РУКОВОДЯЩИЙ ТЕХНИЧЕСКИЙ МАТЕРИАЛ
РУКОВОДСТВО ПО ПРИМЕНЕНИЮ
ФОТОБУМАГИ С УСИЛИВАЮЩИМИ ЭКРАНАМИ
ДЛЯ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ
СОЕДИНЕНИЙ В ОРГАНИЗАЦИЯХ
МИНМОНТАЖСПЕЦСТРОЯ СССР
РТМ 36.2-87
МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ
СТРОИТЕЛЬНЫХ РАБОТ СССР
УТВЕРЖДЕН Министерством монтажных и специальных строительных работ СССР.
РАЗРАБОТАН ВНИИмонтажспецстроем и Главным техническим управлением Минмонтажспецстроя СССР.
Исполнители: В. Г. Фирстов, Е. А. Романцевич, Ю. В. Попов.
РУКОВОДЯЩИЙ ТЕХНИЧЕСКИЙ МАТЕРИАЛ
|
РУКОВОДСТВО
ПО ПРИМЕНЕНИЮ ФОТОБУМАГИ |
РТМ 36.2-87 |
|
Введен впервые |
Срок введения установлен с 01.06.87.
Настоящее руководство распространяется на рентгенографический контроль качества сварных соединений рентгеновским излучением с использованием фотобумаги с флуоресцентными усиливающими экранами.
Руководство регламентирует режимы просвечивания сварных соединений, обработки фотобумаги и расшифровки полученных снимков.
Руководство распространяется на контроль качества сварных соединений 4...7 классов по ГОСТ 23055-78.
Фотобумага с усиливающими экранами при контроле качества сварных соединений рентгеновскими аппаратами непрерывного действия обеспечивает 3 класс чувствительности по ГОСТ 7512-82.
Фотобумага с усиливающими экранами при контроле качества сварных соединений импульсными рентгеновскими аппаратами и аппаратами с гамма-источниками не обеспечивает 3 класса чувствительности по ГОСТ 7512-82.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Руководство определяет методику рентгенографического контроля качества сварных соединений с применением фотобумаги с флуоресцентными усиливающими экранами при просвечивании стали толщиной до 25 мм.
1.2. Настоящим руководством надлежит пользоваться при контроле сварных соединений в цеховых, монтажных и лабораторных условиях.
1.3. Рентгенографический контроль качества сварных соединений с использованием рентгеновского излучения и фотографической бумаги применяют для выявления в металле шва и околошовной зоне внутренних дефектов (трещин, непроваров, усадочных раковин, пор и шлаковых включений), а также недопустимых, но пропущенных при внешнем осмотре наружных дефектов (прожогов, подрезов) с целью определения их количества, геометрических размеров и расположения в сварном соединении.
1.4. Рентгенографический контроль с использованием фотобумаги не обеспечивает выявления следующих дефектов:
пор и включений с диаметром поперечного сечения менее удвоенной чувствительности контроля;
непроваров и трещин, плоскость раскрытия которых не совпадает с направлением просвечивания;
непроваров и трещин с раскрытием менее 0,15 мм;
любых дефектов, изображение которых на снимке совпадает с изображением острых углов и резких перепадов толщин свариваемых элементов;
металлических и неметаллических включений с коэффициентом ослабления излучения, близким к коэффициенту ослабления излучения металлов сварных соединений.
1.5. Нормы дефектности и объем рентгенографического контроля качества сварных соединений устанавливаются строительными нормами и правилами или другой нормативно-технической документацией (техническими условиями, инструкциями).
1.6. Радиографический снимок 3 класса чувствительности, удовлетворяющий требованиям ГОСТ 7512-82, гарантирует выявление дефектов 4; 5; 6; 7 классов по ГОСТ 23055-78.
1.7. Рентгенографический контроль производится только при наличии двухстороннего доступа к контролируемому сварному соединению, обеспечивающего возможность установки кассеты с бумагой и источника излучения в соответствии со схемами контроля, фокусными расстояниями и другими параметрами контроля, предусмотренными ГОСТ 7512-82 и ОСТ 36-59-81.
2. СРЕДСТВА КОНТРОЛЯ
2.1. Требования к аппаратуре, принадлежностям и материалам.
2.1.1. При рентгенографическом контроле качества сварных соединений стальных строительных конструкций в монтажных условиях рекомендуется применять рентгеновские аппараты непрерывного действия.
