ГОСТ Р 50779.11-2000
(ИСО 3534-2-93)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ КАЧЕСТВОМ
Термины и определения
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 125 «Статистические методы в управлении качеством продукции»,
Акционерным обществом «Научно-исследовательский центр контроля и диагностики технических систем» (АО «НИЦ КД»)
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 29 декабря 2000 г. № 429-ст
3 Разделы настоящего стандарта, за исключением разделов 1a, 1b и приложения А, представляют собой аутентичный текст ИСО 3534.2-93 «Статистика. Словарь и условные обозначения. Часть 2. Статистическое управление качеством»
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Март 2002 г.
СОДЕРЖАНИЕ
Введение
Установленные в настоящем стандарте термины расположены в систематизированном порядке и отражают систему понятий в области статистических методов управления качеством продукции, процессов и услуг.
Для каждого понятия установлен один стандартизованный термин.
Термины-синонимы без пометы «Ндп.» приведены в качестве справочных данных и не являются стандартизованными.
Заключенная в круглые скобки часть термина может быть опущена при использовании термина в документах по стандартизации.
Наличие квадратных скобок в терминологической статье означает, что в нее включены два термина, имеющих общие терминоэлементы.
В алфавитных указателях термины приведены отдельно с указанием номера статьи.
Приведенные определения можно при необходимости изменить, вводя в них производные признаки, раскрывая значения используемых в них терминов, указывая объекты, входящие в объем определяемого понятия. Изменения не должны нарушать объем и содержание понятий, определенных в настоящем стандарте.
Стандартизованные термины набраны полужирным шрифтом, их краткие формы, представленные аббревиатурой, - светлым, а синонимы - курсивом.
В стандарте приведены иноязычные эквиваленты стандартизованных терминов на английском (en) и французском (fr) языках.
ГОСТ Р 50779.11-2000
(ИСО 3534-2-93)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ КАЧЕСТВОМ
Термины и определения
Statistical methods. Statistical quality control. Terms and definitions
Дата введения 2001-07-01
1a Область применения
Настоящий стандарт устанавливает термины и определения понятий в области статистических методов управления качеством продукции, процессов и услуг.
Термины, установленные настоящим стандартом, обязательны для применения во всех видах документации и литературы по статистическим методам, входящих в сферу работ по стандартизации и (или) использующих результаты этих работ.
1b Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ Р 50779.10-2000 (ИСО 3534.1-93) Статистические методы. Вероятность и основы статистики. Термины и определения
ГОСТ Р 50779.30-95 Статистические методы. Приемочный контроль качества. Общие требования
ГОСТ Р 50779.72-99 (ИСО 2859-2-85) Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 2. Планы выборочного контроля отдельных партий на основе предельного качества LQ
ИСО 8402-941) Управление качеством и обеспечение качества. Словарь
__________
1) Оригиналы международных стандартов ИСО - во ВНИИКИ Госстандарта России.
1 Общие термины статистики и управления качеством
|
1.1 Процесс и качество |
|
|
Способ действий на любой конкретной стадии производства продукции или при обслуживании. Примечание - Надо различать частный и общий процесс |
en process fr processus |
|
Определенное сочетание оборудования, инструмента, метода производства, одной однородной партии материала, одного рабочего или одной бригады, участвующих в производстве продукции или услуг в течение некоторого времени при данных условиях |
en individual process fr procédé |
|
1.1.1.2 общий процесс Любое сочетание станков, линий или инструментов, методов производства, материалов и рабочих, участвующих в производстве продукции или услуг в течение некоторого времени при данных условиях |
en overall process fr processus global |
|
1.1.2 качество1) Совокупность свойств и признаков продукции или услуги, которые влияют на их способность удовлетворять установленные или предполагаемые потребности |
en quality fr gualité |
|
1.1.3 сорт1) Градация продукции по свойствам или признакам, которая охватывает различные наборы потребностей в продукции или услугах, предназначенных для одного и того же функционального применения |
en grade fr classe |
|
1.1.4 обеспечение качества1) Совокупность планируемых и систематически выполняемых действий, требуемых для создания надлежащей уверенности в том, что продукция, процесс или услуга будет удовлетворять установленным требованиям к качеству |
en quality assurance fr assurance de la qualité |
|
1.1.5 управление качеством1) Методы и виды деятельности оперативного характера, которые используют для выполнения требований к качеству ___________ 1)Данный термин более подробно определен в ИСО 8402. |
en quality control fr maîtrise de la qualite |
|
1.1.6 управление качеством процесса Та часть управления качеством, которая направлена на поддержание показателей качества продукции, процесса или услуги в установленных пределах |
en process quality control fr maîtrise de la qualité dʼun processus |
|
1.1.7 статистическое управление качеством Та часть управления качеством, в которой применяют статистические методы. Примечания 1 Эти методы включают в себя использование частотного распределения, мер центрирования процесса, рассеивания, контрольных карт, выборочного контроля, регрессионного анализа, критериев значимости и т.п. 2 Когда статистическое управление качеством применяют для управления ходом процесса, а не управления качеством поставляемых материалов, то часто применяют термин «статистическое управление процессом» |
en statistical quality control fr maîtrise statistique de la qualité |
|
1.1.8 уровень качества Любой относительный показатель качества, получаемый сравнением наблюдаемых значений с установленными требованиями. Примечание - Обычно это числовое значение, показывающее степень соответствия или несоответствия техническим условиям или целям выборочного контроля. |
en quality level fr niveau de qualité |
|
1.1.9 показатель качества Количественная мера одного или большего числа признаков качества. Примечания 1 Для нормирования одного признака качества могут потребоваться два или более показателей качества. 2 Количественные меры признаков качества могут принимать различные формы, такие как результаты физических или химических измерений, процент продукции, не соответствующей техническим условиям, показатель дефектности и т.п. Меры признаков качества применяют в технических приложениях для представления требуемой аналитической информации, пригодной для целей управления или приемки. Некоторые из них используют для оценки соответствия отдельных объектов требованиям технических условий, в то время как другие - для интерпретации качества через проценты соответствующих или несоответствующих единиц продукции в партии и т.д. |
en quality measure fr measure de la qualité |
|
1.1.10 критерий приемки Критерий для приемки продукции или услуги по отдельному признаку или группе признаков качества, указанных в технических условиях |
en acceptance criteria fr critéres dʼacceptation |
|
1.2 Операции контроля |
|
|
1.2.1 контроль1) Действия, такие как измерение, обследование, испытание и калибровка одного или нескольких показателей продукции или услуги и сравнение с установленными требованиями для определения соответствия _________ 1)Данный термин более подробно определен в ИСО 8402. |
en inspection fr contrôle |
|
1.2.2 контроль процесса Проверка процесса путем обследования показателей самого процесса или признаков качества продукции на подходящих для этого стадиях процесса |
en process inspection fr contrôle de processus |
|
1.2.3 приемочный контроль Контроль для определения того, приемлема ли поставленная или предполагаемая для поставки единица или партия продукции |
en acceptance inspection fr contrôle pour acceptation |
|
1.2.4 контроль последовательных партий Контроль продукции, представляемой серией партий |
en lot-by-lot inspection fr contrôle lot par lot |
|
1.2.5 сплошной контроль Контроль каждой единицы продукции или услуги в отличие от любого вида выборочного контроля [см. разбраковку (1.2.6)] |
en 100 % inspection fr contrôle à 100 % |
|
1.2.6 разбраковка Сплошной контроль материала или единиц продукции с исключением всех обнаруженных несоответствующих единиц или долей продукции. Примечание - Разбраковка может быть применена для удаления несоответствующих единиц из контролируемой или производственной партии продукции, которая не была принята [см. сплошной контроль (1.2.5)] |
en screening inspection fr tri |
|
1.2.7 контроль с разбраковкой Контроль всех единиц продукции или некоторого установленного их числа, в результате которого удаляют или заменяют несоответствующие единицы в партии или совокупности, не принятой при приемочном выборочном контроле |
en rectifying inspection fr contrôle rectificatif |
|
1.2.8 косвенный контроль Приемочный контроль, при котором партию принимают или отклоняют после испытания и перепроверки системы контроля поставщика и изучения полученных результатов, при этом испытания выборок из представленной партии не проводят |
en indirect inspection fr contrôle par délégation |
|
1.3 Термины, относящиеся к генеральной совокупности и выборке |
|
|
1.3.1 (генеральная) совокупность Множество всех рассматриваемых единиц продукции (по 2.3 ГОСТ Р 50779.10). Примечание - Если рассматривают случайную величину, то для определения генеральной совокупности ее значений применяют распределение вероятностей этой случайной величины |
en population fr population |
|
1.3.2 единица [объект] (продукции) То, что может быть рассмотрено и описано индивидуально (по 2.1 ГОСТ Р 50779.10). Примечания 1 Единицей может быть, например: - изделие; - определенное количество материала; - услуга, действие или процесс; - организация или человек; - некоторая их комбинация. 2 В выборках из нештучной продукции единица - это обычно определенное количество продукции, например один пробоотборник порошка, заданные масса или объем материала. Тогда объем партии - это число таких единиц в партии |
en item; entity fr individu; unité |
|
1.3.3 выборочная единица a) Одна из конкретных единиц, на которые разделена генеральная совокупность. b) Количество продукции, материала или услуг, образующее единство и взятое из одного места, в одно время для формирования выборки. Примечания 1 Выборочная единица может содержать более одного изделия, которое может быть подвергнуто испытанию, например пачка сигарет, но при этом получают один результат испытания или наблюдения. 2 Единицей продукции может быть одно изделие, пара или набор изделий, или ею может быть определенное количество материала, такое как отрезок латунного прутка определенной длины, определенный объем краски или заданная масса угля. Она необязательно должна быть такой же, как единица закупки, поставки, производства или отгрузки |
en sampling unit fr unité dʼéchantillonnage |
|
1.3.4 (производственная) партия Определенное количество некоторой товарной продукции или услуг, произведенное в одно время и при условиях, которые можно считать однородными. Примечание - Обстоятельства, при которых условия можно считать однородными, в большинстве случаев нельзя установить. Например, замена используемого материала или инструмента или прерывание процесса производства может привести к разным условиям |
en (production) batch fr lot de production |
|
1.3.5 контролируемая партия Определенное число единиц продукции, материала или услуг, собранных вместе и представленных для испытания. Примечание - Контролируемая партия может состоять из нескольких производственных партий или частей производственных партий |
en (inspection) lot fr lot pour contrôle |
|
