МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ГЛАВЭНЕРГОРЕМОНТ
РУКОВОДСТВО
ПО КАПИТАЛЬНОМУ РЕМОНТУ
ВОЗДУШНЫХ ВЫКЛЮЧАТЕЛЕЙ
ВВН-220-15 И
ВВН-330-15
РД 34.47.611
(СО 153-34.47.611)

ОРГРЭС
МОСКВА 1977
|
СОГЛАСОВАНО: Главный инженер НПО «Электроаппарат» В. АБДУЛОВ 25 декабря 1974 г. |
УТВЕРЖДАЮ: Главный инженер Главэнергоремонта В. КУРКОВИЧ 6 февраля 1975 г. |
I. ОБЩИЕ ПОЛОЖЕНИЯ
Настоящее «Руководство по капитальному ремонту воздушных выключателей ВВН-220-15 и ВВН-330-15» предназначено для персонала электрических станций и предприятий электрических сетей. В Руководстве приведены рациональные формы организации работ и передовые приемы, обеспечивающие высокое качество ремонта с минимальными затратами средств и времени.
Настоящее Руководство рекомендуется в качестве основного документа, которым следует пользоваться при планировании, подготовке и проведении ремонтных работ на выключателях ВВН-220-15 и ВВН-330-15.
Руководство приведено в виде технологического графика ремонта и описания каждой операции.
Технологический график капитального ремонта воздушных выключателей ВВН-220-15 и ВВН-330-15 предусматривает полный объем капитального ремонта, он может быть сокращен по решению лиц, ответственных за эксплуатацию и ремонт выключателя.
Технология ремонта разработана для отдельных узлов и операций и может служить основой для планирования работ и выдачи нормированных дневных план-заданий ремонтной бригаде или отдельным исполнителям.
В технологическом графике капитального ремонта и в операционных картах приведена последовательность выполнения работ, указаны трудозатраты по каждой операции, нормы времени, численность и квалификация электрослесарей, выполняющих ремонт, оснастка, материалы, механизмы, необходимые для выполнения данной операции.
Трудозатраты на ремонт выключателя определены на основании «Норм времени на капитальный, текущий ремонты и эксплуатационное обслуживание оборудования подстанций 35 - 500 кВ и распределительных сетей 0,4 - 20 кВ», разработанных нормативно-исследовательской станцией Мосэнерго.
В технологическом процессе ремонта предусмотрены операции не только по ремонту, но и по замене поврежденных или изношенных деталей и узлов запасными. Такая замена целесообразна в том случае, если ремонт деталей удлиняет срок простоя оборудования в ремонте. Ремонт поврежденных или изношенных деталей производится, как правило, в межремонтный период.
Технологическим процессом не предусматривается проверка и ремонт устройств релейной защиты, автоматики и вторичных цепей.
Руководство разработано с учетом требований правил техники безопасности, ПУЭ, ПТЭ, директивных материалов Минэнерго СССР, чертежей и инструкций завода-изготовителя - НПО «Электроаппарат» (г. Ленинград), а также передового опыта специализированных организаций.
Для повышения надежности работы выключателей необходимо выполнить при капитальном ремонте мероприятия, предусмотренные Решением № Э-24/72 «О пересмотре и переработке директивных материалов по воздушным выключателям на напряжение 35 - 500 кВ серий ВВ и ВВН», а также оперативно внедрять все директивные указания Минэнерго СССР и его организаций.
Руководство ремонтом осуществляется представителем ремонтного предприятия (подразделения) - руководителем ремонта.
Ремонт производится звеном электрослесарей. Состав звена определяется технологической схемой ремонта.
Изменение состава звена до окончания работ на отдельных узлах не допускается.
Для обеспечения сроков ремонта рекомендуется выдача нормированных план-заданий.
Выполнение ремонта звеном электрослесарей в установленный срок и сокращение срока при высоком качестве ремонта являются основой для экономического стимулирования членов звена.
Прием оборудования из ремонта оформляется актом (приложение 1), который является отчетным документом.
В приложениях к Руководству приведены перечни приборов, инструмента, материалов, запасных частей (приложение 2); приспособлений и специального инструмента (приложение 3); характеристики основных узлов выключателя и механизмов (приложение 4).
II. ПОДГОТОВКА К КАПИТАЛЬНОМУ РЕМОНТУ
Подготовка к капитальному ремонту производится после определения объема ремонта выключателя в соответствии с настоящим Руководством (в полном объеме или частично).
При подготовке к ремонту руководителю ремонта необходимо:
а) ознакомиться с перечнем работ, подлежащих выполнению в процессе ремонта;
б) ознакомиться с директивными материалами, рекомендациями завода-изготовителя;
в) ознакомиться с документацией предыдущего ремонта;
г) определить состав бригад (количество и квалификацию) в соответствии с объемом ремонта;
д) изучить с ремонтным персоналом технологический процесс и организацию ремонтных работ;
е) составить план размещения рабочих мест, деталей, узлов, приспособлений и инструмента;
ж) подготовить бытовые помещения для персонала, помещения для хранения инструмента, приспособлений, запасных частей и материалов.
Перед началом ремонта необходимо проверить:
а) наличие необходимых запасных частей;
б) наличие инструкций и другой технической документации на основные и вспомогательные процессы ремонта;
в) наличие приспособлений, инструмента, инвентаря и средств механизации работ, а при необходимости и отремонтировать их;
г) наличие подъемно-транспортных механизмов и такелажных приспособлений и их пригодность для эксплуатации в соответствии с правилами Госгортехнадзора СССР.
III. ПРОВЕДЕНИЕ КАПИТАЛЬНОГО РЕМОНТА
Проведение капитального ремонта воздушных выключателей ВВН-220-15 и ВВН-330-15 возможно тремя способами.
Первый способ - ремонт основных узлов и деталей на месте установки выключателя с использованием передвижной ремонтной мастерской.
Второй способ - ремонт камер, отделителей в стационарной мастерской, оснащенной грузоподъемными механизмами, станками и механизмами.
Третий способ - агрегатно-узловой.
Ремонт основных узлов и деталей по первому способу в передвижной ремонтной мастерской производится согласно технологическому графику (рис. 1 и 2).
Подготовка рабочего места заключается в установке автокрана КСТ-5 или СМК-1 и автогидроподъемника, передвижной ремонтной мастерской и укладывании настилов 1 - 5, 7, 8, 10, 11 (рис. 3).
При этом способе ремонта автокран находится на месте установки выключателя весь период ремонта.
Ремонт камер и отделителей по второму способу - в стационарной мастерской, оснащенной грузоподъемными механизмами и необходимым количеством станков и механизмов, производится согласно технологическому графику (рис. 4 и 5).
Подготовка рабочего места заключается в установке автокрана КСТ-5 или СМК-7 и автогидроподъемника АГП-12 и в укладывании настилов 4 - 12 (см. рис. 3).
Выключатель разбирается, затем колонки гасительных камер и отделителей и другие узлы перевозятся в стационарную мастерскую. Автокран покидает место ремонта до начала сборки выключателя (на 6 - 7 рабочих дней) и может быть использован на других работах.
Третий способ - агрегатно-узловой способ ремонта применяется при наличии обменного фонда камер и отделителей полностью на выключатель.
В качестве грузоподъемного механизма при ремонте выключателей рекомендуется использовать специальный кран с телескопической стойкой КСТ-5 на шасси автомобиля МАЗ-500, автокран СМК-7 и автогидроподъемник АГП-12.
Данные автокрана КСТ-5 на шасси автомобиля МАЗ-500:
грузоподъемность................................................................................... 5000 кг
вылет стрелы............................................................................................... 7,6 м
высота подъема крюка (максимальная)..................................................... 16 м
Данные автокрана СМК-7:
грузоподъемность................................................................................... 7500 кг
вылет стрелы (максимальный)................................................................... 14 м
высота подъема крюка (максимальная).................................................. 15,5 м
Данные автогидроподъемника АГП-12:
высота подъема люльки.............................................................................. 12 м
грузоподъемность (максимальная)......................................................... 200 кг
вылет стрелы по оси подвески люлек (максимальный)............................ 9 м
IV. ТЕХНОЛОГИЯ КАПИТАЛЬНОГО РЕМОНТА ВЫКЛЮЧАТЕЛЯ
ОПЕРАЦИЯ 01
ПОДГОТОВКА ВЫКЛЮЧАТЕЛЯ К РЕМОНТУ
Трудозатраты - 34,2 чел.-ч
(ВВН-220-15);
42,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
2-го разряда - 1 чел.;
3-го разряда - 2 чел.;
4-го разряда - 1 чел.;
5-го разряда - 1 чел.;
6-го разряда - 1 чел.
Работы выполняются с использованием автокрана и автогидроподъемника АГП-12.
01.1.* Произвести внешний осмотр основных узлов выключателя.
* Цифры до точки - номер технологической операции, после точки - номер перехода.
01.2. Произвести контрольный цикл О-В, проконтролировать сброс давления (2,8 - 2,9 кгс/см2 при 20 кгс/см2).
01.3. Уточнить дефектную ведомость по результатам внешнего осмотра и контрольных операций.
01.4. Перекрыть доступ воздуха к выключателю и спустить воздух из резервуаров.
Оснастка: гаечный ключ 22×24 мм.
01.5. Произвести расшиновку выключателя, закрепить шинные спуски.
Оснастка: гаечный ключ 17×19 мм, канат.
01.6. Подготовить рабочие места, установить автокран и автоподъемник, заземлить опорные колонки каждого полюса.
Оснастка: медный тросик.
ОПЕРАЦИЯ 02
РАЗБОРКА ВЫКЛЮЧАТЕЛЯ ВВН-220-15
Трудозатраты - 45,0 чел.-ч
Состав звена - электрослесари:
2-го разряда - 1 чел.;
3-го разряда - 2 чел.;
4-го разряда - 1 чел.;
5-го разряда - 1 чел.;
6-го разряда - 1 чел.
Работы выполняются с использованием автокрана и автогидроподъемника АГП-12.
02.1. Отсоединить шины 15 (рис. 6) от фланцев омических делителей напряжения.
Оснастка: ключ с трещоткой 17 (14) мм.
02.2. Застропить омический делитель напряжения, вывинтить болты 16, снять хомут 18.
Оснастка: гаечный ключ 22×24 мм.
02.3. Снять омический делитель напряжения 14, установить его на настил и закрепить.
Оснастка: канат.
02.4. Отсоединить шины 35 от фланцев отделителей.
Оснастка: ключ с трещоткой 17 (14) мм.
ВНИМАНИЕ! При демонтаже, ремонтных работах и монтаже конденсаторы емкостного делителя напряжения должны находиться только в вертикальном положении.
02.5. Застропить емкостной делитель напряжения, вывинтить болты 28, снять хомут 30.
Оснастка: гаечный ключ 22×24 мм.
02.6. Снять емкостной делитель напряжения, установить его на настил вертикально и закрепить.
Оснастка: канат.
02.7. Застропить отделитель, отвинтить гайки 37.
Оснастка: ключ с трещоткой 17 (14) мм.
02.8. Снять отделитель, установить его на настил и закрепить.
Оснастка: канат.
02.9. Отвинтить контргайки 47, ослабить натяжение растяжек опорных изоляторов отделителя, отвинтить муфту 45.
Оснастка: гаечный ключ 22×24 мм.
02.10. Застропить, снять, уложить растяжки опорных изоляторов отделителя.
02.11. Застропить гасительную камеру, отвинтить гайки 12.
Оснастка: ключ с трещоткой 17 (14) мм.
02.12. Снять гасительную камеру, установить на настил, закрепить.
Оснастка: канат.
02.13. Демонтировать растяжки опорных изоляторов гасительной камеры согласно переходам 9 и 10.
Оснастка: гаечный ключ 22×24 мм.
02.14. Отвинтить гайки 20 и 25, снять хомуты 22 и 27.
Оснастка: гаечный ключ 22×24 мм.
02.15. Снять и уложить трубчатые шины 23.
Оснастка: канат.
02.16. Застропить опорный изолятор камеры, отвинтить гайки 8.
Оснастка: ключ с трещоткой 17 (14) мм.
02.17. Снять опорный изолятор камеры, разобрать по элементам.
Оснастка: ключ с трещоткой 17 (14) мм.
02.18. Вывинтить винты 8, снять козырек 10 (рис. 7).
Оснастка: отвертка.
02.19. Отвинтить гайки 4, снять нижний фланец камеры с опорного изолятора.
Оснастка: ключ с трещоткой 17 (14) мм.
02.20. Застропить опорный изолятор отделителя, отвинтить гайки 40 (см. рис. 6).
Оснастка: ключ с трещоткой 17 (14) мм.
02.21. Снять опорный изолятор отделителя, разобрать по элементам.
Оснастка: ключ с трещоткой 17 (14) мм.
02.22. Вывинтить винты 7, снять козырек 9 (рис. 8).
Оснастка: отвертка.
02.23. Отвинтить гайки 5, снять нижний фланец с опорного изолятора.
Оснастка: ключ с трещоткой 17 (14) мм.
Повторить переходы 1 - 23 для двух других полюсов.
ОПЕРАЦИЯ 02
РАЗБОРКА ВЫКЛЮЧАТЕЛЯ ВВН-330-15
Трудозатраты - 60,0 чел.-ч.
Состав звена - электрослесари:
2-го разряда - 1 чел.;
3-го разряда - 2 чел.;
4-го разряда - 1 чел.;
5-го разряда - 1 чел.;
6-го разряда - 1 чел.
Работы выполняются с использованием автокрана и автогидроподъемника АГП-12.
02.1. Отвинтить гайки 13, снять хомуты 15 на отделителях (рис. 9, вклейка).
Оснастка: гаечный ключ 22×24 мм.
02.2. Снять и уложить трубчатые шины 16.
02.3. Отсоединить шины 39 от фланцев отделителей.
Оснастка: ключ с трещоткой 17 (14) мм.
ВНИМАНИЕ! При демонтаже, ремонтных работах и монтаже конденсаторы емкостного делителя напряжения должны находиться только в вертикальном положении.
02.4. Застропить емкостной делитель напряжения, отвинтить гайки 40.
Оснастка: гаечный ключ 22×24 мм.
02.5. Снять емкостной делитель напряжения, установить его на настил вертикально и закрепить.
Оснастка: канат.
02.6. Застропить отделитель, отвинтить гайки 8.
Оснастка: ключ с трещоткой 17 (14) мм.
02.7. Снять отделитель, установить его на настил и закрепить.
Оснастка: канат.
02.8. Отсоединить шины 33 от фланцев омических делителей напряжения.
Оснастка: ключ с трещоткой 17 (14) мм.
02.9. Застропить омический делитель напряжения, отвинтить гайки 29.
Оснастка: ключ с трещоткой 17 (14) мм.
02.10. Снять омический делитель напряжения, установить его на настил и закрепить.
Оснастка: канат.
02.11. Застропить гасительную камеру, отвинтить гайки 13.
Оснастка: ключ с трещоткой 17 (14) мм.
02.12. Снять гасительную камеру, установить ее на настил и закрепить.
Повторить переходы 3 - 12 для второго полуполюса.
02.13. Отвинтить гайки 34 и снять хомуты 36.
Оснастка: гаечный ключ 22×24 мм.
02.14. Снять и уложить трубчатые шины 37.
02.15. Ослабить натяжение растяжек муфтой 45, демонтировать растяжки.
Оснастка: гаечный ключ 22×24 мм.
02.16. Застропить опорный изолятор отделителя, отвинтить гайки 6.
Оснастка: ключ с трещоткой 17 (14) мм.
02.17. Снять опорный изолятор, разобрать его по элементам, снять нижний фланец отделителя с опорного изолятора.
Оснастка: ключ с трещоткой 17 (14) мм.
02.18. Застропить опорный изолятор камеры, отвинтить гайки 23.
Оснастка: ключ с трещоткой 17 (14) мм.
02.19. Снять опорный изолятор, разобрать его по элементам, снять нижний фланец камеры с опорного изолятора.
Оснастка: ключ с трещоткой 17 (14) мм.
Повторить переходы 17 - 19 для второго полуполюса.
Повторить переходы 1 - 19 для двух других полюсов.
ОПЕРАЦИЯ 03
РАЗБОРКА ОТДЕЛИТЕЛЕЙ
Трудозатраты - 13,4 чел.-ч
(ВВН-220-15);
21,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.;
5-го разряда - 1 чел.
03.1. Застропить отделитель.
03.2. Разобрать отделитель по элементам, замерить вжим.
Оснастка: ключ с трещоткой 17 мм; линейка 1000 мм, линейка 300 мм.
03.3. Отвинтить гайки 7 (рис. 10 и 11, см. вклейку) и 19, отсоединить верхний фланец 6 и средние фланцы 14 от изоляторов.
Оснастка: ключ с трещоткой 17 мм.
03.4. Очистить ветошью изоляторы 10 от пыли и грязи.
03.5. Осмотреть и выявить согласно рекомендациям приложения 5, дефектные изоляторы и заменить их. Замерить высоту изоляторов.
Оснастка: линейка 1000 мм.
03.6. Осмотреть и выявить согласно рекомендациям приложения 6 дефектные резиновые прокладки 16 и уплотнения 45. Дефектные детали заменить.
03.7. Осмотреть разрезные кольца 17 и нажимные кольца 18. Трещины не допускаются.
Повторить переходы 1 - 7 для двух других полюсов.
ОПЕРАЦИЯ 04
РЕМОНТ НИЖНИХ ФЛАНЦЕВ ОТДЕЛИТЕЛЕЙ
Трудозатраты - 14,8 чел.-ч
(ВВН-220-15);
21,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.;
5-го разряда - 1 чел.
04.1. Установить на подставку (рис. П-1) нижний фланец с механизмом подвижного контакта.
Оснастка: приспособление (см. рис. П-1).
04.2. Установить и закрепить приспособление (рис. П-2) на нижнем фланце.
Оснастка: ключ с трещоткой 17 мм; приспособление (см. рис. П-2).
04.3. Сжать приспособлением (см. рис. П-2) подвижный контакт 23 (рис. 10 и 11) и отвинтить гайки 46.
Оснастка: ключ (приложение 3, п. 4).
04.4. Снять приспособление (см. рис. П-2) с нижнего фланца.
Оснастка: ключ с трещоткой 17 мм.
04.5. Вынуть из корпуса 31 (см. рис. 10 и 11) детали 23, 24, 27, 28, 30, 32.
Выбить штифты 26 и вынуть кольца 25 и 55.
Оснастка: молоток, бородок.
04.6. Снять нижний фланец 38 (см. рис. 10 и 11) с подставки (см. рис. П-1).
04.7. Отвинтить гайки 41, отсоединить фланец 40 от нижнего фланца 38 (см. рис. 10 и 11).
Оснастка: торцовый ключ 17 мм.
04.8. Отвинтить гайки 9 (рис. 12), снять хомут 11, вывинтить болты 13 и снять шины 12 с нижнего фланца.
Оснастка: торцовый ключ 22 мм, гаечный ключ 22×24 мм.
04.8. Очистить детали нижнего фланца и механизма подвижного контакта от пыли, грязи и старой смазки.
Оснастка: ветошь, бензин.
04.10. Осмотреть и выявить (согласно рекомендациям приложения 6) дефектные резьбовые соединения и крепежные детали, а также дефекты у пружин 28 (см. рис. 10 и 11), 30 и 32, резинового уплотнения 44 и буфера 37, корпуса 31, поршня и поршневого кольца 29, контактов 23 и 27. Дефектные детали отремонтировать или заменить.
04.11. Осмотреть бобышку 24, кольцо 25, втулку 33 и кольцо 55. Сколы и трещины не допускаются.
04.12. Прочистить отверстия во фланцах 38 и 40. Зачистить контактные поверхности фланца 38 (см. рис. 10 и 11), шин 12 (см. рис. 12) и хомута 11.
Оснастка: шабер, салфетки, бензин.
04.13. Промыть детали нижнего фланца 38 (см. рис. 10 и 11) и механизма подвижного контакта 23 и тщательно протереть.
Оснастка: бензин, салфетки, кисть, миткаль.
04.14. Установить фланец 40 с уплотнением 44 на фланец 38. Вставить шпильки 43 и навинтить гайки 41.
Оснастка: торцовый ключ 17 мм.
04.15. Установить фланец 40 на подставку (см. рис. П-1).
Оснастка: приспособление (см. рис. П-1).
04.16. Смазать подвижные и трущиеся части механизма подвижного контакта 23 и пружины 28, 30 и 32 (см. рис. 10 и 11) тонким слоем смазки.
Оснастка: смазка ГОИ-54п, кисть.
04.17. Установить кольцо 55 в корпус 31.
04.18. Установить оправку 1 и втулку 3 приспособления (рис. П-3) в корпус 31 (см. рис. 10 и 11).
Оснастка: приспособление (см. рис. П-3).
04.19. Установить два ряда скользящих контактов 27 с пружинами 28 (см. рис 10 и 11), осадить их трубой 2 приспособления (см. рис. П-3) и снять оправку.
Оснастка: приспособление (см. рис. П-3); отвертка.
04.20. Установить кольцо 25 (см. рис. 10 и 11), вставить штифты 26 и кернить их с двух сторон.
Оснастка: молоток, кернер.
04.21. Установить поршневое кольцо 29 в канавку поршня, подвижный контакт 23 в корпус 31 (см. рис. 10 и 11), вытолкнуть втулку 3 приспособления (см. рис. П-3).
04.22. Установить втулку 33 (см. рис. 10 и 11), пружины 30 и 32 в подвижный контакт 23.
04.23. Смазать контактные поверхности нижнего фланца 38 тонким слоем смазки.
Оснастка: смазка ГОИ-54п, кисть.
04.24. Установить буфер 37 и втулку 33 на нижний фланец 38.
04.25. Установить и закрепить приспособление (см. рис. П-2) на фланце 38 (см. рис. 10 и 11).
Оснастка: приспособление (см. рис. П-2); ключ с трещоткой 17 мм.
04.26. Установить собранный механизм подвижного контакта 23 на нижний фланец 38 (см. рис. 10 и 11) и сжать подвижный контакт приспособлением (см. рис. П-2).
Оснастка: приспособление (см. рис. П-2).
04.27. Навинтить гайки 46 на шпильки 48 (см. рис. 10 и 11) и снять приспособление (см. рис. П-2) с нижнего фланца 38 (см. рис. 10 и 11).
Оснастка: гаечный ключ 14 - 17 мм, ключ с трещоткой 17 мм.
04.28. Промыть шины 12 (см. рис. 12) и хомут 11 и тщательно протереть. Смазать контактные поверхности и поверхности хомута тонким слоем смазки.
Оснастка: бензин, кисть, салфетки, смазка ГОИ-54п.
04.29. Установить шины 12 на нижний фланец, ввинтить болты 13, подложив стопорные планки 14.
Оснастка: торцовый ключ 22 мм.
04.30. Установить хомут 11 на шины 12, закрепить их болтами 8 и гайками 9.
Оснастка: гаечный ключ 22×24 мм.
04.31. Снять нижний фланец с подставки.
Повторить переходы 1 - 31 для двух других полюсов.
ОПЕРАЦИЯ 05
РЕМОНТ СРЕДНИХ ФЛАНЦЕВ ОТДЕЛИТЕЛЕЙ
Трудозатраты - 20,5 чел.-ч
(ВВН-220-15);
28,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.;
5-го разряда - 1 чел.
05.1. Установить средний фланец с неподвижным и подвижным контактами на подставку неподвижным контактом вверх.
Оснастка: приспособление (см. рис. П-1).
05.2. Отвинтить гайки 13 (рис. 13 и 14), снять неподвижный контакт со среднего фланца.
Оснастка: ключ (см. приложение 3, п. 4).
05.3. Установить средний фланец на подставку подвижным контактом 1 вверх.
Оснастка: приспособление (см. рис. П-1).
05.4. Разобрать механизм подвижного контакта 1 (см. рис. 13) аналогично переходам 2 - 6 операции 04.
05.5. Отвинтить гайки 52 (см. рис. 10 и 11) и снять резервуар 51 со среднего фланца 14.
Оснастка: ключ с трещоткой 17 мм.
05.6. Очистить детали фланца 14 (см. рис. 10 и 11) и механизма контакта 1 (см. рис. 13) от пыли, грязи и старой смазки.
Оснастка: ветошь, бензин.
05.7. Прочистить отверстия во фланце 14 (см. рис. 10 и 11). Зачистить контактные поверхности фланца.
Оснастка: шабер, салфетки, бензин.
05.8. Осмотреть и выявить дефекты у уплотнения 50 согласно рекомендациям приложения 6.
05.9. Промыть детали фланца 14 (см. рис. 10 и 11) и механизма подвижного контакта 1 (см. рис. 13) и тщательно протереть.
Оснастка: бензин, кисть, салфетки, миткаль.
05.10. Установить фланец 14 (см. рис. 10 и 11) на подставку.
Оснастка: приспособление (см. рис. П-1).
05.11. Осмотреть и выявить дефекты у механизма подвижного контакта, отремонтировать и собрать его аналогично переходам 10 - 27 операции 04, исключив переходы 12 - 15.
Для выключателей ВВН-220-15 (см. рис. 13).
05.12. Сжать приспособлением (рис. П-4) неподвижный контакт, вывинтить винты 17 и вынуть все детали неподвижного контакта из корпуса 24.
Оснастка: приспособление (см. рис. П-4), отвертка.
Для выключателя ВВН-330-15 (рис. 14).
05.12. Вынуть буфера 16, шайбы 24 и кольцо 25 из корпуса 15. Вынуть винт 17. Выбить штифты 21 и вынуть из корпуса 15 контакты 19, скользящие контакты 22 и пружины 23.
Оснастка: отвертка, бородок, молоток.
05.13. Очистить детали неподвижного контакта от пыли, грязи и старой смазки.
Оснастка: бензин, ветошь.
05.14. Осмотреть и выявить, согласно рекомендациям приложения 6, дефекты: у резьбовых соединений и крепежных деталей; пружин 23 и 25; резиновых буферов 18; контактов 21, 22 (см. рис. 13) и пружин 23; резинового буфера 16; контакта 19 (см. рис. 14).
05.15. Осмотреть корпус 24; втулку 26; стопорные кольца 16; шайбы 19, 20, 27; стопорные шайбы 28 (см. рис. 13) и корпус 15, кольца 20 и 25; шайбы 24 (см. рис. 14). Сколы, трещины, надрывы не допускаются.
05.16. Промыть детали неподвижного контакта и тщательно протереть.
Оснастка: бензин, кисть, салфетки, миткаль.
05.17. Смазать подвижные и трущиеся части неподвижного контакта и пружины 23, 25 (см. рис. 13), пружины 23 (см. рис. 14) тонким слоем смазки.
Оснастка: смазка ГОИ-54п, кисть.
05.18. Провернуть средние фланцы 29 (см. рис. 13) к 26 (см. рис. 14) на подставке для установки неподвижного контакта.
Оснастке: приспособление (см. рис. П-1).
Для выключателя ВВН-220-15
05.19. Установить корпус 24 на средний фланец 29 и навинтить гайки 13 на шпильки 15 (см. рис. 13).
Оснастка: ключ (см. приложение 3, п. 4).
05.20. Подобрать одинаковые по длине пружины 23, установить их в контакты 21 и 22 (см. рис. 13), собрать контакты и закрепить их резиновым кольцом.
Оснастка: резиновое кольцо диаметром 80 - 82 мм.
05.21. Подобрать одинаковые по длине пружины 23 и установить их в отверстия контактов 21 и 22.
05.22. Установить буфер 18, шайбы 19 и 20 в корпус 24, строго выдержав размер С.
Оснастка: штангенциркуль.
05.23. Установить стопорные шайбы 28, шайбы 27 и стопорное кольцо 16 на втулку 26, строго выдержав размер а.
Оснастка: штангенциркуль.
05.24. Вставить втулку 26 в собранные контакты 21, 22 и установить их в корпус 24.
05.25. Установить и закрепить приспособление (см. рис. П-4) на корпусе 24 (см. рис, 13).
Оснастка: приспособление (см. рис. П-4); ключ с трещоткой 17 мм.
05.26. Сжать контакты 21 и 22 (см. рис. 13) приспособлением (см. рис. П-4) так, чтобы стопорное кольцо 16 (см. рис. 13) было ниже отверстий (в корпусе 24) под винты 17; нанести метку на одном из контактов на уровне корпуса неподвижного контакта.
Оснастка: приспособление (см. рис. П-4); карандаш.
05.27. Ввинтить винты 17 (см. рис. 13).
Оснастка: отвертка.
05.28. Снять давление на контакты 21, 22 (см. рис. 13) и снять приспособление (см. рис. П-2) со среднего фланца 29 (см. рис. 13); замерить размер.
Оснастка: ключ с трещоткой 17 мм, линейка 300 мм.
05.29. Проверить размер X и при необходимости отрегулировать его шайбами 19, 20.
Оснастка: штангенциркуль.
Для выключателя ВВН-330-15
05.19. Установить оправку 1 и втулку 3 приспособления (см. рис. П-3) в корпус 15 (см. рис. 14).
Оснастка: приспособление (см. рис. П-3).
05.20. Установить два ряда скользящих контактов 22 с пружиной 23 (см. рис. 14), осадить их трубой 2 приспособления (см. рис. П-3).
Оснастка: приспособление (см. рис. П-3); отвертка.
05.21. Вынуть оправку 1 приспособления (см. рис. П-3) из корпуса 15 (см. рис. 14).
05.22. Установить кольцо 20 в корпус 15, вставить штифты 21 и кернить их с двух сторон.
Оснастка: молоток, кернер.
05.23. Вставить неподвижный контакт 19 (см. рис. 14) во втулку 3 приспособления (см. рис. П-3) и вытолкнуть втулку 3 из корпуса 15 (см. рис. 14) неподвижным контактом 19.
Оснастка: приспособление (см. рис. П-3).
05.24. Подобрать такое количество шайб 24, чтобы буфера 16 были сжаты на 2 - 3 мм, когда винты 17 находятся у верхней кромки паза Н.
05.25. Установить в корпус 15 буфера 16, шайбы 24 и кольцо 25 (см. рис. 14).
05.26. Установить собранный неподвижный контакт на средний фланец 26 и навинтить гайки 13 на шпильки 12.
Оснастка: ключ (см. приложение 3, п. 4).
05.27. Установить приспособление (см. рис. П-4) на неподвижный контакт и сжать им неподвижный контакт, ввинтить винты 17 (см. рис. 14).
Оснастка: приспособление (см. рис. П-4); отвертка.
05.28. Проверить размер А = (НФ - 748) + 1 мм (где НФ - фактическая высота изолятора) и при необходимости отрегулировать его перестановкой винтов 17 (см. рис. 14) или проточкой паза Н.
05.29. Снять приспособление (см. рис. П-4).
05.30. Кернить винты 17 (см. рис. 13 и 14) в двух местах.
Оснастка: молоток, кернер.
05.31. Снять средний фланец с подставки.
Оснастка: приспособление (см. рис. П-1).
05.32. Установить резервуар 51 (см. рис. 10 и 11) с уплотнением 50 на средний фланец 14 и навинтить гайки 52.
Оснастка: ключ с трещоткой 17 мм.
Повторить переходы 1 - 32 для остальных средних фланцев.
ОПЕРАЦИЯ 06
РЕМОНТ ВЕРХНИХ ФЛАНЦЕВ ОТДЕЛИТЕЛЕЙ
Трудозатраты - 10,4 чел.-ч
(ВВН-220-15);
16,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.;
5-го разряда - 1 чел.
06.1. Отвинтить гайки 2 (см. рис. 10) и снять ввод 1 с верхнего фланца. Эта операция только для выключателя ВВН-220-15.
Оснастка: гаечный ключ 22×24 мм.
06.2. Установить фланец 6 (см. рис. 10 и 11) с неподвижным контактом на подставку.
Оснастка: приспособление (см. рис. П-1).
06.3. Снять неподвижный контакт с верхнего фланца 6 аналогично переходу 2 операции 05.
Оснастка: ключ (см. приложение 3, п. 4).
06.4. Отвинтить гайки 52 и снять резервуар 51 с фланца 6.
Оснастка: ключ с трещоткой 17 мм
06.5. Очистить детали фланца 6 от пыли, грязи и старой смазки.
Оснастка: ветошь, бензин.
06.6. Прочистить отверстия во фланце 6. Зачистить контактные поверхности фланца 6 и вывода 1 (рис. 10).
Оснастка: шабер, салфетки, бензин.
06.7. Осмотреть и выявить дефекты уплотнения 50 согласно рекомендациям приложения 6.
06.8. Промыть детали фланца 6 и тщательно протереть.
Оснастка: бензин, кисть, салфетки, миткаль.
06.9. Смазать контактные поверхности фланца 6 и вывода 1 тонким слоем смазки.
Оснастка: смазка ГОИ-54п, кисть.
06.10. Произвести разборку, осмотр и выявление дефектов, ремонт и сборку неподвижного контакта аналогично переходам 12 - 32 операции 05.
06.11. Установить резервуар 51 с уплотнением 50 на верхний фланец 6 и навинтить гайки 52.
Оснастка: ключ с трещоткой 17 мм.
06.12. Установить вывод 1 на фланец 6 и навинтить гайки 2 - операция только для выключателя ВВН-220-15.
Оснастка: гаечный ключ 22×24 мм.
Повторить переходы 1 - 12 для двух других полюсов.
ОПЕРАЦИЯ 07
СБОРКА ОТДЕЛИТЕЛЕЙ
Трудозатраты - 30,9 чел.-ч
(ВВН-220-15);
40,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.;
5-го разряда - 1 чел.
07.1. Надеть на изоляторы прокладки 16 (см. рис. 10 и 11), разрезные кольца 17 и нажимные кольца 18.
07.2. Установить верхние фланцы 6 и средние фланцы 14 с уплотнениями 45 на изоляторы, приклеив уплотнения согласно приложению 3.
07.3. Навинтить гайки 7 и 19 на шпильки 9 и 21; затяжку гаек производить равномерно по окружности, контролируя расстояние между нажимными кольцами 18 и фланцами. За одну операцию гайку затягивать не более, чем на 1/4 оборота. Степень затяжки контролировать с помощью предельного ключа (1,8 кгс · м). Достаточной считается такая затяжка, когда предельный ключ за один захват завинчивает гайку не более, чем на 1/10 оборота.
ВНИМАНИЕ! При сборке изоляторы не должны соприкасаться с металлом.
Оснастка: ключ (см. приложение 3, п. 6); линейка 300 мм, ключ с трещоткой 17 мм.
07.4. Застропить верхний фланец 6 (см. рис. 10 и 11), собранный с изолятором.
07.5. Собрать отделитель, проверить вжим контактов согласно схеме рис. 15. Регулировка вжима производится подбором толщины резинового уплотнения 2.
Оснастка: ключ с трещоткой 17 мм; ключ (см. приложение 3, п. 6); приспособление (рис. П-5); линейки 1000 и 300 мм.
07.6. Замерить переходное сопротивление каждого разрыва (норма 20 мкОм).
Оснастка: микроомметр М-246.
07.7. Вывинтить пробки 5 (рис. 16).
Оснастка: гаечный ключ 32×36 мм.
07.8. Установить испытательные заглушки 1, 2, 4, 6.
Оснастка: ключ с трещоткой 17 мм; заглушки (см. приложение 3, п. 22).
07.9. Присоединить манометр 3 к одной из заглушек 2 со штуцером; ввинтить пробки 5.
Оснастка: манометр, гаечный ключ 32×36 мм.
07.10. Подать сжатый воздух давлением 2 - 3 кгс/см2 через другую заглушку 2 со штуцером.
07.11. Прослушать и промылить все соединения отделителя. Травление воздуха в местах соединений не допускается. Устранение утечек воздуха производится при снятом давлении внутри отделителя.
07.12. Снять давление в отделителе, снять испытательные заглушки и манометр.
Оснастка: ключ с трещоткой 17 мм.
07.13. Установить пробки 5 на пакле с суриком.
Оснастка: гаечный ключ 32×36 мм, пакля, сурик.
07.14. Снять нижний фланец 38 (см. рис. 10 и 11) с отделителя.
Оснастка: ключ с трещоткой 17 мм.
Повторить переходы 1 - 14 для двух других полюсов.
Примечание. Для точной проверки вжима необходимо:
1. Надеть на подвижный контакт отделителя до упора в корпус тугое резиновое кольцо толщиной 8 - 10 мм.
2. Собрать два элемента отделителя и завинтить три - четыре гайки; разобрать элементы отделителя и замерить расстояние от корпуса до резинового кольца, которое должно быть равно значению вжима.
3. Если значение вжима соответствует норме (10 ± 2 мм), следует снять резиновое кольцо и произвести окончательную сборку отделителя.
ОПЕРАЦИЯ 08
РАЗБОРКА КАМЕР
Трудозатраты - 20,4 чел.-ч
(ВВН-220-15);
27,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
2-го разряда - 1 чел.;
6-го разряда - 1 чел.
08.1. Застропить камеру.
08.2. Разобрать камеру по элементам, замерить вжим.
Оснастка: ключ с трещоткой 17 мм; линейки 1000 и 300 мм.
08.3. Отвинтить гайки 12 (рис. 17 см. вклейку) и 30, отсоединить верхний фланец 7 и средние фланцы 25 от изоляторов 15 и 34.
Оснастка: ключ с трещоткой 17 мм.
08.4. Очистить ветошью изоляторы 15, 34 от пыли и грязи.
08.5. Произвести осмотр, выявить дефектные изоляторы и отремонтировать их согласно рекомендациям приложения 5. Замерить высоту изоляторов.
Оснастка: линейка 1000 мм.
08.6. Осмотреть и выявить дефекты резиновых прокладок 9, 20, 27, 40 и уплотнения 26 согласно рекомендациям приложения 6.
08.7. Осмотреть разрезные кольца 10, 19, 28, 39 и нажимные кольца 11, 18, 29, 38. Трещины не допускаются.
Повторить переходы 1 - 7 для двух других полюсов.
ОПЕРАЦИЯ 09
РЕМОНТ НИЖНИХ ФЛАНЦЕВ КАМЕР
Трудозатраты - 23,2 чел.-ч
(ВВН-220-15);
30,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
2-го разряда - 1 чел.;
6-го разряда - 1 чел.
09.1. Отвинтить гайки 42 (см. рис. 17) и 46, снять выхлопные клапаны 41 и 61 с нижнего фланца 45.
Оснастка: гаечный ключ 22×24 мм.
09.2. Установить фланец 45 с неподвижным контактом на подставку.
Оснастка: приспособление (см. рис. П-1).
09.3. Отвинтить гайки 52 и снять шайбы 53 со шпильки 54 (см. рис. 17).
Оснастка: гаечный ключ 14×17 мм.
09.4. Установить и закрепить приспособление (см. приложение 3, п. 11) на неподвижном контакте 55 (см. рис. 17).
Оснастка: приспособление (см. приложение 3, п. 11), гаечный ключ 22×24 мм.
09.5. Вывинтить (постукивая кувалдой) контакт 55 из нижнего фланца 45 (см. рис. 17).
09.6. Снять приспособление (см. приложение 3, п. 11) с контакта 55 (см. рис. 17).
Оснастка: гаечный ключ 22×24 мм.
09.7. Вынуть вкладыш 58 из нижнего фланца 45.
09.8. Снять фланец 45 с подставки, отвинтить гайки 49 и снять фланец 59 с фланца 45.
Оснастка: торцовый ключ 17 мм.
09.9. Отвинтить гайки 6 (см. рис. 12), снять хомут 4, вывинтить болты и снять шины 3 с нижнего фланца.
Оснастка: торцовый ключ 22 мм, гаечный ключ 22×24 мм.
09.10. Очистить детали нижнего фланца и неподвижного контакта от пыли, грязи и старой смазки.
Оснастка: ветошь, бензин.
09.11. Осмотреть, выявить дефекты согласно рекомендациям приложения 6: у резьбовых соединений и крепежных деталей; у резиновых уплотнений 51 (см. рис. 17); у неподвижного контакта 55. Дефектные детали заменить или отремонтировать.
09.12. Прочистить отверстие во фланцах 45 и 59. Зачистить контактные поверхности фланца 45 (см. рис. 17), шин 3 и хомута 4 (см. рис. 12).
Оснастка: шабер, салфетки, бензин.
09.13. Промыть детали фланца 45 (см. рис. 17) и контакта 55 и тщательно протереть.
Оснастка: бензин, кисть, салфетки, миткаль.
09.14. Установить фланец 59 с уплотнением 51 на фланец 45 и навинтить гайки 49.
Оснастка: торцовый ключ 17 мм.
09.15. Установить нижний фланец на подставку.
Оснастка: приспособление (см. рис. П-1).
09.16. Смазать контактные поверхности нижнего фланца 45 (см. рис. 17), шин 3 и хомута 4 (см. рис. 12) тонким слоем смазки.
Оснастка: смазка ГОИ-54п, кисть.
09.17. Установить гайки 56 (см. рис. 17) в контакт 55, ввинтить шпильки 54, установить шайбы 53 и навинтить гайки 52.
Оснастка: гаечный ключ 14×17 мм.
09.18. Установить и закрепить приспособление (см. приложение 3, п. 11) на контакте 55 (см. рис. 17).
Оснастка: приспособление (см. приложение 3, п. 11), гаечный ключ 22×24 мм.
09.19. Установить вкладыш, 58 (см. рис. 17) во фланец 45 и навинтить на вкладыш контакт 55.
Оснастка: приспособление (см. приложение 3, п. 11), кувалда.
09.20. Снять приспособление (см. приложение 3, п. 11) с контакта 55 (см. рис. 17) и затянуть гайки 56.
Оснастка: гаечный ключ 22×24 мм; гаечный ключ 14×17 мм.
09.21. Установить шины 3 (см. рис. 12) на фланец 45 (см. рис. 17), ввинтить болты 1 (см. рис. 12), подложив стопорные планки 2.
Оснастка: торцовый ключ 22 мм.
09.22. Установить хомут 4 на шины 3, закрепить их болтами 5 и гайками 6.
Оснастка: гаечный ключ 22×24 мм.
09.23. Снять фланец 45 с подставки.
Повторить переходы 1 - 23 для нижних фланцев камер двух других полюсов.
ОПЕРАЦИЯ 10
РЕМОНТ СРЕДНИХ ФЛАНЦЕВ КАМЕР
Трудозатраты - 29,7 чел.-ч
(ВВН-220-15);
38,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
2-го разряда - 1 чел.;
6-го разряда - 1 чел.
10.1. Снять выхлопные клапаны со среднего фланца 25 (см. рис. 17) аналогично переходу 1 операции 09.
Оснастка: гаечный ключ 22×24 мм.
10.2. Установить фланец 25 на подставку неподвижным контактом 24 вверх.
Оснастка: приспособление (см. рис. П-1).
10.3. Снять контакт 24 (см. рис. 17) с фланца 25 аналогично переходам 3 - 6 операции 09.
Оснастка: приспособление (рис. П-10); гаечный ключ 14×17 мм; гаечный ключ 22×24 мм; кувалда.
10.4. Вынуть механизм камеры 33 (см. рис. 17) из фланца 25.
10.5. Очистить детали фланца 25 и контакта 24 от пыли, грязи и старой смазки.
Оснастка: ветошь, бензин.
10.6. Прочистить отверстия во фланце 25. Зачистить контактные поверхности фланца.
Оснастка: шабер, салфетки, бензин.
10.7. Осмотреть и выявить (согласно указаниям приложения 6) дефекты: резьбовых соединений и крепежных деталей; резиновых уплотнений 51, неподвижного контакта 24.
10.8. Промыть детали фланца 25 и контакта 24 и тщательно протереть.
Оснастка: бензин, кисть, салфетки, миткаль.
10.9. Установить приспособление (рис. П-7) в механизм камеры 33 (см. рис. 17).
Оснастка: приспособление (см. рис. П-7).
10.10. Сжать контакт 1 (рис. 18) приспособлением (см. рис. П-7) и выбить штифты 3.
Оснастка: гаечный ключ 32×36 мм; молоток; бородок.
10.11. Снять приспособление (см. рис. П-7) с механизма камеры.
Оснастка: гаечный ключ 32×36 мм.
10.12. Вынуть из корпуса механизма 11 детали 1, 2, 4, 5, 6, 8, 9, 10, 12, 14.
10.13. Очистить детали механизма камеры от пыли, грязи и старой смазки.
Оснастка: бензин, ветошь.
10.14. Осмотреть и выявить, согласно рекомендациям приложения 6, дефекты:
у пружин 5 и 10, резинового буфера 8, поршневых колец 7, корпуса 11 и поршня, контактов 1 и 4.
10.15. Осмотреть крышку 2, нижнее кольцо 6, кольцо 9, втулку 14. Сколы и трещины не допускаются.
10.16. Промыть детали механизма камеры и тщательно протереть.
Оснастка: бензин, кисть, салфетки, миткаль.
10.17. Смазать подвижные и трущиеся части механизма камеры и пружины 5 и 10 тонким слоем смазки.
Оснастка: смазка ГОИ-54п, кисть.
10.18. Установить направляющую 12 в корпус механизма 11.
10.19. Установить пружину 10 на направляющую 12.
10.20. Установить приспособление (рис. П-8) в корпус механизма 11 (см. рис. 18).
Оснастка: приспособление (см. рис. П-8).
10.21. Установить буфер 8 (см. рис. 18) и кольцо 9 в контакт 1.
10.22. Установить поршневые кольца 7 в канавки поршня.
10.23. Установить контакт 1 в корпус механизма 11.
10.24. Вынуть приспособление (см. рис. П-8) из корпуса механизма 11 (см. рис. 18).
10.25. Установить приспособление (см. рис. П-7) в механизм камеры и сжать пружину 10 (см. рис. 18).
Оснастка: приспособление (см. рис. П-7); гаечный ключ 32×36 мм.
10.26. Установить нижнее кольцо в корпус механизма 11 (см. рис. 18).
10.27. Установить оправку 2 приспособления (рис. П-9) в корпус механизма 11 (см. рис. 18).
Оснастка: приспособление (см. рис. П-9).
10.28. Установить два ряда скользящих контактов 4 (см. рис. 18) с пружинами 5, осадить контакты толкателем 1 приспособления (см. рис. П-9) в корпус механизма 11 (см. рис. 18).
Оснастка: приспособление (см. рис. П-9), отвертка.
10.29. Снять оправку 2 приспособления (см. рис. П-9) с корпуса механизма 11 (см. рис. 18).
10.30. Установить крышку 2, вставить штифты 3 и кернить их с двух сторон.
Оснастка: молоток, кернер.
10.31. Удалить приспособление (см. рис. П-7) из корпуса механизма 11 (см. рис. 18).
Оснастка: гаечный ключ 32×36 мм.
10.32. Смазать контактные поверхности среднего фланца 25 (см. рис. 17) тонким слоем смазки.
Оснастка: смазка ГОИ-54п, кисть.
10.33. Установить средний фланец 25 на подставку.
Оснастка: приспособление (см. рис. П-7).
10.34. Вставить механизм камеры 33 в средний фланец 25 и собрать неподвижный контакт 24 (см. рис. 17) со средним фланцем с помощью приспособления (см. рис. П-10) аналогично переходам 17 - 20 операции 09.
Повторить переходы 1 - 34 для остальных средних фланцев данного полюса и для средних фланцев двух других полюсов.
ОПЕРАЦИЯ 11
РЕМОНТ ВЕРХНИХ ФЛАНЦЕВ КАМЕР
Трудозатраты - 7,7 чел.-ч
(ВВН-220-15);
18,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
2-го разряда - 1 чел.;
6-го разряда - 1 чел.
11.1. Снять выхлопные клапаны с верхнего фланца 7 (см. рис. 17) аналогично переходу 1 операции 09.
Оснастка: гаечный ключ 22×24 мм.
11.2. Отвинтить гайки 2 и снять вывод 1 верхнего фланца 7.
Оснастка: гаечный ключ 22×24 мм.
11.3. Установить приспособление (см. рис. П-10) в механизм камеры.
Оснастка: приспособление (см. рис. П-10).
11.4. Разобрать, выявить дефекты и произвести ремонт и сборку механизма камеры верхнего фланца 7 (см. рис. 17) аналогично переходам 10 - 31 операции 10.
Примечание. Кольцо 62 снимать только при необходимости.
11.5. Зачистить контактные поверхности фланца 7 и вывода 1.
Оснастка: шабер, салфетки, бензин.
11.6. Промыть детали фланца 7 и тщательно протереть.
Оснастка: бензин, кисть, салфетки, миткаль.
11.7. Осмотреть и выявить дефектные резьбовые соединения и крепежные детали согласно рекомендациям приложения 6.
11.8. Смазать контактные поверхности фланца 7 и вывода 1 тонким слоем смазки.
Оснастка: кисть, смазка ГОИ-54п.
11.9. Установить вывод 1 на фланец 7 и навинтить гайки 2.
Оснастка: гаечный ключ 22×24 мм.
Повторять переходы 1 - 9 для остальных верхних фланцев камер двух других полюсов.
ОПЕРАЦИЯ 12
РЕМОНТ ВЫХЛОПНЫХ КЛАПАНОВ
Трудозатраты - 12,2 чел.-ч
(ВВН-220-15);
18,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
2-го разряда - 1 чел.;
6-го разряда - 1 чел.
12.1. Отвинтить гайки 13 (рис. 19) и снять крышку 1.
Оснастка: гаечный ключ 12×14 мм.
12.2. Вывинтить стопорные винты 9, отвинтить специальную гайку 10 со штока 3 и снять клапан 8.
Оснастка: отвертка, разводной ключ.
12.3. Вынуть шток 3, пружину 6, втулку 4 и буфер 5 из корпуса 7.
12.4. Очистить детали выхлопного клапана от пыли, грязи и старой смазки.
Оснастка: ветошь, бензин.
12.5. Осмотреть и выявить, согласно рекомендациям приложения 6, дефекты: резьбовых соединений и крепежных деталей; пружины 6; резинового уплотнения 2 и буфера 5; клапана 8.
12.6. Осмотреть крышку 1, шток 3, втулку 4, корпус 7. Сколы и трещины не допускаются.
12.7. Промыть детали выхлопного клапана и тщательно протереть.
Оснастка: бензин, кисть, салфетки, миткаль.
12.8. Смазать подвижные и трущиеся части выхлопного клапана и пружину 6 тонким слоем смазки.
Оснастка: кисть, смазка ГОИ-54п.
12.9. Установить пружину 6, втулку 4 и буфер 5 на шток 3.
12.10. Установить шток 3 в корпус 7.
12.11. Установить клапан 8 на шток 3 и навинтить специальную гайку.
Оснастка: разводной ключ.
12.12. Отрегулировать размер 32 ± 2 мм и проверить ход штока 3. Заедания не допускаются. Ход должен быть свободный.
Оснастка: штангенциркуль.
12.13. Ввинтить специальные винты 9, кернить их в двух местах.
Оснастка: отвертка, молоток, кернер.
12.14. Установить крышку 1 с уплотнением 2 на корпус 7 и закрепить ее болтами 11 и гайками 13.
Оснастка: гаечный ключ 12×14 мм.
Повторить переходы 1 - 14 для остальных выхлопных клапанов.
ОПЕРАЦИЯ 13
СБОРКА КАМЕР
Трудозатраты - 41,8 чел.-ч
(ВВН-220-15);
58,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
2-го разряда - 1 чел.;
6-го разряда - 1 чел.
13.1. Надеть на изоляторы 15 (см. рис. 17) и 34 прокладки 9 и 27, разъемные кольца 10 и 28, нажимные кольца 11 и 26.
13.2. Установить верхний фланец 7 и средние фланцы 25 с уплотнениями 26 на изоляторы 15 и 34, приклеив уплотнения согласно приложению 7.
13.3. Навинтить гайки 12 и 30 на шпильки 14 и 32. Затяжку гаек производить равномерно по окружности, контролируя расстояние между нажимными кольцами 11 и 29. За одну операцию гайку затягивать не более чем на 1/4 оборота. Степень затяжки контролировать при помощи предельного ключа (1,8 кгс · м). Достаточной считается такая затяжка, когда предельный ключ за один захват завинчивает гайку не более чем на 1/10 оборота.
ВНИМАНИЕ! При сборке изоляторы не должны соприкасаться с металлом.
Оснастка: ключ (см. приложение 3, п. 6); ключ с трещоткой 17 мм; линейка 300 мм.
13.4. Застропить верхний фланец 7, собранный с изолятором 15.
13.5. Собрать камеру, проверить вжим контактов согласно схеме рис. 20. Регулировка вжима производится подбором толщины резинового уплотнения 2.
Оснастка: ключ с трещоткой 17 мм, ключ (см. приложение 3, п. 6), линейки 1000 и 300 мм.
13.6. Замерить переходное сопротивление каждого разрыва (норма 20 мкОм).
Оснастка: микроомметр М-246.
13.7. Установить испытательные заглушки 1 (рис. 21), 2 и 3.
Оснастка: ключ с трещоткой 17 мм; заглушки (см. приложение 3, п. 23).
13.8. Присоединить манометр 4 (см. рис. 21) к одной из заглушек 3 со штуцером.
13.9. Подать сжатый воздух давлением 2 - 3 кгс/см2 через другую заглушку 3 со штуцером.
13.10. Прослушать и промылить все соединения камеры. Травление воздуха в местах соединений не допускается. Устранение утечек воздуха производится при снятом давлении внутри камеры.
13.11. Снять давление в камере, снять испытательные заглушки 1, 2 и 3 и манометр 4.
Оснастка: ключ с трещоткой 17 мм.
13.12. Установить выхлопные клапаны с уплотнениями 60 (см. рис. 17) на все фланцы камеры и навинтить гайки 42 и 46.
Направление выхлопа из фланцев камеры показано на рис. 17.
13.13. Снять нижний фланец 45 (см. рис. 17) с камеры.
Оснастка: ключ с трещоткой 17 мм.
Повторить переходы 1 - 13 для двух других полюсов.
ОПЕРАЦИЯ 14
РЕМОНТ ОМИЧЕСКИХ ДЕЛИТЕЛЕЙ НАПРЯЖЕНИЯ
Трудозатраты - 13,9 чел.-ч
(ВВН-220-15);
24,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
14.1. Очистить фарфоровую изоляцию от пыли, грязи, выявить дефектную изоляцию согласно рекомендациям приложения 5.
Оснастка: бензин, ветошь.
14.2. Замерить сопротивление отдельных элементов делителя напряжения (норма 15000 ± 450 Ом).
Оснастка: мегомметр М1101.
При обрыве спирали в элементе делителя необходимо выполнить переходы 3 - 10 данной операции.
14.3. Выделить дефектный элемент.
Оснастка: автокран, ключ с трещоткой 17 мм.
14.4. Отвинтить гайки 3 на фланцах 10 и 14 элемента, снять разъемные кольца 12, верхний фланец 10 элемента (рис. 22).
Оснастка: ключ с трещоткой 17 (14) мм.
14.5. Снять фарфоровый изолятор 1, придерживая нижний фланец и освобождающие блоки сопротивления 7.
14.6. Выявить неисправный блок, заменить его.
Оснастка: мегомметр М1101М.
14.7. Влагопоглотитель высушить при температуре 500 °С или заменить новым (30 - 35 г); мешочек плотно завязать.
14.8. Зачистить контактные поверхности блоков 7, фланцев 10 и 14, направляющие стержни 2, элементы направляющей 9, коробки 17; протереть внутреннюю поверхность изолятора.
Оснастка: шлифовальная шкурка, бензин, салфетка.
14.9. Собрать элемент омического делителя напряжения, приклеить уплотнительную шайбу 11 к торцу изолятора, навинтить гайки 3.
Оснастка: автокран, ключ (см. приложение 3, п. 6); ключ с трещоткой 17 (14) мм.
14.10. Собрать омический делитель напряжения.
Оснастка: ключ (см. приложение 3, п. 6); ключ с трещоткой 17 (14) мм.
Повторить переходы 1 - 10 для двух других полюсов.
ОПЕРАЦИЯ 15
РАЗБОРКА ШКАФОВ УПРАВЛЕНИЯ
Трудозатраты - 3,8 чел.-ч
(ВВН-220-15);
4,2 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
Операции 15.1 и 15.2 только для выключателя ВВН-220-15.
15.1. Вывинтить болты 2 (рис. 23) на дутьевом клапане камеры и в шкафу управления, снять трубку 24 (рис. 24, см. вклейку).
Вывинтить болты 3, 7, 10 (рис. 25), снять трубку 27 (см. рис. 24).
Оснастка: гаечный ключ 14×17 мм.
15.2. Вывинтить болты 2 (см. рис. 23) на дутьевом клапане отделителя и на шкафу управления, снять трубку 29 (см. рис. 24).
Оснастка: гаечный ключ 14×17 мм.
Операция 15.3 только для выключателя ВВН-330-15.
15.3. Вывинтить болты 36 и 42 (рис. 26), отсоединить воздухопроводы от шкафа управления.
Оснастка: гаечный ключ 14×17 мм.
15.4. Отвинтить ниппель 18, снять трубку 17 (см. рис. 24).
Оснастка: гаечный ключ 14×17 мм.
15.5. Отвинтить другой ниппель 18, снять трубку 53.
Оснастка: гаечный ключ 14×17 мм.
15.8. Вывинтить гайку 50, винт 49, ниппель 47 и снять электроконтактный манометр 45 для проверки.
Оснастка: гаечный ключ 22×24 мм; отвертка.
15.7. Отвинтить гайки 13, вывинтить болты 7 и снять трубку 11.
Оснастка: гаечный ключ 14×17 мм.
15.8. Отсоединить от электромагнита включения провода вторичных цепей, вывинтить болты 21 и снять блок включения 6.
Оснастка: отвертка, гаечный ключ 22×24 мм.
15.9. Отсоединить от электромагнита отключения 19 провода вторичных цепей, вывинтить болты 21 и снять блок отключения 19.
Оснастка: отвертка, гаечный ключ 22×24 мм.
15.10. Очистить детали от грязи, пыли, старой смазки, промыть, протереть насухо.
Оснастка: ветошь, бензин.
15.11. Осмотреть и выявить (согласно указаниям приложения 6) дефекты: резьбовых соединений и крепежных деталей; уплотнений и прокладок.
15.12. Осмотреть и выявить дефекты трубок 17, 24, 27, 29, 53. Не допускаются трещины и сколы на трубках, задиры, трещины на соединительных фланцах.
Повторить переходы 1 - 12 для двух других полюсов.
ОПЕРАЦИЯ 16
РЕМОНТ БЛОКОВ ОТКЛЮЧЕНИЯ
Трудозатраты - 2,9 чел.-ч
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
16.1. Вывинтить болты крепления электромагнита отключения к стойкам 1 и 22 (рис. 27), снять электромагнит, вывинтить стойки 22.
Оснастка: гаечный ключ 17×19 мм, отвертка.
16.2. Вывинтить болты 20, снять крышку 25, поршень 26, шток 24.
Оснастка: гаечный ключ 12×14 мм.
16.3. Вынуть корпус 27 с клапаном 44, пружиной 43 и прокладку 45.
16.4. Вывинтить болты 35, снять крышку 37.
Оснастка: гаечный ключ 12×14 мм.
16.5. Вынуть вкладыши 39, прокладку 38, пружину 40, золотник 42.
16.6. Вывинтить болты 4, снять крышку 5 и прокладку 6.
Оснастка: гаечный ключ 14×19 мм.
16.7. Вывинтить болты 33, снять крышку 14, втулку 15, пружину 12 и вынуть клапан 11.
Оснастка: гаечный ключ 14×17 мм.
16.8. Вынуть поршень 8, снять поршневые кольца 7.
16.9. Ослабить гайку 18, вывинтить специальный винт 17.
Оснастка: гаечный ключ 14×17 мм.
16.10. Очистить детали от грязи, пыли, старой смазки; промыть и протереть насухо.
Оснастка: ветошь, бензин.
16.11. Осмотреть и выявить дефекты корпусов 9, 27, крышек 25, 37, 5, 14, вкладышей 39. Дефектные детали заменить или отремонтировать. Корпусы, крышки, вкладыши не должны иметь трещин, сколов, изломов. Продольные риски, выкрашивания во внутренних полостях корпуса 9 не допускаются.
Незначительные задиры, заусенцы, царапины, следы коррозии снять шлифовальной шкуркой.
16.12. Осмотреть и выявить, согласно рекомендациям приложения 6, дефекты: резьбовых соединений и крепежных деталей; пружин 12, 40, 43, прокладок 6, 10, 13, 45; поршня 8 и поршневых колец 7; штока 24; клапанов 44 и 11; золотника 42 и втулки 15.
16.13. Проверить от руки ход якоря электромагнита отключения, четкость переключения блокировочных контактов. Заеданий не должно быть.
16.14. Проверить полный ход якоря (норма 7,5 - 8 мм).
16.15. Проверить операцию переключения блок-контактами электромагнита. Переключение должно происходить через 4 - 5 мм хода якоря.
16.16. Проверить вжатие ламелей блок-контактов при смыкании (норма около 1 мм).
