
РОССИЙСКОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
"ГАЗПРОМ"
СИСТЕМА НОРМАТИВНЫХ ДОКУМЕНТОВ В СТРОИТЕЛЬСТВЕ
СВОД ПРАВИЛ
СООРУЖЕНИЯ
МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ
СВОД ПРАВИЛ
ПО ПРОИЗВОДСТВУ СВАРОЧНЫХ РАБОТ
И КОНТРОЛЮ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
СП 105-34-96
Утверждено РАО «Газпром»
(Приказ от 11.09.1996 г. № 44)
Москва
СП 105-34-96
Свод Правил
|
Свод Правил сооружения магистральных газопроводов Code of the regulations on construction of trunk gas pipelines |
Дата введения 1.10.1996 г.
Производство сварочных работ и контроль качества сварных соединений
Свод Правил разработан ассоциацией «Высоконадежный трубопроводный транспорт», РАО «Газпром», АО «Роснефтегазстрой», ВНИИСТом, ВНИИгазом, Институтом электросварки им. Е.О. Патона, ПО «Спецнефтегаз» при участии фирмы «CRC-EVANS» (США).
Под общей редакцией
акад. Б.Е. Патона, канд. техн. наук В.А. Динкова, проф. д-ра техн. наук О.М. Иванцова.
Согласовано с Госгортехнадзором России (письмо № 02-35/369 от 20 августа 1996 г.) и Минстроем РФ (письмо № 13/567 от 7 декабря 1995 г.).
Пояснительная
записка
к проекту Свода Правил сооружения магистральных газопроводов
СП 105-34-96
Производство сварочных работ и контроль качества сварных соединений
Свод Правил по этому разделу составлен ассоциацией «Высоконадежный трубопроводный транспорт», РАО «Газпром», АО «Роснефтегазстрой», ВНИИСТом, ВНИИгазом, Институтом электросварки им. Е.О. Патона, ПО «Спецнефтегаз» при участии фирмы «CRC-Evans» (США) под руководством акад. Украинской АН С.И. Кучук-Яценко и канд. техн. наук И.А. Шмелевой, ученого секретаря Российского научно-технического сварочного общества.
Свод Правил составлен в соответствии с требованиями СНиП 10-01-94 и устанавливает рекомендуемые положения в развитие и обеспечение обязательных требований СНиП III-42-80 «Правила производства работ».
В СП также учтены требования международных стандартов, действующих в рамках Европейского Союза (EN) и международного Института Стандартов (ISO). В результате тщательного изучения указанных документов впервые удалось разработать СП, который, с одной стороны, гармонизирован с международной нормативной базой, а с другой, учитывает традиции, опыт и условия строительства в нашей стране.
В СП особый акцент сделан на выполнение сварочных работ применительно к строительству газотранспортной системы Ямал-Европа. Соблюдение приведенных в нем норм и правил позволит обеспечить высокий уровень качества газопроводов этой системы, в том числе участков на повышенное давление 8,3 МПа.
По сравнению с действующими до сего времени нормативными документами в СП нашли отражение следующие новые положения:
• Впервые рекомендовано проведение аттестации технологии сварочно-монтажных работ и технологии контроля качества сварных стыков трубопроводов. Это мероприятие направлено на повышение ответственности разработчика технологии и исполнителя работ за соблюдение технологической дисциплины в процессе строительства.
• При аттестации технологии сварки введены испытания на ударный изгиб образцов с острым надрезом по шву и зоне термического влияния сварного соединения. Эти испытания характеризуют склонность испытываемого металла к хрупкому разрушению и позволят повысить работоспособность и гарантированную надежность сварных соединений трубопроводов, особенно эксплуатируемых в северных условиях.
• Даны четкие рекомендации по соединению разнотолщинных труб и элементов; введены определения толщин t1, t2, t3; приведены разделки кромок при соединениях толщин t/t 1,5. Это также позволит обеспечить соблюдение технологической дисциплины при сварке разнотолщинных элементов и труб.
• Рекомендовано применение дублирующего контроля методом ультразвуковой дефектоскопии. Для стыков, захлестав и переходов объем такого контроля - 100 %, для всех остальных стыков - до 25 %. Это мероприятие направлено на повышение работоспособности и надежности сварных соединений, главным образом газопроводов трансконтинентальной системы Ямал-Европа.
• Рекомендовано применение термической обработки сварных соединений, выполненных стыковой контактной сваркой, в случае эксплуатации газопроводов при температуре ниже - 20 °С.
При аттестации сварщиков механические испытания образцов не проводятся, а введено лишь испытание на излом. Это соответствует требованиям международных стандартов и позволит сократить затраты на аттестацию сварщиков.
В СП обобщены все ранее разрозненные нормативные документы, касающиеся сварки и контроля сварных соединений магистральных трубопроводов, что делает его удобным для пользования строителями и работниками контрольно-надзорных служб.
Структура СП предусматривает вначале изложение общих положений извлечений из нормативных документов, затем излагаются основные правила производства сварочных работ и выполнения контрольных операций по аттестации качества сварных стыков, в приложении приводятся подробные указания по выполнению технологических операций применительно к различным видам сварки.
Это делает СП удобным для пользования, так как приложения могут быть разработаны для любого конкретного газопровода или участка трубопровода и представляют собой частные решения на базе основного документа.
Выполнение сварочных работ и контрольных операций в соответствии с СП должно обеспечить требуемое качество сварных соединений, а, следовательно, надежность и безопасность газотранспортных систем.
ВВЕДЕНИЕ
Настоящий «Свод Правил по сооружению газопроводов» был разработан ассоциацией «Высоконадежный трубопроводный транспорт» по заданию РАО «Газпром» в соответствии с введением в действие в 1994 г. Минстроем РФ СНиП 10-01-94 «Система нормативных документов в строительстве. Основные положения». Этот СНиП определил структуру нормативной документации по строительству, в которой предусматривается новый вид нормативного документа: Своды Правил по проектированию и строительству.
Согласно СНиП 10-01-94 «Своды Правил по проектированию и строительству устанавливают рекомендуемые положения в развитие и обеспечение обязательных требований строительных норм, правил и общетехнических стандартов Системы».
«В Сводах Правил приводят с необходимой полнотой рекомендуемые в качестве официально признанных и оправдавших себя на практике положения, применение которых позволяет обеспечить соблюдение обязательных требований строительных норм, правил, стандартов и будет способствовать удовлетворению потребностей общества».
«Нормативные документы Системы должны основываться на современных достижениях науки, техники и технологии, передовом отечественном и зарубежном опыте проектирования и строительства, учитывать международные и национальные стандарты технически развитых стран».
Эти основные положения СНиП 10-01-94 были приняты в качестве руководства по составлению «Свода Правил по сооружению магистральных газопроводов».
Действующие нормы в области трубопроводного транспорта устарели - (СНиП III-42-80 «Правила производства работ» глава 42 «Магистральные трубопроводы» выпущен в 1981г., СНиП 2.05.06-85 - в 1985г.). Новая редакция СНиП «Магистральные трубопроводы» задерживается разработкой. Это создало известные сложности при составлении Свода Правил по сооружению магистральных газопроводов, необходимость в которых была продиктована, прежде всего, началом строительства крупнейшей, трансконтинентальной газотранспортной системы Ямал-Европа.
В практике Минстроя РФ Свод Правил составлялся впервые, поэтому вначале возникли сложности в определении его оптимального состава. В представленном виде объем и содержание Свода Правил по сооружению магистральных газопроводов одобрены Минстроем РФ.
Настоящий Свод Правил составлен в соответствии с действующими нормативами в области проектирования и строительства трубопроводных систем, ссылки на которые указаны в каждом его разделе. Однако отдельные рекомендации Правил повышают и ужесточают требования действующих нормативных документов.
В Свод Правил введены также рекомендации по новым технологиям, прошедшим апробацию в отечественной или зарубежной практике. Требования к их выполнению являются прерогативой, правом заказчика строительства газопроводов.
В правилах предусматривается использование строительных и специальных материалов и конструкций, оборудования и арматуры только гарантированного качества и обеспечение высокого качества выполнения всего комплекса строительно-монтажных процессов, надежности и безопасности сооружаемых газопроводных систем.
После ввода в действие новой редакции СНиП «Магистральные трубопроводы» в Свод Правил по сооружению магистральных газопроводов, в случае необходимости, могут быть внесены коррективы. Так как Свод Правил разрабатывался, в первую очередь, применительно к строительству газотранспортной системы Ямал-Европа многие рекомендации имеют адресный характер для технически сложных газопроводов этой системы.
В составлении Свода Правил принимали участие ученые и специалисты ассоциации «Высоконадежный трубопроводный транспорт», РАО «Газпром», АО «Роснефтегазстрой», ВНИИСТа, ВНИИгаза и Института электросварки им. Е.О. Патона, АО «НГС-Оргпроектэкономика», ПО «Спецнефтегаз», Государственной академии нефти и газа им. И.М. Губкина, а также других организаций.
Проект Свода Правил прошел широкое обсуждение, по нему были получены заключения от 16 организаций РАО «Газпром», АО «Роснефтегазстрой» и др. Проведено согласительное совещание с участием всех заинтересованных организаций.
Свод Правил по сооружению магистральных газопроводов включает:
• Свод Правил по выбору труб для сооружения магистральных
газопроводов.......................................................................................... СП 101-34-96
• Свод Правил по сооружению линейной части газопроводов:
• Организация строительства.................................................................. СП 102-34-96
• Подготовка строительной полосы....................................................... СП 103-34-96
• Производство земляных работ............................................................. СП 104-34-96
• Производство сварочных работ и контроль качества
сварных соединений............................................................................. СП 105-34-96
• Укладка газопроводов из труб, изолированных в заводских
условиях................................................................................................. СП 106-34-96
• Балластировка, обеспечение устойчивости положения
газопроводов на проектных отметках................................................. СП 107-34-96
• Сооружение подводных переходов..................................................... СП 108-34-96
• Сооружение переходов под шоссейными и железными дорогами.. СП 109-34-96
• Сооружение участков газопроводов в особо сложных
геологических и других условиях....................................................... СП 110-34-96
• Очистка полости и испытание газопроводов..................................... СП 111-34-96
Настоящий раздел Свода Правил посвящен производству сварочных работ и контролю качества сварных соединений (СП 105-34-96).
На первом газопроводе системы Ямал-Европа будет использована автоматическая газоэлектрическая сварка. Причем для ее выполнения приглашена фирма CRC-EVANS (США). Учитывая большой опыт фирмы CRC-EVANS в газоэлектрической сварке трубопроводов, в приложении к настоящему разделу СП приведена технологическая инструкция по выполнению этого вида сварки.
Решением РАО «Газпром» от 24 апреля 1996 г. разрешено применение контактной сварки при сооружении системы газопроводов Ямал-Европа на территориях Европейской части России и Белоруссии по действующим нормативным документам.
Причем применение действующих в настоящее время нормативов (СНиП III-42-80, ВСН 006-89) ограничивается периодом 1996 - 1998 гг.
Внесение изменений и дополнений в настоящий СП является прерогативой Заказчика и оформляется выпуском информационных писем.
СВОД ПРАВИЛ
по производству сварочных работ и контролю качества сварных соединений
газопроводов применительно к газотранспортной системе Ямал-Европа
1. Общие положения
1.1. Требования к выполнению сварочно-монтажных работ и контроля кольцевых сварных соединений, изложенные в настоящем Своде Правил, разработаны применительно к строительству магистральных газопроводов на давление 8,3 МПа диаметром 530 - 1420 мм с толщиной стенок до 27,1 мм системы Ямал-Европа в различных регионах, включая участки газопроводов с предварительным охлаждением газа (районы вечной мерзлоты) с нормативной температурой их эксплуатации до -20 °С.
1.2. Сварку стыков газопроводов можно осуществлять с применением процессов:
• дуговой сварки покрытыми электродами;
• сварки под флюсом;
• сварки в среде защитных газов неплавящимся и плавящимся электродом, в том числе порошковой проволокой;
• сварки самозащитной порошковой проволокой;
• стыковой контактной сварки.
При этом можно использовать ручную, механизированную, полумеханизированную и автоматическую сварку. Швы могут выполняться при стационарном положении трубы (неповоротная сварка) и при ее вращении (поворотная сварка).
1.3. В настоящем Своде Правил используются следующие специальные термины (перечислены по алфавиту):
1.3.1. Автоматическая сварка - процесс сварки, при котором оператор устанавливает сварочную головку на стык, снимает ее со стыка, запускает и останавливает процесс сварки, но при сварке не может менять параметры процесса.
1.3.2. Аттестованный сварщик - квалифицированный сварщик, ранее получивший удостоверение Госгортехнадзора, который продемонстрировал свою способность выполнять сварные швы трубопроводов в соответствии с требованиями настоящих Правил, что подтверждено выданной ему именной карточкой.
1.3.3. Аттестованная технология сварки - технология сварки, которая успешно прошла проверку в соответствии с требованиями настоящих Правил, что подтверждается актом аттестации.
1.3.4. Инструкция по технологии сварки и контроля качества - документ, утвержденный заказчиком, в котором подробно описаны все технологические операции и их параметры в соответствии с требованиями настоящих Правил.
1.3.5. Механизированная сварка - процесс сварки, при котором параметры сварки устанавливают и соблюдают - при помощи специальных устройств, но для поддержания требуемых условий сварки их можно корректировать вручную.
1.3.6. Оператор сварки - оператор, который работает с механизированным или автоматизированным сварочным оборудованием.
1.3.7. Полумеханизированная (полуавтоматическая) сварка - процесс сварки, при котором некоторые параметры поддерживаются автоматически (например, подача проволоки), а перемещение инструмента по периметру стыка осуществляется вручную.
1.3.8. Ручная дуговая сварка - процесс сварки, при котором подача сварочного материала в разделку и перемещение инструмента по периметру стыка выполняются сварщиком вручную.
1.3.9. Ремонт сварного шва - процесс исправления в сварном стыке дефектов, которые были обнаружены после завершения его сварки, контроля и признания исправимыми. Ремонт состоит в удалении дефектных участков шва методом вышлифовки и последующей сварки этих участков.
1.3.10. Свариваемый торец - концевой участок, трубы, фитинга, запорной арматуры, имеющий разделку кромок.
1.3.11. Технология контроля качества - комплекс операций, по результатам которых объективно на основе количественных показателей производят оценку фактического качества сварных соединений трубопроводов.
1.3.12. Технология сварки - комплекс операций, материалов и оборудования, который позволяет изготовить сварной стык в соответствии с требованиями действующей нормативной документации и настоящих Правил.
1.3.13. Технологическая карта - утвержденный подрядчиком и согласованный с заказчиком документ, составленный на основании инструкции по технологии, в котором изложено содержание и правила выполнения конкретных работ, являющихся частью аттестованной для данного объекта технологии сварки и контроля качества сварных соединений.
1.4. При разработке настоящих Правил были изучены, приняты во внимание и частично использованы рекомендации следующих отечественных и международных документов:
СНиП III-42-80. Магистральные трубопроводы. Правила производства и приемки работ;
ВСН 006-89 1990. Строительство магистральных и промысловых трубопроводов. Сварка. Миннефтегазстрой. ВНИИСТ;
ВСН 012-88 1989. Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть I.
Часть П. Формы документации и правила ее оформления в процессе сдачи-приемки. Миннефтегазстрой;
ГОСТ 7512-86*. Контроль неразрушающий соединения сварные. Радиографический метод;
___________
* Здесь и далее при ссылке на ГОСТ подразумевается ГОСТ последнего года издания, поэтому в тексте СП год выпуска ГОСТа не указывается.
ГОСТ 14782-69. Швы сварных соединений. Методы ультразвуковой дефектоскопии;
ГОСТ 6996-66. Сварные соединения. Методы определения механических свойств;
ISO DIS 9016.2: 1995. Welding - Welded joints in metallic materials -Specimen, location and notch orientation for impact tests.
Сварка - сварные соединения металлических материалов - Расположение образцов и ориентация надреза для ударных испытаний;
ISO 9712: 1992. Non-destructive testing - Qualification and certification of personnel.
Неразрушающий контроль - квалификация и сертификация персонала.
ISO 1106/3: 1984. Recommended practice for radiographic examination of fusion welded joints. Part 3: Fusion welded circumferential joints in steel pipes of up to 50 mm wall thickness.
Рекомендованная практика радиографического контроля сварных соединений, выполненных сваркой плавлением. Часть 3: Выполненные сваркой плавлением кольцевые швы стальных труб с толщиной стенки до 50 мм;
ISO DIS 4136: 1995. Welding-Welded joints in metallic materials -Transverse tensile tests.
Сварка - сварные стыковые соединения металлических материалов. Испытания поперечных образцов на растяжение;
ISO DIS 5173: 1995. Welding-Welded joints in metallic materials -Bend tests.
Сварка - сварные стыковые соединения металлических материалов. Испытания на загиб;
ISO DIS 5177: 1995. Fusion welded butt joints in steel - Transverse side bend test.
Выполненные сваркой плавлением стыковые соединения в стали - испытания на загиб поперечных образцов «на ребро»;
ISO DIS 5178: 1995. Welding-Welded joints in metallic materials -Longitudinal tensile test on weld metal.
Сварка - сварные стыковые соединения металлических материалов. Испытание на растяжение продольных образцов из металла шва;
ISO 5579: 1995. Non-destructive testing - Radiographic examination of metallic materials by X and gamma rays. Basic rules.
Неразрушающие испытания - Радиографический контроль металлических материалов рентгеновскими и гамма-лучами. Основные правила;
ISO 6520-1. Welding and allied progresses - Part 1: Classification of imperfections in metallic fusion welds.
Сварка и смежные процессы - часть 1: классификация дефектов в металлических сварных швах, выполненных плавлением;
ISO DIS 9956-1: 1995. Specification and approval of welding procedures for metallic materials - Part 1: General rules for fusion welding.
Нормирование и аттестация технологии сварки металлических материалов. Часть 1: Основные правила для сварки плавлением;
ISO DIS 9956-2: 1995. Specification and approval of welding procedures for metallic materials - Part 2: Welding procedure specification for arc welding.
Нормирование и аттестация технологии сварки металлических материалов. Часть 2: нормирование технологии для дуговой сварки;
ISO DIS 9956-3: 1995. Specification and approval of welding procedures for metallic materials. Part 3: Welding procedure tests for the arc welding of steels.
Нормирование и аттестация технологии сварки металлических материалов. Часть 3: Испытания технологии для дуговой сварки сталей;
DIS 9956-5: 1995. Specification and approval of welding procedures for metallic materials. Part 5: approval by using approved welding consumables for arc welding.
Нормирование и аттестация технологии сварки металлических материалов. Часть 5: Аттестация при использовании аттестованных сварочных материалов дуговой сварки;
DIS 9956-6: 1995. Specification and approval of welding procedures for metallic materials - Part 6: Approval related to previous experience.
Нормирование и аттестация технологии сварки металлических материалов. Часть 6: Аттестация на основании предыдущего опыта.
DIS 9956-7: 1995. Specification and approval of welding procedures for metallic materials. Part 7: Approval by a welding procedure for arc welding.
Нормирование и аттестация технологии сварки металлических материалов. Часть 7: Аттестация при помощи стандартной технологии дуговой сварки;
DIS 9956-8: 1995. Specification and approval of welding procedures for metallic materials. Part 8: Approval by a pre-production welding test.
Нормирование и аттестация технологии сварки металлических материалов. Часть 8: Аттестация путем предпроизводственных испытаний сварки;
ANSI/AWS B2.1. 1994. Standard for Welding Procedure and Performance Qualification.
Стандарт на аттестацию технологии сварки;
EN 288-2-3: 1992. Specification and approval of welding. procedures for metallic materials. Part 2, 3.
Нормирование и аттестация технологии сварки металлических материалов. Часть 2, 3;
AWS QC10-95: 1995. Specification for Qualication and Certification for Entry Level Welders.
Нормирование аттестации и сертификации исходного уровня сварщиков;
EN 27963: 1992. Welds in steel-calibration block № 2 for ultrasonic examination of welds.
Сварные швы в стальных калибровочных блоках № 2 для ультразвукового контроля;
API 1104: 1988. Welding of Pipelines and Related Factilities.
Сварка трубопроводов и связанных с ними конструкций;
ANSI/AWS B1.11 1995. Guide for the Visual Inspection of Welds.
Руководство по визуальному контролю сварных швов;
BS 4515: 1988. Welding of steel pipelines on land and offshore.
Сварка стальных трубопроводов на суше и в море;
BS-PD 6493: 1991. Guidance on methodes for assessing the acceptability of flaws in fusion welded structures.
Руководство по методам оценки допустимых дефектов в конструкциях, выполненных сваркой плавлением;
Doc. IIW XIE-9/94 1994. JSO Standard for welding of steel pipelines. Part 1: Field welding. (Проект стандарта, который находится в стадии обсуждения).
Стандарт ИСО по сварке стальных трубопроводов. Часть 1: Сварка на трассе;
Doc. IIW XIE-8/94 1994. The EPRG Guidelines on defects in transmission pipelines girth welds. (Документ Европейской исследовательской группы по трубопроводам).
Руководство по дефектам кольцевых швов магистральных трубопроводов;
Doc. IIW XIE-13/95 1995. International standard for onshore welding of steel pipelines for gas and liquid petroleum. (Проект стандарта, который находится в стадии обсуждения).
Международный стандарт для сухопутных газонефтепроводов.
2. Аттестация технологии сварки
2.1. Перед началом производства работ каждый подрядчик обязан провести аттестацию технологии сварки, которую он планирует к использованию при сооружении данного магистрального газопровода, включая ремонт и специальные сварочные работы.
2.2. Аттестуемая технология сварки должна быть представлена технологической инструкцией, в которой оговариваются:
• процесс сварки или сочетания процессов, предъявляемых к аттестации, с указанием, как выполняется этот процесс (вручную, механизировано, полумеханизированно или автоматически);
• размеры труб (диаметры и толщины стенок), класс прочности труб, марка стали (тип - для импортных труб), ГОСТ или ТУ на поставку труб;
• требования к подготовке кромок свариваемых труб (форма и размеры разделки кромок), требования к качеству зачистки их поверхности и тип инструмента для зачистки;
• требования к сборке стыков (способ закрепления труб, допустимые зазоры и др.);
• применяемые сварочные материалы (тип электрода, вид покрытия, марки электродов и/или сварочной проволоки, диаметр электрода и/или сварочной проволоки, марка флюса, вид и состав защитного газа), стандарт или ТУ на их поставку, требования к условиям их хранения и подготовь к сварке;
• параметры сварочного процесса (род тока, его полярность, сила тока и напряжение на дуге, диапазон допустимых скоростей сварки, время оплавления, давление осадки, метод удаления наружного и внутреннего грата и др.);
• положение труб в процессе сварки количество и расположение прихваток, последовательность наложения слоев и допустимый временной интервал между их выполнением;
• тип и основные характеристики сварочного оборудования, в т.ч. источников питания и центратора;
• условия удаления центратора (минимальное количество слоев, сваренных до удаления центратора, и протяженность шва в % от периметра стыка);
• необходимость предварительного, сопутствующего подогрева и послесварочной термообработки, а также их параметры, средства и условия контроля температуры;
• другие характеристики, соблюдение которых требуется при выполнении процесса;
• условия выполнения ремонта дефектных сварных швов;
• параметры, требующие регистрации в процессе сварки;
• допустимая температура эксплуатации сварных соединений участка газопровода.
Типовая технологическая инструкция по ручной дуговой сварке и сварке под флюсом стыков газопровода Ямал-Европа приведена в прил. 1.
2.3. Для аттестационных технологических испытаний процесса сварки необходимо сварить кольцевое стыковое соединение в соответствии с технологической инструкцией и в присутствии представителя технадзора заказчика.
Сварку стыка следует выполнять в условиях, тождественных трассовым, на трубах стандартной длины с использованием материалов, машин и механизмов, которые предусмотрены технологией сварки и имеют сертификаты соответствия.
При аттестации технологии специальных сварочных работ и ремонта сварных соединений допускается выполнять работы на катушках шириной не менее 250 мм.
Сварку стыка для аттестации технологии осуществляют сварщики, выбранные по усмотрению Подрядчика.
2.4. В процессе и после сварки стык подвергают пооперационному и визуальному контролю, контролю неразрушающими физическими методами, а также испытанию механических свойств сварного соединения. Дополнительно (например, в случаях двухсторонней механизированной сварки под флюсом) определяют размеры швов по макрошлифам.
По требованию заказчика производится замер твердости сварного шва, ЗТВ и основного металла в соответствии со схемой, приведенной на рис. 1.
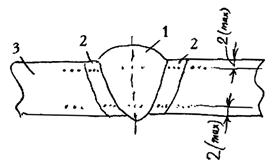
Рис. 1. Схема замера твердости сварного шва 1, ЗТВ 2 и основного металла 3
Замер твердости выполняют по Викерсу HV10, линии замера должны располагаться на расстоянии не менее 2 мм от наружной и внутренней поверхности трубы, в каждой зоне замера должно быть не менее трех отпечатков (ЗТВ и основной металл - с двух сторон от оси шва). Максимальная твердость не должна превышать 350HV для швов без последующей термообработки и 320HV для швов после термообработки.
2.5. Для оценки механических свойств сварного соединения испытывают образцы на растяжение, статический и ударный изгиб. Предварительно может быть проведена дефлокирующая термическая обработка образцов на растяжение и статический изгиб по режиму 250 °С ´ 6 часов.
При механизированной дуговой сварке поворотных стыков под флюсом и в защитных газах, а также контактной стыковой сварке оплавлением темплеты для изготовления образцов и макрошлифов вырезают в любом месте сварного соединения, но не ближе (для дуговой сварки) 200 мм от места окончания процесса сварки. При сварке неповоротных стыков вырезку указанных темплетов осуществляют по схеме, приведенной на рис. 2, при диаметре труб 1020 мм и более вырезать темплеты можно как из целого, так и из половины стыка. Количество образцов для различных видов испытаний приведено в табл. 1.