1.3.6 объем партии Число единиц продукции в партии |
en lot size fr effectif du lot |
|
Количество некоторой товарной продукции или услуг, представленное в одно время и сопровождаемое одним комплектом документов. Примечание - Поставка может состоять из нескольких контролируемых партий или их частей |
en consignment fr livraison |
|
1.3.8 заказ Некоторое количество продукции, материала или услуги, заказанное в одно время у одного изготовителя. Примечание - Заказ может состоять из одной или нескольких поставок [см. производственная партия (1.3.4) и контролируемая партия (1.3.5)] |
en order fr commande |
|
1.3.9 подгруппа (единиц) Один из наборов единиц продукции или количество материала, полученные разделением большей группы единиц продукции или большего количества материала |
en sub-group (object sense) fr sous-groupe (dans le sens dʼun objet) |
|
1.3.10 подгруппа (измерений) Один из наборов групп наблюдений, полученных разделением большей группы наблюдений |
en sub-group (measurement sense) fr sous-groupe (dans le sens dʼune mesure) |
|
1.3.11 рациональная подгруппа В упорядоченной последовательности одна из подгрупп, внутри которой вариации можно рассматривать как обусловленные только случайными причинами, но между которыми могут быть вариации из-за неслучайных причин, обнаружение которых считают возможным и важным |
en rational sub-group fr sous-groupe rationnel |
|
1.3.12 пробная партия Небольшая партия, получаемая в обычном производственном процессе до первой партии серийного производства для накопления информации и опыта |
en pilot lot fr lot pilote |
|
1.3.13 особая партия Партия, произведенная при особых условиях, состоящих в том, что эта партия не является частью обычной последовательности производства |
en unique lot fr lot unique |
|
1.3.14 отдельная партия Партия, выделенная из последовательности партий, в которой она была произведена или собрана, и не составляющая часть текущей последовательности проверяемых партий |
en isolated lot fr lot isolé |
|
1.3.15 отдельная последовательность партий Серия последовательно произведенных партий, которая не составляет части большей последовательности или непрерывного процесса |
en isolated sequence of lots fr séquence isolée de lots |
|
1.4 Термины технических условий |
|
|
Документ, устанавливающий требования, которым должны удовлетворять продукция, процесс или услуга. __________ 1)Данный термин более подробно определен в ИСО 8402. Примечания 1 На практике желательно, чтобы требования были заданы вместе с предельными значениями показателей в соответствующих единицах физических величин. 2 Требования относятся непосредственно к желаемому показателю или показателям качества, а не к тому, соответствует ли выборка требуемым критериям приемки партии для плана контроля. Партию можно принять, поскольку она соответствует критериям приемки, но некоторые отдельные единицы могут, тем не менее, не соответствовать техническим условиям |
en specification fr spécification |
|
1.4.2 номинальное значение Значение показателя, установленное в конструкторской документации или на чертеже. Примечание - Это может быть целевое значение или размер, от которого допускаются отклонения в пределах установленного поля допуска |
en nominal value fr valeur nominale |
|
1.4.3 предельные значения; пределы поля допуска Установленные значения показателя, дающие верхнюю и (или) нижнюю границы допустимых значений. Примечания 1 Этот термин надо отличать от естественных границ процесса по 3.2.4 и поля допуска по 1.4.5. 2 Предельные значения можно установить на основе естественных границ процесса |
en tolerance limits; limiting values; specification limits fr limites de tolérance; valeurs limites; limites de spécification |
|
1.4.4 допуск Разность между наибольшим и наименьшим предельными значениями |
en tolerance fr tolérance |
|
1.4.5 поле [область] допуска Множество значений показателя между предельными значениями, включая последние |
en tolerance interval; tolerance zone fr intervalle de tolérance |
|
1.5 Результаты испытаний и наблюдений |
|
|
1.5.1 признак (качества) Свойство, которое помогает идентифицировать или различать единицы данной генеральной совокупности. Примечание - Признак может быть количественным или качественным (альтернативным) |
en characteristic fr caractére |
|
1.5.2 метод по альтернативному [качественному] признаку Регистрация наличия или отсутствия некоторого признака у каждой единицы рассматриваемой группы и подсчет числа единиц, обладающих или не обладающих им, или того, сколько таких событий встретилось в единице, группе или области. Примечание - Одним из самых распространенных методов по альтернативному признаку является статистический приемочный контроль по альтернативному признаку процента несоответствующих единиц продукции |
en method of attributes fr méthode des attributs |
|
1.5.3 метод по количественному признаку Измерение и запись числовых значений признака для каждой единицы продукции рассматриваемой группы, предназначенные для сопоставления с некоторой непрерывной шкалой |
en method of variables fr méthode des mesures |
|
1.5.4 испытание Функциональная проверка или обследование одного или нескольких признаков единицы продукции при оказании на нее совокупности воздействий: физических, химических, окружающей среды или условий работы |
en test fr essai |
|
1.5.5 недостаток Отклонение действительного уровня или состояния признака качества от намеченного уровня или состояния вне всякой связи с соответствием требованиям технических условий или потребительским свойствам продукции или услуги. Примечания 1 Само существование установленных пределов поля допуска - это признание того, что отсутствие недостатков каждого признака качества в сущности непрактично с экономической точки зрения и в обычных условиях физически невозможно. Во многих ситуациях отсутствие недостатков нельзя рассматривать иначе, как только некоторую желательную цель. 2 Термин «недостаток» - общая классификация. Каждый вид недостатка обычно можно назвать отдельным словом или словами, например царапина, масса, отсутствие детали. Показателем значимости недостатка может быть измеренное отклонение, соответствие классификатору или некоторой другой шкале. Некоторые недостатки могут быть связаны с подробной классификацией по степени серьезности или измеренной величине, в то время как другие, такие как отсутствие детали, имеют только одно значение «да» или «нет» |
en imperfection fr imperfection |
|
1.5.6 несоответствие1) Невыполнение установленного требования. 1)Данный термин более подробно определен в ИСО 8402. Примечания 1 В некоторых ситуациях установленные требования совпадают с потребительскими требованиями [см. дефект (1.5.8)]. В других ситуациях они могут не совпадать, отличаясь большей или меньшей жесткостью, или точная связь между ними может быть не в полной мере известна или понятна. 2 Несоответствия, как правило, классифицируют по степени важности. Число классов и отнесение к классам должны соответствовать требованиям к качеству для конкретных ситуаций. Обычно класс А включает в себя те важнейшие несоответствия, которые требуют наиболее строгих критериев приемки |
en nonconformity fr non-conformité |
|
1.5.7 несоответствующая единица [несоответствующий объект] Единица [объект] с одним или несколькими несоответствиями |
en nonconforming item; nonconfonning unit fr individu non conforme; unité non conforme |
|
1.5.8 дефект1) Невыполнение предполагаемого потребительского требования. _________ 1)Данный термин более подробно определен в ИСО 8402. Примечания 1 Термин «дефект» применим, когда признак качества продукции, процесса или услуги оценивают с точки зрения использования в отличие от соответствия техническим условиям. 2 Поскольку термин «дефект» имеет определенное значение в законодательстве, им нельзя пользоваться как общим термином |
en defect fr défaut |
|
1.5.9 дефектная единица [дефектный объект] Единица [объект] с одним или несколькими дефектами Примечание - В некоторых случаях ряд недостатков или несоответствий может накапливаться, делая единицу [объект] дефектной |
en defective item; defective unit fr individu défectueux; unité défectueuse |
2 Термины, относящиеся к выборкам и статистическому приемочному контролю |
|
|
2.1 Выборочные методы |
|
|
2.1.1 выборка Одна или несколько выборочных единиц, взятых из генеральной совокупности и предназначенных для получения информации о ней (по 4.2 ГОСТ Р 50779.10) Примечание - Выборка может служить основой для принятия решений о генеральной совокупности или процессе, который ее формирует |
en sample fr échantillon |
|
2.1.2 отбор выборки Процесс извлечения или составления выборки (по 4.4 ГОСТ Р 50779.10) |
en sampling fr échantillonnage |
|
Число выборочных единиц в выборке (по 4.3 ГОСТ Р 50779.10) Примечание - Объем многоступенчатой выборки - это общее число выборочных единиц после последнего этапа отбора |
en sample size fr effectif dʼéchantillon |
|
2.1.4 простая случайная выборка Выборка из n единиц, взятых из генеральной совокупности в N единиц таким образом, чтобы все возможные комбинации из N единиц по n имели одинаковую вероятность быть взятыми (по 4.9 ГОСТ Р 50779.10) |
en simple random sample fr échantillon simple aléatoire |
|
2.1.5 отбор простой случайной выборки Формирование простой случайной выборки, обычно проводимое при выборочном контроле |
en simple random sampling fr échantillonnage simple aléatoire |
|
2.1.6 локальная выборка Выборка установленного числа или объема, взятая в указанном месте материала или в указанных месте и времени в потоке и считающаяся представительной |
en spot sample fr échantillon localisé |
|
2.1.7 систематический отбор выборки Отбор выборки каким-либо систематическим методом (по 4.14 ГОСТ Р 50779.10). Примечания 1 Наиболее часто употребляемая форма систематического отбора выборки - периодический систематический отбор выборки, определенный по 4.16 ГОСТ Р 50779.10. 2 Отбор выборки для сыпучих (или жидких) материалов осуществляют взятием единиц через фиксированные расстояние или интервалы времени |
en systematic sampling fr échantillonnage systématique |
|
2.1.8 период отбора выборки Интервал времени, в конце которого отбирают выборку при систематическом отборе выборки (по 4.17 ГОСТ Р 50779.10) |
en sampling interval fr intervalle dʼéchantillonnage |
|
2.1.9 отбор проб Отбор из нештучной продукции в партиях, где выборочные единицы изначально трудноразличимы (по 4.27 ГОСТ Р 50779.10) |
en bulk sampling fr échantillonnage de produit en vrac |
|
2.2 Выборочный контроль |
|
|
2.2.1 выборочный контроль Проверка продукции или услуги с использованием выборок (в отличие от сплошного контроля) |
en sampling inspection fr contrôle par échantillonnage |
|
2.2.2 доля несоответствующих единиц (продукции) а) В выборке: число несоответствующих единиц продукции в выборке, деленное на полное число проконтролированных единиц продукции. b) В генеральной совокупности или партии: число несоответствующих единиц продукции в генеральной совокупности или партии, деленное на полное число единиц продукции в генеральной совокупности или партии. Примечания 1 Определение термина «доля дефектных единиц продукции» аналогичное. 2 Доля несоответствующих единиц продукции может быть применена как к выборкам, так и для оценки аналогичной доли в генеральной совокупности или партии. 3 Дополнительным термином служит «доля соответствующих единиц продукции» |
en proportion of nonconforming items fr proportion dʼindividus non conformes |
|
2.2.3 процент несоответствующих единиц (продукции) Доля несоответствующих единиц продукции, умноженная на сто. Примечания 1 Определение термина «процент дефектных единиц продукции» аналогичное. 2 Дополнительным термином служит «процент соответствующих единиц продукции» |
en percentage of nonconforming items fr pourcentage dʼindividus non conformes |
|
