методика
диагностирования
технического состояния и определения остаточного ресурса технологического
оборудования нефтеперерабатывающих, нефтехимических производств
(ДиОР-05)
|
ФЕДЕРАЛЬНАЯ СЛУЖБА |
Генеральному директору |
|
ПО ЭКОЛОГИЧЕСКОМУ, |
ОАО «ВНИКТИнефтехимоборудование» |
|
ТЕХНОЛОГИЧЕСКОМУ И |
А.Е. Фолиянцу |
АТОМНОМУ НАДЗОРУ |
|
|
109147, Москва, ул. Таганский, д. 34 |
|
|
Телефон: 912-39-11 |
|
|
Телетайп: 111633 "БРИДЕР" |
|
|
Телефакс: (095) 912-40-41 |
|
|
E-mail: atonmadzor@gan. ru |
|
|
21.02.06 № 11-16/469 |
|
|
На № 24/38 от 13.01.2006 |
|
О согласование методики |
|
|
диагностирования |
|
Управление по надзору за общепромышленными опасными объектами считает возможным применение Методики диагностирования технического состояния и определения остаточного ресурса технологического оборудования нефтеперерабатывающих, нефтехимических и химических производств (ДиОР-05) на предприятиях нефтехимической и нефтеперерабатывающей промышленности.
|
Заместитель начальника Управления по надзору за общепромышленными опасными объектами» |
А.А. Шаталов
|
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО "ВСЕРОССИЙСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ОБОРУДОВАНИЯ НЕФТЕПЕРЕРАБАТЫВАЮЩЕЙ И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ"
(ОАО "ВНИКТИнефтехимоборудование")
|
СОГЛАСОВАНО |
УТВЕРЖДАЮ |
|
|
Управлением по надзору за общепромышленными опасными объектами Ростехнадзора |
Генеральный директор ВНИКТИнефтехимоборудование |
|
|
________________А.Е.Фолиянц |
||
|
Письмом № 11-16/469 от 21.02.06 г. |
|
____________________2006г |
МЕТОДИКА
диагностирования технического состояния и определения остаточного ресурса
технологического оборудования нефтеперерабатывающих, нефтехимических и
химических производств (ДиОР-05)
|
Первый заместитель генерального директора канд. техн. наук, ст. науч. сотр. |
___________ Н.В. Мартынов |
|
Зав. лабораторией прочности (№ 24) канд. техн. наук, ст. науч. сотр. |
______________ В.Н. Мухин |
|
Вед. науч. сотрудник лаборатории прочности (№ 24) канд. техн. наук |
____________ Ю.Н. Самохин |
Волгоград, 2006 г
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
В развитие требований "Общих правил взрывобезопасности технологического оборудования для взрывопожароопасных нефтеперерабатывающих, нефтехимических и химических производств" Госгортехнадзора России в 1998 году Всероссийским научно-исследовательским и конструкторско-технологическим институтом оборудования нефтеперерабатывающей и нефтехимической промышленности (ОАО "ВНИКТИнефтехимоборудование") была разработана и Госгортехнадзором РФ согласована письмом № 11-11/18 от 22.01.99 г. "Методика определения остаточного ресурса технологического оборудования нефтеперерабатывающих, нефтехимических и химических производств. (МООР-98)". За прошедшее время по указанной "Методике..." ОАО "ВНИКТИнефтехимоборудование" по прямым договорам с предприятиями топливно-энергетического комплекса России выполнены работы по оценке технического состояния и остаточного ресурса более чем для четырех тысяч единиц технологического оборудования. Опыт этой работы подтверждает правильность заложенных в "МООР-98" принципов и подходов при выполнении работ по оценке технического состояния и остаточного ресурса технологического оборудования. Вместе с тем ряд положений "МООР-98" требуют уточнения и корректировки в связи с созданием Госгортехнадзором России Системы экспертизы промышленной безопасности, включающей, в качестве составной части, работы по техническому диагностированию н оценке остаточного ресурса технологического оборудования и введением в действие целого ряда нормативных документов, регламентирующих организацию, порядок проведения и оформления результатов работ по экспертизе промышленной безопасности, например, РД 09-539-03, РД 03-484-02, РД 03-421-01 и др. Кроме того, в последнее время Госгортехнадзором России разработан и пересмотрен целый ряд нормативных документов, определяющих требования к устройству и безопасной эксплуатации технологического оборудования нефтехимических производств такие, например, как ПБ 03-576-03, ПБ 03-584-03, ПБ 03-517-02, ПБ 03-591-03, ПБ 03-605-03 и др., что также требует корректировки отдельных положений "МООР-98".
Учитывая вышеизложенное ОАО "ВНИКТИнефтехимоборудование" разработана "Методика диагностирования технического состояния и определения остаточного ресурса технологического оборудования нефтеперерабатывающих, нефтехимических и химических производств" (ДиОР-05), с введением которой "МООР-98" отменяется.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая "Методика..." распространяется на стальное технологическое оборудование(*) нефтеперерабатывающих, нефтехимических и химических предприятий, работающие в интервале давлений от вакуума до 16 МПа и температур от минус 196 до плюс 700°С, предназначенное для ведения технологических процессов, хранения и транспортировки продуктов, используемых в технологическим процессе, если это оборудование:
- выработало назначенный или расчетный ресурс, определенный для него автором проекта или предприятием-изготовителем;
- не имеет назначенного (расчетного) ресурса и находилось в эксплуатации 20 и более лет;
- не имеет назначенного (расчетного) ресурса и за время работы накопило 1000 и более циклов нагружения;
- временно находилось под воздействием параметров, превышающих предельно допустимые, определяемые действующими нормативными документами для материала, из которого изготовлены основные несущие элементы оборудования (например, при пожаре или авариях);
- требует оценки остаточного ресурса, по мнению владельца оборудования или органа Ростехнадзора.
Настоящая «Методика...» может применяться для предприятий смежных отраслей промышленности, имеющих в своем составе аналогичное технологическое оборудование.
