
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЭЛЕМЕНТЫ ШТАМПУЕМЫХ ДЕТАЛЕЙ
КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 17040-80
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЭЛЕМЕНТЫ ШТАМПУЕМЫХ ДЕТАЛЕЙ Конструкция и размеры Stamping part
elements. |
ГОСТ |
Дата введения 01.07.81
1. Настоящий стандарт распространяется на типовые элементы (сгиб, отбортовка, выдавка, борт) для придания жесткости штампуемым деталям из листа цветных сплавов толщиной s £ 4 мм с допускаемым утонением материала при штамповке не более 20 %.
Стандарт устанавливает конструкцию и размеры следующих типовых элементов штампуемых деталей табл. 1а.
Термины и определения элементов даны в приложении 1.
Таблица 1а
|
Номер элемента (первая цифра в условном обозначении) |
Тип элемента (вторая цифра в условном обозначении) |
|
|
Сгиб |
||
|
Отбортовка: |
1 |
|
|
тип 1- нормальная |
1 |
|
|
тип 2 - под углом 60° |
2 |
|
|
тип 3 - тарельчатая |
3 |
|
|
Выдавка: |
||
|
глухая отбортовка |
2 |
|
|
Рифт: |
3 |
|
|
тип 1 - с полукруглым сечением с округленной законцовкой |
1 |
|
|
тип 2 - с полукруглым сечением с прямой законцовкой |
2 |
|
|
тип 3 - с трапециевидным сечением |
3 |
|
|
Борт: |
4 |
|
|
тип 1 - выпуклый |
1 |
|
|
тип 2 - вогнутый |
2" |
(Измененная редакция, Изм. № 1).
2. СГИБ
2.1. (Исключен, Изм. № 1).
2.2. Минимально допустимый радиус сгиба R при свободной гибке листового материала толщиной s £ 4 мм, получаемый за одну операцию штамповки, подсчитывают по формуле
R = i · C · s, (1)
где i - коэффициент сгиба, зависящий от марки и состояния поставки материала и определяемый для сплавов:
алюминиевых по табл. 1,
титановых по табл. 2,
магниевых по табл. 3,
медных по табл. 4;
С - поправочный коэффициент, зависящий от угла сгиба и определяемый по табл. 5;
s - толщина материала, мм.
Схема сгиба указана на черт. 1.
Таблица 1
|
Состояние материала |
Состояние кромок, подвергаемых гибке |
Коэффициент сгиба i |
|
|
А0, А7 по ГОСТ 11069-74 |
Отожженный |
Зачищенные |
0,5 |
|
Нагартованный |
1,0 |
||
|
АД1 |
Отожженный |
0,5 |
|
|
Нагартованный |
1,0 |
||
|
АМц |
Отожженный |
0,5 |
|
|
Полунагартованный |
1,5 |
||
|
Нагартованный |
4,0 |
||
|
АМг2 |
Отожженный |
1,0 |
|
|
Нагартованный |
2,0 |
||
|
АМг3 |
Отожженный |
1,0 |
|
|
Полунагартованный |
2,0 |
||
|
АМг5*, АМг6* |
Отожженный |
2,0 |
|
|
АК4-1 |
Холоднокатаный и отожженный при t = 290° ÷ 310° |
1,0 |
|
|
Д1 |
Отожженный |
Зачищенные |
1,0 |
|
Естественно состаренный |
2,5 |
||
|
Д16*, Д19** |
Отожженный |
1,0 |
|
|
Свежезакаленный |
1,5 |
||
|
Естественно состаренный |
2,5 |
||
|
B95 |
Отожженный |
1,5 |
|
|
Свежезакаленный |
2,0 |
||
|
1915 |
Отожженный с охлаждением на воздухе |
1,5 |
|
|
АД1 |
Отожженный |
Незачищенные |
0,5 |
|
АМц |
Отожженный |
0,5 |
|
|
Д16*, Д19** |
Отожженный |
3,0 |
|
|
Свежезакаленный |
4,0 |
||
|
Естественно состаренный |
5,0 |
||
|
АМг2, АМг3 |
Отожженный |
3,0 |
|
|
АК4-1 |
Отожженный |
3,0 |
|
|
В95 |
Отожженный |
4,0 |
|
|
1420*, ** |
Закаленный в воде с правкой (поставка). |
Зачищенные |
3,0 |
|
1201** |
То же, с перезакалкой |
2,0 |
|
|
Отожженный |
1,0 |
* Значения коэффициентов сгиба i даны:
по материалу марки Д16 - для деталей, исключающих постановку их на изделие в состоянии Т1;
по материалу марки 1420 - для деталей, подвергающихся последующей закалке;
по материалам марок АМг5, АМг6, 1420 - при условии снятия по кромке нагартованного слоя (после раскроя) фрезерованием или при наличии смягчающей термообработки.
** Марка материала регламентирована в отраслевой документации.
Параметр шероховатости поверхности зачищенных кромок для АМг5 и АМг6 - Rz £ 40 мкм, для остальных материалов - Rz £ 20 мкм, при условии отсутствия смягчающей термообработки после раскроя на ножницах (в штампе).
Сгиб
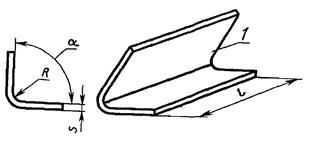
1 - кромка в зоне сгиба материала
Черт. 1
Таблица 2
|
Состояние материала |
Состояние кромок, подвергаемых гибке |
Коэффициент сгиба i при условии деформирования |
||||||
|
вхолодную |
с нагревом |
|||||||
|
при толщине заготовки s, мм |
||||||||
|
до 1,0 |
св. 1,0 до 3,0 |
св. 3,0 до 4,0 |
до 1,0 |
св. 1,0 до 3,0 |
св. 3,0 до 4,0 |
|||
|
ВТ1-00, ВТ1-0 |
Отоженный |
Защищенные |
1,5 |
2,0 |
3,0 |
- |
- |
- |
|
0Т4-0 |
2,0 |
2,5 |
4,0 |
1,5 |
1,5 |
2,0 |
||
|
0Т4-1 |
2,5 |
3,0 |
2,0 |
2,5 |
||||
|
0Т4 |
3,0 |
3,5 |
4,5 |
2,0 |
2,5 |
|||
|
ВТ6С |
4,0 |
5,0 |
6,0 |
3,0 |
3,5 |
4,0 |
||
|
ВТ14 |
2,0 |
3,0 |
3,5 |
|||||
|
ВТ5-1 |
3,0 |
3,5 |
4,0 |
|||||
|
ВТ20 |
5,0 |
7,0 |
9,0 |
|||||
Параметр шероховатости поверхности зачищенных кромок Rz £ 40 мкм по ГОСТ 2789-73.