2.2.4 число несоответствий на единицу (продукции) Число несоответствий на единицу продукции равно общему числу несоответствий, деленному на число единиц продукции для любого данного количества продукции. Примечание - Определение термина «число дефектов на единицу продукции» аналогичное |
en nonconformities per item fr non-conformités par individu |
|
2.2.5 число несоответствий на сто единиц (продукции) Число несоответствий на единицу продукции, умноженное на сто |
en nonconformities per hundred items fr non-conformités pour cent individus |
|
2.3 Статистический приемочный контроль |
|
|
2.3.1 статистический приемочный контроль Выборочный контроль, после проведения которого принимают решение о приемке или отклонении партии (или другой совокупности продукции, материала или услуги) на основании результатов контроля выборки или выборок, отобранных из этой партии. Примечания 1 Часто альтернативой термину «приемка» для целей определения служит термин «отклонение». Однако на практике альтернативное действие приемке может иметь и другие формы, чем прямое отклонение. 2 При отборе выборок из последовательных партий приемка и отклонение связаны с отдельными партиями. При непрерывном контроле приемка и отклонение связаны с отдельными единицами продукции или их последовательными сериями в зависимости от принятой процедуры [см. примечания к термину «отклонение» (2.3.9)] |
en acceptance sampling fr échantillonnage pour acceptation |
|
2.3.2 процедура (выборочного) контроля Пооперационные требования и (или) инструкции, связанные с реализацией конкретного плана выборочного контроля, т.е. запланированный метод отбора, извлечения и подготовки выборки (выборок) из партии для получения информации о признаке (признаках) в партии |
en sampling procedure fr procedure dʼéchantillonnage |
|
2.3.3 план (выборочного) контроля Определенный план, который устанавливает объем(ы) выборок, необходимые для использования, и соответствующие критерии приемки партии. Примечания 1 Критерием может быть, например, то, что число несоответствующих единиц продукции не должно превышать приемочное число. 2 План выборочного контроля не содержит правил отбора |
en sampling plan fr plan dʼéchantillonnage |
|
2.3.4 схема (выборочного) контроля Сочетание планов выборочного контроля и правил для перехода от одного плана к другому. Примечание - Некоторые схемы выборочного контроля содержат правила переключения для автоматического перехода к усиленным или ослабленным планам контроля или сплошному контролю |
en sampling scheme fr programme dʼéchantillonnage |
|
2.3.5 система (выборочного) контроля Совокупность схем выборочного контроля, каждая из которых имеет собственные правила для переключения вместе с критериями, по которым можно выбрать надлежащие схемы |
en sampling system fr système dʼéchantillonnage |
|
2.3.6 контроль при первом предъявлении Первичный контроль партии в отличие от контроля партии, которая была предъявлена повторно после отклонения. Примечание - На практике, когда партия не принята, изготовителю может быть разрешено повторно предъявить ее после того, как она будет модифицирована для улучшения качества (разбраковка, ремонт и т.д.) |
en original inspection fr contrôle en première présentation |
|
2.3.7 повторно предъявленная партия Партия, которая ранее была не принята и которая предъявлена вновь на приемочный контроль после того, как она была подвергнута перепроверке, сортировке, переработке |
en re-submitted lot fr lot présenté à nouveau |
|
2.3.8 приемка Заключение о том, что совокупность, партия или некоторое количество продукции или услуги соответствуют критериям приемки |
en acceptance fr acceptation |
|
2.3.9 отклонение Заключение о том, что совокупность, партия или какое-то количество продукции или услуги не соответствуют критериям приемки. Примечания 1 При отгрузке продукции термин «отклонение» означает в более мягком смысле неприемку партии по условиям контракта, например партию можно отнести к другому классу, для нее можно снизить цену. Обычно указывают решение о размещении отклоненной партии, например возврат поставщику. 2 В том случае, если отклонение не было квалифицировано как окончательное, можно повторно предъявить партию на контроль после корректирующих действий |
en rejection fr rejet |
|
2.3.10 приемочное число Наибольшее число несоответствий или несоответствующих единиц в выборке в плане выборочного контроля по альтернативному признаку, при котором допускается приемка партии |
en acceptance number fr critére dʼacceptation |
|
2.3.11 браковочное число Наименьшее число несоответствий или несоответствующих единиц в выборке в плане выборочного контроля по альтернативному признаку, при котором партия должна быть отклонена |
en rejection number fr critére de rejet |
|
2.3.12 контрольный норматив Постоянная, зависящая от установленного значения приемлемого уровня качества и объема выборки, используемая в критерии приемки партии, когда выборочный контроль осуществляют по количественному признаку |
en acceptability constant fr constante dʼacceptabilité |
|
2.3.13 длина стадии Требуемое число последовательно проконтролированных единиц при непрерывном выборочном контроле, которые должны быть приняты при сплошном контроле, прежде чем будет проведен ослабленный контроль |
en clearance number fr critére de passage en contrôle par échantillonnage |
|
2.3.14 приемочное значение Предельное значение выборочного среднего арифметического, которое позволяет выполнить контрольный норматив при статистическом приемочном контроле по количественному признаку |
en acceptance value fr valeur dʼacceptation |
|
2.4 Виды выборочного контроля |
|
|
2.4.1 одноступенчатый (выборочный) контроль Выборочный контроль, при котором решение о приемке или отклонении партии в соответствии с определенными правилами принимают на основе результатов контроля, получаемых из одной выборки заранее определенного объема n |
en single sampling inspection fr contrôle par échantillonnage simple |
|
2.4.2 двухступенчатый (выборочный) контроль Выборочный контроль, при котором после контроля первой выборки объема n1 принимают решение о приемке, отклонении партии или отборе второй выборки объема n2 для принятия решения о приемке или отклонении в соответствии с определенными правилами |
en double sampling inspection fr contrôle par échantillonnage double |
|
2.4.3 многоступенчатый (выборочный) контроль Выборочный контроль, при котором после контроля каждой выборки принимают решение в соответствии с определенными правилами о приемке, отклонении партии или отборе следующей выборки, причем правила принятия решения основаны на накопленных данных всех выборок партии. Примечание - Для большинства многоступенчатых планов выборочного контроля наибольшее число выборок, которые можно отобрать, ограничено, причем при достижении этой границы решение о приемке или отклонении надо принимать обязательно |
en multiple sampling inspection fr contrôle par échantillonnage multiple |
|
2.4.4 последовательный (выборочный) контроль Выборочный контроль, при котором в соответствии с определенными правилами после контроля каждой единицы принимают основанное на накопленных данных всех проконтролированных единиц из партии решение о приемке, отклонении партии или контроле следующей единицы. Примечание - Полное число единиц, которые должны быть проконтролированы, не устанавливают, но максимальное число часто выбирают на основании предыдущего опыта |
en sequential sampling inspection fr contrôle par échantillonnage progressif |
|
2.4.5 непрерывный (выборочный) контроль Выборочный контроль, предназначенный для проверки непрерывного потока отдельных единиц продукции, который: a) предусматривает приемку или отклонение на основании результатов последовательного контроля отдельных единиц; b) использует чередующие друг друга периоды сплошного и выборочного контроля в зависимости от наблюдаемого качества продукции |
en continuous sampling inspection fr contrôle par échantillonnage continu |
|
2.4.6 одностадийный непрерывный (выборочный) контроль Непрерывный выборочный контроль последовательно изготовляемых единиц, при котором контроль с фиксированной частотой отбора чередуют со сплошным контролем в зависимости от наблюдаемого качества продукции |
en single-level continuous sampling inspection fr contrôle par échantillonnage continu à un seul degré |
|
2.4.7 многостадийный непрерывный (выборочный) контроль Непрерывный выборочный контроль последовательно изготовляемых единиц, при котором контроль с двумя или несколькими частотами отбора чередуют со сплошным контролем в зависимости от наблюдаемого качества продукции |
en multi-level continuous sampling inspection fr contrôle par échantillonnage continu à degrés multiples |
|
2.4.8 серийный (выборочный) контроль Выборочный контроль, при котором критерии для принятия решений по текущей партии зависят от результатов выборочного контроля этой партии и определенного числа предыдущих партий, непосредственно следующих одна за другой |
en chain sampling inspection fr contrôle par échantillonnage en chaîne |
|
2.4.9 (выборочный) контроль с пропуском партий Выборочный контроль, при котором некоторые партии из последовательности партий принимают без контроля, если результаты выборочного контроля для заданного числа непосредственно предшествующих партий соответствуют установленным критериям |
en skip-lot sampling inspection fr contrôle par échantillonnage successif partiel |
|
2.4.10 инспекционный (выборочный) контроль Выборочный контроль, предназначенный для проверки того, находятся ли процедуры выборочного контроля изготовителя в соответствии с заявленной им схемой выборочного контроля. Примечание - Этот вид выборочного контроля часто называют проверкой процедур выборочного контроля изготовителя |
en verification sampling inspection fr contrôle par échantillonnage de vérification |
|
2.5 Изменения в схемах и системах выборочного контроля |
|
|
2.5.1 уровень контроля Показатель, относящийся к объему контроля в схеме выборочного контроля, выбираемый заранее и связывающий объем выборок с объемом партии. Примечания 1 Можно выбрать пониженный (повышенный) уровень, если предыдущий опыт показывает, что желательна менее (более) крутая кривая оперативной характеристики. 2 Надо отличать этот термин от термина «жесткость контроля», который касается правил переключения, действующих автоматически |
en inspection level fr niveau de contrôle |
|
2.5.2 жесткость контроля Степень различия в схеме выборочного контроля для перехода от нормального к ослабленному или усиленному контролю, если качество представленной продукции или услуги улучшается или ухудшается. Примечание - Этот термин надо отличать от термина «уровень контроля», который не зависит от правил переключения |
en severity of sampling fr sévérité de lʼéchantillonnage |
|
2.5.3 правила переключения Инструкции в схеме выборочного контроля для перехода от одного плана контроля к другому с большей или меньшей жесткостью, например к нормальному, ослабленному или усиленному контролю или его приостановке на основании истории качества предыдущих партий |
en switching rules fr règles de modification du contrôle |
|
2.5.4 нормальный контроль Выборочный контроль, который осуществляют, когда нет оснований считать, что действительный уровень качества производства отличается от приемлемого уровня |
en normal inspection fr contrôle normal |
|
2.5.5 усиленный контроль Выборочный контроль, более жесткий, чем нормальный, к которому переходят от последнего, если результаты контроля заданного числа последовательных партий показывают, что уровень качества хуже, чем установленный |
en tightened inspection fr contrôle renforcé |
|
2.5.6 ослабленный контроль Выборочный контроль, менее жесткий, чем нормальный, к которому переходят от последнего, если результаты контроля заданного числа последовательных партий показывают, что уровень качества лучше, чем установленный |