16.17. Измерить сопротивление изоляции катушки электромагнита (не менее 1 МОм).
Оснастка: мегомметр М1101М.
16.18. Измерить омическое сопротивление катушки.
Оснастка: мост Р-333.
16.19. Очистить детали от грязи, пыли, промыть и протереть насухо; смазать трущиеся части и пружины смазкой. Золотник 42 после смазки протереть насухо.
Оснастка: ветошь, бензин, смазка ГОИ-54п, кисть, салфетки.
16.20. Ввинтить специальный винт (иглу отсечки) 17 с гайкой 18.
Оснастка: гаечный ключ 14×17 мм.
16.21. Протереть поршневые кольца 7 по плоскости, промыть их бензином и надеть на поршень 8.
Оснастка: бензин, ветошь.
16.22. Установить поршень 8 с кольцами 7; проверить перемещение поршня. Заедания не допускаются. Перемещение должно быть свободным.
16.23. Вставить клапан 11, проверить ход поршня (норма 8 ± 1 мм; допускается подрезка штока 19), установить крышку 14 с прокладкой (уплотнением) 13, втулкой 15, пружиной 12; ввинтить болты 33.
Оснастка: штангенциркуль 250 мм; гаечный ключ 14×17 мм.
16.24. Установить крышку 5 с прокладкой 6, ввинтить болты 4.
Оснастка: гаечный ключ 17×19 мм.
16.25. Вставить золотник 42, пружину 40, вкладыш 39 с прокладкой 38. Проверить перемещение золотника 42. Заедания не допускаются. Перемещение должно быть свободным.
16.26. Установить крышку 37, ввинтить болты 35.
Оснастка: гаечный ключ 12×14 мм.
16.27. Вставить прокладку 45, корпус 27 с клапаном 44 и пружиной 43 в корпус 9.
Проверить перемещение клапана 44. Заедания не допускаются. Перемещение должно быть свободным.
16.28. Вставить в крышку 25 шток 24, поршень 26 и установить их на корпус 27. Ввинтить болты 20.
Оснастка: гаечный ключ 12×14 мм.
16.29. Ввинтить одну стойку 22 и две стойки 1, установить на стойки электромагнит отключения, ввинтить винты крепления.
Оснастка: гаечный ключ 17×19 мм, отвертка.
16.30. Отрегулировать зазор между бойком электромагнита отключения и штоком 24 (норма 4,0 мм).
Оснастка: линейка.
Повторить переходы 1 - 30 для двух других полюсов.
ОПЕРАЦИЯ 17
РЕМОНТ БЛОКОВ ВКЛЮЧЕНИЯ
Трудозатраты (для выключателей ВВН-220-15 и ВВН-330-15) - 2,5 чел.-ч
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
17.1. Ввинтить винты крепления электромагнита включения к стойкам 23 (рис. 28), снять электромагнит, вывинтить стойки 23.
Оснастка: гаечный ключ 17×19 мм, отвертка.
17.2. Вывинтить болты 20, снять крышку 22, втулку 32, шток 33.
Оснастка: гаечный ключ 12×14 мм.
17.3. Вынуть корпус 25, уплотнительную шайбу 26, клапан 27, пружину 34.
17.4. Вывинтить болты 28, снять крышку 4 с уплотнением 6, втулкой 5 и пружиной 7; вынуть клапан включения 9.
Оснастка: гаечный ключ 14×17 мм.
17.5. Вынуть поршень 13 с поршневыми кольцами 14; снять кольца 14.
Оснастка: отвертка.
17.6. Осмотреть и выявить дефекты у корпусов 11, 25, крышек 22, 17, 4. Корпуса и крышки не должны иметь сколов, трещин, изломов. Не допускаются продольные риски, выкрашивания в рабочей полости корпуса 11. Незначительные задиры, заусенцы, царапины, следы коррозии снять мелкой шлифовальной шкуркой.
17.7. Осмотреть и выявить, согласно рекомендациям приложения 6, дефекты: резьбовых соединений и крепежных деталей; пружин 34; уплотнения 6, прокладок 16, 26; поршня 13 и поршневых колец 14; клапанов 9, 27; втулки 5.
17.8. Проверить от руки ход якоря электромагнита включения, четкость переключения блокировочных контактов. Заеданий не должно быть.
17.9. Проверить полный ход якоря (норма 7,5 - 8 мм).
17.10. Проверить операцию переключения блок-контактами электромагнита. Переключение должно происходить через 4 - 5 мм хода якоря.
17.11. Проверить вжатие ламелей блок-контактов при смыкании (должно быть около 1 мм).
17.12. Измерить сопротивление изоляции катушки электромагнита (не менее 1 МОм).
Оснастка: мегомметр М1101М.
17.13. Измерить омическое сопротивление катушки.
Оснастка: мост Р-333.
17.14. Очистить детали от грязи, пыли, промыть, протереть насухо, смазать трущиеся части и пружины.
Оснастка: ветошь, бензин, смазка ГОИ-54п, кисть.
17.15. Притереть поршневые кольца 14 (см. рис. 28) по плоскости, промыть бензином, надеть их на поршень 13.
Оснастка: бензин, ветошь.
17.16. Установить поршень 13 с кольцами 14. Проверить перемещение поршня. Заедания не допускаются, перемещение должно быть свободным.
17.17. Вставить клапан включения, проверить ход поршня (норма 8 ± 1 мм; допускается подрезка штока 12), установить крышку 4 с уплотнением 6, втулкой 5, пружиной 7; ввинтить болты 28.
Оснастка: гаечный ключ 14×17 мм; штангенциркуль.
17.18. Установить крышку 17 с паронитовой прокладкой 16; ввинтить болты 1.
Оснастка: гаечный ключ 17×19 мм.
17.19. Вставить уплотнительную шайбу 26, корпус 25 с клапаном 27 и пружиной 34 в корпус 11.
17.20. Вставить во втулку 32 шток 33 и установить его на корпус 25. Проверить перемещение штока. Заедания не допускаются. Перемещение должно быть свободным.
17.21. Установить крышку 22, ввинтить болты 20.
Оснастка: гаечный ключ 12×14 мм.
17.22. Ввинтить стойки 23, установить на стойки электромагнит включения, ввинтить винты крепления.
Оснастка: гаечный ключ 17×19 мм; отвертка.
17.23. Отрегулировать зазор между бойком электромагнита включения и штоком 33 (зазор должен быть 40 мм).
Оснастка: линейка.
Повторить переходы 1 - 23 для двух других полюсов.
ОПЕРАЦИЯ 18
РЕМОНТ ПАНЕЛЕЙ УПРАВЛЕНИЯ И ПРИВОДОВ СКБ
Трудозатраты (для выключателей ВВН-220-15 и ВВН-330-15) - 3,8 чел.-ч.
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
18.1. Снять пружину 17 (рис. 29).
Оснастка: плоскогубцы.
18.2. Отвинтить гайки 13, снять привод СБК 9.
Оснастка: гаечный ключ 14×17 мм.
18.3. Вывинтить болты 3 (рис. 30), снять колпак 5.
Оснастка: гаечный ключ 14×17 мм.
18.4. Снять пружины 13, 17, направляющую 14.
18.5. Вывинтить болты 8, снять подшипники 7.
Оснастка: гаечный ключ 12×14 мм.
18.8. Вынуть вал 9 из поршня 21.
18.7. Вывинтить болты 1, снять корпус 6.
Оснастка: гаечный ключ 14×17 мм.
18.8. Вынуть втулку 18.
18.9. Вынуть обойму 19 с прокладкой 20.
18.10. Вынуть поршень 21, снять поршневые кольца 22.
Оснастка: плоскогубцы, отвертка.
18.11. Очистить детали от грязи, пыли, старой смазки; промыть и протереть насухо.
Оснастка: ветошь, бензин.
18.12. Осмотреть и выявить дефекты корпусов: 8, 10, 12, колпака 5, втулки 18. Дефектные детали заменить или отремонтировать.
Корпусы, колпак, втулка не должны иметь трещин, сколов, изломов.
Не допускаются продольные риски, выкрашивания в рабочей полости корпуса 12.
Незначительные задиры, заусенцы, царапины, следы коррозии снять мелкой шлифовальной шкуркой.
18.13. Осмотреть и выявить дефекты у вала 9 и подшипников 7. Дефектные детали заменить или отремонтировать. Не допускаются трещины, сколы, выкрашивания на рабочих поверхностях. Валы в подшипниках должны вращаться свободно, без заеданий. Не допускается посторонний шум в подшипниках при вращении вала.
18.14. Осмотреть и выявить дефекты у обоймы 19. Не допускаются деформации, трещины, сколы. Посадка прокладки в обойму должна быть плотной.
18.15. Осмотреть и выявить, согласно рекомендациям приложения 6, дефекты: резьбовых соединений и крепежных деталей, пружин 13, 17; прокладки 20; поршня 21, поршневых колец 22.
18.16. Проверить работу счетчика 5 (см. рис. 29) и число операций полюса.
18.17. Осмотреть доски зажимов и блок-контакты 25, проверить надежность нажатия контактов.
18.18. Очистить детали от грязи, пыли, промыть, протереть насухо; смазать трущиеся части и пружины.
Оснастка: ветошь, бензин, смазка ГОИ-54п.
18.19. Вставить втулку 18 (см. рис. 30) в корпус 6.
18.20. Притереть поршневые кольца 22 по плоскости с двух сторон; промыть их в бензине; протереть насухо. Надеть поршневые кольца на поршень 21.
Оснастка: салфетки, бензин, плоскогубцы, отвертка.
18.21. Вставить поршень 21 в корпус 12.
18.22. Установить обойму 19 с прокладкой 20.
18.23. Установить корпус 6, ввинтить болты 1.
Оснастка: гаечный ключ 14×17 мм.
18.24. Установить вал 9.
18.25. Установить подшипник 7, ввинтить болты 8 (не до конца).
Оснастка: гаечный ключ 12×14 мм.
18.26. Проверить свободное перемещение поршня 21 и при свободном перемещении ввинтить болты 8 до упора.
18.27. Проверить ход поршня 21 (должен быть 30 ± 2 мм; допускается местная припиловка поршня).
Оснастка: линейка.
18.28. Установить привод СБК 9 (см. рис. 29) на подставку 11, закрепить болтами 12 и гайками 13 (не затягивая).
Оснастка: гаечный ключ 14×17 мм.
18.29. Установить между муфтами 7 сухарь 6, произвести центровку привода подкладкой шайб 10. Соединение муфт 7 производить при замкнутом положении первой пары блок-контактов. Завинтить гайки 13 до упора.
Оснастка: гаечный ключ 14×17 мм.
18.30. Проверить поворотом от руки ход вала привода СБК. Ход должен быть свободным.
При повороте вала СБК от руки не должно быть заеданий контактов, а их замыкание и размыкание должно быть четким и обеспечивать достаточное нажатие контактов при замыкании.
При повороте от руки на 90° проверить надежность замыкания и размыкания контактов СБК в крайних положениях.
18.31. Установить пружины 13, 17 (см. рис. 30), направляющую 14.
18.32. Установить колпак 5, ввинтить болты 3.
Оснастка: гаечный ключ 14×17 мм.
18.33. Установить пружину 17 (см. рис. 29).
Оснастка: плоскогубцы. Повторить переходы 1 - 33 для двух других полюсов.
ОПЕРАЦИЯ 19
ОБЩАЯ СБОРКА ШКАФОВ УПРАВЛЕНИЯ
Трудозатраты для выключателей ВВН-220-15 и ВВН-330-15 - 4,8 чел.-ч
Сослав звена - электрослесари:
3-го разряда - 1 чел.;
5-го разряда - 1 чел.
19.1. Установить блок отключения 19 (см. рис. 24) с уплотнением 26; ввинтить болты 21 с прокладкой 20. Присоединить к электромагниту провода вторичных цепей коммутации.
Оснастка: гаечный ключ 22×24 мм; отвертка.
19.2. Установить блок включения 6 с уплотнением 28; ввинтить болты 21 с прокладкой 20. Присоединить к электромагниту провода вторичных цепей.
Оснастка: гаечный ключ 22×24 мм; отвертка.
19.3. Установить трубку 11, укрепить ее болтами 7 и гайками 13.
Оснастка: гаечный ключ 14×17 мм.
19.4. Установить электроконтактный манометр, ввинтить ниппель 47, винт 49, навинтить гайку 50.
Оснастка: гаечный ключ 22×24 мм; отвертка.
19.5. Установить трубку 53, ввинтить ниппель 18.
Оснастка: гаечный ключ 14×17 мм.
Для выключателя ВВН-220-15 выполнить операции 19.6 и 19.7.
19.6. Установить трубку 29 (см. рис. 24), ввинтить болты 2 (см. рис. 23) на дутьевом клапане отделителя и в шкафу управления. Установить трубку 27 (см. рис. 24); ввинтить болты 3, 7, 10 (см. рис. 25).
Оснастка: гаечный ключ 14×17 мм.
19.7. Установить трубку 24 (см. рис. 24), ввинтить болты 2 (см. рис. 23) на дутьевом клапане камеры и в шкафу управления; подтянуть гайки 4 (рис. 31).
Оснастка: гаечный ключ 14×17 мм; гаечный ключ 27×30 мм.
Для выключателя ВВН-330-15 выполнить операцию 19.8.
19.8. Присоединить воздухопроводы к шкафу управления, ввинтить болты 36 (см. рис. 26) и 42, подтянуть гайки 4 (см. рис. 31).
Оснастка: гаечные ключи 14×17 и 27×30 мм.
Повторить переходы 1 - 8 для двух других полюсов.
ОПЕРАЦИЯ 20
РАЗБОРКА РАСПРЕДЕЛИТЕЛЬНОГО ШКАФА
Трудозатраты - 1,0 чел.-ч
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
20.1. Отвинтить накидные гайки и снять трубки 1, 12, 13, 14, 15, 18 (рис. 32).
Оснастка: гаечный ключ 14×17 мм.
20.2. Снять манометры 7 на поверку.
Оснастка: гаечный ключ 22×24 мм.
20.3. Вывинтить крепежные болты и снять блок пневматических клапанов 17.
Оснастка: гаечный ключ 14×17 мм.
20.4. Вывинтить крепежные болты и снять кнопочное устройство 8.
Оснастка: гаечный ключ 14×17 мм.
20.5. Вывинтить крепежные болты и снять редукторный клапан 5.
Оснастка: гаечный ключ 14×17 мм.
20.6. Осмотреть и выявить, согласно рекомендациям приложения 6, дефекты: резьбовых соединений и крепежных деталей; трубок и накидных гаек.
ОПЕРАЦИЯ 21
РЕМОНТ БЛОКА ПНЕВМАТИЧЕСКИХ КЛАПАНОВ
Трудозатраты - 3,6 чел.-ч
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
21.1. Вывинтить клапаны 45, 46 (рис. 33).
Оснастка: гаечный ключ 22×24 мм.
21.2. Вывинтить штуцер 50, снять пружину 52, клапан 51.
Оснастка: гаечный ключ 17×19 мм.
21.3. Вывинтить ниппель 2 со штоком и шариком 4.
Оснастка: гаечный ключ 24×27 мм.
21.4. Отвинтить гайки 6, снять крышку 31 с прокладкой 30, вынуть фильтр 8.
Оснастка: гаечный ключ 17×19 мм.
21.5. Снять бандажи 60, 61, металлические сетки 59, войлок 58, медную трубу 57.
Оснастка: плоскогубцы.
21.6. Отвинтить гайки 17, снять крышку 19 и прокладку 18.
Оснастка: гаечный ключ 17×19 мм.
21.7. Отвинтить гайки 10, снять корпус 13, вынуть пружину 22, шток 21 с клапаном 23, резиновую шайбу 24.
Оснастка: гаечный ключ 17×19 мм.
ВНИМАНИЕ! Перед разборкой входного вентиля перекрыть подачу воздуха от магистрали к входному вентилю.
21.8. Отвинтить гайки 33, снять крышку 35 с резиновой шайбой 36.
Оснастка: гаечный ключ 17×19 мм.
21.9. Отвинтить гайки 42, снять крышку 40, втулку 26.
Оснастка: гаечный ключ 17×19 мм.
21.10. Очистить детали от грязи, пыли, старой смазки, промыть и протереть насухо.
Оснастка: ветошь, бензин.
21.11. Осмотреть и выявить дефекты корпусов 3, 12, 13, 39; крышек 19, 31, 35, 40; втулок 20, 26. Дефектные детали заменить или отремонтировать.
Корпусы, крышки, втулки не должны иметь трещин, сколов, изломов. Заусенцы в рабочей части втулки 20 не допускаются.
Незначительные задиры, заусенцы, царапины, следы коррозии снять мелкой шлифовальной шкуркой.
Оснастка: шлифовальная шкурка.
21.12. Осмотреть и выявить, согласно рекомендациям приложения 6, дефекты: резьбовых соединений и крепежных деталей; пружин 22, 52; уплотнений 55, прокладок 18, 29, 30, 63, резиновых шайб 24, 27; клапанов 23, 37, 51.
21.13. Проверить сетчатый фильтр 8; войлок 58 заменить; при наличии порывов, сдвига проволок сетки, пробоин сетку заменить. Дефекты сетки допускается устранять пайкой, при этом площадь паяных мест не должна быть более 10 % номинальной пропускной площади фильтра.
Ячейки сетки не должны быть забиты твердыми солевыми отложениями (продуктами коррозии).
21.14. Осмотреть шарик 4; не допускаются заусенцы, вмятины; при наличии следов коррозии снять их шлифовальной шкуркой.
21.15. Очистить детали от грязи, пыли; все трущиеся части и пружины смазать тонким слоем смазки.
Оснастка: ветошь, смазка ГОИ-54п.
21.16. Установить втулку 26, крышку 40 и навинтить гайки 42.
Оснастка: гаечный ключ 17×19 мм.
21.17. Установить крышку 35 с резиновой шайбой 36 и навинтить гайки 33.
Оснастка: гаечный ключ 17×19 мм.
21.18. Установить резиновую шайбу 24, клапан 23 со штоком 21, пружину 22, корпус 13 и навинтить гайки 10.
Оснастка: гаечный ключ 17×19 мм.
21.19. Установить крышку 19 с прокладкой 18 и навинтить гайки 17.
Оснастка: гаечный ключ 17×19 мм.
21.20. Установить медную трубу 57, войлок 58, металлические сетки 59 и надеть бандажи 60, 61.
Оснастка: плоскогубцы.
21.21. Установить фильтр 8, крышку 31 с прокладкой 30 и навинтить гайки 6.
Оснастка: гаечный ключ 17×19 мм.
21.22. Ввинтить ниппель 2 со штоком и шариком 4.
Оснастка: гаечный ключ 24×27 мм.
21.23. Установить клапан 51, пружину 52, ввинтить штуцер 50.
Оснастка: гаечный ключ 17×19 мм.
21.24. Ввинтить клапаны 45, 46.
Оснастка: гаечный ключ 22×24 мм.
ОПЕРАЦИЯ 22
РЕМОНТ КНОПОЧНОГО УСТРОЙСТВА ОТКЛЮЧЕНИЯ
Трудозатраты - 2,4 чел.-ч.
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
22.1. Вывинтить ниппель 6 (рис. 34).
Оснастка: гаечный ключ 22×24 мм.
22.2. Вывинтить винт 2, снять кнопку 1.
Оснастка: отвертка.
22.3. Вывинтить болты 3, снять крышку 5, корпус 13, пружину 10, прокладку 8, шайбу 7 и клапан 12.
Оснастка: гаечный ключ 14×17 мм.
22.4. Детали очистить от грязи, пыли, промыть и протереть насухо.
Оснастка: ветошь, бензин.
22.5. Осмотреть и выявить дефекты корпусов 9, 13. Корпусы не должны иметь трещин, сколов. Заусенцы в рабочей части корпуса 13 не допускаются. Незначительные задиры, заусенцы, царапины, следы коррозии снять мелкой шлифовальной шкуркой.
Оснастка: шлифовальная шкурка.
22.6. Осмотреть и выявить согласно рекомендациям приложения 6, дефекты: резьбовых соединений и крепежных деталей; пружины 10; прокладки 8, резиновой шайбы 7; клапана 12.
22.7. Очистить детали от грязи, смазать тонким слоем смазки трущиеся части и пружину.
Оснастка: смазка, ветошь.
22.8. Установить клапан 12, шайбу 7, прокладку 8, пружину 10, корпус 13, крышку 5 и ввинтить болты 3.
Оснастка: гаечный ключ 14×17 мм.
22.9. Установить кнопку 1, ввинтить винт 2.
Оснастка: отвертка.
22.10. Ввинтить ниппель 6.
Оснастка: гаечный ключ 22×24 мм.
ОПЕРАЦИЯ 23
РЕМОНТ РЕДУКТОРНОГО КЛАПАНА
Трудозатраты - 1,2 чел.-ч
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
23.1. Ввинтить болты 11 (рис. 35), снять корпус 13, верхний упор 9, пружину 10, нижний упор 6, прокладки 14, мембрану 5, шток 22.
Оснастка: гаечный ключ 14×17 мм.
23.2. Вывинтить клапан 3.
Оснастка: гаечный ключ 22×24 мм.
23.3. Вывинтить ниппель 1, вынуть грубые фильтры 18, сетку фильтра 17, пружину 23, шток 20, шарик 21.
Оснастка: гаечный ключ 22×24 мм.
23.4. Детали очистить от грязи, пыли, промыть и протереть насухо.
Оснастка: бензин, ветошь.
23.5. Осмотреть и выявить дефекты корпусов 4, 13, 19, упоров 6, 9. Корпусы и упоры не должны иметь трещин, сколов. Заусенцы и задиры в рабочей части корпуса 13 не допускаются. Незначительные задиры, заусенцы, царапины, следы коррозии снять шлифовальной шкуркой.
Оснастка: шлифовальная шкурка.
23.6. Осмотреть и выявить согласно указаниям приложения 6, дефекты резьбовых соединений и крепежных деталей; пружин 23, 10; прокладки 14; клапана 3.
23.7. Проверить фильтр: при наличии порывов, сдвига проволоки, пробоин сетки заменить сетку.
Дефекты сетки устранять пайкой, при этом площадь паяных мест не должна быть более 10 % номинальной пропускной площади фильтра.
Ячейки сетки не должны быть забиты твердыми солевыми отложениями (продуктами коррозии).
23.8. Осмотреть шарик 21: заусенцы, вмятины не допускаются; при наличии следов коррозии снять их шлифовальной шкуркой;
Оснастка: шлифовальная шкурка.
23.9. Осмотреть мембрану 5: порывы, срезы не допускаются. Поверхность должна быть гладкой, без вмятин.
23.10. Очистить детали от грязи, пыли; трущиеся части и пружины смазать тонким слоем смазки.
Оснастка: ветошь, смазка.
23.11. Установить шарик 21, шток 20, пружину 23, сетку фильтра 17, грубые фильтры 18, ввинтить ниппель 1.
Оснастка: гаечный ключ 22×24 мм.
23.12. Ввинтить клапан 3.
Оснастка: гаечный ключ 22×24 мм.
23.13. Установить шток 22, прокладку 14, мембрану 5, еще одну прокладку 14, нижний упор 6, пружину 10, верхний упор 9, корпус 13, ввинтить болты 11.
Оснастка: гаечный ключ 14×17 мм.
ОПЕРАЦИЯ 24
СБОРКА РАСПРЕДЕЛИТЕЛЬНОГО ШКАФА
Трудозатраты - 1,0 чел.-ч.
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
24.1. Установить редукторный клапан 5 (см. рис. 32) и ввинтить крепежные болты.
Оснастка: гаечный ключ 14×17 мм.
24.2. Установить кнопочное устройство 8 и ввинтить крепежные болты.
Оснастка: гаечный ключ 14×17 мм.
24.3. Установить блок пневматических клапанов 17 и ввинтить крепежные болты.
Оснастка: гаечный ключ 17×19 мм.
24.4. Установить манометры 7.
Оснастка: гаечный ключ 24×27 мм.
24.5. Установить трубки 1, 12, 13, 14, 15, 18 и навинтить гайки.
Оснастка: гаечный ключ 17×19 мм.
ОПЕРАЦИЯ 25
РЕМОНТ РЕЗЕРВУАРОВ
Трудозатраты - 7,0 чел.-ч
(ВВН-220-15);
14,0 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
25.1. Вывинтить болты 55 и снять крышки 54 люков (см. рис. 6) и болты 47 и крышки люков 46 (см. рис. 9).
Оснастка: гаечный ключ 14×17 мм.
25.2. Вывинтить болт спускного клапана.
Оснастка: гаечный ключ 22×24 мм.
25.3. Осмотреть и очистить внутреннюю и наружную поверхности резервуара от грязи, ржавчины, пыли.
Оснастка: трансформатор 220/12 В, переносные лампы, металлическая щетка, ветошь, пылесос.
25.4. Очистить спускные клапаны от грязи, пыли. Поврежденные ржавчиной шарики спускных клапанов заменить.
Оснастка: ветошь, бензин.
25.5. Согласно рекомендациям приложения 6 произвести дефектацию резьбовых соединений и крепежных деталей; уплотнений люков и трубопроводов (рис. 36), заглушек (рис. 37).
25.8. Проверить стенки резервуара, трубопроводов, указатели продувки, сварные швы и выявить трещины, сколы, раковины.
25.7. Окрасить зачищенные места внутренней поверхности резервуара.
25.8. Ввинтить болт спускного клапана.
Оснастка: гаечный ключ 22×24 мм.
25.9. Установить на резервуаре крышки люков 54 с уплотнением 56 и ввинтить болты 55 (см. рис. 6 - для выключателя ВВН-220-15), установить крышки люка 46 (см. рис. 9 - для выключателя ВВН-330-15) с уплотнением 48 и ввинтить болты 47.
Оснастка: гаечный ключ 14×17 мм.
ВНИМАНИЕ! При ремонте резервуара заменять установленные заводом крепежные детали (шпильки, гайки, болты и др.) разрешается только крепежными деталями, изготовленными в соответствии с требованиями Госгортехнадзора СССР.
Повторить переходы 1 - 9 для двух других полюсов.
ОПЕРАЦИЯ 26
РЕМОНТ ДУТЬЕВЫХ КЛАПАНОВ КАМЕР ВЫКЛЮЧАТЕЛЯ ВВН-220-15
Трудозатраты - 7,5 чел.-ч
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
26.1. Отвинтить гайки 3 (рис. 38), снять крышку 1 с уплотнением 2, вынуть клапан 8 со штоком 23 и пружиной 7.
Оснастка: гаечный ключ 22×24 мм, отвертка.
26.2. Отвинтить гайки 3, снять крышку 15 с уплотнением 12, вынуть поршень 14, шток 9, цилиндр 11 и уплотнение 10, снять поршневые кольца 13.
Оснастка: гаечный ключ 22×24 мм.
26.3. Очистить детали от грязи, пыли, старой смазки, промыть и протереть насухо.
Оснастка: бензин, ветошь.
26.4. Осмотреть и выявить дефекты корпуса 6 и крышек 1, 15, втулки 19. Корпус и крышки не должны иметь сколов, трещин, раковин. Задиры, заусенцы, царапины в рабочей части крышки 1 и втулки 19 не допускаются. Незначительные задиры, заусенцы, царапины, следы коррозии снять мелкой шлифовальной шкуркой.
Оснастка: шлифовальная шкурка.
26.5. Детали очистить от грязи, пыли, трущиеся части и пружины смазать тонким слоем смазки.
Оснастка: ветошь, кисть, смазка ГОИ-54п.
26.6. Произвести приклейку уплотнений 2, 10, 12 согласно рекомендациям приложения 7.
Оснастка: клей.
26.7. Надеть на поршень 14 поршневые кольца 13.
Оснастка: отвертка.
26.8. Вставить цилиндр 11, поршень 14, шток 9 и проверить перемещение поршня, которое должно быть свободным.
26.9. Установить крышку 15, проверить ход поршня (должен быть 60 ± 5 мм) и навинтить гайки 3.
Оснастка: гаечный ключ 22×24 мм, штангенциркуль
26.10. Установить клапан 8 с пружиной 7, предварительно сдвинув поршень 14 до упора в крышку 15.
26.11. Установить крышку 1, проверить зазор между тарелкой клапана 8 и штоком 9 поршня (он должен быть 3 ÷ 5 мм), навинтить гайки 3.
Оснастка: гаечный ключ 22×24 мм, штангенциркуль.
Повторить переходы 1 - 11 для двух других полюсов.
ОПЕРАЦИЯ 26
РЕМОНТ ДУТЬЕВЫХ КЛАПАНОВ КАМЕР ВЫКЛЮЧАТЕЛЯ ВВН-330-15
Трудозатраты - 19,0 чел.-ч.
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
26.1. Отвинтить накидные гайки, освободить фланцы крепления воздухопроводов.
Оснастка: гаечные ключи 22×24 и 17×19 мм.
26.2. Вывинтить болты 24 (см. рис. 26), снять промежуточный клапан.
Оснастка: гаечный ключ 22×24 мм.
26.3. Вывинтить болты 1 (рис. 39), снять крышку 3 с уплотнением 4, вынуть поршень 6, снять поршневые кольца 5.
Оснастка: гаечный ключ 12×14 мм.
26.4. Вывинтить болты 13, снять крышку 12 с уплотнением 11 и втулкой 10, вынуть пружину 9, клапан 8.
Оснастка: гаечный ключ 12×14 мм.
26.5. Отвинтить гайки 3 (см. рис. 38), снять крышку 1 с уплотнением 2, вынуть клапан 8 со штоком 23 и пружиной 7.
Оснастка: гаечный ключ 22×24 мм, отвертка.
26.6. Отвинтить гайки 3, снять крышку 15 с уплотнением 12, вынуть поршень 14, шток 9, цилиндр 11 и уплотнение 10, снять поршневые кольца 13.
Оснастка: гаечный ключ 22×24 мм.
26.7. Очистить детали от грязи, пыли, старой смазки, промыть и протереть насухо.
Оснастка: бензин, ветошь.
26.8. Осмотреть и выявить дефекты корпуса 6 и крышек 1, 15, втулки 19. Корпус и крышки не должны иметь сколов, трещин, раковин. Задиры, заусенцы, царапины в рабочей части крышки 1 и втулки 19 не допускаются. Незначительные задиры, заусенцы, царапины, следы коррозии снять мелкой шлифовальной шкуркой.
Оснастка: шлифовальная шкурка.
26.9. Детали очистить от грязи, пыли, трущиеся части и пружины смазать тонким слоем смазки.
Оснастка: ветошь, кисть, смазка ГОИ-54п.
26.10. Произвести приклейку уплотнений 2, 10, 12 согласно рекомендациям приложения 7.
Оснастка: клей.
26.11. Надеть на поршень 14 поршневые кольца 13.
26.12. Вставить цилиндр 11, поршень 14, шток 9 и проверить перемещение поршня, которое должно быть свободным.
26.13. Установить крышку 15, проверить ход поршня (должно быть 60 ± 5 мм) и навинтить гайки 3.
Оснастка: гаечный ключ 22×24 мм; штангенциркуль.
26.14. Установить клапан 8 с пружиной 7, предварительно сдвинув поршень 14 до упора в крышку 15.
26.15. Установить крышку 1, проверить зазор между тарелкой клапана 8 и штоком 9 поршня (должен быть 3 - 5 мм), навинтить гайки 3.
Оснастка: гаечный ключ 22×24 мм; штангенциркуль.
26.16. Установить клапан 8 (см. рис. 39), пружину 9, крышку 12 с уплотнением 11 и втулкой 10, ввинтить болты 13.
Оснастка: гаечный ключ 12×14 мм.
26.17. Установить поршень 6 с поршневыми кольцами 5, крышку 3 с уплотнением 4, ввинтить болты 1.
Оснастка: гаечный ключ 12×14 мм.
26.18. Установить промежуточный клапан на дутьевой, ввинтить болты 24 (см. рис. 26).
Оснастка: гаечный ключ 22×24 мм.
26.19. Установить воздухопроводы, укрепить их накидными гайками и фланцами.
Оснастка: гаечные ключи 22×24 мм и 17×19 мм.
Повторить переходы 1 - 19 для второго полуполюса и двух других полюсов.
ОПЕРАЦИЯ 27
РЕМОНТ ДУТЬЕВЫХ КЛАПАНОВ ОТДЕЛИТЕЛЕЙ
Трудозатраты - 11,0 чел.-ч
(ВВН-220-15);
22,2 чел.-ч
(ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.;
5-го разряда - 1 чел. (только для ВВН-330-15)
27.1. Отвинтить болт 1 (рис. 40), отвести в сторону импульсную трубу.
Оснастка: гаечный ключ 17×19 мм.
27.2. Вывинтить болты 1 (рис. 41), снять обратный клапан.
Оснастка: гаечный ключ 17×19 мм.
27.3. Отвинтить гайки 3 (рис. 42), снять крышку 1 с уплотнением 5, вынуть поршень 6 со штоком 8 и цилиндр 7.
Оснастка: гаечный ключ 22×24 мм.
27.4. Снять поршневые кольца 21, вывинтить болты 18, снять резиновое кольцо 18 и уплотнение 20.
Оснастка: отвертка, гаечный ключ 8×10 мм.
27.5. Отвинтить гайки 3, снять крышку 14 с уплотнением 15; вынуть клапан 12 со штоком 13 и пружиной 16.
Оснастка: гаечный ключ 22×24 мм.
27.6. Вывинтить болты 24, снять крышку 26 с буфером 27, вынуть клапан 28 с пружиной 22 и уплотнением 29.
Оснастка: гаечный ключ 14×17 мм.
27.7. Очистить детали от грязи, пыли, старой смазки, промыть и протереть насухо.
Оснастка: бензин, ветошь.
27.8. Осмотреть и выявить дефекты корпуса 30, крышек 1, 14, 26. Корпус и крышки не должны иметь сколов, трещин, раковин. Задиры, заусенцы в рабочих частях крышек не допускаются. Незначительные задиры, заусенцы, царапины, следы коррозии снять мелкой шлифованной шкуркой.
Оснастка: шлифовальная шкурка.
27.9. Осмотреть и выявить, согласно указаниям приложения 6, дефекты (см. рис. 42): резьбовых соединений и крепежных деталей; пружин 16 и 22, уплотнений 5, 15, 20, 29, резинового кольца 19 и буфера 27; поршня 8 и поршневых колец 21; цилиндра 7 и втулок крышек 14 и 26; клапанов 12, 28 и штуцеров 1 (рис. 43).
27.10. Приклеить уплотнения 5, 15 (см. рис. 42) согласно рекомендациям приложения 7.
Оснастка: клей.
27.11. Очистить детали от грязи, пыли, протереть, смазать трущиеся части и пружины тонким слоем смазки.
Оснастка: ветошь, смазка, кисть.
27.12. Установить уплотнение 20, резиновое кольцо 19, ввинтить болты 18.
Оснастка: гаечный ключ 14×17 мм.
27.13. Установить поршневые кольца 21.
Оснастка: отвертка.
27.14. Вставить цилиндр 7, поршень 6 со штоком 8, проверить ход поршня (должен быть 20 ± 2 мм).
Оснастка: штангенциркуль.
27.15. Установить крышку 1, навинтить гайки 3.
Оснастка: гаечный ключ 22×24 мм.
27.16. Установить клапан 12 со штоком 13 и пружиной 16 в крышку 14; проверить ход клапана (должен быть 12 - 14 мм).
Оснастка: штангенциркуль.
27.17. Установить крышку 14 с уплотнением 15 и навинтить гайки 3.
Оснастка: гаечный ключ 22×24 мм.
27.18. Вставить в крышку 26 с буфером 27 клапан 28 с пружиной 22, проверить ход клапана (должен быть 22 ± 2 мм).
Оснастка: штангенциркуль.
27.18. Установить крышку 26, навинтить болты 24.
Оснастка: гаечный ключ 14×17 мм.
Повторить переходы 1 - 19 для двух других полюсов.
ОПЕРАЦИЯ 28
РЕМОНТ ОБРАТНОГО КЛАПАНА
Трудозатраты - 2,1 чел.-ч (ВВН-220-15); 4,6 чел.-ч (ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
28.1. Вывинтить болты 8 (рис. 44), снять крышку 6, вынуть буфер 7, клапан 3 и пружину 5.
Оснастка: гаечный ключ 12×14 мм.
28.2. Очистить детали от грязи, пыли, старой смазки, промыть и протереть насухо.
Оснастка: бензин, ветошь.
28.3. Осмотреть и выявить дефекты корпуса 2, крышки 6. Корпус и крышки не должны иметь сколов, трещин, раковин. Задиры и заусенцы в рабочей части крышки 6 не допускаются. Незначительные задиры, заусенцы, царапины, следы коррозии снять шлифовальной шкуркой.
Оснастка: шлифовальная шкурка.
28.4. Осмотреть и выявить, согласно рекомендациям приложения 6, дефекты: резьбовых соединений и крепежных деталей; пружины 5; уплотнений 1, 4, 10, буфера 7; клапана 3.
28.5. Очистить детали от грязи, пыли, смазать тонким слоем смазки трущиеся части и пружину.
Оснастка: ветошь, бензин, кисть.
28.8. Установить в крышку 6 буфер 7, пружину 5, клапан 3.
28.7. Установить крышку б на корпус 2, ввинтить болты 8.
Оснастка: гаечный ключ 12×14 мм.
28.8. Установить обратный клапан на дутьевой клапан, ввинтить болты 1 (см. рис. 41).
Оснастка: гаечный ключ 17×19 мм.
28.9. Установить импульсную трубу, ввинтить болты 1 (см. рис. 40).
Оснастка: гаечный ключ 17×19 мм.
Повторить переходы 1 - 9 для второго полуполюса выключателя ВВН-330-15.
28.10. Произвести проверку на плотность клапанной системы выключателя согласно заводской инструкции.
Повторить переходы 1 - 10 для двух других полюсов,
ОПЕРАЦИЯ 29
РЕМОНТ ЕМКОСТНЫХ ДЕЛИТЕЛЕЙ НАПРЯЖЕНИЯ
Трудозатраты - 8,7 чел.-ч (ВВН-220-15);. 15,0 чел.-ч (ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
29.1. Очистить фарфоровую изоляцию делителей от пыли, грязи, выявить дефектную согласно приложению 4. Проверить герметичность фланцев, убедиться в отсутствии подтеков масла.
Оснастка: бензин, ветошь.
29.2. Замерить сопротивление изоляции каждого элемента делителя, присоединяя выводы мегомметра к верхнему и нижнему фланцам элемента (конденсатора); определить R²60/R²15 (не нормируется).
Оснастка: мегомметр МС-06.
29.3. Замерить емкость каждого конденсатора. Емкость не должна отличаться от указанной в паспорте более чем на ±10 %. Емкости отдельных элементов делителя одной фазы не должны отличаться друг от друга более чем на 5 % (50 пф).
Оснастка: мост Р-505, трансформатор напряжения НОМ-10, лабораторный трансформатор ЛАТР-1, амперметр Э-59.
29.4. Замерить tg δ конденсатора при температуре 20 °С (tg δ не должен быть больше 1 %).
Оснастка: мост Р-595, трансформатор напряжения НОМ-10, лабораторный трансформатор ЛАТР-1, амперметр Э-59.
29.5. Испытать каждый элемент делителя напряжением 108 кВ.
29.6. Элементы с характеристиками, отличающимися от норм, заменить.
Оснастка: гаечный ключ 17×19 мм.
Повторить переходы 1 - 6 для остальных делителей напряжения выключателя ВВН-330-15.
ОПЕРАЦИЯ 30
РЕМОНТ ОПОРНЫХ ИЗОЛЯТОРОВ
Трудозатраты - 10,6 чел.-ч (ВВН-220-15), 42,2 чел.-ч (ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.,
4-го разряда - 1 чел.
30.1. Очистить наружные поверхности опорных изоляторов от пыли и грязи.
Оснастка: бензин, ветошь, салфетки.
30.2. Осмотреть и выявить дефекты и отремонтировать изоляторы согласно указаниям приложения 5, резьбовых соединений согласно рекомендациям приложения 6; проверить уплотнения.
30.3. Замерять сопротивление изоляции каждого изолятора (должно быть не менее 5000 МОм).
Оснастка: мегомметр МС-06.
30.4. Протереть внутреннюю поверхность изоляторов (перед установкой).
Оснастка: приспособление (рис. П-16): миткаль, салфетки, бензин.
ОПЕРАЦИЯ 31
РЕМОНТ РАСТЯЖЕК
Трудозатраты - 13,8 чел.-ч (ВВН-220-15); 18,0 чел.-ч (ВВН-330-15)
Состав звена - электрослесари:
3-го разряда - 1 чел.;
4-го разряда - 1 чел.
31.1. Очистить наружные поверхности фарфоровых изоляторов растяжек от пыли, грязи.
Оснастка: бензин, салфетки.
31.2. Осмотреть, выявить и отремонтировать изоляторы согласно рекомендациям приложения 4.
Оснастка: бензин, ветошь, салфетки.
31.3. Осмотреть и выявить согласно рекомендациям приложения 6, дефекты резьбовых соединений.
31.4. Замерить сопротивление изоляции изоляторов растяжек (должно быть не менее 5000 МОм).
Оснастка: мегомметр МС-06.
31.5. Покрасить металлические части растяжек.
ОПЕРАЦИЯ 32
СБОРКА ВЫКЛЮЧАТЕЛЯ ВВН-220-15
Трудозатраты - 54,0 чел.-ч.
Состав звена - электрослесари:
2-го разряда - 1 чел.;
3-го разряда - 2 чел.;
4-го разряда - 1 чел.;
5-го разряда - 1 чел.;
6-го разряда - 1 чел.
Работы выполняются с использованием автокрана и автогидроподъемника АГП-12.
При сборке выключателя резиновые уплотнения необходимо приклеить к торцу изолятора согласно рекомендациям приложения 7.
32.1. Установить нижний фланец отделителя на верхний элемент опорного изолятора, навинтить гайки 5 (см. рис. 8), закрепить козырек 9 винтами 7.
Оснастка: ключ (см. приложение 3, п. 6); ключ с трещоткой 17 (14) мм; отвертка.
32.2. Собрать опорный изолятор отделителя.
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм.
32.3. Установить опорный изолятор отделителя на дутьевой клапан (по отвесу), навинтить гайки 23 (рис. 45), заземлить.
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм, отвес.
32.4. Установить нижний фланец камеры на верхний элемент опорного изолятора, навинтить гайки 4 (см. рис. 7), закрепить козырек 10 винтами 8.
Оснастка: ключ (см. приложение 3, п. 6,), ключ с трещоткой 17 (14) мм, отвертка.
32.5. Собрать опорный изолятор камеры.
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм.
32.6. Установить опорный изолятор камеры на дутьевой клапан (по отвесу), навинтить гайки 8 (см. рис. 6), заземлить.
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм, отвес.
32.7. Застропить, установить растяжки, присоединить их вначале к плитам нижнего фланца камеры и отделителя, затем к швеллерным балкам (рис. 46). Муфтой 45 выбрать прогиб растяжек, навинтить контргайки 47 (см. рис. 6).
Оснастка: гаечный ключ 22×24 мм.
32.8. Зачистить и смазать контактные поверхности трубчатых шин, установить трубчатые шины на хомуты 4 и 11 (см. рис. 12), навинтить гайки 20 и 25 (см. рис. 6).
Оснастка: шабер, гаечный ключ 22×24 мм, смазка ГОИ-54п.
32.9. Застропить отделитель, установить его на опорный изолятор, навинтить гайки 37. Допустимое отклонение отделителя от вертикали (по отвесу) до 150 мм. Проследить за правильным расположением резервуаров 51 (см. рис. 10).
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм, отвес.
32.10. Застропить емкостный делитель напряжения, установить на трубчатые шины, поставить хомут 30 (см. рис. 8).
Оснастка: гаечный ключ 22×24 мм.
Ввинтить болты 28, присоединить шины 35.
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм.
32.11. Застропить гасительную камеру, установить ее на опорный изолятор, навинтить гайки 12. Проследить за правильным расположением выхлопных клапанов (см. рис. 17). Допустимое отклонение колонки от вертикали (по отвесу) до 150 мм.
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм, отвес.
32.12. Застропить омический делитель напряжения, установить его на трубчатые шины, поставить хомут 18 (см. рис. 6), ввинтить болты 16, присоединить шины 15.
Оснастка: гаечный ключ 22×24 мм (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм.
Повторить переходы 1 - 12 для двух других полюсов.
ОПЕРАЦИЯ 32
СБОРКА ВЫКЛЮЧАТЕЛЯ ВВН-330-15
Трудозатраты - 75,6 чел.-ч
Состав звена - электрослесари:
2-го разряда - 1 чел.;
3-го разряда - 2 чел.;
4-го разряда - 1 чел.;
5-го разряда - 1 чел.;
6-го разряда - 1 чел.
Работы выполняются с использованием автокрана и автогидроподъемника АГП-12.
При сборке выключателя резиновые уплотнения необходимо приклеить к торцу изолятора согласно рекомендациям приложения 7.
32.1. Установить нижний фланец отделителя на верхний элемент опорного изолятора, навинтить гайки 5 (см. рис. 8), закрепить козырек 9 винтами 7.
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм, отвертка.
32.2. Собрать опорный изолятор отделителя.
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм.
32.3. Установить опорный изолятор отделителя на дутьевой клапан (по отвесу), навинтить гайки 23 (см. рис. 45), заземлить.
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм, отвес.
32.4. Установить нижний фланец камеры на верхний элемент опорного изолятора, навинтить гайки 4 (см. рис 7), закрепить козырек 10 винтами 8.
Оснастка: ключ (см. приложение 3, п. 6); ключ с трещоткой 17 (14) мм.
32.5. Собрать опорный изолятор камеры.
Оснастка: ключ (см. приложение 3, п. 6); ключ с трещоткой 17 (14) мм.
32.6. Установить опорный изолятор камеры на дутьевой клапан (по отвесу), навинтить гайки 23 (см. рис. 45), заземлить.
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм отвес.
Повторить переходы 1 - 6 для второго полуполюса.
32.7. Застропить, установить растяжки, присоединить их вначале к плитам нижнего фланца и отделителя, затем к швеллерам (см. рис. 46). Муфтой 45 выбрать прогиб растяжек, навинтить контргайки 44 (см. рис. 9).
Оснастка: гаечный ключ 22×24 мм.
32.8. Зачистить и смазать контактные поверхности трубчатых шин 37, установить их, навинтить гайки 34.
Оснастка: шабер, гаечный ключ 22×24 мм, смазка ГОИ-54п, салфетки, бензин.
32.9. Застропить камеру, установить ее на опорный изолятор, навинтить гайки 19. Допустимое отклонение от вертикали (по отвесу) до 150 мм, отклонение внутрь полюса не более 50 мм. Проследить за правильным расположением выхлопных клапанов 17 (см. рис. 9).
Оснастка: ключ (см. приложение 3, п. 6); ключ с трещоткой 17 (14) мм, отвес.
32.10. Застропить омический делитель напряжения 32, установить его на плиту, навинтить гайки 29, присоединить шины 33.
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм,
32.11. Застропить отделитель, установить его на опорный изолятор, навинтить гайки 37 (см. рис. 9). Допустимое отклонение отделителя от вертикали (по отвесу) до 150 мм, отклонение внутрь полюса не более 50 мм. Проследить за правильным расположением резервуаров 51 (см. рис. 10).
Оснастка: ключ (см. приложение 3, п. 6); ключ с трещоткой 17 (14) мм, отвес.
32.12. Застропить емкостной делитель напряжения, установить его на плиту, навинтить гайки 40. Присоединить шины 39 (см. рис. 9).
Оснастка: ключ (см. приложение 3, п. 6); ключ с трещоткой 17 (14) мм.
32.13. Зачистить и смазать контактные поверхности трубчатых шин 16, установить их на отделитель.
Оснастка: шабер, салфетки, бензин, гаечный ключ 22×24 мм, смазка ГОИ-54П.
Повторить переходы 10 - 13 для второго полуполюса.
32.14. Установить хомут 15, навинтить гайки 13.
Оснастка: гаечный ключ 22×24 мм.
Повторить переходы 1 - 14 для двух других полюсов.
ОПЕРАЦИЯ 33
НАЛАДКА ВЫКЛЮЧАТЕЛЯ
Трудозатраты - 64,2 чел.-ч (ВВН-220-15), 72,0 чел.-ч (ВВН-315-15)
Состав звена - электрослесари:
2-го разряда - 1 чел.;
3-го разряда - 2 чел.;
4-го разряда - 1 чел.;
5-го разряда - 1 чел.;
6-го разряда - 1 чел.
33.1. Произвести регулировку, наладку и снятие характеристик выключателя согласно рекомендациям приложения 8.
33.2. Оформить отчетные документы ремонта и наладки воздушного выключателя.
ОПЕРАЦИЯ 34
КОНТРОЛЬНАЯ ОБТЯЖКА
Трудозатраты - 25,2 чел.-ч (ВВН-220-15), 36,0 чел.-ч (ВВН-330-15)
Состав звена - электрослесари:
2-го разряда - 1 чел.;
3-го разряда - 2 чел.;
4-го разряда - 1 чел.;
5-го разряда - 1 чел.;
6-го разряда - 1 чел.
Работа выполняется с использованием автогидроподъемника АГП-12.
34.1. Произвести контрольную обтяжку гаек крепления и ошиновку выключателя.
Оснастка: ключ (см. приложение 3, п. 6), ключ с трещоткой 17 (14) мм; гаечный ключ 17×19 мм.
Приложение 1
ФОРМА АКТА РЕМОНТА ВОЗДУШНЫХ ВЫКЛЮЧАТЕЛЕЙ ВВН-220-15 И ВВН-330-15
Энергосистема ______________________________________________________________
Предприятие _______________________________________________________________
Подстанция ________________________________________________________________
Присоединение _____________________________________________________________
Технический акт капитального ремонта воздушного выключателя типа ______________________________
Заводской № _________________
Год изготовления ___________________________________________________________
Вид ремонта ________________________________________________________________
(плановый, внеочередной,
___________________________________________________________________________
после отключения предельного количества КЗ)
Дата начала ремонта _________________________________________________________
Дата окончания ремонта ______________________________________________________
Ремонт выполнен с оценкой ___________________________________________________
Ведомость капитального ремонта выключателя
|
Узел |
Техническое состояние до ремонта |
Выполненный объем работ |
|
|
|
|
|
Характеристика |
Норма |
Результаты измерений |
||
|
Полюс I |
Полюс II |
Полюс III |
||
|
1. Вжим контактов камеры при разрыве, мм: |
12 ± 3 |
|
|
|
|
1-й |
|
|
|
|
|
2-й |
|
|
|
|
|
3-й |
|
|
|
|
|
4-й |
|
|
|
|
|
5-й |
|
|
|
|
|
6-й |
|
|
|
|
|
7-й |
|
|
|
|
|
8-й |
|
|
|
|
|
2. Вжим контактов отделителя при разрыве, мм: |
10 ± 2 |
|
|
|
|
1-й |
|
|
|
|
|
2-й |
|
|
|
|
|
3-й |
|
|
|
|
|
4-й |
|
|
|
|
|
5-й |
|
|
|
|
|
6-й |
|
|
|
|
|
... |
|
|
|
|
|
3. Ход подвижного контакта камеры, мм |
40 ± 3 |
|
|
|
|
4. Ход подвижного контакта отделителя, мм |
60 (ВВН-220-15) 55 (ВВН-330-15) |
|
|
|
|
5. Сопротивление обмоток электромагнита, Ом: |
|
|
|
|
|
при включении |
|
|
|
|
|
рабочей |
10 ± 1,5 |
|
|
|
|
всей |
55 ± 3,5 |
|
|
|
|
при отключении |
|
|
|
|
|
рабочей |
10 ± 1,5 |
|
|
|
|
всей |
55 ± 3,5 |
|
|
|
|
6. Сопротивление изоляции обмоток электромагнита МОм, не менее: |
|
|
|
|
|
при включении |
1 |
|
|
|
|
при отключении |
1 |
|
|
|
|
7. Минимальное напряжение срабатывания электромагнита при давлении 21 кгс/см2, В, не более: |
|
|
|
|
|
при включении |
143 |
|
|
|
|
при отключении |
143 |
|
|
|
|
8. Зазор между бойком электромагнита включения (отключения) и штоком пускового клапана, мм |
4,0 |
|
|
|
|
9. Диаметр отверстия в дросселе привода СБК, мм |
2,3 - 3,5 |
|
|
|
|
10. Диаметр дроссельной шайбы в импульсном трубопроводе, мм |
- |
|
|
|
|
11. Ход клапана дутьевого клапана отделителя, мм |
12 - 14 |
|
|
|
|
12. Переходное сопротивление токоведущего контура, мкОм: |
|
|
|
|
|
камеры одного разрыва |
|
|
|
|
|
отделителя одного разрыва |
|
|
|
|
|
всего полюса |
80* (180)** |
|
|
|
|
13. Сброс давления при одном отключении при давлении в резервуаре полюса; кгс/см2: |
|
|
|
|
|
16 |
2,2 - 2,3 |
|
|
|
|
20 |
2,8 - 2,9 |
|
|
|
|
... |
... |
|
|
|
|
14. Минимальное давление срабатывания выключателя при отключении, кгс/см2, не более |
14 |
|
|
|
|
15. Минимальное давление самовключения отделителя, кгс/см2, не более |
10 |
|
|
|
|
16. Падение давления в резервуаре полюса (кгс/см2), вызванное расходом воздуха на: |
|
|
|
|
|
вентиляцию за 1 ч не менее |
0,38 |
|
|
|
|
утечки полюса при включении за 10 ч не более |
0,17 (ВВН-220-15); 0,24 (ВВН-330-15) |
|
|
|
|
утечки полюса при отключении (без отделителя) за 10 ч |
0,5 |
|
|
|
|
утечки из распределительного шкафа при присоединении к резервуару полюса за 10 ч, не более |
0,125 (ВВН-220-15); 0,062 (ВВН-330-15) |
|
|
|
|
17. Собственное время отключения от подачи команды до первого размыкания контактов камеры, с, не более |
0,06 |
|
|
|
|
18. Неодновременность размыкания контактов камеры, с, не более |
0,007 (ВВН-220-15); 0,006 (ВВН-330-15) |
|
|
|
|
19. Бесконтактная пауза камеры (время от последнего размыкания контактов камеры до их первого вибрационного смыкания), с |
0,10 ± 0,02 (ВВН-220-15); 0,12+0,04-0,02 (ВВН-330-15) |
|
|
|
|
20. Запаздывание первого размыкания контактов отделителя относительно последнего размыкания контактов камеры, с |
0,03 - 0,05 |
|
|
|
|
21. Неодновременность смыкания контактов камеры, включая вибрацию, с, не более |
0,14 (ВВН-220-15); 0,12 (ВВН-330-15) |
|
|
|
|
22. Неодновременность размыкания контактов отделителя, с, не более |
0,02 |
|
|
|
|
23. Время включения от подачи команды до первого смыкания контактов отделителя, с, не более |
0,25 |
|
|
|
|
24. Неодновременность смыкания контактов отделителя, с, не более |
0,04 |
|
|
|
|
25. Разновременность включения трех полюсов, с, не более |
0,04 |
|
|
|
|
26. Сопротивление омического делителя напряжения (Ом), шунтирующего разрывы камеры: |
|
|
|
|
|
1-й |
15000 ± 450 |
|
|
|
|
2-й |
|
|
|
|
|
3-й |
|
|
|
|
|
4-й |
|
|
|
|
|
5-й |
|
|
|
|
|
6-й |
|
|
|
|
|
7-й |
|
|
|
|
|
8-й |
|
|
|
|
|
27. Емкость конденсатора (пФ), шунтирующего разрывы отделителя***: |
|
|
|
|
|
1-й |
1000 ± 100 |
|
|
|
|
2-й |
|
|
|
|
|
3-й |
|
|
|
|
|
4-й |
|
|
|
|
|
5-й |
|
|
|
|
|
6-й |
|
|
|
|
|
28. Количество операций, проведенных при наладке и регулировке |
|
|
|
|
* Выключатель ВВН-220-15.
** Выключатель ВВН-330-15.
*** В пределах одного полюса емкости отдельных конденсаторов не должны отличаться больше чем на 50 пФ. Нормы, кроме оговоренных особо, даны для следующих условий: избыточное давление воздуха 20 кгс/см2; номинальное напряжение электромагнитов 220 В; температура воздуха 20 °С.
|
Осциллограммы отключения при давлении 20 кгс/см2 - операция «О» |
|
Полюс I |
|
Полюс II |
|
Полюс III |
|
Осциллограммы отключения при давлении 16 кгс/см2 - операция «О» |
|
Полюс I |
|
Полюс II |
|
Полюс III |
|
Осциллограммы включения при давлении 20 кгс/см2 - операция «В» |
|
Полюс I |
|
Полюс II |
|
Полюс III |
|
Осциллограммы включения при давлении 16 кгс/см2 - операция «В» |
|
Полюс I |
|
Полюс II |
|
Полюс III |
|
Осциллограммы АПВ при давлении 19 кгс/см2 - операция «О-В-О» |
|
Полюс I |
|
Полюс II |
|
Полюс III |
|
Осциллограммы включения на КЗ при давлении 20 кгс/см2 - операция «О-В» |
|
Полюс I |
|
Полюс II |
|
Полюс III |
|
Заключение ________________________________________________________________ ___________________________________________________________________________ Ремонт и наладка выполнены бригадой в составе ________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ Выключатель после ремонта сдал _____________________________________________ ___________________________________________________________________________ (должность, фамилия, подпись) Выключатель после ремонта принял ___________________________________________ ___________________________________________________________________________ (должность, фамилия, подпись) «__» ____________ 19__ г. |
Приложение 2
ПЕРЕЧНИ
ПРИБОРОВ, ИНСТРУМЕНТА, МАТЕРИАЛОВ, ЗАПАСНЫХ ЧАСТЕЙ, НЕОБХОДИМЫХ ДЛЯ РЕМОНТА
ВЫКЛЮЧАТЕЛЕЙ ВВН-220-15 И ВВН-330-15
|
Перечень приборов (из расчета 1 шт. на одно звено): Тип Осциллограф.............................................................................................. Н-004М1 Микроомметр................................................................................................ М-246 Мегомметры: 2500 В................................................................................................... МС-06 1000 В................................................................................................. М1101М Мосты: постоянного тока................................................................................. Р-333 переменного тока................................................................................. Р-505 Амперметр.................................................................................................... М-104 Милливольтметр.......................................................................................... М-109 Лабораторный автотрансформатор........................................................... ЛАТР-2 Трансформатор напряжения...................................................................... НОМ-10 Манометр образцовый класса 0,6............................................................................................. Предел измерения 0 - 25 кгс/см2 Пылесос бытовой - Насос гидравлический ручной (р = 150 кгс/см2).................................... ГМ-017А |
|
Перечень инструмента (из расчета на одно звено): Количество, шт. Ключ гаечный с открытыми зевами двусторонний, мм: 8×10...................................................................................................... 3 12×14.................................................................................................... 3 14×18.................................................................................................... 3 17×10.................................................................................................... 3 10×22.................................................................................................... 3 22×24.................................................................................................... 3 24×27.................................................................................................... 3 27×30.................................................................................................... 3 30×32.................................................................................................... 3 Напильники разные..................................................................................... 10 Ключ разводной............................................................................................ 1 Ключ трубный рычажный № 1.................................................................... 1 Молоток.......................................................................................................... 3 Кувалда........................................................................................................... 1 Бородок........................................................................................................... 2 Зубило слесарное 10×60°.............................................................................. 2 Кернер............................................................................................................ 2 Плоскогубцы комбинированные длиной 150 мм...................................... 6 Круглогубцы.................................................................................................. 2 Отвертки разные.......................................................................................... 10 Штангенциркуль ШЦ-1................................................................................ 2 Линейка измерительная металлическая длиной, мм: 300.......................................................................................................... 2 1000........................................................................................................ 1 Метчики разные (М8Д-2, М16Д-2).............................................................. 5 Вороток раздвижной (для метчиков).......................................................... 1 Плашки разные.............................................................................................. 6 Вороток для круглых плашек. 30×9,25................................................................................................... 1 38×11,75................................................................................................. 1 Шабер плоский односторонний со вставной пластиной......................... 1 Шабер трехгранный односторонний.......................................................... 1 Нож монтерский............................................................................................ 3 Кисть: КФ-025................................................................................................... 2 КФ-6....................................................................................................... 2 Надфили разные............................................................................................ 6 Ключ торцовый внутренним шестигранником, мм: 14............................................................................................................ 1 17............................................................................................................ 1 22............................................................................................................ 1 |