______________________________
* Под технологическим оборудованием понимаются сосуды и аппараты (колонны ректификационные, аб(ад)сорберы, реакторы и регенераторы, емкости, цистерны, бочки, баллоны, фильтры, теплообменные аппараты, мешалки, кристаллизаторы, вулканизационные камеры, полимеризаторы и т.п.).
1.2. В качестве базовой концепции оценки технического состояния и остаточного ресурса технологического оборудования принят подход, основанный на принципе «безопасной эксплуатации по техническому состоянию», согласно которому оценка технического состояния рассматриваемого оборудования осуществляется по параметрам технического состояния (ПТС), обеспечивающим его надежную и безопасную эксплуатацию, а остаточный ресурс по определяющим параметрам технического состояния. В качестве определяющих параметров технического состояния принимаются параметры, изменение которых (в отдельности или совокупности) может привести оборудование в неработоспособное состояние.
1.3. Технологическое оборудование нефтеперерабатывающих, нефтехимических, химических и других производств, в большинстве случаев, подвержено одному или нескольким механизмам повреждения:
- общей поверхностной коррозии;
- циклическому режиму силового или термосилового нагружения;
- низкотемпературной водородной (сероводородной) коррозии;
- водородной коррозии;
- ползучести металла;
- коррозионному растрескиванию;
- МКК;
- изменению химического состава металла;
- изменению механических свойств металла.
При этом, как правило, один из них играет определяющую (доминирующую) роль в исчерпании ресурса работоспособности оборудования.
1.4. За определяющие ПТС технологического оборудования принимается совокупность характеристик материала, коэффициентов запаса прочности, технологических условий эксплуатации.
1.5. Оценка определяющих ПТС и доминирующего механизма повреждения производится экспертом по результатам анализа материалов технического диагностирования оборудования.
1.6. Остаточный ресурс измеряется в единицах времени или числом циклов нагружения.
1.7. Работы по техническому диагностированию оборудования выполняются по Программе, которая должна быть составлена и утверждена Исполнителем и согласована Заказчиком, до начала производства работ и может составляться для отдельного сосуда (аппарата) или группы сосудов (аппаратов), работающих в одинаковых условиях (на одной площадке, на одной технологической установке, в одном цехе и т.п.) с учетом конструктивных особенностей и условий эксплуатации, доступа к поверхности и т.д.
1.8. Выполнение работ по техническому диагностированию и оценке остаточного ресурса технологического оборудования, доминирующим механизмом повреждения которого является общая коррозия, производится по Типовой программе (Приложение 2). При этом в Заключении по результатам технического диагностирования делается ссылка о том, что работы выполняются по Типовой программе. Утверждение Типовой программы не требуется.
1.9. При других механизмах повреждения должна быть составлена и утверждена Программа работ по техническому диагностированию, которая составляется на базе Типовой программы (Приложение 2) с учетом специфичных условий эксплуатации диагностируемого оборудования (наиболее характерные см. Приложения 3-6).
1.10. Программа работ для технического диагностирования оборудования, работающего в среде аммиака, водородосодержащих средах, в условиях ползучести материала, а также многослойных сосудов (аппаратов) высокого давления составляется с учетом рекомендаций, содержащихся в РД 03-421-01.
1.11. Программа технического диагностирования оборудования, которое находилось под воздействием параметров, превышающих предельно допустимые для материала его основных элементов должна быть согласована с территориальным органом Ростехнадзора.
1.12. При этом допускается, при оценке ресурса для группы однотипных сосудов (аппаратов) по конструктивному и материальному исполнению, работающих в одинаковых рабочих условиях (например, блок теплообменных аппаратов), допускается полный объем работ, предусмотренных Программой, производить для отдельных представителей данной группы. При этом, в зависимости от полученных результатов, - снижать объем контрольных работ на других сосудах (аппаратах) данной группы.
2.ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ ЭКСПЕРТНОГО ОБСЛЕДОВАНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ОБОРУДОВАНИЯ.
2.1. Организация проведения работ по техническому диагностированию оборудования с целью оценки его остаточного ресурса возлагается на предприятие-владелец оборудования.
2.2. Техническое диагностирование и оценку остаточного ресурса технологического оборудования, с выдачей Заключения выполняют предприятия (организации), имеющие лицензию органов Ростехнадзора РФ на проведение данного вида работ.
2.3. К выполнению отдельных видов работ, организация, выполняющая техническое диагностирование оборудования может привлекать специалистов, приборы и оборудование сторонних организаций, в т.ч. Владельца оборудования. При этом привлекаемые специалисты должны быть аттестованы в соответствии с действующими нормами по промышленной безопасности, а оборудование и приборы - поверены государственными органами по стандартизации и метрологии.
2.4. 3аключение об остаточном ресурсе сосудов (аппаратов), отработавших два и более назначенных срока эксплуатации, а также сосудов (аппаратов), оценка остаточного ресурса которых производится после аварий, должно быть выдано специализированной организацией, Перечень которых приведен в Приложении 11.
2.5. Техническое диагностирование, проводимое с целью получения информации о реальном техническом состоянии технологического оборудования, наличии в нем повреждений, выявления причин и механизмов их возникновения и развития, может включать следующие виды работ:
1 - изучение эксплуатационно-технической документации;
2 - наружный и внутренний осмотры;
3 - оценку геометрической формы основных несущих элементов оборудования;
4 - толщинометрию;
5 - измерение твердости металла основных несущих элементов оборудования;
6 - неразрушающий контроль сварных соединений и основного металла;
7 - определение химического состава металла основных несущих элементов;
8 - оценку металлографических структур;
9 - вырезку пробы металла с целью его детального исследования;
10 - специальные виды контроля (например, АЭ-контроль, термография, тензометрирование и т.п.);
11 - поверочный прочностной расчет основных несущих элементов оборудования;
12 - испытание на прочность и плотность.