Таблица 3
|
Состояние материала |
Состояние кромок, подвергаемых гибке |
Коэффициент сгиба i при условии деформирования |
||
|
вхолодную |
с нагревом |
|||
|
МА1 |
Отожженный |
Зачищенные |
7,0 |
2,5 |
|
МА8 |
Отожженный |
6,0 |
2,0 |
|
|
Полунагартованный |
13,0 |
3,5 |
||
|
МА2-1, МА2-1 п.ч. |
Отожженный |
7,0 |
3,0 |
|
|
МА15 |
Отожженный |
6,0 |
2,0 |
|
|
МА20 |
Отожженный |
3,0 |
1,5 |
|
Параметр шероховатости поверхности зачищенных кромок - Rz £ 40 мкм по ГОСТ 2789-73.
Таблица 4
|
Состояние материала |
Состояние кромок, подвергаемых гибке |
Коэффициент сгиба |
|
|
М1; М2; М3 по ГОСТ 859-78 |
Мягкий |
Зачищенные |
0,3 |
|
Твердый |
2,0 |
||
|
Л90 по ГОСТ 15527-70 |
Мягкий |
0,2 |
|
|
Л63; Л68 по ГОСТ 15527-70 |
Мягкий |
0,3 |
|
|
Полутвердый; твердый |
0,8 |
||
|
ЛС 59-1 по ГОСТ 15527-70 |
Мягкий |
1,0 |
|
|
Твердый |
2,0 |
||
|
БрКМц3-1 по ГОСТ 18175-78 |
Мягкий |
0,8 |
|
|
Твердый |
1,5 |
||
|
БрБ2 по ГОСТ 18175-78 |
Мягкий |
1,0 |
|
|
Твердый |
2,4 |
Параметр шероховатости поверхности зачищенных кромок Rz £ 40 мкм по ГОСТ 2789-73.
Таблица 5
|
Поправочный коэффициент С |
|||||||
|
при угле сгиба a |
|||||||
|
30° |
45° |
60° |
90° |
105° |
120° |
150° |
|
|
Алюминиевые и титановые сплавы |
1,15 |
1,10 |
1,05 |
1,00 |
0,95 |
0,90 |
- |
|
Магниевые сплавы |
1,30 |
1,20 |
1,10 |
- |
0,80 |
||
|
Медь и медные сплавы |
1,63 |
1,45 |
1,36 |
0,90 |
|||
(Измененная редакция, Изм. № 1, 2).
3. ОТБОРТОВКА
3.1. (Исключен, Изм. № 1).
3.2. Для деталей из алюминиевых, магниевых и титановых сплавов устанавливаются следующие типы отбортовок:
тип 1 - нормальная; тип 2 - под углом 60°; тип 3 - тарельчатая.
(Измененная редакция, Изм. № 2).
3.3. Конструкция и размеры отбортовок должны соответствовать:
нормальная - черт. 2 и табл. 6;
под углом 60° - черт. 3 и табл. 7;
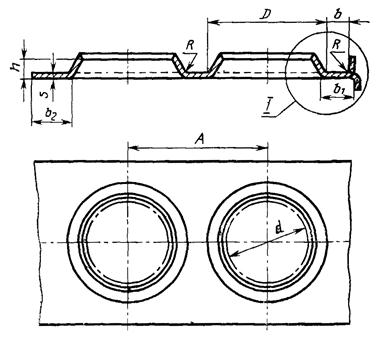
тарельчатая - черт. 4 и табл. 8.
В чертежах 2, 3, 4 и таблицах 6, 7, 8 d - диаметр отверстия до отбортовки.
Отбортовка типа 1
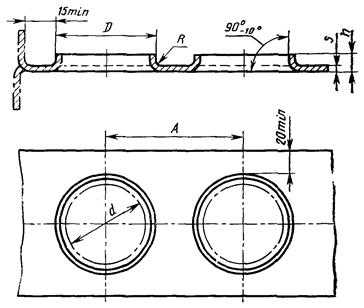
Черт. 2
Таблица 6
мм
|
d |
s |
R |
h |
А, не менее |
||
|
5 |
3,5 |
0,5 |
0,5 |
1,0 |
15 |
|
|
6 |
4,5 |
|||||
|
8 |
5,5 |
1,5 |
20 |
|||
|
10 |
7,5 |
|||||
|
12 |
9,0 |
2,0 |
22 |
|||
|
16 |
12,0 |
30 |
||||
|
1,0 |
2,5 |
3,0 |
||||
|
1,2 |
3,0 |
3,5 |
20 |
|||
|
1,5 |
3,5 |
|||||
|
20 |
15,0 |
0,5 |
1,0 |
3,0 |
40 |
|
|
1,0 |
2,5 |
|||||
|
1,2 |
3,0 |
3,5 |
30 |
|||
|
1,5 |
3,5 |
4,0 |
||||
|
25 |
20,0 |
0,5; 0,6; 0,8; 1,0 |
3,0 |
40 |
||
|
1,2; 1,5 |
4,0 |
4,5 |
||||
|
30 |
25,0 |
0,5; 0,6; 0,8; 1,0 |
3,0 |
4,0 |
45 |
|
|
1,2; 1,5 |
4,0 |
4,5 |
||||
|
35 |
30,0 |
0,5; 0,6; 0,8; 1,0 |
3,0 |
4,0 |
50 |
|
|
1,2; 1,5 |
4,0 |
4,5 |
||||
|
40 |
35,0 |
0,5; 0,6; 0,8; 1,0 |
3,0 |
4,0 |
55 |
|
|
1,2; 1,5 |
4,0 |
4,5 |
||||
|
45 |
40,0 |
0,5; 0,6; 0,8; ,1,0 |
3,0 |
4,0 |
60 |
|
|
1,2; 1,5 |
4,0 |
4,5 |
||||
|
58 |
45,0 |
0,5 |
3,0 |
5,5 |
70 |
|
|
0,6; 0,8; 1,0 |
||||||
|
1,2; 1,5; 1,8; 2,0 |
6,0 |
7,0 |
75 |
|||
|
58 |
50,0 |
0,5 |
3,0 |
5,5 |
75 |
|
|
0,6; 0,8; 1,0 |
||||||
|
1,2; 1,5; 1,8; 2,0 |
6 |
7,0 |
80 |
|||
|
63 |
55,0 |
0,5 |
3 |
5,5 |
85 |
|
|
0,6; 0,8; 1,0 |
||||||
|
1,2; 1,5; 1,8; 2,0 |
6 |
7,0 |
90 |
|||
|
70 |
60,0 |
0,5; 0,6; |
3 |
6,5 |
90 |
|
|
0.8; 1,0 |
4 |
7,0 |
||||
|
1,2; 1,5; 1,8; 2,0 |
6 |
8,0 |
65 |
|||
|
75 |
65,0 |
0,5; 0,6 |
3 |
6,5 |
95 |
|
|
0,8; 1,0 |
4 |
7,0 |
||||
|
1,2; 1,5; 1,8; 2,0 |
6 |
8,0 |
100 |
|||
|
80 |
70,0 |
0,5; 0,6 |
3 |
6,5 |
100 |
|
|
0,8; 4,0 |
4 |
7,0 |
||||
|
1,2; 1,5; 1,8; 2,0 |
6 |
8,0 |
105 |
|||
|
90 |
80,0 |
0,8; 1,0 |
4 |
7,0 |
110 |
|
|
1,2; 1,5; 1,8; 2,0 |
6 |
8,0 |
115 |
|||
|
100 |
90,0 |
0,8; 1,0 |
4 |
7,0 |
120 |
|
|
1,2; 1,5; 1,8; 2,0 |
6 |
8,0 |
125 |
|||
|
115 |
100,0 |
1,2; 1,5; 1,8; 2,0 |
10,5 |
140 |
||
|
125 |
110,0 |
1,2; 1,5; 1,8; 2,0 |
150 |
|||
|
135 |
120,0 |
1,2; 1,5; 1,8; 2,0 |
160 |
|||
|
155 |
140,0 |
1,2; 1,5; 1,8; 2,0 |
6 |
10,5 |
185 |
|
|
175 |
160,0 |
1,2; 1,5; 1,8; 2,0 |
205 |
|||
|
195 |
180,0 |
230 |
||||
|
215 |
200,0 |
1,2; 1,5; 1,8; 2,0 |
250 |
Пример условного обозначения отбортовки типа 1 (нормальной) с диаметром отбортовки D = 20 мм:
1-1-20 ГОСТ 17040-80
Примечания:
1. При наличии разнонаправленных отбортовок применяются следующие условные обозначения: если борт направлен вверх - 1-1-20А ГОСТ 17040-80; если борт направлен вниз - 1-1-20Б ГОСТ 17040-80.
