ГОСТ 11872-89
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШАЙБЫ СТОПОРНЫЕ
МНОГОЛАПЧАТЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
|
|
Москва Стандартинформ 2006 |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ШАЙБЫ СТОПОРНЫЕ МНОГОЛАПЧАТЫЕ Технические условия Tongued
lock washers. |
ГОСТ |
Дата введения 01.07.90
Настоящий стандарт распространяется на стопорные многолапчатые шайбы класса точности А, предназначенные для стопорения круглых шлицевых гаек по ГОСТ 11871.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Стопорные многолапчатые шайбы должны изготовлять типов: Л - легкие, Н - нормальные.
1.2. Конструкция и основные размеры шайб должны соответствовать указанным на чертеже и в таблице.
Исполнение 1
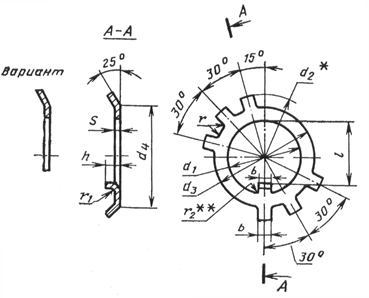
Исполнение 2

________
* Размер d2 в развертке.
** Размер обеспечивается инструментом.
Таблица 1
мм
|
Диаметр резьбы гаек d |
d1 |
Типы шайб |
l |
h |
r, не более |
s |
||||||
|
Л |
Н |
Не менее |
Не более |
|||||||||
|
d2 |
d3 |
b |
d2 |
d3 |
b |
|||||||
|
h14 |
поле допуска h14 |
|||||||||||
|
4 |
4,2 |
- |
- |
- |
14 |
6,5 |
1,5 |
2,7 |
1,5 |
2,5 |
0,2 |
0,8 |
|
5 |
5,2 |
16 |
8,0 |
3,2 |
||||||||
|
6 |
6,2 |
18 |
11,5 |
3,0 |
18 |
9,5 |
1,8 |
4,2 |
2,0 |
3,0 |
||
|
8 |
8,5 |
24 |
13,5 |
24 |
14,0 |
3,0 |
5,5 |
1,0 |
||||
|
10 |
10,5 |
26 |
15,5 |
26 |
16,0 |
3,5 |
7,0 |
2,5 |
4,0 |
|||
|
12 |
12,5 |
28 |
17,5 |
3,5 |
28 |
18,0 |
3,8 |
9,0 |
||||
|
14 |
14,5 |
30 |
18,5 |
3,8 |
30 |
20,0 |
11,0 |
|||||
|
16 |
16,5 |
32 |
22,0 |
4,8 |
32 |
22,0 |
4,8 |
13,0 |
0,5 |
|||
|
18 |
18,5 |
34 |
24,0 |
34 |
24,0 |
15,0 |
3,5 |
6,0 |
||||
|
20 |
20,5 |
36 |
26,0 |
36 |
27,0 |
17,0 |
||||||
|
22 |
22,5 |
40 |
29,0 |
40 |
30,0 |
19,0 |
||||||
|
24 |
24,5 |
44 |
31,0 |
44 |
33,0 |
21,0 |
||||||
|
27 |
27,5 |
47 |
35,0 |
47 |
36,0 |
24,0 |
4,5 |
8,0 |
||||
|
30 |
30,5 |
50 |
38,0 |
50 |
39,0 |
27,0 |
||||||
|
33 |
33,5 |
54 |
40,0 |
6,8 |
54 |
42,0 |
5,8 |
30,0 |
1,6 |
|||
|
36 |
36,5 |
58 |
42,0 |
58 |
45,0 |
33,0 |
||||||
|
39 |
39,5 |
62 |
48,0 |
62 |
48,0 |
36,0 |
||||||
|
42 |
42,5 |
67 |
52,0 |
67 |
52,0 |
39,0 |
||||||
|
45 |
45,5 |
72 |
55,0 |
72 |
56,0 |
42,0 |
||||||
|
48 |
48,5 |
77 |
58,0 |
77 |
60,0 |
7,8 |
45,0 |
0,8 |
||||
|
(50) |
50,5 |
80 |
60,0 |
80 |
62,0 |
47,0 |
5,5 |
10,0 |
||||
|
52 |
52,5 |
82 |
61,0 |
7,8 |
82 |
65,0 |
49,0 |
|||||
|
56 |
57,0 |
87 |
65,0 |
87 |
