МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВЫХОД РЕЗЬБЫ
Сбеги, недорезы, проточки и фаски
ГОСТ 10549-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Сбеги, недорезы, проточки и фаски Screw thread runout. Washout threads, |
ГОСТ |
Дата введения 01.01.82
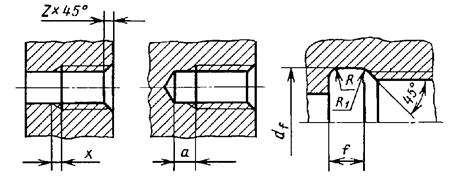
1. Настоящий стандарт устанавливает размеры сбега резьбы при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, форму и размеры проточек для выхода резьбообразующего инструмента, размеры фасок - для резьбы метрической, трубной цилиндрической, трубной конической, конической дюймовой с углом профиля 60° и трапецеидальной.
(Измененная редакция, Изм. № 1).
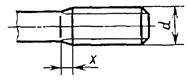
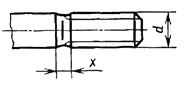
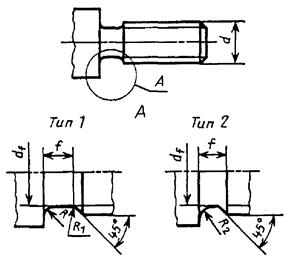
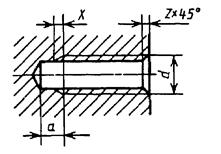
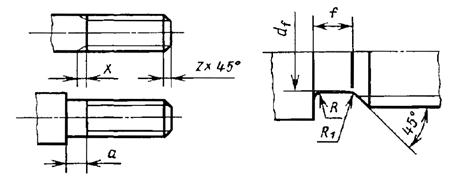
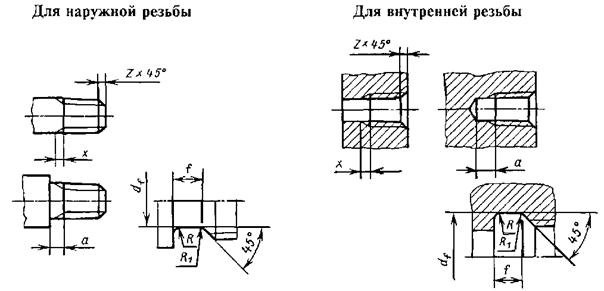
2. Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт. 1, 4 (при выполнении резьбы нарезанием), на черт. 2, 3, 5 (при выполнении резьбы накатыванием) и в табл. 1.

Допускается применять угол 60°
Черт. 1
Черт. 2
Черт. 3
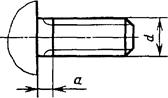
Черт. 4
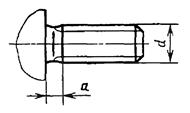
Черт. 5
Черт. 6
Форма и размеры проточек для наружной метрической резьбы должны соответствовать указанным на черт, 6 и в табл. 1. Размеры фасок наружной метрической резьбы указаны на черт. 1 и в табл. 1.
Таблица 1
Размеры в миллиметрах
|
Сбег x, не более |
Недорез a, не более |
Проточка |
Фаска z |
|||||||||||||
|
при угле заборной части инструмента |
Тип 1 |
Тип 2 |
df |
при сопряжении с внутренней резьбой с проточкой типа 2 |
для всех других случаев |
|||||||||||
|
нормальный |
уменьшенный |
нормальная |
узкая |
|||||||||||||
|
20° |
30° |
45° |
f |
R |
R1 |
f |
R |
R1 |
f |
R2 |
||||||
|
0,2 |
0,4 |
0,3 |
0,2 |
0,5 |
0,4 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0,2 |
|
0,25 |
0,5 |
0,6 |
0,5 |
|||||||||||||
|
0,3 |
0,4 |
0,7 |
||||||||||||||
|
0,35 |
0,6 |
0,3 |
0,8 |
0,6 |
d - 0,6 |
0,3 |
||||||||||
|
0,4 |
0,7 |
0,5 |
1,0 |
0,8 |
1,0 |
0,3 |
0,2 |
|||||||||
|
0,45 |
0,8 |
d - 0,7 |
||||||||||||||
