ГОСТ 9335-89
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
СТАНКИ КРУГЛОПИЛЬНЫЕ
ДЛЯ ПОПЕРЕЧНОЙ РАСПИЛОВКИ
ПИЛОМАТЕРИАЛОВ
ОСНОВНЫЕ ПАРАМЕТРЫ. НОРМЫ ТОЧНОСТИ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Деревообрабатывающее оборудование СТАНКИ КРУГЛОПИЛЬНЫЕ ДЛЯ ПОПЕРЕЧНОЙ Основные параметры. Нормы точности Woodworking machinery. Circular sawing machines for cross
sawing |
ГОСТ |
Дата введения 01.07.90
Настоящий стандарт распространяется на круглопильные однопильные станки с нижним и верхним расположением пил, предназначенные для поперечной распиловки (торцовки) пиломатериалов, и устанавливает основные параметры и нормы точности.
Нормы точности не распространяются на круглопильные станки для поперечного раскроя пиломатериалов лесопильных производств.
Требования стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ
Основные параметры станков должны соответствовать указанным в таблице.
Размеры в мм
|
Наименование параметра |
Значение |
||
|
Наибольшая ширина обрабатываемого материала |
250 |
400 |
630 |
|
Наибольшая номинальная толщина обрабатываемого материала (высота пропила), не менее |
100 |
||
|
Скорость резания, м/с, не более |
75 |
||
|
Наибольшее число двойных ходов пильной каретки в минуту на холостом ходу (машинный цикл), не менее |
60 |
45 |
40 |
2. ТОЧНОСТЬ СТАНКА
2.1. Общие требования к испытаниям станков на точность - по ГОСТ 25338.
2.2. Плоскостность рабочей поверхности стола (для станков с плоским столом)
Допуск 0,2 мм на длине 500 мм (выпуклость не допускается).
Измерение - по ГОСТ 22267, разд. 4, метод 2.
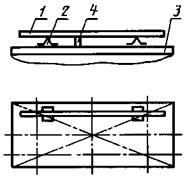
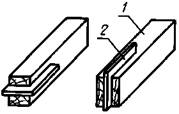
Черт. 1
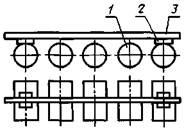
Черт. 2
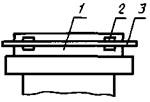
2.3. Расположение образующих цилиндрических поверхностей роликов стола в одной плоскости (для станков с роликовым столом)
Допуск 0,5 мм на длине 1000 мм.
На верхние образующие цилиндрических поверхностей рабочих роликов 1 устанавливают на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты рабочей поверхностью поверочную линейку 3. Расстояние между образующей цилиндрической поверхности каждого ролика и рабочей поверхностью поверочной линейки измеряют плоскопараллельными концевыми мерами длины и щупом в трех или более положениях роликов с поворотом их не менее чем на 90°.
Отклонение равно наибольшей разности результатов измерений в каждом положении.
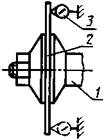
2.4. Радиальное биение шейки пильного вала
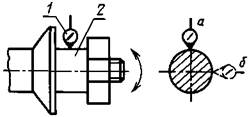
Черт. 3
Допуск 0,03 мм.
Измерение - по ГОСТ 22267, разд. 15, метод 1.
2.5. Торцевое биение поверхности опорной шайбы пильного вала
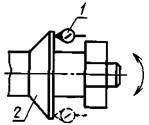
Черт. 4
Допуск 0,03 мм на диаметре 100 мм.
Измерение - по ГОСТ 22267, разд. 18, метод 1.
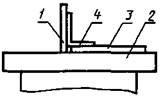
2.6. Параллельность плоскости вращения пильного диска направлению его перемещения
Допуск 0,2 мм на длине перемещения 100 мм.
На пильном валу 1 укрепляют контрольный диск 2 диаметром не менее 300 мм.
Пильный вал устанавливают в крайнее положение. На неподвижной части станка устанавливают стойку с индикатором 3 так, чтобы его измерительный наконечник касался боковой поверхности контрольного диска в точке, наиболее удаленной от оси, и был направлен перпендикулярно к ней.
Пильный вал перемещают на длину хода 100 мм и определяют алгебраическую разность показаний индикатора в начале и в конце перемещения пильного вала. После первого измерения пильный вал поворачивают на 180° и измерение повторяют.