2.1.2. При контроле качества сварных соединений следует применять фотографическую бумагу: РФБ-7а; радиографическую; радиографическую 1 и 2; РТО - образец № 1 и 2; РБТ-4; РБТ-7.
2.1.3. Перед применением каждой новой партии фотографической бумаги следует определять ее качество следующим способом: неэкспонированный лист бумаги проявляется и фиксируется в полной темноте. Режим фотообработки - по п. 4. Фотографическая вуаль неэкспонированного образца фотобумаги должна составлять 0,01 - 0,02 единицы оптической плотности, а эмульсионный слой не должен иметь видимых повреждений.
2.1.4. В качестве экрана-преобразователя следует использовать усиливающие флуоресцентные экраны ЭУ-В2А по ТУ 64-7-170-80, позволяющие снизить экспозицию при рентгенографии в среднем в 1,5 раза по сравнению с экранами ЭУ-В2 («Стандарт») без ухудшения качества изображения. Экраны ЭУ-В2А выпускаются комплектами, состоящими из двух одинаковых экранов.
Инструкция по использованию экранов ЭУ-В2А приведена в приложении.
2.1.5. Для защиты радиографической бумаги от рассеянного ионизирующего излучения следует использовать свинцовый лист (защитный кран) толщиной не менее 1,0 мм (рис. 1).
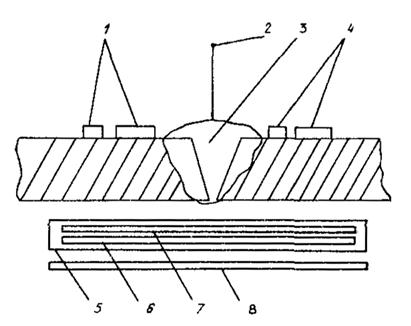
Рис. 1. Схема радиографического контроля при использовании фотобумаги с усиливающими экранами:
1 - маркировочные знаки; 2 - источник излучения; 3 - сварное соединение; 4 - эталоны чувствительности; 5 - кассета; 6 - фотографическая бумага; 7 - флуоресцентный экран; 8 - защитный экран.
2.1.6. Радиографическая бумага должна быть заряжена в светонепроницаемые кассеты. Рекомендуется использовать кассеты для радиографической пленки по ГОСТ 15843-79.
2.1.7. Для маркировки рентгенограмм следует использовать маркировочные знаки в виде цифр и букв русского и латинского алфавитов, а также дополнительные знаки в виде стрелок, тире и т.п. по ГОСТ 15843-79.
Схема размещения знаков - по ГОСТ 7512-82.
3. ТЕХНОЛОГИЯ ПРОВЕДЕНИЯ РЕНТГЕНОГРАФИЧЕСКОГО КОНТРОЛЯ
3.1. Рентгенографический контроль сварных соединений разрешается проводить только после устранения всех дефектов, обнаруженных при контроле внешним осмотром.
3.2. Перед проведением рентгенографического контроля сварной шов и околошовная зона шириной не менее 20 мм в обе стороны от шва должны быть очищены от окалин, шлака, брызг расплавленного металла и других неровностей и загрязнений, изображения которых на снимке могут помешать расшифровке снимка.
3.3. Зарядку кассет следует осуществлять в соответствии с рис. 1.
3.4. Во избежание зеркального изображения маркировочных знаков на рентгенограмме установка кассеты на сварное соединение осуществляется в соответствии с рис. 1; бумага эмульсионным слоем должна быть обращена к источнику излучения.
3.5. При выборе параметров контроля с использованием фотобумаги следует руководствоваться номограммами для определения экспозиции просвечивания сплавов на основе железа рентгеновскими аппаратами непрерывного действия (рис. 2).
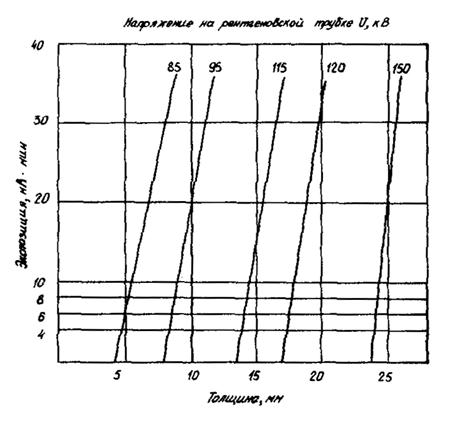
Рис. 2. Номограмма для определения экспозиции просвечивания сплавов на основе железа рентгеновским аппаратом РУП 150/300-10 на фотографическую бумагу.