Работы, перечисленные в пп. 1 - 6 и 11 носят обязательный характер. Работы пп. 7 - 10 проводятся по решению эксперта. Испытание, предусмотренное п. 12 по решению эксперта допускается не проводить, если после последнего проведенного испытания прошло не более 4-х лет.
2.6. Конкретный объем работ, выполняемый при техническом диагностировании, определяется Программой технического диагностирования, которая составляется до начала производства работ и, при необходимости, корректируется в зависимости от результатов анализа эксплуатационно-технической документации, конструктивных и эксплуатационных особенностей оборудования, результатов предыдущего технического диагностирования (если оно проводилось) и данных оперативной диагностики.
2.7. Для проведения технического диагностирования оборудование должно быть остановлено, освобождено от продукта, отглушено и подготовлено к безопасному ведению работ в соответствии с требованиями действующих норм и правил по промышленной безопасности.
Все подготовительные работы выполняются Владельцем оборудования.
3. АНАЛИЗ ЭКСПЛУАТАЦИОННО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
3.1. Анализ эксплуатационно-технической документации имеет целью детальное ознакомление с конструктивными и эксплуатационными особенностями оборудования, характером его износа, а также с объемами и причинами выполненных ремонтов оборудования, что позволяет сделать предварительную оценку доминирующего механизма повреждения оборудования, и, при необходимости, внести коррективы в программу работ.
3.2. Эксплуатационно-техническая документация включает в себя:
- паспорт;
- чертежи;
- схему включения оборудования в работу с указанием рабочих параметров;
- технологический регламент (технологическую справку);
- исполнительную ремонтную документацию;
- результаты технических освидетельствований и предыдущего технического диагностирования;
- коррозионную карту;
- предписания территориального органа Ростехнадзора или службы технического надзора предприятия, относящиеся к техническому состоянию оборудования;
- прочие материалы, содержащие сведения, характеризующие техническое состояние обследуемого оборудования.
3.3. Анализ эксплуатационно-технической документации позволяет:
- установить предприятие-изготовитель, регистрирующий орган, даты изготовления, регистрации и ввода в эксплуатацию;
- получить информацию о конструктивных особенностях оборудования, размерах, материальном исполнении его основных несущих элементов, а также о результатах контроля качества и испытания оборудования после изготовления и в процессе эксплуатации;
- оценить соотношение проектных технических характеристик и фактических рабочих параметров, а также характер эксплуатационных нагрузок (статический, малоцикловый, циклический);
- установить фактическую продолжительность эксплуатации оборудования в единицах времени или циклах нагружения;
- проанализировать результаты технических освидетельствований, данные об имевших место повреждениях или авариях и выполненных ремонтах.
3.4. Основные сведения, полученные по результатам анализа эксплуатационно-технической документации отражаются в Заключении по результатам технического диагностирования.
4. НАРУЖНЫЙ И ВНУТРЕННИЙ ОСМОТРЫ
4.1. Наружный и внутренний осмотры имеют целью выявление поверхностных дефектов, образовавшихся в процессе эксплуатации или ремонта диагностируемого оборудования: поверхностные трещины, коррозионный и эрозионный износ, выходящие на поверхность расслоения металла, изменения геометрических форм основных несущих элементов оборудования типа выпучин, вмятин, вздутий, гофров и т.п.
4.2. Результаты осмотра служат основой для наиболее эффективного распределения зон ультразвукового контроля толщин стенок основных несущих элементов оборудования и назначения контрольных участков сварных соединений для дефектоскопии, а также определяют необходимость, объем и конкретные участки для проведения контрольных промеров и оценки выявленных при осмотре отклонений геометрической формы элементов оборудования.
4.3. При проведении осмотра необходимо обратить внимание на:
- следы пропуска продукта на основном металле и сварных швах;
- нарушения целостности наружного и внутреннего защитных покрытий, изоляции;
- места возможного попадания воды, пара, влажных газов на поверхность оборудования из аустенитных сталей, ввиду возможного образования в этих местах коррозионных трещин;
- наличие на внутренней и наружной поверхности отдулин (вздутий) на оборудовании, работающем в контакте с водородом или сероводородом;
- характер и интенсивность коррозионного износа оборудования.
4.4. Тщательному осмотру подлежат те участки внутренней поверхности, где вероятнее всего происходит максимальный коррозионно-эрозионный износ: застойные зоны, места скопления влаги и коррозионных продуктов, зоны разделения фаз "газ-жидкость", места изменения направления потоков, зоны, прилегающие к входным и выходным штуцерам.
4.5. Необходимость и объем демонтажа защитных покрытий, тепловой изоляции и футеровки при проведении осмотра определяет эксперт, проводящий техническое диагностирование. При этом обязательному удалению подлежат участки внутренних покрытий и футеровки с нарушенной целостностью покрытия.
4.6. В случае необходимости, для повышения надежности результатов осмотра, а также для осмотра участков поверхности, недоступных для прямого визуального осмотра, могут применяться оптические линзы, зеркала, средства подсветки, а также специальные оптические приборы, предназначенные для осмотра поверхностей в труднодоступных местах.
4.7. Повышение надежности результатов осмотра может достигаться также за счет очистки отдельных участков поверхности абразивным инструментом, а в необходимых случаях - травлением поверхности.
4.8. По результатам осмотра с учетом выявленных повреждений может корректироваться программа работ по оценке технического состояния оборудования.
5. ОЦЕНКА ГЕОМЕТРИЧЕСКОЙ ФОРМЫ
5.1. Первичная оценка геометрической формы основных несущих элементов диагностируемого оборудования производится визуально при проведении наружного и внутреннего осмотров.
5.2. Выявленные при осмотре участки поверхности, имеющие отклонения геометрической формы, должны быть промерены с целью установления границ деформированного участка и величины деформации или оценки относительной овальности или прямолинейности.
5.3. Выявленные дефектные участки с результатами замеров должны быть нанесены на схему сосуда (аппарата).