|
Перечень материалов (из расчета на один выключатель): Количество, шт. Выключатель Выключатель ВВН-220-15 ВВН-330-15 Бензин авиационный Б-70, л................................................... 30 50 Спирт этилово-гидролизный, л................................................ 2 3 Азотная кислота, л.................................................................... 0,5 0,75 Олифа натуральная, л................................................................ 2 2 Смазка ГОИ-54п (ЦИАТИМ-221), кг...................................... 1 1,5 Клей № 88-Н, кг........................................................................ 0,5 0,75 Сурик железный, кг................................................................. 0,5 0,75 Эмаль ПФ-115, кг...................................................................... 15 15 Резина разная................................................................................ По потребности Миткаль, м................................................................................. 10 15 Салфетки обтирочные, шт....................................................... 60 80 Ветошь обтирочная, кг.............................................................. 3 3 Шкурка шлифовальная, м2........................................................ 3 3 Паронит ПОН 1×500×500, лист............................................... 1 1 Канат капроновый диаметром 6 мм, м................................... 30 30 Пленка полиэтиленовая, м2..................................................... 15 15 Пакля льняная, кг..................................................................... 0,2 0,3 Фартук резиновый кислотощелочестойкий, шт..................... 1 1 Фотобумага, рулон..................................................................... 1 1 Проявитель (бытовой), пакет.................................................... 2 2 Закрепитель (бытовой), пакет................................................... 2 2 Перчатки резиновые кислотощелочестойкие, пара............... 2 2 Пояс предохранительный, шт................................................... 3 3 Ванночка, шт.............................................................................. 2 2 |
Перечень
запасных частей к выключателям ВВН-330-15 и ВВН-220-15
(из расчета на один выключатель)
Поставляются по фондам на запасные части (Поставщик: НПО «Электроаппарат», г. Ленинград)
|
Наименование |
Заводской чертеж |
Количество, шт. |
|
|
ВВН-330-15 |
ВВН-220-15 |
||
|
1. Детали и узлы гасительной камеры |
|
|
|
|
Контакт: |
|
|
|
|
подвижный |
5ВД.551.087.2 |
24 |
15 |
|
неподвижный |
5ВД.551.217.2 |
24 |
15 |
|
скользящий |
ВД8.551.436 |
1080 |
675 |
|
Пружина: |
|
|
|
|
контактная |
8ВД.281.114 |
24 |
- |
|
|
8ВД.281.343 |
- |
15 |
|
скользящих контактов |
8ВД.281.574 |
1080 |
675 |
|
Кольцо: |
|
|
|
|
поршневое |
ВД8.218.040 |
48 |
30 |
|
упорное, ограничивающее ход |
ВД8.217.253.1 |
24 |
- |
|
контакта |
ВД8.217.253.2 |
- |
15 |
|
нажимное (для крепления изоляторов) |
8ВД.217.137.1 |
48 |
30 |
|
разъемное (для крепления изоляторов) |
8ВД.217.415.1 |
48 |
30 |
|
Шпилька |
8ВД.939.001.2 |
48 |
30 |
|
Гайка |
8ВД.946.052 |
48 |
30 |
|
Изолятор |
ВД8.720.052.1 |
24 |
15 |
|
Прокладка: |
|
|
|
|
под кольца для крепления изоляторов |
А-8ВД.371.201.1 |
48 |
30 |
|
под торцы изоляторов |
ВД8.370.513.1 |
48 |
30 |
|
|
ВД8.370.513.2 |
48 |
30 |
|
|
ВД8.370.513.3 |
48 |
30 |
|
Буфер (подвижного контакта камеры) |
А-8ВД.287.005 |
24 |
15 |
|
2. Детали и узлы выхлопного клапана камеры |
|
|
|
|
Шток |
ВД8.235.201 |
48 |
30 |
|
Гайка |
ВД8.946.137.1 |
48 |
30 |
|
Пружина |
ВД8.281.478 |
48 |
30 |
|
Шайба (буфер резиновый) |
А-8ВД.370.196.2 |
48 |
30 |
|
Крышка |
ВД8.310.385.1 |
48 |
30 |
|
Корпус |
ВД8.003.190.1 |
48 |
30 |
|
Клапан выхлопной (в сборе) |
ВД5.456.166.1 |
48 |
30 |
|
Планка стопорная (для крепления выхлопного клапана) |
ВД8.152.283 |
192 |
60 |
|
3. Детали и узлы отделителя |
|
|
|
|
Контакт подвижный: |
|
|
|
|
для выключателей выпуска до 1968 г. |
5ВД.551.225.1 |
18 |
12 |
|
для выключателей выпуска с 1968 г. |
5ВД.551.225.2 |
- |
12 |
|
Контакт разрезного неподвижного контакта |
ВД8.551.328 |
- |
48 |
|
|
ВД8.551.329 |
- |
48 |
|
Контакт скользящий: |
|
|
|
|
для выключателей выпуска до июня 1970 г. |
8ВД.551.257 |
1440 |
480 |
|
для выключателей выпуска с июня 1970 г. |
ВД8.551.439 |
- |
336 |
|
Контакт неподвижный |
ВД8.551.190 |
18 |
- |
|
Подкладка (под пружины скользящих контактов для выключателей выпуска до 1969 г.) |
8ВД.155.155 |
1440 |
480 |
|
Пружина для скользящих контактов для выключателей выпуска до июля 1970 г. |
8ВД.281.544 |
720 |
180 |
|
Пружина контактная |
8ВД.281.301 |
18 |
12 |
|
|
8ВД.281.302 |
18 |
12 |
|
Пружина для разрезных контактов: |
|
|
|
|
горизонтальная |
ВД8.281.384 |
- |
96 |
|
вертикальная |
ВД8.281.536 |
- |
96 |
|
Кольцо поршневое |
ВД8.218.036 |
18 |
12 |
|
Шайба: |
|
|
|
|
для буфера неподвижного контакта |
ВД8.370.517.15 |
- |
12 |
|
|
А-8ВД.370.196.2 |
18 |
_ |
|
для буфера подвижного контакта |
А-8ВД.370.196.1 |
18 |
12 |
|
Прокладка под торцы изоляторов: |
|
|
|
|
для выключателей выпуска до августа 1968 г. |
8ВД.370.106.2 |
36 |
24 |
|
|
8ВД.370.103 |
36 |
24 |
|
для выключателей выпуска с августа 1968 г. |
ВД8.370.513.4 |
36 |
24 |
|
|
ВД8.370.513.5 |
36 |
24 |
|
|
ВД8.370.513.6 |
36 |
24 |
|
Прокладка под кольца для крепления изоляторов |
А-8ВД.371.201.2 |
36 |
24 |
|
Кольцо нажимное для крепления изоляторов |
ВД8.217.137.5 |
36 |
24 |
|
Кольцо разъемное для крепления изоляторов |
ВД8.217.622.2 |
36 |
24 |
|
Изолятор ИП-1231 |
ВД8.780.007.1 |
18 |
12 |
|
Бобышка под малую пружину механизма отделителя |
ВД8.193.376 |
18 |
12 |
|
Пружина скользящих контактов отделителя для выключателей выпуска с июля 1970 г. |
ВД8.281.607 |
1008 |
336 |
|
4. Детали и узлы блоков клапанов включения и отключения |
|
|
|
|
Клапаны: |
|
|
|
|
для выключателей выпуска до 1970 г. |
5ВД.456.069 |
6 |
6 |
|
для выключателей выпуска с 1970 г. разборного |
ВД5.456.252.3 |
6 |
6 |
|
Уплотнение в клапаны включения и отключения |
А-8ВД.372.150 |
6 |
6 |
|
Кольцо поршневое |
ВД8.218.038 |
12 |
12 |
|
Прокладка под крышки блока: |
|
|
|
|
включения |
8ВД.155.115 |
3 |
3 |
|
отключения |
ВД8.155.114 |
3 |
3 |
|
Пусковой клапан |
5ВД.456.050 |
6 |
6 |
|
Золотник отсечки |
8ВД.452.002 |
3 |
3 |
|
Пружина клапана: |
|
|
|
|
отключения |
ВД8.281.572 |
3 |
3 |
|
включения |
ВД8.281.520 |
3 |
3 |
|
отсечки |
8ВД.281.195 |
3 |
3 |
|
пускового |
8ВД.281.155 |
6 |
6 |
|
Винт специальный (регулировочный винт отсечки) |
8ВД.909.017 |
3 |
3 |
|
5. Детали и узлы привода СБК |
|
|
|
|
Вал |
ВД8.200.517 |
3 |
3 |
|
Поршень |
5ВД.450.023 |
3 |
3 |
|
Пружины |
8ВД.281.285 |
3 |
3 |
|
|
8ВД.281.124 |
3 |
3 |
|
Кольцо поршневое |
ВД8.218.038 |
6 |
6 |
|
Прокладка (седло поршня) |
ВД8.370.517.13 |
3 |
3 |
|
Обойма |
8ВД.147.026 |
3 |
3 |
|
6. Детали и узлы блок-контактов |
|
|
|
|
Контакт: |
|
|
|
|
шайба с узким зубом |
ВД8.551.432 |
24 |
24 |
|
шайба с широким зубом |
8ВД.551.030 |
6 |
6 |
|
Палец контактный |
ВД8.568.045 |
20 |
20 |
|
Выводы |
ВД8.147.004 |
30 |
30 |
|
Втулка установочная |
ВД8.212.011 |
33 |
33 |
|
7. Узлы и детали шкафа управления |
|
|
|
|
Электромагнит |
- |
6 |
6 |
|
Корпус панели выводов КСФ |
- |
150 |
150 |
|
Пластина концевая для наборной клеммы |
- |
6 |
8 |
|
Зажим контактный ЗК-2 для подогревателя |
5ВД.574.02Н |
3 |
3 |
|
Лампа сигнальная типа Ц-17 для светового указателя |
- |
8 |
6 |
|
Патрон для лампы Ц-17 для светового указателя |
- |
6 |
6 |
|
Проволока диаметром 0,5 мм для подогревателя |
- |
45 м |
45 м |
|
Цилиндр фарфоровый ЦФ-148 для подогревателя |
- |
1 |
1 |
|
Манометр электроконтактный ЭКМ-1У (40/27) для выключателей выпуска до мая 1971 г. |
- |
1 |
1 |
|
Стекло указателя положения: |
|
|
|
|
зеленое |
ВД8.192.277.1 |
3 |
3 |
|
красное |
ВД8.192.277.2 |
3 |
3 |
|
Элемент нагревательный для выключателей выпуска с мая 1971 г. |
ВД5.421.009 |
9 |
9 |
|
8. Детали и узлы дутьевого клапана камеры |
|
|
|
|
Уплотнение (седло) |
ВД8.371.265 |
6 |
3 |
|
Клапан (разборный) |
5ВД.456.078 |
6 |
3 |
|
Шайба (увеличенного диаметра для прижатия резины клапана) |
8ВД.950.598 |
6 |
3 |
|
Пружина |
ВД8.281.571 |
6 |
3 |
|
Кольцо поршневое |
ВД8.218.031 |
12 |
8 |
|
Уплотнение (седло поршня) |
ВД8.371.370 |
6 |
3 |
|
9. Детали и узлы дутьевого клапана отделителя |
|
|
|
|
Уплотнение (седло клапана) |
ВД8.371.266 |
6 |
3 |
|
Клапан (разборный) |
5ВД.456.110 |
6 |
3 |
|
Фланец (увеличенного диаметра для прижатия резины) |
ВД8.180.801 |
6 |
3 |
|
Пружина |
8ВД.281.294 |
6 |
3 |
|
Кольцо поршневое |
ВД8.218.031 |
12 |
6 |
|
Уплотнение (седло поршня со стороны крышки) |
ВД8.370.517.9 |
6 |
3 |
|
Диск с уплотнением (для поршня) |
5ВД.192.068 |
6 |
3 |
|
Планка стопорная |
8ВД.151.453 |
24 |
12 |
|
Клапан (выхлопной) |
5ВД.456.103 |
12 |
6 |
|
Пружина (выхлопного клапана) |
8ВД.281.121.1 |
12 |
6 |
|
10. Детали и узлы обратного клапана |
|
|
|
|
Клапан с уплотнением |
ВД5.456.048.1 |
6 |
3 |
|
Пружина |
8ВД.281.151 |
6 |
3 |
|
Уплотнение для клапана |
А-8ВД.372.151 |
6 |
3 |
|
11. Детали и узлы омического делителя напряжения |
|
|
|
|
Блок сопротивлений |
6ВВ.277.000 |
836 |
510 |
|
Изолятор |
ВД8.720.001 (3465) |
24 |
15 |
|
Прокладка: |
|
|
|
|
под кольца для крепления изоляторов |
А-8ВД.371.201.3 |
48 |
30 |
|
под торцы изолятора |
ВД8.370.518.1 |
48 |
30 |
|
Кольцо: |
|
|
|
|
нажимное для крепления изолятора |
ВД8.217.443 |
48 |
30 |
|
разъемное для крепления изолятора |
ВД8.217.444 |
48 |
30 |
|
Пружина |
ВД8.281.538 |
24 |
15 |
|
12. Детали и узлы общей компоновки полюса |
|
|
|
|
Изолятор опоры: |
|
|
|
|
камеры ИП-1232У |
ВД8.780.015.1 |
12 |
6 |
|
ИП-1235 |
ВД8.780.007.3 |
6 |
- |
|
отделителя ИП-1381 |
ВД8.780.015.2 |
12 |
6 |
|
ИП-1231 |
В98.780.007.1 |
6 |
- |
|
Прокладка под кольца для крепления изоляторов опоры камеры |
А-8ВД.371.201.4 |
36 |
12 |
|
Кольцо нажимное для крепления изоляторов опоры: |
|
|
|
|
камеры |
8ВД.217.137.4 |
36 |
12 |
|
отделителя |
8ВД.217.137.6 |
36 |
12 |
|
Кольцо разъемное для крепления изоляторов опоры: |
|
|
|
|
камеры |
ВД8.217.415.4 |
36 |
12 |
|
отделителя |
ВД8.217.622.2 |
36 |
12 |
|
Прокладка под изоляторы опоры камеры для выключателей выпуска: |
|
|
|
|
до августа 1968 г. |
А-8ВД.372.240 |
36 |
12 |
|
|
А-8ВД.372.107 |
36 |
12 |
|
с августа 1968 г. |
ВД8.370.513.7 |
36 |
12 |
|
Прокладки под изоляторы опоры отделителя для выключателей выпуска: |
|
|
|
|
до августа 1968 г. |
А-8ВД.371.201.2 |
36 |
- |
|
|
8ВД.370.106.2 |
36 |
12 |
|
|
8ВД.370.103 |
36 |
12 |
|
с августа 1968 г. |
ВД8.370.513.4 |
36 |
12 |
|
Прокладки для вырезки прокладок разного назначения |
ВД8.371.366.1 |
1 компл. |
1 компл. |
|
ВД8.371.366.2 |
1 компл. |
1 компл. |
|
|
Конденсатор |
ДМР-80-0001У1 (ГОСТ 5.2042-73) |
18 |
12 |
|
Указатель продувки |
ВД5.441.016.1 |
12 |
6 |
|
Обратный клапан (продувки) |
ВД5.456.236.2 |
12 |
6 |
Приложение 3
ПЕРЕЧЕНЬ ПРИСПОСОБЛЕНИЙ И СПЕЦИАЛЬНОГО ИНСТРУМЕНТА, НЕОБХОДИМЫХ ДЛЯ РЕМОНТА ВЫКЛЮЧАТЕЛЕЙ ВВН-220-15 И ВВН-330-15
(из расчета на одно звено)
|
Наименование |
Количество, шт. |
Заводской чертеж |
Разработчик |
Рисунок |
|
1. Подставка для разборки и сборки гасительной камеры и отделителя |
2 |
- |
- |
Рис. П-1 |
|
2. Приспособление для разборки и сборки отделителя |
2 |
- |
ЭРП «Львовэнерго» |
Рис. П-2 |
|
3. Приспособление для сборки скользящих контактов отделителя |
2 |
5ВД.487.060 |
НПО «Электроаппарат» |
Поставляет завод. Рис. П-3 |
|
4. Ключ для гаек отделителя |
3 |
8ВД.484.004 |
НПО «Электроаппарат» |
Поставляет завод |
|
5. Съемник для неподвижных контактов отделителя |
2 |
- |
ЭРП «Львовэнерго» |
Поставляет завод. Рис. П-4 |
|
6. Ключ предельный для эластичного крепления изоляторов |
2 |
5ВД.484.021.1 |
НПО «Электроаппарат» |
Поставляет завод |
|
7. Приспособление для замера высоты подвижного контакта отделителя |
1 |
- |
Предприятие «Южэнергоремонт» |
Рис. П-5 |
|
8. Ключ с трещоткой |
6 |
П-55462 |
НПО «Электроаппарат» |
Рис. П-6 |
|
9. Ключ для шпилек с пуклевкой |
2 |
ВД8.484.007 |
НПО «Электроаппарат» |
Поставляет завод |
|
10. Ключ для шпилек М10 |
2 |
5ВД.484.003 |
НПО «Электроаппарат» |
Поставляет завод |
|
11. Приспособление для завинчивания неподвижных контактов камеры |
2 |
5ВД.484.012.1 |
НПО «Электроаппарат» |
Поставляет завод |
|
12. Приспособление для разборки и сборки механизмов камеры |
2 |
- |
ЭРП «Львовэнерго» |
Рис. П-7 |
|
13. Приспособление для установки подвижного контакта камеры в корпус |
1 |
ВД5.487.054 |
НПО «Электроаппарат» |
Поставляет завод. Рис. П-8 |
|
14. Приспособление для сборки скользящих контактов камеры |
2 |
5ВД.487.019 |
НПО «Электроаппарат» |
Поставляет завод. Рис. П-9 |
|
15. Приспособление для разборки и сборки механизмов верхних камер |
1 |
- |
ЭРП «Львовэнерго» |
Рис. П-10 |
|
16. Приспособление для проверки соосности контакта и изолятора камеры |
1 |
5ВД.487.022 |
НПО «Электроаппарат» |
Поставляет завод |
|
17. Приспособление для развальцовки медных трубок |
1 |
- |
ПРНП «Белэнергоремналадка» |
Рис. П-11 |
|
18. Приспособление для вырезки резиновых уплотнений |
1 |
- |
ПРНП «Белэнергоремналадка» |
Рис. П-12 |
|
19. Приспособление для съема и установки омических делителей напряжения |
1 |
- |
ПРНП «Белэнергоремналадка» |
Рис. П-13 |
|
20. Пневмогайковерт ИП-3103 |
2 |
2 |
Изготовляется серийно |
- |
|
21. Специальная насадка к гайковерту (под гайки S = 14, 17, 19 мм) |
2 |
П-59897 |
НПО «Электроаппарат» |
Рис. П-14 |
|
22. Заглушка (для испытаний на воздухонепроницаемость отделителя) |
20 2 2 1 |
ВД8.370.512.2 ВД8.946.483 ВД8.454.156 8ВД.310.296.1 |
НПО «Электроаппарат» |
Поставляет завод |
|
23. Заглушка (для испытаний на воздухонепроницаемость камеры) |
2 10 1 |
5ВД.322.028 ВД8.152.341 8ВД.310.296.2 |
НПО «Электроаппарат» |
Поставляет завод |
|
24. Заглушка (для испытаний на воздухонепроницаемость блоков включения) |
2 2 |
8ВД.322.028 ВД8.370.518.3 |
НПО «Электроаппарат» |
Поставляет завод |
|
25. Заглушка (для испытаний на воздухонепроницаемость импульсной трубы) |
1 |
8ВД.322.084 |
НПО «Электроаппарат» |
Поставляет завод |
|
28. Приспособление для испытания изоляторов |
1 1 1 |
ВД5.487.042.1 ВД5.487.042.1 ВД5.487.042.1 |
НПО «Электроаппарат» |
Поставляет завод. Рис. П-15 |
|
27. Приспособление для чистки опорных изоляторов камеры и отделителя |
2 |
- |
ЭРП «Львовэнерго» |
Рис. П-16 |
|
28. Приспособление для запрессовки резины в клапан блока включения (отключения) |
1 |
- |
Предприятие «Южэнергоремонт» |
Рис. П-47 |
|
29. Пульт для наладки выключателей с воздухонаполненным отделителем |
1 |
- |
Предприятие «Южказэнергоремонт» |
Приложение 9 |
|
30. Приспособление для ремонта дутьевых клапанов гасительных камер |
1 |
- |
Предприятие «Энергоналадка» Минэнерго Узбекской ССР |
См. журнал «Энергетик», 1974 г., № 4 |
Приложение 4
МАССА ОСНОВНЫХ УЗЛОВ ВЫКЛЮЧАТЕЛЕЙ ВВН-220-15 и ВВН-330-15 И ДАННЫЕ МЕХАНИЗМОВ
|
Узел |
Масса выключателя, кг |
|
|
ВВН-220-15 |
ВВН-330-15 |
|
|
Камера гасительная |
910 |
720 |
|
Отделитель |
600 |
450 |
|
Опорная колонка с нижним фланцем: |
|
|
|
камеры |
440 |
530 |
|
отделителя |
365 |
335 |
|
Делитель напряжения: |
|
|
|
омический |
270 |
220 |
|
емкостной |
400 |
300 |
|
Шины трубчатые |
40 |
40 |
|
Растяжка |
60 |
90 |
|
Изолятор опорный: |
|
|
|
камеры |
165 |
165 |
|
отделителя |
137 |
137 |
|
Изолятор опорный: |
|
|
|
камеры |
72 |
87 |
|
отделителя |
70,5 |
70,5 |
|
омического делителя напряжения |
30 |
30 |
|
Фланец нижний с деталями крепления трубчатых шин: |
|
|
|
камеры |
94 |
94 |
|
отделителя |
75 |
75 |
Приложение 5
РЕКОМЕНДАЦИИ
ПО ВЫЯВЛЕНИЮ ДЕФЕКТОВ, РЕМОНТУ И ГИДРАВЛИЧЕСКИМ ИСПЫТАНИЯМ ФАРФОРОВОЙ ИЗОЛЯЦИИ
1. Определение дефектов
При проведении капитального ремонта выключателя изоляторы камеры и опоры камеры, отделителя и опоры отделителя, растяжек, омических и емкостных деталей тщательно очищаются от грязи, копоти, брызг металла, следов краски, клея и внимательно осматриваются.
Очистка наружной и внутренней поверхности и торцов изолятора производится салфетками (без ворса), смоченными бензином, затем салфетками, смоченными спиртом, и далее сухими салфетками.
Частицы меди на внутренней поверхности изолятора камеры и отделителя снимаются ватным тампоном, смоченным 50 %-ным раствором азотной кислоты, после чего поверхность тщательно промывается водой.
ВНИМАНИЕ! При снятии частиц меди работу следует производить в резиновых перчатках и фартуке; в случае попадания на кожу кислоты, ее необходимо немедленно смыть (большим количеством воды).
При осмотре изоляторов необходимо тщательно проверять состояние поверхности и торцов изоляторов. Не допускаются сколы и следы ударов, трещины любых размеров и расслоения, нарушения глазури. Кроме того, при осмотре необходимо выявить дефекты у армировки и цементного шва (раковины, трещины), тщательно проверять целостность влагостойкого покрытия на изоляторах растяжек.
При обнаружении дефектов, снижающих механическую и диэлектрическую прочность, изоляторы подлежат отбраковке.
К таким дефектам относятся:
а) продольные и кольцевые трещины на всех изоляторах;
б) трещины, сколы на внутренней и торцовых поверхностях изоляторов колонок камеры и отделителя;
в) осыпание глазури или образование на ней волосяных трещин на внутренней поверхности изолятора колонок камеры и отделителей;
г) оплавление фарфора в зоне действия электрической дуги;
д) наличие поверхностного выкрашивания цементной смазки общим объемом (у двух фланцев) 10 см3 и более;
е) поверхностные сколы на ребрах изоляторов, превышающие допустимые значения (согласно ГОСТ 13873-68).
По ГОСТ 13873-68 размеры сколов не должны превышать следующие значения:
а) для изоляторов камеры, отделителя, омических и емкостных делителей - суммарная площадь 100 мм2, глубина 3 мм;
б) для изоляторов опор и камеры и отделителя - суммарная площадь 150 мм2, глубина 3 мм;
в) для изоляторов растяжек - суммарная площадь 100 мм2, глубина 2 мм.
2. Ремонт изоляторов
Ремонт изоляторов с дефектами, не превышающими допустимых значений, может быть выполнен при технических возможностях, определяемых технологией приготовления лаков и клея.
Склеивание фарфоровых частей должно выполняться с помощью клея № БФ-4, БФ-88 или клея на основе эпоксидной смолы по рецепту, указанному в инструкции № ОИП-929, 003-88 завода «Пролетарий» (г. Ленинград).
Покрытие дефектной поверхности выполняется специальными влагостойкими лаками, изготовленными по рецепту, указанному в инструкции № ОИП-929, 010-69 завода «Пролетарий».
При объеме выкрошившегося цемента менее 10 см3 поврежденные места должны быть замазаны влагостойкой шпаклевкой (ПФ-00-2 или ХВ-00-5) для предотвращения проникновения в них влаги и дальнейшего разрушения цементной связки и влагостойкого покрытия. При отсутствии шпаклевок внешние раковины и трещины следует заливать густой краской, предназначенной для покрытия цементных швов и арматуры: эмалью ПФ-115 (ГОСТ 6465-69); серой эмалью ХВ-125 (ГОСТ 1044-62); краской на олифовой основе.
3. Гидравлические испытания изоляторов
Изоляторы колонок камеры и отделителя, прошедшие после ремонта обработку кислотой, а также новые, устанавливаемые взамен забракованных, должны быть подвергнуты гидравлическим испытаниям с целью выявления возможных дефектов.
Испытательные давления1 приведены в таблице.
1 Значение испытательного давления на заводе - изготовителе изоляторов указано на каждом изоляторе.
|
Изолятор |
Испытательное давление, кгс/см2 |
|||
|
на заводе-изготовителе для изоляторов выпуска |
при ремонте для изоляторов выпуска |
|||
|
до 1966 г. |
после 1966 г. |
до 1966 г. |
после 1966 г. |
|
|
Изоляторы камеры и опоры камеры |
45 |
60 |
35 |
45 |
|
Изоляторы отделителя и опоры отделителя |
80 |
100 |
60 |
80 |
Сборка изоляторов для испытаний и схема испытательной установки приведены на рис. П-18.
Для измерения давления следует применять манометры класса 1,5 - 2,5 с верхним пределом измерения в соответствии с параметрами, указанными в таблице.
В качестве гидравлического насоса могут быть использованы насосы, обеспечивающие плавный подъем давления со скоростью 2 - 3 кгс/см2 в 1 с.
При сборке изоляторов для испытаний необходимо соблюдать правила крепления изоляторов: не допускать соприкосновения изоляторов с металлом; затяжку производить равномерно, затягивая гайку не более чем на 1/5 оборота за операцию; момент при затягивании гаек должен быть не более 1,8 кгс · м (проверяется моментным ключом).
Для проведения испытаний изолятор необходимо соединить с нижней плитой приспособления 1 (см. рис. П-18), установить его на подставку, подсоединить снизу к штуцеру плиты шланг от гидравлического насоса. Заполнить изолятор водой (почти доверху) и установить верхнюю плиту. Вывинтить верхний болт 2 и с помощью насоса долить изолятор водой (до появления воды в отверстии штуцера верхней плиты, что исключает наличие воздуха в шланге насоса и в испытываемом изоляторе). Завернуть верхний болт и с помощью гидравлического насоса плавно (со скоростью 2 - 3 кгс/см2 в 1 с) поднять в изоляторе давление до указанного выше значения, выдержать его в течение 1 мин, после чего открытием вентиля и вывинчиванием болта 2 снизить давление до нуля.
При проведении испытания не допускать подъема давления рывками, попадания воздуха в полость изолятора в процессе подъема давления, обусловленного неисправной работой насоса и подводящей системы, и не превышать указанных значений испытательных давлений.
После гидравлических испытаний все изоляторы промыть, тщательно протереть.
ВНИМАНИЕ! При проведении гидравлических испытаний с помощью ручного насоса не следует приближаться к изолятору ближе 8 - 10 м, при использовании же более производительных насосов опасная зона увеличивается.
Приложение 6
РЕКОМЕНДАЦИИ ПО ДЕФЕКТАЦИИ ДЕТАЛЕЙ ОБЩЕГО ПРИМЕНЕНИЯ И ИХ РЕМОНТУ
1. Резьбовые соединения и крепежные детали
Состояние резьбы проверять внешним осмотром, а также навинчиванием гайки (ввинчиванием болта) от руки.
Шпильки, не имеющие дефектов, не рекомендуется вывинчивать из деталей. Плотность посадки проверяется обстукиванием.
Детали подлежат отбраковке и замене при следующих дефектах:
а) заусенцах, вмятинах, забоинах, задирах, выкрашивании и срывах более двух ниток;
б) наличии люфтов при навинчивании гайки (ввинчивании болта);
в) трещинах и несмываемой ржавчине;
г) повреждениях граней и углов на головках болтов и гаек или износе граней более 0,5 мм номинального размера.
Детали подлежат ремонту при следующих дефектах:
а) местных повреждениях резьбы, составляющих не более половины высоты резьбы;
б) местных повреждениях общей протяженностью не более 10 % длины витка.
Указанные дефекты устранять прогонкой резьбонарезным инструментом или в отдельных случаях опиловкой.
Отверстия для шплинтов в болтах и шпильках не должны быть забиты и увеличены.
2. Шплинты, стопорные и пружинные шайбы
Шплинты, стопорные и пружинные шайбы отбраковываются при наличии трещин, изломов; потере упругости; разводе пружинных шайб менее полуторной их толщины.
Пружинные шайбы, бывшие в эксплуатации, могут быть использованы только в том случае, если они не потеряли своей упругости, которая характеризуется значением развода концов шайб.
Нормальный развод шайбы, как правило, должен быть равен двойной ее толщине, допускается полуторная.
3. Пружины
Пружины подлежат отбраковке и замене при следующих дефектах:
а) надломах, трещинах, засветлениях, образовании несмываемой ржавчины;
б) неравномерности шага витков пружины сжатия более 10 % всей длины;
в) потери упругости более допусков, указанных заводом.
Упругость пружины определяется, согласно заводской характеристике, замером усилия пружины, сжатой до рабочей длины (рис. П-19 и П-20).
Тарировку пружин, работающих на сжатие, можно произвести по схеме рис. П-21.
4. Резиновые детали
Состояние резины деталей определяется внешним осмотром.
Резиновые детали подлежат отбраковке и замене при следующих дефектах:
а) трещинах, срезах, выработке и расслоениях;
б) остаточной деформации;
в) потере пластичности;
г) заусенцах, раковинах, пузырях и посторонних включениях.
Резиновые детали могут быть использованы повторно, если они не имеют указанных дефектов и после демонтажа восстановили первоначальные размеры и формы.
Резина для клапанов, буферов, подверженная ударам, плоская резина между изоляторами и фланцами, резина под нажимными кольцами для крепления изоляторов должна быть твердая. Применение для указанных целей резины средней твердости не допускается. В остальных случаях может быть применена резина средней твердости. Резину средней твердости при необходимости можно заменять твердой.
Рекомендуемые для применения марки резины:
Допустимый диапазон температур, °С
ТУ МХП 233-54р гр. Шв № 8941............................................ От -45 до +50
ТУ МХП 4327-55 С-486Т........................................................ От -35 до +130
(тропическое исполнение)
ТУ МХП 116-51р № 3465....................................................... От -35 до +130
Резиновая смесь ИРП-1231
(временный технологический регламент № 20354).................. От -55 до +40
Резина средней твердости
Морозостойкая резина (ГОСТ 7338-55)................................. От -45 до +50
Резиновая смесь ИРП-1230
(временный технологический регламент № 20353).................. От -55 до +40
Светоозонохолодостойкая резина
Резиновая смесь ИРП-1232
(временный технологический регламент № 20355).................. От -55 до +40
Для уплотнений может применяться резина и других марок, обеспечивающая необходимые для данной местности требования по допустимой температуре.
ВНИМАНИЕ! Использование случайной резины не допускается.
В зимнее время перед установкой резину рекомендуется прогреть в помещении до комнатной температуры.
5. Золотники, буксы, поршни, цилиндровые втулки, поршневые кольца
Золотники подлежат отбраковке и замене при следующих дефектах:
а) сколах и трещинах любой величины и расположения на кромках поясков золотников;
б) раковинах, задирах, забоинах (вмятинах), несмываемых пятнах, коррозии, царапинах, рисках, натирах на рабочих поверхностях золотников, поршней, цилиндровых втулок, устранение которых увеличивает размеры зазоров больше допустимых пределов;
в) зазорах в золотниковых и поршневых парах больше допустимых.
Увеличение зазоров в золотниковых и поршневых парах не должно превышать 50 % наибольших зазоров по чертежу.
Рабочие кромки золотников не должны иметь округлений и заусенцев. Заусенцы удалять острозаточенными твердосплавными скребками или мелкозернистыми брусками.
Годными считать золотники, поршни, цилиндровые втулки с отдельными вмятинами, царапинами, рисками, натирами общей площадью не более 10 % рабочей поверхности и глубиной не более 0,3 мм. При этом наплывы металла по краям царапин должны быть удалены шлифованием мелкозернистыми брусками.
При необходимости ремонта буксы расточкой увеличение ее внутреннего диаметра допускается не более чем на 1 мм, с изготовлением и пригонкой нового золотника. Зазор между золотником и буксой должен быть выдержан в соответствии с чертежами.
Увеличение зазоров между поршнями (штоками) и цилиндровыми втулками не должно превышать 25 % наибольших зазоров по чертежу.
На рабочих поверхностях канавок поршней под кольца повреждения глубиной более половины номинального допуска на зазор между кольцом и рабочей поверхностью канавки не допускаются. Повреждения меньшей глубины не должны занимать более 20 % рабочей поверхности канавки.
Состояние поршневых колец проверять путем осмотра, измерением зазоров, по прилеганию наружной поверхности кольца к цилиндровой втулке, короблению, упругости.
На торцовых поверхностях поршневых колец риски, царапины, задиры любой глубины не допускаются. На рабочих поверхностях колец допускаются отдельные риски, царапины глубиной не более 0,02 мм, занимающие не более 10 % рабочей поверхности. Допускаются сколы на углах замка по внутренней поверхности кольца, размеры которых в зачищенном состоянии не более 0,5 мм.
Наружные кромки колец, для которых радиус скругления или фаски не указан, должны быть острыми, но без заусенцев.
Коробление колец проверять на плите щупом при нагруженном по торцу кольце. Груз должен создавать давление не более 0,2 кгс/см2.
Увеличение зазоров между торцами колец и поверхностями канавок не должно превышать 100 % среднего зазора по чертежу.
Увеличение зазоров в стыках замков поршневых колец (кольцо введено в цилиндровую втулку) не должно превышать шестикратного значения среднего номинального зазора.
Упругость колец проверять силой, сжимающей кольцо и направленной перпендикулярно к диаметру, проходящему через замок, до получения в замке зазора, равного зазору кольца, помещенного в цилиндр.
Значение сжимающей силы выбирать в соответствии с указаниями технической документации завода-изготовителя.
6. Клапаны, клапанные седла, направляющие втулки штоков
Клапаны, клапанные седла, направляющие втулки штоков подлежат замене при следующих дефектах:
а) трещинах, сколах любой величины и расположения;
б) щербинах, забоинах, раковинах, вмятинах, покрывающих поверхности фасок;
в) ослаблении посадок клапанных седел;
г) раковинах на штоках, занимающих более 10 % площади уплотняющих поверхностей, сплошных эрозионных и коррозионных разъеданиях;
д) увеличении зазора по штоку клапана более чем на 50 % номинального, указанного в технической документации завода-изготовителя;
е) изгибе штока более 0,05 мм на длине рабочей части;
ж) трещинах, задирах, наработках, раковинах на направляющих втулках.
7. Уплотнительные кольца, прокладки, паронитовые шайбы
Уплотнительные кольца, прокладки, паронитовые шайбы подлежат замене при следующих дефектах:
а) порывах, срезах, трещинах;
б) морщинах, складках, надломах;
в) рыхлых включениях;
г) неравномерности толщины прокладок более 0,1 мм.
Уплотняющие прокладки должны быть равномерно зажаты между деталями, прокладки не должны выступать за края фланцев, крышек, корпусов более чем на 0,5 мм как наружу, так и внутрь.
8. Контакты, контактные поверхности
Контакты подлежат замене при следующих дефектах: трещинах; деформациях; значительном износе; обгаре более 1/5 контактной поверхности.
Наружные контактные поверхности (места присоединений соединительных токоведущих шин, аппаратные выводы и т.п.) зачистить до металлического блеска и смазать вазелином или консистентной смазкой.
Небольшие надиры, наплывы, обгары, заусенцы зачистить шабером или опилить.
Не допускаются после опиловки раковины глубиной более 0,5 мм; размеры контактов не должны отличаться от первоначальных более чем на 0,5 мм.
Серебряные контактные поверхности тщательно промывать бензином, несмываемые пятна снимать тупым шабером.
Приложение 7
РЕКОМЕНДАЦИИ ПО ПРИКЛЕИВАНИЮ РЕЗИНОВЫХ УПЛОТНЕНИЙ К ДЕТАЛЯМ ВЫКЛЮЧАТЕЛЯ
Для повышения надежности и герметичности соединений и предохранения уплотнений от выдавливания при работе выключателя необходимо приклеивать часть резиновых уплотнений к деталям выключателя.
Прочная к надежная приклейка резины достигается только при строгом соблюдении определенной технологии склейки.
Для приклеивания используется клей № 88-Н.
Клей должен храниться в герметически закрытой посуде, в темноте, в сухом прохладном помещении, при температуре окружающего воздуха не ниже 5 °С. Через каждые 3 мес хранения клей проверяется на соответствие требованиям МРТУ 38-5-880-66. В случае загустевания, но без образования сгустков, допускается добавление в клей растворителя.
Приклеивание должно производиться только при положительной температуре окружающего воздуха (около 20 °С). При необходимости приклеивания в холодное время года склеиваемые детали должны быть прогреты до 20 °С и хорошо просушены. Понижение температуры снижает качество склейки и увеличивает время схватывания.
Склеиваемые поверхности зачищаются наждачной шкуркой до получения гладкой матовой поверхности (металлического блеска), торец изолятора тщательно протирается чистой салфеткой, смоченной в бензине, до полного удаления остатков клея, краски и грязи.
Непосредственно перед нанесением слоя клея обе поверхности протираются чистой салфеткой, смоченной в бензине, после чего клей размешивается и наносится тонким слоем на обе склеиваемые поверхности. После 5 - 7 мин сушки при температуре около 20 °С на обе склеиваемые поверхности наносится второй слой клея. Повторная сушка также должна длиться 5 - 7 мин, пока клеевая пленка не станет слегка липкой. Затем склеиваемые поверхности соединяют и помещают под груз, величину которого выбирают, исходя из удельного давления (не менее 2 кгс/см2), или, если позволяет конструкция, место соединения стягивают болтами. Места соединения резины с деталью (швы) необходимо промазать клеем. После соединения поверхностей следует избегать какого-либо смещения одной поверхности относительно другой. Склеиваемые детали должны быть прижаты одна к другой в течение 24 ч.
Прочность склеивания значительно повышается с увеличением этого времени до 48 ч и с повышением температуры окружающего воздуха.
У выключателей со сдвоенным уплотнением фланцевых соединений приклейке подлежат только узкие (клиновые) уплотнения, а у выключателей с одинарным, широким уплотнением - широкие уплотнения. Комбинированные формовые резиновые уплотнения подлежат приклейке к изоляторам только по уплотняющему кольцевому выступу.
Приложение 8
РЕКОМЕНДАЦИИ ПО РЕГУЛИРОВКЕ, НАЛАДКЕ И СНЯТИЮ ХАРАКТЕРИСТИК ВЫКЛЮЧАТЕЛЯ
При опробовании выключателя под давлением, наладке и регулировке персонал, не принимающий участия в работе, должен находиться от выключателя на расстоянии 50 - 60 м, зона проведения испытаний должна быть ограждена и должны быть вывешены предупредительные плакаты.
Персонал, производящий регулировку и наладку выключателя, должен находиться в укрытии на расстоянии 10 - 15 м от крайнего полюса выключателя.
Запрещается подходить к выключателю и распределительному шкафу для наладочных работ при отключенном выключателе.
Персонал, работающий на территории ОРУ, должен предупреждаться звуковым сигналом о каждой очередной операции, сопровождающейся сильным выхлопом.
Пополюсная наладка
Испытываемый полюс остается присоединенным к распределительному шкафу; воздухопроводы двух других полюсов отсоединяются от баков, и в них вставляются заглушки. Импульсный трубопровод отсоединяется от дутьевого клапана камеры, и устанавливается временная заглушка. Один из электроконтактных манометров в распределительном шкафу заменяется манометром со шкалой 0 - 25 кгс/см2 и ценой деления 0,2 кгс/см2. Редукторный клапан вентиляции перекрывается.
Собирается электрическая схема пульта управления (см. приложение 9) и схема для осциллографирования работы выключателя. Подается оперативное напряжение на схему, и тщательно проверяется цепь электромагнита включения.
Специальный винт в блоке клапанов отключения до начала испытания выключателя завинчивается до упора, а затем отвинчивается на 2,5 - 3 оборота. Производится пробное отключение и включение выключателя при давлении 13 кгс/см2.
1. Производится регулировка сброса (разность между давлением в баке выключателя перед отключением и через 30 с после завершения операции при отсоединенном от магистрали резервуаре) начиная с минимального рабочего давления выключателя (16 кгс/см2). При достижении давления 16 кгс/см2 перекрывается запорный вентиль в распределительном шкафу. Производится операция отключения «О». Сброс давления должен быть 1,7 - 1,8 кгс/см2. Регулировка сброса давления производится изменением положения иглы отсечки на 1/4 - 1/3 оборота (при сбросе давления меньше нормы специальный винт завинтить, больше нормы - отвинтить). Производят несколько операций отключения «О» при давлении 16 кгс/см2, фиксируя сброс давления (колебания сброса 0,1 - 0,2 кгс/см2 допускаются) и регулируя его специальным винтом. Поднимается давление до 20 кгс/см2, производится несколько операций отключения «О». Регулируется сброс специальным винтом до 2,3 - 2,4 кгс/см2.
При регулировке возможны следующие случаи.
Сброс резко упал. Следующую операцию не производить, снизить давление в резервуаре выключателя до нуля. Затем проверить:
а) целостность уплотнений между гасительными камерами;
б) клапан отсечки. При ослаблении пружины заменить ее или подложить шайбу толщиной 4 - 5 мм. При попадании воздуха из канала подхвата импульса отсечки поднять болт, ограничивающий верхнее положение золотника отсечки, на 1 - 2 мм;
в) буферное уплотнение 10 и уплотнение 12 (см. рис. 38) в дутьевом клапане камеры (возможен выход из пазов, ограничение хода поршня);
г) целостность резины клапана камеры. О наличии выработки свидетельствует присос.
Сброс увеличился. Произвести несколько отключений выключателя. Если сброс не нормализуется, разобрать блок клапанов отключения, прочистить канал клапана отсечки (при наличии задиров золотник клапана отсечки отшлифовать, канал пройти разверткой).
Сброс значительно колеблется. Проверить: а) надежность приклейки буферного уплотнения 10 (см. рис. 38) в дутьевом клапане камеры; б) нет ли перетока воздуха под паронитовой прокладкой верхней крышки блока клапанов отключения. При наличии перетока необходимо выполнить шабрение верхнего торца блока клапанов отключения.
После регулировки сброса гасительных камер снимается заглушка и подсоединяется импульсный трубопровод. Проверяется сброс полюса при давлении 16 кгс/см2 (сброс должен быть 2,2 - 2,3 кгс/см2), затем при давлении 20 кгс/см2 (сброс должен быть 2,8 - 2,9 кгс/см2). Сброс регулируется иглой отсечки. Если сброс не в норме, проверяется целостность резины клапана отделителя. При регулировке сброса положение иглы отсечки фиксируется контргайкой.
2. Определяется наименьшее давление срабатывания выключателя при отключении (норма не более 14 кгс/см2). При давлении 14 кгс/см2 производится операция отключения «О». Если отделитель не «залип», воздух с шипением выходит через антикомпрессорный канал отделителя.
Для более точного определения «незалипшего» отделителя можно установить флажки напротив антикомпрессорных отверстий.
При «залипании» отделителя при давлении 14 кгс/см2 операция отключения «О» повторяется при давлении 13; 12 кгс/см2 и т.д. до появления шипения.
При «залипании» отделителя при давлении более 14 кгс/см2 возможны неисправности:
а) деформация буфера механизма отделителя;
б) пружины механизма отделителя касаются одна другой;
в) поршневые кольца механизма отделителя «задирают»;
г) скользящие контакты механизма отделителя «задирают».
Если после отключения выключателя происходит самовключение, то это возможно по следующим причинам:
а) мало значение сброса;
б) «затирает» клапан включения, нет отверстия в технологической пробке;
в) нарушено уплотнение пускового клапана;
г) происходит утечка воздуха в приводе СБК;
д) неправильно собрана электрическая схема управления;
ж) «зависает» обратный клапан;
з) неплотно прилегает к седлу поршень дутьевого клапана отделителя;
и) упирается в крышку шток клапана дутьевого клапана отделителя (попал посторонний предмет).
3. Определяется наименьшее давление самовключения отделителя медленным понижением давления в резервуаре при отключенном полюсе (не более 10 кгс/см2, не менее 5 кгс/см2), касание контактов отделителя фиксируется по экрану осциллографа.
4. Осциллографируется работа выключателя при номинальном напряжении вторичных цепей.
На каждом полюсе снимаются осциллограммы:
а) отключения - операция «О» при давлении 20 и 16 кгс/см2;
б) включения - операция «В» при давлении 20 и 16 кгс/см2;
в) неуспешного АПВ - операция «О-В-О» при 19 кгс/см2;
г) включения на КЗ - операция «В-О» при 20 кгс/см2.
Осциллографирование производится в такой последовательности: при избыточном давлении 20 кгс/см2 производятся операции «О», «В» и «О-В-О», снимаются осциллограммы и определяются характеристики испытываемого полюса (см. приложение 9, рис. П-23) в объеме, предусмотренном актом.
Собственное время отключения (от подачи команды до первого размыкания контактов камеры) при 20 кгс/см2 не должно быть более 0,06 с. При собственном времени отключения более 0,06 с проверить: зазор между бойком электромагнита отключения и штоком пускового клапана отключения (норма 4 мм), целостность уплотнений на воздухопроводе от блока клапанов отключения к дутьевому клапану камеры, соответствие диаметров ниппелей диаметрам 12 и 16 мм.
Неодновременность размыкания контактов камеры при 20 кгс/см2 (норма не более 0,007 с). Регулировка выполняется усилием пружины механизма камеры (первой отключившейся по времени) на 10 - 15 кгс · м.
Бесконтактная пауза камеры (время от последнего размыкания контактов камеры до их первого вибрационного смыкания) - 0,1 ± 0,02 с.
Регулировка осуществляется сбросом давления (если больше нормы, проверяется подвижный контакт механизма камеры).
Запаздывание первого размыкания контактов отделителя относительно последнего размыкания контактов камеры не должно быть более 0,03 - 0,05 с. Регулировка осуществляется изменением диаметра дроссельной шайбы на импульсном трубопроводе ступенчато через 2 мм (чем меньше диаметр дроссельной шайбы, тем больше время запаздывания и наоборот). Если время запаздывания больше нормы, то мал ход клапана дутьевого клапана отделителя.
Неодновременность смыкания контактов камеры с учетом вибрации не должна быть более 0,14 с. Регулировка осуществляется усилением пружины механизма гасительной камеры на 10 - 15 кгс · м.
Неодновременность размыкания контактов отделителя не должна быть более 0,02 с. Регулировка осуществляется пружиной механизма отделителя.
Время включения (от подачи команды до первого вибрационного смыкания контактов отделителя) должно составлять не более 0,25 с. Если время включения больше 0,25 с, следует проверить, не произошло ли уменьшение хода клапана дутьевого клапана отделителя.
Неодновременность моментов смыкания контактов отделителя с учетом вибрации механизма не должна быть более 0,04 с. Регулировка производится усилением пружины на 10 - 15 кгс · м на отстающем по времени разрыве отделителя.
Бесконтактная пауза при АПВ не должна быть более 0,3 с.
Длительность командного импульса, подаваемого на электромагниты при включении, - не менее 0,07 с; при отключении - не менее 0,04 с.
Все дефекты, в результате которых характеристики выключателя не соответствуют норме, необходимо устранить.
После устранения дефектов снимаются контрольные осциллограммы в такой последовательности:
- при избыточном давлении 20 кгс/см2 - операции «О», «В»;
- при давлении 19 кгс/см2 - операция «О-В-О»;
- при давлении 16 кгс/см2 - операции «В» и «О»;
- при давлении 20 кгс/см2 - операция «В-О».
Аналогично производится наладка, регулировка и снятие контрольных осциллограмм двух других полюсов выключателя.
5. Проверка работы выключателя осуществляется в трехфазном режиме.
Производится дистанционное опробование всех полюсов выключателя в режиме «О» и «В» и сложных циклах «В-О», «О-В» и «О-В-О» (по пять операций).
Проверяется исправность действия выключателя при пониженном напряжении (143 В) на зажимах электромагнитов при избыточном давлении 21 кгс/см2 в режимах «В» и «О» (по пять операций).
Производится опробование выключателя при давлении от 16 до 20 кгс/см2 воздействием на кнопку местного пневматического отключения (два - три отключения).
Проверяется работа схемы блокировки по давлению от электроконтактных манометров в распределительном шкафу. При давлении в баках выключателя ниже 19 кгс/см2 должен блокироваться запуск АПВ, а при давлении ниже 16 кгс/см2 - выполнение выключателем любой операции.
После снятия характеристик проверяются утечки полностью собранного полюса в отключенном положении через 0,5 ч после отключения. Значение утечки определяется за 2 - 3 ч и не должно превышать 0,07 кгс/см2 в 1 ч.
Просушиваются внутренние полости изоляции усиленной вентиляцией в течение 12 ч.
При включенном положении выключателя открывается редукторный клапан так, чтобы поплавки указателей продувки находились в крайнем верхнем положении при давлении в резервуарах 19 - 20 кгс/см2.
После сушки изоляции необходимо уменьшить продувку так, чтобы поплавки находились примерно посередине указателей. В указатель с наиболее высоким расположением поплавка подача воздуха уменьшается установкой диафрагмы между накидной гайкой и штуцером в месте присоединения трубки к указателю. Диафрагма диаметром 11 мм выполняется из меди толщиной 0,5 - 1,0 мм. Внутренний диаметр подбирается по требованиям регулировки.
Проверяется расход воздуха на вентиляцию. Он должен составлять при включенном положении выключателя с учетом имеющегося расхода на утечки не менее 2700 л/ч (для ВВН-220-15); 5400 л/ч (для ВВН-330-15).
Замеряется переходное сопротивление токоведущего контура полюса. Норма не более 260 мкОм (для ВВН-220-15); 460 мкОм (для ВВН-330-15).
Приложение 9
ПУЛЬТ ДЛЯ НАЛАДКИ ВОЗДУШНЫХ ВЫКЛЮЧАТЕЛЕЙ С ВОЗДУХОНАПОЛНЕННЫМ ОТДЕЛИТЕЛЕМ
Пульт для наладки воздушных выключателей представляет собой переносное малогабаритное устройство, позволяющее осуществлять дистанционное управление работой воздушного выключателя и имитировать следующие режимы его работы:
1. Включение (операция «В»).
2. Отключение (операция «О»).
3. Включение на КЗ (цикл «В-О»).
4. Успешное АПВ (цикл «О-В»).
5. Неуспешное АПВ без выдержки времени (цикл «О-В-О»).
6. Неуспешное АПВ с выдержкой времени (цикл «О-В-О»)
Пульт рассчитан на работу с электромеханическим светолучевым осциллографом (Н102, Н700, Н004 и др.) для осциллографирования работы контактов выключателя и определения его характеристик.
Схема пульта (рис. П-22) обеспечивает опережение запуска осциллографа и автоматический съем командного импульса по окончании цикла.
В корпус пульта встроен милливольтметр постоянного тока с пределами измерения 15 и 75 мВ, используемый для измерения переходного сопротивления контактов выключателя методом амперметра-вольтметра. При этом для измерения падения напряжения на контактах выключателя используются те же провода, что и для подключения гальванометра осциллографа при осциллографировании.
Схемой пульта предусмотрена подача очередных командных импульсов на электромагниты управления выключателем в момент переключения сигнально-блокировочного контактора (СБК), т.е. в наиболее тяжелом для выключателя режиме.
Выбор цикла осуществляется с помощью ключа режима работы КР, имеющего семь положений.
При нажатии кнопки пуск происходит запуск осциллографа и срабатывание (с выдержкой времени 0,2 с) реле 1РП (РП-252), которое подает «плюс» на катушки электромагнитов выключателя.
В зависимости от положения ключа КР происходит соответствующий цикл работы выключателя.
Реле РП (РП-232) осуществляет блокировку от «прыгания», т.е. предотвращает многократную подачу импульса на электромагниты выключателя. Реле 2РП (РП-252) обеспечивает выдержку времени 0,3 - 0,4 с в цикле «О-В-О».
По окончании цикла командный импульс снимается после переключения СБК выключателя. В случае непереключения СБК по каким-либо причинам импульс снимается контактами реле 1РП, которое имеет выдержку на размыкание 1 с.
Пульт может быть использован при ремонтах и ревизиях воздушных выключателей ВВН и ВВБ напряжением 35 - 750 кВ. При применении пульта персонал освобождается от сборки временных схем для наладки и регулировки выключателя, что значительно сокращает время наладки и исключает возможность ошибочных операций с выключателем.
После снятия осциллограмм снимаются основные характеристики выключателя. На рис. П-23 в качестве примера приведена осциллограмма «АПВ успешное» («О-В») полюса выключателя ВВН-220 с определением характеристик.
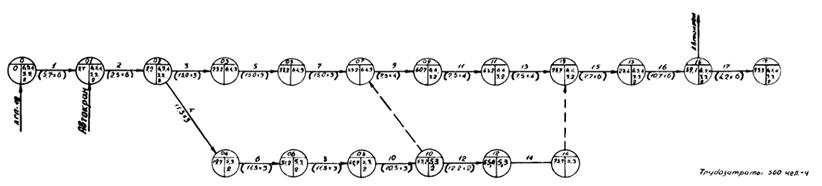
Рис. 1. Технологический график капитального ремонта воздушного выключателя ВВН-220-15 на месте установки
Цифры 1 - 17 - наименования операций:
1 - подготовка выключателя к ремонту; 2 - демонтаж камер, отделителей и делителей напряжения; 3 - ремонт камеры полюса I; 4 - демонтаж, ремонт, монтаж опорных изоляторов и растяжек полюса I; 5 - ремонт камеры полюса II; 6 - демонтаж, ремонт, монтаж опорных изоляторов и растяжек полюса II; 7 - ремонт камеры полюса III; 8 - демонтаж, ремонт, монтаж опорных изоляторов и растяжек полюса III; 9 - ремонт отделителя полюса I; 10 - ремонт делителей напряжения и распределительного шкафа; 11 - ремонт отделителя полюса II; 12 - ремонт резервуаров и шкафов управления; 13 - ремонт отделителя полюса III; 14 - ремонт дутьевых клапанов; 15 - установка камер, отделителей и делителей напряжения; 16 - наладка выключателя; 17 - контрольная обтяжка и ошиновка
Цифры в окружности обозначают: в верхней части - номер события; внизу слева - время от начала ремонта, ч; внизу справа - разряд электрослесаря, выполняющего операцию.
Цифры в скобках обозначают время, необходимое на операцию, количество электрослесарей.
Пунктиром обозначена возможность перехода исполнителей из одного звена или объединения звеньев.