en reduced inspection fr contrôle réduit |
|
2.5.7 усеченный контроль Выборочный контроль, который предусматривает его остановку, когда собирают достаточно данных для принятия решения |
en curtailed inspection fr contrôle tronqué |
|
2.6 Параметры кривой оперативной характеристики |
|
|
2.6.1 кривая оперативной характеристики (для плана выборочного контроля) a) Тип A: кривая, показывающая для данного плана выборочного контроля вероятность выполнения критерия приемки в зависимости от уровня ее качества. b) Тип B: кривая, показывающая для данного плана выборочного контроля вероятность приемки партии в зависимости от уровня качества процесса, из которого поступают партии; а также применительно к некоторым типам планов контроля кривая, показывающая процент партий или единиц продукции, для которых ожидается их приемка в зависимости от уровня качества процесса. c) Тип C: кривая, показывающая для непрерывного плана выборочного контроля процент продукции, принятой в течение стадии выборочного контроля в зависимости от уровня качества процесса |
en operating characteristic curve; OC curve fr courbe dʼefficacité |
|
2.6.2 вероятность приемки (партии) При использовании данного плана выборочного контроля вероятность того, что партия будет принята, если партия или процесс имеет требуемый уровень качества (рисунки 1 и 2) |
en probability of acceptance fr probabilité dʼacceptation |
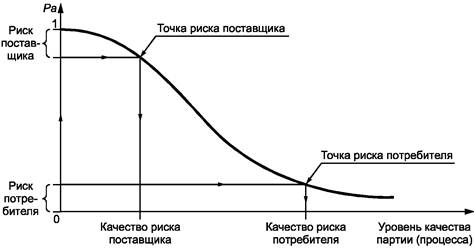
Pa - вероятность приемки партии
Рисунок 1 - Кривая оперативной характеристики для качества риска потребителя и риска поставщика
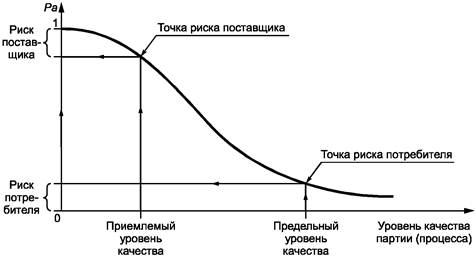
Pa - вероятность приемки партии
Рисунок 2 - Кривая оперативной характеристики для приемлемого и предельного уровней качества
|
2.6.3 вероятность отклонения (партии) При использовании данного плана выборочного контроля вероятность того, что партия будет отклонена, если партия или процесс имеет определенный уровень качества |
en probability of rejection fr probabilité de rejet |
|
2.6.4 риск потребителя При данном плане выборочного контроля вероятность приемки партии или процесса, когда их уровень качества имеет значение, признаваемое по плану неудовлетворительным, например значение предельного уровня качества (рисунки 1 и 2) |
en consumer`s risk fr risque du client |
|
2.6.5 точка риска потребителя Точка на кривой оперативной характеристики, соответствующая заранее определенной и обычно малой вероятности приемки (рисунки 1 и 2). Примечания 1 Эту вероятность приемки называют риском потребителя, и соответствующее качество партии, определяемое точкой риска потребителя, называют качеством риска потребителя. 2 Необходимо указывать тип оперативной характеристики |
en consumer`s risk point fr point du risque du client |
|
2.6.6 качество риска потребителя Уровень качества партии или процесса, который соответствует заданному риску потребителя для установленного плана выборочного контроля (рисунок 1). Примечания 1 Необходимо указывать тип оперативной характеристики. 2 Особый случай термина «качество риска потребителя» представляет собой термин «предельный уровень качества», когда оперативная характеристика - это кривая типа В |
en consumer`s risk quality fr qualité du risque du client |
|
2.6.7 риск поставщика [изготовителя] Для данного плана выборочного контроля вероятность отклонения партии, когда уровень качества партии или процесса имеет значение, признаваемое по плану приемлемым, например значение приемлемого уровня качества (рисунки 1 и 2) |
en producer`s risk fr risque du fournisseur |
|
2.6.8 точка риска поставщика [изготовителя] Точка на оперативной характеристике, соответствующая риску поставщика [изготовителя] (рисунки 1 и 2). Примечание - Необходимо указывать тип оперативной характеристики |
en producer`s risk point fr point du risque du fournisseur |
|
2.6.9 качество риска поставщика [изготовителя] Уровень качества партии или процесса, который соответствует заданному риску поставщика [изготовителя] для установленного плана выборочного контроля (рисунок 1). Примечания 1 Необходимо указывать тип оперативной характеристики. 2 Особый случай термина «качество риска поставщика» представляет собой термин «приемлемый уровень качества», когда оперативная характеристика - это кривая типа В |
en producer`s risk quality fr qualité du risque du foumisseur |
|
2.6.10 наклон кривой оперативной характеристики Наклон линии, соединяющей точки риска изготовителя и потребителя на кривой оперативной характеристики плана выборочного контроля. Примечание - Чем ближе наклон линии к вертикали, тем больше разрешающая способность плана выборочного контроля |
en slope of the ОС curve fr pente de la courbe dʼefficacité |
|
Отношение качества риска потребителя к качеству риска поставщика |
en discrimination ratio fr rapport de discrimination |
|
2.6.12 зона безразличия Область, содержащая уровни качества между приемлемым уровнем качества и предельным уровнем качества |
en indifference zone fr zone dʼindifférence |
|
2.6.13 точка безразличия Точка на кривой оперативной характеристики, соответствующая вероятностям приемки и отклонения, равным 0,5 |
en indifference point; point of control fr point dʼindifférence |
|
2.6.14 безразличный уровень качества Уровень качества, который для установленного плана выборочного контроля соответствует вероятности приемки 0,5, когда рассматривают непрерывную последовательность партий |
en indifference quality level fr niveau de qualité indifférent |
|
2.7 Показатели качества |
|
|
2.7.1 приемлемый уровень качества Уровень качества, который для целей выборочного контроля служит границей удовлетворительного среднего уровня качества процесса при рассмотрении непрерывной последовательности партий (рисунок 2). Примечание - Выбранное значение приемлемого уровня качества обычно зависит от физических и экономических ограничений, таких как естественные границы процесса, определяющие допуск, который можно установить для различных технических характеристик, и затраты на контроль, уравновешенные с затратами на ремонт при отказе в эксплуатации |
en acceptable quality level fr niveau de qualité acceptable |
|
2.7.2 предельный уровень качества Уровень качества, который для целей выборочного контроля служит границей неудовлетворительного среднего уровня качества процесса при рассмотрении непрерывной последовательности партий (рисунок 2) |
en limiting quality level fr niveau de qualité limite |
|
2.7.3 предельное качество Уровень качества, при котором для целей выборочного контроля вероятность приемки мала при рассмотрении отдельной партии. Примечания 1 Для конкретной выборочной системы, например по ГОСТ Р 50779.72, вероятность приемки будет находиться в определенном диапазоне. 2 Предельное качество - неудовлетворительный термин, но его широко применяют. Более удовлетворительным для этого понятия был бы термин «предельный уровень качества для отдельной партии» |
en limiting quality fr qualité limite |
|
2.7.4 среднее выходное качество Ожидаемый средний уровень качества выходящей продукции после контроля при данном значении входного уровня качества. Примечания 1 На практике могут быть использованы различные определения среднего выходного качества в зависимости от того, заменяют ли при сплошном контроле несоответствующие единицы в непринятых партиях соответствующими. 2 Если не установлено иного, среднее выходное качество вычисляют по всем принятым партиям плюс все непринятые партии после сплошного контроля и замены несоответствующих единиц соответствующими. 3 Часто используют приближение (среднее выходное качество) = (качество процесса перед контролем) × (вероятность приемки) |
en average outgoing quality fr qualité moyenne aprés contrôle |
|
2.7.5 предел среднего выходного качества Максимальное значение среднего выходного качества среди всех возможных значений уровня качества выходящей продукции для заданного плана выборочного контроля и устранения несоответствий во всех непринятых партиях |
en average outgoing quality limit fr limite de qualité moyenne aprés contrôle |
|
Число единиц в выборке, контролируемое в среднем на партию при принятии решений о приемке при отклонении при использовании данного плана выборочного контроля. Примечание - Средний объем выборки зависит от фактического уровня качества предъявленных партий |
en average sample number fr effectif moyen contrôle |
|
Ожидаемое число единиц из партии, которое будет проконтролировано, чтобы принять решение для определенного среднего уровня качества партии при данной схеме выборочного контроля. Примечание - Это значение будет средним по правилам переключения для данной схемы контроля в отличие от среднего объема выборки. Оно не включает в себя контроль всех единиц в непринятых партиях, как того требует средний общий объем контроля |
en average amount of inspection fr quantité moyenne contrôlée prévisible |
|
2.7.8 средний общий объем контроля Число проконтролированных единиц продукции в среднем на партию, включая контроль всех единиц в отклоненных партиях. Примечание - Этот термин применим, когда процедура требует сплошного контроля отклоненных партий |
en average total amount of inspection fr moyenne totale contrôle |
|
2.8 Предельные характеристики процессов |
|
|
2.8.1 максимальный размах средних Наибольший размах средних в выборках при контроле по количественному признаку для двух предельных значений, при котором возможна приемка партии |
en maximum average range fr étendue moyenne maximale |
|
2.8.2 максимальное стандартное отклонение процесса Наибольшее стандартное отклонение процесса при контроле по количественному признаку для двух предельных значений, при котором можно достичь качества, равного приемлемому уровню качества |
en maximum process standard deviation fr écart-type maximal du processus |
|
2.8.3 максимальное стандартное отклонение выборки Наибольшее стандартное отклонение процесса при контроле по количественному признаку для двух предельных значений, при котором возможна приемка партии |
en maximum sample standard deviation fr écart-type maximal dʼéchantillon |
3 Термины, относящиеся к показателям процессов |
|
|
3.1 Общие показатели процессов |
|
|
3.1.1 уровень процесса Значение показателя на установленной стадии процесса, частично или полностью определяющее уровень качества процесса. Примечание - Для многих процессов это процент или доля несоответствующих единиц продукции [см. уровень качества (1.1.8)] |
en process level fr niveau du processus |
|
3.1.2 среднее процесса Уровень процесса, усредненный по определенному интервалу времени или количеству продукции |
en process average fr moyenne dʼun processus |
|
3.1.3 вариация внутри партии Разброс результатов наблюдений или испытаний, полученный в партии. Примечание - Вариацию внутри партии можно оценить по единственной партии или по совокупности оценок для нескольких партий |
en within-lot (or within-batch) variation fr variance intra-lot |
|
3.1.4 вариация между партиями Разброс средних результатов наблюдений или испытаний среди нескольких партий. Примечание - Вариация между партиями содержит составляющую вариации внутри партии, которую можно уменьшить, увеличивая объем выборки из партии |
en between-lot (or between-batch) variation fr variance inter-lots |
|
3.1.5 состояние статистической управляемости Состояние, в котором вариации среди полученных выборочных результатов можно отнести к системе случайных причин, которая не изменяется со временем. Примечание - Такая система случайных причин в общем случае ведет себя так, что результаты являются простой случайной выборкой из одной генеральной совокупности |
en state of statistical control fr état de maîtrise statistique |
|