2. При необходимости направление отбортовок указывается в чертежах графически.
Отбортовка типа 2
Черт. 3
Таблица 7
мм
|
d |
h |
А, не менее |
b, не менее |
b1, не менее |
s |
||||||||||
|
0,3 |
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,5 |
1,8 |
2,0 |
2,5 |
||||||
|
для R |
|||||||||||||||
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
6 |
8 |
||||||
|
28,0 |
20,0 |
3,5 |
43 |
10 |
15 |
+ |
+ |
+ |
|||||||
|
33,0 |
25,0 |
3,5 |
48 |
10 |
15 |
+ |
+ |
+ |
|||||||
|
38,0 |
30,0 |
3,5 |
53 |
10 |
15 |
+ |
+ |
+ |
+ |
||||||
|
43,0 |
35,0 |
3,5 |
58 |
10 |
15 |
+ |
+ |
+ |
+ |
||||||
|
48,0 |
40,0 |
3,5 |
63 |
10 |
15 |
+ |
+ |
+ |
+ |
+ |
|||||
|
56,0 |
45,0 |
5,0 |
71 |
10 |
15 |
+ |
+ |
+ |
+ |
+ |
|||||
|
61,0 |
50,0 |
5,0 |
76 |
10 |
15 |
+ |
+ |
+ |
+ |
+ |
+ |
||||
|
66,0 |
55,0 |
5,0 |
86 |
15 |
25 |
+ |
+ |
+ |
+ |
+ |
+ |
||||
|
75,0 |
61,0 |
6,0 |
94 |
15 |
25 |
+ |
+ |
+ |
+ |
+ |
+ |
||||
|
79,0 |
65,0 |
6,0 |
99 |
15 |
25 |
+ |
+ |
+ |
+ |
+ |
+ |
||||
|
87,0 |
70,0 |
7,0 |
107 |
15 |
25 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||
|
97,0 |
80,0 |
7,0 |
117 |
15 |
25 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||
|
107,0 |
90,0 |
7,0 |
127 |
15 |
25 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
122,0 |
100,0 |
9,0 |
142 |
20 |
35 |
+ |
+ |
+ |
+ |
+ |
+ |
||||
|
132,0 |
110,0 |
9,0 |
157 |
20 |
35 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||
|
142,0 |
120,0 |
9,0 |
167 |
20 |
35 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||
|
162,0 |
140,0 |
9,0 |
187 |
20 |
35 |
+ |
+ |
+ |
+ |
+ |
|||||
|
182,0 |
160,0 |
10,0 |
207 |
20 |
35 |
+ |
+ |
+ |
+ |
+ |
|||||
|
202,0 |
180,0 |
10,0 |
227 |
25 |
40 |
+ |
+ |
+ |
+ |
+ |
|||||
|
222,0 |
200,0 |
10,0 |
247 |
25 |
40 |
+ |
+ |
+ |
+ |
+ |
|||||
Примечание. Знаком «+» обозначена область применения отбортовки под углом 60°.
Пример условного обозначения отбортовки типа 2 (под углом 60°) с диаметром отбортовки D = 28 мм:
1-2-28 ГОСТ 17040-80
Примечания:
1. При наличии разнонаправленных отбортовок применяются следующие условные обозначения: если борт направлен вверх - 1-2-28А ГОСТ 17040-80; если борт направлен вниз - 1-2-28Б ГОСТ 17040-80.
2. При необходимости направление отбортовок указывается в чертежах графически.
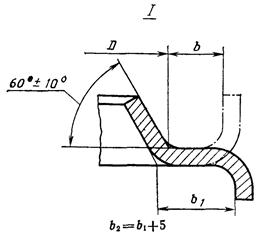
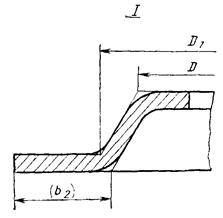
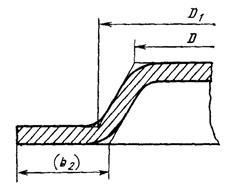
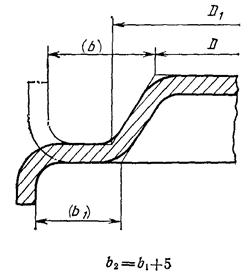
Отбортовка типа 3
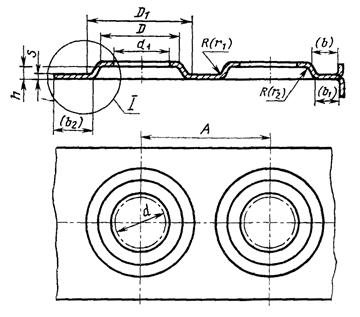
а) Для штампованных деталей без борта
б) Для штампованных деталей с бортом
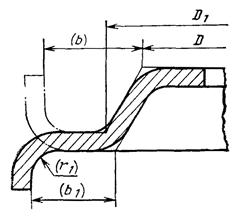
b2 = b1 + 5
Черт. 4
Таблица 8
мм
|
d |
d1 |
D1 |
А, не менее |
h |
R |
(b), не менее |
(b1), не менее |
s |
|||||||||
|
0,3 |
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,5 |
1,8 |
2,0 |
|||||||||
|
(r1) |
|||||||||||||||||
|
2 |
2 |
2 |
4 |
4 |
4 |
6 |
6 |
6 |
|||||||||
|
(r2) |
|||||||||||||||||
|
4 |
4 |
4 |
5 |
6 |
7 |
9 |
11 |
12 |
|||||||||
|
18 |
15 |
16 |
22 |
28 |
2 |
1,0 |
10 |
15 |
+ |
+ |
+ |
+ |
+ |
||||
|
24 |
20 |
21 |
28 |
33 |
2 |
1,0 |
10 |
15 |
+ |
+ |
+ |
+ |
+ |
+ |
|||
|
31 |
25 |
26 |
37 |
43 |
3 |
1,5 |
10 |
15 |
+; ´ |
+; ´ |
+; ´ |
+ |
+ |
+ |
+ |
||
|
36 |
30 |
32 |
42 |
48 |
3 |
1,5 |
10 |
15 |
+; ´ |
+; ´ |
+; ´ |
+ |
+ |
+ |
+ |
||
|
43 |
35 |
37 |
51 |
58 |
4 |
2,0 |
10 |
15 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
+ |
||
|
48 |
40 |
42 |
56 |
63 |
4 |
2,0 |
10 |
15 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
+ |
+ |
+ |
|
55 |
45 |
47 |
65 |
74 |
5 |
2,5 |
10 |
15 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