Рис. 2. Технологический график капитального ремонта воздушного выключателя ВВН-330-15 на месте установки
Цифры 1 - 18 - наименования операций:
1 - подготовка выключателя к ремонту; 2 - демонтаж камер, отделителей и делителей напряжения; 3 - ремонт камер полюса I; 4 - демонтаж, ремонт, монтаж опорных изоляторов и растяжек полюса I; 5 - ремонт камер полюса II; 6 - демонтаж, ремонт, монтаж опорных изоляторов и растяжек полюса II; 7 - ремонт камер полюса III; 8 - демонтаж, ремонт, монтаж опорных изоляторов и растяжек полюса III; 9 - ремонт отделителей полюса I; 10 - ремонт делителей напряжения и шкафов управления; 11 - ремонт отделителей полюса II; 12 - ремонт резервуаров и распределительного шкафа; 13 - ремонт отделителей полюса III; 14 и 15 - ремонт дутьевых клапанов; 16 - установка камер, отделителей и делителей напряжения; 17 - наладка выключателя; 18 - контрольная обтяжка и ошиновка
Остальные обозначения те же, что и на рис. 1.

Рис. 3. Схемы расположения автокрана, автогидроподъемника, передвижной ремонтной мастерской и настилов при ремонте воздушных выключателей ВВН-220-15 (а) и ВВН-330-15 (б):
1, 2, 3 - настилы для установки камер и отделителей; 4, 7, 10 - настилы для установки делителей напряжения; 5, 8, 11 - настилы для установки растяжек; 6, 9, 12 - настилы для установки опорных изоляторов; 13 - передвижная ремонтная мастерская; 14 - вагончик для наладки выключателя