Отклонение равно среднеарифметическому результатов двух измерений: до поворота диска на 180° и после его поворота.
Черт. 5
Черт. 6
2.7. Перпендикулярность плоскости вращения пильного диска рабочей поверхности стола (для станков с плоским столом)
Допуск 0,1 мм на длине 100 мм.
На пильном валу устанавливают контрольный диск 1 диаметром не менее 300 мм.
Пильный вал устанавливают так, чтобы контрольный диск находился в зоне рабочей поверхности стола 2 и его образующая выступала над ней не менее чем на 100 мм. На рабочую поверхность стола устанавливают поверочную линейку.
На поверочную линейку устанавливают поверочный угольник 4 так, чтобы его боковая грань касалась боковой поверхности контрольного диска. Величину просвета между рабочей гранью поверочного угольника и поверхностью контрольного диска измеряют щупом. Измерения повторяют при повороте пильного вала на 180°.
Отклонение от перпендикулярности равно наибольшему из полученных результатов измерений.
Черт. 7
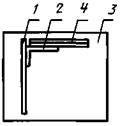
2.8. Прямолинейность рабочей поверхности направляющей линейки
Допуск 0,1 мм на длине 500 мм.
На рабочей поверхности направляющей линейки 1 в продольном направлении на двух опорах 2 одинаковой высоты (плоскопараллельных концевых мерах длины) прикладывают рабочей поверхностью поверочную линейку 3.
Расстояние между рабочей поверхностью поверочной линейки и проверяемой поверхностью направляющей линейки измеряют плоскопараллельными концевыми мерами длины и щупом.
Отклонение равно наибольшей разности результатов измерений.
2.9. Перпендикулярность рабочей поверхности направляющей линейки к плоскости диска пилы
Допуск 0,1 мм на длине 100 мм.
На пильном валу укрепляют контрольный диск 1 диаметром не менее 300 мм.
Пильный вал устанавливают так, чтобы контрольный диск находился в зоне рабочей поверхности стола.
На рабочей поверхности стола 3 устанавливают поверочный угольник 2 так, чтобы одна его рабочая грань касалась боковой поверхности контрольного диска на длине 100 мм от его верхней образующей, а другая - рабочей поверхности направляющей линейки. Величину просвета между рабочей гранью поверочного угольника и поверхностью направляющей линейки 4 измеряют щупом. Измерения повторяют при повороте пильного вала на 180°.
Отклонение от перпендикулярности равно наибольшему из полученных результатов измерений.
2.6 - 2.9. (Измененная редакция, Изм. № 1).
Черт. 8
3. ТОЧНОСТЬ СТАНКА В РАБОТЕ
Точность станка в работе проверяют раскроем на станке не менее двух образцов с размерами 1200×200×40 мм из древесины хвойных пород.
Образцы, предназначенные для проверки точности, должны соответствовать следующим требованиям:
- абсолютная влажность - (12 ± 2) %;
- допуск прямолинейности базовых поверхностей - 0,2 мм на длине 1000 мм.
Раскрой образцов на станках с регулируемым числом двойных ходов пильной каретки производят со скоростью не более 15 ходов в минуту.
(Измененная редакция, Изм. № 1).
3.1. Перпендикулярность обработанной поверхности образца его базовым поверхностям
Допуск 0,5 мм на длине 100 мм.
На станке распиливают образец 1, базируя строганую пласть его по столу станка, а строганую кромку - по направляющей линейке.
Поверочный угольник 2 устанавливают так, чтобы одна рабочая грань его прилегала к строганым пласти, а затем кромке, а вторая касалась какой-либо точки торца контролируемого образца. Величину просвета между рабочей гранью угольника и обработанной поверхностью образца измеряют щупом.
Отклонение от перпендикулярности равно наибольшему из полученных результатов измерений.
(Измененная редакция, Изм. № 1).
Черт. 9
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.В. Линьков, Л.В. Каплюшин, А.В. Щербина, А.И. Каташ
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.05.89 № 1347
3. Стандарт соответствует СТ СЭВ 5949-87 в части основных параметров
4. ВЗАМЕН ГОСТ 9335-72
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
6. ИЗДАНИЕ (январь 2004 г.) с Изменением № 1, утвержденным в ноябре 1990 г. (ИУС 2-91)