ГОСТ 12247-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БАЛЛОНЫ СТАЛЬНЫЕ БЕСШОВНЫЕ
БОЛЬШОГО ОБЪЕМА ДЛЯ ГАЗОВ
НА рр 31,4 и 39,2 МПа (320 и 400 кгс/см2)
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
БАЛЛОНЫ СТАЛЬНЫЕ
БЕСШОВНЫЕ Технические условия Large seamless steel
gas cylinders for operating pressure of 31,4 and |
ГОСТ |
Дата введения 01.01.82
Настоящий стандарт распространяется на баллоны из легированной стали на рабочее давление рр 31,4 и 39,2 МПа (320 и 400 кгс/см2), изготовленные из бесшовных труб и предназначенные для хранения и транспортирования сжатых и сжиженных газов при температуре окружающей среды от минус 50 до плюс 60 °С.
Требования* по безопасности продукции изложены в пп. 1.2, 1.3, 2.4, 2.6 - 2.8, 4.1 - 4.4.
(Измененная редакция, Изм. № 1, Поправка).
* Поправка действует только на территории Российской Федерации.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Баллоны должны изготовляться двухгорловыми в следующих исполнениях:
1 - с одной горловиной с внутренней резьбой, заглушенной резьбовым гужоном (черт. 1);
2 - с внутренними резьбами (черт. 2);
3 - с одной горловиной с внутренней резьбой, заглушенной гужоном, со второй горловиной с наружной резьбой и фланцами (черт. 3);
4 - с наружными резьбами и фланцами (черт. 4).
По заказу потребителя допускается изготовлять баллоны в исполнениях 1 и 3 одногорловыми со сферическим днищем, а в исполнениях 3 и 4 - без фланцев или с фланцами, входящими в комплект баллонов.
(Измененная редакция, Изм. № 2).
1.2. Основные параметры и размеры баллонов в исполнениях 1 - 4 должны соответствовать указанным на черт. 1 - 4 и в табл. 1.
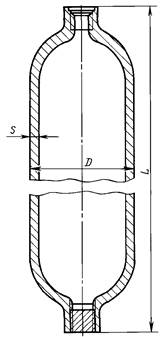
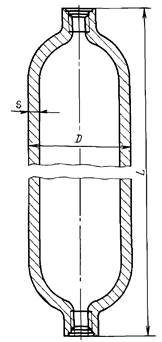
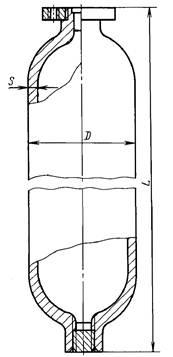
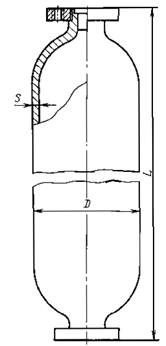
Таблица 1
|
Объем баллонов V, л |
Наружный диаметр цилиндрической части баллонов Dн, мм |
Длина корпуса баллонов L, мм |
Толщина стенки баллонов S, мм, не менее |
Масса баллонов, М, кг |
|||
|
при рабочем давлении рр, МПа (кгс/см2) |
|||||||
|
31,4 (320) |
39,2 (400) |
31,4 (320) |
39,2 (400) |
31,4 (320) |
39,2 (400) |
||
|
80 |
325 377 |
1430 |
1500 |
13,8 16,0 |
16,9 19,6 |
180 |
240 |
|
1180 |
1240 |
220 |
260 |
||||
|
100 |
1720 |
1820 |
220 |
180 |
|||
|
1400 |
1470 |
250 |
310 |
||||
|
130 |
2170 |
2290 |
280 |
340 |
|||
|
1730 |
1820 |
300 |
380 |
||||
|
160 |
2620 |
2760 |
340 |
430 |
|||
|
2060 |
2160 |
360 |
450 |
||||
|
200 |
3200 |
3390 |
400 |
520 |
|||
|
2500 |
2620 |
440 |
540 |
||||
|
250 |
377 426 |
3050 |
3190 |
16,0 18,0 |
19,6 22,1 |
530 |
660 |
|
2500 |
2600 |
540 |
670 |
||||
|
320 |
426 465 |
3100 |
3220 |
18,0 19,7 |
22,1 24,1 |
670 |
820 |
|
2700 |
2800 |
700 |
870 |
||||
|
400 |
465 |
3290 |
3400 |
19,7 |
24,1 |
840 |
1050 |
|
500 |
4000 |
4150 |
1020 |
1300 |
|||
|
650 |
530 |
4140 |
4360 |
22,4 |
27,5 |
1280 |
1650 |
|
800 |
600 |
3980 |
4150 |
25,4 |
31,1 |
1660 |
2080 |
|
1000 |
4850 |
5050 |
2000 |
2530 |
|||
Примечания:
1. По заказу потребителя баллоны объемом 80 - 320 л изготовляют нормальной или уменьшенной длины. В числителе даны размеры и массы баллонов нормальной длины, в знаменателе - уменьшенной длины.