3.1.6 стабильный процесс Процесс, каждый показатель качества которого находится в состоянии статистической управляемости. Примечания 1 Статистическое управление обычно связано с применением контрольных карт. 2 Показателем качества процесса может быть, например, среднее, дисперсия или доля несоответствующих единиц продукции, или среднее число несоответствующих единиц продукции или услуги |
en process in control fr processus maîtrisé |
|
3.1.7 систематические вариации Неслучайные изменения в процессе, стабильном в других отношениях, например через регулярные интервалы времени |
en systematic variations fr écarts systématiques |
|
3.1.8 неслучайная причина Фактор, обычно систематический, который можно обнаружить и идентифицировать как влияющий на изменение в показателе или уровне процесса. Примечания 1 Неслучайные причины иногда называют особыми причинами вариаций. 2 Многие причины незначительных вариаций тоже неслучайны, но их, видимо, неэкономично учитывать или контролировать и стоит рассматривать как случайные причины |
en assignable cause fr cause systématique |
|
3.1.9 случайные причины Факторы, каждый из которых играет относительно малую роль, но создает вариацию, которую нельзя идентифицировать. Примечание - Случайные причины иногда называют обычными причинами вариации |
en chance causes fr causes aléatiroes |
|
3.2 Показатели возможностей процессов |
|
|
3.2.1 собственная изменчивость (процесса) Изменчивость, свойственная процессу или его продукции, когда он функционирует в состоянии статистической управляемости. Примечания 1 Собственная изменчивость частного процесса (один станок или производственная линия, одна бригада рабочих и одна поставка материала) обычно меньше, чем общего процесса (много станков или линий, бригад и партий материала). Расхождение между этими двумя случаями может быть вызвано рядом причин, которые можно обнаружить, но которые нецелесообразно строго контролировать в повседневной работе. 2 Если для отражения собственной изменчивости процесса используют стандартное отклонение, его, как правило, обозначают σ1 |
en inherent process variability fr variabilité intrinséque du processus |
|
3.2.2 полная изменчивость (процесса) Собственная изменчивость процесса плюс вариации из-за влияния меняющихся факторов. Примечания 1 Факторы могут быть такие, например, как ошибки оператора, неправильные регулировки оборудования или износ, применение несоответствующих материалов, систематическая погрешность или другие неслучайные причины. 2 Могут быть использованы разные показатели для отражения полной изменчивости, например стандартное отклонение, которое иногда обозначают σT |
en total process variability fr variabilité totale du processus |
|
3.2.3 возможности процесса Статистический показатель собственной изменчивости процесса для данного признака продукции Примечания 1 К настоящему времени статистические показатели возможностей процесса не имеют консенсуса. Один из показателей, учитывающий отклонения среднего процесса от его целевого значения, который часто применяют, называют индексом возможностей процесса. Если U, L - наибольшее и наименьшее предельные значения признака качества, то Cpk = Cp (1 - k), где Av - среднее процесса по любому определенному интервалу времени; T - целевое значение; Cp, Cpk - индексы возможностей процесса (см. 3.2.6). Cpk убывает от максимального значения, равного значению Cp (индекс возможностей процесса), когда среднее процесса находится на целевом значении, до нуля, когда среднее процесса находится на одном из предельных значений. 2 Обычная интерпретация всех этих показателей основана на нормальном распределении. 3 Показатели возможностей процесса могут быть определены как: a) стандартное отклонение (σ) или размах, или кратное им значение, основанное на собственной изменчивости; b) комбинация составляющей, обусловленной собственной изменчивостью, и составляющей, обусловленной неслучайными причинами; c) комбинация кратного стандартного отклонения для собственной изменчивости, основанного на конкретном процессе (которое можно обозначить σ), плюс приемлемый малый интервал для сдвигов из-за неслучайных причин. 4 Когда применяют термин «возможности процесса», важно определять, какой показатель изменчивости используют (в подходящих случаях можно применять σI или σT) |
en process capability fr aptitude du processus |
|
3.2.4 естественные границы процесса Границы для показателя, которые содержат установленную долю генеральной совокупности. Примечания 1 Если установлены границы ±3 σ вокруг среднего процесса, при нормальном распределении они будут содержать 99,7 % произведенных единиц продукции для процесса, находящегося в состоянии статистической управляемости. Другие границы при нормальном распределении можно задать с помощью таблиц функции распределения. Для других распределений границы, которые будут содержать установленный процент произведенных единиц, можно определять другими методами. 2 Во многих случаях несколько станков, изготовляющих одну и ту же продукцию, можно объединить в один процесс. Естественные границы процесса должны тогда содержать как естественные границы процесса для одиночного станка, так и некоторый показатель различия между средними для станков. В этих обстоятельствах не всегда можно надежно оценить процент произведенных единиц, которые попадут в границы. 3 Естественные границы процесса - это не просто размерные допуски, указанные на чертеже; их по большей части применяют, чтобы сравнить естественные возможности процесса с пределами поля допуска |
en natural process limits fr limites naturelles du processus |
|
3.2.5 размах процесса Разность между верхним и нижним естественными границами процесса |
en process interval fr intervalle du processus |
|
3.2.6 индекс возможностей процесса (PCI) Значение допуска, установленного для признака, деленное на меру возможностей процесса. Примечания 1 Когда возможности процесса определены как 6σ, то индекс возможностей PCI6σ = (U - L)/6σ, где U и L - соответственно наибольшее и наименьшее предельные значения. Индекс PCI6σ иногда обозначают Cp, но во избежание путаницы лучше ограничить применение Cp без уточнения индекса случаем, когда при определении Cp используют 6σ. Аналогично PCI6σ = (U - L)/σ. 2 Когда применяют термин «возможности процесса», важно определить, какую именно меру используют. 3 Индекс возможностей PCI часто применяют для классификации процессов в зависимости от степени соответствия установленным допускам: a) низкая относительная возможность процесса: PCIσ < 6 или PCI6σ < 1 (трудно обеспечить допуск); b) средняя относительная возможность процесса: 6 < PCIσ < 8 или 1 < PCI6σ < 1,33; c) высокая относительная возможность процесса: PCIσ > 8 или PCI6σ > 1,33 (нетрудно обеспечить допуск). Во избежание путаницы, когда нет других ограничений, лучше применять данную классификацию для σT или 6σT |
en process capability index fr indice dʼaptitude du processus |
|
3.2.7 коэффициент точности процесса Значение возможностей процесса для данного признака, деленное на установленный допуск. Примечания 1 Когда применяют термин «коэффициент точности процесса», важно определить, какая мера возможностей процесса используется (σ или 6σ). 2 Коэффициент точности процесса есть величина, обратная индексу возможностей процесса |
en process capability fraction fr proportion dʼaptitude du processus |
|
3.3 Контрольные карты |
|
|
3.3.1 контрольная карта Карта с верхней и нижней контрольными границами, на которую наносят значения некоторого статистического показателя для последовательности выборок или подгрупп во времени или по номерам выборок; она обычно содержит центральную линию, позволяющую выявить тенденции смещения наносимых точек к одной из контрольных границ. Примечание - На некоторых контрольных картах контрольные границы основаны на внутривыборочных или внутригрупповых данных, нанесенных на них, на других - на установленных стандартами или иных значениях статистических показателей, относящихся к наносимым на карту данным |
en control chart fr carte de contrôle |
|
3.3.2 приемка (с использованием контрольной карты) Решение о том, что процесс действует удовлетворительным образом с точки зрения нанесенных на контрольную карту статистических показателей |
en acceptance (control chart usage) fr acceptation (usage dʼune carte de contrôle) |
|
3.3.3 контрольная карта Шухарта Контрольная карта, показывающая, находится ли процесс в состоянии статистической управляемости. Примечание - Это может быть карта, использующая альтернативный признак (например, p-карта), или карта, использующая количественный признак (например, среднее арифметическое и размах) для оценки процесса |
en Shewhart control chart fr carte de contrôle de Shewhart |
|
3.3.4 (контрольная) карта средних арифметических; X-карта Контрольная карта, предназначенная для оценки различий подгрупп на основе средних в подгруппах |
en average chart; fr carte des moyennes; carte |
|
3.3.5 (контрольная) карта числа несоответствий; c-карта Контрольная карта, предназначенная для оценки процесса подсчетом числа несоответствий по данной группе несоответствий на основе выборки |
en count chart; c chart fr carte par compte; carte c |
|
3.3.6 (контрольная) карта числа несоответствий на единицу; u-карта Контрольная карта, предназначенная для оценки процесса подсчетом среднего числа несоответствий на единицу по данной группе несоответствий на основе выборки |
en count per unit chart fr carte de comptage par unité |
|
3.3.7 (контрольная) карта долей; p-карта Контрольная карта для оценки процесса по долям единиц, в которых возникло несоответствие по данной группе несоответствий, от общего числа единиц в выборках |
en proportion chart; fraction chart fr carte de proportion; carte de fraction |
|
3.3.8 (контрольная) карта процентов Контрольная карта для оценки процесса по процентам единиц, в которых возникло несоответствие по данной группе несоответствий, от общего числа единиц в выборке |
en percent chart fr carte de pourcentages |
|
3.3.9 (контрольная) карта индивидуальных значений; X-карта Контрольная карта для оценки уровня процесса по индивидуальным наблюдениям в выборке |
en individual observations chart fr carte dʼobservations individuelles |
|
3.3.10 (контрольная) карта числа несоответствующих единиц; np-карта Контрольная карта для оценки процесса по общему числу единиц в выборке, в которых возникло несоответствие по данной группе несоответствий |
en number of nonconforming items chart fr carte du nombre dʼindividus non conformes |
|
3.3.11 (контрольная) карта баллов качества; Q-карта Контрольная карта для оценки процесса по баллам качества продукции. Примечание - Если оценку процесса проводят по взвешенной сумме несоответствий, относящихся к различным группам, карту баллов качества называют картой взвешенного качества |
en quality score chart fr carte de score |
|
3.3.12 (контрольная) карта кумулятивных сумм; КУСУМ-карта Контрольная карта, на которую наносят значения накопленной суммы отклонений статистик последовательных выборок от целевого значения. Когда в процессе произошло изменение, сумму обнуляют. Ордината каждой нанесенной точки представляет собой алгебраическую сумму предыдущей ординаты и самого последнего отклонения от целевого значения. Примечание - КУСУМ-карты в общем интерпретируют с помощью накладываемых на них масок (шаблонов), причем сигнал возникает в том случае, когда линия кумулятивной суммы пересекает границу маски или касается ее |
en cumulative sum chart fr carte à somme cumulée |
|
3.3.13 (контрольная) карта размахов; R-карта Контрольная карта для оценки изменчивости процесса по размахам в подгруппах |
en range chart fr carte dʼétendue |
|
3.3.14 (контрольная) карта стандартных отклонений; s-карта Контрольная карта для оценки изменчивости процесса по выборочным стандартным отклонениям в подгруппах |
en sample standard deviation chart fr carte de 1ʼécart-type de 1ʼéchantillon |
|
