ГОСТ 1222-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ
ОСНОВНЫЕ РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Основные размеры Radial drilling machines. |
ГОСТ |
Дата введения 01.01.87
1. Настоящий стандарт распространяется на стационарные радиально-сверлильные станки и координатно-сверлильные на их базе, в том числе на станки с программным управлением, изготовляемые для нужд народного хозяйства и экспорта.
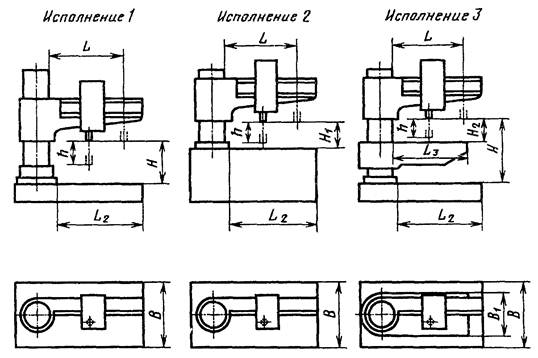
2. Станки изготовляются исполнений:
1 - на плите с подъемным поворотным рукавом;
2 - на тумбе с подъемным поворотным рукавом;
3 - на плите с подъемными или неподъемными поворотным рукавом и откидным столом;
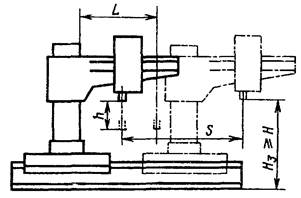
4 - на салазках с подъемным поворотным рукавом;
5 - на салазках с неповоротным рукавом и столом-плитой или тумбой.
Станки исполнения 5 должны обеспечивать возможность использования автоматизированных устройств смены инструмента и заготовок.
3. Основные размеры станков должны соответствовать указанным на чертеже и в таблице.
Примечание. Чертеж не определяет конструкцию станков.
Исполнение 4
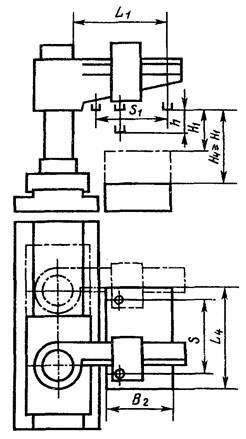
Исполнение 5
Размеры, мм
|
Наибольший условный диаметр сверления в стали 45 по ГОСТ 1050 |
25 |
32 |
40 |
50 |
63 |
80 |
100 |
125 |
|
|
Наибольшее расстояние L от оси шпинделя до направляющих колонны (вылет), не менее |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
|
|
Наибольшее расстояние от торца шпинделя до рабочей поверхности, не менее |
плиты Н |
1000 |
1250 |
1600 |
2000 |
2500 |
|||
|
тумба Н1 |
500 |
630 |
800 |
1000 |
1250 |
||||
|
откидного стола Н2 |
500 |
630 |
800 |
- |
|||||
|
Наибольшее перемещение h шпинделя, не менее |
250 |
320 |
400 |
500 |
630 |
||||
|
Конец шпинделя по ГОСТ 24644, конус |
внутренний Морзе |
3 |
4 |
5 |
6 |
||||
|
с конусностью 7:24 |
- |
40 |
40; 50 |
50; 60 |
|||||
|
Ширина рабочей поверхности, не менее Ширина рабочей поверхности |
плиты (тумбы) В |
630 |
800 |
1000 |
1250 |
1600 |
|||
|
откидного стола В1 |
400 |
450 |
500 |
- |
|||||
|
стола-плиты В2 |
- |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
||
|
Длина рабочей поверхности, не менее |
плиты (тумбы) L2 |
900 |
1120 |
1400 |
1800 |
2240 |
2800 |
3600 |
4500 |
|
откидного стола L3 |
800 |
1000 |
1250 |
- |
|||||
|
стола-плиты L4, не менее |
- |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
||
|
Наибольшее перемещение салазок S, не менее |
- |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
|
|
Размеры Т-образных пазов плиты (тумбы) по ГОСТ 1574 |
ширина |
18 |
22 (28) |
28 |
|||||
|
расстояние между пазами |
160 |
200 (250) |
|||||||
Примечания:
1. Вылетом L (L1) считают наибольшее расстояние от оси шпинделя до направляющих колонны, измеренное в плоскости, параллельной направляющим рукава и проходящей через ось колонны.
2. Размеры, заключенные в скобки, при новом проектировании не применять.
2, 3. (Измененная редакция, Изм. № 1, 2).
4. Размеры, увеличенные по сравнению с указанными в таблице, выбирать: L (L1); L4; Н; Н1; Н2; h; S - из ряда Ra 10; L2; L3; В - из ряда Ra 20.
Размеры L4 и S, превышающие 3000 мм, допускается округлять до величин, кратных 1000.
(Измененная редакция, Изм. № 1).
5. Для станков исполнения 5 вылет L1 и ход головки S1 должны обеспечивать возможность обработки в пределах всей ширины стола-плиты, при этом вылет должен выбираться из ряда Ra 20, а ход головки из ряда Ra 10.
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола-плиты Н4 выбирают из ряда Ra 20.
(Измененная редакция, Изм. № 2).
6. Допускается изготовление станков исполнения 3 с откидными наклоняемыми столами с длинами L3, уменьшенными по сравнению с указанными в таблице, по ряду Ra 20.
7. Допускается для станков с ЧПУ уменьшение программируемого перемещения h шпинделя в 1,25 раза по сравнению с указанными в таблице по ряду Ra 20.
6, 7. (Введены дополнительно, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Л.М. Кордыш, Н.П. Семченкова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.12.80 № 5903
3. ВЗАМЕН ГОСТ 1222-71
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ПЕРЕИЗДАНИЕ (сентябрь 1999 г.) с Изменениями № 1, 2, 3, утвержденными в марте 1982 г., июне 1987 г., июне 1988 г. (ИУС 6-82, 9-87, 9-88)