5.4. 3амеры локально деформированных участков производятся мерительным инструментом, обеспечивающим погрешность замера не более (плюс/минус) 1,0 мм.
6. ТОЛЩИНОМЕТРИЯ
6.1. Толщинометрия имеет целью получение количественной характеристики, позволяющей оценить степень коррозионно-эрозионного износа оборудования и производится для всех его несущих элементов (обечаек корпуса, днищ, горловин люков-лазов, патрубков штуцеров, крышек, заглушек). При этом толщинометрия в первую очередь производится на участках поверхности, на которых при осмотре выявлены видимые следы коррозии.
Конкретные места (точки) замеров толщины стенки элементов сосудов (аппаратов) и их количество устанавливаются экспертом, выполняющим диагностирование. При отсутствии видимых следов износа обязательной толщинометрии должны подвергаться не менее трех участков поверхности на цилиндрической части корпусов и днищах сосудов (аппаратов). Минимальное количество замеров на горловинах и крышках люков-лазов, штуцерах и заглушках определяет эксперт, проводящий диагностирование. При этом на участках поверхности, на которых при осмотре выявлен значительный коррозионный износ, замер толщины стенок производится по сетке с размером квадрата, обеспечивающим надежную оценку толщины стенки на данном участке поверхности.
Результаты замеров толщины стенки на каждом участке должны оцениваться не менее чем по трем замерам.
6.2. Для измерения толщины стенки должны применяться приборы, обеспечивающие погрешность не более (плюс/минус) 0,1 мм.
6.3. Участки поверхности, на которых выполнялись замеры толщины стенки, должны быть нанесены на схему сосуда (аппарата), а минимальные из полученных на каждом участке значений приведены в таблице.
7. ИЗМЕРЕНИЕ ТВЕРДОСТИ МЕТАЛЛА
7.1. Измерение твердости металла основных несущих элементов оборудования и их сварных соединений имеет целью проведение косвенной оценки прочностных характеристик металла и выявление элементов оборудования или отдельных его участков с явно выраженным отклонением прочностных характеристик от стандартных значений.
7.2. Конкретные участки поверхности и сварных соединений для замера твердости и их количество определяет эксперт, проводящий диагностирование, по результатам анализа материального исполнения и, как правило, производятся на участках, подготовленных для замера толщины стенки. При этом на каждом контролируемом участке должно быть сделано не менее 3-х замеров, а за результат принимается их среднеарифметическое значение или интервал значений.
7.3. Измерение твердости обязательно в каждом случае, когда возникает сомнение в соответствии примененного при ремонте или изготовлении металла предусмотренному конструкторской документацией, а также в случае воздействия на металл (в результате нештатных ситуаций) механических или тепловых нагрузок, превышающих допускаемые для данного материала.
При проверке твердости сварного соединения рекомендуется выполнить замеры твердости наплавленного металла шва и основного металла в околошовной зоне.
7.4. Измерение твердости рекомендуется производить неразрушающим методом с помощью переносных твердомеров, пригодных для проведения замеров на слабо искривленных поверхностях с учетом реальных толщин контролируемого оборудования. Подготовка поверхности должна производиться до класса чистоты, предусмотренной паспортом прибора.
При возникновении сомнений в полученных результатах рекомендуется произвести не менее двух дополнительных замеров на расстоянии 20-50 мм от точек, в которых получен неудовлетворительный результат.
При подтверждении полученных результатов рекомендуется расширить зону контроля с целью определения границ дефектного участка с твердостью, отличающейся от нормативной. Количество дополнительных замеров и их частоту определяет эксперт, проводящий диагностирование. Он же решает вопрос о необходимости и размерах вырезки контрольной пробы металла для его более детального исследования.
7.5. Места замеров твердости металла должны быть нанесены на схему сосуда (аппарата), а результаты приведены в таблице.
8. ОЦЕНКА МЕТАЛЛОГРАФИЧЕСКИХ СТРУКТУР
8.1. Контроль металлографических структур имеет целью выявление их изменений, связанных с условиями эксплуатации оборудования, что в совокупности с результатами контроля твердости металла (а при необходимости-химического состава) позволяет установить соответствие фактических характеристик металла требованиям действующих нормативных документов.
8.2. Контроль металлографических структур рекомендуется производить неразрушающим методом - методом "реплик" или просмотром переносным микроскопом. Необходимость контроля, конкретные участки поверхности оборудования для установки реплик и их количество определяет эксперт, проводящий диагностирование оборудования.
8.3. Для оборудования, несущие элементы которого изготовлены из разнородных сталей, реплики должны быть расположены так, чтобы контролю были подвергнуты все примененные классы сталей.
8.4. Металлографический контроль металла несущих элементов оборудования обязателен в следующих случаях:
- если замеренная твердость металла не соответствует нормативным значениям;
- если оборудование подвергалось воздействию огня в результате пожара, аварии или стихийного бедствия;
- если при температуре эксплуатации металла возможны изменения его физико-механических свойств и микроструктуры металла;
- если в проектной документации есть требования по термообработке сосуда (аппарата), а в паспорте сведения о её проведении отсутствуют;
- если, по мнению эксперта, проводящего диагностирование, необходимо иметь сведения о микроструктуре металла.
8.5. Результаты контроля микроструктуры, получаемые методом реплик, служат одним из оснований при решении вопроса о необходимости контрольной вырезки металла.
8.6. Места контроля микроструктуры металла должны быть нанесены на схему сосуда (аппарата), а результаты приведены в исследовании металла. Исследование металла прилагается к заключению экспертизы промышленной безопасности.
9. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
9.1. Неразрушающий контроль основного металла и сварных соединений при техническом диагностировании сосудов (аппаратов) имеет целью выявление дефектов, образовавшихся или развившихся под воздействием условий их эксплуатации или при их ремонте, и может производиться визуальным; измерительным (ВИК) методами, капиллярной, магнитопорошковой и ультразвуковой дефектоскопией, а также рентгено или гамма-графированием и АЭ-контролем.