Количество образцов для механических испытаний
|
Количество образцов |
||||||
|
на растяжение |
на статический изгиб |
на ударный изгиб (KCV)* |
||||
|
с расположением корня шва |
на ребро |
|||||
|
наружу |
внутрь |
по шву |
по ЗТВ** |
|||
|
До 12,5 |
4 |
4 |
4 |
- |
3 |
3 |
|
> 12,5 - 19,0 |
4 |
- |
- |
8 |
3 |
3 |
|
> 19,0 |
4 |
- |
- |
8 |
6 |
6 |
*) Испытания на ударный изгиб для швов, выполненных стыковой контактной сваркой, проводят только на стыках, подвергнутых термообработке.
**) Испытания на ударный изгиб по ЗТВ проводят только в случае дуговой сварки.
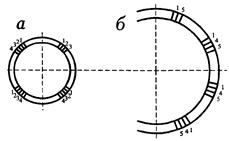
Рис. 2. Схема вырезки темплетов для изготовления образцов для механических испытаний при аттестации технологии сварки:
а - для труб диаметром 530 мм и более; б - для труб диаметром 1020 мм и более
1 - образцы для испытания на растяжение; 2 - образцы для испытания на угол загиба «корнем наружу»; 3 - образцы для испытания на угол загиба «корнем внутрь»; 4 - ударные образцы; 5 - образцы для испытания на «ребро» (из каждого темплета - по два образца). В том случае, когда образцы вырезают из целого стыка труб диаметром 1020 мм и более, вместо образцов 2, 3 вырезают образцы 5.
2.6. Образцы для испытания на растяжение и ударный изгиб, а также стандартные образцы для испытания на статический изгиб изготавливают и испытывают в соответствии с ГОСТ 6996.
Испытание на растяжение сварного соединения труб должно проводиться на поперечных плоских образцах типа XII или XIII с удалением выпуклости (усиления) шва по ГОСТ 6996.
Испытания на ударный изгиб сварного соединения проводят на поперечных образцах типа IX или XI по ГОСТ 6996 с V-образным надрезом (образцы Шарпи). При испытании металла шва надрез наносят по его центру, через все слои шва перпендикулярно поверхности трубы, при испытании металла зоны термического влияния - в месте: линия сплавления + 1 - 2 мм в сторону основного металла.
При вырезке образцов следует принять во внимание, что одна из чистовых поверхностей образца (после окончательной обработки) должна располагаться на расстоянии 1 - 2 мм от наружной поверхности трубы.
При толщине стенки трубы более 19 мм для испытания на ударный изгиб вырезают дополнительно еще 2 комплекта образцов с V-образным надрезом, одна из чистовых поверхностей которых расположена на расстоянии 1 - 2 мм от внутренней поверхности трубы.
Для стандартных испытаний на статический изгиб с расположением корня шва внутрь или наружу соответственно применяют образцы типа XXVII по ГОСТ 6996. При испытании на изгиб образцов, вырезаемых в направлении толщины стенки трубы с расположением ширины образца в плоскости, перпендикулярной поверхности трубы (образцы для испытания на «ребро»), применяют образцы типа XXVIIIa по ГОСТ 6996. Ширину таких образцов принимают равной 12,5 мм.
При испытании образцов типа XXVII применяют оправку диаметром 4s ± 2 мм, где s - толщина образца (металла трубы), мм; для образцов XVIIIa диаметр оправки составляет 50 ± 2 мм.
2.7. Временное сопротивление разрыву сварных соединений, определяемое на плоских разрывных образцах со снятым усилением, должно быть не ниже нормативного значения временного сопротивления разрыву основного металла труб.
2.8. Для сварных соединений, выполненных дуговой сваркой, среднее арифметическое значение угла изгиба образцов при испытании согласно ГОСТ 6996 должно быть не ниже 120°, а его минимальное значение не ниже 100°.
Для сварных соединений, выполненных контактной стыковой сваркой, среднее арифметическое значение угла изгиба образцов при испытании согласно ГОСТ 6996 должно быть не ниже 70°, а его минимальное значение - не ниже 40°. При подсчете среднего значения все углы больше 110° принимаются равными 110°.
2.9. Ударную вязкость металла кольцевых сварных соединений газопроводов определяют при температуре испытания - 20 °С.
Величина ударной вязкости металла сварных соединений, определяемая на образцах с V-образным надрезом (образцы типа Шарпи) при принятой температуре испытаний, должна быть не менее 34,4 Дж/см2 (3,5 кГс/см2).
Ударная вязкость определяется как среднее арифметическое из результатов испытаний при заданной температуре трех образцов, при этом минимальное значение ударной вязкости для одного образца должно быть не менее 29,4 Дж/см2 (3 кГс/см2).
2.10. Макрошлифы сварных соединений, выполненных двухсторонней сваркой под флюсом, в количестве не менее трех от одного стыка подвергают травлению с целью определения соответствия размеров швов см. п. 9.8. В поперечном сечении шлифа должны отсутствовать также недопустимые дефекты, указанные в разделе 9 настоящего Свода Правил.
2.11. Технологический процесс сварки считается аттестованным, если по данным операционного и визуального контроля, контроля неразрушающими физическими методами, результатам испытания механических свойств сварные соединения удовлетворяют требованиям пп. 2.7. - 2.10. и раздела 9 настоящего Свода Правил.
2.12. В случае если по каким-либо видам испытаний получены неудовлетворительные результаты, по согласованию с заказчиком может быть проведена повторная сварка и испытания двух дополнительных стыков. Если при повторных испытаниях опять будут получены отрицательные результаты, решение о новых испытаниях при аттестации данного технологического процесса сварки и объемах этих испытаний может быть принято Заказчиком только после выявления и устранения подрядчиком причин неудовлетворительных результатов.
2.13. По результатам аттестации технологии сварки в соответствии с технологической инструкцией и картой составляется акт аттестации технологии сварки, который должен содержать: список полного состава бригады сварщиков, которая участвовала в аттестации, с указанием выполняемых каждым сварщиком слоев шва, клейма электросварщиков данной бригады, номера и названия технологических карт, по которым выполнена аттестация, конкретные марки сварочных материалов и конкретные режимы сварки (прил. 2). К акту прилагаются результаты визуального контроля швов, неразрушающего контроля, механических испытаний и контроля макрошлифов. Акты аттестации технологии должны храниться в монтажной организации и сдаваться Заказчику в составе исполнительной документации.
2.14. Результаты аттестационных испытаний технологического процесса сварки распространяются только на те условия сварки, которые регламентированы технологической инструкцией и картой согласно п. 2.2. В случаях одного или более перечисленных ниже изменений условий сварки должны быть проведены новые аттестационные испытания:
• изменение процесса (или сочетания процессов) сварки и способа(ов) его выполнения;
• изменение материала труб: ТУ или стандарта на поставку, прочностного класса (табл. 2), состояния поставки;
• изменение диаметра свариваемых труб за пределы групп, приведенных в табл. 3;
• изменение толщины стенки трубы за пределы групп, приведенных в табл. 4;
• изменение разделки кромок за пределы допусков, регламентированных технологической инструкцией;
Группы по классу прочности труб
|
Класс прочности |
Нормативное значение временного сопротивления разрыву металла МПа (кгс/мм2) |
|
|
1 |
Менее К50 |
Менее 490(50) |
|
2 |
К50 - К54 |
490(50) - 529(54) |
|
3 |
К55 - К60 |
539(55) - 588(60) |
Группы по диаметрам труб
|
Диаметр труб, мм |
|
|
1 |
200 и менее |
|
2 |
> 200 - 720 |
|
3 |
> 720 - 1420 |
Группы по толщине стенки
|
Толщина стенки трубы, мм |
|
|
1 |
12,5 и менее |
|
2 |
> 12,5 - 19,0 |
|
3 |
> 19,0 |
• изменение типа сварочных материалов за пределы принятого технологией прочностного класса, типа электродов, вида электродного покрытия и сердечника порошковой проволоки, типа и основности флюса;
• изменение рода тока (переменный, постоянный) и полярности (обратная, прямая);
• изменение положения труб в процессе сварки и направления сварки (снизу вверх, сверху вниз);
• изменение числа слоев шва (в сторону уменьшения) и временного интервала между их выполнением (в сторону увеличения);
• изменение типа центратора (внутренний, наружный) и условий его удаления;
• изменение параметров предварительного, сопутствующего подогревов и послесварочной термообработки;
• уменьшение числа сварщиков на корневом слое шва, предусмотренного технологической инструкцией.
2.15. Аттестацию технологии ремонта дефектных стыков следует проводить одновременно с аттестацией технологии сварки трубопровода преимущественно на том же стыке. При проведении аттестации технологии ремонта производят ремонт участков сварного шва длиной не менее 300 мм в зоне вырезки образцов, обозначенных на рис. 2. В том случае, если ремонт сварного шва выполняется теми же сварочными материалами и тем же методом сварки, которые предусмотрены аттестованной технологией сварки, разрешается аттестовать технологию ремонта по результатам неразрушающего контроля одного потолочного участка шва длиной не менее 300 мм.
2.16. Технология сварки захлестов и другие специальные сварочные работы должны быть аттестованы самостоятельно, в соответствии с требованиями раздела 2 настоящего СП.
3. Аттестационные испытания сварщиков
3.1. Целью аттестационных испытаний является определение способности сварщика выполнить качественное сварное соединение при использовании технологического процесса сварки, прошедшего аттестацию согласно разделу 2 настоящего Свода Правил. Прежде чем приступить к выполнению сварочных работ, каждый сварщик должен сварить на специально подготовленных «катушках» допускной стык.
При ручной дуговой сварке неповоротных стыков труб диаметром 1020 мм и более допускается сваривать при проведении аттестации сварщиков одну из половин стыка относительно вертикальной оси.
Сварщик-оператор механизированной сварки должен выполнить весь набор операций, связанный со сваркой стыка в целом или той части шва, на которую он аттестуется.
Сварщик(и), выполнивший(е) сварку стыка, признанного годным при аттестации технологии сварки, считается(ются) прошедшим(и) испытания и для получения аттестационного удостоверения ему (им) не требуется проходить дополнительную аттестацию.
3.2. В процессе аттестационных испытаний сварщик(и) должен(ны) выполнять требования технологической инструкции и карты, указанные в п. 2.2, и применять такую же технику выполнения швов, которая будет использоваться в дальнейшем при сооружении газопровода.
Допускной стык должен свариваться в присутствии представителя технадзора Заказчика при условиях непрерывного пооперационного контроля и последовательной оценки качества операций.
3.3. Аттестационные испытания сварщика, в том числе при работе в составе бригады, назначают также в случаях, если:
• он имел перерыв в свой работе более трех месяцев;
• в технологическую документацию внесены изменения, перечисленные в п. 2.14.
3.4. Допускной стык подвергают:
• пооперационному контролю в процессе сварки;
• визуальному осмотру с определением геометрических параметров сварного соединения;
• радиографическому контролю;
• испытанию образцов на излом с надрезом;
• контролю за размерами швов и наличием недопустимых дефектов по макрошлифам согласно п. 2.10.
3.5. После радиографического контроля допускного стыка должны быть выполнены испытания образцов на излом с надрезом. Схема вырезки образцов в зависимости от диаметра трубы показана на рис. 3, а форма и размеры самого образца - на рис. 4.
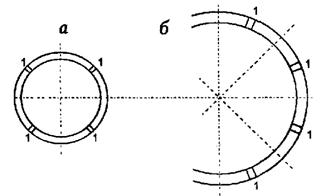
Рис. 3. Схема вырезки образцов для испытаний при аттестации сварщиков:
а - для труб диаметром 530 мм и более; б - для труб диаметром 1020 мм и более;
1 - образцы для испытания на излом (Nick Break)
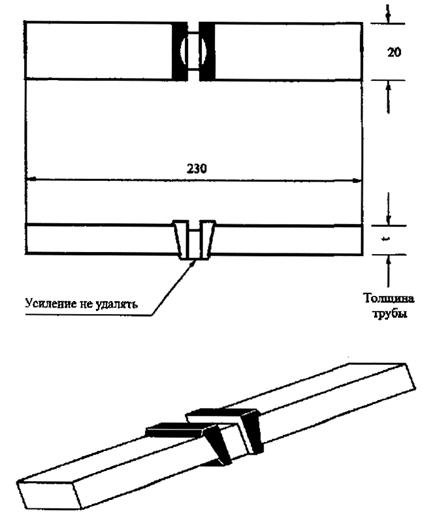
Рис. 4. Образец с надрезами для испытания на излом
Образцы, согласно рис. 4, должны иметь длину около 230 мм и ширину около 20 мм. Они могут быть вырезаны газовой резкой, фрезой или другим аналогичным инструментом с последующей механической обработкой. Образцы должны иметь надрезы, выполненные ножовкой в центральной части сварного шва (со стороны наружного усиления) и по бокам шва. Кромки образца должны быть параллельные и гладкие.
При толщине стенки трубы менее 20 мм глубина боковых надрезов должна находиться в пределах 3 мм, а поперечного надреза по усилению шва 1,5 мм, при толщине стенки трубы 20 мм и более, соответственно - 4,0 мм и 2,5 мм.
Усиление и обратный валик не удаляют.
Образцы могут быть разрушены преимущественно растяжением на разрывной машине. В отдельных случаях при соблюдении техники безопасности разрешается разрушение образцов ударом по центру образца при зажатых концах или ударом молота по свободному концу образца при зажатом другом конце.
Поверхность излома должна продемонстрировать полный провар и сплавление между слоями шва. Максимальный размер любой газовой поры должен быть не более 2,5 мм, а суммарная площадь допустимых пор не должна превышать 3 % площади излома образца.
Глубина шлаковых включений не должна превышать 1 мм. Расстояние между соседними шлаковыми включениями должно быть не менее 12,5 мм.
Если в изломе обнаружены дефекты типа флокенов («рыбьих глаз»), то они не являются браковочным признаком при данном испытании.
3.6. По согласованию с Заказчиком допускается вместо испытаний на излом образца с надрезом проводить испытания на статический изгиб. Для этого из положения, близкого к потолочному («5 - 7 часов»), должен быть вырезан комплект из двух образцов для испытаний на ребро.
3.7. Если результаты контроля по п. 3.4. удовлетворяют требованиям п. 3.5. и раздела 9 настоящих Правил, то сварщик (сварщики) признается (признаются) выдержавшим(и) испытания, что должно быть подтверждено актом аттестации и именной карточкой, которая выдается каждому сварщику (см. образец ниже).
|
Участок |
|
|
Иванов Иван Иванович |
|
|
Электросварщик |
|
|
Место для фотографии |
|
|
Аттестован по технологиям №№ |
|
3.8. Если результаты контроля по п. 3.4. не удовлетворяют требованиям п. 3.5. и раздела 9 настоящего Свода Правил, то разрешается выполнить сварку и контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов, хотя бы на одном из стыков, сварщик признается невыдержавшим испытание. К повторному испытанию сварщик может быть допущен только после дополнительного обучения (тренировки) по специальной программе, согласованной с технадзором Заказчика.
3.9. Срок действия аттестационных испытаний сварщиков определяется на время строительства данного объекта в том случае, если соблюдены следующие условия:
• сварщик в течение всего этого времени выполняет только ту работу, по которой он прошел аттестационные испытания;
• перерыв в работе за этот период не превышает трех месяцев.
3.10. Если сварщик за время работы нарушает технологическую дисциплину и допускает брак в работе, Технадзор Подрядчика или Заказчика имеет право отстранить его от работы и потребовать переаттестации.
4. Требования к сварочным материалам
4.1. Для дуговой сварки кольцевых стыков магистральных трубопроводов могут применяться следующие сварочные материалы:
• электроды покрытые, с покрытиями целлюлозного и основного вида;
• проволока сварочная сплошного сечения;
• проволока сварочная порошковая;
• флюс плавленый или керамический (агломерированный);
• защитный газ активный и инертный, а также смесь защитных газов.
4.2. Марки применяемых сварочных материалов должны быть аттестованы для трубопроводного строительства и удовлетворять требованиям ГОСТ 9466 (электроды); ГОСТ 9087 (флюсы); ГОСТ 2246 (проволоки);
ГОСТ 10157 (аргон сорта А); ГОСТ 8050 (двуокись углерода сварочная - 1 или 2, углекислый газ сварочный - 1 или 2), а также техническим условиям на их поставку, утвержденным в установленном порядке.
Для газовой резки должны применяться: кислород технический по ГОСТ 5583, ацетилен в баллонах по ГОСТ 5457, пропан-бутановая смесь по ГОСТ 5457.
4.3. Сварочные материалы, рекомендуемые к применению при сварке кольцевых швов, в том числе для каждого варианта их сочетания, должны обеспечивать требуемый комплекс прочностных, вязкопластических свойств металла шва и сварочно-технологических характеристик. При этом основополагающим принципом выбора сварочных материалов для сварки заполняющих слоев шва является получение металла шва с временным сопротивлением разрушению не менее минимального (нормативного) для металла свариваемых труб.
В случае сварки сталей разной прочности временное сопротивление разрушению металла шва назначают:
• при различных значениях толщин стенок стыкуемых труб - по более прочной трубе;
• при одинаковых значениях толщин стенок стыкуемых труб - по менее прочной трубе.
• Для электродов, предназначенных для сварки корневого слоя, основополагающим принципом выбора являются сварочно-технологические свойства.
4.4. Все сварочные материалы перед их использованием должны пройти входной контроль, включающий:
• проверку соответствия марки сварочного материала табл. 2.5.1, 2.5.2 и 3.2.1, прил. 1;
• проверку наличия сертификатов качества завода изготовителя;
• проверку сохранности упаковки электродов;
• проверку соответствия электродов требованиям ГОСТ 9466 по качеству изготовления, разности толщины и механической прочности электродного покрытия (см. прил. 5 к настоящему СП);
• проверку сварочно-технологических свойств электродов (см. прил. 5 к настоящему СП).
4.5. Сварочные материалы следует хранить в соответствии с требованиями изготовителя в условиях, предупреждающих их увлажнение и гарантирующих сохранность и герметичность упаковки.
4.6. Электроды, порошковая проволока и флюсы непосредственно перед сваркой должны быть просушены или прокалены в соответствии с рекомендациями изготовителя или технологической инструкции.
После прокалки сварочные электроды с покрытием основного вида должны храниться в течение рабочей смены при температуре 70 - 90 °С (в термопеналах).
4.7. Защитные газы следует хранить в емкостях, в которых их поставляют. Емкости следует хранить в соответствии с требованиями поставщика.
4.8. Запрещается смешивать газы в баллонах и емкостях, в которых они поставляются.
4.9. Газы, отбираемые из баллонов и емкостей, следует подвергнуть осушке в соответствии с технологической инструкцией.
5. Подготовка труб и деталей к сборке
5.1. Перед началом сварочно-монтажных работ необходимо убедиться в том, что используемые трубы, соединительные детали, запорная и распределительная арматура имеют сертификаты качества и соответствуют проекту, техническим условиям на их поставку, а также требованиям настоящих Правил. Трубы и детали должны пройти входной контроль в соответствии с требованиями СП на трубы.
5.2. Необходимо выполнить визуальный осмотр труб, соединительных деталей и арматуры. При этом должны отсутствовать недопустимые дефекты, регламентированные техническими условиями на поставку и требованиями настоящих Правил. На поверхности труб или деталей не допускаются:
• трещины, плены, рванины, закаты любых размеров;
• царапины, риски и задиры глубиной более 0,4 мм;
• местные перегибы, гофры и вмятины;
• расслоения на концах труб.
В случае трудности идентификации расслоения рекомендуется цветная дефектоскопия.
Если обнаружены расслоения, то по результатам дополнительного ультразвукового контроля концы труб с расслоением подлежат вырезке.
В местах, пораженных коррозией, толщина стенки труб или деталей не должна выходить за пределы минусовых допусков, установленных техническими условиями на поставку. Замер толщины стенки трубы на этих участках необходимо выполнять с помощью ультразвукового толщиномера с точностью не менее 0,1 мм.
5.3. Допускается производить зачистку на поверхности труб и деталей царапин, рисок и задиров глубиной свыше 0,4 мм, а также участков поверхности, пораженных коррозией, при условии, что толщина стенки после устранения дефектов не будет выходить за пределы минусовых допусков, установленных техническими условиями на поставку.
Замер толщины стенки трубы на участках, подвергаемых зачистке, необходимо выполнять с помощью ультразвукового толщиномера.
5.4. Допускается исправление на торцах труб плавных вмятин глубиной не более 3,5 % от диаметра трубы. Правка должна осуществляться безударными разжимными устройствами. При температуре окружающего воздуха ниже 5 °С, а на трубах класса прочности К55 и выше - независимо от температуры окружающего воздуха, правка должна выполняться с обязательным предварительным подогревом на 100 - 150 °С.
Если металл в зоне вмятин имеет дефекты, перечисленные в п. 5.2., то такие вмятины исправлению не подлежат и должны быть вырезаны.
5.5. Допускается ремонт сваркой дефектов кромок труб (забоин, задиров) глубиной не более 5 мм с последующей механической зачисткой мест исправления дефектов до восстановления необходимого скоса кромок.
5.6. Концы с дефектами глубиной более 5 мм должны быть отрезаны.
5.7. Концы труб и соединительных деталей должны иметь форму и размеры скоса кромок, соответствующие применяемым процессам сварки. При их несоответствии допускается механическая обработка кромок непосредственно в трассовых условиях. В отдельных случаях, например, при выполнении захлестов, допускается применять для образования необходимой фаски газокислородную резку с последующей механической зачисткой кромок абразивным кругом.
5.8. Перед сборкой труб необходимо очистить внутреннюю полость труб и деталей от попавшего внутрь грунта, грязи, снега, а также очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб и соединительных деталей на ширину не менее 10 мм.
5.9. Участки усиления наружных заводских швов, прилегающие к свариваемому торцу, рекомендуется удалять до высоты 0 - 0,5 мм на расстоянии от торца не менее 10 мм.
5.10. При контактной стыковой сварке кольцевых стыков трубопроводов необходимо дополнительно:
• провести контрольную проверку размеров стыкуемых труб по торцам, при этом разница в фактическом периметре стыкуемых труб не должна превышать 12 мм, а разница в фактической толщине их стенок - 1 и 2,2 мм, соответственно для толщин стенок до 10 и более 10 мм;
• выполнить в соответствии с технологической инструкцией и картой зачистку до металлического блеска поверхностей труб под токоподводящие башмаки сварочных машин;
• проверить и, в случае необходимости, удалить усиление продольных швов труб в месте расположения силовых и токоподводящих башмаков, при этом высота оставшегося усиления продольного шва после его удаления должна быть не более 0,5 мм.
5.11. Газокислородную резку труб можно выполнять механизированным или ручным способом.
5.12. Перед резкой необходимо зачистить проволочной щеткой зону реза шириной 50 - 100 мм от праймера, изоляции, окалины, ржавчины, пыли, масляных и жирных пятен.
5.13. Шероховатость кромки реза не должна превышать 0,32 мм (3-й класс по ГОСТ 14-792).
5.14. Перед сваркой после резки необходимо тщательно удалить с кромки реза грат и окалину. Перед сваркой электродами с покрытием целлюлозного вида поверхность реза необходимо зачистить шлифмашинкой или подвергнуть механической обработке.
5.15. При отрицательных температурах окружающего воздуха машинную резку рекомендуется выполнять с подогревом до 50 - 100 °С.
5.16. Правку концов труб после резки при отрицательных температурах окружающего воздуха можно выполнять только после подогрева до 150 - 200 °С.
5.17. При использовании для удаления дефектов воздушно-дуговой поверхностной резки угольным электродом перед сваркой поверхность реза следует зачистить от грата абразивным кругом с использованием шлифмашинки на глубину 0,3 - 0,5 мм (до металлического блеска).
6. Сборка и сварка труб и деталей
6.1. Сборка труб и деталей и их сварка должны выполняться в соответствии с требованиями технологической инструкции и карты.
6.2. Сборка стыков труб должна гарантировать:
• перпендикулярность стыка оси трубопровода. Отклонение от перпендикулярности не должно превышать 2 мм;
• равномерность технологического зазора, находящегося в пределах значений, регламентированных технологической инструкцией и картой;
• минимально возможную величину смещения кромок, регистрируемую универсальными шаблонами, не превышающую допустимых значений.
6.3. Смещение кромок труб при сборке должно быть равномерно распределенным по периметру стыка. Максимальная величина распределенного смещения не должна превышать 2 мм. Допускается локальное смещение кромок труб не более 3 мм. Общая длина таких смещений не должна превышать 1/6 периметра трубы. В случае применения автоматической сварки в защитных газах рекомендованная максимальная величина локальных смещений при сборке не менее 2 мм.
При стыковой контактной сварке смещение кромок собранных труб рекомендуется допускать не менее 20 % от любой толщины стенки трубы, но не более 2 мм.
Измерение величины смещения труб допускается производить по наружным поверхностям.
6.4. Монтаж трубопровода в непрерывную нитку из отдельных труб или секций труб при дуговой сварке следует осуществлять на инвентарных опорах, исключающих повреждение изоляции труб. При контактной стыковой сварке трубопровода в непрерывную нитку свободный конец трубы или секции труб необходимо поддерживать трубоукладчиком.
6.5. Сборку труб при дуговой сварке секций труб или трубопровода в непрерывную нитку следует производить с применением внутренних центраторов.
При ликвидации технологических разрывов (захлестов), а также при сварке других стыков, где применение внутренних центраторов невозможно, разрешается производить сборку с использованием наружных центраторов.
При контактной стыковой сварке сборку труб осуществляют с помощью центраторов, входящих в состав сварочной установки.
При сборке запрещается и ударная правка концов труб, в том числе с нагревом.