Для определения более точных режимов необходимо получить один - два пробных снимка, на основании которых устанавливаются окончательные режимы просвечивания.
3.6. Усиливающий флуоресцентный экран и фотобумага должны размещаться в кассете плотно, так, чтобы не происходило смещения экрана относительно бумаги (или наоборот) в любом направлении.
3.7. Так как флуоресцентные экраны имеют значительное время послесвечения, то для получения более качественных снимков рекомендуется ограничить во времени действие усиливающих экранов на экспонированную фотобумагу 1 - 2 мин перекладывая ее в любой светонепроницаемый пакет.
3.8. Схема контроля кольцевых сварных соединений осуществляется в соответствии с рис. 3.
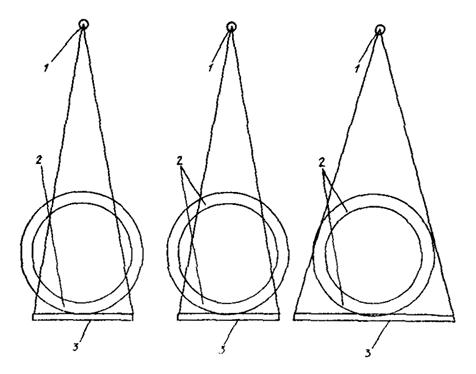
Рис. 3. Схемы контроля кольцевых сварных соединений:
1 - источник излучения; 2 - контролируемый участок; 3 - кассета с пленкой.
4. ОБРАБОТКА ЭКСПОНИРОВАННОЙ ФОТОБУМАГИ
4.1. Фотообработку следует проводить в такой последовательности: проявление, промежуточная промывка, фиксирование, окончательная промывка и сушка.
4.2. Проявлять рекомендуется в метолгидрохиноновом проявителе стандартном № 1 ОСТ 6-17-449-78. Время проявления 4 мин при температуре проявителя 293 °К ± 1° (20 °С ± 1°). Промежуточную промывку следует производить в 2 - 3 %-ном водном растворе уксусной кислоты при температуре 288 - 293 °К (15 - 20 °С).
Состав проявителя, г:
метол....................................................................................................... 1,0
сульфит натрия безводный.................................................................. 26,0
натрий углекислый безводный........................................................... 20,0
гидрохинон............................................................................................ 5,0
калий бромистый.................................................................................. 1,0
вода, л..................................................................................................... 1,0
Проявитель должен применяться не ранее чем через 12 ч после его приготовления и храниться в тщательно закрытой посуде.
4.3. Фиксирование снимков рекомендуется в фиксаже нейтральном ОСТ 6-17-438-77 в течение 15 - 20 мин. Окончательную промывку снимков следует производить в проточной воде при температуре 288 - 293 °К (15 - 20 °С) не менее 20 мин.
Состав фиксажа:
натрий серноватисто-кислый (тиосульфат натрия), г....................... 250
вода, л..................................................................................................... 1
Примечание. В 1 л проявителя и свежего фиксирующего раствора следует обрабатывать не более 1 м2 фотографической бумаги. Сушить рентгенофотограммы следует на электроглянцевателе. Допускается сушка на листе бумаги (газете) эмульсионным слоем вверх.
5. ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ
5.1. Значение чувствительности рентгенографического контроля определяется по эталонам чувствительности в соответствии с ГОСТ 7512-82 «Контроль неразрушающий. Соединения сварные. Радиографический метод».
5.2. Номер эталона чувствительности следует выбирать в зависимости от требуемой чувствительности контроля.
5.3. Зависимость чувствительности от толщины просвечиваемого метала и напряжения на рентгеновской трубке показана на рис. 4.
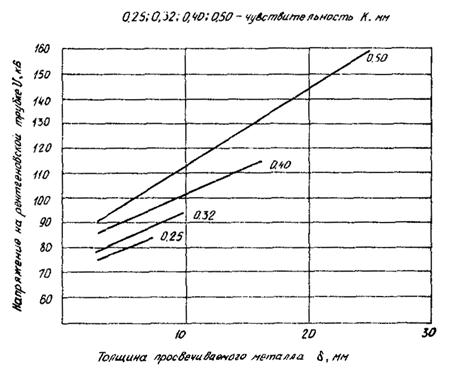
Рис. 4. Зависимость чувствительности от толщины просвечиваемого металла и напряжения на рентгеновской трубке.