+ |
+ |
|
|
60 |
50 |
53 |
70 |
80 |
5 |
2,5 |
10 |
15 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
+ |
+ |
|
|
65 |
55 |
58 |
75 |
85 |
5 |
2,5 |
15 |
25 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
+ |
+ |
|
|
72 |
60 |
63 |
84 |
96 |
6 |
3,0 |
15 |
25 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
+ |
+ |
|
|
77 |
65 |
68 |
89 |
103 |
6 |
3,0 |
15 |
25 |
´ |
+; ´ |
+; ´ |
+; ´ |
+ |
+ |
+ |
||
|
82 |
70 |
74 |
94 |
110 |
6 |
3,0 |
15 |
25 |
´ |
+; ´ |
+; ´ |
+; ´ |
+ |
+ |
+ |
||
|
94 |
80 |
84 |
108 |
128 |
7 |
3,5 |
15 |
25 |
´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
+ |
||
|
106 |
90 |
94 |
122 |
145 |
8 |
4,0 |
15 |
25 |
´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
||
|
116 |
100 |
105 |
132 |
155 |
8 |
4,0 |
20 |
35 |
´ |
´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
||
|
128 |
110 |
115 |
146 |
169 |
9 |
4,5 |
20 |
35 |
´ |
´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
||
|
140 |
120 |
125 |
160 |
183 |
10 |
5,0 |
20 |
35 |
´ |
´ |
´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
||
|
162 |
140 |
146 |
184 |
210 |
11 |
5,5 |
20 |
35 |
´ |
´ |
´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
||
|
184 |
160 |
166 |
208 |
234 |
12 |
6,0 |
20 |
35 |
´ |
´ |
´ |
+; ´ |
+; ´ |
+; ´ |
|||
|
208 |
180 |
187 |
236 |
262 |
14 |
7,0 |
20 |
35 |
+; ´ |
+; ´ |
+; ´ |
||||||
|
230 |
200 |
208 |
260 |
286 |
15 |
7,5 |
20 |
35 |
+; ´ |
+; ´ |
+; ´ |
||||||
Примечания:
1. Знаком «+» обозначена область применения тарельчатой отбортовки при штамповке в инструментальных штампах; знаком «´» обозначена область применения тарельчатой отбортовки при штамповке эластичными средами.
2. Размеры в скобках относятся только к отбортовке, получаемой при штамповке эластичными средами.
Пример условного обозначения отбортовки типа 3 (тарельчатой) с диаметром отбортовки D = 24 мм:
1-3-24 ГОСТ 17040-80
Примечания:
1. При наличии разнонаправленных отбортовок применяются следующие условные обозначения: если борт направлен вверх - 1-3-24А ГОСТ 17040-80, если борт направлен вниз - 1-3-24Б ГОСТ 17040-80.
2. При необходимости направление отбортовок указывается в чертежах графически.
(Измененная редакция, Изм. № 1, 2).
3.4. Предельные отклонения размеров отбортовок приведены в приложении 2.
4. ВЫДАВКА
4.1. (Исключен, Изм. № 1).
4.2. Для деталей из алюминиевых, магниевых и титановых сплавов устанавливаются выдавки:
отбортовка глухая;
рифт.
4.3. Конструкция и размеры глухой отбортовки должны соответствовать указанным на черт. 5 и в табл. 9.
(Измененная редакция, Изм. № 1).
4.4. Конструкция и размеры рифтов должны соответствовать:
для алюминиевых, магниевых и титановых сплавов ВТ1-0, ВТ 1-00
тип 1 - черт. 6, табл. 10, 11;
тип 2 - черт. 7, табл. 10, 11 (исполнение 1);
для титановых сплавов ОТ4, ОТ4-1
Рифты исполнения 1 и исполнения 4 (повышенной жесткости) по табл. 11 назначать только в технически обоснованных случаях.
(Измененная редакция, Изм. № 2).
4.5. Длина рифтов не стандартизуется.
4.6. Минимальное расстояние b от схода законцовки рифта до борта указано на черт. 9 и определяется по формуле
b = R + 5s, (2)
где R определяется по формуле (1).
4.7. Расстояние А1 между осями смежных рифтов типов 1 и 2, указанное на черт. 10, должно быть не менее
A1 ³ 2Bcпp + 3, (3)
где Вcпp определяется по табл. 10 и 11.
4.8. Размеры r, r2, r3 даны для инструмента и контролю не подлежат.
(Измененная редакция, Изм. № 2).
4.9. Прямую законцовку рекомендуется применять для рифтов типа 2 при h = 9 мм и h = 11 мм (табл. 10).
4.10. Предельные отклонения размеров выдавок приведены в приложении 2.