6.6. При сборке расстояние между продольными швами смежных труб должно быть не менее 100 мм. В случае технической невозможности выполнения указанных требований по «разведению» заводских швов, выбор расстояния между смежными заводскими швами производитель работ должен согласовывать в каждом конкретном случае с представителем технадзора Заказчика. Рекомендуется располагать продольные швы в верхней половине свариваемых труб.
6.7. Зазор между свариваемыми кромками труб при сборке и допуск на его изменение зависят от применяемых способов сварки, типа сварочных материалов и технологических параметров сварки и должны быть указаны в технологической инструкции (см. прил. 1) и карте.
6.8. При выполнении сварочно-монтажных работ оптимальной организационной схемой является изготовление двух- или трехтрубных секций на трубосварочных базах и последующая сварка секций в нитку трубопровода поточно-расчлененным методом.
6.9. Сварка должна выполняться при погодных условиях, указанных в технологической инструкции. Если нет других ограничений, допускается выполнение сварочных работ при температуре окружающего воздуха выше - 40 °С. При ветре более 10 м/сек, а также при выпадении осадков запрещается производить сварочные работы без инвентарных укрытий.
При перерыве в работе концы свариваемого участка трубопровода необходимо закрывать инвентарными заглушками для предотвращения попадания внутрь трубопровода влаги, снега, грязи и т.п.
6.10. При различной нормативной толщине (разнотолщинности) стыкуемых труб при дуговых методах сварки допускается их непосредственная сборка без дополнительной обработки кромок:
• для толщин стенок не более 12,5 мм, если разность толщин не превышает 2 мм;
• для толщин стенок свыше 12,5 мм, если разность толщин не превышает 3 мм. В этом случае смещение стыкуемых кромок не допускается.
Соединение труб с большей разнотолщинностью или труб с деталями (фитингами) и запорной арматурой рассмотрено в разделе 7 «Специальные сварочные работы».
6.11. Непосредственно перед прихваткой или сваркой корневого слоя шва производится просушка или предварительный подогрев торцов труб и прилегающих к ним участков.
Просушка торцов труб путем нагрева до 50 °С обязательна:
• при наличии влаги на трубах независимо от температуры окружающего воздуха;
• при температуре окружающего воздуха ниже 5 °С.
Предварительный подогрев определяется толщиной стенки труб или деталей трубопровода, видом электродного покрытия и температурой окружающего воздуха, эквивалентом углерода [С]экв и показателем свариваемости металла трубы Рсм:
![]()
![]() ,
,
где С, Mn, Cr, Mo, V, Си, Ni, Si, В - содержание элементов (%) в составе металла трубы (по сертификату).
Параметры предварительного подогрева регламентируются технологической инструкцией (см. прил. 1) и вносятся в технологическую карту.
6.12. Предварительный и, при необходимости, сопутствующий подогрев следует осуществлять нагревательными устройствами (газовыми или электрическими), обеспечивающими равномерный нагрев металла по всему периметру свариваемого стыка. Ширина зоны равномерного нагрева металла в каждую сторону от оси шва должна быть не менее 75 мм.
Предварительный и сопутствующий подогрев, как и послесварочная термообработка, не должны нарушать целостность наружной изоляции трубы.
6.13. Температуру предварительного и сопутствующего подогрева при соединении двух труб (или трубы с деталью, арматурой) из различных марок стали или с различной толщиной стенки, которые должны быть нагреты на различающиеся температуры, устанавливают по максимальному значению.
6.14. Контроль температуры предварительного и/или сопутствующего подогрева следует выполнять перед началом сварки на расстоянии до 15 мм от торца трубы и в пределах 60 - 75 мм не менее чем в трех точках по периметру трубы. Замерять температуру следует контактными термопарами или термокарандашами.
6.15. При дуговой сварке, в зависимости от принятой технологии, сборка труб может осуществляться преимущественно выполнением непосредственно корневого слоя без прихваток или же с помощью отдельных технологических прихваток. Требования к их выполнению, в том числе количество и место расположения прихваток, способ их выполнения должны быть указаны в технологической инструкции (см. прил. 1) и соответствующих технологических картах.
Во всех случаях технологические прихватки следует выполнять не ближе 100 мм от продольных швов трубы (детали, арматуры). При сварке поворотных стыков технологические прихватки должны полностью перевариваться последующими слоями. При использовании внутреннего центратора и электродов с покрытием целлюлозного вида не рекомендуется выполнять сборку неповоротных стыков отдельными прихватками.
6.16. Приварка временных технологических креплений (планок, скоб и т.п.) к телу трубы (детали, арматуры) запрещается.
6.17. В процессе сборки должно быть исключено попадание масла, влаги и других загрязнений в разделку и зазоры соединений, а также на прилегающие к разделке поверхности труб и деталей.
6.18. Освобождать жимки внутреннего центратора разрешается:
• для неповоротных стыков: после полного выполнения корневого слоя (при сварке электродами с покрытием основного вида) или корневого слоя и горячего прохода (при сварке электродами с покрытием целлюлозного вида);
• для поворотных стыков, собранных с использованием отдельных прихваток: после выполнения первого (рабочего) слоя;
• для поворотных стыков, собранных без прихваток: после полного выполнения корневого слоя.
6.19. Снимать наружный центратор разрешается после сварки не менее 60 % периметра стыка корневым слоем и горячим проходом (при сварке целлюлозными электродами) или корневым слоем (при сварке основными электродами).
При этом отдельные участки шва должны быть равномерно расположены по периметру стыка. Перед продолжением сварки корневого шва после снятия центратора все сваренные участки шва должны быть зачищены, а концы швов прорезаны шлифмашинкой.
До полного завершения корневого слоя (при сварке основными электродами) или корневого слоя и горячего прохода (при сварке целлюлозными электродами) не разрешается смещать, сдвигать или перемещать свариваемый стык.
При автоматической сварке в защитных газах разрешается освобождать жимки центратора только после завершения сварки:
• внутреннего корневого слоя и первого наружного слоя (горячего прохода) - при двусторонней сварке по методу CRC-EVANS;
• наружного корневого слоя и горячего прохода - при односторонней сварке.
6.20. Дуговая сварка поворотных стыков должна выполняться с использованием кантователей, роликовых стендов или другого оборудования, обеспечивающих равномерное вращение труб или трубных секций без рывков и продольных перемещений, а также стабильное положение сварочных электродов относительно свариваемого стыка. Оборудование должно исключать повреждение наружной изоляции труб.
6.21. При дуговой сварке поворотных и неповоротных стыков трубопровода шов должен быть многослойным. Необходимое число слоев шва зависит от толщины стенки труб и деталей арматуры, применяемого способа сварки и должно быть указано в соответствующей технологической инструкции и карте. При этом с внутренней стороны трубы выполняется не более одного слоя. Остальные слои свариваются с наружной стороны трубы или детали.
6.22. Поворотные стыки труб диаметром 1020 - 1420 мм, выполненные по сваренному вручную корню шва, должны быть подварены изнутри по всему периметру, при этом предпочтительной является механизированная подварка под флюсом.
Неповоротные стыки труб диаметром 1020 - 1420 мм в случае сварки электродами с покрытием основного вида должны быть подварены в местах несплавления, непровара, смещения кромок более 2 мм и в потолочном положении.
Неповоротные стыки труб диаметром 1020 - 1420 мм в случае сварки корневого слоя электродами с покрытием целлюлозного вида требуют подварки только в местах непровара, несплавления и смещения кромок более 2 мм.
6.23. При дуговой сварке с наружной стороны трубы для предупреждения образования дефектов между слоями перед выполнением каждого последующего слоя поверхность предыдущих слоев должна быть очищена от шлака и брызг наплавленного металла.
Для облегчения удаления шлака рекомендуется применять режимы и технику сварки, обеспечивающие вогнутую (менискообразную) форму поверхности корневого и заполняющих слоев. После сварки облицовочного слоя поверхности шва и примыкающего к нему основного металла также необходимо очистить от брызг и шлака, а также зашлифовать участки шва с грубой чешуйчатостью и редкими переходами от шва к основному металлу.
6.24. Процесс дуговой сварки следует начинать и заканчивать не ближе 100 мм от продольного шва трубы (детали, арматуры).
Место начала и окончания процесса сварки каждого слоя (замок шва) должно располагаться не ближе 100 мм от замков предыдущего слоя шва.
Все кратеры при дуговой сварке должны быть заплавлены.
При ручной сварке многослойных швов участками перекрытие участков шва в пределах одного слоя должно быть не менее 30 мм.
Ручную дуговую сварку стыков рекомендуется выполнять одновременно не менее, чем двумя сварщиками.
Начало каждого следующего слоя необходимо смещать относительно предыдущего не менее чем на 20 мм.
6.25. В случае нарушения требований по допускаемому промежутку времени между слоями, регламентированных технологической инструкцией и картой, допускается возобновить процесс сварки только после повторного подогрева металла шва до температуры предварительного подогрева, регламентированной технологической картой.
6.26. Не рекомендуется оставлять не полностью сваренные стыки. В тех случаях, когда производственные условия не дают возможности без перерыва завершить сварку стыка, следует соблюдать следующие ограничения:
• перерыв не должен быть более 24 часов;
• стык должен быть сварен не менее чем на 2/3 толщины стенки трубы. Это условие должно быть оговорено в технологической инструкции;
• незавершенный стык следует накрыть сухим поясом из водонепроницаемого теплоизолирующего материала, обеспечивающего замедленное и равномерное охлаждение;
• перед возобновлением сварки стык должен быть нагрет до нормированной температуры, указанной в технологической карте.
При несоблюдении указанных условий стык подлежит вырезке.
Перерывы при сварке стыков захлестов и т.п. стыков не допускаются ни при каких обстоятельствах.
6.27. В процессе дуговой сварки необходимо контролировать состояние токоподводящих контактов, очищать вкладыши или сопла от нагара и брызг и, при необходимости, заменять их новыми, а также следить за положением электрода в разделке и поддержанием заданных параметров режима сварки в соответствии с технологической инструкцией и картой.
Предельно допустимые отклонения параметров режима сварки, включая параметры, определяющие положение электродов относительно свариваемого стыка, должны быть оговорены в технологической инструкции (см. прил. 1).
6.28. При дуговой сварке покрытыми электродами запрещается применять присадки, подаваемые дополнительно в зону дуги или закладываемые в разделку кромок.
Аналогичное запрещение действует и применительно к другим способам дуговой сварки, если это не регламентировано технологической инструкцией или картой.
6.29. Контактная стыковая сварка должна выполняться автоматически с применением программного управления параметрами в процессе сварки.
Допускается предварительное оплавление металла кромок для устранения неравномерного зазора между стыкуемыми кромками в полуавтоматическом режиме. Длительность такого оплавления зависит от типоразмера труб и не должна превышать допустимые пределы, указанные в технологической инструкции.
6.30. Установки для контактной стыковой сварки трубопроводов должны быть укомплектованы специальными гратоснимающими устройствами для удаления внутреннего и наружного грата.
Все кольцевые сварные соединения участков газопроводов с температурой эксплуатации - 20 °С и ниже, выполненные стыковой контактной сваркой, должны подвергаться послесварочной термообработке.
Стыки участков газопровода, эксплуатируемых при температуре выше - 20 °С, выполненные стыковой контактной сваркой, подлежат термообработке по требованию Заказчика.
6.31. Каждый стык трубопроводов должен иметь систему клеймления, которое выполняется маркерами (или несмываемой краской) в верхней полуокружности трубы слева по ходу газа на расстоянии 100 - 150 мм от стыка. Возможна маркировка стыков электроискровым методом. Маркировка сварочной дугой запрещается.
Система клеймления, которая представлена в качестве примера в табл. 5, включает:
• номер стыка;
• таблицу клейм каждого из сварщиков или клейм бригады.
Вся информация, предусмотренная системой клеймления, заносится в сварочный журнал. В сопроводительной документации №№ сваренных стыков должны быть привязаны к километражу и пунктам трассы.
Таблица 5
Типичная схема клеймления стыков
(пример для ручной дуговой сварки неповоротного стыка двумя сварщиками)
№ СТЫКА
|
5 |
3 |
7 |
|
|
20 |
20 |
35 |
14 |
Примечание. 1. В первом столбце таблицы указываются клейма сварщиков, выполняющих корневой слой, во втором - первый заполняющий слой (или горячий проход при сварке целлюлозными электродами) и т.д. вплоть до облицовочного слоя.
2. В первой строчке таблицы указываются клейма сварщиков, работавших слева по ходу газа, во второй - справа по ходу газа.
3. Каждая строка таблицы соответствует одному сварщику; следовательно, для трех сварщиков строк будет 3, для четырех - 4 и т.д.
7. Специальные сварочные работы
7.1. К специальным сварочным работам относятся:
• вварка в нитку газопровода толстостенных соединительных деталей (фитингов), запорной и распределительной арматуры;
• сварка захлестов;
• приварка катодных выводов;
• заварка технологических отверстий;
• ремонт сварных соединений.
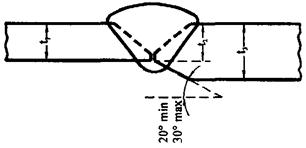
7.2. Сварка разнотолщинных труб и элементов труба-деталь трубопровода и труба-арматура, разнотолщинность которых превышает пределы, оговоренные в п. 6.10., осуществляется:
• путем вварки между ними катушки промежуточной толщины шириной не менее 250 мм или переходных колец, изготовленных в заводских условиях;
• путем непосредственного соединения специально обработанных свариваемых торцов (рис. 5).
а
Обработка с внутренней стороны толщины t3 до t2 = t1
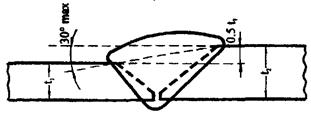
б
Соединение t2 £ 1,5t1 без обработки свариваемых торцов (t2 = t3)
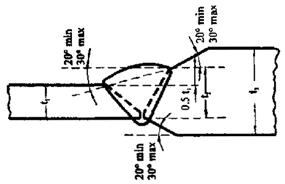
в
Обработка с внутренней и наружной стороны толщины t3 до t2 £ 1,5t1
г
Обработка с наружной стороны толщины t3 до t2 £ 1,5t1
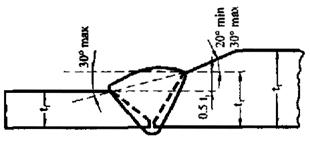
Рис. 5. Регламентируемые варианты обработки торцов стыкуемых разнотолщинных элементов
t1 - толщина стенки более тонкостенного элемента;
t2 - толщина свариваемого торца более толстостенного элемента;
t3 - толщина стенки более толстостенного элемента
Разнотолщинность свариваемых торцов (см. п. 1.3.10) (t1/t2) после механической обработки не должна превышать 1,5. Типовые варианты обработки соединяемых элементов с разнотолщинностью 1,5 и менее приведены на рис. 5 а, б, в, г.
Разнотолщинные соединения свариваемых торцов соединительных деталей, арматуры и труб диаметром 530 - 1420 мм должны выполняться с внутренней подваркой. При отсутствии технической возможности подварки корневого слоя внутри трубопровода соединение следует выполнять путем предварительной сварки соединительной детали и патрубка с последующей подваркой корня шва.
Контроль разнотолщинных сварных соединений должен осуществляться радиографическим (100 %) и ультразвуковым (100 %) методами, при этом к кольцевым сварным соединениям должны быть предъявлены требования по дефектоскопии, как к стыкам с внутренней подваркой.
7.3. Сборку стыков захлестов, гарантийных и температурных (замыкающих) стыков следует производить непосредственным соединением труб или вваркой катушки (патрубка). Сварка гарантийного стыка оформляется актом.
При линейном строительстве в случае применения катушки она должна быть изготовлена из трубы той же толщины, того же диаметра и того же класса прочности, что и соединяемые трубы.
При монтаже захлестов запрещается натягивать трубы (плети), изгибать их силовыми механизмами или нагревать за пределами зоны сварного стыка.
Сборка разнотолщинных труб при монтаже захлестов не допускается.
Контроль стыков захлестов выполнять в объеме 100 % радиографией и 100 % ультразвуком, как указано в п. 7.2. для разнотолщинных стыков.
7.4. Заварка технологических отверстий осуществляется путем вварки заплат.
Технология вварки заплат аттестуется в установленном СП порядке.
7.5. Приварка катодных выводов дуговой сваркой разрешается только к сварным швам. Приварка любых конструктивных элементов к телу трубы разрешается только в случае, когда предусмотрена послесварочная термообработка.
7.6. Ремонту сваркой могут быть подвержены только те сварные соединения, в которых суммарная длина участков с недопустимыми дефектами не превышает 1/6 периметра стыка. Ремонт трещин, кроме кратерных, не допускается. Повторный ремонт одного и того же дефектного участка не допускается.
7.7. Длина ремонтируемого участка должна превышать длину дефекта не менее чем на 30 мм в каждую сторону от дефекта.
7.8. Ремонт должен выполняться с обязательным равномерным предварительным подогревом, регламентируемым технологической инструкцией и технологической картой на ремонтные работы.
7.9. Технология ремонта сваркой регламентируется технологической инструкцией и картой.
Ремонт швов, сваренных иными способами, чем ручная дуговая сварка покрытыми электродами (например, механизированной сваркой под флюсом), выполняется только электродами с основным видом покрытия.
7.10. На все виды специальных сварочных работ должны быть составлены акты, которые хранятся в монтажной организации и передаются Заказчику при сдаче объекта.
8. Послесварочная термообработка сварных соединений
8.1. Номенклатура сварных соединений, подлежащих термообработке, и тип термообработки определяются требованиями проекта.
8.2. Если проектом не оговорено, то послесварочную термообработку соединений, сваренных дуговыми методами сварки, целесообразно выполнять в следующих случаях:
• для разнотолщинных сварных стыковых соединений, если толщина стенки соединительной детали (фитинга) или «юбки» крана превышает 42 мм;
• для разнородных сварных соединений со степенью разнородности по нормативному значению ДК более 8 МПа;
• в случае приварки к трубным патрубкам ложементов для надземных трубопроводов в местах установки «мертвых» опор.
8.3. Послесварочная термообработка проводится для выполненных стыковой контактной сваркой соединений участков газопроводов с температурой эксплуатации -20 °С и ниже.
8.4. Термическую обработку кольцевых сварных соединений трубопроводов, включая ее кратность, следует проводить согласно требованиям соответствующей технологической инструкции, в которой должны быть оговорены:
• размеры труб (диаметр трубы и толщина ее стенки), класс их прочности, химический состав трубного металла, для которого допускается применение данной термообработки;
• описание метода термообработки;
• параметры термообработки, включая время нагрева, максимальную температуру нагрева, время выдержки при максимальной температуре, и, при необходимости, время (скорость) охлаждения, а также допустимые пределы их изменения;
• описание метода и аппаратуры контроля параметров термообработки, в том числе контроля равномерности нагрева шва по всему периметру.
8.5. Термическую обработку сварных соединений, выполненных стыковой контактной сваркой, необходимо проводить после удаления грата.
8.6. В процессе термической обработки ее параметры, указанные в п. 8.2, должны автоматически регистрироваться.
8.7. В случае если параметры выполненной термообработки ниже требуемых значений, допускается выполнить повторную термическую обработку.
8.8. Перед термообработкой стыка следует установить временные опоры по обе стороны от него, позволяющие «разгрузить» термообрабатываемый узел.
Временные опоры и узел закрепления следует убирать только после полного охлаждения стыка.
8.9. Термообработку сварных стыков можно выполнять только в том случае, если, по меньшей мере, один из концов монтируемого участка трубопровода свободен (не закреплен).
8.10. Технология послесварочной термообработки подлежит аттестации.
9. Контроль качества кольцевых сварных соединений газопроводов
9.1. Для обеспечения требуемого уровня качества кольцевых сварных соединений газопроводов необходимо выполнять:
• пооперационный контроль;
• визуальный контроль;
• контроль по макрошлифам (в случае двухсторонней сварки под флюсом);
• контроль неразрушающими физическими методами;
• механические испытания образцов сварных соединений;
• регистрацию параметров процесса сварки.
Для выполнения контроля привлекаются организации, имеющие лицензию Госгортехнадзора России.
9.2. Пооперационный контроль производитель работ выполняет непосредственно и непрерывно в процессе проведения операций по сборке и сварке газопроводов. При пооперационном контроле проверяют соответствие выполняемых работ проекту, требованиям настоящего Свода Правил, государственных стандартов, технологических инструкций и карт.
9.3. Визуальный контроль и обмер сварных соединений выполняют работники служб контроля подрядчика с использованием необходимого измерительного инструмента.
Пооперационному контролю и визуальному осмотру подлежат кольцевые сварные соединения, выполненные при аттестации технологического процесса сварки, аттестационных испытаниях сварщиков, а также все сварные соединения газопроводов. При этом качество швов оценивают по результатам осмотра наружной и внутренней поверхности сварных соединений газопроводов.
Контроль захлесточных стыков любого диаметра и сварных соединений труб диаметром 720 мм и менее можно осуществлять только с наружной поверхности газопровода.
9.4. Перед визуальным осмотром кольцевые сварные соединения очищают от шлака, брызг металла, грязи, снега и т.п.
При контактной стыковой сварке осмотр сварных соединений выполняют после снятия грата.
9.5. При визуальном контроле проверяют соответствие кольцевых сварных соединений следующим требованиям:
• при дуговой сварке высота усиления шва снаружи трубы должна быть 2 ± 1 мм и иметь плавный переход к основному металлу;
• при дуговой сварке высота усиления швов, сваренных изнутри трубы, должна быть 2 ± 1 мм и иметь плавный переход к основному металлу;
• при дуговой сварке высота усиления обратного валика корневого слоя шва должна быть 1 ± 1 мм;
• ширина наружного и внутреннего сварных швов при дуговой сварке под флюсом должна соответствовать значениям, приведенным в табл. 6;
• ширина подваренного слоя, выполненного ручной дуговой сваркой, должна быть 8 ± 2 мм;
• в стыках, выполненных контактной стыковой сваркой грат снаружи и внутри труб должен быть удален механической обработкой. Величина усиления металла в зоне грата после его удаления с наружной и внутренней сторон трубы не должна превышать 3 мм. При снятии грата не допускается уменьшение толщины стенки сваренных труб. Смещение кромок после сварки не должно превышать 25 % толщины стенки, но быть не более 3 мм. Допускаются местные смещения на длине 20 % периметра стыка, величина которых не превышает 30 % толщины стенки, но не более 4 мм.
Ширина шва для различных способов сварки, мм
|
Ручная дуговая сварка |
Сварка под флюсом |
Автоматическая сварка в защитных газах |
|||
|
по заводской разделке кромок |
по V-образной разделке кромок |
плавленный |
агломерированный |
||
|
Наружный шов |
|||||
|
> 8 - 14 |
15 - 22 |
17 - 24 |
17 - 24 |
16 - 22 |
10 - 14 |
|
> 14 - 19 |
18 - 24 |
24 - 30 |
18 - 26 |
17 - 23 |
10 - 16 |
|
> 19 - 22 |
21 - 27 |
27 - 33 |
20 - 29 |
18 - 26 |
11 - 17 |
|
> 22 - 28 |
25 - 31 |
32 - 38 |
20 - 31 |
20 - 31 |
11 - 18 |
|
Внутренний шов |
|||||
|
> 8 - 14 |
8 ± 2 |
14 - 19 |
13 - 17 |
2 - 10 |
|
|
> 14 - 19 |
17 - 22 |
16 - 21 |
|||
|
> 19 - 22 |
18 - 25 |
17 - 23 |
|||
|
> 22 - 28* |
19 - 26 |
18 - 24 |
|||
*) При толщине стенки более 28 мм ширина шва регламентируется технологической картой
На поверхности сварных швов и околошовной зоны должны отсутствовать поры и трещины любых размеров, а также другие видимые дефекты, размеры которых превышают регламентированные для неразрушающего контроля (табл. 7).
Дефекты, выявляемые при радиографическом контроле
|
Условное обозначение дефекта |
Допустимые размеры дефекта |
Примечание |
|||
|
Глубина |
Единичная длина |
Суммарная длина на 300 мм шва |
|||
|
ПОРЫ: |
|||||
|
Сферические |
Аа |
d £ 0,1S, но £ 3 мм при 3d £ 1 £ 5d |
£ 50 мм |
||
|
Удлиненные |
d £ 0,2S, но £ 3 мм при 1 ³ 5d |
||||
|
Цепочки |
Ав |
£ 0,1S, но не более 3 мм |
£ 30 мм |
£ 30 мм |
|
|
Скопления |
Ас |
£ 0,2S, но не более 3 мм |
£ 13 мм (dскопл.) |
£ 13 мм |
|
|
Канальные |
Aк |
£ 0,2S, но не более 3 мм |
£ S, но не более 30 мм |
£ 30 мм |
|
|
ПОЛЫЙ ВАЛИК: |
Аов |
He регламентируется, если полностью расположен вне толщины стенки трубы (только в обратном валике); если хотя бы частично находится в рабочем сечении шва, то его относят к канальной поре. |
|||
|
ШЛАКОВЫЕ ВКЛЮЧЕНИЯ: |
|||||
|
Компактные, сферические |
Ва |
£ 0,1S |
£ 0,5S, но не более 7 мм |
£ 50 мм |
Ширина включения £ 3 мм |
|
Удлиненные |
Bd |
£ 0,1S |
£ 2S, но не более 50 мм |
£ 50 мм |
Ширина одиночного включения £ 1,5 мм. Максимальная ширина |
|
Цепочка |
Вв |
£ 0,1S |
£ 2S, но не более 50 мм |
£ 50 мм |
сдвоенных параллельных дефектов («зашлакованных карманов») £ 0,8 мм на длине £ 30 мм |
|
Скопление |
Вс |
£ 0,1S |
£ 2S, но не более 30 мм |
£ 30 мм |
|
|
НЕПРОВАРЫ И НЕСПЛАВЛЕНИЯ: |
|||||
|
В корне шва |
Да |
£ 0,05S, но не более 1 мм |
£ 2S, но не более 30 мм |
£ 30 мм |
В сварных соединениях трубопроводов диаметром 1020 мм, выполненных с внутренней подваркой, непровары и несплавления в корне шва не допускаются |
|
Межслойные |
Дв |
£ 2S, но не более 30 мм |
£ 50 мм |
||
|
По контуру разделки |
Дс |
||||
|
ЛЮБЫЕ ТРЕЩИНЫ: |
Е |
Не допускаются |
|||
|
ВОГНУТОСТЬ КОРНЯ ШВА (УТЯЖИНА): |
Fa |
£ 2S, но не более 2 мм, при этом плотность изображения на снимке не более плотности изображения основного металла |
£ 1/6 периметра стыка |
Плавный дефект корня шва при проплавленных кромках |
|
|
ПРОВИСЫ (ПРЕВЫШЕНИЯ ПРОПЛАВАВ |
Fв |
£ 5 мм |
£ 50 мм |
£ 50 мм |
|
|
ПОДРЕЗЫ: |
Fc |
£ 0,5 мм |
£ 50 мм |
£ 50 мм |
|
|
СМЕЩЕНИЯ КРОМОК: |
Fd |
£ 0,2S, но не более 3 мм |
£ 1/6 периметра стыка |
||
Примечания:
1. Обозначения размеров: S - толщина стенки; 1 - расстояние между соседними дефектами; d - максимальный размер единичного дефекта.