6. РАНЖИРОВКА РЕНТГЕНОГРАММ. ОЦЕНКА КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ
6.1. Оптическая плотность изображений контролируемого участка шва, околошовной зоны и эталона чувствительности должна быть в пределах от 0,5 - 1,3, оптическую плотность рекомендуется измерять денситометром ОД-1.
6.2. При расшифровке рентгенограмм и оценке качества сварных соединений следует руководствоваться ГОСТ 23055-78 «Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля» и ГОСТ 7512-82 «Контроль неразрушающий. Соединения сварные. Радиографический метод».
6.3. Документальное оформление результатов контроля рекомендуется производить в соответствии с ОСТ 36-59-81.
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
7.1. Основными видами опасности для персонала при радиографическом контроле являются действие на организм ионизирующего излучения и вредных газов, образующихся в воздухе при излучении, и поражение электрическим током.
7.2. При проведении радиографического контроля должна быть обеспечена безопасность работ в соответствии с требованиями «Основных санитарных правил работы с радиоактивными веществами и другими источниками ионизирующих излучений» ОСП-72/80 № 2120-80, утвержденных Главным государственным санитарным врачом СССР 18.01.80, «Норм радиационной безопасности» НРБ-76 № 141-76, утвержденных Главным государственным санитарным врачом СССР 07.06.76, «Санитарных правил по радиоизотопной дефектоскопии» № 1171-74, утвержденных заместителем Главного государственного санитарного врача СССР 07.08.74, ГОСТ 12.3.002-75, ГОСТ 12.3.022-80 и ГОСТ 23764-79.
7.3. При эксплуатации подключенных к промышленной сети стационарных и переносных установок для радиографического контроля должна быть обеспечена безопасность работ в соответствии с требованиями «Правил технической эксплуатации электроустановок потребителей» и «Правил техники безопасности при эксплуатации электроустановок потребителей», утвержденных Госэнергонадзором 12.04.69.
ПРИЛОЖЕНИЕ
ИНСТРУКЦИЯ ПО ИСПОЛЬЗОВАНИЮ УСИЛИВАЮЩИХ ЭКРАНОВ
Общие сведения
Настоящая инструкция распространяется на усиливающие экраны ЭУ-В2А (экраны усиливающие вольфраматные типа 2А).
Экраны ЭУ-В2А изготовляются из мелкозернистого кальций-вольфраматного люминофора, благодаря чему позволяют уменьшить время экспозиции при рентгенографии в среднем в 1,5 раза по сравнению с выпускавшимися ранее экранами ЭУ-В2 («Стандарт») без ухудшения качества изображения.
Экраны ЭУ-В2А выпускаются комплектами, состоящими из двух одинаковых экранов.
Экспозиция
В таблице приводятся средние значения коэффициентов пересчета, на которые нужно умножить время экспозиции, определенное по номограмме экспозиций для экранов ЭУ-В2 («Стандарт») или ЭУ-В2А.
|
Тип экрана |
Коэффициент пересчета времени экспозиции |
|
ЭУ-В2 |
1,0 |
|
ЭУ-В2А |
0,7 |
Флуоресцентные экраны должны иметь чистую гладкую поверхность без царапин, трещин и других дефектов, снижающих качество рентгенограмм и затрудняющих их расшифровку.
Правила обращения
1. Экраны нельзя подвергать резким изгибам и ударам.
2. Поверхность экрана необходимо оберегать от царапин и других механических повреждений.
При зарядке кассеты фотобумагой нужно следить, чтобы острый угол фотобумаги не повредил поверхность экрана.
3. Следует избегать попадания брызг проявляющего раствора и других жидкостей на поверхность экрана. Капли влаги, попавшие на экран, вызывают склеивание его с фотобумагой, что приводит к повреждению как экрана, так и фотобумаги.
4. Пыль с поверхности экрана нужно удалять мягкой плоской кистью. Сдувать ее не следует.
5. Если рабочая поверхность экрана чем-либо загрязнена, ее следует осторожно протереть ватой, слегка смоченной мыльной водой, после чего вытереть досуха.
6. Экраны должны храниться в кассетах или заводской упаковке в сухом прохладном месте.
СОДЕРЖАНИЕ