2. Длина одногорловых баллонов может быть меньше примерно на 80 мм для баллонов объемом 80 - 250 л и примерно на 100 мм для баллонов объемом 320 - 1000 л.
3. Баллоны объемом более 500 л изготовляют по соглашению между изготовителем и потребителем.
4. Масса баллонов указана без массы фланцев.
(Измененная редакция, Изм. № 1).
1.3. Предельные отклонения не должны превышать указанных: ±5 % - по объему; ±1,75 % - по наружному диаметру цилиндрической части.
По заказу потребителя баллоны должны изготовляться с предельными отклонениями по длине ±2,5 % вместо ограничения по объему.
1.4. По заказу потребителя баллоны должны изготовляться с
ограничением по массе вместо ограничения по объему. Масса баллона на 1 л фактического
объема не должна превышать номинальной ![]() более чем на 7 %.
более чем на 7 %.
Пример условного обозначения баллона в исполнении 3 объемом 200 л на давление 31,4 МПа (320 кгс/см2) для воздуха:
Баллон для воздуха 3-200-32 ГОСТ 12247-80
То же, в исполнении 1, с ограничением по массе для кислорода:
Баллон для кислорода 1-200-32 М ГОСТ 12247-80
То же, уменьшенной длины, с ограничением по длине вместо ограничения по объему для азота:
Баллон для азота уменьшенной длины 1-200-32 L ГОСТ 12247-80
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Баллоны должны изготовляться в соответствии с требованиями настоящего стандарта и «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденных Госгортехнадзором СССР, по рабочим чертежам, утвержденным в установленном порядке.
2.2. Баллоны должны изготовляться из труб, прошедших ультразвуковой контроль сплошности металла.
2.3. Баллоны должны подвергаться термической обработке - закалке с отпуском.
2.4. Показатели механических свойств материала термообработанных баллонов должны быть не менее указанных в табл. 2.
Таблица 2
|
Временное сопротивление σв Н/мм2 (кгс/мм2) |
Предел текучести σт, Н/мм2 (кгс/мм2) |
Относительное удлинение δ5, % |
Ударная вязкость KCU Дж/см2 (кгс м/см2) |
Твердость по Бринеллю |
|
||
|
при +20 °С |
при -50 °С |
Диаметр отпечатка d10, мм |
Число твердости |
||||
|
Не менее |
|
||||||
|
883 (90) |
687 (70) |
12 |
49 (5) |
29,4 (3) |
3,3 - 3,7 |
НВ 341 ... 269 |
|
Примечание. Ударную вязкость при температуре минус 50 °С определяют поплавочно для баллонов каждого типоразмера.
(Измененная редакция, Изм. № 1).
2.5. Овальность баллонов должна быть в пределах допускаемых отклонений по наружному диаметру.
2.6. Горловины баллонов с внутренней резьбой должны изготовляться в соответствии с черт. 5 и табл. 3.
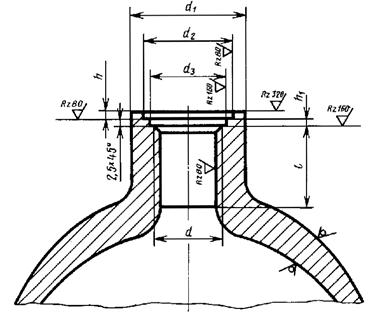
Таблица 3
Размеры в мм
|
d |
d1 |
l |
d2 |
d3 |
h |
h1 |
|
|
Не менее |
Пред. откл. ±0,5 |
||||||
|
325; 377 |
М60 · 3 |
90 |
40 |
75 |
62 |
5 |
5 |
|
426 |
М85 · 3 |
125 |
60 |
100 |
87 |
||
|
465 |
135 |
||||||
|
530 |
М110 · 3 |
150 |
70 |
125 |
113 |
||
Число витков резьбы с полным профилем должно быть не менее 10.
