
10 |
0 |
|
|
4 |
40 |
7 |
3 |
|
|
5 |
48 |
8 |
2 |
|
|
6 |
61 |
13 |
3 |
|
|
7 |
73 |
12 |
2 |
|
|
8 |
83 |
10 |
0 |
|
|
9 |
93 |
10 |
0 |
|
|
10 |
102 |
9 |
1 |
Отклонение от наименьшего номинального дискретного перемещения рабочего органа в первой зоне измерения будет равно 5 мкм, во второй зоне измерения - 5 мкм, в третьей зоне измерения - 3 мкм.
Отклонение от наименьшего номинального дискретного перемещения на всей длине перемещения рабочего органа будет равно 5 мкм.
ПРИЛОЖЕНИЕ 16
Справочное
Пример определения отклонения от одновысотности осей рабочих органов относительно общей базовой плоскости при измерении с помощью прибора для измерения длин и контрольной оправки (п. 22.2.1).
1. Пример 1
Измерение проводят в двух поперечных сечениях I и II контрольной оправки с поворотом контрольной оправки на 180° вокруг ее оси.
|
Положение контрольной оправки |
Показание измерительного прибора, мкм |
Среднее арифметическое показаний измерительного прибора, мкм |
|
|
I |
Исходное |
8 |
11 |
|
После поворота на 180° |
14 |
||
|
II |
Исходное |
18 |
22 |
|
После поворота на 180° |
26 |
Отклонение от одновысотности осей рабочих органов будет равно 22 - 11 = 11 мкм.
2. Пример 2
Измерение проводят с переменой положения концов контрольной оправки (поворотом в плоскости, параллельной базовой, на 180°) в двух поперечных сечениях I и II контрольной оправки с поворотом контрольной оправки на 180° вокруг ее оси.
|
Положение концов контрольной оправки |
Сечение измерения |
Положение контрольной оправки |
Показание измерительного прибора, мкм |
Среднее арифметическое показаний измерительного прибора, мкм |
Разность средних арифметических показаний измерительного прибора, мкм |
|
Исходное |
I |
Исходное |
8 |
11 |
11 |
|
После поворота на 180° |
14 |
||||
|
II |
Исходное |
18 |
22 |
||
|
После поворота на 180° |
26 |
||||
|
Измененное (после поворота контрольной оправки на 180° в плоскости, параллельной базовой плоскости) |
I |
Исходное |
3 |
6 |
29 |
|
После поворота на 180° |
5 |
||||
|
II |
Исходное |
32 |
33 |
||
|
После поворота на 180° |
34 |
Отклонение от одновысотности осей рабочих
органов будет равно ![]()
ПРИЛОЖЕНИЕ 17
Справочное
Пример определения отклонения от одновысотности оси рабочего органа относительно базовой плоскости при повороте рабочего органа при измерении с помощью прибора для измерения длин и контрольной оправки (п. 23.2.1).
Измерение проводят в трех угловых положениях рабочего органа - I, II и III при повороте его на угол α = α' = 30°, на расстоянии l = 300 мм от оси поворота рабочего органа.
|
Показание измерительного прибора, мкм |
|
|
I |
0 |
|
II |
+15 |
|
III |
-3 |
Отклонение от одновысотности оси рабочего органа относительно базовой плоскости при повороте рабочего органа будет равно 15 - (-3) = 18 мкм.
Приложения 15 - 17 (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 18
Справочное
Пример определения отклонений от параллельности оси рабочего органа относительно плоскости при измерении с помощью поверочной линейки, контрольной оправки и прибора для измерения длин (п. 7.2.1).
Измерение проводилось в двух сечениях контрольной оправки I и II, расположенных на расстоянии 300 мм друг от друга, с поворотом контрольной оправки и поверочной линейки на 180°.
|
Положение поверочной линейки |
Показания измерительного прибора, мкм, в сечениях |
||
|
I |
II |
||
|
Исходное |
Исходное |
0 |
13 |
|
После поворота на 180° |
4 |
17 |
|
|
После поворота на 180° |
Исходное |
-2 |
15 |
|
После поворота на 180° |
2 |
19 |
|
Среднее арифметическое показаний измерительного прибора:
в сечении I: ![]()
в сечении II: ![]()
Отклонение от параллельности оси рабочего органа относительно плоскости равно 16 - 1 = 15 мкм.
ПРИЛОЖЕНИЕ 19
Справочное
Пример определения отклонения от параллельности оси рабочего органа относительно плоскости при измерении с помощью поверочного цилиндрического угольника, коленчатой оправки и прибора для измерения длин (п. 7.2.3).
Измерение проводилось три раза в каждом из двух сечений поверочного цилиндрического угольника I и II, расположенных на расстоянии 300 мм друг от друга с помощью коленчатой оправки с двумя измерительными приборами, с поворотом поверочного цилиндрического угольника и рабочего органа с коленчатой оправкой на 180°.
|
Положение рабочего органа |
Показания измерительного прибора, мкм, в сечениях |
||
|
I |
II |
||
|
Исходное |
Исходное |
7, 9, 8 |
20, 22, 21 |
|
После поворота на 180° |
20, 22, 18 |
23, 26, 26 |
|
|
После поворота на 180° |
Исходное |
5, 4, 6 |
15, 17, 16 |
|
После поворота на 180° |
21, 25, 23 |
13, 16, 13 |
|
Среднее арифметическое показаний измерительных приборов:
в сечении I: ![]()
в сечении II: ![]()
Отклонение от параллельности оси вращения рабочего органа относительно плоскости равно 19 - 14 = 5 мкм.