Контроль сварных соединений должен производиться не менее чем двумя неразрушающими методами контроля.
9.2. Визуальному контролю в соответствии с РД 03.606-03 подвергаются все сварные соединения в доступных местах диагностируемого оборудования. Результаты визуального контроля служат основанием эксперту, проводящему диагностирование, для проведения измерительного контроля, назначения метода, объема и конкретных контрольных участков сварных соединений, которые должны быть подвергнуты контролю одним из методов дефектоскопии.
9.3. Контролю измерительным методом по указанию эксперта подвергаются участки сварных соединений, вызывающие сомнение в части их размеров по результатам визуального контроля.
9.4. Контроль методами капиллярной и магнитопорошковой дефектоскопии имеет целью выявление наличия, размеров и ориентации поверхностных и подповерхностных дефектов и производится в случаях, когда при проведении наружного и внутреннего осмотров оборудования, визуального или измерительного контроля возникают сомнения в надежности результатов, а также для контроля угловых сварных соединений, не дефектоскопичных ультразвуковым методом.
При этом обязательному контролю подлежит зона шириной 100 - 150 мм в пограничных местах расположения потенциально опасных дефектов формы (вмятин, выпучин, отдулин, гофров).
9.5. Контроль методами капиллярной и магнитопорошковой дефектоскопии осуществляется в соответствии с требованиями нормативно-технических документов на эти методы контроля.
9.6. Для каждого сосуда (аппарата), работающего под давлением выше 0,07 МПа и под вакуумом должно быть назначено не менее 2-х контрольных участков стыковых и не менее одного участка - угловых сварных соединений.
9.7. Для каждого сосуда (аппарата), работающего под давлением ниже 0,07 МПа, без давления и под наливом необходимость назначения контрольных участков сварных соединений для дефектоскопии определяет эксперт, проводящий диагностирование.
9.8. Минимальный объем контроля неразрушающими методами сварных соединений необходимо удвоить по отношению к указанному в п. 9.6 для оборудования, работающего:
- в режиме циклического или малоциклового силового или термосилового нагружения;
- в условиях ползучести металла;
- в условиях коррозионного растрескивания.
9.9. Контролю в объеме 100% подлежат сварные соединения, находящиеся в зонах локальных деформаций, выявленных при осмотре.
9.10. Контрольные участки и методы контроля сварных соединений назначаются экспертом, проводящим диагностирование, исходя из результатов визуального контроля в местах, наиболее подверженных воздействию механических и температурных нагрузок с учетом коррозионных факторов, оказывающих воздействие на материал аппарата. Контрольные участки стыковых сварных соединений, как правило, назначаются в месте их перекрестия, с длиной шва не менее 300 мм в каждую сторону от точки пересечения.
Если на контрольном участке выявляются дефекты, то эксперт, проводящий диагностирование, назначает дополнительные участки контроля сварных соединений. Контроль дополнительных участков сварных соединений производится тем же методом, которым выявлены дефекты на контрольном участке. В случае выявления дефектов на дополнительном участке, контролю подвергаются 100% сварных соединений диагностируемого сосуда (аппарата).
9.11. Дефектоскопия должна назначаться в каждом случае, когда у эксперта, проводящего диагностирование оборудования, возникает сомнение в качестве металла или сварного соединения элемента аппарата.
9.12. Результаты визуального, измерительного контроля (если он проводился) и результаты дефектоскопии должны быть оформлены соответствующими заключениями, которые являются составной частью Заключения экспертизы промышленной безопасности. Рекомендуемые формы заключений по результатам контроля и дефектоскопии сварных соединений приведены в Приложениях 9-11.
10. СПЕЦИАЛЬНЫЕ ВИДЫ КОНТРОЛЯ
10.1. Специальные виды контроля (тензометрирование, АЭ-контроль, термография и т.п.) привлекаются для оценки технического состояния оборудования в случаях:
- если такой вид контроля предусмотрен для этого оборудования действующей нормативно-технической или конструкторской документацией автора проекта или завода-изготовителя;
- если необходимость такого контроля обусловлена результатами, полученными в ходе технического диагностирования. Вид и объем дополнительного контроля в таких случаях определяет эксперт, проводящий диагностирование.
10.2. Специальные виды контроля производятся в соответствии с требованиями действующих нормативных документов на эти виды контроля.
10.3. Результаты специального контроля прилагаются к заключению экспертизы промышленной безопасности диагностируемого сосуда (аппарата).
11. ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА МЕТАЛЛА
11.1. Определение химического состава металла основных несущих элементов диагностируемого оборудования производится в случаях отсутствия в эксплуатационно-технической документации сведений о примененном материале, а также в случаях, когда результаты измерения твердости и металлографического анализа ставят под сомнение соответствие примененного материала указанному в эксплуатационно-технической документации.
11.2. Химический состав материала определяется методами аналитического или спектрального анализа в соответствии с требованиями действующих нормативных документов.
11.3. Для определения химического состава материала аналитическими методами отбирается стружка на предварительно зачищенных участках наружной поверхности контролируемого оборудования. Отбор стружки производится путем сверления отверстий диаметром не более 5 мм и глубиной не более 30 % толщины стенки, но не более 5 мм. Расстояние между кромками рассверливаемых отверстий, а также расстояние от кромки сверления до стенки ближайшего штуцера или оси сварного шва должны быть не менее
![]() , мм,
, мм,
где D и s - номинальные диаметр и толщина стенки элемента оборудования, мм.
Отверстия заваривать не требуется.
11.4. Химический состав металла должен приводится в исследовании металла, прилагаемом к заключению по экспертизе промышленной безопасности диагностируемого сосуда (аппарата).