70,0 |
53,0 |
||||||
|
(58) |
59,0 |
90 |
67,0 |
90 |
72,0 |
55,0 |
||||||
|
60 |
61,0 |
92 |
70,0 |
92 |
75,0 |
57,0 |
||||||
|
(62) |
63,0 |
97 |
72,0 |
95 |
77,0 |
59,0 |
||||||
|
64 |
65,0 |
98 |
75,0 |
97 |
80,0 |
61,0 |
||||||
|
68 |
69,0 |
102 |
80,0 |
9,5 |
102 |
85,0 |
9,5 |
65,0 |
||||
|
(70) |
71,0 |
104 |
82,0 |
104 |
87,0 |
67,0 |
6,5 |
13,0 |
||||
|
72 |
73,0 |
107 |
85,0 |
107 |
90,0 |
69,0 |
||||||
|
76 |
77,0 |
112 |
87,0 |
112 |
95,0 |
73,0 |
||||||
|
80 |
81,0 |
117 |
90,0 |
117 |
100,0 |
76,0 |
||||||
|
85 |
86,0 |
122 |
98,0 |
122 |
105,0 |
81,0 |
||||||
|
90 |
91,0 |
127 |
102,0 |
11,5 |
127 |
110,0 |
11,5 |
86,0 |
1,0 |
2,0 |
||
|
95 |
96,0 |
132 |
108,0 |
132 |
115,0 |
91,0 |
||||||
|
100 |
101,0 |
137 |
115,0 |
137 |
120,0 |
96,0 |
||||||
|
105 |
106,0 |
142 |
120,0 |
142 |
125,0 |
101,0 |
||||||
|
110 |
111,0 |
152 |
125,0 |
13,5 |
152 |
130,0 |
106,0 |
|||||
|
115 |
116,0 |
157 |
132,0 |
157 |
135,0 |
111,0 |
||||||
|
120 |
121,0 |
162 |
137,0 |
162 |
140,0 |
116,0 |
||||||
|
125 |
126,0 |
167 |
142,0 |
167 |
145,0 |
13,5 |
121,0 |
|||||
|
130 |
131,0 |
172 |
147,0 |
172 |
150,0 |
126,0 |
||||||
|
135 |
136,0 |
177 |
152,0 |
177 |
155,0 |
131,0 |
||||||
|
140 |
141,0 |
182 |
157,0 |
182 |
160,0 |
136,0 |
||||||
|
(145) |
146,0 |
192 |
162,0 |
192 |
165,0 |
141,0 |
||||||
|
150 |
151,0 |
202 |
167,0 |
15,5 |
202 |
175,0 |
15,5 |
146,0 |
7,5 |
14,0 |
1,6 |
2,5 |
|
160 |
161,0 |
212 |
177,0 |
212 |
185,0 |
155,0 |
||||||
|
170 |
171,0 |
222 |
189,0 |
222 |
195,0 |
165,0 |
||||||
|
180 |
181,0 |
232 |
202,0 |
232 |
205,0 |
175,0 |
||||||
|
190 |
191,0 |
242 |
213,0 |
242 |
215,0 |
185,0 |
||||||
|
200 |
201,0 |
252 |
223,0 |
252 |
225,0 |
195,0 |
||||||
Примечания:
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Шайбы типа Н допускается применять для оборудования, спроектированного до 01.01.90.
Пример условного обозначения стопорной многолапчатой легкой шайбы исполнения 1 для круглой шлицевой гайки с диаметром резьбы 64 мм, с толщиной, установленной в стандарте, из стали марки 08 кп, с покрытием химическим окисным, пропитанным маслом:
Шайба 64.01.08 кп. 05 ГОСТ 11872-89
То же, нормальной шайбы:
Шайба Н 64.01.08 кп. 05 ГОСТ 11872-89
То же, из стали марки 15 с цинковым покрытием толщиной 9 мкм, хроматированным, исполнения 2:
Шайба 2Н.64.03.019 ГОСТ 11872-89
Примечание. Легкий тип шайбы в условном обозначении не указывается.