2. Цепочка пор и шлаковых включений: три и более пор или шлаковых включений, расположенных на одной линии с расстоянием между любыми двумя близлежащими дефектами более одного, но не более трех максимальных размеров этих дефектов.
3. Скопление пор и шлаковых включений - три и более беспорядочно расположенных пор или шлаковых включений с расположением между любыми двумя близлежащими дефектами более одного, но не более трех максимальных размеров этих дефектов.
4. Любая суммарная протяженность совокупности допустимых по глубине дефектов на любые 300 мм шва должна быть £ 50 мм (но не более 1/6 периметра шва).
Следует проверить наличие соответствующих отметок, идентифицирующих проверяемый стык (шифр/клеймо сварщика, порядковый номер стыка плети и др.).
Результаты визуального контроля должны быть оформлены заключением, форма которого приведена в прил. 3.
9.6. В случае если при визуальном осмотре в сварном соединении обнаружены недопустимые дефекты, данное сварное соединение подлежит вырезке или ремонту в соответствии с требованиями настоящего Свода Правил.
9.7. Контроль кольцевых сварных соединений по макрошлифам выполняют при механизированной двухсторонней сварке под флюсом при проведении аттестации технологических процессов сварки и аттестационных испытаниях сварщиков.
При сварке указанным способом поворотных стыков макрошлифы отбирают также от одного из каждых двухсот товарных кольцевых стыков. Темплеты для изготовления макрошлифов (не менее трех на стык) при оценке качества товарных стыков вырезают на любом участке сварного соединения равномерно по периметру стыка, но не ближе 200 мм от места начала или окончания процесса сварки.
9.8. При оценке качества сварных соединений по макрошлифам величина перекрытия внутренних и наружных слоев должна быть не менее 3 мм для труб с толщиной стенки более 12,5 мм и не менее 2 мм для труб с толщиной стенки 12,5 мм и менее, а смещение их осей не должно превышать 2 мм. Глубина проплавления внутреннего шва должна быть не более 7 мм при толщине стенки трубы после 20 мм включительно и не более 10 мм при толщине до 30 мм включительно.
9.9. В случае несоответствия размеров швов требованиям и наличия, на макрошлифах недопустимых дефектов, указанных в табл. 7, сварку товарных стыков следует остановить. Все стыки, сваренные до вырезки макрошлифов, подлежат разбраковке с участием Заказчика. Затем следует произвести отладку оборудования и корректировку режимов сварки в соответствии с требованиями технологической инструкции и заварить новый стык, из которого вырезать макрошлифы. В случае если размеры швов по макрошлифам соответствуют требованиям, сварку можно продолжить, а стык считать представительным для 199 стыков, сваренных после него.
В случае повторных неудовлетворительных результатов контроля по макрошлифам Заказчик вправе потребовать новой аттестации технологии сварки.
9.10. Все кольцевые сварные соединения системы газопроводов, выполненные дуговыми методами сварки, подлежат 100 % неразрушающему радиографическому контролю и, по требованию Заказчика, дублирующему ультразвуковому контролю в объеме не более 25 %. До начала сварки технология методов неразрушающего контроля в виде технологической инструкции должна быть представлена на утверждение Заказчику. Все рекомендованные к использованию методы неразрушающего контроля должны соответствовать требованиям настоящего Свода Правил, ГОСТ 7512 и 14782, а их технология должна быть аттестована.
Сварные соединения после ремонта подвергаются неразрушающему контролю в следующих объемах:
• радиографический метод 100 %;
• дублирующий ультразвуковой контроль отремонтированной зоны сварного шва на длине, превышающей отремонтированный участок на 100 мм в каждую сторону - 100 %.
Контроль качества сварных соединений неразрушающими методами в соответствии с приказом Госстандарта РФ № 282 от 16.09.96 могут осуществлять производственные испытательные лаборатории, прошедшие аккредитацию на техническую компетентность (наличие обученного персонала, современного оборудования и нормативной документации), а также имеющие лицензию Госгортехнадзора России на проведение работ по неразрушающему контролю.
9.11. Аттестацию методов неразрушающего контроля рекомендуется проводить одновременно с аттестацией технологии сварки в реальных условиях контроля, включая температуру сварного соединения в процессе контроля, а также оборудование и материалы, которые будут применены для контроля.
9.12. В технологической инструкции по контролю, предъявляемой для аттестации, помимо правил и методических указаний по выполнению контроля должны быть указаны следующие основные параметры:
9.12.1. Для радиографического контроля:
• диапазон диаметров трубы и толщина сварного шва, для которых действительна настоящая технологическая инструкция;
• источник излучения (тип оборудования, размер фокального пятна, номинальное напряжение);
• усиливающие экраны (тип, в случае свинцовых экранов - их толщина);
• пленка (тип и/или марка, количество отрезков пленки; схема последовательности просмотра пленок);
• схема просвечивания (просвечивание через одну или через две стенки; указатель положения пленки относительно сварного шва; расстояние между маркировочными знаками, число экспозиций);
• параметры просвечивания (ток, мощность дозы излучения для гаммаграфии, время экспозиции);
• условия обработки снимков (в автомате или вручную, время проявления и закрепления, температура проявителя, режимы сушки);
• эталоны чувствительности (тип, маркировочный номер, диаметр выявляемого отверстия. Материал прокладки и ее толщина);
• плотность снимка;
• нахлест пленок;
• привязка ко шву (начало и конец шва и др.);
• сроки хранения пленок;
• первоначальная мощность источника.
Каждая пленка (радиограмма) должна содержать следующую информацию:
• название газопровода, номер участка;
• номер шва;
• тип снимка (ремонтный шов, замененный шов, пересвет стыка и т.д.);
• положение пленки на стыке по часовому циферблату;
• дату проведения контроля.
9.12.2. Для ультразвукового контроля:
• сведения об объекте контроля (геометрические параметры труб; вид сварки; вид разделки кромок);
• требования к организации рабочего места оператора-дефектоскописта, допустимый диапазон температур проведения УЗК;
• требования к уровню квалификации оператора-дефектоскописта в соответствии с «Правилами аттестации специалистов неразрушающего контроля», утвержденных Госгортехнадзором РФ 18 августа 1992 г.;
• вид или основные требования к применяемому оборудованию (ультразвуковым, дефектоскопам, ультразвуковым преобразователям, стандартным образцам (СО), стандартным образцам предприятия (СОП), контактирующим жидкостям);
• способы проверки работоспособности и настройки аппаратуры (настройка скорости развертки, задержки строб-импульса, системы АСД (автомат-сигнализатор дефекта), настройка чувствительности дефектоскопа и оценка величины и допустимости обнаруженных дефектов с учетом фактической шероховатости поверхности изделий по «Методике оценки шероховатости и волнистости поверхности объектов контроля и корректировке чувствительности ультразвукового дефектоскопа», согласованной с Госгортехнадзором РФ 26.05.93 г., проверка основных параметров ультразвуковых преобразователей: стрела, точка ввода, угол ввода);
• вид СОП для настройки чувствительности контроля, вид эталонных отражателей и их основные размеры;
• правила настройки чувствительности на СОП. Уровни чувствительности при контроле: браковочная, поисковая, контрольная;
• способ контроля сварного соединения: шаг сканирования, способ прозвучивания, ширина зоны сканирования (или способ ее расчета);
• измеряемые параметры (амплитуда - эквивалентная площадь, условная протяженность, наибольшая глубина залегания);
• критерии оценки качества соединений;
• способ регистрации результатов контроля;
• особые условия (предварительная толщинометрия и контроль расслоений в околошовной зоне, УЗК после ремонта сварного соединения размер зоны сканирования и т.п.);
• другие необходимые для выполнения контроля параметры.
9.13. Заказчик вправе потребовать применения дублирующего ультразвукового контроля. Процент контроля кольцевых сварных соединений газопроводов определяется Заказчиком, но не должен превышать 25 %.
Для кольцевых сварных соединений поворотных стыков, выполненных двухсторонней механизированной дуговой сваркой, рекомендуется в качестве дублирующего применение автоматического УЗК. При этом разбраковка дефектных участков может осуществляться с помощью ручного УЗК.
9.14. Контроль неразрушающими методами и оценку результатов контроля должны выполнять специалисты службы контроля, аттестованные согласно действующим «Правилам аттестации специалистов неразрушающего контроля», утвержденных Госгортехнадзором России 18 августа 1992 г., и изменений к ним от 14.07.95 г. Расшифровку результатов контроля могут выполнять только специалисты уровня II (III), квалифицированные в соответствии с указанными Правилами с учетом рекомендаций по обучению и аттестации специалистов неразрушающего контроля ИСО 9712: 1992 Е «Неразрушающий контроль. Квалификация и сертификация персонала» и Е № 473-93 «Квалификация и сертификация специалистов».
9.15. Радиографический контроль можно выполнять при использовании рентгеновских аппаратов или источников радиоактивного излучения, обеспечивающих требования ГОСТ 7512
9.15.1. Оборудование и материалы, применяемые при радиографическом контроле, должны обеспечивать выявление недопустимых дефектов, указанных в табл. 7. На каждом радиографическом снимке необходимо присутствие эталонов чувствительности, форма и размеры которых должны соответствовать требованиям ГОСТ 7512.
Чувствительность радиографического контроля должна быть не ниже класса II по ГОСТ 7512.
9.15.2. Средства измерения размеров дефектов при расшифровке снимков, денситометры и набор мер для измерения оптической плотности снимков, негатоскопы с регулируемой яркостью должны быть метрологически аттестованы.
9.15.3. Критерии приемки всех кольцевых сварных соединений при оценке их качества по данным радиографического контроля приведены в табл. 7 и на рис. 6 - 10.
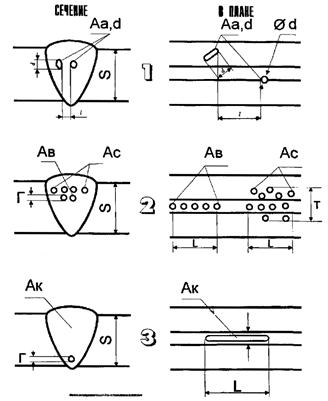
Рис. 6. Схематическое изображение пор
Аа, Ad, Ab, Ac - типы пор согласно табл. 7;
Г - глубина канальной поры; глубина поры в цепочке и скоплении пор;
Т - ширина канальной поры; ширина скопления пор;
L - длина канальной поры; длина скопления и цепочки пор;
d - диаметр сферической поры;
S - толщина стенки трубы.
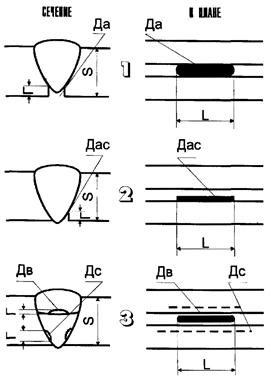
Рис. 7. Схематическое изображение непроваров и несплавлений
Да, Дас, Дв, Дс - типы непроваров и несплавлений согласно табл. 7;
Г - глубина;
L - длина;
S - толщина стенки трубы.
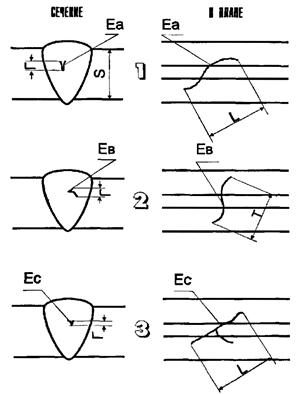
Рис. 8. Схематическое изображение трещин (индекс «Е» согласно табл. 7)
Еа - внутренне, продольные, криволинейные;
Ев - внутренние, поперечные, криволинейные;
Ее - внутренние разветвленные, в т.ч. «паукообразные»;
Г - глубина залегания;
Т - ширина;
L - длина.
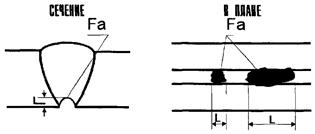
Рис. 9. Условные изображения утяжин, ослаблений в корне шва
Fa - согласно табл. 7;
Г - глубина утяжины;
L - длина ослабления и протяженной утяжины.
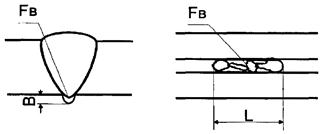
Рис. 10. Условные изображения провисов (дефект типа «сосулька» - сварка корня шва основными электродами)
Fв - согласно табл. 7;
В - превышение на внутренней стенке;
L - длина дефектного участка.
9.16. Ультразвуковой контроль сварных соединений трубопроводов, выполненный дуговыми способами сварки, должен соответствовать требованиям ГОСТ 14782. Средства контроля должны быть метрологически аттестованы на специальных образцах по методикам, утвержденным Госстандартом.
9.16.1. Контроль можно проводить в ручном, механизированном или автоматизированном режимах.
Для ручного контроля и контроля с механизацией сканирования следует применять ультразвуковые эхоимпульсные дефектоскопы, укомплектованные пьезоэлектрическими преобразователями, рассчитанными на рабочую частоту в диапазоне от 1,25 до 5 МГц.
Для автоматизированного контроля следует применять оборудование и технологию, обеспечивающие выявление и фиксацию всех недопустимых дефектов сварного шва.
При обнаружении дефекта определяют следующие его характеристики:
• амплитуду эхо-сигнала от дефекта;
• наибольшую глубину залегания дефекта в сечении шва;
• условную протяженность дефекта;
• суммарную условную протяженность дефектов на оценочном участке.
9.16.2. Дефекты сварных соединений дуговой сварки по результатам ультразвукового контроля относят к одному из следующих видов:
• непротяженные;
• протяженные;
• цепочки и скопления.
К непротяженным относят дефекты, условная протяженность которых не превышает 15 мм.
К протяженным относят дефекты, условная протяженность которых превышает 15 мм.
Цепочкой и скоплением считают три и более дефекта, если при перемещении искателя соответственно вдоль или поперек шва огибающие последовательности эхо-сигналов от этих дефектов при поисковом уровне чувствительности пересекаются (не разделяются).
При разделении эхо-сигналов дефекты считают одиночными.
9.16.3. По результатам ультразвукового контроля годным считают выполненное дуговой сваркой сварное соединение, в котором отсутствуют:
• непротяженные дефекты, амплитуда эхо-сигнала от которых превышает амплитуду эхо-сигнала от контрольного отражателя в СОП, или суммарная условная протяженность которых в шве превышает 1/6 периметра шва;
• цепочки и скопления, для которых амплитуда эхо-сигнала от любого дефекта, входящего в цепочку (скопление), превышает амплитуду эхо-сигнала от контрольного отражателя в СОП или суммарная условная протяженность дефектов, входящих в цепочку (скопление), более 30 мм на любые 300 мм шва;
• протяженные дефекты в сечении шва, амплитуда эхо-сигнала от которых превышает амплитуду эхо-сигнала от контрольного отражателя в СОП или условная протяженность которых более 50 мм на любые 300 мм шва;
• протяженные дефекты в корне шва, амплитуда эхо-сигналов от которых превышает амплитуду эхо-сигналов от контрольного отражателя в СОП или условная протяженность такого дефекта превышает 1/6 периметра шва.
9.16.4. При описании результатов контроля следует каждый дефект (или группу дефектов) указывать отдельно и обозначать в приведенной ниже последовательности:
• буквой, определяющей вид дефекта по протяженности;
• цифрой, определяющей наибольшую глубину залегания дефекта, мм;
• цифрой, определяющей условную протяженность дефекта, мм;
• буквой, определяющей качественно признак оценки допустимости дефекта по амплитуде эхо-сигнала.
Для записи необходимо применять следующие обозначения:
А - непротяженные дефекты;
В - протяженные дефекты;
Г - дефект, амплитуда эхо-сигнала от которого равна или менее допустимых значений;
Н - дефект, амплитуда эхо-сигнала от которого превышает допустимое значение.
Условную протяженность для дефектов типа А не указывают.
В сокращенной записи числовые значения отделяют одно от другого и от буквенных обозначений дефисом.
Примеры обозначения:
первый: В-7-7-Г означает: скопление дефектов, глубиной 7 мм, протяженностью 7 мм, годен.
второй: В-5-65-Н означает: протяженный дефект, глубиной 5 мм, протяженностью 65 мм, негоден.
9.17. Кольцевые сварные соединения признаются годными по результатам радиографического и ультразвукового контроля, если в них отсутствуют, указанные в пп. 9.15.3.; 9.16.3.; 9.16.5. недопустимые дефекты.
9.18. Результаты неразрушающего контроля должны быть оформлены заключением, в котором отражаются:
• номер контракта;
• название трассы;
• участок газопровода;
• диаметр и толщина стенки стыка;
• номер стыка;
• клейма сварщиков;
• название метода контроля;
• номер снимка и его чувствительность по ГОСТ 7512;
• описание обнаруженных дефектов, их условное обозначение и расположение на стыке (при необходимости с приложением схемы);
• дата контроля;
• оценка стыка (годен-негоден-ремонт);
• подпись контролера, его уровень квалификации;
• подпись представителя технадзора;
• утверждение руководителя контрольной службы.
Формы типовых заключений приведены в прил. 3 и 4.
9.19. При получении неудовлетворительных результатов неразрушающего контроля кольцевого сварного соединения при сооружении трубопровода данное кольцевое сварное соединение подлежит вырезке или ремонту в соответствии с требованиями настоящих Правил.
Результаты неразрушающих испытаний распространяются только на то кольцевое сварное соединение, которое фактически подвергалось контролю.
В случае если по результатам неразрушающего контроля имеет место массовое появление недопустимых дефектов, по требованию Заказчика дальнейшее выполнение кольцевых сварных соединений данным сварщиком (сварщиками) запрещается. Разрешение на выполнение работ данным сварщиком (сварщиками) может быть выдано только после выявления и устранения причин неудовлетворительных результатов контроля и проведения повторных аттестационных испытаний сварщика(ов).
9.20. Испытания механических свойств сварных соединений выполняются при проведении аттестации технологических процессов сварки. Порядок оценки результатов этих испытаний приведен в разделе 2 настоящих Правил.
Сварные соединения, выполненные стыковой контактной сваркой оплавлением, подлежат механическим испытаниям в объеме 1 % от количества сваренных товарных стыков. Испытания проводят в соответствии с разделом 2 настоящих Правил.
9.21. Оценке качества по данным регистрации параметров процесса сварки подлежат 100 % кольцевых сварных соединений, выполненных контактной стыковой сваркой. Методика оценки качества зависит от применяемого сварочного оборудования, диаметра трубы, толщины ее стенки, а также класса стали и регламентируется соответствующей технологической инструкцией и картой. При этом обязательной проверке подлежат следующие параметры процесса:
• первичное напряжение на сварочном трансформаторе;
• сварочный ток;
• время сварки;
• скорость сближения кромок в начальный и конечный период оплавления;
• скорость осадки;
• припуск на оплавление и осадку;
• время осадки под током.
Сварные соединения считаются годными, если зарегистрированные фактические параметры процесса полностью соответствуют заданным значениям с учетом установленных технологической инструкцией допустимых отклонений.
При несоответствии данных регистрации указанным требованиям кольцевые сварные соединения подлежат вырезке.
9.22. В процессе сооружения газопровода Заказчик имеет право подвергнуть дополнительному неразрушающему контролю или испытанию образцов для определения механических свойств любое кольцевое сварное соединение.
9.22.1. Выбор контрольных стыков и их вырезка производится Исполнителем по согласованию с Заказчиком.
9.22.2. Испытания контрольных стыков должны проводиться в объеме, предусмотренном при аттестации технологии сварки (раздел 2).
10. Правила безопасности при выполнении сварочно-монтажных работ и контроля качества сварных соединений
При выполнении сварочно-монтажных работ и контроля качества сварных соединений следует руководствоваться разделами 5 и 6 «Правил техники безопасности при строительстве магистральных стальных трубопроводов», М, Недра, 1982, 104 стр.
ПРИЛОЖЕНИЯ
Москва 1996
Приложение 1
ИНСТРУКЦИЯ ПО ТЕХНОЛОГИИ СВАРКИ СТРОИТЕЛЬСТВА ГАЗОПРОВОДОВ СИСТЕМЫ «ЯМАЛ - ЕВРОПА»
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая инструкция по технологии сварки кольцевых соединений предназначена для строительства газопровода «Ямал - Европа» на давление 8,3 МПа.
Инструкция регламентирует:
• ручную дуговую сварку штучными электродами;
• механизированную сварку под флюсом;
• автоматическую сварку в защитных газах на оборудовании «CRC-EVANS AW».
1.2. Инструкция распространяется на сварку линейной части трубопровода на давление 8,3 МПа из труб с временным сопротивлением разрушению 589 МПа диаметрами:
• 1020 мм с толщиной стенки 14,3; 15,7; 21,0;
• 1420 мм с толщиной стенки 18,3; 21,8; 27,1.
1.3. Регламентируемые положения являются обязательной и неотъемлемой основой для разработки каждой субподрядной организацией любых локальных нормативов по применению сварки и контроля на строительстве газопровода «Ямал - Европа».
Во всех случаях следует ссылаться на данную инструкцию
1.4. Регламентации, касающиеся аттестации технологии сварки и сварочных материалов, а также механических испытаний сварных соединений, в том числе при испытании контрольных стыков по указанию представителя Заказчика должны соответствовать «Своду правил по производству сварочных работ и контролю качества сварных соединений газопроводов применительно к газотранспортной системе «Ямал-Европа» (далее СП).
1.5. Все требования, соответствующие рубрикам данной инструкции, но не относящиеся к конкретным технологическим и организационным мероприятиям, регламентированы СП.
1.6. В разделах, где идет речь о составе бригад, количестве необходимого сварочного оборудования и т.д. применительно к поточному строительству, данные приведены в качестве примера и не являются нормативами.
1.7. Использованная литература:
1.7.1. В.Д. Тарлинский, Ю.Ф. Лосев. Сварка неповоротных стыков магистральных трубопроводов в СССР и за рубежом. М., ВНИИСТ, 1970.
1.7.2. Р-186-75. Рекомендации по применению поточно-скоростных методов организации сварочно-монтажных работ укрупненными бригадами при строительстве магистральных трубопроводов. М., ВНИИСТ, 1975.
1.7.3. Укрупненный механизированный комплекс при строительстве экспериментального участка газопровода Горький-Центр. М., НТО ВНИИСТа, 1975.
1.7.4. К.И. Зайцев, И.А. Шмелева. Справочник по сварочномонтажным работам при строительстве трубопроводов.
1.7.5. ВСН 2-143-82/МНГС. Инструкция по организации хранения, подготовке и контролю сварочных электродов, флюсов и проволок.
1.7.6. ВСН 2-124-80/МНГС. Инструкция по технологии сварки магистральных трубопроводов.
1.7.7. ВСН 167-84/МНГС. Инструкция по технологии сварки при выполнении специальных монтажных работ при строительстве трубопроводов.
1.7.8. Проект инструкции по сварке магистральных и промысловых трубопроводов подземной и надземной прокладки для трубопроводов Ямальского комплекса. М., ВНИИСТ, 1994.
1.7.9. ВСН 012-88. Строительство магистральных и промышленных трубопроводов, контроль качества и приемка работ. Части I, II.
1.7.10. ВСН 006-89. Строительство магистральных и промысловых трубопроводов. Сварка.
2. РУЧНАЯ ДУГОВАЯ СВАРКА НЕПОВОРОТНЫХ СТЫКОВ ТРУБОПРОВОДОВ
2.1. Принципы организации сварочно-монтажных работ
2.1.1. Возможны две схемы организации линейных работ при ручной дуговой сварке неповоротных стыков:
• преимущественная схема - поточно-расчлененная организация сварки комбинированным методом крупными бригадами;
• возможная схема - сварка всего стыка в целом электродами с покрытием основного вида методом малой бригады.
2.1.2. Для обеспечения заданного темпа сварочно-монтажных работ при поточно-расчлененной организации сварки в составе каждого укрупненного комплексного технологического потока должен быть выделен ряд специализированных подразделений, бригад и звеньев.