12. ВЫРЕЗКА КОНТРОЛЬНОЙ ПРОБЫ МЕТАЛЛА
12.1. Вырезка контрольной пробы металла имеет целью проведение исследования металла и оценки изменений его физико-механических свойств под воздействием условий эксплуатации и, в зависимости от предполагаемого объема исследований, может быть рекомендована трех типоразмеров:
- квадрат со стороной, равной ~600 мм;
- круг диаметром ~250 мм;
- пробка диаметром 30÷50 мм;
12.2. Контрольная вырезка в форме квадрата со стороной, равной ~600 мм, позволяет определить химический состав металла и провести полный комплекс испытаний и металлографических исследований металла и сварного соединения (в т.ч. испытание на усталость или малоцикловую усталость).
Контрольная вырезка в виде круга диаметром ~250 мм позволяет определить химический состав металла, проверить статические прочностные характеристики металла и выполнить металлографические исследования.
Контрольная вырезка в виде пробки диаметром 30÷50 мм позволяет определить химический состав металла, провести металлографические исследования и проверить распределение твердости по толщине стенки.
12.3. Необходимость проведения контрольной вырезки металла, количество вырезок, их тип и конкретное положение на поверхности диагностируемого оборудования определяет эксперт, проводящий диагностирование, на основании результатов, полученных в ходе технического диагностирования сосуда (аппарата).
Основными причинами контрольной вырезки металла являются:
- неудовлетворительные результаты измерения твердости металла;
- изменение структуры металла, выходящее за пределы требований нормативно-технической документации на металл;
- воздействие на металл (в результате аварийных ситуаций) силовых и термических нагрузок выше допустимых, определяемых нормативно-технической документацией;
- выявление в процессе технического диагностирования дефектов, причина которых не может быть установлена неразрушающими или другими методами;
- отсутствие в технической документации сведений о примененной марке стали для изготовления или ремонта несущего элемента сосуда (аппарата), а полученные результаты неразрушающего контроля и прочностных расчетов вызывают сомнение в надежности работы диагностируемого сосуда (аппарата).
12.4. К месту вырезки предъявляются следующие требования:
- вырезка контрольной пробы должна производиться из участков поверхности корпуса, нагруженных силовыми и (или) термическими нагрузками, худшими по результатам визуального осмотра, имеющими дефекты и следы коррозионного износа;
- вырезку контрольной пробы в форме квадрата следует располагать таким образом, чтобы один из продольных сварных швов сосуда (аппарата) располагался вдоль одной из осей квадрата;
- место вырезки должно быть удобным для проведения работ по вырезке пробы металла и вварки «латки».
12.5. На контрольной вырезке должны быть обозначены наружная и внутренняя поверхности и направление оси сосуда (аппарата), из которого она вырезана.
12.6. Контрольная проба металла в форме квадрата 600×600 или круга диаметром 250 мм может вырезаться любым огневым или безогневым способом. Вырезка контрольной пробы в виде пробки диаметром 30-50 мм должна производиться только безогневым способом (например, рассверловкой с использованием кондуктора). В процессе вырезки не допускаются механические воздействия на торцевые поверхности пробки (например, нанесение ударов молотком).
12.7. В месте вырезки контрольной пробы металла вваривается "латка" (пробка) из металла (биметалла) аналогичной марки стали и толщины по технологии, разработанной в соответствии с ОТУ 3-01 или согласованной специализированной организацией.
12.8. Допускается в качестве контрольной пробы использовать металл, вырезанный из диагностируемого сосуда (аппарата) при проведении ремонта, например, недеформированный металл при замене деформированных участков конструкции сосуда (аппарата).
12.9. Для группы однотипных по конструктивному и материальному оформлению сосудов (аппаратов), работающих в одинаковых условиях, вырезку контрольной пробы металла допускается производить из одного сосуда (аппарата), техническое состояние которого будет признано худшим по результатам диагностирования, а результаты исследования металла этой пробы распространить на все сосуды (аппараты) данной группы.
12.10. Результаты исследования контрольной пробы металла прилагаются к заключению экспертизы промышленной безопасности диагностируемого сосуда (аппарата).
13. ПОВЕРОЧНЫЙ ПРОЧНОСТНОЙ РАСЧЕТ ОСНОВНЫХ НЕСУЩИХ ЭЛЕМЕНТОВ ОБОРУДОВАНИЯ
13.1. Поверочный прочностной расчет на статическую прочность основных несущих элементов диагностируемого оборудования проводится в обязательном порядке.
Расчет на циклическую (малоцикловую) прочность проводится в обязательном порядке для оборудования эксплуатирующегося в циклическом режиме нагружения и наработавшего 1000 и более циклов нагружения.
Выбор элементов конструкции сосудов (аппаратов), подлежащий поверочному прочностному расчету и метода (типа) расчета производит эксперт, проводящий диагностирование сосуда (аппарата).
13.2. Поверочный прочностной расчет должен производиться в соответствии с требованиями действующих нормативных документов (ГОСТ 14249; ГОСТ 24755; ГОСТ 25859 и т.п.), с учетом результатов технического диагностирования оборудования (фактических значений толщин стенок рассчитываемых элементов, размеров и расположения выявленных дефектов формы, результатов исследования металла и т.п.). В случае отсутствия нормативных документов на необходимый вид расчета, поверочный расчет производится по методикам специализированных научно-исследовательских организаций.
13.3. Результаты поверочного прочностного расчета являются составной частью заключения экспертизы промышленной безопасности диагностируемого оборудования.
14. ГИДРАВЛИЧЕСКОЕ (ПНЕВМАТИЧЕСКОЕ) ИСПЫТАНИЕ
14.1. Гидравлическое (пневматическое) испытание пробным давлением производятся только для оборудования, техническое состояние которого по результатам технического диагностирования признается удовлетворительным.
14.2. Испытание оборудования пробным давлением при техническом диагностировании является обязательным в случаях, если:
- сроки технического диагностирования и технического освидетельствования, при котором должно выполняться гидравлическое (пневматическое) испытание пробным давлением совпадают;
- оборудование подвергалось ремонту, связанному со сваркой;
- испытание назначено экспертом, проводящим техническое диагностирование.