Рис. 4. Технологический график ремонта воздушного выключателя ВВН-220-15 при ремонте гасительных камер и отделителей в стационарной мастерской
Цифры 1 - 17 - наименование операций:
1 - подготовка выключателя к ремонту; 2 - разборка выключателя; 3 - ремонт отделителя полюса I; 4 - ремонт гасительной камеры полюса I; 5 - ремонт шкафов управления; 6 - ремонт отделителя полюса II; 7 - ремонт гасительной камеры полюса II; 8 - ремонт делителей напряжения; 9 - ремонт отделителей полюса III; 10 - ремонт гасительной камеры полюса III; 11 - ремонт растяжек и резервуаров; 12 - сборка выключателя; 13 - ремонт дутьевых клапанов и распределительного шкафа; 14 - установка механизмов; 15 - наладка выключателя; 16 - ремонт опорной изоляции; 17 - контрольная обтяжка и ошиновка
Остальные обозначения те же, что и на рис. 1
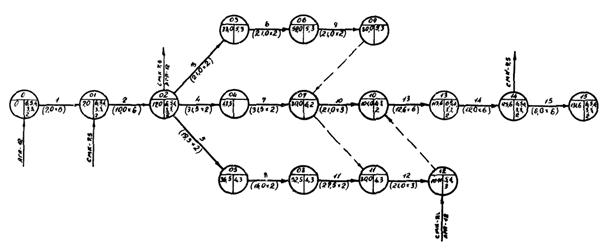
Рис. 5. Технологический график ремонта воздушного выключателя ВВН-330-15 при ремонте гасительных камер и отделителей в стационарной мастерской
Цифры 1 - 15 - наименование операций:
1 - подготовка выключателя к ремонту; 2 - разборка выключателя; 3 - ремонт отделителя полюса I; 4 - ремонт гасительной камеры полюса I; 5 - ремонт делителей напряжения; 6 - ремонт отделителя полюса II; 7 - ремонт гасительной камеры полюса II; 8 - ремонт растяжек и резервуаров; 9 - ремонт отделителя полюса III; 10 - ремонт гасительной камеры полюса III; 11 - ремонт дутьевых клапанов и распределительного шкафа; 12 - ремонт опорной изоляции и шкафов управления; 13 - сборка выключателя; 14 - наладка выключателя; 15 - контрольная обтяжка и ошиновка
Остальные обозначения те же, что и на рис. 1