2.1.3. Подразделение инженерно-технологической подготовки, которое обеспечивает опережающее строительство при организации сварочно-монтажных работ по наращиванию труб в индустриальных условиях работы трубосварочных баз, а также переходов и горизонтальных углов поворота, что позволяет точно спланировать число захлестов и осуществить точную привязку их по трассе. В состав этого подразделения входят три бригады:
• бригада погрузочно-разгрузочных работ и входного контроля труб. Примерный состав бригады 9 - 11 человек, включая бригадира. Вместе с бригадой постоянно работает контролер, осуществляющий входной контроль труб;
• бригада по монтажу и сварке переходов и углов поворота. Бригада может состоять из двух звеньев и осуществлять работы по монтажу и сварке переходов через естественные и искусственные препятствия, а так же углов поворота. Примерный состав каждого звена 6 - 8 человек, включая двух сварщиков.
• бригада по механизированной сварке поворотных стыков труб на унифицированной трубосварочной базе.
2.1.4. Подразделение линейных работ должно быть основным подразделением укрупненного комплексного технологического потока, в котором выполняется 85 - 90 % объема всех работ. Бригады и звенья подразделения линейного потока должны быть освобождены от выполнения всех других работ, характерных для подразделения инженерно-технологической подготовки.
Темп линейного потока и технологического потока в целом должен задаваться темпом сварки головного звена. Этот темп является расчетным нормативом для всех остальных бригад и звеньев укрупненного комплексного технологического потока (УКТП). Их состав и оснащение необходимо выбирать для каждого конкретного участка с учетом этого общего темпа. Структура организации работ УКТП, основой которого является поточно-расчлененный метод (ПРМ) сварки комбинированным способом, должна обеспечивать постоянный задел сваренной нити трубопровода.
Оптимальная организация работ по структуре ПРМ создает условия, при которых сварка неповоротных стыков перестает быть операцией, сдерживающей темп работы потока.
В состав этого подразделения входят следующие бригады и звенья.
Укрупненная бригада сборки и сварки неповоротных стыков секций труб в составе подготовительного, головного и завершающего звеньев.
• Подготовительное звено выполняет работы по:
• раскладке секций вдоль трассы;
• очистке полости секций;
• селекции и отбраковке секций с вмятинами, забитыми фасками и т.д.;
• восстановлению забракованных секций (правку вмятин, обрезку концов труб, подготовку фасок сваркой).
Примерный состав звена 3 - 4 человека, в том числе 1 сварщик.
Для повышения темпа сварки в подготовительное звено может быть «вынесена» операция предварительного подогрева преимущественно внутритрубными нагревателями. В этом случае предварительный подогрев синхронизируется с работой головного звена.
• Головное звено выполняет следующие основные работы:
• перемещает очередную трубную секцию к стыку и устанавливает ее на центратор;
• осуществляет предварительный подогрев (если он не вынесен в подготовительное звено);
• производит центровку стыка и установку зазора;
• выполняет сварку корневого слоя шва;
• осуществляет зачистку и вышлифовывание неровного рельефа наружной поверхности корневого слоя шва;
• выполняет сварку горячего прохода;
• высвобождает и перемещает центратор и подвозит технологическое оборудование для начала цикла сборки и сварки следующего стыка.
Примерный состав головного звена 10 - 11 человек, в том числе 4 сварщика.
• Завершающее звено выполняет следующие операции:
• производит сварку заполняющих и облицовочного слоя шва по схеме n ´ 2, где n - число слоев шва;
• производит зачистку каждого слоя шва от шлака, а после сварки облицовочного слоя шва дополнительно зачищает околошовные зоны от брызг. Каждая пара сварщиков выполняет сварку каждого слоя шва от начала и до конца, а затем переходит к следующему стыку. Примерный состав завершающего звена 20 человек, в том числе 10 сварщиков.
2.1.5. Ремонтная бригада выполняет ремонт сварных стыков после завершения сварки на основании результатов неразрушающего контроля. Примерный состав звена 4 рабочих, в том числе 1 сварщик.
2.1.6. Бригада по монтажу и сварке захлестав. Примерный состав 6 - 7 человек, в том числе 2 сварщика.
2.2. Организационные основы поточно-расчлененного способа сварки в составе линейного потока
2.2.1. Эффективность линейного потока задается циклом и темпом сварки, определяющим шаг линейного потока:
Под понятием «цикл сварки» следует понимать фактическое время, затраченное бригадой на предварительный подогрев (если он не вынесен в подготовительные работы), сборку неповоротного стыка, сварку корневого слоя шва и горячего прохода при условии синхронизации этих операций со сваркой последующих слоев шва.
Под понятием «темп сварки», аналогичным понятию «шаг линейного потока», следует понимать промежуток времени между началом сборки двух соседних, последовательно выполняемых неповоротных стыков.
2.2.2. Для поддержания бесперебойной работы линейного потока необходимо:
• подготовить и своевременно выполнить весь комплекс работ, предшествующий движению линейного потока (см. раздел 2.1);
• подготовить и наладить четкое, ритмичное обслуживание и жизнеобеспечение членов бригады неповоротной сварки (питание, обогрев, отдых и т.п.);
• подготовить и обеспечить сварщиков головного звена специальной верхней одеждой, надежно защищающей их от разбрызгивания, характерного для сварки электродами с целлюлозным видом покрытия, а также защитными приспособлениями (козырьками и экранами);
• подготовить высокопроизводительное и маневренное строительное и технологическое оборудование (трубоукладчики, бульдозеры, тракторы или самоходные установки для сварочных агрегатов), а также предусмотреть соответствующий технологический резерв основных машин и механизмов;
• предусмотреть и обеспечить полный или частичный «вынос» технологических операций по подготовке торцов труб к сварке (в том числе - при возможности - предварительный подогрев) за пределы технологического цикла сборки и сварки;
• предусмотреть и произвести частичное совмещение последовательных операций в рамках одного сварочного цикла (например, совместить шлифовку корневого слоя шва со сваркой горячего прохода).
2.3. Предварительный подогрев стыков
2.3.1. Одной из наиболее ответственных технологических операций, требующей жесткого контроля при выполнении сварки неповоротных стыков в линейном потоке.
2.3.2. Режимы предварительного подогрева различаются в зависимости от того, производится ли сварка неповоротных стыков с использованием электродов с целлюлозным видом покрытия в линейном потоке (табл. 2.3.1) или же сварка производится полностью электродами с основным видом покрытия, как это имеет место преимущественно при выполнении специальных работ (табл. 2.3.2).
Температура на свариваемых кромках непосредственно перед сваркой корневого слоя и межслойная температура (к моменту выполнения горячего прохода) на линейном потоке (поточно-расчлененная организационная схема с использованием электродов с целлюлозным покрытием)
|
Режим нагрева, °С, в зависимости от толщины стенки трубы, мм |
|||
|
18,3 |
21,8 |
27,1 |
|
|
20 и выше |
150 |
200 |
200 |
|
5 - 20 |
150 |
200 |
200 |
|
От - 20 до + 5 |
150 |
200 |
200 |
|
Ниже - 20 |
150 |
200 |
200 |
Температура на свариваемых кромках непосредственно перед прихваткой и сваркой (сварка корневого слоя шва электродами с покрытием основного вида)
|
Режим нагрева, °С, в зависимости от толщины стенки трубы, мм |
|||
|
18,3 |
21,8 |
27,1 |
|
|
20 и выше |
100 |
100 |
100 |
|
5 - 20 |
100 |
100 |
100 |
|
От - 20 до + 5 |
100 |
100 |
100 |
|
Ниже - 20 |
100 |
100 |
150 |
2.3.3. Если предварительный подогрев по п. 2.3.2 не предусматривается, в следующих случаях должна производиться просушка торцов труб нагревом до температуры 50 °С:
• при наличии влаги на кромках при любой температуре окружающего воздуха;
• при температуре воздуха ниже + 5 °С.
2.3.4. Предварительный подогрев должен выполняться перед прихваткой или сваркой, в том числе в условиях «выноса» этой операции в подготовительные работы (см. п. 2.2.2).
2.3.5. Ширина зоны подогрева непосредственно перед прихваткой и сваркой не менее 150 мм (± 75 мм от линии стыка).
2.3.6. Ширина зоны подогрева, вынесенной в подготовительные работы, не менее 300 мм (± 150 мм от линии стыка).
2.4. Подготовка к сборке и сборка
2.4.1. Подготовка к сборке и сама сборка должны осуществляться в соответствии с требованиями СП.
При этом непосредственная сборка труб без специальной подготовки кромок разрешается, если разница толщин стыкуемых труб не превышает 3 мм.
2.4.2. Сборка более разнотолщинных элементов должна производиться с выполнением требований, изложенных в СП и в разделе 4 настоящей Инструкции.
2.4.3. Для сборки стыков труб диаметром 1420 мм на линейном потоке следует применять специальные внутренние центраторы.
2.4.4. Допустимое колебание технологического зазора при сборке труб:
• в случае электродов с покрытием основного вида 2,5 - 3,5 мм;
• в случае электродов с целлюлозным видом покрытия 1,5 - 2,5 мм.
2.4.5. Если после сборки и прихватки - до сварки корневого слоя шва - зазор на отдельных участках периметра оказался менее минимально допустимого по п. 2.4.4., то эти участки следует прорезать абразивным кругом толщиной 2,5 мм.
2.4.6. При сборке стыков труб на наружных центраторах количество прихваток, равномерно распределенных по периметру стыка, и их длина должны соответствовать следующим требованиям:
• для труб диаметром 1020 мм: не менее трех прихваток, длиной каждая не менее 100 мм;
• для труб диаметром 1420 мм: не менее четырех прихваток, длиной каждая не менее 200 мм.
2.5. Выбор и подготовка сварочных материалов
2.5.1. При поточно-расчлененном способе сварки неповоротных стыков в линейном потоке для сварки корневого слоя шва и горячего прохода следует применять только аттестованные для трубопроводного строительства марки электродов, приведенные в табл. 2.5.1.
Электроды с покрытиями целлюлозного вида для сварки поточно-расчлененным методом в линейном потоке
|
Назначение |
Марка |
Диаметр, мм |
Фирма-поставщик |
|
|
1 |
Для сварки корневого слоя шва стыков труб из сталей с нормативным пределом прочности до 588 МПа включительно |
ВСЦ-4М** |
4 |
ОСПАЗ |
|
2 |
Фоке-Цель (Fox Cel) |
4 |
||
|
3 |
Кобе-6010* (Kobe-6010) |
4 |
Kobe Steel |
|
|
4 |
Пайпвелд-6010 (Pipeweld-6010) |
4 |
ESAB |
|
|
5 |
Тиссен Цель-70* (Thyssen Cel-70) |
4 |
Thyssen |
|
|
6 |
Флитвелд 5П+ (Reetweld 5P+) |
4 |
Lincoln Electric |
|
|
1 |
Для сварки «горячего прохода» стыков труб из сталей с нормативным пределом прочности до 588 МПа включительно |
Фокс-Цель Мо* (Fox Cel Мо) |
4 |
Bohler |
|
2 |
Кобе-7010* (Kobe-7010) |
4 |
Kobe Steel |
|
|
3 |
Пайпвелд 7010 (Pipeweld 7010) |
4 |
ESAB AB |
|
|
4 |
Флитвелд 5П+ (Fleetweld 5P+) |
4,0-5,0 |
Lincoln Electric |
|
|
Для сварки заполняющего и облицовочного слоев шва |
См. табл. 2.5.2. |
|||
* Для данных марок электродов требуется переаттестация в установленном порядке.
** Для данной марки электродов требуется согласование технических условий на их производство с последующей аттестацией в установленном порядке.
Аттестацию электродов проводят в соответствии с документом Р 51-554-94, утвержденным РАО «Газпром» 04.10.93. Аттестованные и рекомендованные к применению электроды должны проходить переаттестацию не реже 1 раза в 3 года.
2.5.2. При использовании электродов с покрытием основного вида следует применять только аттестованные для трубопроводного строительства марки электродов, приведенные в табл. 2.5.2.
Электроды с покрытием основного вида для сварки и ремонта неповоротных стыков
|
Назначение |
Марка |
Диаметр, мм |
Фирма-поставщик |
|
|
1 |
Для сварки и ремонта корневого слоя шва и для выполнения подварочного слоя** стыков труб из стали с нормативным пределом прочности до 588 МПа включительно |
ЛБ-52 У |
2,6 |
Kobe Steel |
|
(LB52U) |
3,2 |
|||
|
2 |
Линкольн-16П |
2,5 |
Linkoln Electric |
|
|
(-16Р) |
3,2 |
|||
|
3 |
ОК.53.70 |
2,5 |
ESAB |
|
|
3,2 |
||||
|
4 |
Феникс К50Р Мод |
2,5 |
Tyssen |
|
|
(Phoemix K50R Mod) |
3,2 |
|||
|
5 |
Фирма 5520Р Мод |
2,5 |
Klochner |
|
|
(Firnia 5520R Mod) |
3,2 |
|||
|
6 |
Для сварки и ремонта стыков труб заполняющих и облицовочного слоев шва из стали с нормативным пределом прочности до 588 МПа включительно |
OK 74.70 |
3,2 |
ESAB AB |
|
4,0 |
||||
|
7 |
Кессель 5520 Мо |
4,0 |
Klochner |
|
|
(Kessel 5520 МО) |
||||
|
8 |
Шварц-3К Мод* |
4,0 |
Thyssen |
|
|
Schwarz-ЗК Mod) |
||||
|
9 |
Линкольн-18П |
3,2 |
Linkoln Electric |
|
|
(Linkoln-18P) |
4,0 |
|||
|
10 |
ВСФ-65М |
4,0 |
ОСПАЗ |
|
|
11 |
Для сварки и ремонта заполняющих и облицовочного слоев шва стыков труб с нормативным пределом прочности до 530 МПа включительно |
УОНИ 13/55 |
3,0 |
Сычевский завод РАО «Газпром» |
|
4,0 |
||||
|
12 |
OK 53.70 |
3,2 |
ESAB AB |
|
|
4,0 |
||||
|
13 |
ОК 48.04 |
3,0 |
Завод сварочных электродов СИ-БЭС (РАО «Газпром») |
|
|
4,0 |
||||
|
14 |
Фирма 5520Р Мод Firma 5520R Mod |
3,2 |
Klockner |
|
|
4,0 |
||||
|
15 |
Линкольн 16П |
3,2 |
Linkoln Electric |
|
|
(Lincoln 16P) |
4,0 |
* Для данных марок электродов требуется переаттестация в установленном порядке
** Сварку подварочного слоя рекомендуется выполнять электродами № 1 - 5 диаметром 3,2 или 4,0 мм.
2.5.3. Для обеспечения качества сварки, особенно при строительстве в северных условиях, рекомендуется организация централизованного хранения сварочных материалов, их входного контроля и доставки в бригады.
2.5.4. Все поступающие на участок централизованного хранения сварочные электроды должны пройти входной контроль с соответствующим оформлением первичной приходной документации. Объем входного контроля должен соответствовать требованиям СП и методически соответствовать правилам, изложенным в прил. 5.
2.5.5. Хранение должно осуществляться в специальных помещениях. С этой целью можно использовать соответствующим образом оборудованные:
• блок-боксы типа БЖ-12.1 конструкции СибНИПИГазстроя размером 3´3´12 м;
• сборно-разборные изделия, состоящие из трех собранных воедино блок-боксов, конструкции СибНИПИГазстроя типа БЗ-12 размером 9´3´12.
2.5.6. После входного контроля, все электроды с неповрежденной упаковкой должны быть размещены на стеллажах сгруппированными по типоразмеру, партиям и заводу (фирме) изготовителю.
2.5.7. Электроды в герметичной упаковке в условиях централизованного хранения в специально оборудованном помещении могут храниться без дополнительной проверки в течение одного года.
Если упаковка электродов негерметична или повреждена, то электроды при положительных результатах дополнительной проверки их свойств должны использоваться в первую очередь и длительному хранению не подлежат.
2.5.8. Сварочные электроды с покрытием основного вида наиболее целесообразно прокаливать в блок-боксах и выдавать для односменной работы непосредственно из блок-боксов в термостатах (пеналах).
Если электроды термообрабатываются непосредственно на месте проведения сварочных работ, то их следует выдавать со склада для односменной работы в неповрежденной упаковке, прокаливать непосредственно на трассе с последующим хранением в течение данной смены в термостатах (пеналах).
Режимы прокалки электродов с покрытием основного вида: нагрев в печи до 350 °С, выдержка при этой температуре в течение 1,0 - 1,5 часов с последующим размещением в термостатах (пеналах). Электроды зарубежного производства с целлюлозным видом покрытия, поставляемые в герметичной упаковке, не требуют предварительной прокалки перед сваркой. Если упаковка электродов с целлюлозным видом покрытия негерметична или их герметичная упаковка повреждена, электроды следует просушить непосредственно перед сваркой до 90 - 100 °С.
2.6. Технология и организационные схемы ручной дуговой сварки неповоротных стыков
2.6.1. В соответствии с требованиями СП на каждый технологический вариант сварки (сварка комбинированным методом в линейном потоке, специальные сварочные работы) перед аттестацией технологии сварки должна быть составлена технологическая карта. После аттестации технологическая карта передается непосредственно в монтажные бригады.
Перед началом работ представитель технадзора Заказчика должен убедиться, что содержание технологической карты хорошо известно и понятно каждому члену бригады.
2.6.2. Подрядная организация имеет право применять только те технологии сварки, которые:
• регламентированы СП;
• аттестованы в установленном порядке;
• зафиксированы в технологической карте.
2.6.3. Любые сварочные работы на строительстве газопровода следует выполнять только с применением электродов, марки которых регламентированы настоящей Инструкцией.
2.6.4. Запрещается осуществлять сварку с применением любых присадок, непосредственно подаваемых в дугу или предварительно заложенных в разделку.
Сварщик, уличенный в использовании присадок, от сварки на данном газопроводе отстраняется.
2.6.5. Запрещается зажигать дугу с поверхности трубы, дуга должна возбуждаться методом «зажигания спички» только с поверхности разделки кромок или же с поверхности металла уже выполненного шва.
2.6.6. Сварку первого (корневого) слоя шва электродами с покрытием целлюлозного и основного вида следует осуществлять на постоянном токе прямой или обратной полярности, за исключением электродов марки Феникс К50Р Мод (см. табл. 2.5.2), которыми сварку корня ведут только на обратной полярности.
Сварку горячего прохода электродами с покрытием целлюлозного вида, а также заполняющих и облицовочного слоев шва следует осуществлять на постоянном токе только обратной полярности.
Рекомендуемые значения сварочного тока, которые систематически должны контролироваться у каждого сварщика инструментально, приведены в табл. 2.6.1.
Рекомендуемые значения сварочного тока, А
|
Пространственное положение сварки |
||||||
|
нижнее |
вертикальное |
потолочное |
||||
|
Вид электродного покрытия |
||||||
|
целлюлозный |
основной |
целлюлозный |
основной |
целлюлозный |
основной |
|
|
3,0 - 3,25 |
- |
90 - 130 |
- |
80 - 120 |
- |
90 - 110 |
|
4,0 (корневой слой) |
120 - 160 |
140 - 180 |
120 - 160 |
110 - 170 |
100 - 140 |
150 - 180 |
|
4,0 (горячий проход) |
140 - 180 |
140 - 180 |
150 - 170 |
110 - 170 |
140 - 170 |
150 - 180 |
|
5,0 |
180 - 200 |
- |
200 - 220 |
- |
160 - 180 |
- |
2.6.7. Особенности техники сварки корневого слоя шва электродами с покрытием целлюлозного вида.
2.6.7.1. От техники сварки корневого слоя во многом зависит качество сварного шва (непроплав, грубый обратный валик, канальные поры в корневом слое, оставшиеся нераскрытыми зашлакованные карманы, протяженные внутренние подрезы и т.д.). Для обеспечения требуемого качества сварщик постоянно должен вести за торцом электрода так называемое «технологическое окно». Поддержание оптимальных размеров окна (поперечная ось «окна» не менее 3,5 мм, но не более 4,5 мм) позволяет сварщику осуществлять непрерывно наблюдение и управлять процессами оплавления и проплавления свариваемых кромок.
Манипуляции по регулированию проплавления свариваемых кромок сведены в табл. 2.6.2.
Техника регулирования проплавления свариваемых кромок
|
Допускаемый зазор между кромками, мм |
Регулирование проплавления |
||
|
Увеличение (улучшение) |
Уменьшение |
||
|
Целлюлозный Ж 4,0 мм |
2 ± 0,5 |
Привести электрод в вертикальное положение |
Наклонить электрод до 40-60° |
|
Усилить давление на электрод («загнать» дугу во внутреннюю полость) |
Снять давление на электрод |
||
|
Уменьшить скорость перемещения |
Увеличить скорость перемещения электрода |
||
|
Увеличить ток на D20 А Переключить ток на прямую полярность |
Снизить ток D20 А |
||
|
Основной Ж 3,25 мм |
3 ± 0,5 |
Привести электрод в вертикальное положение |
Наклонить электрод до 40-60° |
|
Уменьшить длину дуги до минимально возможной |
Растянуть длину дуги до 2 мм |
||
|
Уменьшить скорость перемещения за счет поперечных колебаний |
«Убрать» поперечные перемещения |
||
|
Увеличить ток на D20 А |
Снизить ток на D20 А |
||
2.6.7.2. Если в процессе сварки покрытие качественно изготовленного электрода начинает оплавляться на одну сторону, сварщик должен резко изменить угол наклона электрода или же энергично раскачать его поперек шва до момента исчезновения «козырька» и восстановления равномерного плавления электродного покрытия.
2.6.7.3. Скорость сварки для обеспечения требуемого формирования корневого слоя должна находиться в пределах 14 - 22 м/ч При скорости сварки менее 14 м/ч, как правило, нарушается нормальное формирование шва и возможно образование пор. При скорости сварки свыше 22 м/ч возрастает опасность несплавления кромок и (даже при оптимальном зазоре между свариваемыми кромками) увеличивается опасность непровара.
Наличие сквозного проплавления фиксируется по характерному шуму проходящей на вылет дуги.
2.6.8. Особенности техники сварки горячего прохода электродами с покрытием целлюлозного вида.
Техника сварки горячего прохода коренным образом отличается от техники сварки корневого слоя шва:
• сварка происходит не опиранием, а поддержанием на весу дуги, длина которой изменяется в пределах 1,5 - 2,5 мм;
• сварка корневого слоя осуществляется без продольных и поперечных колебаний, а сварка горячего прохода происходит в «рваном» ритме, как с продольными, так и поперечными колебаниями;
• сварщик придает торцу электрода резкое продольное возвратно-поступательное движение с достаточно большой амплитудой при переменной длине дуги;
• в нижнем положении этой траектории сварщик осуществляет незначительное поперечное колебание торца электрода с задержками на свариваемых кромках при минимальной длине дуги, а затем из положения «задержка» следует резкое, «выметающее» шлак движение вверх-вниз.
Этой сложной техникой сварки сварщик достигает несколько целей:
• устраняет дефекты, образовавшиеся в металле корневого слоя шва (главным образом, поры);
• выплавляет шлак из «раскрытых» при шлифовке абразивным кругом зашлакованных «карманов»;
• обеспечивает чуть вогнутую или, по меньшей мере, плоскую ровную подложку для выполнения последующего слоя шва.
2.6.9. Сварка неповоротных стыков труб электродами с покрытием основного вида, включая сварку корневого слоя шва, производится методом на подъем с поперечными колебаниями на минимальной длине дуги: для электродов диаметром 3,0 - 3,25 мм, как правило, не более 1,5 мм; для электродов диаметром 4 мм не более 2 мм. Способы увеличения проплавления при сварке корневого слоя шва показаны в табл. 2.6.2.
2.6.9.1. Не рекомендуется осуществлять сварку техникой резкого выброса сварочной дуги вверх до начала отекания расплавленного металла с последующим его «размазыванием» поперечными колебаниями. Техника сварки должна соответствовать одной из схем, показанных на рис. 2.6.1.
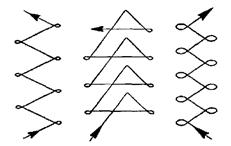
Рис. 2.6.1. Типичные манипуляции торцом электрода, обеспечивающие формирование мелкочешуйчатого, равномерного шва при сварке заполняющих и облицовочного слоев шва электродами с покрытием основного вида
2.6.9.2. При наличии отклонения дуги или ее выдувания из разделки кромок необходимо устранить основную причину этого явления - магнитное дутье. С этой целью необходимо:
• соблюдать правила подключения полюса «земля», которые требуют симметричного распределения магнитных масс по обе стороны от дуги;
• при намагниченных трубах произвести их размагничивание путем намотки нескольких витков сварочного кабеля вокруг одной из свариваемых труб и подключения кабеля через балластный реостат на некоторое время к сварочному источнику питания. (Направление тока в кабеле определяется экспериментально по результату размагничивания; при отсутствии эффекта размагничивания концы кабеля на источнике питания меняют местами и повторяют процесс размагничивания).
2.6.10. Особенности технологии сварки неповоротных стыков
Минимально допустимое число слоев шва в зависимости от толщины стенки трубы должно соответствовать требованиям табл. 2.6.3.
Требования к минимально допустимому числу слоев
|
Толщина стенки трубы, мм |
Минимально допустимое число слоев |
||
|
Поточно-расчлененный способ |
Специальные сварочные работы или сварка всего стыка в целом электродами с покрытием основного вида |
||
|
1020 |
14,3 |
5 |
4 |
|
15,7 |
5 |
4 |
|
|
21,0 |
7 |
6 |
|
|
1420 |
18,3 |
6 |
5 |
|
21,8 |
7 |
6 |
|
|
27,1 |
8 |
7 |
|
Увеличение числа слоев не влечет за собой переаттестацию технологии сварки.
2.6.10.1. При ширине разделки более 30 мм рекомендуется выполнять верхние заполняющие и облицовочный слой шва за несколько проходов (т.е. использовать многоваликовую сварку).
При этом каждый последующий валик в данном слое должен перекрывать предыдущий не менее чем на 1/3 его ширины.