14.3. Испытание пробным давлением при техническом диагностировании, по решению эксперта, допускается не проводить, если по результатам технического диагностирования техническое состояние сосуда (аппарата) оценивается как удовлетворительное, а по данным паспорта со дня проведения последнего испытания прошло не более 4-х лет.
14.4. Испытание оборудования пробным давлением проводится по нормам ПБ 03-576-03.
14.5. Техническое диагностирование оборудования засчитывается в качестве очередного технического освидетельствования.
15. АНАЛИЗ РЕЗУЛЬТАТОВ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
15.1. Полученные в результате технического диагностирования данные по рабочим параметрам эксплуатации, геометрическим размерам, форме, материальному исполнению основных несущих элементов оборудования и свойствам металла следует сравнить с исходными (паспортными) данными, а допустимость выявленных отклонений оценить по действующим нормам, принятым Ростехнадзором, стандартам или техническим условиям на изготовление диагностируемого оборудования, данным настоящего раздела или подтвердить расчетами.
15.2. Пригодность к дальнейшей эксплуатации диагностируемых сосудов (аппаратов) с локальными отклонениями геометрической формы, выходящими за предельно допускаемые значения, определяется поверочным прочностным расчетом по методикам специализированных научно-исследовательских организаций.
15.3. Полученные по данным замеров переносными приборами значения твердости основного и наплавленного металла следует сравнить с допускаемыми значениями, приведенными в ПБ 03-584-03 и Приложении 3.10 ИТН-93 для соответствующих марок сталей.
15.4. Выявленные при диагностировании поверхностные дефекты, а так же трещины всех видов и направлений должны быть выбраны механическим путем с плавным скруглением краев выборок. Полнота удаления трещин должна контролироваться методами капиллярной или магнитопорошковой дефектоскопии.
15.5. Выборки глубиной не более 20 %
исполнительной толщины элемента (но не более 3,5 мм) и протяженностью не более ![]() допускается не
заваривать.
допускается не
заваривать.
Вопрос о необходимости заварки выборок больших размеров решается на основе результатов расчета на прочность.
15.6. Качество сварных соединений считается удовлетворительным, если при диагностировании не будет зафиксировано дефектов, превышающих допустимые, установленные ПБ 03-576-03 и нормативной документацией на изготовление, сварку и контроль сварных соединений.
15.7. Результаты металлографического контроля структуры металла должны отвечать требованиям стандартов на соответствующую сталь.
15.8. Прочностные характеристики металла (временное сопротивление или условный предел текучести) должны соответствовать требованиям стандартов или технических условий на соответствующую марку стали.
16. ИССЛЕДОВАНИЕ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛА КОНТРОЛЬНЫХ ПРОБ, ВЫРЕЗАННЫХ ПРИ ТЕХНИЧЕСКОМ ДИАГНОСТИРОВАНИИ ОБОРУДОВАНИЯ
16.1. Образцы для проведения исследований физико-механических свойств изготавливаются из металла контрольных вырезок.
16.2. Из металла контрольной вырезки размером ~ 600×600 мм изготавливаются образцы для проведения следующих исследований:
- образцы (стружка) для оценки химического состава металла;
- образцы-шлифы для проведения металлографических исследований металла и измерения его твердости;
- образцы-шлифы сварного соединения для проведения металлографических исследований и измерения твердости;
- образцы для испытания металла на растяжение при 20 °С;
- образцы для испытания металла на растяжение при повышенных температурах (при необходимости);
- образцы для испытания металла на ударный изгиб при 20 °С;
- образцы для испытания металла на ударный изгиб при пониженных и, при необходимости, при повышенных температурах;
- образцы для испытания металла на механическое старение по ударной вязкости;
- образцы для испытания металла на изгиб при 20 °С;
- образцы сварного соединения для испытания на растяжение при 20 °С;
- образцы сварного соединения для испытания на изгиб при 20 °С;
- образцы сварного соединения для испытания на растяжение при повышенных температурах (при необходимости);
- образцы сварного соединения для испытания на ударный изгиб при пониженных и, при необходимости, - повышенных температурах;
- образцы для испытания на МКК (для аустенитных сталей), если этот вид контроля предусмотрен конструкторской документацией;
- образцы сварного соединения для испытания на ударный изгиб при 20 °С;
- образцы металла для испытаний на малоцикловую усталость;
- образцы для специальных исследований (при необходимости).
16.3. В случае, если контрольная вырезка сделана из биметаллической конструкции, необходимо выполнить испытания на растяжение, изгиб и усталость (при необходимости) биметаллических образцов. Образцы на ударный изгиб должны изготавливаться из металла основного слоя биметалла и биметалла.
Образцы для специальных исследований должны изготавливаться из биметалла.
16.4. Схема раскроя контрольной вырезки на образцы должна обеспечивать изготовление образцов на растяжение и ударный изгиб, ось которых, по возможности, должна быть поперек направления оси сосуда (аппарата).
Количество образцов для каждого вида испытаний должно быть не менее 3 шт., а для испытания на малоцикловую усталость - не менее 10 шт.
Необходимость выполнения каждого из вышеуказанных испытаний определяется экспертом, проводящим техническое диагностирование.
16.5. Из металла контрольной вырезки в виде круга диаметром ~ 250 мм изготавливаются образцы для проведения следующих исследований:
- образцы-шлифы для проведения металлографических исследований металла и замера его твердости;
- образцы для испытания металла на растяжение при 20 °С;
- образцы для испытания металла на растяжение при повышенных температурах (при необходимости);
- образцы для испытания металла на ударный изгиб при 20 °С и пониженных температурах;
- образцы (стружка) для оценки химического состава металла.
Схема раскроя контрольной вырезки на образцы должна обеспечивать изготовление образцов на растяжение и ударный изгиб, ось которых, по возможности, должна быть поперек направления оси сосуда (аппарата).
Необходимость выполнения каждого из вышеуказанных испытаний определяется экспертом, проводящим техническое диагностирование.