|
0,5 |
1,0 |
0,6 |
0,4 |
1,6 |
1,0 |
1,6 |
0,5 |
0,3 |
1,0 |
0,3 |
0,2 |
d - 0,8 |
0,5 |
|||
|
0,6 |
1,2 |
0,7 |
d - 0,9 |
|||||||||||||
|
0,7 |
1,3 |
0,8 |
0,5 |
2,0 |
1,6 |
2,0 |
1,6 |
0,5 |
0,3 |
d - 1,0 |
||||||
|
0,75 |
1,5 |
d - 1,2 |
1,0 |
|||||||||||||
|
0,8 |
0,9 |
0,6 |
3,0 |
3,0 |
1,0 |
0,5 |
||||||||||
|
1 |
1,8 |
1,2 |
0,7 |
2,0 |
2,0 |
3,6 |
2,0 |
d - 1,5 |
2,0 |
|||||||
|
1,25 |
2,2 |
1,5 |
0,9 |
4,0 |
2,5 |
4,0 |
2,5 |
1,0 |
0,5 |
4,4 |
2,5 |
d - 1,8 |
2,5 |
1,6 |
||
|
1,5 |
2,8 |
1,6 |
1,0 |
4,6 |
d - 2,2 |
3,0 |
||||||||||
|
1,75 |
3,2 |
2,0 |
1,2 |
5,4 |
3,0 |
d - 2,5 |
3,5 |
|||||||||
|
2 |
3,5 |
2,2 |
1,4 |
5,0 |
3,0 |
5,0 |
1,6 |
3,0 |
5,6 |
d - 3,0 |
2,0 |
|||||
|
2,5 |
4,5 |
3,0 |
1,6 |
6,0 |
4,0 |
6,0 |
1,0 |
4,0 |
7,3 |
4,0 |
d - 3,5 |
5,0 |
2,5 |
|||
|
3 |
5,2 |
3,5 |
2,0 |
7,6 |
d - 4,5 |
6,5 |
||||||||||
|
3,5 |
6,3 |
4,0 |
2,2 |
8,0 |
5,0 |
8,0 |
2,0 |
5,0 |
1,6 |
10,2 |
5,5 |
d - 5,0 |
7,5 |
|||
|
4 |
7,1 |
4,5 |
2,5 |
10,3 |
d - 6,0 |
8,0 |
3,0 |
|||||||||
|
4,5 |
8,0 |
5,0 |
3,0 |
10,0 |
6,0 |
10,0 |
3,0 |
6,0 |
1,0 |
12,9 |
7,0 |
d - 6,5 |
9,5 |
|||
|
5 |
9,0 |
5,5 |
3,2 |
13,1 |
d - 7,0 |
10,5 |
4,0 |
|||||||||
|
5,5 |
10,0 |
6,0 |
3,5 |
12,0 |
8,0 |
12,0 |
8,0 |
2,0 |
15,0 |
8,0 |
d - 8,0 |
|||||
|
6 |
11,0 |
4,0 |
16,0 |
8,5 |
d - 9,0 |
|||||||||||
|
Примечания: 1. Проточки типа 2 снижают концентрацию напряжений под головкой, но уменьшают площадь опорной поверхности. 2. Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы. 3. Для деталей из высокопрочных материалов с σв > 1400 МПа и в случаях, если проточка, кроме технологических, несет и конструктивные функции, допускается применять проточки, не установленные настоящим стандартом. 4. Допускается применять размеры сбегов, недорезов и проточек по ГОСТ 27148. |
||||||||||||||||
3. Размеры сбегов и недорезов для внутренней метрической резьбы должны соответствовать указанным на черт. 7 и в табл. 2.
Форма и размеры проточек для внутренней метрической резьбы должны соответствовать указанным на черт. 8 и в табл. 2. Размеры фасок внутренней метрической резьбы указаны на черт. 7 и в табл. 2.
2, 3. (Измененная редакция, Изм. № 1).