Рис. 6. Полюс выключателя ВВН-220-15:
1 - резервуар; 2 - указатель продувки; 3 - болт; 4 - шайба пр. 20; 5 - трубка; 6 - обратный клапан; 7 - дутьевой клапан камеры; 8, 12, 37, 40 - гайки М10; 9, 41 - шайба пр. 10; 10 - изолятор; 11 - выхлопной клапан; 13 - гасительная камера; 14 - омический делитель напряжения; 15, 35 - шины; 16, 28 - болты М18×90; 17, 21, 26, 29 - шайбы пр. 16; 18, 22, 27, 30 - хомуты; 19 - болт М16×100; 20, 25 - гайки М18; 23 - трубчатые шины; 24 - болт М16; 31 - конденсатор ДМР-80-0.001У1; 32 - гайка М12; 33 - шайба пр. 12; 34 - шпилька М12-70/30; 36 - отделитель; 38 - изолятор; 39 - растяжка; 42 - дутьевой клапан отделителя; 43, 48, 51 - трубки; 44, 46 - обратные клапаны; 45 - муфта; 47 - контргайка М16-011; 49 - шкаф управления; 50 - импульсный трубопровод; 52 - трубопроводы; 53 - спускной клапан; 54 - крышка; 55 - болт М10×20; 56 - уплотнение