1.3. Теоретическая масса шайб указана в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шайбы должны удовлетворять всем требованиям ГОСТ 18123 и требованиям, изложенным в соответствующих разделах настоящего стандарта.
2.2.
Допуски углов - ![]() по ГОСТ
8908.
по ГОСТ
8908.
2.3. Допускается изготовление шайб с толщинами, не указанными в таблице.
2.4. Допускается изготовление шайб без отгиба лапок на угол 25° по согласованию с потребителем.
2.5. Упаковка, маркировка, транспортирование и хранение шайб - по ГОСТ 18160.
3. ПРИЕМКА
Правила приемки шайб - по ГОСТ 17769.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Методы контроля шайб - по ГОСТ 18123.
4.2. Угол гиба лапок 25° и размер d2 не контролируются.
4.3. Допускается, по согласованию между изготовителем и потребителем, не проводить испытание шайб на двукратный загиб и отгиб лапок по ГОСТ 18123.
ПРИЛОЖЕНИЕ
Справочное
МАССА СТАЛЬНЫХ ШАЙБ
|
Диаметр резьбы гаек, мм |
Теоретическая масса 1000 шт. шайб, кг типов |
Диаметр резьбы гаек, мм |
Теоретическая масса 1000 шт. шайб, кг типов |
||
|
Л |
Н |
Л |
Н |
||
|
4 |
- |
0,353 |
64 |
25,071 |
27,460 |
|
5 |
- |
0,433 |
68 |
25,237 |
31,740 |
|
6 |
0,726 |
0,573 |
70 |
25,590 |
33,254 |
|
8 |
1,522 |
1,560 |
72 |
27,690 |
34,770 |
|
10 |
1,672 |
1,850 |
76 |
29,380 |
37,970 |
|
12 |
1,941 |
2,070 |
80 |
30,790 |
41,470 |
|
14 |
1,970 |
2,200 |
85 |
31,602 |
43,350 |
|
16 |
2,602 |
2,612 |
90 |
41,512 |
58,520 |
|
18 |
2,716 |
2,786 |
95 |
44,175 |
60,860 |
|
20 |
2,951 |
3,247 |
100 |
45,575 |
63,200 |
|
22 |
3,551 |
3,770 |
105 |
52,897 |
65,540 |
|
24 |
3,937 |
4,770 |
110 |
60,219 |
73,060 |
|
27 |
4,527 |
4,822 |
115 |
67,131 |
75,400 |
|
30 |
4,805 |
5,136 |
120 |
70,375 |
78,700 |
|
33 |
8,887 |
9,598 |
125 |
71,075 |
80,080 |
|
36 |
9,042 |
10,320 |
130 |
73,441 |
82,430 |
|
39 |
11,020 |
11,040 |
135 |
75,019 |
84,760 |
|
42 |
12,284 |
12,780 |
140 |
76,991 |
87,100 |
|
45 |
14,359 |
14,650 |
145 |
82,142 |
89,440 |
|
48 |
17,306 |
18,170 |
150 |
113,822 |
144,700 |
|
50 |
18,150 |
18,820 |
160 |
119,056 |
152,400 |
|
52 |
18,458 |
20,450 |
170 |
133,745 |
159,800 |
|
56 |
18,512 |
22,290 |
180 |
155,087 |
167,200 |
|
58 |
18,912 |
22,904 |
190 |
167,192 |
174,600 |
|
60 |
20,725 |
24,790 |
200 |
173,970 |
182,000 |
|
62 |
22,785 |
25,438 |
|||
Примечание. Для определения массы латунных шайб значения массы, указанные в табл. 2, должны быть умножены на коэффициент 1,080.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.03.89 № 424
3. ВЗАМЕН ГОСТ 11872-80
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
5. ПЕРЕИЗДАНИЕ