Допускается применять угол 60°
Черт. 7
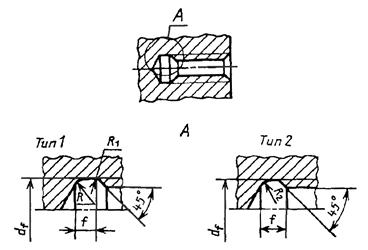
Черт. 8
Таблица 2
В миллиметрах
|
Сбег x, не более |
Недорез a, не более |
Проточка |
Фаска z |
||||||||||||
|
Тип 1 |
Тип 2 |
df |
при сопряжении с внутренней резьбой с проточкой типа 2 |
для всех других случаев |
|||||||||||
|
нормальный |
уменьшенный |
нормальный |
уменьшенный |
нормальная |
узкая |
||||||||||
|
f |
R |
R1 |
f |
R |
R1 |
f |
R2 |
||||||||
|
0,2 |
0,5 |
0,3 |
1,2 |
1,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0,2 |
|
0,25 |
0,6 |
0,4 |
1,5 |
1,2 |
|||||||||||
|
0,3 |
0,7 |
0,5 |
|||||||||||||
|
0,35 |
0,8 |
2,0 |
1,8 |
||||||||||||
|
0,4 |
0,9 |
0,6 |
0,3 |
||||||||||||
|
0,45 |
1,1 |
0,7 |
|||||||||||||
|
0,5 |
1,2 |
0,8 |
3,5 |
3,0 |
2,0* |
0,5 |
0,3 |
1,0* |
0,3 |
0,2 |
d + 0,3 |
0,5 |
|||
|
0,6 |
1,5 |
1,0 |
3,5 |
3,0 |
- |
- |
- |
- |
- |
- |
- |
||||
|
0,7 |
1,8 |
1,2 |
|||||||||||||
|
0,75 |
1,9 |
1,3 |
4,0 |
3,2 |
3,0* |
1,0 |
0,5 |
1,6* |
0,5 |
0,3 |
d + 0,4 |
1,0 |
|||
|
0,8 |
2,1 |
1,4 |
- |
- |
- |
- |
- |
- |
- |
||||||
|
1 |
2,7 |
1,8 |
5,0 |
3,8 |
4,0 |
1,0 |
0,5 |
2,0 |
0,5 |
0,3 |
3,6 |
2,0 |
d + 0,5 |
2,0 |
|
|
1,25 |
3,3 |
2,2 |
5,0 |
1,6 |
3,0 |
1,0 |
0,5 |
4,5 |
2,5 |
2,5 |
1,6 |
||||
|
1,5 |
4,0 |
2,7 |
6,0 |
4,5 |
6,0 |
1,0 |
5,4 |
3,0 |
d + 0,7 |
||||||
|
1,75 |
4,7 |
3,2 |
7,0 |
5,2 |
7,0 |
4,0 |
1,0 |
6,2 |
3,5 |
3,0 |
|||||
|
2 |
5,5 |
3,7 |
8,0 |
6,0 |
8,0 |
2,0 |
6,5 |
d + 1,0 |
2,0 |
||||||
|
2,5 |
7,0 |
4,7 |
10,0 |
7,5 |
10 |
3,0 |
5,0 |
1,6 |
8,9 |
5,0 |
4,0 |
2,5 |
|||
|
3 |
- |
5,7 |
- |
9,0 |
6,0 |
1,0 |
11,4 |
6,5 |
d + 1,2 |
||||||
|
3,5 |
6,6 |
10,5 |
7,0 |
13,1 |
7,5 |
5,5 |
3,0 |
||||||||
|
4 |
7,6 |
12,5 |
12 |
8,0 |
2,0 |
14,3 |
8,0 |
d + 1,5 |
|||||||
|
4,5 |
8,5 |
14,0 |
14 |
10 |
3,0 |
16,6 |
9,5 |
7,0 |
4,0 |
||||||
|
5 |
9,5 |
16,0 |
16 |
18,4 |
10,5 |
d + 1,8 |
|||||||||
|
5,5 |
- |
- |
12 |
18,7 |
8,0 |
||||||||||
|
6 |
18,9 |
d + 2,0 |
8,5 |
||||||||||||
|
* Ширина проточек дана для диаметров 6 мм и более. Примечания: 1. Проточки типа 2 снижают концентрацию напряжений под головкой. 2. Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы. 3. Для деталей из высокопрочных материалов с σв > 1400 МПа и в случаях, если проточка, кроме технологических, несет и конструктивные функции, допускается применять проточки, не установленные настоящим стандартом. 4. Допускается применять размеры сбегов, недорезов и проточек по ГОСТ 27148. |
|||||||||||||||
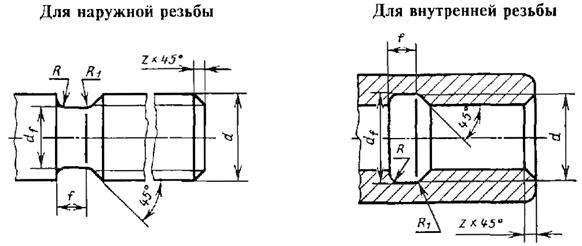
4. Размеры сбегов, недорезов, проточек и фасок для трубной цилиндрической резьбы должны соответствовать указанным на черт. 9, 10 и в табл. 3, 4.
