
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
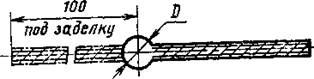
ЗАДЕЛКА КАНАТОВ «НА ШАРИК»
КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 18489-73
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЗАДЕЛКА КАНАТОВ «НА ШАРИК» Конструкция и размеры Sealing off ropes |
ГОСТ |
* Переиздание (май 1984 г.) с Изменениями № I, 2, утвержденными в марте 1976 г. (ИУС № 4-76, 5-84).
Постановлением Государственного комитета стандартов Совета Министров СССР от 16 марта 1973 г. № 602 срок введения установлен
с 01.07.74
Проверен в 1983 г. Постановлением Госстандарта от 20.01.84 № 258 срок действия продлен
до 01.07.89
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на заделку стальных канатов по ГОСТ 3062-80 «на шарик», применяемую для крепления крышек, лючков и других элементов конструкций несилового назначения.
Стандарт не распространяется па заделку, применяемую в подъемном оборудовании.
2. Конструкция и размеры заделки должны соответствовать указанным на чертеже и в таблице.
|
Условное обозначение каната |
Применяемость |
Диаметр |
Разрушающее
усилие не менее |
|
1,00-Г-В-С-Н-1770 (180) |
3,5 |
630 |
|
|
1,60-Г-В-С-Н-1770 (180) |
4,5 |
1320 |
(Измененная редакция, Изм. № 3).
Пример условного обозначения заделки каната диаметром 1,60 мм:
Заделка 1,60 ГОСТ 18489-73
3. Канаты до выполнения заделки подвергают предварительной вытяжке по ГОСТ 3120-75 усилем, равным половине разрывного усилия каната, предусмотренного ГОСТ 3062-80. Оборванная проволока на канатах не допускается.
4. Технология выполнения заделки приведена в приложении.
5. Канаты с заделкой погружают на 2-5 мин в пластичную смазку ПВК по ГОСТ 19537-83, нагретую до 110-120°С.
(Измененная редакция, Изм. № 1, 3).
ПРИЛОЖЕНИЕ
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ ЗАДЕЛКИ
1. Канат завязать одинарным узлом, затянуть узел и откусить кусачками лишний конец.
2. Узел обжать клещами или штампом, рабочая часть которых сделана в форме шара.
3. Провести визуальный контроль качества узла.
4. Узел каната обезжирите: окунуть два, три раза в течение минуты в хлористый цинк по ГОСТ 7345-78.
5. Узел паять оловом марки 02 по ГОСТ 860-75.
6. Паяный узел промыть в горячей воде.
7. Обжать паяный узел клещами или штампом, рабочая часть которых имеет форму шара.
8. Провести окончательный визуальный контроль заделанного «на шарик» узлом каната.
9. На готовом канате (у шарика) прикрепить ярлык с клеймами рабочего и контролера.
(Измененная редакция, Изм. № 2).