За пределами минимальной длины резьбовой части допускается внутренняя расточка горловины, не выводящая толщину стенки за минимальные значения.
2.7. Горловины баллонов с наружной резьбой под фланцы должны изготовляться в соответствии с черт. 6 и табл. 4.
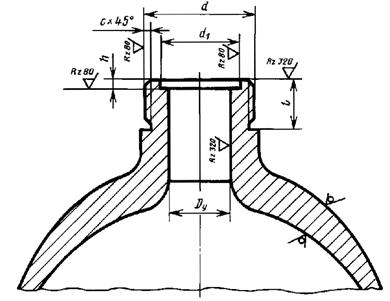
Таблица 4
Размеры в мм
|
Условные проходы Dу |
d |
l (пред. откл. +5) |
d1 |
h |
с |
|
|
(пред. откл. ±0,5) |
||||||
|
325 |
70 |
М100 · 3 |
50 |
80 |
5 |
2,5 |
|
377; 426 |
||||||
|
465 |
100 |
М140 · 4 |
65 |
100 |
3,0 |
|
|
530 |
М155 · 4 |
70 |
120 |
|||
2.8. Резьба горловины и фланцев - по ГОСТ 9150 и ГОСТ 24705 с предельными отклонениями по ГОСТ 16093 8g и 7Н соответственно.
Допускается выщербление и сорванность резьбы не более 1/5 общего числа витков на длине не более 1/3 длины окружности для каждого сорванного витка. На уплотняющей поверхности забоины и радиальные риски не допускаются.
(Измененная редакция, Изм. № 1).
2.9. Фланцы к баллонам должны изготовляться из термически обработанных заготовок (поковок, штамповок или сортового проката) в соответствии с черт. 7 и табл. 5. Материал фланцев - сталь марок 40Х или 30Х по ГОСТ 4543.
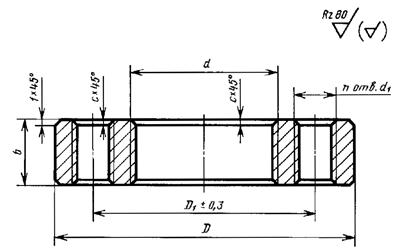
Таблица 5
Размеры в мм
|
d |
D (пред. откл. по h14) |
Dу |
b (пред. откл. по h14) |
с |
d1 |
Число отверстий |
|
|
70 |
М100 · 3 |
225 |
170 |
50 |
2,5 |
M30 |
6 |
|
100 |
М140 · 4 |
300 |
235 |
65 |
3,0 |
М36 |
8 |
|
М155 · 4 |
70 |
Механические свойства фланцев, определяемые на продольных образцах, приведены в табл. 6.
Таблица 6
|
Временное сопротивление σв, Н/мм2 (кгс/мм2) |
Предел текучести σ0,2, Н/мм2 (кгс/мм2) |
Относительное удлинение δ5, % |
Ударная вязкость KCV, Дж/см2 (кгс · м/см2) |
|
|
не менее |
||||
|
30Х, 40Х |
618 (63) |
392 (40) |
15 |
59 (6) |
(Измененная редакция, Изм. № 2).
2.10. Для предотвращения откручивания фланцы должны привариваться к горловине со стороны, примыкающей к сфере баллона, или закрепляться с помощью штифта.
2.11. Баллоны должны быть герметичными. Горловина баллона, заглушенная резьбовым гужоном, должна быть заварена электросваркой.
Диаметр резьбового отверстия под гужон не должен превышать диаметра резьбы открытой горловины. Гужоны должны изготовляться из стали марок 20 - 45 по ГОСТ 1050 высотой не менее 25 мм.
Баллоны со сферическим днищем заглушают при помощи установки гужона в днище. Вместо установки гужона допускается раззенковка днища с последующей заваркой электросваркой.