2.6.10.2. Сварной шов облицовочного слоя должен перекрывать основной металл в каждую сторону на 3 ± 0,5 мм и иметь усиление 1 - 3 мм. Ширина шва должна соответствовать табл. 6 СП.
2.6.10.3. Подварку изнутри трубы следует выполнять до начала сварки первого заполняющего слоя шва. Запрещается выполнять подварку способом «на спуск». Подварочный слой шва должен иметь ширину 8 ± 2 мм и усиление 2 ± 1 мм.
2.6.10.4. Усиление обратного валика при сварке корневого слоя шва электродами с покрытием целлюлозного вида должно быть в пределах 0,5 - 3 мм.
2.6.10.5. В случае аргументированных, объективных причин разрешается оставлять незаконченными стыки только до начала смены следующего дня, если число выполненных слоев шва соответствует требованиям табл. 2.6.4.
Необходимое число слоев шва при незаконченной сварке поворотных стыков
|
Толщина стенки трубы, мм |
Минимально допустимое число слоев шва при незаконченной сварке |
||
|
Поточно-расчлененный способ |
Сварка малыми бригадами полностью электродами с покрытием основного вида |
||
|
1020 |
14,3 |
3 |
2 |
|
15,7 |
3 |
2 |
|
|
21,0 |
5 |
4 |
|
|
1420 |
18,3 |
4 |
3 |
|
21,8 |
5 |
4 |
|
|
27,1 |
5 |
4 |
|
Если число слоев меньше, чем приведено в табл. 2.6.4, стык должен быть вырезан и сварен вновь.
Перед возобновлением сварки незаконченного стыка его следует нагреть или просушить в соответствии с пп. 2.3.2 и 2.3.3.
2.6.11. Особенности организации работ при поточно-расчлененном способе сварки
2.6.11.1. Головное сварочное звено линейного потока выполняет технологические операции, регламентированные в п. 2.1.4.
2.6.11.2. Типичным для сварки стыков труб диаметром 1420 мм является следующий состав головного звена:
• бригадир;
• машинист трубоукладчика;
• два слесаря;
• два машиниста трактора;
• бульдозерист;
• четыре электросварщика.
2.6.11.3. Подвоз очередной секции с введением в нее штанги центратора входит в обязанность машиниста трубоукладчика и одного из слесарей.
2.6.11.4. Устанавливать секцию на внутренний центратор (когда разжат только первый ряд жимков) должны бригадир, слесарь и машинист трубоукладчика.
2.6.11.5. После установки секции на центратор необходимо предварительно подогреть концы стыкуемых труб. Подогрев входит в обязанности бригадира и одного из слесарей.
2.6.11.6. По окончании подогрева и замеров температуры производится центровка стыка и установка зазора. Зазор рекомендуется устанавливать без прихваток.
Секцию следует устанавливать так, чтобы минимальный зазор был в верхней точке стыка. Затем следует произвести разжатие второго ряда жимков центратора. При этом начальный зазор в нижней точке стыка не должен превышать 10 мм. Начальный зазор на вертикальных участках стыка с обеих сторон должен быть одинаковым, что достигается движением стрелы трубоукладчика «от себя» или «на себя».
Машинист трубоукладчика по команде бригадира опускает свободный конец секции на величину, соответствующую достижению конечного равномерного зазора по всему периметру стыка (см. табл. 2.6.2).
2.6.11.7. В случае трубы диаметром 1420 мм сварку корневого слоя выполняют одновременного четыре сварщика. Во избежание непроваров начальные участки швов, выполняемые «нижними» сварщиками, должны быть удалены (прорезаны) на длине не менее 20 мм абразивным кругом.
2.6.11.8. Операцию зачистки и шлифовки корневого слоя шва можно по времени частично совместить со сваркой корневого слоя шва, и горячего прохода, т.е. дизелисты могут приступать к шлифовке верхней части периметра до окончания сварки корневого слоя шва и могут заканчивать ее в то время, когда электросварщики приступили к сварке горячего прохода.
2.6.11.9. После завершения горячего прохода, сварку которого выполняют те же четыре сварщика, трубоукладчик плавно поднимает секцию вверх и под ее свободный конец подкладывают инвентарную лежку. Затем секция плавно опускается и трубоукладчик направляется за следующей секцией.
Жимки центратора сжимаются и центратор перемещается бульдозером к месту сборки следующего стыка.
Величина свободного подъема торца секции из положения при сварке корневого слоя и горячего прохода не должна превышать 80 см.
2.6.11.10. Типичное время исполнения отдельных операций и темп сварки стыков труб диаметром 1420 и 1020 мм приведены на схеме таблиц 2.6.5 и 2.6.6.
Поточно-расчлененный метод организации сварки стыков труб Æ1420 мм
|
Наименование операции |
Время операции, мин |
|||||||||||||||||||||||||||||||||||||||
|
Первый стык |
Второй стык |
|||||||||||||||||||||||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
|||||||||||||
|
1 |
Установка трубной секции на центратор |
1 |
||||||||||||||||||||||||||||||||||||||
|
2 |
Предварительный подогрев |
4 |
||||||||||||||||||||||||||||||||||||||
|
3 |
Центровка стыка, установка зазора |
2 |
||||||||||||||||||||||||||||||||||||||
|
4 |
Сварка корневого слоя шва |
7 |
||||||||||||||||||||||||||||||||||||||
|
5 |
Зачистка и шлифовка корневого слоя шва |
3 |
||||||||||||||||||||||||||||||||||||||
|
6 |
Сварка горячего прохода |
6 |
||||||||||||||||||||||||||||||||||||||
|
7 |
Перемещение центратора |
1 |
||||||||||||||||||||||||||||||||||||||
|
8 |
Перемещение сварочного оборудования, переход сварщиков |
2 |
||||||||||||||||||||||||||||||||||||||
|
9 |
Подвоз новой секции |
5 |
1 |
|||||||||||||||||||||||||||||||||||||
Темп сварки - 23 мин/стык.
Поточно-расчлененный метод организации сварки стыков труб Æ 1020 мм
|
Наименование операции |
Время операции, мин |
Время сварки стыка, мм |
||||||||||||||||||||||||||||
|
Первый стык |
Второй стык |
|||||||||||||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
|||
|
1 |
Установка трубной секции на центратор |
1 |
||||||||||||||||||||||||||||
|
2 |
Предварительный подогрев |
3 |
||||||||||||||||||||||||||||
|
3 |
Центровка стыка, установка зазора |
2 |
||||||||||||||||||||||||||||
|
4 |
Сварка корневого слоя шва |
4 |
||||||||||||||||||||||||||||
|
5 |
Зачистка и шлифовка корневого слоя шва |
3 |
||||||||||||||||||||||||||||
|
6 |
Сварка горячего прохода |
4 |
||||||||||||||||||||||||||||
|
7 |
Перемещение центратора |
1- |
||||||||||||||||||||||||||||
|
8 |
Перемещение сварочного оборудования, переход сварщиков |
2 |
||||||||||||||||||||||||||||
|
9 |
Подвоз новой секции |
5 |
||||||||||||||||||||||||||||
Темп сварки - 17 мин/стык
2.6.11.11. Последующие слои швов обычно выполняются парами сварщиков. Количество пар, образующих фронт сварки заполняющих и облицовочного слоев шва неповоротных стыков труб диаметром 1420 мм, составляет: для толщины стенки 18,3 мм - 4 пары, 21,8 мм - 5 пар и 27,1 мм - 6 пар.
2.6.12. Для наиболее характерного в случае линейного потока размера труб 1420´21,8 мм число сварщиков в бригаде составит 4 + 2 ´ 5 = 14 человек.
3. СВАРКА ПОВОРОТНЫХ СТЫКОВ НА ТРУБОСВАРОЧНЫХ БАЗАХ
3.1. Общие положения
3.1.1. На трубосварочных базах изготавливают двух- или трехтрубные секции с использованием механизированной сварки под флюсом.
3.1.2. Возможно применение двух схем изготовления секций:
• преимущественно с использованием двухсторонней механизированной сварки под флюсом;
• с использованием механизированной сварки под флюсом по сваренному вручную корню шва.
3.1.3. Для изготовления трубных секций используют трубосварочные базы и сварочное оборудование, имеющие разрешение Госгортехнадзора России на их применение.
3.1.4. Сварку товарных стыков на трубосварочных базах разрешается выполнять только после аттестации технологии сварки и аттестации сварщиков в соответствии с требованиями СП.
3.1.5. Работа на трубосварочных базах выполняется в соответствии с настоящей Инструкцией, основные положения которой вносятся в операционные технологические карты, являющиеся основным руководящим документом для непосредственных исполнителей.
3.2. Сварочные материалы, хранение и подготовка к сварке
3.2.1. При изготовлении трубных секций на трубосварочных базах применяют следующие виды и марки сварочных материалов:
• для механизированной сварки под флюсом снаружи и изнутри трубы: флюсы с омедненными проволоками в соответствии с табл. 3.2.1;
• для ручной дуговой сварки корня шва электроды в соответствии с табл. 2.5.2;
• для ручной дуговой сварки дополнительных заполняющих слоев шва электроды с покрытием основного вида типа Э60 в соответствии с табл. 2.5.2.
Сварочные материалы для механизированной сварки под флюсом поворотных стыков труб
|
Марка (комбинация флюс + проволока) |
Диаметр проволоки, мм |
Фирма-производитель |
|
|
1 |
АН-47* + Св-08MX; Св-08ГНМ |
3; 4 |
Никопольский завод ферросплавов (флюс) |
|
2 |
АН-47* + S2Mo |
3; 4 |
Thyssen, ESAB(сварочная проволока) |
|
3 |
Lincolnweld 860 + L-70 |
3 |
Lincoln Electric |
|
4 |
OK Flux 10.71 + OK Autrod 12.24 (агломерированный флюс) |
4 |
ESAB |
* Для данной марки флюса требуется переаттестация в установленном порядке
3.2.2. Все применяемые сварочные материалы должны быть аттестованы на право использования в трубопроводном строительстве.
3.2.3. Сварочные электроды должны поставляться и храниться в соответствии с требованиями раздела 2.5. настоящей Инструкции.
3.2.4. Сварочная проволока должна поставляться с омедненной поверхностью, в кассетах (преимущественно с рядной намоткой) и в герметичной упаковке. В отдельных случаях допускается использование проволоки, поставляемой в бухтах, с омедненной и неомедненной поверхностью.
3.2.5. Сварочную проволоку следует хранить на складе в упаковке завода-изготовителя. Мотки и катушки проволоки должны иметь идентификационные бирки изготовителя и при расположении на хранение группируются по маркам, диаметру, массе, партиям поставки и заводу-изготовителю.
3.2.6. Сварочная проволока выдается для использования в количестве, необходимом для односменной работы. Перед использованием проволоку следует очистить от ржавчины, смазки и загрязнений. Применение сварочной проволоки без предварительной очистки разрешается только при условии поставки в кассетах в герметичной упаковке. Очистка проволоки не должна приводить к повреждению слоя омеднения.
3.2.7. Для получения сварных швов требуемого качества рекомендуется производить намотку проволоки на кассету порядно.
Запрещается сварка проволокой непосредственно из бухты без предварительной перемотки ее на кассету.
3.2.8. Флюсы следует хранить в полиэтиленовых мешках, уложенных в штабель, или в закрытых емкостях, препятствующих увлажнению.
При повреждении упаковки флюса его следует ссыпать для хранения в емкость, на которой указать маркировку флюса, партию поставки и завод-изготовитель. Запрещается смешивать флюсы разных марок, партий поставки и заводов-изготовителей.
3.2.9. Флюсы выдаются для применения в количестве, необходимом для односменной работы. Перед использованием, независимо от условий хранения, плавленый флюс следует прокалить в течение 1,5 часов при температуре 300 - 350 °С. Режим прокалки агломерированного флюса: 300 °С ´ 2 часа. При прокалке флюс насыпают на противни слоем высотой не более 5 - 7 см.
3.2.10. Флюс, оставшийся в бункере сварочной головки по окончании смены, обязательно ссыпают и хранят до следующей смены в закрытой таре.
3.2.11. Флюс, остающийся на трубе после сварки, ссыпают в чистый сухой поддон, просеивают через сито, освобождая его от шлаковых корок, металлических и инородных включений, после чего флюс можно использовать повторно.
3.2.12. Сварочные проволоки и флюсы для применения в трубопроводном строительстве должны быть аттестованы одновременно в рекомендованном для сварки сочетании.
3.3. Двусторонняя механизированная сварка под флюсом
3.3.1. Двустороннюю механизированную сварку под флюсом (ДМСФ) выполняют на трубосварочных базах типа БТС, обеспечивающих полную механизацию сборочно-сварочных и транспортных операций в процессе изготовления трубных секций и гарантирующих сохранность наружной заводской изоляции труб.
3.3.2. Перед сваркой необходимо провести входной контроль труб в соответствие с СП на трубы и исправить обнаруженные дефекты на поверхности и свариваемых кромках в соответствии с разделом 5 настоящих СП.
3.3.3. После загрузки труб на приемный стеллаж трубосварочной базы необходимо очистить внутреннюю полость труб от попавшего внутрь грунта, грязи, снега.
3.3.4. Изготовление трубных секций разрешается выполнять только из труб с одинаковой нормативной толщиной стенки.
3.3.5. Трубы, подлежащие сварке, должны иметь разделку кромок в соответствии с рис. 3.3.1. Изменение разделки кромок труб производят на трубосварочной базе с использованием станков для механической обработки. Одновременно с обработкой кромок следует очистить до металлического блеска прилегающие к кромкам внутреннюю и наружную поверхности труб на ширину не менее 10 мм. Участки усиления заводских швов, прилегающие к свариваемому торцу, следует удалить заподлицо с поверхностью трубы на расстоянии от торца не менее 10 мм.
а
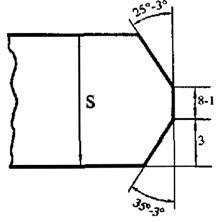
а - для труб с толщиной стенки 18,3 мм
б
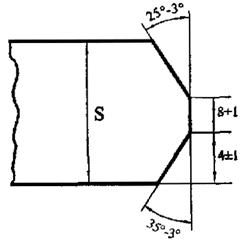
б - для труб с толщиной стенки 21,8 и 27,1 мм
Рис. 3.3.1. Разделка кромок труб диаметром 1420 мм для двусторонней механизированной сварки на трубосварочных базах типа БТС
Сборку выполняют без зазора. На отдельных участках стыка длиной до 100 мм допускается зазор величиной не более 0,5 мм. Смещение кромок труб при сборке не должно превышать 20 % от толщины стенки трубы, но не более 3 мм. Измерение величины смещения выполняется сварочным шаблоном по наружным поверхностям труб.
3.3.6. Сборку труб следует выполнять только на внутреннем центраторе, входящем в состав оборудования трубосварочной базы.
3.3.7. При наличии влаги на поверхностях труб независимо от температуры окружающего воздуха, а так же при температуре окружающего воздуха ниже + 5 °С перед прихваткой или сваркой необходимо произвести просушку торцов труб путем нагрева до температуры + 50 °С.
3.3.8. Сборку стыков следует выполнять при помощи одной прихватки длиной не менее 200 мм, выполняемой на режимах сварки первого наружного слоя шва.
После сварки прихватку следует тщательно очистить от шлака, шлифмашинкой сделать пропилы по оси стыка в начале и конце прихватки, после чего повернуть трубную секцию на 180° так, чтобы прихватка расположилась в нижней части стыка, после чего начинают сварку первого слоя шва.
3.3.9. Сварку стыка производят в следующем порядке:
• первый наружный слой шва;
• внутренний слой шва;
• последующие наружные слои шва. Допускается одновременная сварка второго наружного и внутреннего слоев шва.
3.3.10. Минимально допустимое число наружных слоев шва в зависимости от толщины стенки трубы приведено в табл. 3.3.1.
Внутренний слой должен быть сварен однослойным.
Число наружных слоев шва при ДМСФ
|
Толщина стенки, мм |
Минимально допустимое число наружных слоев шва |
|
|
1420 |
18,3 |
2 |
|
21,8 |
3 |
|
|
27,1 |
4 |
3.3.11. Режимы сварки наружных и внутреннего слоев шва приведены в табл. 3.3.2 и 3.3.3.
Режимы сварки под флюсом труб диаметром 1420 мм на трубосварочных базах типа БТС
|
Порядковый номер слоя |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Смещение электрода с зенита против вращения трубы, мм |
|
|
Наружная сварка |
|||||
|
18,3 |
1 |
700-750 |
42-44 |
40-50 |
60-80 |
|
2 |
600-700 |
44-48 |
40-50 |
40-60 |
|
|
21,8; 27,1 |
1 |
700-750 |
40-44 |
40-50 |
60-80 |
|
2 |
750-800 |
44-46 |
50-60 |
40-60 |
|
|
3,4 |
700-800 |
46-48 |
40-50 |
40-60 |
|
|
Внутренняя сварка |
|||||
|
18,3; 21,8; 27,1 |
1 |
500-800 |
40-44 |
40-50 |
15-20* |
Примечание. Сварка током обратной полярности, электродной проволокой диаметром 3 мм при вылете 40 - 45 мм и угле наклона «вперед» до 30°.
Смещение электрода с надира трубы «по» или «против» вращения трубы.
Режимы сварки под флюсом труб диаметром 1420 мм на базах типа БТС с использованием комбинации «флюс OK Flux 10.71 + проволока OK Autrod 12.24 диаметром 4 мм»
|
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Смещение электрода с зенита против вращения трубы, мм |
|||||
|
Наружная сварка |
||||||||
|
1 |
800 - 850 |
28 - 30 |
35 - 40 |
65 - 75 |
||||
|
2 и последующие |
750 - 800 |
29 - 31 |
32 - 35 |
60 - 70 |
||||
|
облицовочный |
720 - 770 |
33 - 35 |
30 - 32 |
50 - 60 |
||||
|
Внутренняя сварка |
||||||||
|
1 |
720 - 750 |
32 - 34 |
30 - 32 |
50 - 603) |
||||
Примечание: 1). Сварка током обратной полярности, электродной проволокой диаметром 4 мм при вылете 30 - 35 мм и угле наклона «вперед» до 15°.
2). Режим сушки-прокалки флюса: 300 °С ´ 24 ч.
3). Смещение электрода с надира трубы «по» направлению вращения трубы, угол наклона электрода «вперед» до 5°.
3.3.12. При заклинивании шлака в разделке во время сварки первого наружного слоя шва и для улучшения сопряжения шва со стенками разделки смещение электрода с зенита трубы рекомендуется увеличить на 5 - 10 мм по сравнению со значениями, приведенными в табл. 3.3.2.
3.3.13. Начало и окончание сварки стыка следует располагать на расстоянии не менее 100 мм от продольных швов свариваемых труб.
«Замки» смежных слоев шва должны быть смещены на расстояние не менее 100 мм.
3.3.14. Запрещается освобождать жимки центратора до полного завершения процесса сварки первого наружного слоя шва.
3.3.15. Интервал времени между завершением первого наружного слоя шва и началом сварки внутреннего слоя не должен превышать:
• 1 часа при положительной температуре воздуха;
• 30 минут при температуре воздуха ниже нуля.
В конце смены стыки труб должны быть заварены полностью. В порядке исключения, разрешается оставлять до следующей смены стык труб с несваренным облицовочным слоем шва.
При невыполнении указанного требования стыки подлежат вырезке.
3.3.16. Запрещается резкий сброс сваренных секций и их соударение, а также их скатывание на мокрый грунт или снег до полного остывания стыка до температуры окружающей среды.
3.3.17. Величина усиления внутреннего и облицовочного наружного слоев шва должна составлять 2 ± 1 мм. Ширина этих швов должна соответствовать данным, приведенным в табл. 3.3.4.
Ширина швов при ДМСФ
|
Ширина наружного шва, мм |
Ширина внутреннего шва, мм |
|
|
18,3 |
17 - 24 |
16 - 23 |
|
21,8 |
18 - 25 |
16 - 23 |
|
27,1 |
19 - 26 |
18 - 25 |
3.3.18. Для контроля геометрических размеров швов в соответствии с СП из одного стыка от каждых двухсот товарных кольцевых стыков вырезают по 3 темплета для изготовления макрошлифов. Темплеты вырезают на любом участке сварного соединения равномерно по периметру стыка, но не ближе 200 мм от места начала или окончания процесса сварки.
При оценке качества сварных соединений по макрошлифам величина перекрытия внутренних и наружных слоев должна быть не менее 3 мм, а смещение их осей не должно превышать 2 мм. Смещение наружного облицовочного слоя шва относительно первого наружного слоя не считается браковочным признаком, если при этом в шве отсутствуют недопустимые дефекты. Глубина проплавления внутреннего шва должна быть не более 7 мм при толщине стенки трубы 18,3 мм и не более 10 мм при толщинах 21,8 и 27,1 мм. В случае несоответствия размеров швов требованиям и наличия на макрошлифах недопустимых дефектов сварку товарных стыков следует остановить. Все стыки, сваренные до вырезки макрошлифов, подлежат разбраковке с участием Заказчика. Затем следует произвести отладку оборудования и корректировку режимов сварки в соответствии с требованиями, приведенными в табл. 3.3.2, и сварить два новых стыка, из которых вырезать макрошлифы. В случае если размеры швов по макрошлифам соответствуют требованиям, сварку можно продолжить.
В случае повторных неудовлетворительных результатов контроля по макрошлифам Заказчик вправе потребовать новой аттестации технологии сварки.
3.4. Механизированная сварка под флюсом по сваренному вручную корню шва
3.4.1. Механизированную сварку под флюсом по сваренному вручную корню шва выполняют на трубосварочных базах типа ССТ-ПАУ, обеспечивающих сохранность наружной заводской изоляции труб в процессе изготовления трубных секций.
3.4.2. Перед сваркой необходимо провести входной контроль труб и исправить обнаруженные дефекты на их поверхности и свариваемых кромках в соответствии с разделом 5 СП.
3.4.3. После загрузки труб на приемный стеллаж трубосварочной базы необходимо очистить внутреннюю полость труб от грунта, грязи, снега.
3.4.4. Изготовление трубных секций разрешается выполнять только из труб с одинаковой нормативной толщиной стенки.
3.4.5. Трубы, подлежащие сварке, должны иметь разделку кромок в соответствии с ТУ на их поставку.
3.4.6. Сборку труб следует выполнять только на внутреннем центраторе, входящем в состав трубосварочной базы.
3.4.7. Сборку и ручную дуговую сварку корневого слоя стыков трубных секций следует выполнять электродами с покрытием основного вида в соответствии с разделом 2 и 3.2 настоящей Инструкции.
Разрешается периодический поворот свариваемой секции в удобное для сварщиков положение без освобождения жимков центратора.
Перекатывание секции на промежуточный стеллаж разрешается только после полного завершения сварки корневого слоя шва.
3.4.8. Допускается ручная дуговая сварка дополнительных(ого) наружных(ого) слоев(я) шва. Дополнительный(ые) слой(и) сваривают только после полного завершения корневого слоя шва по всему периметру стыка.
3.4.9. Подварку корня шва изнутри трубы можно выполнять или только механизированной сваркой под флюсом на режимах, приведенных в табл. 3.4.1, или вручную электродами с покрытием основного вида в соответствии с технологией, изложенной в разделе 2 настоящей Инструкции.
Подварку корня шва следует выполнять после ручной дуговой сварки наружных слоев шва с интервалом между окончанием сварки корня шва и началом подварки не более 40 мин.
Режимы механизированной подварки под флюсом корня шва
|
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
Смещение с надира в направлении вращения трубы, мм |
|
|
3 - 4 |
450 - 550 |
44 - 46 |
25 - 35 |
40 - 50 |
30 - 50 |
Примечание. Ток постоянный, обратной полярности, угол наклона электрода от 0 до 10° («вперед» или «назад»),
3.4.10. Подварку корня шва выполняют по всему периметру стыка.
3.4.11. Для предотвращения увлажнения стыков в случае непогоды (дождь, снег, иней) стыки, сваренные корневым слоем шва, до начала механизированной сварки под флюсом должны быть укрыты влагонепроницаемыми теплоизоляционными поясами шириной не менее 300 мм. Если стыки, сваренные корневым слоем шва, попадают на пост сварки под флюсом со следами влаги на кромках или, если при температуре окружающего воздуха ниже + 5 °С стык остыл до температуры ниже + 5 °С, его следует просушить нагревом до 50 °С.
3.4.12. Минимально допустимое число наружных слоев шва, выполняемых механизированной сваркой под флюсом, в зависимости от толщины стенки трубы приведено в табл. 3.4.2.
Минимально допустимое число слоев шва, свариваемых под флюсом
|
Число слоев шва (не менее) |
|
|
18,3 |
Три |
|
21,8 |
Четыре |
|
27,1 |
Пять |
При сварке труб с толщиной стенки 27,1 мм разрешается выполнение каждого слоя шва двумя параллельными проходами (с перекрытием). В этом случае скорость сварки рекомендуется увеличить на 20 %, а напряжение дуги уменьшить на 2 - 4 В.
3.4.13. Режимы механизированной сварки под флюсом заполняющих слоев шва приведены в табл. 3.4.3.