Для наружной резьбы
Черт. 9
Для внутренней резьбы
Черт. 10
Таблица 3
Размеры в миллиметрах
|
Число шагов на длине 25,4 мм |
Сбег x, не более, при угле заборной части инструмента |
Недорез a, не более |
Проточка |
Фаска z |
|
|||||||||
|
нормальный |
уменьшенный |
нормальная |
узкая |
df |
|
|||||||||
|
f |
R |
R1 |
f |
R |
R1 |
|||||||||
|
20° |
30° |
|
||||||||||||
|
1/3 |
28 |
1,6 |
1,0 |
2,5 |
1,6 |
2,5 |
1,0 |
0,5 |
1,6 |
0,5 |
0,3 |
8,0 |
1,0 |
|
|
1/16 |
6,0 |
|
||||||||||||
|
1/4 |
19 |
2,4 |
1,5 |
4,0 |
2,5 |
4,0 |
2,5 |
1,0 |
0,5 |
11,0 |
1,6 |
|
||
|
3/8 |
14,5 |
|
||||||||||||
|
1/2 |
14 |
3,2 |
2,0 |
5,0 |
3,0 |
5,0 |
1,6 |
3,0 |
18,0 |
2,0 |
|
|||
|
5/8 |
20,0 |
|
||||||||||||
|
3/4 |
23,5 |
|
||||||||||||
|
7/8 |
27,0 |
|
||||||||||||
|
1 |
11 |
4,1 |
2,5 |
6,0 |
4,0 |
6,0 |
1,0 |
4,0 |
29,5 |
2,5 |
|
|||
|
11/8 |
34,0 |
|
||||||||||||
|
11/4 |
38,0 |
|
||||||||||||
|
13/8 |
40,5 |
|
||||||||||||
|
11/2 |
44,0 |
|
||||||||||||
|
13/4 |
50,0 |
|
||||||||||||
|
2 |
56,0 |
|
||||||||||||
|
21/4 |
62,0 |
|
||||||||||||
|
21/2 |
71,5 |
|
||||||||||||
|
23/4 |
78,0 |
|
||||||||||||
|
3 |
84,0 |
|
||||||||||||
|
31/2 |
96,5 |
|
||||||||||||
|
31/4 |
90,5 |
|
||||||||||||
|
4 |
109,0 |
|
||||||||||||
|
41/2 |
122,0 |
|
||||||||||||
|
5 |
134,5 |
|
||||||||||||
|
51/2 |
147,0 |
|
||||||||||||
|
6 |
160,0 |
|
||||||||||||
Таблица 4
Размеры в миллиметрах
|
Число шагов на длине 25,4 мм |
Сбег x, не более |
Недорез a, не более |
Проточка |
Фаска z |
|||||||||
|
нормальный |
уменьшенный |
нормальный |
уменьшенный |
нормальная |
узкая |
df |
|||||||
|
f |
R |
R1 |
f |
R |
R1 |
||||||||
|
1/8 |
28 |
2,2 |
1,4 |
4 |
2,5 |
4 |
1,0 |
0,5 |
2,5 |
10 |
0,5 |
10,0 |
1,0 |
|
1/16 |
8,0 |
||||||||||||
|
1/4 |
19 |
3,3 |
2,0 |
5 |
3,0 |
5 |
1,6 |
3,0 |
13,5 |
||||
|
3/8 |
17,0 |
||||||||||||
|
1/2 |
14 |
4,8 |
3,0 |
8 |
5,0 |
8 |
2,0 |
1,0 |
5,0 |
1,6 |
0,5 |
21,5 |
1,6 |
|
5/8 |
23,5 |
||||||||||||
|
3/4 |
27,0 |
||||||||||||
|
7/6 |
31,0 |
||||||||||||
|
1 |
11 |
6,0 |
4,0 |
10 |
6,0 |
10 |
3,0 |
6,0 |
1,0 |
34,0 |
|||
|
11/8 |
39,0 |
||||||||||||
|
11/4 |
43,0 |
||||||||||||
|
13/8 |
45,0 |
||||||||||||
|
11/2 |
48,5 |
||||||||||||
|
13/4 |
54,5 |
||||||||||||
|
2 |
60,5 |
||||||||||||
|
21/4 |
66,5 |
||||||||||||
|
21/2 |
76,0 |
||||||||||||
|
23/4 |
82,5 |
||||||||||||
|
3 |
89,0 |
||||||||||||
|
31/2 |
101,0 |
||||||||||||
|
31/4 |
95,0 |
||||||||||||
|
4 |
114,0 |
||||||||||||
|
41/2 |
126,5 |
||||||||||||
|
5 |
139,0 |
||||||||||||
|
51/2 |
152,0 |
||||||||||||
|
6 |
165,0 |
||||||||||||
|
Примечание. Ширина узких проточек может быть уменьшена до 1,5 шага. |
|||||||||||||
5. Размеры сбегов, недорезов, проточек и фасок для трубной конической резьбы по ГОСТ 6211 должны соответствовать указанным на черт. 11 и в табл. 5.