3.3.15 средняя длина серии a) Для выборки: среднее число выборок и оценок процесса до обнаружения сигнала о сдвиге в уровне процесса. b) Для единиц продукции: среднее число единиц, которые будут произведены до обнаружения сигнала о сдвиге в уровне процесса. Примечание - Для процесса, находящегося на требуемом уровне, желательно большое значение средней длины серии, чтобы уменьшить число ненужных исследований или корректирующих воздействий. Для процесса, смещенного на некоторый нежелательный уровень, требуется малое значение средней длины серии, чтобы ускорить появление требования корректирующих воздействий. Кривые средней длины серии используют для описания относительной скорости обнаружения сдвигов в уровне процесса при различных системах контрольных карт |
en average run length fr longueur moyenne dʼune suite |
|
3.3.16 приемочная (контрольная) карта Графический способ оценки процесса, преследующий две цели: a) можно ли ожидать, что требования к измеряемому показателю продукции или услуги будут удовлетворены; b) находится ли процесс в состоянии статистической управляемости по изменчивости внутри выборок или подгрупп. Примечания 1 Для количественных данных это требует построения карты для средних арифметических и карты для размахов или стандартных отклонений. 2 Ценность приемочной контрольной карты заключается в том, что обычно процесс необязательно должен оставаться в устойчивом состоянии вблизи некоторого единственного стандартного уровня процесса, но, поскольку изменчивость внутри подгруппы стабильна, он может протекать на любом уровне внутри приемлемой зоны уровней процесса с точки зрения требований к процессу. Некоторые неслучайные причины могут создавать сдвиги в уровне процесса, которые малы по сравнению с установленными требованиями, и было бы неэкономично принимать их во внимание. Сужение зоны около цели обычно включает в себя ряд проблем и действий, начиная с нестабильности процесса внутри подгрупп |
en acceptance control chart fr carte de contrôle pour acceptation |
|
3.3.17 адаптивная (контрольная) карта Контрольная карта, которая использует прогнозные модели процессов для оценки будущего хода процесса, если не проводят никаких изменений, и для количественного определения изменения, которое надо выполнить, чтобы удержать отклонения процесса в приемлемых границах |
en adaptive control chart fr carte de contrôle adaptable |
|
3.3.18 (контрольная) карта скользящих средних Контрольная карта для оценки уровня процесса по средним арифметическим последних n наблюдений, в которых новое наблюдение заменяет старейшее из n + 1 последних наблюдений |
en moving average control chart fr carte de contrôle à moyenne mobile |
|
3.3.19 (контрольная) карта экспоненциально взвешенных скользящих средних Контрольная карта для оценки уровня процесса по экспоненциально сглаженным скользящим средним арифметическим значениям |
en exponentially weighted moving average control chart fr carte de contrôle à moyenne mobile et à pondération exponentielle |
|
3.3.20 (контрольная) карта скользящих размахов Контрольная карта для оценки изменчивости процесса по размаху последних n наблюдений, в которых новое наблюдение заменяет старейшее из n + последних наблюдений |
en moving range control chart fr carte de contrôle à étendue mobile |
|
3.3.21 (контрольная) карта с трендом Контрольная карта для оценки уровня процесса по отклонению средних арифметических по подгруппам от ожидаемого тренда в уровне процесса |
en trend control chart fr carte de contrôle de tendance |
|
3.3.22 многомерный контроль качества Контроль качества, при котором каждая проверяемая единица должна соответствовать требованиям к более чем одному признаку |
en multivariate quality control fr contrôle de qualité à plusieurs variables |
|
3.3.23 многомерная (контрольная) карта Контрольная карта для оценки процесса по уровню двух или большего числа признаков |
en multivariate control chart fr carte de contrôle pour plusieurs variables |
|
3.4 Элементы карты |
|
|
3.4.1 (верхняя и нижняя) контрольные границы (Шухарта) Граница на контрольной карте, выше которой - нижняя граница и ниже которой - верхняя граница или границы, между которыми рассматриваемая статистика находится с высокой вероятностью, когда процесс стабилен |
en Shewhart control limits (upper and lower) fr limites de contrôle de Shewhart (supérieure et inférieure) |
|
3.4.2 приемочные контрольные границы Критерий принятия решений для приемочной контрольной карты |
en acceptance control limits fr limites de controle pour acceptation |
|
3.4.3 (верхняя и нижняя) границы регулирования Граница на контрольной карте, выше которой - верхняя граница, или ниже которой - нижняя граница или границы, вне которых при нахождении рассматриваемой статистики необходимо предпринимать действия |
en action limits (upper and lower) fr limites dʼaction (supérieure et inférieure) |
|
3.4.4 (верхняя и нижняя) предупреждающие границы Граница на контрольной карте Шухарта, ниже которой - верхняя граница или выше которой - нижняя граница или границы, между которыми рассматриваемая статистика будет находиться с высокой вероятностью, когда процесс стабилен. Примечания 1 Когда значение статистики, вычисленное по выборке, находится вне предупреждающих границ, но внутри границ регулирования, в общем случае требуется усиленное наблюдение за процессом, и могут быть установлены правила действия для конкретных процессов. 2 Предупреждающие границы служат для того, чтобы обратить внимание на возможность выхода процесса из-под контроля, но последующие действия над процессом необязательны. 3 Предупреждающие границы всегда находятся внутри границ регулирования |
en warning limits (upper and/or lower) fr limites de surveillance (supérieure et inférieure) |
|
3.4.5 центральная линия Линия на контрольной карте, представляющая собой среднее по выборкам или заранее установленное значение наносимого статистического показателя |
en central line fr ligne centrale |
|
3.4.6 коэффициент контрольной карты Коэффициент, обычно меняющийся с объемом выборки, для получения значения центральной линии или контрольной границы соответствующей контрольной карты на основе используемой статистики или параметров |
en control chart factor fr facteur de carte de contrôle |
|
3.4.7 зона неопределенности (на приемочной контрольной карте) Зона уровней процесса, находящаяся между зоной приемлемых процессов и зоной неприемлемых процессов. Примечание - Эта зона расположена между приемлемым уровнем процесса и неприемлемым уровнем процесса |
en indifference zone (acceptance control chart usage) fr zone dʼindifférence (usage dʼune carte de contrôle pour acceptation) |
|
3.4.8 зона приемлемых процессов Зона вокруг стандартного или центрального уровня, которая содержит уровни таких процессов, которые почти всегда желательно принимать |
en zone of acceptable processes fr zone des processus acceptables |
|
3.4.9 зона неприемлемых процессов Зона уровней процесса, находящихся на или вне значений неприемлемого уровня процесса, которая содержит уровни таких процессов, которые почти всегда желательно отклонять |
en zone of rejectable process fr zone des processus à rejeter |
|
3.4.10 приемлемый уровень процесса Уровень процесса, который образует внешнюю полосу зоны приемлемых процессов |
en acceptable process level fr niveau de processus acceptable |
|
3.4.11 неприемлемый уровень процесса Уровень процесса, который образует внутреннюю полосу зоны неприемлемых процессов |
en rejectable process level fr niveau de processus à rejeter |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА РУССКОМ ЯЗЫКЕ
|
аттестация планов и схем контроля |
|
|
вариации систематические |
|
|
вариация внутри партии |
|
|
вариация между партиями |
|
|
вероятность отклонения (партии) |
|
|
вероятность приемки (партии) |
|
|
возможности процесса |
|
|
выборка |
|
|
выборка локальная |
|
|
выборка случайная простая |
|
|
границы контрольные (верхняя и нижняя) (Шухарта) |
|
|
границы контрольные приемочные |
|
|
границы предупреждающие (верхняя и нижняя) |
|
|
границы процесса естественные |
|
|
границы регулирования (верхняя и нижняя) |
|
|
данные выборочного контроля |
|
|
дефект |
|
|
длина серии средняя |
|
|
длина стадии |
|
|
доля несоответствующих единиц (продукции) |
|
|
допуск |
|
|
достоверность решений |
|
|
достоверность решений полная |
|
|
единица |
|
|
единица выборочная |
|
|
единица дефектная |
|
|
единица несоответствующая |
|
|
жесткость контроля |
|
|
заказ |
|
|
значение группового показателя качества продукции нормативное |
|
|
значение номинальное |
|
|
значение приемочное |
|
|
значения предельные |
|
|
зона безразличия |
|
|
зона неопределенности (на приемочной контрольной карте) |
|
|
зона неприемлемых процессов |
|
|
зона приемлемых процессов |
|
|
изменчивость (процесса) полная |
|
|
изменчивость (процесса) собственная |
|
|
индекс возможностей процесса |
|
|
информация дополнительная |
|
|
испытание |
|
|
карта (контрольная) адаптивная |
|
|
карта (контрольная) баллов качества; Q-карта |
|
|
карта (контрольная) долей; р-карта |
|
|
карта (контрольная) индивидуальных значений; Х-карта |
|
|
карта контрольная |
|
|
карта (контрольная) с трендом |
|
|
карта (контрольная) скользящих размахов |
|
|
карта (контрольная) скользящих средних |
|
|
карта (контрольная) экспоненциально взвешенных скользящих средних |
|
|
карта (контрольная) кумулятивных сумм; КУСУМ-карта |
|
|
карта (контрольная) многомерная |
|
|
карта (контрольная) приемочная |
|
|
карта (контрольная) процентов |
|
|
карта (контрольная) размахов; R-карта |
|
|
карта (контрольная) стандартных отклонений; S-карта |
|
|
карта (контрольная) средних арифметических; |
|
|
карта (контрольная) числа несоответствий на единицу; и-карта |
|
|
карта (контрольная) числа несоответствий; с-карта |
|
|
карта (контрольная) числа несоответствующих единиц; пр-карта |
|
|
карта контрольная Шухарта |
|
|
качество |
|
|
качество предельное |
|
|
качество риска изготовителя |
|
|
качество риска поставщика |
|
|
качество риска потребителя |
|
|
качество среднее выходное |
|
|
контроль |
|
|
контроль выборочный |
|
|
контроль (выборочный) двухступенчатый |
|
|
контроль (выборочный) инспекционный |
|
|
контроль (выборочный) многостадийный непрерывный |
|
|
контроль (выборочный) многоступенчатый |
|
|
контроль (выборочный) непрерывный |
|
|
контроль (выборочный) одностадийный непрерывный |
|
|
контроль (выборочный) одноступенчатый |
|
|
контроль (выборочный) последовательный |
|
|
контроль (выборочный) с пропуском партий |
|
|
контроль качества многомерный |
|
|
контроль косвенный |
|
|
контроль нормальный |
|
|
контроль ослабленный |
|
|
контроль последовательных партий |
|
|
контроль при первом предъявлении |
|
|
контроль приемочный |
|
|
контроль процесса |
|
|
контроль серийный (выборочный) |
|
|
контроль сплошной |
|
|
контроль с разбраковкой |
|
|
контроль статистический приемочный |
|
|
контроль усеченный |
|
|
контроль усиленный |
|
|
коэффициент контрольной карты |
|
|
коэффициент точности процесса |
|
|
кривая оперативной характеристики (для плана выборочного контроля) |
|
|
критерий приемки |
|
|
линия центральная |
|
|
метод по альтернативному признаку |
|
|
метод по качественному признаку |
|
|
метод по количественному признаку |
|
|
наклон кривой оперативной характеристики |
|
|
недостаток |
|
|
несоответствие |
|
|
норматив контрольный |
|
|
обеспечение качества |
|
|
область допуска |
|
|
объект |
|
|
объект дефектный |
|
|
объект несоответствующий |
|
|
объем выборки |
|
|
объем выборки средний |
|
|
объем контроля средний |
|
|
объем контроля средний общий |
|
|
объем партии |
|
|
отбор выборки |
|
|
отбор выборки систематический |
|
|
отбор проб |
|
|
отбор простой случайной выборки |
|
|
отклонение |
|
|
отклонение выборки стандартное максимальное |
|
|
отклонение процесса стандартное максимальное |
|