Рис. 7. Присоединение опорного изолятора к камере: (см. рис. 6, узел VI):
1, 2 - уплотнения; 3 - нажимное кольцо; 4 - гайка М10; 5 - шайба пр. 10; 6 - шпилька М10×105; 7 - разрезное кольцо; 8 - винт М6×10; 9 - шайба пр. 6; 10 - козырек

Рис. 8. Присоединение опорного изолятора к отделителю (см. рис. 6, узел VII):
1, 2 - уплотнения; 3 - разрезное кольцо; 4 - нажимное кольцо; 5 - гайка М10; 6 - шайба пр. 10; 7 - винт М6×10; 8 - шайба пр. 6; 9 - козырек

Рис. 9. Полюс выключателя ВВН-330-15:
1 - резервуар; 2 - указатель продувки; 3, 26, 35 - болты М16; 4, 14, 27 - шайбы пр. 16; 5 - дутьевой клапан отделителя; 6, 9, 19, 23, 29 - гайки М10; 7, 10, 20, 24, 31 - шайбы пр. 10; 8, 21, 22 - изоляторы; 11 - отделитель; 12 - шпилька М16; 13, 34 - гайки М16; 15, 36 - хомуты; 16, 37 - трубчатые шины; 17 - выхлопной клапан; 18 - гасительная камера; 25 - дутьевой клапан камеры; 28 - растяжка; 30 - шпилька М10; 32 - омический делитель напряжения; 33, 39 - шины; 38 - конденсатор ДМР-80-0001; 40 - гайка М12; 41 - шпилька М12; 42 - шайба пр. 12; 43 - шкаф управления; 44 - контргайка; 45 - муфта; 46 - крышка люка; 47 - болт М10×20; 48 - уплотнение
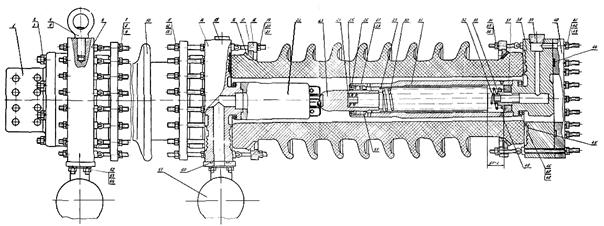
Рис. 10. Отделитель выключателя ВВН-220-15:
1 - вывод; 2 - гайка М16; 3 - шайба пр. 16Н; 4 - рым-гайка М20; 5 - шпилька М20×80; 6 - верхний фланец; 7, 11, 19, 34, 41 - гайки М10; 8, 12, 20, 35, 42 - шайбы пр. 10Н; 9, 13, 21, 36, 43 - шпильки М10; 10 - изолятор; 14 - средний фланец; 15, 39 - заглушки; 16 - прокладка; 17 - разрезное кольцо; 18 - нажимное кольцо; 22 - неподвижный контакт; 23 - подвижный контакт; 24 - бобышка; 25 и 55 - кольца; 26 - штифт; 27 - скользящий контакт; 28, 30, 32 - пружины; 29 - поршневое кольцо; 31 - корпус; 33 - втулка; 37 - буфер; 38 - нижний фланец; 40 - фланец; 44, 45, 50 - уплотнения; 46 - гайка М8; 47 - шайба пр. 8Н; 48 - шпилька М8-45/20; 49 - винт М4×8; 51 - резервуар; 52 - гайка М12; 53 - шайба пр. 12Н; 54 - шпилька М12×55
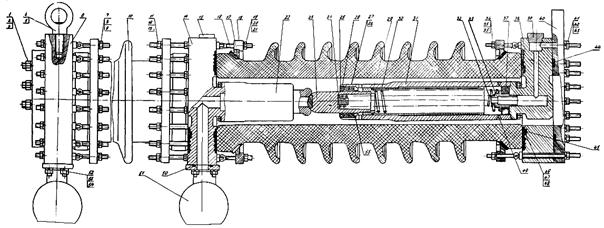
Рис. 11. Отделитель выключателя ВВН-330-15:
1 - шпилька
Остальные позиции те же, что и на рис. 10

Рис. 12. Крепление трубчатых шин (см. рис. 6, узел VII):
1, 13 - болты М16×35; 2, 14 - стопорные планки; 3, 12 - шины; 4, 11 - хомуты; 5, 8 - болты М16×45; 6, 9 - гайки М16; 7, 10 - шайбы пр. 16

Рис. 13. Средний фланец отделителя:
1 - подвижный контакт; 2, 5, 7 - пружины; 3, 31 - кольца; 4 - скользящий контакт; 6, 24 - корпусы; 8 - втулка; 9, 18 - буфера; 10, 13 - гайки М8; 11, 14 - шайбы пр. 8Н; 12, 15 - шпильки М8-45/20; 16 - стопорное кольцо; 17 - специальный винт; 19, 20, 27 - шайбы; 21, 22 - неподвижные контакты; 23, 25 - пружины; 26 - втулка; 28 - стопорная шайба; 29 - средний фланец; 30 - поршневое кольцо; 32 - штифт; 33 - бобышка; а = (812 - НФ) ± 0,5 мм; С = (НФ - 776) + 1 мм; X = (НФ - 770) + 1 мм, где НФ - фактическая высота изолятора

Рис. 14. Средний фланец отделителя:
1 - подвижный контакт; 2, 4, 6, 23 - пружины; 3 - скользящий контакт; 5, 15 - корпусы; 7 - втулка; 8, 16 - буфера; 9 - шпилька М8-45/20; 10, 13 - гайки М8; 11, 14 - шайбы пр. 8; 12 - шпилька М8-45/20; 17 - специальный винт; 18 - шайба пр. 8Н; 19 - неподвижный контакт; 20, 25, 28, 29 - кольца; 21, 30 - штифты; 22 - скользящий контакт; 24 - шайба; 28 - средний фланец; 27 - поршневое кольцо; 31 - бобышка
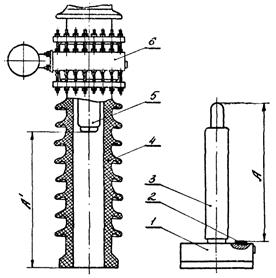
Рис. 15. Схема проверки вжима контактов отделителя:
1 - нижний фланец; 2 - резиновое уплотнение; 3 - подвижный контакт; 4 - изолятор; 5 - неподвижный контакт; 6 - средний фланец; А-А¢ - 7 мм - вжим; норма вжима 10 ± 2 мм.
Примечание. Регулировка вжима производится подбором толщины резинового уплотнения 2.

Рис. 16. Схема сборки отделителя для проверки на плотность:
1 - резиновая заглушка (заводской чертеж № ВД8.370.512.2); 2 - заглушка со штуцером (заводской чертеж № ВД8.454.156 - см. приложение 3, поз. 22); 3 - манометр; 4 - резиновая заглушка (заводской чертеж № ВД8.946.483); 5 - пробка; 6 - заглушка (заводской чертеж № 8ВД.310.296.1)

Рис. 17. Гасительная камера:
1 - вывод; 2, 42, 46 - гайки М16; 3, 43, 47 - шайбы пр. 16Н; 4, 44, 48 - шпильки М16; 5, 12, 16, 21, 30, 35, 49, 52 - гайки М10; 6, 13, 17, 22, 31, 36, 50, 53 - шайбы пр. 10Н; 7 - верхний фланец; 8, 41, 61 - выхлопные, клапаны; 9, 20, 27, 40 - прокладки; 10, 19, 28, 39 - разрезные кольца; 11, 18, 29, 38 - нажимные кольца; 14, 23, 32, 37, 54 - шпильки М10; 15, 34 - изоляторы; 24, 55 - неподвижные контакты; 25 - средний фланец; 26, 51, 60 - уплотнения; 33 - механизм камеры; 45 - нижний фланец; 56 - гайка; 57 - сопло; 58 - вкладыш; 59 - фланец; 62 - кольцо
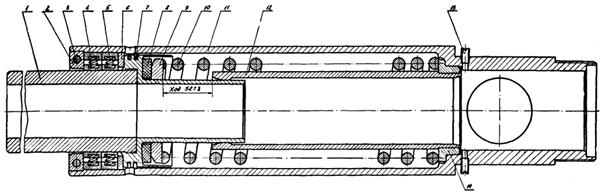
Рис. 18. Механизм камеры:
1 - контакт; 2 - крышка; 3 - штифт; 4 - скользящий контакт; 5, 10 - пружины; 6 - нижнее кольцо; 7 - поршневое кольцо; 8 - буфер; 9 - кольцо; 11 - корпус механизма; 12 - направляющая; 13 - винт М8×18; 14 - втулка

Рис. 19. Выхлопной клапан:
1 - крышка; 2 - уплотнение; 3 - шток; 4 - втулка; 5 - буфер; 6 - пружина; 7 - корпус; 8 - клапан; 9 - стопорный винт; 10 - специальная гайка; 11 - болт М8×35; 12 - шайба пр. 8Н; 13 - гайка М8
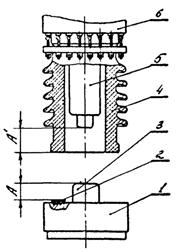
Рис. 20. Схема проверки вжима контакта камеры:
1 - нижний фланец; 2 - резиновое уплотнение; 3 - неподвижный контакт; 4 - изолятор; 5 - подвижный контакт; 6 - средний фланец; А-А¢ - вжим, мм; норма вжима 12 ± 3 мм
Примечание. Регулировка вжима производится подбором толщины резинового уплотнения 2

Рис. 21. Схема сборки камеры для проверки на плотность:
1 - заглушка (см. приложение 3, п. 25), заводской чертеж № 8ВД.310.286.2; 2 - заглушка (заводской чертеж № ВД8.152.341); 3 - заглушка со штуцером (заводской чертеж № 5ВД.322.028); 4 - манометр

Рис. 22. Элемент омического делителя напряжения:
1 - изолятор; 2 - направляющий стержень; 3 - гайка М10; 4 - шайба пр. 10Н; 5 - прокладка; 6 - шпилька М10×100; 7 - блок сопротивления; 8 - штифт М6×10; 9 - направляющая; 10, 14 - фланцы (верхний и нижний); 11 - уплотнительная шайба; 12 - разъемное кольцо; 13 - кольцо; 15 - мешочек; 16 - кристаллический хлористый кальций; 17 - коробка; 18 - уплотнительная шайба

Рис. 23. Узел присоединения трубок диаметром 32×36 и 25×28 мм к дутьевым клапанам (см. рис. 6, узел II):
1 - уплотнительная шайба; 2 - болт М10×40; 3 - шайба пр. 10
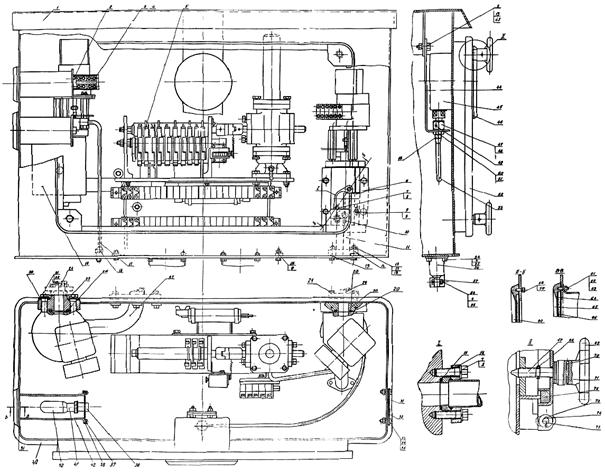
Рис. 24. Шкаф управления:
1 - шкаф; 2 - электромагнит; 3 - винт М8×22; 4 - шайба пр. 8; 5 - панель управления; 6 - блок включения; 7 - болт М10×40; 8 - шайба пр. 10; 9 - болт М10×80; 10, 11, 17, 24, 27, 29, 53 - трубки; 12 - болт М10; 13 - гайка М10; 14 - фланец; 15, 26, 28, 48 - уплотнения; 16 - болт М10×20; 18, 47 - ниппеля; 19 - блок отключения; 20, 32, 46, 71, 72 - прокладки; 21 - болт М16×70; 22 - шайба 16,5×3; 23 - шайба пр. 16; 25, 30 - бобышки; 31 - заглушка; 33 - винт М4; 34, 38, 62 - шайбы пр. 4; 35, 63 - гайка М4; 36 - втулка; 37 - винт М4×10; 39, 52 - крышка; 40 - кожух; 41 - патрон; 42 - лампа; 43 - болт М10×25; 44 - скоба; 45 - электроконтактный манометр; 49 - винт М4×8; 50 - гайка М14×1,5; 51 - стопорная шайба 16; 54 - болт М8×25; 55 - гайка М8; 56 - кабельная муфта; 57 - зажим; 58 - болт М6×16; 59 - шайба пр. 6; 60 - рамка для приборов; 61 - шпилька М4×22; 64 - шайба; 65 - рамка; 66 - диск; 67 - специальный винт; 68 - шплинт 4×20; 69 - маховичок; 70 - валик; 73 - шайба 8,5×1; 74 - шплинт 2,5×12; 75 - ось
Примечание. В шкафах управления выпуска последних лет место установки нагревательных элементов изменено.
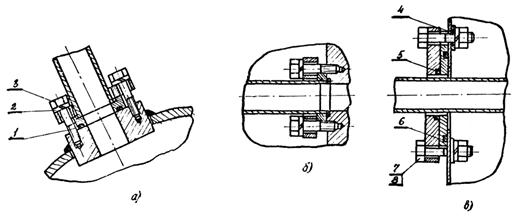
Рис. 25. Присоединение трубки к резервуару (а); к блоку отключения (б) и проход трубки через стенку шкафа (в):
1, 5, 6, 12 - уплотнительные шайбы; 2, 9, 11 - шайбы пр. 10; 3, 10 - болты М10×40; 4 - колпачок; 7 - болт М10×50; 8 - гайка М10


Рис. 26. Полюс выключателя ВВН-330-15 (вид сверху):
1 - резервуар; 2 - клапан камеры; 3 - 8, 10, 13, 14, 15, 22, 30 - трубы; 9 - клапан отделителя; 11 - фланец; 12 - болт; 16, 19, 21, 45 - накидные гайки; 17, 18, 23, 31, 44 - ниппеля; 20 - заглушка; 24 - болт М16×100; 25 - шайба пр. 16; 26 - втулка; 27, 35 - фланцы; 28, 32, 33, 34, 46 - уплотнения; 29 - промежуточный клапан; 36 - болт М10×40; 37, 40, 43 - шайбы пр. 10; 38, 41 - бобышки; 39 - болт М14×100; 42 - болт М10×100


Рис. 27. Блок отключения:
1, 22 - стойки; 2 - пробка; 3, 23 - шайбы пр. 12Н; 4 - болт М12×35; 5, 14, 25, 37 - крышки; 6, 10, 13, 38, 45 - прокладки; 7 - поршневое кольцо; 8, 26 - поршни; 9, 27 - корпусы; 11, 44 - клапаны; 12, 40, 43 - пружины; 15, 28 - втулки; 16 - штифт; 17 - специальный винт; 18 - гайка; 19, 24 - штоки; 20 - болт М8×35; 21, 3 - шайбы пр. 8Н; 24 - шток; 29 - болт М10×35; 30 - шайба пр. 10; 31, 32 - пробки; 33 - болт М10×40; 34 - шайба пр. 10Н; 35 - болт М8×25; 39 - вкладыш; 41, 46 - пробки; 42 - золотник.
Примечание. При регулировке выключателя допускается сверление в коробке двух отверстий диаметром 1,5 мм.