Режимы механизированной сварки под флюсом заполняющих слоев шва
|
Порядковый номер слоя |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Смещение электрода с зенита против вращения трубы, мм |
|
|
18,3 |
1 |
800 - 850 |
44 - 46 |
45 - 55 |
60 - 100 |
|
2 |
900 - 950 |
44 - 46 |
50 - 60 |
60 - 80 |
|
|
3 |
900 - 950 |
46 - 48 |
40 - 50 |
40 - 80 |
|
|
21,8 |
1 |
800 - 850 |
44 - 46 |
45 - 55 |
60 - 100 |
|
2 |
900 - 950 |
44 - 46 |
50 - 60 |
60 - 80 |
|
|
3 |
900 - 950 |
44 - 46 |
50 - 60 |
60 - 80 |
|
|
4 |
900 - 1000 |
46 - 48 |
40 - 50 |
40 - 80 |
|
|
27,1 |
1 |
800 - 850 |
44 - 46 |
45 - 55 |
60 - 100 |
|
2 |
900 - 950 |
44 - 46 |
50 - 60 |
60 - 80 |
|
|
3 |
900 - 950 |
44 - 46 |
50 - 60 |
60 - 80 |
|
|
4 |
900 - 950 |
44 - 46 |
50 - 60 |
60 - 80 |
|
|
5 |
900 - 1000 |
46 - 48 |
40 - 50 |
40 - 80 |
Примечания: 1. Ток постоянный прямой полярности, проволока диаметром 3 мм; угол наклона электрода «вперед» до 30°, вылет 40 - 50 мм.
2. При сварке током обратной полярности нижнюю границу сварочного тока уменьшить на 50 - 100 А, а скорости сварки - на 5 м/ч.
3.4.14. Интервал времени между сваркой предыдущего и каждого из последующих наружных слоев шва не должен превышать двух часов.
Сварные стыки разрешается оставлять в конце смены незаконченными в том случае, если не сварен только один облицовочный слой шва.
При невыполнении указанных требований стыки подлежат вырезке.
3.4.15. Величина усиления внутреннего и облицовочного наружного слоев шва должна составлять 2 ± 1 мм. Ширина этих швов должна соответствовать табл. 6 СП, а в случае механизированной подварки под флюсом изнутри трубы ширина шва должна соответствовать табл. 3.3.4.
3.4.16. Во избежание образования наплыва металла при завершении механизированной сварки внутреннего шва необходимо вначале остановить вращение трубы, а затем выключить подачу проволоки, не выключая сварочного тока до самопроизвольного обрыва дуги.
3.4.17. При изготовлении трубных секций на базах ССТ-ПАУ необходимо соблюдать также требования п.п. 3.3.12; 3.3.13; 3.3.16; 3.3.18.
3.5. Организация работ при изготовлении трубных секций на трубосварочных базах
3.5.1. Преимущественным методом сварки при изготовлении трубных секций является двусторонняя сварка на базах типа БТС.
3.5.2. Для сокращения объемов погрузочно-разгрузочных и транспортных работ рекомендуется размещение трубосварочных баз непосредственно на станциях разгрузки труб. Однако при этом следует учитывать, что не рекомендуется увеличение плеча вывозки трубных секций свыше 50 км.
3.5.3. Оптимальные условия работы трубосварочной базы, особенно в условиях Севера, создаются при расположении всей трубосварочной базы, а также участка контроля и ремонта стыков в укрытии.
3.5.4. Рекомендуется использовать на трубосварочных базах централизованную схему энергоснабжения.
3.5.5. В зависимости от требуемой производительности на одной площадке могут работать одна или две базы БТС-142В. В случае работы двух баз целесообразно использование одного стенда обработки кромок, который поставляет обработанные трубы на два стенда сборки и сварки трубных секций. В этом случае бригада, обслуживающая «сдвоенную базу», составляет 15 человек, в том числе 4 оператора механизированной сварки, в то время как бригада, обслуживающая одну базу - 9 человек, (в том числе 2 оператора механизированной сварки).
3.5.6. Готовые трубные секции целесообразно сразу же транспортировать на участок контроля и ремонта сварных соединений, на котором работает бригада в составе четырех человек, в том числе единого сварщика.
3.5.7. Для эффективного использования оборудования трубосварочной базы целесообразна двухсменная работа с перерывом между сменами на профилактическое обслуживание.
3.5.8. При работе на трубосварочных базах ССТ-ПАУ между стендом ССТ-141 и установкой ПАУ-1001В может быть расположен оснащенный роликовым вращателем стенд для механизированной подварки стыков изнутри трубы. Роликовый вращатель должен иметь указатель скорости вращения свариваемой трубы.
3.5.9. Сварочные посты на трубосварочных базах должны быть оснащены шлифмашинками и подогревателями стыков.
4. ТЕХНОЛОГИЯ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ В ЗАЩИТНЫХ ГАЗАХ НА ОБОРУДОВАНИИ «CRC-EVANS AW»
Комплекс оборудования «CRC-Evans AW» специально разработан для двусторонней автоматической сварки неповоротных стыков труб. В ней реализован процесс сварки тонкой электродной проволокой в защитных газах. Конструкция и состав оборудования обеспечивают комплексное решение автоматизации сварки неповоротных стыков трубопроводов, основанное на следующих технологических подходах:
• повышение производительности за счет уменьшения площади разделки в сочетании с повышенным коэффициентом наплавки при сварке тонкой электродной проволокой;
• обеспечение высокого темпа производства работ за счет высокой скорости и совмещения сварки корневого шва и первого наружного шва (горячего прохода);
• компенсация неточностей сборки, обеспечение высокого качества корневого слоя и всего шва в целом за счет применения процесса двусторонней сварки.
4.1. Состав оборудования
Комплекс оборудования «CRC-Evans AW» состоит из следующих основных единиц оборудования:
• станков для обработки кромок труб под специальную разделку кромок;
• установки для индукционного подогрева труб;
• установки внутренней сварки, представляющей собой самоходный внутренний центратор с многоголовочным сварочным автоматом для сварки изнутри трубы, встроенным между рядами жимков;
• агрегата энергообеспечения установки внутренней сварки;
• автоматов наружной сварки с направляющими поясами;
• агрегатов энергообеспечения постов наружной сварки с защитными палатками;
• передвижной мастерской для наладки и ремонта оборудования и хранения запасных частей;
• вспомогательного оборудования.
Типовая схема организации работ при автоматической сварке стыков на оборудовании «CRC-Evans AW» приведена на рис. 4.1.1.
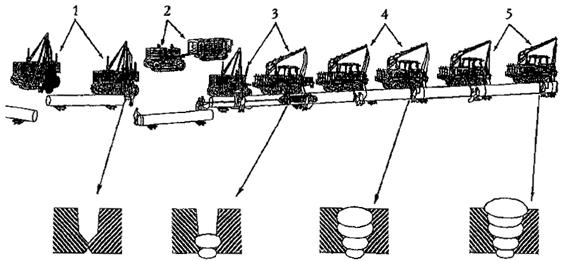
Рис. 4.1.1. Типовая схема организации работ при автоматической сварке стыков на оборудовании «CRC-Evans AW»
Приведен примерный состав оборудования. Количество звеньев сварки заполняющих слоев выбирается в зависимости от планируемого темпа сварки и толщины стенки трубы.
1 - звено обработки кромки труб; 2 - передвижная ремонтная мастерская; 3 - звено сборки труб, сварки корневого шва и горячего прохода (для повышения производительности, сварка корневого шва и горячего прохода может производиться на отдельных постах); 4 - звенья сварки заполняющего слоя; 5 - звенья сварки облицовочного шва
4.2. Сварочные материалы
4.2.1. Для сварки всего сечения шва следует использовать омедненную сварочную проволоку марки K-Nova типа ER70S-6 по AWS A5.18, специально разработанную для этого процесса фирмой Тиссен. Диаметр проволоки - 0,9 мм.
4.2.2. Проволока должна быть поставлена в катушках с порядной намоткой, специально разработанных для оборудования «CRC-Evans AW»
Для внутренних сварочных головок проволока поставляется в катушках весом 1,47 кг, для наружных автоматов - в катушках весом 2,71 кг.
Катушки должны быть завернуты в полиэтиленовые пакеты и уложены в металлические или картонные коробки.
4.2.3. Типичный химсостав электродной проволоки марки K-Nova и свойства наплавленного металла приведены в табл. 4.2.1. и 4.2.2.
Типичный химсостав электродной проволоки K-Nova (содержание элементов в %%)
|
Si |
Mn |
P |
S |
Ti |
|
|
0,07 |
0,75 |
1,53 |
0,005 |
0,011 |
0,05 |
Механические свойства наплавленного металла
|
Предел текучести s02, Н/мм2 |
Предел прочности sв, Н/мм2 |
Относительное удлинение d, % |
Поперечное сужение y, % |
Работа разрушения J, Дж |
|
567 |
618 |
28,8 |
65.0 |
90-120 |
4.2.4. В качестве защитного газа при сварке внутреннего корневого и облицовочного слоев шва следует использовать смесь из 75 % аргона и 25 % углекислого газа, при сварке остальных слоев - углекислый газ.
4.2.5. Используемые для сварки газы по чистоте должны удовлетворять следующим рекомендациям фирмы CRC-Evans:
• аргон газообразный чистотой не менее 99,995 %;
• углекислый газ чистотой не менее 99,5 %.
По рекомендациям ВНИИСТа при сварке могут также использоваться защитные газы, поставляемые российскими производителями:
• аргон газообразный сорта А по ГОСТ 10157-79 чистотой не менее 99,99 %;
• углекислый газ сварочный сорта 1 по ГОСТ 8050-85 чистотой не менее 99,5 %.
4.2.6. Следует использовать при сварке защитные газовые смеси заводского приготовления, поставляемые в баллонах. Допускается приготовление защитных газовых смесей непосредственно в полевых условиях с помощью смесителей газа, устанавливаемых в газовых рампах агрегатов питания.
4.3. Состав основных технологических операций
4.3.1. Раскладка труб.
Трубы или трубные секции укладывают на бровке траншеи на инвентарных лежках под углом к оси траншеи таким образом, чтобы к торцам труб был свободный доступ. Расстояние от грунта до нижней образующей трубы для труб диаметром 1420 мм должно быть не менее 300 мм.
В процессе раскладки необходимо провести осмотр труб, исправить или вырезать участки труб с поверхностными дефектами в соответствии с требованиями раздела 5 настоящего СП.
4.3.2. Подготовка и обработка торцов труб.
4.3.2.1. Обработку торцов труб с целью уменьшения площади поперечного сечения разделки производят кромкострогальными станками.
4.3.2.2. Для соединения труб с одинаковой толщиной стенки обработка должна быть произведена в соответствии со схемой, приведенной на рис. 4.3.1a.
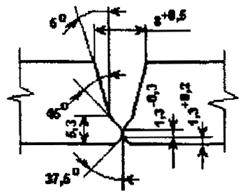
а)
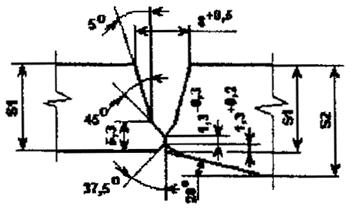
б)
Рис. 4.3.1. Разделка кромок труб диаметром 1420 мм для двухсторонней автоматической сварки в защитных газах на оборудовании CRC-Evans AW
а) для труб с одинаковой толщиной стенки;
б) для разнотолщинных труб
4.3.2.3. При соединении разнотолщинных труб разделку более толстостенной трубы следует производить в соответствии со схемой, приведенной на рис. 4.3.16.
4.3.2.4. Прилегающие к торцам внутреннюю и наружную поверхности труб зачищают до чистого металла на ширину не менее 10 мм.
4.3.2.5. Следует зашлифовать «заподлицо» с поверхностью трубы наружное усиление продольного шва на длине от торца не менее 10 мм.
4.3.2.6. Перед обработкой торца после газовой резки следует зашлифовать «заподлицо» с внутренней поверхностью трубы внутреннее усиление продольного шва на длину не менее 50 мм от торца.
4.3.3. Установка на концах труб направляющих поясов для наружных автоматов.
4.3.3.1. Установку направляющих поясов производят с помощью специальных шаблонов. Направляющие пояса следует устанавливать на торец трубы, обращенный в сторону движения монтажной колонны.
4.3.4. Предварительный подогрев концов труб.
4.3.4.1. Подогрев стыкуемых концов труб производят с помощью установки индукционного подогрева. Температура стыка в момент начала сварки внутреннего корневого шва должна быть не менее 50 °С.
4.3.5. Сборка стыка.
4.3.5.1. Сборку стыка производят с помощью специального внутреннего центратора. Центратор следует установить «на стык», отрегулировать положение сварочных головок относительно плоскости стыка и настроить параметры режима сварки.
4.3.5.2. Стык следует собирать без зазора. Допускаются локальные зазоры не более 0,5 мм.
4.3.5.3. Смещение кромок в собранном стыке рекомендуется допускать не более 2 мм.
4.3.6. Сварка стыка.
4.3.6.1. Схема сварки стыка приведена на рис. 4.3.2.
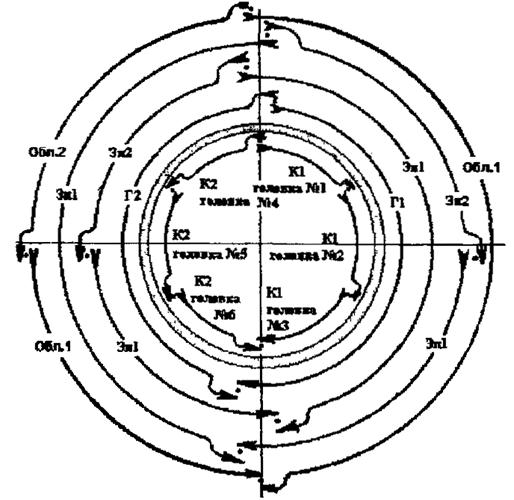
Рис. 4.3.2. Схема сварки стыка
К - корневой слой, Г - «горячий проход», Зп - заполняющий слой, Обл. - облицовочный слой (цифра после обозначения слоя указывает на очередность сварки данного участка в пределах слоя), ® - указывает направление сварки. Количество заполняющих слоев определяется технологической картой
4.3.6.2. Ориентировочные режимы сварки приведены в табл. 4.3.3.
Рекомендуемые режимы автоматической сварки
|
Слои шва (в порядке наложения) |
|||||
|
корневой |
горячий проход |
заполняющие |
последний заполняющий |
облицовочный |
|
|
Направление сварки |
на спуск |
на спуск |
на спуск |
на спуск |
на спуск |
|
Скорость сварки, м/ч |
46 |
76 |
23 |
23 ± 20 % |
20 ± 20 % |
|
Диаметр проволоки, мм |
0,9 |
0,9 |
0,9 |
0,9 |
0,9 |
|
Скорость подачи электродной проволоки, м/мин |
9,7 |
12,7 |
12,7 |
12,7 |
10,7 |
|
Расход газа, л/мин |
33 - 47 |
33 - 47 |
33 - 47 |
33 - 47 |
33 - 47 |
|
Защитный газ Аr/СО2, % |
75/25 |
0/100 |
0/100 |
0/100 |
75/25 |
|
Вылет электрода, мм |
9,5 |
9 |
13 |
13 |
9 |
|
Сила тока, А |
190 - 210 |
220 - 260 |
210 - 250 |
210 - 250 |
200 - 230 |
|
Напряжение на дуге, В |
19 - 22 |
23 - 26 |
23 - 25 |
23 - 25 |
19 - 21 |
|
Частота колебаний электрода, мин-1 |
- |
150 |
150 |
130 |
|
|
Амплитуда колебаний электрода, мм |
регулируется по ширине разделки |
||||
|
Угол наклона электрода, градус (углом вперед) |
6 |
6 |
6 |
6 |
6 |
|
Вид тока: постоянный, обратной полярности (+ на электроде) |
|||||
4.3.6.3. Сварку корневого шва выполняют изнутри трубы многоголовочным автоматом, расположенным между рядами жимков внутреннего центратора: последовательно три головки сваривают правый, а три другие головки - левый полупериметры стыка труб.
4.3.6.4. Сварку первого наружного шва («горячего прохода») производят двумя наружными автоматами, передвигающимися по установленному ранее направляющему поясу, сверху вниз.
Сварку «горячего прохода» следует выполнять одновременно со сваркой внутреннего корневого шва. Рекомендуется начинать сварку после того, как внутренним корневым слоем будет сварено 200 - 250 мм на соответствующем полупериметре трубы. Каждый наружный автомат сваривает половину стыка.
4.3.6.5. После завершения сварки «горячего прохода» следует освободить жимки центратора и с помощью механизма самохода сдвинуть центратор внутрь трубопровода. До завершения сварки «горячего прохода» запрещается освобождать жимки центратора.
4.3.6.6. После сварки следует осмотреть внутренний корневой шов и, в случае необходимости, произвести выборку дефектов с помощью шлифмашинки и полуавтоматическую сварку в защитных газах дефектных участков шва. Ориентировочные режимы сварки приведены в табл. 4.3.4.
Рекомендуемые режимы полуавтоматической сварки
|
Тип проволоки |
Диаметр проволоки, мм |
Защитный газ |
Расход газа, л/мин |
Вид тока и полярность |
Сила тока, А |
Напряжение на дуге, В |
|
|
10 - 12 |
«Thyssen K-Nova» ER 70S-6 |
0,9 |
75 % аргон и 25 % углекислый газ |
37 - 40 |
постоянный обратной полярности |
140 - 150 |
19,0 - 20,0 |
4.3.6.7. В случае отказа в работе одной или нескольких внутренних сварочных головок и образования в связи с этим не сваренных участков внутреннего корневого шва рекомендуется следующий порядок действий:
• повторное включение отказавших головок для сварки пропущенных участков;
• в случае повторения отказа производится автоматическая сварка 1-го наружного слоя (горячего прохода) на тех участках периметра трубы, где внутренний корневой шов был сварен;
• освобождение жимков центратора и перемещение его внутрь трубопровода;
• осмотр внутреннего корневого шва и полуавтоматическая сварка в защитных газах пропущенных участков;
• доварка автоматами 1-го наружного слоя.
4.3.6.8. Операции, проводимые по п.п. 4.3.6.6 и 4.3.6.7 следует рассматривать как составную часть техпроцесса при использовании оборудования «CRC-Evans AW» и предусматривать при составлении технологических карт на автоматическую сварку.
4.3.6.9. Операции по п.п. 4.3.6.6 и 4.3.6.7 можно проводить с использованием ручной дуговой сварки покрытыми электродами участков внутреннего корневого шва при условии аттестации такой технологии.
4.3.6.10. Сварку заполняющих и облицовочного слоев шва выполняют «на спуск» с поперечными колебаниями электродной проволоки одновременно двумя наружными автоматами, при этом каждый автомат сваривает половину стыка.
Для защиты от осадков и во избежание сдувания ветром потока защитного газа сварку наружных слоев шва выполняют в укрытии.
4.3.6.11. Количество заполняющих слоев выбирается в зависимости от толщины стенки трубы. Ориентировочно количество заполняющих слоев составляет:
• для труб с толщиной стенки 18,3 мм - 3 - 4 слоя;
• для труб с толщиной стенки 21,8 мм - 4 - 5 слоев;
• для труб с толщиной стенки 27,1 мм - 6 - 7 слоев.
4.3.6.12. Сварку наружных слоев шва (за исключением последнего заполняющего и облицовочного слоев) выполняют на режимах, не зависящих от пространственного положения. В процессе сварки следует корректировать положение электродной проволоки поперек стыка и вылет электродной проволоки.
Сварку последнего заполняющего и облицовочного слоев следует выполнять с дополнительным регулированием скорости сварки в пределах ± 20 % от номинальной для предотвращения отекания металла сварочной ванны на вертикальных участках, регулирования степени заполнения разделки, а также формы и размеров облицовочного слоя в разных пространственных положениях.
Амплитуду колебаний при сварке облицовочного шва выбирают из расчета перекрытия швом разделки по ширине на 1,5 - 2,0 мм в каждую сторону.
Сварку заполняющих слоев производят в углекислом газе, а облицовочного в смеси углекислого газа с аргоном.
4.3.6.13. В процессе сварки наружных слоев шва участки замков следует тщательно зашлифовывать для удаления кратерных трещин и предотвращения образования дефектов типа непроваров.
Замки смежных слоев шва должны быть смещены на расстояние не менее 100 мм.
4.3.6.14. Геометрические параметры корневого и облицовочного слоев шва должны соответствовать требованиям п. 9.5 и табл. 6 раздела 9 СП.
4.3.6.15. После сварки каждого слоя обязательна зачистка от шлака и брызг его поверхности металлическими щетками или абразивными кругами.
4.3.6.16. После завершения сварки следует провести визуальную оценку качества облицовочного слоя. Обнаруженные дефекты сварного шва (поры, подрезы и др.) следует устранить сваркой до радиографического контроля.
4.3.6.17. Операцию по п. 4.3.6.16 следует рассматривать как составную часть техпроцесса при использовании оборудования «CRC-Evans AW» и предусматривать при составлении технологических карт на автоматическую сварку.
5. ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СПЕЦИАЛЬНЫХ И РЕМОНТНЫХ СВАРОЧНЫХ РАБОТ
5.1. Сварка встык разнотолщинных элементов
5.1.1. При непосредственной сварке (без переходников и трубчатых вставок промежуточной толщины) соединений, разность толщин которых превышает требования п. 2.4.1 настоящей Инструкции, предварительно должна быть выполнена специальная подготовка кромок изнутри и (или) снаружи более толстостенного элемента с толщиной стенки t3 до толщины свариваемого торца t2, которая не должна превышать 1,5 толщины менее толстостенного элемента t1 (см. рис. 5 СП).
В результате условием непосредственного соединения является величина «новой» толщины t2. При этом t2 £ t1.
По величине t3 определяются такие технологические параметры как необходимость и величина:
• предварительного подогрева;
• местной послесварочной термической обработки (см. раздел 6).
В случае отсутствия специальных требований завода - изготовителя температура подогрева должна быть при толщине торца крана или фитинга:
• 28 мм и менее.................................. 150 °С
• более 28 мм...................................... 200 °С
5.1.2. Стыки сварных соединений по п. 5.1.1 должны быть подварены изнутри по всему периметру с обеспечением геометрических параметров, регламентированных п. 2.6.10.4.
5.1.3. Сварка разнотолщинных элементов должна проводиться за один прием без перерыва.
5.1.4. Если «юбка» арматуры не имеет заводского приварного патрубка, соответствующего размерам и марке стали свариваемой трубы, а ее состав отличается от химического состава свариваемой трубы в сторону большего легирования (никелем, алюминием, хромом, содержанием марганца более 2 % и т.д.), то в этом случае требуется выбор специальных материалов и специальной технологии по рекомендации Заказчика.
В данном случае условия сварки оформляются актом, где указываются:
• номер арматуры;
• марка стали, химический состав «юбки», и ее прочностные свойства;
• толщина t2 свариваемого торца;
• условия предварительного подогрева и (при необходимости) послесварочной термообработки;
• схема последовательности заполнения разделки;
• клейма сварщиков;
• заключения радиографического (и ультразвукового) контроля.
Пример технологической карты на сварку соединительных деталей приведен в прил. 6.
5.2. Сварка захлестов
5.2.1. Место для захлеста при опережающем строительстве переходов и горизонтальных углов поворота (см. раздел 2.1) следует выбирать на прямолинейных участках.
5.2.2. Приямки следует отрывать по ходу разработки траншей с точной привязкой к месту захлеста.
Размеры приямка должны быть не менее показанных на рис. 5.2.1.
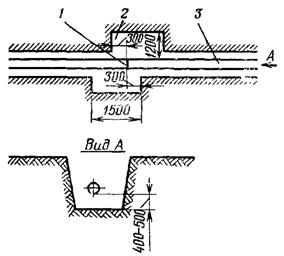
Рис. 5.2.1. Расположение приямка при сварке захлеста:
1 - стык захлеста; 2 - приямок в траншее; 3 - трубопровод.
Разрыв по засыпке трубопровода должен обеспечить свободный монтаж захлеста. При этом в траншее необходимо оставлять незасыпанным один из примыкающих участков трубопровода на расстоянии 60 - 80 м от планируемого места захлесточного стыка.
5.2.3. Практика предварительного планирования захлестов в местах необходимых технологических разрывов (см. раздел 2.1) должна обеспечить выполнение захлестов без отставаний от линейного потока.
5.2.4. Преимущественным видом монтажа технологического захлеста является вариант, когда оба конца трубопровода свободны (не засыпаны землей) и находятся в траншее (или на ее «бровке»).
В зависимости от конкретных условий строительства может быть применен также вариант, когда один конец трубопровода защемлен (засыпан или соединен, например, с крановым узлом), а другой имеет свободное перемещение.
5.2.5. В тех случаях, когда обеспечивается полное или одностороннее свободное перемещение трубопровода, замыкание трубопровода следует осуществлять сваркой одного кольцевого стыка-захлеста (рис. 5.2.2, схема а).
а
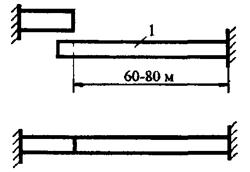
б
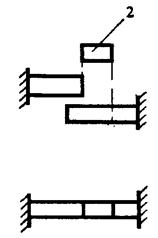
Рис. 5.2.2. Две схемы сварки захлестов:
а - сварка захлеста без нагрузки;
б - сварка захлеста с нагрузкой
В том случае, если оба конца защемлены (рис. 5.2.2, схема б), возникает необходимость вварки катушки с выполнением двух кольцевых стыков.
5.2.6. Сборка разнотолщинных элементов при монтаже захлестов не допускается.
5.2.7. При монтаже захлестов запрещается:
• натягивать стыкуемые трубы;
• изгибать их силовым воздействием механизмов;
• нагревать трубу вне зоны непосредственного монтажа захлесточного стыка.
5.2.8. При выполнении захлеста в условиях свободного перемещения трубопровода (рис. 5.2.2, схема а) работы необходимо проводить в следующей последовательности:
• один из концов трубопровода заранее подготовить под сварку и уложить на опоры высотой 50 - 60 см по оси трубопровода;
• плеть, образующую другой участок трубопровода, вывешивать рядом с первой и производить разметку места реза только с помощью унифицированного шаблона;
• произвести резку и формирующую разделку, с помощью унифицированной кромкорезательной машины;
• в процессе стыковки осуществить подъем обрезанной плети трубоукладчиками на высоту не более 1 м на расстоянии 60 - 80 м от конца; упругое провисание обрезанного торца позволяет совместить один торец с другим;
• не допускается стропить трубу для подъема в местах расположения кольцевых сварных швов.