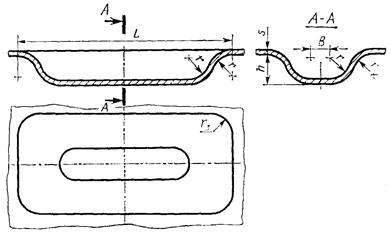
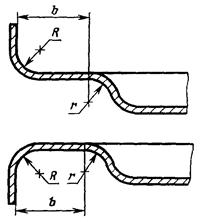
Глухая отбортовка
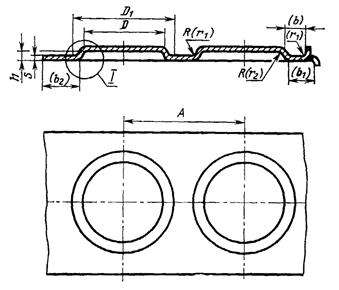
a) Для штампованных деталей без борта
б) Для штампованных деталей с бортом
Черт. 5
Таблица 9
мм
|
D1 |
А, не менее |
h |
R |
(b), не менее |
(b1), не менее |
S |
||||||||
|
0,3 |
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,5 |
2,0 |
|||||||
|
5,0 |
12,0 |
18 |
2,0 |
1,0 |
6 |
6 |
+ |
+ |
+ |
+ |
||||
|
6,0 |
13,5 |
20 |
2,0 |
1,0 |
6 |
6 |
+ |
+ |
+ |
+ |
||||
|
8,0 |
16,0 |
22 |
2,0 |
1,0 |
6 |
6 |
+ |
+ |
+ |
+ |
+ |
|||
|
10,0 |
18,0 |
24 |
2,0 |
1,0 |
6 |
6 |
+ |
+ |
+ |
+ |
+ |
|||
|
12,0 |
19,0 |
26 |
2,0 |
1,0 |
6 |
6 |
+ |
+ |
+ |
+ |
+ |
|||
|
15,0 |
20,0 |
28 |
2,0 |
1,0 |
6 |
6 |
+ |
+ |
+ |
+ |
+ |
|||
|
18,0 |
22,0 |
28 |
2,0 |
1,0 |
6 |
6 |
+ |
+ |
+ |
+ |
+ |
|||
|
24,0 |
28,0 |
33 |
2,0 |
1,0 |
6 |
6 |
+ |
+ |
+ |
+ |
+ |
|||
|
31,0 |
37,0 |
43 |
3,0 |
1,5 |
10 |
10 |
+ |
+ |
+ |
+ |
+ |
|||
|
36,0 |
42,0 |
48 |
3,0 |
1,5 |
10 |
10 |
+ |
+ |
+ |
+ |
+ |
|||
|
43,0 |
51,0 |
58 |
4,0 |
2,0 |
10 |
15 |
+ |
+ |
+ |
+ |
+ |
|||
|
48,0 |
56,0 |
63 |
4,0 |
2,0 |
10 |
15 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
|
|
55,0 |
65,0 |
74 |
5,0 |
2,5 |
15 |
25 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
|
|
60,0 |
70,0 |
80 |
5,0 |
2,5 |
15 |
25 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ ; ´ |
+; ´ |
+; ´ |
|
|
65,0 |
75,0 |
85 |
5,0 |
2,5 |
15 |
25 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
|
|
72,0 |
84,0 |
96 |
6,0 |
3,0 |
15 |
25 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
|
|
77,0 |
89,0 |
103 |
6,0 |
3,0 |
20 |
35 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
|
|
82,0 |
94,0 |
110 |
6,0 |
3,0 |
20 |
35 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
|||
|
94,0 |
108,0 |
128 |
7,0 |
3,5 |
20 |
35 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
|||
|
106,0 |
122,0 |
145 |
8,0 |
4,0 |
20 |
35 |
+; ´ |
+; ´ |
+; ´ |
+; ´ |
+ |
|||
|
116,0 |
132,0 |
155 |
8,0 |
4,0 |
20 |
35 |
+; ´ |
+ ; ´ |
+; ´ |
+; ´ |
+ |
|||
|
128,0 |
146,0 |
169 |
9,0 |
4,5 |
20 |
35 |
+; ´ |
+; ´ |
+; ´ |
+ |
||||
|
140,0 |
160,0 |
183 |
10,0 |
5,0 |
25 |
40 |
+; ´ |
+; ´ |
+; ´ |
+ |
||||
|
162,0 |
184,0 |
210 |
11,0 |
5,5 |
25 |
40 |
+; ´ |
+; ´ |
+; ´ |
+ |
||||
|
184,0 |
208,0 |
234 |
12,0 |
6,0 |
25 |
40 |
´ |
+; ´ |
+ |
|||||
|
208,0 |
236,0 |
262 |
14,0 |
7,0 |
25 |
40 |
´ |
+; ´ |
+ |
|||||
|
230,0 |
260,0 |
286 |
15,0 |
7,5 |
25 |
40 |
´ |
+; ´ |
+ |
|||||
|
(r1) |
2 |
2 |
2 |
4 |
4 |
4 |
6 |
6 |
||||||
|
(r2) |
3 |
5 |
6 |
7 |
9 |
11 |
14 |
16 |
||||||
Примечания:
1. Знаком «+» обозначена область применения глухой отбортовки при штамповке в инструментальных штампах; знаком «´» обозначена область применения глухой отбортовки при штамповке эластичными средами.
2. Размеры в скобках относятся только к отбортовке, получаемой при штамповке эластичными средами.
Пример условного обозначения глухой отбортовки с диаметром отбортовки D = 48 мм:
2-48 ГОСТ 17040-80
Примечания:
1. При наличии разнонаправленных глухих отбортовок применяются следующие условные обозначения: если борт направлен вверх - 2-48А ГОСТ 17040-80; если борт направлен вниз - 2-48Б ГОСТ 17040-80.
2. При необходимости направление отбортовок указывается на чертежах графически.
Рифт типа 1
Черт. 6
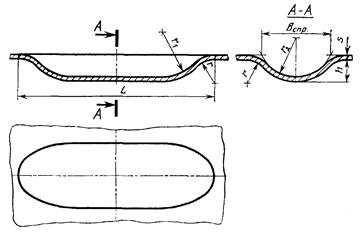
Рифт типа 2
Черт. 7
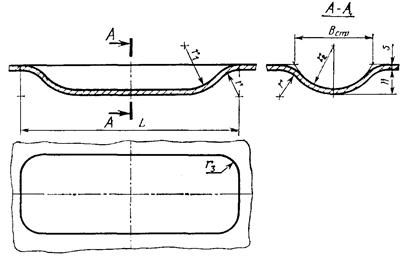
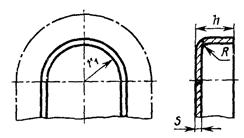
Рифт типа 3
Черт. 8
Черт. 9
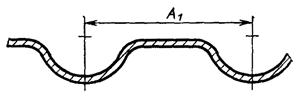
Черт. 10
Таблица 10
Размеры, мм
|
s |
h |
r |
r1 |
r2 |
r*2 |
Bcпp. |
|
|
Для алюминиевых, магниевых и титановых сплавов BТ1-0, ВТ1-00 |
|||||||
|
1 |
От 0,5 до 0,6 |
2 |
3 |
25 |
4,0 |
2 |
7,5 |
|
2 |
Св. 0,6 до 0,8 |
3 |
4 |
35 |
6,5 |
3 |
11,5 |
|
3 |
Св. 0,8 до 1,0 |
4 |
5 |
45 |
9,0 |
4 |
16,0 |
|
4 |
Св. 1,0 до 1,2 |
5 |
6 |
55 |
11,5 |
5 |
20,0 |
|
5 |
Св. 1,2 до 1,5 |
7 |
8 |
70 |
15,0 |
6 |
26,5 |
|
6 |
Св. 1,5 до 1,8 |
9 |
10 |
85 |
19,0 |
8 |
34,0 |
|
7 |
Св. 1,8 до 2,0 |
11 |
12 |
100 |
23,0 |
10 |
41,0 |
|
8 |
Св. 2,0 до 2,5 |
13 |
14 |
115 |
27,0 |
12 |
48,0 |
|
Для титановых сплавов ОТ4, ОТ4-1 |
|||||||
|
1 |
От 0,3 до 0,4 |
2 |
4 |
35 |
8,0 |
3 |
11,0 |
|
2 |
Св. 0,4 до 0,8 |
3 |
6 |
55 |
11,5 |
4 |
16,0 |
|
3 |
Св. 0,8 до 1,0 |
4 |
8 |
70 |
15,0 |
5 |
21,0 |
|
4 |
Св. 1,0 до 1,2 |
5 |
10 |
86 |
19,0 |
6 |
26,5 |
|
5 |
Св. 1,2 до 1,5 |
6 |
12 |
100 |
23,0 |
8 |
32,0 |
|
6 |
Св. 1,5 до 1,8 |
7 |
14 |
115 |
27,0 |
10 |
37,5 |
|
7 |
Св. 1,8 до 2,0 |
8 |
16 |
130 |
31,0 |
12 |
43,0 |
* Для типа 2 (черт. 7).