|
отношение разрешающее |
|
|
партия (производственная) |
|
|
партия контролируемая |
|
|
партия особая |
|
|
партия отдельная |
|
|
партия повторно предъявленная |
|
|
партия пробная |
|
|
период отбора выборки |
|
|
план (выборочного) контроля |
|
|
план поставщика допустимый |
|
|
план потребителя допустимый |
|
|
подгруппа (измерений) |
|
|
подгруппа (единиц) |
|
|
подгруппа рациональная |
|
|
показатель качества |
|
|
показатель качества продукции групповой |
|
|
поле допуска |
|
|
последовательность партий отдельная |
|
|
поставка |
|
|
правила переключения |
|
|
предел среднего выходного качества |
|
|
пределы поля допуска |
|
|
предельное значение |
|
|
приемка |
|
|
приемка (с использованием контрольной карты) |
|
|
признак (качества) |
|
|
причина неслучайная |
|
|
причины случайные |
|
|
процедура (выборочного) контроля |
|
|
процент несоответствующих единиц (продукции) |
|
|
процесс |
|
|
процесс общий |
|
|
процесс стабильный |
|
|
процесс частный |
|
|
разбраковка |
|
|
размах процесса |
|
|
размах средних максимальный |
|
|
риск изготовителя |
|
|
риск поставщика |
|
|
риск поставщика при контроле потребителя |
|
|
риск поставщика при контроле потребителя средний по схеме |
|
|
риск потребителя |
|
|
риск потребителя при контроле поставщика |
|
|
риск потребителя при контроле поставщика полный |
|
|
риск потребителя при контроле поставщика средний по схеме |
|
|
система (выборочного) контроля |
|
|
ситуация арбитражная |
|
|
совокупность (генеральная) |
|
|
совокупность продукции контролируемая |
|
|
сорт |
|
|
состояние статистической управляемости |
|
|
среднее процесса |
|
|
схема (выборочного) контроля |
|
|
точка безразличия |
|
|
точка риска изготовителя |
|
|
точка риска поставщика |
|
|
точка риска потребителя |
|
|
управление качеством |
|
|
управление качеством процесса |
|
|
управление качеством статистическое |
|
|
уровень качества |
|
|
уровень качества безразличный |
|
|
уровень качества предельный |
|
|
уровень качества приемлемый |
|
|
уровень контроля |
|
|
уровень несоответствий в партии продукции |
|
|
уровень процесса |
|
|
уровень процесса неприемлемый |
|
|
уровень процесса приемлемый |
|
|
условия технические |
|
|
характеристика арбитражная |
|
|
число браковочное |
|
|
число несоответствий на единицу (продукции) |
|
|
число несоответствий на сто единиц (продукции) |
|
|
число приемочное |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА АНГЛИЙСКОМ ЯЗЫКЕ
|
acceptability constant |
|
|
acceptable process level |
|
|
acceptable quality level |
|
|
acceptance |
|
|
acceptance (control chart usage) |
|
|
acceptance control chart |
|
|
acceptance control limit |
|
|
acceptance criteria |
|
|
acceptance inspection |
|
|
acceptance number |
|
|
acceptance sampling |
|
|
acceptance value |
|
|
action limits (upper and lower) |
|
|
adaptive control chart |
|
|
assignable cause |
|
|
average amount of inspection |
|
|
average chart; |
|
|
average outgoing quality |
|
|
average outgoing quality limit |
|
|
average run length |
|
|
average sample number |
|
|
average total amount of inspection |
|
|
between-batch variation |
|
|
between-lot variation |
|
|
bulk sampling |
|
|
с chart |
|
|
central line |
|
|
chain sampling inspection |
|
|
chance causes |
|
|
characteristic |
|
|
clearance number |
|
|
consignment |
|
|
consumerʼs risk |
|
|
consumerʼs risk point |
|
|
consumerʼs risk quality |
|
|
continuous sampling inspection |
|
|
continuous sampling inspection multi-level |
|
|
continuous sampling inspection single-level |
|
|
control chart |
|
|
control chart factor |
|
|
control limits (upper and lower) (Shewhart) |
|
|
count chart |
|
|
count per unit chart |
|
|
cumulative sum chart |
|
|
curtailed inspection |
|
|
defect |
|
|
defective item |
|
|
defective unit |
|
|
discrimination ratio |
|
|
double sampling inspection |
|
|
entity |
|
|
exponentially weighted moving average control chart |
|
|
fraction chart |
|
|
grade |
|
|
imperfection |
|
|
indifference point |
|
|
indifference point item |
|
|
indifference quality level |
|
|
indifference zone |
|
|
indifference zone (acceptance sampling usage) |
|
|
indirect inspection |
|
|
individual observation chart |
|
|
individual process |
|
|
inherent process variability |
|
|
inspection |
|
|
inspection level |
|
|
(inspection) lot |
|
|
inspection, lot-by-lot |
|
|
inspection, 100 % |
|
|
isolated lot |
|
|
isolated sequence of lots |
|
|
item |
|
|
limiting quality level |
|
|
limiting quality |
|
|
limiting values |
|
|
lot size |
|
|
lot-by-lot inspection |
|
|
maximum average range |
|
|
maximum process standard deviation |
|
|
maximum sample standard deviation |
|
|
method of attributes |
|
|
method of variables |
|
|
moving average control chart |
|
|
moving range control chart |
|
|
multiple sampling inspection |
|
|
multivariate control chart |
|
|
multivariate quality control |
|
|
multi-level continuous sampling inspection |
|
|
natural process limits |
|
|
nominal value |
|
|
nonconforming item |
|
|
nonconformities per item |
|
|
nonconformities per hundred items |
|
|
nonconformity |
|
|
nonconforming unit |
|
|
normal inspection |
|
|
number of nonconforming items chart |
|
|
ОС curve slope |
|
|
overal process |
|
|
100 % inspection |
|
|
operating characteristic curve; ОС curve |
|
|
order |
|
|
original inspection |
|
|
percent chart |
|
|
percentage of nonconforming items |
|
|
pilot lot |
|
|
point of control |
|
|
population |
|
|
probability of acceptance |
|
|
probability of rejection |
|
|
procedure, sampling |
|
|
process |
|
|
process average |
|
|
process capability |
|
|
process capability fraction |
|
|
process capability index |
|
|
process in control |
|
|
process inspection |
|
|
process interval |
|
|
process level |
|
|
process quality control |
|
|
producerʼs risk |
|
|
producerʼs risk point |
|
|
producerʼs risk quality |
|
|
(production) batch |
|
|
proportion of nonconforming items |
|
|
proportion chart |
|
|
quality |
|
|
quality assurance |
|
|
quality control |
|
|
quality level |
|
|
quality measure |
|
|
quality score chart |
|
|
rational sub-group |
|
|
range chart |
|
|
rectifying inspection |
|
|
reduced inspection |
|
|
rejectable process level |
|
|
rejection |
|
|
rejection number |
|
|
re-submitted lot |
|
|
sample |
|
|
sample size |
|
|
sample standard deviation chart |
|
|
sampling |
|
|
sampling inspection |
|
|
sampling inspection chain |
|
|
sampling inspection continuous |
|
|
sampling inspection double |
|
|
sampling inspection multi-level continuous |
|
|
sampling inspection multiple |
|
|
sampling inspection verification |
|
|
sampling interval |
|
|
sampling plan |
|
|
sampling procedure |
|
|
sampling scheme |
|
|
sampling system |
|
|
sampling unit |
|
|
screening inspection |
|
|
sequential sampling inspection |
|
|
severity of sampling |
|
|
Shewhart control chart |
|
|
Shewhart control limits (upper and lower) |
|
|
simple random sample |
|
|
simple random sampling |
|
|
single-level continuous sampling inspection |
|
|
single sampling inspection |
|
|
skip-lot sampling inspection |
|
|
slope of the ОС curve |
|
|
specification |
|
|
specification limits |
|
|
spot sample |
|
|
state of statistical control |
|
|
statistical quality control |
|
|
sub-group (measurement sense) |
|
|
sub-group (object sense) |
|
|
switching rules |
|
|
systematic variations |
|
|
systematic sampling |
|
|
test |
|
|
tightened inspection |
|
|
tolerance |
|
|
tolerance interval |
|
|
tolerance limits |
|
|
tolerance zone |
|
|
total process variability |
|
|
trend control chart |
|
|
unique lot |
|
|
variables, method of |
|
|
verification sampling inspection |
|
|
warning limits (upper and lower) |
|
|
within-batch variation |
|
|
within-lot variation |
|
|
|
|
|
zone of acceptable processes |
|
|
zone of rejectable processes |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА ФРАНЦУЗСКОМ ЯЗЫКЕ
|
acceptation |
|
|
acceptation (usage dʼune carte de contrôle) |
|
|
aptitude du processus |
|
|
assurance de la qualité |
|
|
caractére |
|
|
carte à somme cumulée |
|
|
carte с |
|
|
carte de comptage par unité |
|
|
carte de contrôle |
|
|
carte de contrôle adaptable |
|
|
carte de contrôle à étendue mobile |
|
|
carte de contrôle à moyenne mobile |
|
|
carte de contrôle a moyenne mobile et à pondération exponentielle |
|
|
carte de contrôle de Shewhart |
|
|
carte de contrôle de tendance |
|
|
carte de contrôle pour acceptation |
|
|
carte de contrôle pour plusieurs variables |
|
|
carte de fraction |
|
|
carte de 1ʼecart-type de 1ʼéchantillon |
|
|
carte de pourcentages |
|
|
carte de proportion |
|
|
carte de score |
|
|
carte dʼétendue |
|
|
carte des moyennes |
|
|
carte dʼobservations individuelles |
|
|
carte du nombre dʼindividus non conformes |
|
|
carte par compte |
|
|
carte
|
|
|
cause systématique |
|
|
causes aléatoires |
|
|
classe |
|
|
commande |
|
|
constante dʼacceptabilité |
|
|
contrôle |
|
|
contrôle à 100 % |
|
|
contrôle de processus |
|
|
contrôle de qualité a plusieurs variables |
|
|
contrôle en première présentation |
|
|
contrôle lot par lot |
|
|
contrôle normal |
|
|
contrôle par délégation |
|
|
contrôle par échantillonnage |
|
|
contrôle par échantillonnage continu |
|
|
contrôle par échantillonnage continu à degrés multiples |
|
|
contrôle par échantillonnage continu à un seul degré |
|
|
contrôle par échantillonnage de verification |
|
|
contrôle par échantillonnage double |
|
|
contrôle par échantillonnage en chaine |
|
|
contrôle par échantillonnage multiple |
|
|
contrôle par échantillonnage progressif |
|
|
contrôle par échantillonnage simple |
|
|
contrôle par échantillonnage successif partiel |
|
|
contrôle pour acceptation |
|
|
contrôle rectificatif |
|
|
contrôle réduit |
|
|
contrôle renforcé |
|
|
contrôle tronqué |
|
|
courbe dʼefficacité |
|
|
critére dʼacceptation |
|
|
critéres dʼacceptation |
|
|
critére de passage en contrôle par échantillonnage |
|
|
critére de rejet |
|
|
défaut |
|
|
écart-type maximal dʼéchantillon |
|
|
ecart-type maximal du processus |
|
|
écarts systématiques |
|
|
éschantillon |
|
|
échantillon localisé |
|
|
échantillon simple aléatoire |
|
|
échantillonnage |
|
|
échantillonnage de produit en vrac |
|
|
échantillonnage pour acceptation |
|
|
échantillonnage simple aléatoire |
|
|
échantillonnage systématique |
|
|
effectif de 1ʼéchantillon |
|
|
effectif du lot |
|
|
efiectif moyen contrôlé |
|
|
entité |
|
|
essai |
|
|
état de maîtrise statistique |
|
|
étendue moyenne maximale |
|
|
facteur de carte de contrôle |
|
|
imperfection |
|
|
indice dʼaptitude du processus |
|
|
individu |
|
|
individu défectueux |
|
|
individu non conforme |
|
|
intervalle dʼéchantillonnage |
|
|
intervalle de tolérance |
|
|
intervalle du processus |
|
|
ligne centrale |
|
|
limite de qualité moyenne aprés contrôle |
|
|
limites dʼaction (supérieure et inférieure) |
|
|
limites de contrôle de Shewhart (superieure et inferieure) |
|
|
limites de controle pour acceptation (LCA) |
|
|
limites de specification |
|
|
limites de surveillance (supérieure et inférieure) |
|
|
limites de tolérance |
|
|
limites naturelles du processus |
|
|
livraison |
|
|
lonqueur moyenne dʼune suite |
|
|
lot de production |
|
|
lot isolé |
|
|
lot pilote |
|
|
lot pour contrôle |
|
|
lot présenté á nouveau |
|
|
lot unique |
|
|
maîtrise de la qualité |
|
|
maîtrise de la qualité dʼun processus |
|
|
maîtrise statistique de la qualité |
|
|
mesure de la qualité |
|
|
méthode des attributs |
|
|
méthode des mesures |
|
|
moyenne dʼun processus |
|
|
movenne totale contrôle |
|
|
niveau de contrôle |
|
|
niveau de qualité |
|
|
niveau de qualité acceptable |
|
|
niveau de qualité indifférent |
|
|
niveau de qualité limite |
|
|
niveau de processus acceptable |
|
|