Рис. 28. Блок включения:
1 - болт М12×35; 2, 24 - шайбы пр. 12Н; 3, 30 - ниппеля; 4, 17, 22 - крышки; 5, 15, 32 - втулки; 6 - уплотнение; 7, 34 - пружины; 8 - штифт; 9 - клапан включения; 10 - резиновая шайба; 11, 25 - корпусы; 12, 33 - штоки; 13 - поршень; 14 - поршневое кольцо; 16 - паронитовая прокладка; 18, 20 - болты М8×35; 19, 21 - шайбы пр. 8Н; 23 - стойка; 26 - уплотнительная шайба; 27 - клапан; 28 - болт М10×40; 29 - шайба пр. 10Н; 31 - пробка

Рис. 29. Панель управления:
1, 23 - шайбы 8,5×1,5; 2 - болт М8×30; 3, 22 - шайбы пр. 8Н; 4, 21 - гайки М8; 5 - счетчик; 6 - сухарь; 7 - муфта; 8 - конический штифт 5×25; 9 - привод СБК; 10 - шайба 10,5×1,0; 11 - подставка; 12 - болт М10×35; 13 - гайка М10; 14 - шайба пр. 10Н; 15 - шайба 10,5×2,0; 16 - тяга; 17 - пружина; 18 - палец; 19 - кронштейн со счетчиком; 20 - узел выводов; 24 - винт М8×16; 25 - блок-контакты
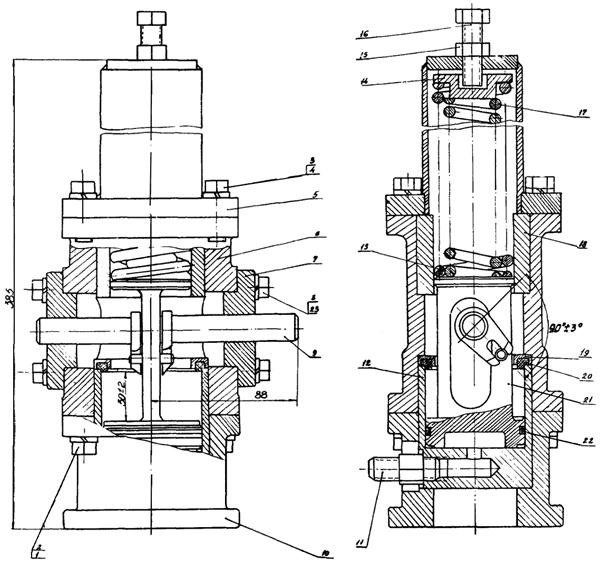
Рис. 30. Привод СБК:
1 - болт М10×25; 2, 4 - шайбы пр. 10; 3 - болт М10×30; 5 - колпак; 6, 10, 12 - корпусы; 7 - подшипник; 8 - болт М8×20; 9 - вал; 11 - ниппель; 13, 17 - пружины; 14 - направляющая; 15 - гайка М12; 16 - болт М12×40; 18 - втулка; 19 - обойма; 20 - прокладка; 21 - поршень; 22 - поршневое кольцо; 23 - шайба пр. 8
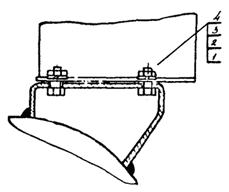
Рис. 31. Крепление шкафа к резервуару (см. рис. 6, узел XI):
1 - болт М20×50; 2 - шайба пр. 20; 3 - шайба 21×4; 4 - гайка М20
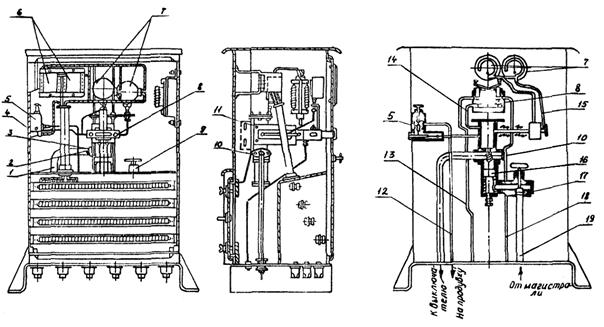
Рис. 32. Распределительный шкаф:
1, 12, 14, 15, 19 - трубки; 2, 4 - болты М8; 3 - фланец; 5 - редукторный клапан; 6 - промежуточное реле; 7 - манометр; 8 - кнопочное устройство; 9 - входной вентиль; 10 - обратный клапан; 11 - болт М10; 13, 18 - трубки местного пневматического управления; 16 - фильтр; 17 - блок пневматических клапанов

Рис. 33. Блок пневматических клапанов в распределительном шкафу (а) и фильтр конструкции ОРГРЭС (б):
1, 6, 10, 17, 33, 42 - гайки; 2, 44, 49 - ниппеля; 3, 12, 13, 39, 53, 54 - корпусы; 4 - шарик; 5, 9, 32, 41 - шпильки; 7, 11, 15, 16, 24, 27, 34, 36, 43 - шайбы; 8 - фильтр; 14 - болт; 18, 29, 30, 63 - прокладки; 19, 31, 35, 40, 64 - крышки; 20, 26, 28 - втулки; 21, 38 - штоки; 22, 52 - пружины; 23, 37, 45, 46, 51 - клапаны; 25 - маховик; 47 - трубка; 48 - специальная гайка; 50 - штуцер; 55 - уплотнение; 56 - верхний фланец; 57 - медная трубка; 58 - войлок; 59 - металлическая сетка; 60 - пластинчатый бандаж; 61 - проволочный бандаж; 62 - нижний фланец

Рис. 34. Кнопочное устройство отключения в распределительном шкафу:
1 - кнопка; 2 - винт; 3 - болт; 4 - шайба; 5 - крышка; 6, 11 - ниппеля; 7 - шайба; 8 - прокладка; 9, 13 - корпусы; 10 - пружина; 12 - клапан
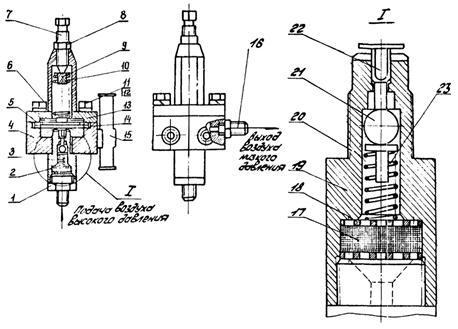
Рис. 35. Редукторный клапан в распределительном шкафу:
1, 16 - ниппеля; 2 - фильтр; 3 - клапан; 4, 13, 19 - корпусы; 7, 11 - болты; 8 - гайка; 9 - верхний упор; 10, 23 - пружины; 12 - шайба; 14 - прокладка; 15 - подогреватель; 17 - сетка фильтра; 18 - грубый фильтр; 20, 22 - штоки; 21 - шарик
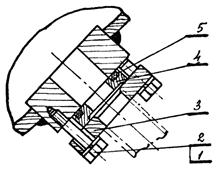
Рис. 36. Крепление трубы к резервуару:
1 - болт М10×40; 2 - шайба пр. 10; 3 - фланец; 4 - кольцо; 5 - уплотнительная шайба

Рис. 37. Узел установки заглушки:
1 - болт М10×30; 2 - шайба пр. 10; 3 - фланец; 4 - уплотнительная шайба
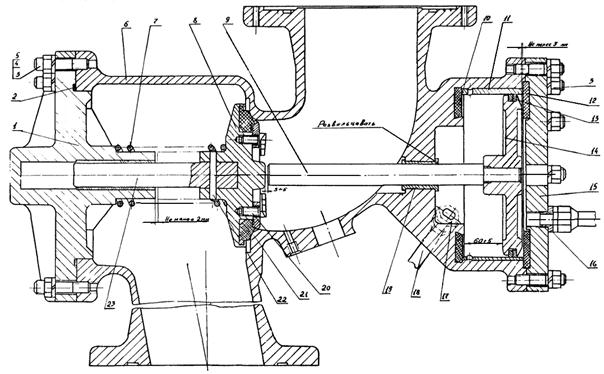
Рис. 38. Дутьевой клапан камеры:
1, 15 - крышки; 2, 10, 12, 16, 21 - уплотнения; 3 - гайка М16; 4 - шайба пр. 16; 5 - шпилька М16; 6 - корпус; 7 - пружина; 8 - клапан камеры; 9, 23 - шток; 11 - цилиндр; 13 - поршневое кольцо; 14 - поршень; 17 - ниппель; 18 - трубка; 19 - втулка; 20 - болт М12; 22 - валик 10/75

Рис. 39. Промежуточный клапан выключателя ВВН-330-15:
1, 13 - болты М8×25; 2, 14 - шайбы пр. 8Н; 3, 12 - крышки; 4, 11 - уплотнения; 5 - поршневое кольцо; 6 - поршень; 7 - корпус; 8 - клапан; 9 - пружина; 10 - втулка

Рис. 40. Узлы присоединения импульсного трубопровода:
а - с дросселем; б - без дросселя; 1 - болт М12×50; 2, 7 - шайбы пр. 12; 3, 6 - уплотнительные шайбы; 4 - дроссельная шайба; 5 - болт М12×45
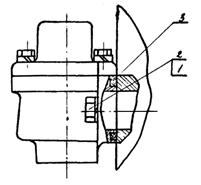
Рис. 41. Крепление обратного клапана:
1 - болт М12×40; 2 - шайба пр. 12; 3 - уплотнительная шайба
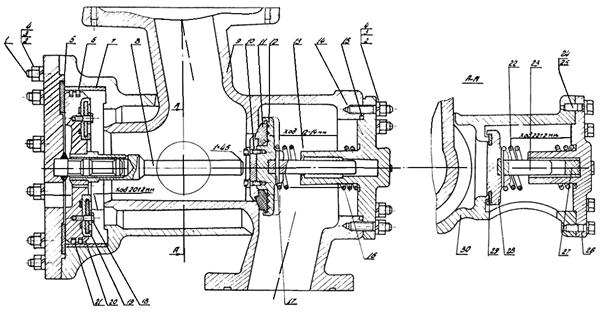
Рис. 42. Дутьевой клапан отделителя:
1, 14, 26 - крышки; 2 - шпилька М16; 3 - гайка М16; 4 - шайба пр. 16; 5, 11, 15, 20, 29 - уплотнения; 6 - поршень; 7 - цилиндр; 8, 13, 23 - штоки; 9, 30 - корпусы; 10 - болт М8; 12 - клапан отделителя; 16, 22 - пружины; 17 - валик 8×58; 18 - болт М8; 19 - резиновое кольцо; 21 - поршневое кольцо; 24 - болт М12; 25 - шайба; 27 - буфер; 28 - выхлопной клапан

Рис. 43. Узел установки обратного клапана продувки (см. рис. 6, узел II):
1 - штуцер; 2 - трубка

Рис. 44. Обратный клапан:
1, 4, 10 - уплотнения; 2 - корпус; 3 - клапан; 5 - пружина; 6 - крышка; 7 - буфер; 8 - болт М10; 9 - шайба пр. 10

Рис. 45. Узлы присоединения опорных изоляторов к промежуточной плите (а) и к дутьевым клапанам (б):
1, 3, 6, 8, 16, 17, 20, 21 - уплотнения; 2, 7 - плиты; 4, 9, 15, 19 - нажимные кольца; 5, 10, 14, 18 - разъемные кольца; 11, 22 - шпильки М10; 12, 23 - гайки М10; 13, 24 - шайбы пр. 10; 17, 21 - уплотнения; узлы V и IV - узлы опоры камеры (позиции указаны слева); узлы VIII и IX - узлы опоры отделителя (позиции указаны справа).
Примечание. Крепление изоляторов к плитам следует начинать со стороны высадки на шпильках 11 (для разгрузки высадки).
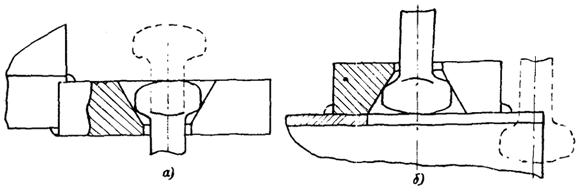
Рис. 46. Детали присоединения растяжек
Узлы крепления растяжек:
а - к плитам нижнего фланца (вверху); б - к швеллерным балкам (внизу)

Рис. П-1. Подставка для разборки и сборки гасительной камеры и отделителя:
1 - уголок ![]() 2 - уголок
2 - уголок
![]()
Примечания: 1. Сварку производить в местах сопряжения деталей. 2. Высота уголков - на усмотрение ремонтного персонала.
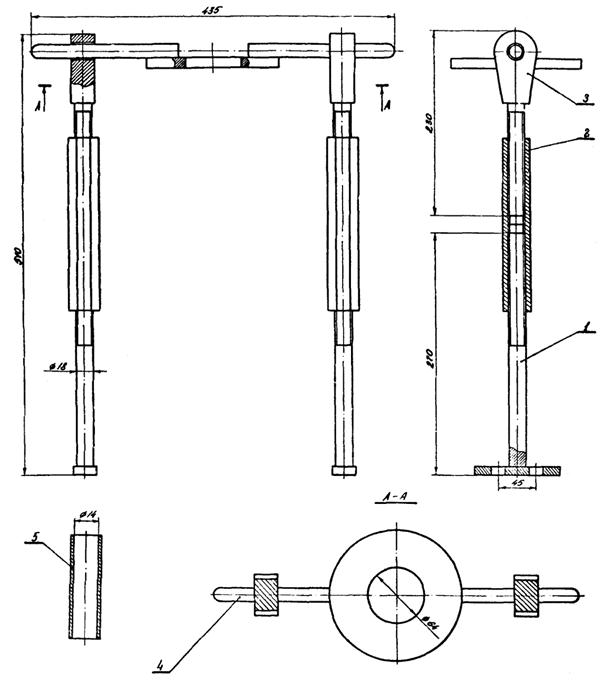
Рис. П-2. Приспособление для разборки и сборки отделителя:
1 - упорный винт; 2 - разжим; 3 - съемный винт; 4 - съемник; 5 - втулка
Примечание. Втулки 5 устанавливаются на шпильки и крепятся гайками.

Рис. П-3. Приспособление для сборки скользящих контактов отделителя:
1 - оправка; 2 - труба; 3 - втулка

Рис. П-4. Съемник для неподвижных контактов отделителя:
1 - нажимной винт; 2 - захват; 3 - нажимная пята

Рис. П-5. Приспособление для замера высоты подвижного контакта отделителя (материал Ст. 3, ГОСТ 380-60).
Примечание. Сварку производить в местах сопряжения деталей.

Рис. П-6. Ключ с трещоткой:
1 - корпус (сталь 45); 2 - крышка (сталь 45); 3 - храповик (Ст У7); 4 - собачка (Ст У7); 5 - пружина; 6 - винт М4×15

Рис. П-7. Приспособление для разборки и сборки механизмов камеры:
1, 4 - шайбы; 2 - гайка М12; 3 - шпилька; 5 - гайка М24
Рис. П-8. Приспособление для установки подвижного контакта камеры в корпус
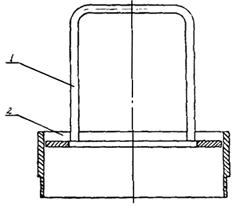
Рис. П-9. Приспособление для сборки скользящих контактов камеры:
1 - толкатель; 2 - оправка

Рис. П-10. Приспособление для разборки и сборки механизмов верхних камер:
1 - штырь; 2 - шпилька; 3 - шайба; 4 - гайка М24

Рис. П-11. Приспособление для развальцовки медных трубок:
1 - пуансон
Примечание. Приспособление позволяет качественно под заранее заданным углом производить развальцовку медных трубок наружным диаметром от 8 до 14 мм.

Рис. П-12. Приспособление для вырезки резиновых уплотнений:
1 - болт М8×20; 2 - стержень; 3 - держатель; 4 - рейка; 5 - планка; 6 - винт М6; 7 - нож
Примечание. Приспособление предназначено для вырезки уплотняющих резиновых колец малых диаметров под трубы, крышки клапанов и т.д.
Ножи 7 закрепляются в прорезях держателей 3 с помощью планок 5 и винтов 6. Держатели устанавливаются на рейке 4 соответственно на расстояниях от центра, равных радиусам вырезаемого кольца, и закрепляются стопорными болтами 1.
Стержень 2 приспособления закрепляется в патроне сверлильного станка.

Рис. П-13. Приспособление для съема и установки омических делителей напряжения:
1 - болт; 2 - резиновая прокладка; 3 - полукольцо; 4 - накладка
Примечание. Приспособление применяется следующим образом: снимается один из болтов 1, второй болт остается не затянутым; разводятся полукольца 3 и заводятся под вторую «юбку» верхнего элемента делителя напряжения; сводятся полукольца, устанавливается болт на прежнее место, затягиваются оба болта и с помощью рымов, устанавливаемых в отверстия накладок 4, производится стропка делителя напряжения.
В местах соприкосновения металла и фарфора укладывается резиновая прокладка 2. Аналогичное приспособление возможно применять для подъема колонок опорных изоляторов.
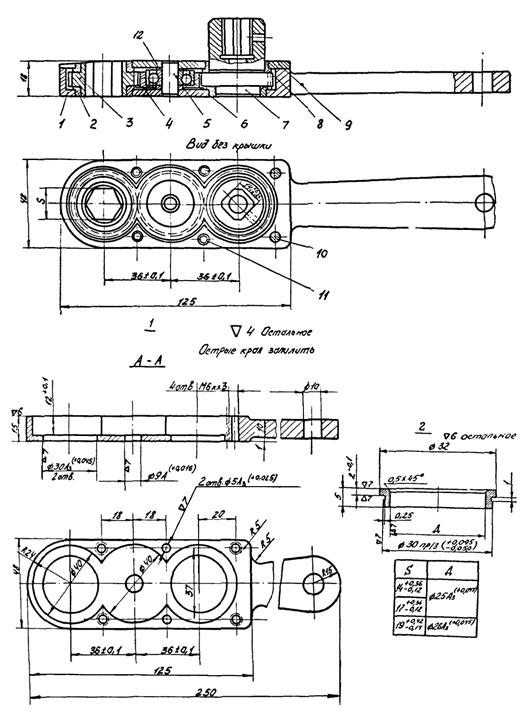

Рис. П-14. Специальная насадка к пневмогайковерту:
1 - корпус (Ст 3); 2, 8 - втулки (БрАЖМЦ); 3, 4, 7 - шестеренки (сталь 40ху); 5 - ось (сталь 45); 6 - подшипник (ГОСТ 7242-54); 9 - крышка (Ст 3); 10 - винт М6×15; 11 - цилиндрический штифт; 12 - шайба (Ст 3)

Рис. П-15. Приспособление для испытаний изоляторов:
1 - болт М8×16; 2 - болт М20; 3 - гайка М20; 4 - шайба; 5 - плита; 6 - шпилька М10; 7 - прокладка; 8 - разрезное кольцо; 9 - нажимное кольцо; 10 - гайка М10; 11 - шайба пр. 10; 12 - манжета; 13 - резиновая шайба; 14 - уплотнение; 15 - болт; 16 - накидная гайка
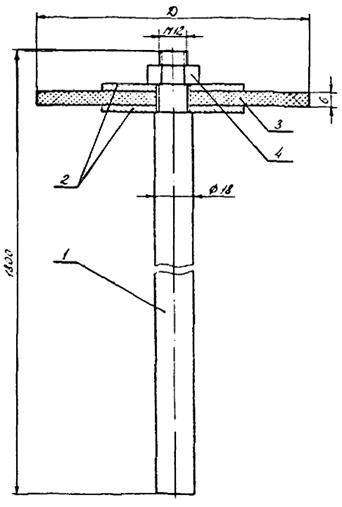
Рис. П-16. Приспособление для чистки опорных изоляторов камеры и отделителя:
1 - держатель; 2 - металлическая шайба; 3 - резиновое кольцо; 4 - гайка М12
Примечание. Для отделителя D = 115 мм; для камеры D = 160 мм.

Рис. П-17. Приспособление для запрессовки резины в клапан блока, включения или отключения (материал Ст 3):
а - стакан; б - шток; в - корпус; г - втулка
Примечание. Установить клапан в корпус, вставить шток во втулку, надеть резиновое уплотнение на втулку, установить стакан на уплотнение и запрессовать уплотнение в клапан с помощью тисков.

Рис. П-18. Схема испытания изоляторов:
1 - приспособление для сборки изолятора; 2 - болт; 3 - изолятор; 4 и 10 - манометры; 5 - воздушный колпак; 6 - гидравлический насос; 7 и 9 - вентили; 8 - обратный клапан; 11 - ресивер
Примечания. 1. Приспособления для сборки опоры камеры - заводской чертеж № ВД5.487.042.1; камеры - заводской чертеж № ВД5.487.042.2; опоры отделителя (с внутренним диаметром 100 мм) - заводской чертеж № ВД5.487.042.3; отделителя и опоры отделителя (внутренним диаметром 120 мм) - заводской чертеж № ВД5.487.042.4.
2. Детали 2, 4 - 11 заводом не поставляются.

Рис. П-19. Пружины механизма отделителя
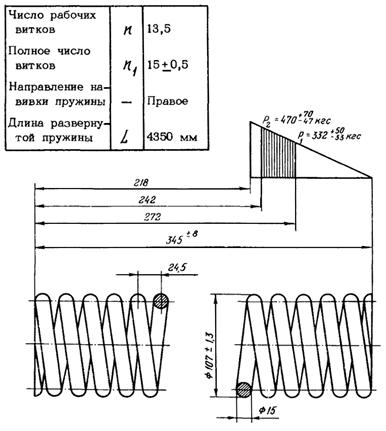
Рис. П-20. Пружина механизма гасительной камеры

Рис. П-21. Схема тарировки пружин:
1 - динамометр; 2 - испытываемая пружина; 3 - направляющая трубка; 4 - перемещающийся шток
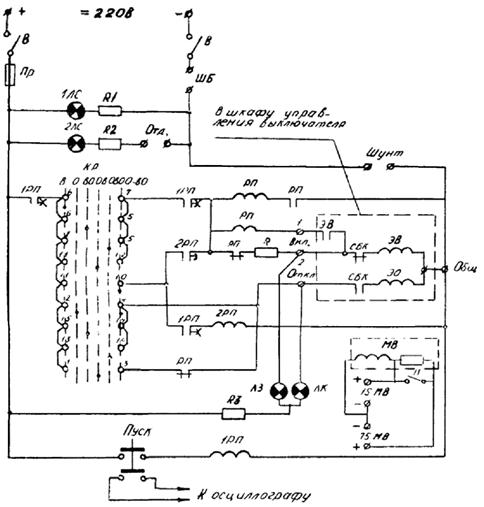
Рис. П-22. Принципиальная электрическая схема пульта для наладки воздушных выключателей:
В - тумблер ТВ-1-1; Пр - предохранитель 5А; ШБ - штекер безопасности; П - переключатель (тумблер Тв-2-1); КР - ключ режима работы (переключатель ПМОФ); 1ЛС - коммутаторная лампа КМ-3; 2ЛС - коммутаторная лампа КМ-3; R1, R2, R3 - резисторы ПЭ-25 (3 кОм, 25 Вт); ЛЗ - коммутаторная лампа КМ-3; ЛК - коммутаторная лампа КМ-3; РП - промежуточное реле РП-232 (220 В, 4 А); 1РП - промежуточное реле РП-252 (U = 220 В); 2РП - промежуточное реле РП-252 (U = 220 В); ЭВ - электромагнит включения; ЭО - электромагнит отключения; СБК - сигнально-блокировочные контакты; МВ - милливольтметр М-45М; R - добавочный резистор 70 В

Рис. П-23. Осциллограмма «АПВ успешное» полюса выключателя:
Тс.о. - собственное время отключения (от подачи команды до первого размыкания контактов камеры); Тн.р.к. - неодновременность размыкания контактов камеры; Тп.к. - бесконтактная пауза камеры (от последнего размыкания контактов камеры до их первого вибрационного смыкания); Тз.о - запаздывание размыкания контактов отделителя относительно контактов камеры; Тн.с.к - неодновременность смыкания контактов камеры; Тн.р.о - неодновременность размыкания контактов отделителя; Тв - время включения; Тн.с.о - неодновременность смыкания контактов отделителя; ТАПВ - минимальная бесконтактная пауза при АПВ; Тэ.о - длительность отключающего импульса; Тэ.в - длительность включающего импульса
СОДЕРЖАНИЕ