Пример условного обозначения рифта типа 1 номера 2:
3-1-2 ГОСТ 17040-80
Примечания:
1. При наличии разнонаправленных рифтов применяются следующие условные обозначения: если рифт направлен вверх - 3-1-2А ГОСТ 17040-80; если рифт направлен вниз - 3-1-2Б ГОСТ 17040-80.
2. При необходимости направление рифта указывается в чертежах графически.
Таблица 11
Размеры, мм
|
s |
h |
r |
r1 |
r2 |
r*3 |
Вспр. |
|
|
Исполнение 1 |
|||||||
|
1 |
От 0,3 до 0,4 |
3,0 |
2,0 |
20 |
4,5 |
2 |
9,0 |
|
2 |
Св. 0,4 до 0,8 |
3,5 |
3,0 |
20 |
6,0 |
3 |
11,5 |
|
3 |
Св. 0,8 до 1,0 |
4,0 |
4,0 |
20 |
6,0 |
3 |
12,0 |
|
4 |
Св. 1,0 до 1,2 |
5,0 |
5,0 |
30 |
7,5 |
4 |
15,5 |
|
5 |
Св. 1,2 до 1,5 |
6,0 |
5,0 |
30 |
12,0 |
5 |
21,5 |
|
6 |
Св. 1,5 до 1,8 |
8,0 |
6,0 |
40 |
14,0 |
6 |
26,0 |
|
7 |
Св. 1,8 до 2,0 |
11,0 |
8,0 |
40 |
20,0 |
8 |
37,0 |
|
Исполнение 2 |
|||||||
|
1 |
До 0,5 |
1,6 |
1,5 |
20 |
2,0 |
- |
4,5 |
|
2 |
Св. 0,5 до 0,8 |
2,5 |
2,0 |
20 |
3,0 |
- |
6,5 |
|
3 |
Св. 0,8 до 1,0 |
3,0 |
2,5 |
20 |
4,0 |
- |
8,5 |
|
4 |
Св. 1,0 до 1,5 |
4,0 |
3,0 |
20 |
5,0 |
- |
11,0 |
|
5 |
Св. 1,5 до 2,0 |
5,0 |
4,0 |
20 |
6,0 |
- |
13,5 |
|
6 |
Св. 2,0 до 2,5 |
6,0 |
5,0 |
20 |
7,0 |
- |
16,0 |
|
Исполнение 3 |
|||||||
|
1 |
До 0,5 |
1,0 |
1,5 |
20 |
1,6 |
- |
3,5 |
|
2 |
Св. 0,5 до 0,8 |
1,6 |
2,0 |
20 |
2,0 |
- |
4,5 |
|
3 |
Св. 0,8 до 1,0 |
2,0 |
2,5 |
20 |
2,5 |
- |
6,0 |
|
4 |
Св. 1,0 до 1,5 |
2,5 |
3.0 |
20 |
3,0 |
- |
6,5 |
|
5 |
Св. 1,5 до 2,0 |
3,0 |
4,0 |
20 |
4,0 |
- |
9,0 |
|
6 |
Св. 2,0 до 2,5 |
3,5 |
5,0 |
20 |
5,0 |
- |
11,5 |
|
Исполнение 4 |
|||||||
|
1 |
От 0,5 до 0,8 |
5,0 |
4,0 |
50 |
5,0 |
- |
11,5 |
|
2 |
Св. 0,8 до 1,0 |
8,0 |
4,0 |
50 |
8,0 |
- |
17,5 |
|
3 |
Св. 1,0 до 1,5 |
8,0 |
5,0 |
50 |
8,0 |
- |
18,0 |
* Для типа 2 (черт. 7)
Пример условного обозначения рифта типа 2, номера 1, исполнения 4:
3-2-1-4 ГОСТ 17040-80
Примечания:
1. При наличии разнонаправленных рифтов применяются следующие условные обозначения: если рифт направлен вверх - 3-2-1А-4 ГОСТ 17040-80; если рифт направлен вниз - 3-2-1Б-4 ГОСТ 17040-80.
2. При необходимости направление рифтов указывается в чертежах графически.
(Измененная редакция, Изм. № 2).
Таблица 12
Размеры в мм
|
s |
h |
r |
r3 |
B |
A1, не менее |
|
|
1 |
До 0,5 |
1,0 |
1,5 |
3 |
10 |
30 |
|
2 |
4 |
16 |
35 |
|||
|
3 |
Св. 0,5 до 0,8 |
1,6 |
2,0 |
3 |
10 |
35 |
|
4 |
4 |
16 |
40 |
|||
|
5 |
» 0,8 » 1,0 |
2,0 |
2,5 |
4 |
10 |
35 |
|
6 |
5 |
16 |
40 |
|||
|
7 |
» 1,0 » 1,5 |
2,5 |
3,0 |
5 |
16 |
45 |
|
8 |
6 |
20 |
50 |
|||
|
9 |
» 1,5 » 2,0 |
3,0 |
4,0 |
6 |
16 |
50 |
|
10 |
8 |
20 |
55 |
|||
|
11 |
» 2,0 » 2,5 |
3,5 |
5,0 |
8 |
20 |
75 |
|
12 |
10 |
28 |
Пример условного обозначения рифта типа 3 номера 4:
3-3-4 ГОСТ 17040-80
Примечания:
1. При наличии разнонаправленных рифтов применяются следующие условные обозначения: если рифт направлен вверх - 3-3-4А ГОСТ 17040-80; если рифт направлен вниз - 3-3-4Б ГОСТ 17040-80.
2. При необходимости направление рифтов указывается в чертежах графически.
(Измененная редакция, Изм. № 2).
5. БОРТ
5.1. (Исключен, Изм. № 1).
5.2. Для деталей из алюминиевых, магниевых и титановых сплавов устанавливаются два типа бортов:
тип 1 - выпуклый борт;
тип 2 - вогнутый борт.
5.3. Конструкция и размеры бортов должны соответствовать:
выпуклого борта
из алюминиевых и магниевых сплавов - черт. 11, табл. 13, из титановых сплавов - черт. 11, табл. 14;
вогнутого борта
из алюминиевых и магниевых сплавов - черт. 12, табл. 15, из титановых сплавов - черт. 12, табл. 16.