5.2.9. При выполнении захлеста в условиях защемления концов трубопровода (рис. 5.2.2, схема б) работы необходимо проводить в следующей последовательности:
• концы соединяемых труб обрезать и подготовить под сварку в соответствии с общими требованиями п. 4.2.8;
• изготовить катушку из трубы с той же фактической толщиной стенки, того же диаметра и того же прочностного класса, что и соединяемые трубы; ширина катушки должна быть не менее диаметра соединяемой трубы; равенство толщин стенок катушки и соединяемой трубы должны регистрироваться с помощью УЗК-толщиномера;
• с помощью трубоукладчика пристыковывают катушку к трубопроводу, выставляют требуемый зазор (см. п. 2.4.4) и производят сварку;
• сборку второго стыка начинают производить по окончании сварки первого стыка.
5.2.10. Перерывы в процессе сварки захлестов недопустимы: захлест должен быть сварен за один прием - от начала до конца.
5.2.11. Смещение кромок в потолочной части от «5 часов» до «7 часов» должно быть не более 1 мм, на остальной части периметра, согласно общей регламентации, не более 3 мм.
5.2.12. Величина зазора, измеряемая после выполнения прихваток, должна составлять 2,5 ± 0,5 мм независимо от толщины стенки трубы. Если в процессе сборки не удалось выдержать минимально допустимый зазор (фактический зазор оказался меньше 2 мм), этот участок должен быть пропилен абразивным кругом толщиной 2,5 мм.
5.3. Ремонт сварных соединений сваркой
5.3.1. Во всех случаях ремонт дефектных участков швов должен осуществляться путем их вышлифовки с помощью абразивных кругов соответствующей толщины.
5.3.2. Ремонт кольцевых сварных швов возможен только в случае, если суммарная протяженность любых недопустимых дефектов не превышает 1/6 периметра стыка.
5.3.3. Участки сварных швов с любыми трещинами, кроме кратерных, ремонту на данном газопроводе не подлежат.
5.3.4. Ремонт может быть только однократным.
5.3.5. Ремонт сварных стыков снаружи трубы производят, если недопустимые дефекты расположены в заполняющих или облицовочном слое шва. Допускается производить ремонт дефектов в корневом слое снаружи трубы, используя метод сквозного проплава.
5.3.6. Ремонт сварных стыков изнутри трубы производят, если недопустимые дефекты расположены в металле горячего прохода, в корневом или подварочном слоях шва. При ремонте изнутри напряжение шлифовальной машинки не должно превышать 36 В. У торца трубопровода должны постоянно находиться два члена бригады, которые поддерживают непрерывную связь с электросварщиком, работающим внутри трубопровода. Максимальное расстояние от места работы электросварщика до ближайшего разрыва не должно превышать 36 м.
5.3.7. Участки сварных швов с недопустимыми смещениями кромок не разрешается ремонтировать с использованием вышлифовки и (или) подбивки.
5.3.8. При заварке наружного или внутреннего дефектного участка, имеющего после вышлифовки протяженность менее 100 мм, разрешается осуществлять снаружи локальный местный нагрев (паяльной лампой, однопламенной горелкой и т.д.) с обязательным контролем температуры. Во всех других случаях необходим равномерный предварительный подогрев всего периметра стыка многопламенной кольцевой горелкой.
5.3.9. Место расположения ремонтируемого дефекта определяет и фиксирует (отмечает на трубе несмываемой краской) контролер.
5.3.10. Разметку дефектного участка под вышлифовку производит бригадир звена ремонтных работ. При этом длина вышлифовки должна превышать фактическую длину наружного или внутреннего дефекта не менее чем на 30 мм в каждую сторону.
5.3.11. Разметку внутреннего дефектного участка проводят с помощью кольцевого шаблона с нанесенными делениями, которые соответствуют показаниям мерного пояса.
5.3.12. Ширина вышлифованного участка при ремонте снаружи дефектов в заполняющих слоях шва должна быть не менее 15 мм. Ширина внутренних вышлифованных участков должна быть не менее 8 мм.
5.3.13. Глубина вышлифованного участка равна глубине залегания дефекта h + 1 мм.
5.3.14. При организации ремонтных работ технологическое оборудование и оснастку следует размещать в передвижных блоках.
5.3.15. При ремонте изнутри трубы передвижные блоки следует располагать вблизи мест разрывов нитки газопровода.
5.3.16. На одном стыке ремонтные работы от начала до конца должен осуществлять один и тот же сварщик.
5.3.17. В журнале сварочных работ по исправлению дефекта необходимо указать:
• клеймо и фамилию сварщика-ремонтника;
• характеристику ремонтируемого дефекта;
• подпись мастера специальных работ и одобрение контролера (виза).
6. МЕСТНАЯ ПОСЛЕСВАРОЧНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА
6.1. Местная послесварочная термическая обработка (ПСТО), осуществляемая по режиму высокого отпуска, для данного газопровода производится для уменьшения химической и структурной неоднородности металла шва и зоны термического влияния и для снижения остаточных напряжений до безопасного уровня.
6.2. Местная послесварочная термическая обработка должна производиться для разнотолщинных элементов с критической величиной толщины стенки t3 (см. рис. 5 СП), регламентируемой СП.
6.3. Основным способом нагрева металла при ПСТО является индукционный нагрев с помощью гибких пальцевых электронагревателей сопротивления (ГЭНов).
6.4. На линии газопровода диаметром 1420 мм в одном поясе ГЭНа должно быть 4 секции, а в каждой секции 34 пальца. При этом количество поясов должно быть не менее трех.
6.5. Для ПСТО с помощью ГЭНов питание осуществляется от передвижных электростанций мощностью 150 кВА.
6.6. Контроль температурного режима следует осуществлять автоматическими самопишущими потенциометрами. В качестве датчиков следует использовать термоэлектрические термометры, диаметр термоэлектродов должен быть 1,2 - 2,0 мм.
6.7. К ПСТО сварных соединений следует допускать термистов-операторов, имеющих удостоверение об окончании курсов по специальности «термист-оператор по термической обработке сварных соединений на монтаже».
6.8. Условия организации рабочего места при проведении ПСТО должны соответствовать разделу «послесварочная термическая обработка» СП.
6.9. Сварное соединение должно быть подвергнуто ПСТО непосредственно после контроля сварки, перерывы в процессе ПСТО не допускаются.
При вынужденных перерывах должно быть обеспечено медленное охлаждение сварного соединения до 300 °С. В случае повторного нагрева время повторной и вторичной выдержки суммируется.
6.10. Режимы ПСТО следующие:
• температура нагрева 575 - 600 °С;
• скорость нагрева: не более 150 °С/ч, начиная с температуры 300 °С (до этой температуры не регламентируется);
• время выдержки 55 - 65 мин в зависимости от величины толщины стенки t3 (рис. 5 СП);
• условия охлаждения: с нагревателем (после его отключения от источника тока) до 300 °С, далее - на воздухе.
6.11. Основные технологические операции при проведении ПСТО следующие:
• установка термометров (п. 5.6), монтаж нагревательных устройств (пп. 5.3, 5.4) и установка теплоизоляционных матов (материалы на основе асбеста применять запрещается);
• включение термометров в измерительную цепь потенциометра;
• соединение нагревательного устройства с источником питания (п. 5.5);
• осуществление режима ПСТО (п. 5.10);
• демонтаж теплоизоляции, нагревательного устройства и термометров.
6.12. Для контроля температуры необходим монтаж четырех термометров. Горячий спай термопары следует крепить на поверхности кольцевого монтажного или продольного заводского шва.
После демонтажа крепления горячего спая место крепления должно быть восстановлено электродом с основным видом покрытия с последующей зашлифовкой под профиль сварного шва.
6.13. Демонтаж теплоизоляции, нагревательного устройства и термометров разрешается только после охлаждения сварного соединения до температуры ниже 300 °С.
6.14. ГЭН следует наматывать на сварное соединение симметрично оси сварного шва по слою теплоизоляции с зазором между витками 30 - 40 мм.
Крепление ГЭНов следует производить поясом из жаропрочной стали.
6.15. Ширина теплоизоляционного пояса должна быть на 80 - 100 мм больше ширины нагрева. Толщина пояса непосредственно на нагреваемой зоне должна быть не менее 40 мм, а на периферийных участках - не менее 20 мм.
При ПСТО в условиях отрицательных температур толщину слоя теплоизоляции следует увеличить по всей ширине не менее чем в 1,5 раза.
6.16. Если под ПСТО подпадают подлежащие ремонту стыки, то ремонт должен быть осуществлен до термической обработки.
Если по каким-либо причинам эта последовательность не соблюдена, то ПСТО следует повторить.
Приложение 2
АКТ
|
|
№ п/п |
Ф.И.О. сварщика |
Клеймо сварщика |
Содержание работы, выполняемой в бригаде |
7. Название и краткая ______________________________________
характеристика процесса сварки, ______________________________________
предъявляемого к аттестации ______________________________________
8. Количество сваренных стыков ______________________________________
9. Диаметр и толщина стенки ______________________________________
трубы, класс прочности ______________________________________
10. Разделка кромок ______________________________________
11. Схема сварки шва (число ______________________________________
слоев, подварка) ______________________________________
12. Марки сварочных материалов ______________________________________
риалов ______________________________________
13. Род тока ______________________________________
14. Положение сварки ______________________________________
15. Предварительный подогрев ______________________________________
16. Перечень используемого ______________________________________
оборудования ______________________________________
17. Другие данные, в том числе ______________________________________
погодные условия при проведении ______________________________________
испытаний технологии ______________________________________
18. Результаты аттестации:
Аттестация технологии сварки проведена в соответствии с вышеупомянутой нормативной документацией; технология сварки рекомендуется к применению при строительстве участка газопровода __________________________________________
________________________________________________________________________
(название и пикетаж участка)
строительно-монтажной организацией ________________________________________
_________________________________________________________________________
(название организации)
Приложения:
1. Нормативная документация по п. 5.
2. Протокол неразрушающего контроля сварных соединений.
3. Протокол механических испытаний.
Дата Место проведения аттестации
Ф. И. О. и подписи членов комиссии
Приложение к акту аттестации
технологии сварки
|
ПРОТОКОЛ
Дата Место проведения испытаний Название технологии сварки ___________________________________ Номер технологической карты ___________________________________ Название службы контроля, ___________________________________ проводящей испытания ___________________________________ Ф. И. О. контролеров, их ___________________________________ квалификация ___________________________________ Ф. И. О. инспектора службы ___________________________________ Технадзора ___________________________________ Оборудование, на котором ___________________________________ проведены испытания ___________________________________ Результаты испытания на растяжение
Механические. характеристики основного металла (по сертификату) Испытания на загиб Вид испытания (на ребро, корнем внутрь, наружу)
___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ Испытания на ударную вязкость
Требуемые значения ударной вязкости _______________________________________ _________________________________________________________________________ _________________________________________________________________________ _________________________________________________________________________ Оценка макрошлифов (при двухсторонней сварке под флюсом)
_________________________________________________________________________ _________________________________________________________________________ Выводы по результатам испытаний: Испытания проведены в соответствии с требованиями __________________________ _________________________________________________________________________ Результаты испытаний удовлетворительны/неудовлетворительны. Дата Место проведения испытаний Ф. И. О. и подписи лиц, проводивших испытания Ф. И. О. инспектора службы технадзора |
|||||||||||||||||||||||||||||||
Приложение 3
ЗАКЛЮЧЕНИЕ ПО РЕЗУЛЬТАТАМ РАДИОГРАФИЧЕСКОГО И ВИЗУАЛЬНОГО КОНТРОЛЯ
НАИМЕНОВАНИЕ СПОСОБА СВАРКИ _______________
|
№ стыка по журналу сварки |
Полная таблица клейм сварщиков |
Диаметр, толщина стенки трубы, мм |
Описание дефектов, обнаруженных при визуальном контроле |
Расположение на стыке дефектов, обнаруженных при визуальном контроле |
№ снимка, координаты мерного пояса |
Чувствительность снимка, мм (%) |
Индекс всех выявленных дефектов (обозначение по СП) |
Заключение: годен, исправить, вырезать |
Примечание |
|||||
|
Стык принял по внешнему виду __________ ________________________________ Ф. И. О. Уровень квалификации, № удостоверения ___________ _____________ Подпись Дата Контроль произвел __________ _______________________________ Ф. И. О. Уровень квалификации, № удостоверения ___________ _____________ Подпись Дата |
||||||||||||||
|
Ф. И. О. |
Уровень квалификации |
Подпись |
Дата |
|||||||||||
|
Производитель сварочно-монтажных работ ознакомлен |
Ф. И. О. |
Подпись |
Дата |
|||||||||||
|
Представитель Заказчика одобрил |
Ф. И. О. |
Печать |
Подпись |
Дата |
||||||||||
|
Расположение снимков при просвечивании: Стык № _____________________ Стык № _____________________ Клейма _____________________ Клейма _____________________ Диаметр, мм _________________ Диаметр, мм _________________ Диаметр, мм _________________ Диаметр, мм _________________ |
||||||||||||||
Приложение 4
ЗАКЛЮЧЕНИЕ ПО РЕЗУЛЬТАТАМ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
НАИМЕНОВАНИЕ СПОСОБА СВАРКИ ___________
|
№ стыка по журналу сварки |
Полная таблица клейм сварщиков |
Диаметр, толщина стенки трубы, мм |
Угол ввода луча, ° |
Индекс всех выявленных дефектов (обозначение по СП) |
Заключение: годен, исправить, вырезать |
Примечание |
|
|
Ф. И. О. |
Уровень квалификации, удостоверения |
Подпись |
Дата |
|
|
Заключение выдал |
Ф. И. О. |
Уровень квалификации, удостоверения |
Подпись |
Дата |
|
Производитель сварочно-монтажных работ ознакомлен |
Ф. И. О. |
Подпись |
Дата |
|
|
Представитель Заказчика одобрил |
Ф. И. О. |
Печать |
Подпись |
Дата |
Приложение 5
ПОРЯДОК ОЦЕНКИ ПРОИЗВОДСТВЕННЫМИ ОРГАНИЗАЦИЯМИ КАЧЕСТВА СВАРОЧНЫХ МАТЕРИАЛОВ
ПОКРЫТЫЕ ЭЛЕКТРОДЫ
1. При определении качества электродов монтажными организациями устанавливают:
• наличие сертификата на конкретную партию и марку электрода;
• соответствие маркировки и условного обозначения электродов в сертификате и на этикетке упаковки;
• состояние упаковки;
• состояние поверхности покрытия;
• степень разнотолщинности покрытия;
• сварочно-технологические свойства.
2. Для проверки соответствия электродов требованиям ГОСТ 9466-75 по качеству покрытия от каждого упаковочного места из разных пачек отбирают не менее 10 и не более 200 электродов от партии.
3. Отобранные электроды подвергают внешнему осмотру. Измеряют следующие обнаруженные дефекты:
• протяженность вмятин, волосных трещин, участков сетчатого растрескивания на поверхности покрытия и оголенные участки стержня с погрешностью не более 1 мм (с помощью линейки), а также фиксируют наличие оголенных участков стержня, глубину рисок, вмятин, задиров, размеры пор по поверхности покрытия;
• разность толщины покрытия определяется микрометром с погрешностью не более 0,01 мм или же при неразрушающих испытаниях на специальном приборе;
• оценку результатов проверки прочности осуществляют на основании внешнего осмотра и измерения обнаруженных отколов покрытия с погрешностью не более 1 мм.
4. Покрытие электродов должно быть однородным, плотным, прочным, без вздутий, наплывов, надрывов и трещин, допускаются поверхностные волосные трещины.
Необходимо наличие заключения об аттестации электрода для трубопроводного строительства с аттестованными показателями качества.
5. На поверхности покрытия электродов допускаются:
• поры с максимальным наружным размером не более 1,5 толщины покрытия (но не более 2 мм) и глубиной не более 50 % толщины покрытия при условии, если на 100 мм длины электрода количество пор не превышает двух;
• поверхностные продольные волосные трещины и местные сетчатые растрескивания в суммарном количестве не более двух на электрод при протяженности каждой волосной трещины или участка растрескивания не более 10 мм.
6. На поверхности покрытия электродов также допускаются отдельные продольные риски глубиной не более 25 % толщины покрытия, а также местные вмятины глубиной не более 50 % толщины покрытия в количестве не более четырех при суммарной протяженности до 25 мм на одном электроде.
Две местные вмятины, расположенные с двух сторон от электрода в одном поперечном сечении, могут быть приняты за одну, если их суммарная глубина не превышает 50 % толщины покрытия.
7. Допускаются местные задиры на поверхности покрытия, если их глубина не превышает 25 % толщины покрытия, а их количество на одном электроде составляет не более двух.
8. Разность толщины покрытия в соответствии с ГОСТ 9466-75 при контроле микрометром определяют в трех произвольно выбранных местах электрода, смещенных одно относительно другого на 50 - 100 мм по длине и на 120° по окружности.
Места замеров следует выбирать таким образом, чтобы они приходились на центральную часть электрода, т.е. отступив с каждой стороны электрода (от контактной части и его торца) не менее чем на 50 мм.
Допускается проверка разности толщины покрытия другими методами и специальными приборами неразрушающим методом (обычно в центральной части длины электрода), обеспечивающими точность измерения с погрешностью 0,01 мм. В этом случае в акте проверки необходимо приводить конкретную марку прибора или его техническую характеристику.
9. Разность толщины покрытия электродов отечественного производства не должна превышать значений, приведенных в табл. 1, а электродов зарубежного производства, поставляемых по контракту, не должна превышать значений, указанных в табл. 2.
|
Допустимая разность толщины покрытия для электродов третьей группы, мм |
|
|
2,5 |
0,1 |
|
3,0 |
0,12 |
|
4,0 |
0,16 |
|
Диаметр электрода, мм |
Допустимая разность толщины покрытия, мм |
|
|
2,5 - 2,6 |
0,08 |
|
|
Основной |
3,0 - 3,25 |
0,1 |
|
4 |
0,12 |
|
|
3 |
0,08 |
|
|
Целлюлозный |
4 |
0,1 |
|
5 |
0,12 |
10. Покрытие не должно разрушаться при свободном падении электрода плашмя на гладкую стальную плиту с высоты:
• 1 м - для электродов диаметром 3,25 мм и менее;
• 0,5 м - для электродов диаметром 4 мм и более.
11. При проверке сварочно-технологических свойств (технологичности) электродов осуществляют сварку соответствующего слоя шва для которого предназначены контролируемые электроды. Сварку выполняют во всех пространственных положениях на катушках, вырезанных из тех же труб, для которых предназначены электроды, или на аналогичных им.
12. Сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
• дуга легко (с первого зажигания) возбуждается и стабильно горит;
• покрытие плавится равномерно, без чрезмерного разбрызгивания (за исключением электродов с целлюлозным видом покрытия), отваливания кусков и образования «козырька», препятствующего нормальному плавлению электрода при сварке во всех пространственных положениях;
• образующийся при сварке шлак обеспечивает нормальное формирование слоев шва и легко удаляется после охлаждения;
• металл шва не имеет трещин и поверхностных пор.
13. Допустимое число дефектов в сварных швах определяется в соответствии с требованиями настоящего СП.
14. Если получены неудовлетворительные результаты проверки прочности покрытия и разности толщины покрытия электродов, проводят повторную проверку на удвоенном числе электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию электродов в целом.
15. При получении неудовлетворительных результатов проверки размеров и числа газовых пор допускается повторная прокалка (сушка) контролируемых электродов с последующей проверкой этого показателя.
ПРОВОЛОКА СПЛОШНОГО СЕЧЕНИЯ
16. Сварочная проволока сплошного сечения в зависимости от марки изготавливается из стали, химический состав которой (по сертификату о качестве) должен находиться в пределах, приведенных в ГОСТ 2246-70 или требований технических условий.
17. По виду поверхности низкоуглеродистая и легированная проволока подразделяется: на неомедненную, омедненную (О), специальное антикоррозионное покрытие (А).
Специальные требования к омеднению или специальному покрытию поверхности проволоки (включая суммарное содержание меди) устанавливаются техническими условиями.
18. Проволока с неомедненной поверхностью должна поступать свернутой в мотки соответствующей массой в зависимости от диаметра проволоки.
19. Проволока с омедненной поверхностью или специальным покрытием должна преимущественно поступать в шпулях прямоугольного сечения.
20. По соглашению сторон проволока поставляется намотанной на катушки и кассеты.
21. Проволока в мотках (катушках, кассетах) должна состоять из одного отрезка, свернутого неперепутанными рядами и плотно, чтобы исключить возможность распушивания или разматывания мотка. Концы проволоки должны быть легко находимы.
22. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, пленок, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений. На поверхности проволоки допускаются риски (в том числе затянутые), царапины, местная рябизна и отдельные вмятины. Глубина указанных дефектов не должна превышать предельного отклонения по диаметру проволоки.
По требованию потребителя проволока поставляется с улучшенной поверхностью за счет шлифования или обточки в промежуточном или конечном размерах. В этом случае на поверхности проволоки допускаются мелкие волочильные риски, царапины, следы шлифовки, местная рябизна и отдельные вмятины, при глубине каждого из указанных пороков не более 1/4 предельного отклонения по диаметру. Предельные отклонения по диаметру для проволоки диаметром до 4 мм составляют 0,09 мм, диаметром 4 мм - 0,16 мм.
23. На поверхности низкоуглеродистой и легированной проволоки не допускается наличие технологических смазок, за исключением следов мыльной смазки без графита и серы.
24. Проволока поставляется партиями. Каждая партия должна состоять из проволоки одной марки, одной плавки, одного диаметра, одного назначения и одного вида поверхности.
25. Осмотру и обмеру должны подвергаться все мотки (катушки, кассеты) проволоки.
26. Диаметр проволоки измеряют микрометром с точностью до 0,01 мм в двух взаимно перпендикулярных направлениях в каждом сечении не менее чем в двух местах, на расстоянии не менее 5 м одно от другого.
ФЛЮСЫ
27. Плавленые флюсы по ГОСТ 9087-81 и ТУ должны иметь однородные зерна без включений инородных частиц (нерастворившихся частиц сырьевых материалов, угля, графита, кокса, стружки, металлических частиц). Не допускается наличие во флюсе любых инородных частиц.
28. Цвет зерен флюса должен соответствовать указанным в табл. 3.
29. Размеры зерен флюса должны соответствовать данным табл. 4.
|
Цвет зерен |
|
|
АН-47 |
Черный |
|
АН-ВС |
Сочетание равномерно распределенных черно-белых частиц |
Примечание. Для флюсов всех марок не допускается наличие более 3 % от массы зерен с цветом, отличающимся от указанного в таблице.
Таблица 4
|
Размеры зерен, мм |
|
|
АН-47, АН-ВС |
0,25 - 2,5 |
30. Влажность флюсов, согласно сертификатным данным, не должна превышать 0,1 % от массы флюсов.
31. Объемная масса флюса должна соответствовать указанной в табл. 5.
|
Объемная масса, кг/дм3 |
|
|
АН-47 |
1,4 - 1,8 |
|
АН-ВС |
0,9 - 1,5 |
32. Флюсы принимают партиями. Партия должна состоять из флюса одной или нескольких плавок одной марки, усредненных для получения однородного состава и оформленных одним документом о качестве. Масса партии должна быть не более 80 т.
33. От каждой партии флюса для проверки качества составляют выборку массой не менее 10 кг.
34. При получении неудовлетворительных результатов по одному из показателей проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний являются обязательными.
Приложение 6
ПРИМЕРНАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА ПО СВАРКЕ
|
ТЕХНОЛОГИЧЕСКАЯ КАРТА ПО СВАРКЕ № для монтажа секции соединительных деталей № (испытания на полигоне) Способ сварки: ручная электродуговая, покрытыми электродами Отвод __________________________/ переходник____________________________ |
||||||||||||||||||||||||||||
|
МЕТАЛЛ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ Прочностной класс: Х60/Х60 Фактические механические свойства: sТ44/sТ-; sв60/sв-; (кГс/м2) Сэкв 0,38/0,36 и Рсм 0,22/0,22 Диаметр и толщина стенки: Дв410´(16¸18)/Дн 433´11 (мм) Конструкция сварного соединения: V-образная разделка (см. табл. ...), разнотолщинное соединение; |
||||||||||||||||||||||||||||
|
ПРОЦЕСС СВАРКИ Присадочный металл: электроды низководородистого типа (см. табл. ...) Положение при сварке: неповоротное, горизонтальное Число одновременно работающих сварщиков: два Межслойный интервал времени: не более 5 мин Тип центратора: наружный, снятие после сварки корневого шва Шлифовки шва и/или очистка от шлака: после корневого слоя - шлифовка, после остальных слоев - зачистка проволочной щеткой Температура воздуха при сварке: 23 - 28 °С Скорость сварки: от 4 до 9 м/ч Подогрев: не нужен Послесварочная обработка: не нужна |
||||||||||||||||||||||||||||
|
Сварное соединение
Сварной шов |
||||||||||||||||||||||||||||
|
ЭЛЕКТРОДЫ И РЕЖИМЫ СВАРКИ
|
||||||||||||||||||||||||||||
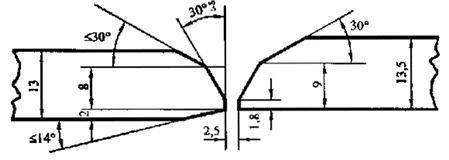
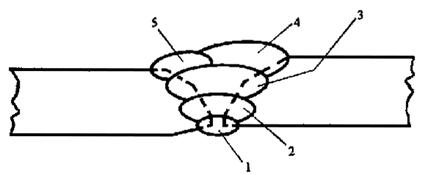
СОДЕРЖАНИЕ