ПРИЛОЖЕНИЕ 20
Справочное
Пример определения отклонения от перпендикулярности оси вращения рабочего органа относительно плоскости при измерении с помощью плоского поверочного угольника, контрольной оправки, поверочной линейки и прибора для измерения длин (п. 10.2.4).
1. Пример 1
Измерение проводилось в двух сечениях измерительной поверхности плоского поверочного угольника I и II, расположенных на расстоянии 300 мм друг от друга с поворотом поверочной линейки и рабочего органа вместе с контрольной оправкой на 180°.
|
Положение рабочего органа |
Показания измерительного прибора, мкм, в сечениях |
||
|
I |
II |
||
|
Исходное |
Исходное |
12 |
8 |
|
После поворота на 180° |
16 |
10 |
|
|
После поворота на 180° |
Исходное |
18 |
12 |
|
После поворота на 180° |
24 |
14 |
|
Среднее арифметическое показаний измерительного прибора:
в сечении I: ![]()
в сечении II: ![]()
Отклонение от перпендикулярности оси вращения рабочего органа относительно плоскости равно 17,5 - 11 = 6,5 мкм.
2. Пример 2
Измерение проводилось в двух сечениях измерительной поверхности плоского поверочного угольника I и II, расположенных на расстоянии 300 мм друг от друга с поворотом поверочной линейки на 180° и контрольной оправки, отсоединенной от рабочего органа, последовательно на 90°.
|
Положение контрольной оправки |
Показания измерительного прибора, мкм, в сечениях |
||
|
I |
II |
||
|
Исходное |
Исходное |
10 |
4 |
|
После поворота на 90° |
12 |
6 |
|
|
После поворота на 180° |
14 |
8 |
|
|
После поворота на 270° |
16 |
10 |
|
|
После поворота на 180° |
Исходное |
18 |
12 |
|
После поворота на 90° |
20 |
14 |
|
|
После поворота на 180° |
22 |
16 |
|
|
После поворота на 270° |
24 |
18 |
|
Среднее арифметическое показаний измерительного прибора:
в сечении I: ![]()
в сечении II: ![]()
Отклонение от перпендикулярности оси вращения рабочего органа относительно плоскости равно 17 - 11 = 6 мкм.
ПРИЛОЖЕНИЕ 21
Справочное
Пример определения отклонения от пересечения осей рабочих органов с помощью коленчатой оправки, прибора для измерения длин и контрольной оправки (п. 12.2.1)
Измерение проводилось 4 раза с поворотом контрольной оправки относительно рабочего органа - оси II и коленчатой оправки относительно рабочего органа (шпинделя) - оси I на 180°.
|
Положение коленчатой оправки (ось I) |
Показания измерительного прибора, мкм, в положениях |
Алгебраическая полуразность показании измерительного прибора, мкм |
Среднее арифметическое значение алгебраических полуразностей показаний измерительного прибора, мкм |
||
|
а |
а' |
||||
|
Исходное |
Исходное |
5 |
-5 |
5 |
6 |
|
После поворота на 180° |
10 |
2 |
4 |
||
|
После поворота на 180° |
Исходное |
12 |
-4 |
8 |
|
|
После поворота на 180° |
8 |
-6 |
7 |
||
Отклонение от пересечения осей рабочих органов равно 6 мкм.
Приложения 18 - 21. (Введены дополнительно, Изм. № 4).
ПРИЛОЖЕНИЕ 22
Справочное
Пример определения размаха Rj и поля рассеяния Rmax при n = 5 подходов рабочего органа на упор
|
Показания измерительного прибора Δxji, мкм, при i, равном |
Rj, мкм |
|||||
|
1 |
2 |
3 |
4 |
5 |
||
|
1 |
18 |
30 |
36 |
47 |
51 |
33 |
|
2 |
21 |
8 |
32 |
40 |
28 |
32 |
|
3 |
42 |
57 |
43 |
38 |
28 |
29 |
Наибольший размах Rj = 33 мкм
Rmax = 6cn · Rj = 6 · 0,4299 · 33 = 85 мкм.
(Введено дополнительно, Изм. № 5).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.С. Белов, д-р техн. наук; Н.Ф. Хлебалин, д-р техн. наук; В.И. Абанкин, канд. техн. наук; А.Н. Байков, канд. техн. наук; Б.Д. Никитин; В.А. Веденский, канд. техн. наук; С.С. Кедров, канд. техн. наук; М.М. Левин; В.Я. Черневич, канд. техн. наук; Н.В. Соколова, В.А. Титкова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 21.12.76 № 2788
3. Срок проверки - 1991 г.
4. Стандарт полностью соответствует СТ СЭВ 3719-82, СТ СЭВ 3720-82, СТ СЭВ 3722-82, СТ СЭВ 4141-83 - СТ СЭВ 4145-83, СТ СЭВ 4148-83, СТ СЭВ 4580-84 - СТ СЭВ 4585-84, СТ СЭВ 4992-85, СТ СЭВ 4993-85, СТ СЭВ 4995-85, СТ СЭВ 4996-85, СТ СЭВ 5545-86.
Стандарт соответствует СТ СЭВ 3721-82 и рекомендации по стандартизации PC 4591-74 в части схем и способов измерений. Стандарт соответствует рекомендации ИСО Р230-61 в части схем и способов измерений геометрических параметров станков
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
7. Переиздание (сентябрь 1988 г.) с Изменениями № 1, 2, 3, 4, 5, утвержденными в августе 1983 г.; мае 1984 г.; апреле 1985 г.; мае 1986 г.; апреле 1987 г. (ИУС № 11-83, 8-84, 7-85, 8-86, 7-87)
СОДЕРЖАНИЕ