Черт. 11
Таблица 5
Размеры в миллиметрах
|
Число шагов на длине 25,4 мм |
Наружная резьба |
Внутренняя резьба |
Фаска z |
|||||||||||
|
Сбег x, при угле заборной части инструмента 20°, не более |
Недорез a, не более |
Проточка |
Сбег x, не более |
Недорез a, не более |
Проточка |
|||||||||
|
f |
R |
R1 |
df |
f |
R |
R1 |
df |
|||||||
|
1/8 |
28 |
2,0 |
3,5 |
2 |
0,5 |
0,3 |
8,0 |
3,0 |
5,5 |
3 |
1,0 |
0,5 |
10,0 |
1,0 |
|
1/16 |
6,0 |
8,0 |
||||||||||||
|
1/4 |
19 |
3,0 |
5,0 |
3 |
1,0 |
0,5 |
11,0 |
4,0 |
8,0 |
5 |
1,6 |
13,5 |
1,6 |
|
|
3/8 |
14,0 |
17,0 |
||||||||||||
|
1/2 |
14 |
3,5 |
6,5 |
4 |
18,0 |
5,5 |
11,0 |
7 |
21,5 |
|||||
|
3/4 |
23,5 |
27,0 |
||||||||||||
|
1 |
|
4,5 |
8,0 |
5 |
1,6 |
29,5 |
7,0 |
14,0 |
8 |
2,0 |
1,0 |
34,0 |
2,0 |
|
|
11/4 |
38,0 |
42,5 |
||||||||||||
|
11/2 |
44,0 |
48,5 |
||||||||||||
|
2 |
11 |
56,0 |
60,0 |
|||||||||||
|
21/2 |
71,0 |
76,0 |
||||||||||||
|
3 |
84,0 |
88,5 |
||||||||||||
|
31/2 |
9,8 |
101,2 |
||||||||||||
|
4 |
109,0 |
114,0 |
||||||||||||
|
5 |
134,5 |
139,5 |
||||||||||||
|
6 |
160,0 |
165,0 |
||||||||||||
|
Примечание. Ширина узких проточек для внутренней резьбы может быть уменьшена до 1,5 шага. |
||||||||||||||
6. Размеры сбегов, недорезов, проточек и фасок для конической дюймовой резьбы с углом профиля 60° по ГОСТ 6111 должны соответствовать указанным на черт. 12 и в табл. 6.
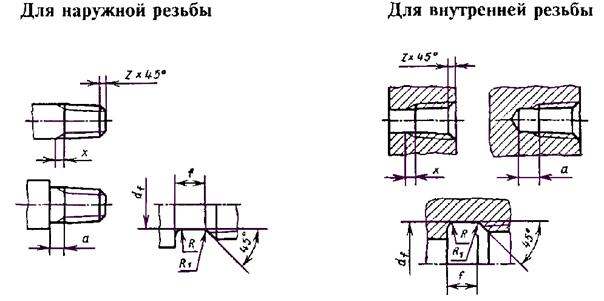
Таблица 6
Размеры в миллиметрах
|
Число шагов на длине 25,4 мм |
Наружная резьба |
Внутренняя резьба |
Фаска z |
|||||||||||
|
Сбег x, при угле заборной части инструмента 20°, не более |
Недорез a, не более |
Проточка |
Сбег x, не более |
Недорез a, не более |
Проточка |
|||||||||
|
f |
R |
R1 |
df |
F |
R |
R1 |
df |
|||||||
|
1/16 |
27 |
2,5 |
3,5 |
2 |
0,5 |
0,3 |
6 |
3,0 |
6 |
3 |
1,0 |
0,5 |
8,5 |
1,0 |
|
1/8 |
8 |
10,5 |
||||||||||||
|
1/4 |
18 |
3,5 |
5,5 |
3 |
1,0 |
0,5 |
11 |
4,0 |
9 |
4 |
14,0 |
1,6 |
||
|
3/8 |
14 |
17,5 |
||||||||||||
|
1/2 |
14 |
4,5 |
6,0 |
4 |
18 |
5,5 |
11 |
6 |
1,6 |
1,0 |
22,0 |
|||
|
3/4 |
23 |
27,0 |
||||||||||||
|
1 |
11 |
5,5 |
7,0 |
5 |
1,5 |
29 |
6,5 |
14 |
7 |
34,0 |
2,0 |
|||
|
11/4 |
38 |
42,5 |
||||||||||||
|
11/2 |
44 |
48,5 |
||||||||||||
|
2 |
55 |
60,5 |
||||||||||||
7. Размеры проточек и фасок для наружной и внутренней трапецеидальной одноходовой резьбы должен соответствовать указанным на черт. 13 и в табл. 7.