Резьба гужона - по ГОСТ 9150 и 24705. Предельные отклонения - не ниже 8g по ГОСТ 16093.
(Измененная редакция, Изм. № 1, 2).
2.12. Наружная и внутренняя поверхности баллонов должны быть без плен, раковин, закатов, трещин.
Возвышения, углубления, риски, а также вмятины от окалины или инструмента и другие незначительные дефекты, в том числе уплотненные и раскрытые морщины на внутренней поверхности горловин и днищ, не должны выводить толщину стенки баллонов за наименьшие значения, указанные в табл. 1.
2.13. Наружная и внутренняя поверхности баллонов должны быть протравлены, отдробеструены или опескоструены.
Допускается наличие окалины, сросшейся с металлом и не поддающейся очистке и выбивке.
(Измененная редакция, Изм. № 2).
2.14. (Исключен, Изм. № 2).
2.15. Наружная поверхность баллонов должна быть окрашена битумно-масляным лаком, масляной, эмалевой или нитрокраской по ГОСТ 9.402 с 4-й степенью очистки. Цвет краски выбирают в зависимости от наполняемого газа согласно табл. 7.
Таблица 7
|
Окраска баллонов |
|
|
Азот |
Черная |
|
Аммиак |
Желтая |
|
Аргон сырой |
Черная |
|
Аргон технический |
Черная |
|
Аргон чистый |
Серая |
|
Ацетилен |
Белая |
|
Бутилен |
Красная |
|
Нефтегаз |
Серая |
|
Бутан |
Красная |
|
Водород |
Темно-зеленая |
|
Воздух |
Черная |
|
Гелий |
Коричневая |
|
Закись азота |
Серая |
|
Кислород |
Голубая |
|
Кислород медицинский |
Голубая |
|
Сероводород |
Белая |
|
Сернистый ангидрид |
Черная |
|
Углекислота |
Черная |
|
Фосген |
Защитная |
|
Хладоны |
Алюминиевая или светло-серая |
|
Хлор |
Защитная |
|
Циклопропан |
Оранжевая |
|
Этилен |
Фиолетовая |
|
Все другие горючие газы |
Красная |
|
Все другие негорючие газы |
Черная |
Лакокрасочное покрытие должно соответствовать 7-му классу по ГОСТ 9.032.
По заказу потребителя баллоны могут не окрашиваться.
(Измененная редакция, Изм. № 1, 2).
2.16. Баллоны для кислорода и водорода, а по требованию потребителя и для воздуха должны быть обезжирены.
Потребитель должен дополнительно обезжиривать баллоны перед установкой запорной арматуры.
2.17. К каждому баллону объемом 100 л и более должен быть приложен паспорт по форме, установленной Правилами Госгортехнадзора.
3. ПРАВИЛА ПРИЕМКИ
3.1. Каждый баллон должен быть подвергнут приемо-сдаточным испытаниям на соответствие пп. 1.2 - 1.4, 2.4, 2.6 - 2.13, 2.15 - 2.17.
Примечания:
1. Испытание материала баллонов на растяжение и ударный изгиб проводят на 2 образцах от партии баллонов.
2. Баллоны с двумя открытыми горловинами пневматическим испытаниям на предприятии-изготовителе не подвергают.
3.2. При неудовлетворительных результатах испытаний образцов на растяжение или ударный изгиб проводят повторные испытания удвоенного числа образцов, взятых от того же отрезка трубы - «свидетеля» по виду испытаний, показавших заниженные результаты.
При неудовлетворительных результатах повторных испытаний баллоны подвергают повторной термической обработке, после чего заново проводят испытание механических свойств. Допускается не более двух повторных термических обработок. Дополнительный отпуск не считают повторной термической обработкой.
3.1, 3.2. (Измененная редакция, Изм. № 1).
3.3. Баллоны предъявляют к приемке партиями числом до 30 шт. одного исполнения, одного объема, одного диаметра и одинакового режима термической обработки.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытание материала баллонов на растяжение и ударный изгиб (п. 2.4) должно проводиться на продольных образцах, вырезанных из отрезка трубы - «свидетеля» той же плавки, что и изготовленные баллоны, и прошедших термообработку совместно с баллонами.
(Измененная редакция, Изм. № 1).