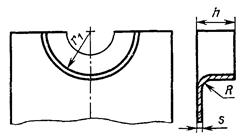
Борт типа 1
Черт. 11
Таблица 13
мм
|
r1, не менее |
|||||||||||||||||
|
для материалов Д16А-М, В95А-М, МА8-М |
для материалов АМцА-М, АМгА-М |
||||||||||||||||
|
s |
s |
||||||||||||||||
|
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,5 |
2,0 |
2,5 |
3,0 |
0,3; 0,5; 0,6 |
0,8 |
1,0 |
1,2 |
1,5 |
2,0 |
2,5 |
3,0 |
|
|
Без ручной доводки |
|||||||||||||||||
|
3 |
30 |
30 |
- |
- |
- |
- |
- |
- |
- |
20 |
20 |
- |
- |
- |
- |
- |
- |
|
4 |
70 |
60 |
50 |
50 |
- |
- |
- |
- |
- |
50 |
50 |
40 |
40 |
- |
- |
- |
- |
|
5 |
120 |
110 |
110 |
100 |
100 |
- |
- |
- |
- |
80 |
70 |
70 |
70 |
70 |
- |
- |
- |
|
6 |
200 |
180 |
170 |
160 |
150 |
150 |
- |
- |
- |
120 |
110 |
100 |
90 |
80 |
80 |
80 |
80 |
|
8 |
300 |
270 |
250 |
230 |
220 |
210 |
200 |
- |
- |
200 |
170 |
150 |
130 |
110 |
100 |
100 |
100 |
|
10 |
400 |
400 |
360 |
320 |
300 |
280 |
260 |
240 |
- |
280 |
240 |
200 |
170 |
160 |
160 |
150 |
150 |
|
12 |
600 |
550 |
420 |
390 |
360 |
340 |
330 |
320 |
- |
360 |
300 |
260 |
240 |
220 |
220 |
210 |
210 |
|
15 |
- |
800 |
600 |
550 |
480 |
440 |
420 |
400 |
380 |
- |
360 |
320 |
300 |
280 |
270 |
260 |
260 |
|
20 |
- |
- |
- |
1000 |
800 |
600 |
550 |
500 |
450 |
- |
- |
400 |
380 |
360 |
350 |
330 |
320 |
|
25 |
- |
- |
- |
- |
1000 |
770 |
700 |
650 |
600 |
- |
- |
- |
480 |
440 |
420 |
400 |
380 |
|
30 |
- |
- |
- |
- |
- |
1000 |
900 |
850 |
800 |
- |
- |
- |
- |
500 |
480 |
460 |
440 |
|
40 |
- |
- |
- |
- |
- |
- |
1200 |
1150 |
1100 |
- |
- |
- |
- |
- |
500 |
500 |
500 |
|
С ручной доводкой |
|||||||||||||||||
|
8 |
60 |
50 |
40 |
40 |
- |
- |
- |
- |
- |
||||||||
|
10 |
80 |
60 |
50 |
50 |
40 |
- |
- |
- |
- |
||||||||
|
12 |
100 |
80 |
60 |
60 |
50 |
- |
- |
- |
- |
||||||||
|
15 |
130 |
100 |
80 |
70 |
60 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
20 |
180 |
130 |
100 |
85 |
70 |
- |
- |
- |
- |
||||||||
|
25 |
225 |
165 |
135 |
110 |
100 |
90 |
80 |
- |
- |
||||||||
|
30 |
260 |
200 |
160 |
130 |
110 |
100 |
90 |
80 |
- |
||||||||
|
40 |
340 |
270 |
210 |
170 |
150 |
130 |
110 |
90 |
- |
||||||||
|
R |
1,5 |
2,0 |
2,5 |
3,0 |
3,5 |
4,5 |
6,0 |
7,5 |
9,0 |
1,5 |
2,0 |
3,0 |
3,5 |
4,5 |
6,0 |
7,5 |
9,0 |
Пример условного обозначения борта выпуклого типа 1 h = 10 мм:
4-1-10 ГОСТ 17040-80.
Таблица 14
мм
|
r1 |
h, не более |
|||||
|
s |
||||||
|
До 0,8 |
Св. 0,8 до 1,0 |
Св. 1,0 до 1,2 |
Св. 1,2 до 1,5 |
Св. 1,5 до 1,8 |
Св. 1,8 до 2,0 |
|
|
Св. 75 до 100 |
12 |
12 |
- |
- |
- |
- |
|
» 100 » 150 |
13 |
14 |
15 |
- |
- |
- |
|
» 150 » 200 |
15 |
16 |
18 |
20 |
21 |
22 |
|
» 200 » 300 |
17 |
18 |
20 |
22 |
24 |
26 |
|
» 300 » 400 |
22 |
24 |
26 |
28 |
30 |
34 |
|
» 400 » 500 |
26 |
28 |
32 |
36 |
40 |
44 |
|
» 500 » 600 |
30 |
34 |
38 |
42 |
48 |
58 |
|
» 600 » 800 |
36 |
38 |
44 |
48 |
55 |
60 |
|
» 800 » 1000 |
40 |
45 |
50 |
55 |
65 |
75 |
|
» 1000 |
40 |
45 |
55 |
65 |
75 |
85 |
Примечание. При толщине материала больше указанной в табл. 14 наибольшая высота выпуклого борта h £ 0,05r1 · s.