Черт. 13
Таблица 7
В миллиметрах
|
Проточка |
Фаска z |
|||||
|
f |
R |
R1 |
Наружная резьба df |
Внутренняя резьба df |
||
|
1,5 |
2,5 |
1,0 |
0,5 |
d - 2,0 |
d + 1,0 |
1,0 |
|
2 |
3 |
d - 3,0 |
1,6 |
|||
|
3 |
5 |
1,6 |
d - 4,2 |
2,0 |
||
|
4 |
6 |
1,0 |
d - 5,2 |
d + 1,1 |
2,5 |
|
|
5 |
8 |
2,0 |
d - 7,0 |
d + 1,6 |
3,0 |
|
|
6 |
10 |
3,0 |
d - 8,0 |
3,5 |
||
|
7 |
12 |
d - 9,0 |
4,0 |
|||
|
8 |
d - 10,2 |
d + 1,8 |
4,5 |
|||
|
9 |
14 |
d - 11,2 |
5,0 |
|||
|
10 |
16 |
d - 12,5 |
5,5 |
|||
|
12 |
18 |
d - 14,5 |
d + 2,1 |
6,5 |
||
|
14 |
20 |
5,0 |
2,0 |
d - 16,5 |
d + 2,5 |
8,0 |
|
16 |
25 |
d - 19,5 |
d + 2,8 |
9,0 |
||
|
18 |
d - 22,5 |
d + 3,0 |
10,0 |
|||
|
20 |
d - 24,0 |
11,0 |
||||
|
22 |
30 |
d - 26,0 |
12,0 |
|||
|
24 |
d - 28,0 |
d + 3,5 |
13,0 |
|||
|
28 |
40 |
d - 32,0 |
16,0 |
|||
|
32 |
d - 36,5 |
17,0 |
||||
|
36 |
50 |
d - 45,5 |
d + 4,0 |
20,0 |
||
|
40 |
d - 44,5 |
21,0 |
||||
|
44 |
60 |
d - 48,5 |
25,0 |
|||
|
48 |
d - 52,8 |
|||||
|
Примечание. Для многозаходной трапецеидальной резьбы ширину проточки принимают равной ширине проточки однозаходной резьбы, шаг которой равен ходу многозаходной резьбы. Размеры остальных элементов принимать по табл. 7. |
||||||
(Измененная редакция, Изм. № 1).
8. (Исключен, Изм. № 1).
9. Допускается применять вместо проточек, указанных на черт. 9 - 13 и в табл. 3 - 7, при f ≤ 2 мм симметричные проточки (без фаски) с радиусом закругления с обеих сторон, равным R.
10. Для наружной трубной цилиндрической резьбы при выполнении резьбы на проход, а также при выполнении резьбы в упор, в случае применения нормального недореза и нормальной ширины проточки, рекомендуется применять резьбообразующий инструмент с углом заборной части 20°, в случае применения уменьшенного недореза и узкой проточки - с углом заборной части 30°.
Для внутренней трубной цилиндрической резьбы при выполнении резьбы в упор, в случае применения нормального недореза и нормальной ширины проточки, рекомендуется применять резьбообразующий инструмент с длиной заборной части не более трех шагов, в случае применения уменьшенного недореза и узкой проточки - с длиной заборной части не более двух шагов.
11. (Исключен, Изм. № 1).
12. Предельные отклонения размеров проточек df и f назначают исходя из конструктивных требований к изготовляемым деталям.
(Введен дополнительно, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.07.80 № 3501
3. ВЗАМЕН ГОСТ 10549-63
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
|
ГОСТ 6211-69 |
|
5. Ограничение срока действия снято по Протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ с Изменением № 1, утвержденным в декабре 1986 г. (ИУС 3-87)