4.2. Испытание на растяжение (п. 2.4) должно проводиться на коротких пропорциональных образцах типа III по ГОСТ 1497.
(Измененная редакция, Изм. № 2).
4.3. Испытание на ударный изгиб (п. 2.4) должно проводиться на образцах типа I по ГОСТ 9454.
(Измененная редакция, Изм. № 1).
4.4. Контроль качества термической обработки баллонов (п. 2.4) должен осуществляться путем замера твердости баллонов.
Твердость поверхности баллонов измеряют по Бринеллю по ГОСТ 9012.
4.5. Прочность баллонов определяют проведением гидравлических испытаний, а герметичность - проведением пневматических испытаний в соответствии с требованиями «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденных Госгортехнадзором СССР. Продолжительность гидравлических испытаний должна быть не менее 120 мин, пневматических - не менее 5 мин.
(Измененная редакция, Изм. № 1).
4.6. (Исключен, Изм. № 1).
4.7. Качество наружной и внутренней поверхностей баллонов, обварки гужона и заварки днища (пп. 2.12, 2.13) проверяют внешним осмотром.
4.8. Качество резьбы на горловинах и фланцах (пп. 2.6 - 2.9) проверяют калибрами по ГОСТ 2016. Фланцы для баллонов (п. 2.9) испытывают в соответствии с требованиями ГОСТ 9399.
4.9. Проверку объема (п. 1.3) баллонов проверяют наполнением баллонов водой до основания горловины с последующим определением объема или массы воды.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На сферической части у горловины каждого баллона должны быть отчетливо выбиты следующие данные:
- товарный знак предприятия-изготовителя;
- номер баллона по системе нумерации предприятия-изготовителя;
- дата (месяц, год) изготовления (испытания);
- вид термообработки - закалка с отпуском (W);
- рабочее давление (Р) и пробное гидравлическое (П) в МПа;
- номинальный объем баллона в литрах;
- фактическая масса баллона в кг с точностью до 1 кг;
- клеймо ОТК;
- обозначение настоящего стандарта. Высота букв и цифр - не менее 8 мм.
Примечания:
1. По заказу потребителя на баллонах вместо номинального объема должно выбиваться его фактическое значение с точностью до 1 л.
2. Масса баллона указывается без массы фланца.
5.2. Внутренняя поверхность баллонов должна предохраняться от коррозии путем наполнения баллона летучим ингибитором.
По заказу потребителя допускается не наполнять баллон летучим ингибитором.
5.3. Наружная резьба горловины баллонов должна быть предохранена от повреждения металлическими или полиэтиленовыми кольцами. Отверстия горловин баллонов с внутренней резьбой должны быть плотно закрыты металлическими резьбовыми пробками с резиновыми прокладками или полиэтиленовыми резьбовыми пробками. Отверстия горловин баллонов с наружной резьбой плотно закрывают полиэтиленовой заглушкой.
5.4. Каждая партия баллонов должна сопровождаться документом о качестве установленной формы с указанием:
- наименования предприятия-изготовителя и его адрес;
- числа баллонов и их номеров;
- результатов гидравлического и пневматического испытаний;
- обозначения настоящего стандарта.
5.5. Баллоны транспортируют транспортом всех видов в соответствии с действующими Правилами перевозок грузов.
Условия транспортирования баллонов - по группе Ж1 ГОСТ 15150.
(Измененная редакция, Изм. № 1).
5.5а. Транспортная маркировка, включающая основные, дополнительные и информационные надписи, должна быть нанесена в соответствии с ГОСТ 14192.
(Введен дополнительно, Изм. № 1).
5.6. Хранение баллонов - по группе Ж1 ГОСТ 15150.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие баллонов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования, хранения, установленных настоящим стандартом и «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением».
6.2. Гарантийный срок эксплуатации - 2,5 года со дня ввода баллонов в эксплуатацию.
(Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.10.80 № 5147
3. ВЗАМЕН ГОСТ 12247-66
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 07.06.91 № 833
6. ИЗДАНИЕ (октябрь 2002 г.) с Изменениями № 1, 2, утвержденными в феврале 1987 г., июне 1991 г. (ИУС 12-86, 9-91), Поправкой (ИУС 8-2002)
СОДЕРЖАНИЕ