Борт типа 2
Черт. 12
Таблица 15
мм
|
r1, не менее |
|||||||||||||||||
|
для материалов Д16А-М, В95А-М, МА8-М |
для материалов АМцА-М, АМгА-М |
||||||||||||||||
|
при s |
при s |
||||||||||||||||
|
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,5 |
2,0 |
2,5 |
3,0 |
0,6 |
0,8 |
1,0 |
1,2 |
1,5 |
2,0 |
2,5 |
3,0 |
|
|
Для деталей с незачищенными кромками |
|||||||||||||||||
|
4 |
60 |
60 |
50 |
50 |
- |
- |
- |
- |
- |
30 |
30 |
20 |
- |
- |
- |
- |
- |
|
6 |
90 |
90 |
80 |
80 |
80 |
- |
- |
- |
- |
50 |
50 |
50 |
- |
- |
- |
- |
- |
|
8 |
120 |
110 |
100 |
100 |
90 |
80 |
- |
- |
- |
80 |
75 |
70 |
65 |
60 |
- |
- |
- |
|
10 |
150 |
140 |
130 |
120 |
110 |
90 |
- |
- |
- |
100 |
90 |
80 |
70 |
65 |
- |
- |
- |
|
12 |
170 |
160 |
150 |
140 |
130 |
110 |
100 |
- |
- |
120 |
105 |
95 |
85 |
75 |
- |
- |
- |
|
15 |
210 |
200 |
180 |
170 |
160 |
140 |
140 |
- |
- |
140 |
120 |
105 |
100 |
90 |
85 |
- |
- |
|
20 |
260 |
250 |
230 |
220 |
210 |
200 |
190 |
- |
- |
180 |
150 |
140 |
130 |
115 |
100 |
- |
- |
|
25 |
330 |
310 |
290 |
280 |
270 |
260 |
250 |
250 |
- |
260 |
230 |
200 |
170 |
140 |
130 |
120 |
110 |
|
30 |
450 |
430 |
400 |
360 |
350 |
330 |
320 |
320 |
- |
340 |
300 |
270 |
240 |
180 |
170 |
160 |
150 |
|
40 |
700 |
670 |
630 |
600 |
570 |
550 |
520 |
500 |
500 |
500 |
460 |
430 |
400 |
360 |
340 |
320 |
300 |
|
Для деталей с зачищенными кромками |
|||||||||||||||||
|
3 |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
15 |
- |
- |
- |
- |
- |
- |
- |
|
4 |
30 |
25 |
- |
- |
- |
- |
- |
- |
- |
20 |
15 |
- |
- |
- |
- |
- |
- |
|
5 |
40 |
35 |
30 |
- |
- |
- |
- |
- |
- |
25 |
20 |
20 |
- |
- |
- |
- |
- |
|
6 |
55 |
50 |
45 |
40 |
- |
- |
- |
- |
- |
35 |
30 |
30 |
25 |
- |
- |
- |
- |
|
8 |
70 |
60 |
55 |
50 |
45 |
- |
- |
- |
- |
40 |
35 |
35 |
30 |
30 |
- |
- |
- |
|
10 |
80 |
70 |
60 |
55 |
55 |
55 |
- |
- |
- |
50 |
40 |
40 |
35 |
35 |
35 |
- |
- |
|
12 |
90 |
80 |
75 |
70 |
70 |
70 |
70 |
- |
- |
60 |
50 |
50 |
45 |
45 |
45 |
40 |
40 |
|
15 |
110 |
100 |
90 |
85 |
80 |
80 |
80 |
80 |
- |
70 |
60 |
60 |
55 |
55 |
55 |
55 |
55 |
|
20 |
140 |
130 |
120 |
120 |
115 |
110 |
110 |
110 |
110 |
90 |
85 |
80 |
75 |
70 |
70 |
70 |
70 |
|
25 |
170 |
165 |
150 |
140 |
135 |
130 |
130 |
130 |
130 |
130 |
120 |
110 |
100 |
90 |
90 |
90 |
90 |
|
30 |
240 |
230 |
220 |
220 |
200 |
190 |
180 |
180 |
180 |
200 |
160 |
140 |
130 |
120 |
120 |
120 |
120 |
|
40 |
400 |
400 |
380 |
360 |
340 |
320 |
300 |
300 |
300 |
300 |
280 |
260 |
240 |
220 |
210 |
200 |
200 |
|
R |
1,5 |
2,0 |
2,5 |
3,0 |
3,5 |
4,5 |
6,0 |
7,5 |
9,0 |
1,0 |
1,0 |
1,0 |
1,2 |
1,5 |
2,0 |
2,5 |
3,0 |
Пример условного обозначения борта вогнутого типа 2 h= 10 мм:
4-2-10 ГОСТ 17040-80
Таблица 16
мм
|
r1 |
h, не более |
|
|
ОТ4-0, ВТ1-00, ОТ4-1, ВТ1-0 |
ОТ4, ВТ14, ВТ6С, ВТ5-1, ВТ20 |
|
|
От 20 до 50 |
5 |
3 |
|
» 50 » 100 |
10 |
6 |
|
» 100 » 200 |
20 |
12 |
|
» 200 » 300 |
40 |
24 |
|
» 300 » 400 |
60 |
36 |
|
» 400 » 500 |
80 |
48 |
5.2, 5.3. (Измененная редакция, Изм. № 1).
5.4. Предельные отклонения размеров борта приведены в приложении 2.
ПРИЛОЖЕНИЕ 1
Справочное
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ЭЛЕМЕНТОВ ШТАМПУЕМЫХ ДЕТАЛЕЙ
Сгиб - участок профильного сечения, имеющий кривизну большую, чем кривизна прилегающих к нему участков.
Отбортовка - отверстие с вогнутыми бортами:
нормальная, имеющая сгиб под углом 90°;
под углом 60°, имеющая сгиб под углом 60°;
тарельчатая, имеющая дно с отверстием.
Выдавка - углубление в детали, образованное в результате растяжения материала в зоне углубления.
Отбортовка глухая - неглубокая круглая выдавка (h ³ 0,4D) с вогнутыми бортами.
Рифт - длинная неглубокая (h < 0,3B) выдавка, концы которой не выходят за кромку детали.
Борт: 1) сторона незамкнутой детали; 2) сторона неглубокой полой детали (h < 0,6r1).
Выпуклый борт - борт, у которого размерная линия радиуса r1 линии гребня сгибов лежит на детали;
Вогнутый борт - борт, у которого размерная линия радиуса r1 линии гребня сгибов лежит вне детали.
(Введено дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ ТИПОВЫХ ЭЛЕМЕНТОВ ШТАМПУЕМЫХ ДЕТАЛЕЙ
1. Для всех размеров, кроме указанных в таблице, предельные отклонения назначают по 15-му квалитету.
мм
|
Номинальные размеры (основного применения) |
Предельные отклонения размеров |
||
|
горизонтальных (типа длина, ширина) |
радиусов |
вертикальных (типа высота) |
|
|
От 0,1 до 0,16 |
± 0,05 |
± 0,05 |
+0,05 |
|
Св. 0,16 » 0,25 |
± 0,1 |
-0,03 |
|
|
» 0,25 » 0,40 |
± 0,15 |
± 0,15 |
+0,1 |
|
» 0,40 » 1,0 |
± 0,18 |
± 0,2 |
-0,05 |
|
» 1,0 » 2,5 |
± 0,2 |
± 0,5 |
+0,5 |
|
-0,3 |
|||
|
» 2,5 » 6,3 |
± 0,3 |
± 1,0 |
+1,0 |
|
-0,5 |
|||
|
» 6,3 » 10 |
± 0,35 |
± 1,5 |
+1,5 |
|
-0,8 |
|||
|
» 10 » 25 |
± 0,45 |
± 2,0 |
+2,0 |
|
-1,0 |
|||
|
» 25 » 40 |
± 0,65 |
± 2,5 |
+2,5 |
|
-1,2 |
|||
|
» 40 » 63 |
- |
- |
|
|
» 63 » 160 |
± 0,9 |
||
|
» 160 » 400 |
± 1,25 |
||
|
» 400 » 630 |
± 1,5 |
||
|
» 630 » 1000 |
± 2,0 |
||
|
» 1000 » 1600 |
± 2,5 |
||
|
» 1600 » 2500 |
± 3,0 |
||
2. При необходимости предельные отклонения устанавливают в зависимости от назначения деталей.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.05.80 № 2161
2. Срок первой проверки - 1992 г.
Периодичность проверки - 5 лет
3. ВЗАМЕН ГОСТ 17040-71
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 19807-74 |
5. Переиздание (июль 1990 г.) с Изменениями № 1, 2, утвержденными в мае 1983 г., марте 1988 г. (ИУС 8-83, 6-88)
СОДЕРЖАНИЕ
|
Приложение 1. Термины и определения элементов штампуемых деталей. 17 Приложение 2. Предельные отклонения размеров типовых элементов штампуемых деталей. 18 |