niveau de processus à rejeter |
|
|
niveau du processus |
|
|
non-conformité |
|
|
non-conformités par individu |
|
|
non-conformité pour cent individus |
|
|
pente de la courbe dʼefficacité |
|
|
plan dʼéchantillonnage |
|
|
point dʼindifrérence |
|
|
point du risque du client |
|
|
point du risque du fournisseur |
|
|
population |
|
|
pourcentage dʼindividus non conformes |
|
|
probabilité dʼacceptation |
|
|
probabilité de rejet |
|
|
precédé |
|
|
procédure dʼéchantillonnage |
|
|
processus |
|
|
processus global |
|
|
processus maîtrisé |
|
|
programme dʼéchantillonnage |
|
|
proportion dʼaptitude du processus |
|
|
proportion dʼindividus non conformes |
|
|
qualité |
|
|
qualité du risque du client |
|
|
qualité du risque du fournisseur |
|
|
qualité limite |
|
|
qualité moyenne après contrôle |
|
|
quantité moyenne contrôlée prévisible |
|
|
rapport de discrimination |
|
|
régles de modification du contrôle |
|
|
rejet |
|
|
risque du client |
|
|
risque du fournisseur |
|
|
séquence isolée de lots |
|
|
sévérité de 1ʼéchantillonnage |
|
|
sous-groupe (dans le sens dʼun objet) |
|
|
sous-groupe (dans le sens dʼune mesure) |
|
|
sous-groupe rationnel |
|
|
spécification |
|
|
système dʼéchantillonnage |
|
|
tolérance |
|
|
tri |
|
|
unité |
|
|
unité dʼéchantillonnage |
|
|
unité défectueuse |
|
|
unité non conforme |
|
|
valeur dʼacceptation |
|
|
valeur nominate |
|
|
valeurs limites |
|
|
variabilité intrinséque du processus |
|
|
variabilité totale du processus |
|
|
variance inter-lots |
|
|
variance intra-lot |
|
|
zone dʼindifférence |
|
|
zone dʼindifférence (usage dʼune carte du contrôle pour acceptation) |
|
|
zone des processus acceptables |
|
|
zone des processus à rejeter |
ПРИЛОЖЕНИЕ А
(обязательное)
Термины и определения в области статистического приемочного контроля по ГОСТ Р 50779.30
|
A.1 контролируемая совокупность продукции Представленное на контроль множество единиц или количество продукции, из которого берут выборку и на которое распространяют решения, принимаемые по результатам статистического приемочного контроля качества. Примечание - Партия продукции, поток продукции, совокупность, изготовленная в определенный период времени, масса или объем вещества в определенной таре |
en inspected population fr population contrôlée |
|
А.2 уровень несоответствий в партии продукции Показатель качества партии продукции, выраженный либо в виде процента несоответствующих единиц продукции в партии, либо в виде числа несоответствий на сто единиц продукции в партии |
en level of nonconformity fr niveau de nonconformité |
|
А.3 групповой показатель качества продукции Показатель, характеризующий качество совокупности продукции. Примечания 1 Процент (доля) или число несоответствующих единиц продукции в партии, число несоответствий на сто единиц продукции (на одну единицу продукции, на один миллион единиц продукции), параметр распределения значений единичного показателя качества. 2 Наиболее распространенными являются показатели: процент несоответствующих единиц продукции и число несоответствий на сто единиц продукции |
en population quality index fr coefficient de qualité de population |
|
А.4 нормативное значение группового показателя качества продукции Граничное значение показателя качества, определяющее критерий качества совокупности продукции. Примечания 1 Это значение определяет требование к качеству совокупности продукции. 2 Используют для определения возможности выпуска, поставки продукции потребителям, а также возврата совокупности продукции или предъявления потребителем претензий поставщику. Назначают в договорах на поставку, в технических условиях, а при внутрифирменных отношениях - в технической документации. Возможно установление верхних и нижних нормативных значений группового показателя качества продукции. 3 Если фактическое число несоответствий или процент несоответствующих единиц продукции в партии превышает предельно допустимое значение, то партия не должна быть поставлена потребителю. Если же она поставлена, то потребитель имеет право не принимать эту партию и либо возвратить ее поставщику, либо потребовать восстановления или замены несоответствующих единиц продукции |
en specified population quality index fr norme du coefficient de qualité de population |
|
А.5 допустимый план поставщика План контроля, удовлетворяющий ограничение на значение риска потребителя при контроле поставщика |
en supplier acceptable plan fr plan acceptable pour le fournisseur |
|
А.6 допустимый план потребителя План контроля, удовлетворяющий ограничению на значение риска поставщика при контроле потребителя. Примечание - Кривые оперативных характеристик допустимых планов контроля поставщика и потребителя представлены на рисунке A.1 |
en consumer acceptable plan fr plan acceptable pour le client |
|
А.7 данные выборочного контроля Регистрируемые при контроле значения индивидуальных показателей качества, условий, режимов контроля и других величин, необходимых для принятия решений по результатам статистического приемочного контроля. Примечание - Значения индивидуальных показателей качества могут быть представлены в альтернативной, качественной, порядковой или количественной шкалах измерений |
en records fr donées du contrôle |
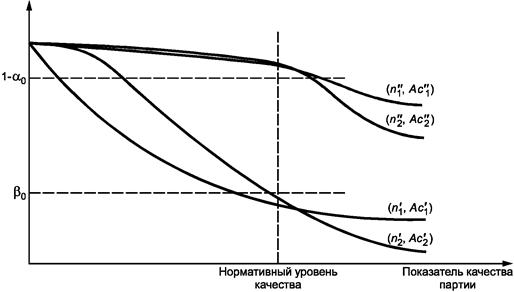
где α0, β0 - риск поставщика и потребителя соответственно;
nʹ1, Acʹ1; nʹ2, Acʹ2 - параметры допустимых планов контроля поставщика для заданных, причем β0, причем nʹ1 < nʹ2;
nʹʹ1, Acʹʹ1; nʹʹ2, Acʹʹ2 - параметры допустимых планов контроля потребителя для заданного α0, причем nʹʹ1 < nʹʹ2;
Рисунок A.1 - Кривые оперативных характеристик допустимых планов контроля поставщика и потребителя
|
А.8 дополнительная информация Примечание - Это может быть информация о предыдущих результатах контроля; данные входного контроля материалов и комплектующих; информация, поступающая от поставщиков и потребителей; данные о сертификации систем качества, производства или продукции, внешняя оценка квалификации персонала; данные эксплуатации и любая другая прямая или косвенная информация об обеспечении качества предъявленной на контроль продукции, признаваемая потребителем |
en supplementary information fr information supplémentaire |
|
А.9 арбитражная ситуация Ситуация, в которой по результатам контроля поставщика принято решение о соответствии, а по результатам контроля потребителя - решение о несоответствии качества одной и той же совокупности продукции установленным требованиям |
en arbitration situation fr situation dʼarbitrage |
|
А.10 арбитражная характеристика Зависимость вероятности возникновения арбитражной ситуации от значения группового показателя качества для заданных планов или схем контроля поставщика и потребителя. Примечание - Может быть выражена уравнением, графиком, таблицей или рассчитана с помощью программного средства и представлена на экране дисплея или в виде распечатки |
en arbitration characteristic/curve fr courbe dʼarbitrage |
|
А.11 достоверность решений Совокупность значений вероятностей принятия по результатам статистического приемочного контроля верных и ошибочных решений. Примечания 1 Наиболее важными характеристиками достоверности являются риск потребителя при контроле поставщика и риск поставщика при контроле потребителя. 2 Поскольку правила принятия решений являются частью плана и (или) схемы статистического приемочного контроля и определяют их достоверность, то допускается применение терминов «достоверность контроля» и «достоверность планов и (или) схем контроля» |
en trueness of dicisions fr fiabilité de décisions |
|
А.12 полная достоверность решений Значения вероятностей получения верных и ошибочных решений, принимаемых во всей совокупности имеющейся информации: результатов контроля и дополнительной информации. Примечание - Понятие «полная достоверность статистического приемочного контроля» математически соответствует понятиям, развитым в байесовском подходе, где вероятности исчисляются в предположении, что групповые показатели являются случайными величинами с априорными функциями распределения. Предполагается, что дополнительная информация позволяет построить для группового показателя качества, в том числе субъективными методами, априорное распределение или оценить его значения в отдельных точках |
en overall trueness of decisions fr fiabilité totale de décisions |
|
А.13 риск потребителя при контроле поставщика Максимальная вероятность принятия по результатам контроля поставщика решения о соответствии для совокупности продукции, не соответствующей требованиям к ее качеству, при заданном поставщиком плане контроля. Примечание - Является величиной, определяющей исходные требования к достоверности решений при статистическом приемочном контроле, организуемом поставщиком |
en consumer`s risk on supplier inspection fr risque du client lors du contrôle du fournisseur |
|
А.14 полный риск потребителя при контроле поставщика Вероятность принятия решения о соответствии для совокупности продукции, не соответствующей требованиям к ее качеству, с учетом всей имеющейся информации: результатов контроля и дополнительной информации. Примечание - В теории вероятностей и математической статистике полный риск называется байесовским. Относится к характеристикам полной достоверности решений при статистическом приемочном контроле |
en overall consumer`s risk on supplier inspection fr risque totale du client lors du contrôle du fournisseur |
|
А.15 риск поставщика при контроле потребителя Максимальная вероятность принятия по результатам контроля потребителя решения о несоответствии для совокупности продукции, соответствующей требованиям к ее качеству, при заданном потребителем плане контроля. Примечание - Является величиной, определяющей исходные требования к достоверности решений при статистическом приемочном контроле, организуемом потребителем |
en supplier`s risk on consumer inspection fr risque du fournisseur lors du contrôle du client |
|
А.16 средний по схеме риск потребителя при контроле поставщика Максимальная вероятность принятия по результатам контроля поставщика решения о соответствии для совокупности продукции, не соответствующей требованиям к ее качеству, при заданной поставщиком схеме статистического приемочного контроля. Примечания 1 Средний по схеме риск потребителя учитывает вероятности переходов к планам контроля различной жесткости, например усиленным, ослабленным, осуществляемым на основе дополнительной информации. 2 Если дополнительная информация учитывает весь комплекс представляемых доказательств в виде оценки априорного распределения значений группового показателя, то используют понятие полного среднего по схеме риска потребителя |
en average schematic consumer`s risk on supplier inspection fr risque moyen du client lors du contrôle du fournisseur |
|
А.17 средний по схеме риск поставщика при контроле потребителя Максимальная вероятность принятия по результатам контроля потребителя решения о несоответствии для совокупности продукции, соответствующей требованиям к ее качеству, при заданной потребителем схеме статистического приемочного контроля. Примечание - Средний по схеме риск поставщика учитывает вероятности переходов к планам контроля различной жесткости, например усиленным, ослабленным, осуществляемым на основе дополнительной информации |
en average schematic supplier`s risk on consumer inspection fr risque moyen du fournisseur lors du contrôle du client |
|
А.18 аттестация планов и схем контроля Определение количественных характеристик достоверности статистического приемочного контроля |
en qualification of inspection plans and schemes fr atteatation des plans et des schémas de contrôle |
Ключевые слова: статистические методы, качество, выборочный контроль, выборка, партия, несоответствие, статистическое управление процессами, контрольная карта, уровень качества