16.6. Из металла контрольной вырезки в виде пробки диаметром 30-50 мм изготавливаются образцы для проведения следующих исследований:
- образцы-шлифы для проведения металлографических исследований металла и измерения его твердости;
- образцы (стружка) для оценки химического состава металла.
16.7. Из металла контрольных вырезок, дополнительно к указанным, возможно изготовление образцов для проведения специальных исследований. Необходимость проведения специальных исследований определяется экспертом, проводящим техническое диагностирование.
16.8. Рекомендуются следующие типы образцов.
Для испытаний на растяжение при 20 °С:
- пропорциональные плоские образцы, тип I по ГОСТ 1497-84;
- гладкие цилиндрические образцы диаметром 10 мм, расчетной длиной 100 (50) мм, тип I-V по ГОСТ 1497-84.
Для испытаний на растяжение при повышенных температурах:
- гладкие цилиндрические образцы диаметром 10 мм, расчетной длиной 100 (50) мм по ГОСТ 9651-84;
- плоские образцы толщиной 10 мм по ГОСТ 9651-84.
При изготовлении образцов на растяжение предпочтение следует отдавать пропорциональным плоским образцам натурной толщины, а в случае невозможности испытаний образцов натурной толщины необходимо утонять толщину образцов механическим путем со стороны, минимально подверженной эксплуатационным повреждениям.
16.9. В случае изготовления образцов из биметалла и невозможности проведения испытаний образцов натурной толщины, выполняется пропорциональное утонение основного и плакирующего слоев биметалла (при этом отношение hf / hо не должно изменяться, где hf - толщина плакирующего слоя биметалла, hо - суммарная толщина основного и плакирующего слоев биметалла).
16.10. Образцы для испытания на изгиб изготавливаются в соответствии с требованиями ГОСТ 14019-03. Испытываются образцы натурной толщины. Рекомендуется одну из торцевых поверхностей образцов на изгиб подготавливать как металлографический макрошлиф, что позволяет более точно проследить за развитием деформации и разрушением образца.
16.11. Измерение твердости выполняется на образцах, вырезанных из контрольных вырезок и изготовленных в соответствии с ГОСТ 9012-59, ГОСТ 9013-59, ГОСТ 2999-75 и др. применительно к выбранному методу измерения твердости.
16.12. Испытание на ударный изгиб выполняется на образцах, подготовленных в соответствии с требованиями ГОСТ 9454-78.
16.13. Определение механических свойств сварного соединения в целом и его отдельных участков, а также наплавленного металла выполняется на образцах, изготовленных в соответствии с ГОСТ 6996-66. Предпочтение следует отдавать образцам натурной толщины - на загиб.
16.14. Отбор проб металла (стружки) для определения химического состава выполняется по ГОСТ 7122-81.
16.15. Образцы для проведения специальных исследований изготавливаются в соответствии с методиками проведения этих исследований.
16.16. Допускается изменять форму и размеры головок образцов для проведения всех видов испытаний (не оговоренную требованиями соответствующих нормативных документов) в зависимости от способа их крепления в захватах испытательной машины.
16.17. Испытание образцов металла на растяжение и обработка результатов испытаний выполняются по ГОСТ 1497-84, ГОСТ 9651-84.
16.18. Испытание образцов металла на изгиб при 20 °С и обработка результатов испытаний выполняются по ГОСТ 14019-03.
16.19.Испытание образцов металла на ударный изгиб и обработка результатов испытаний выполняются по ГОСТ 9454-78.
16.20. Испытание на механическое старение по ударной вязкости и обработка результатов испытаний выполняются по ГОСТ 7268-82.
16.21. Испытание образцов сварного соединения и обработка результатов испытаний выполняются по ГОСТ 6996-66.
16.22. Условия проведения испытаний, не оговоренных в настоящей "Методике...", и обработка результатов оговариваются в методиках этих испытаний. Методики должны быть утверждены специализированной научно-исследовательской организацией, если на них нет нормативных или методических документов.
16.23. Образцы-шлифы для металлографических исследований подготавливают как металлографический шлиф. Плоскость шлифа должна располагаться:
- вдоль направления прокатки листа металла, из которого сделана контрольная вырезка;
- поперек направления прокатки листа металла, из которого сделана контрольная вырезка;
- поперек сварного шва.
Образцы-шлифы, изготовленные из металла контрольных вырезок, должны быть во всю толщину исследуемого листа металла. Допускается, при толщинах более 20 мм, изготавливать несколько образцов-шлифов так, чтобы имелась возможность просмотра макро- микроструктуры по всей толщине исследуемого листа металла.
Образцы-шлифы, вырезанные из сварного соединения, должны обеспечить просмотр макро- микроструктуры по всему сечению сварного соединения и зоны термического влияния сварного шва.
Образцы-шлифы не должны иметь "заваленных" плоскостей по кромкам наружной и внутренней поверхностей листа, из которого вырезана проба, что необходимо для выявления возможных поверхностных нарушений микроструктуры металла.
Количество образцов-шлифов и места их вырезки из контрольной пробы определяются экспертом, проводящим техническое диагностирование.
16.24. Просмотр микроструктуры выполняется на металлографических микроскопах при кратности увеличения не менее 100. Выбор кратности увеличения осуществляется специалистами, проводящими металлографические исследования.
16.25. При необходимости, для выполнения исследований могут применяться электронографические, рентгеноструктурные, фазовые и другие методы исследования металла. Решение о необходимости этих исследований принимается специалистами, проводящими исследование металла.
16.26. Рекомендуется при анализе макро-микроструктуры металла выполнять:
- металлографическую оценку микроструктуры по ГОСТ 5640-68;
- определение величины зерна по ГОСТ 5639-82;
- степень сфероидизации перлита по шкале Всесоюзного теплотехнического института;
- степень графитизации по шкале Всесоюзного теплотехнического института;
В качестве эталонов микроструктур используются данные ГОСТ 8233-56.
При металлографическом исследовании металла особое внимание обращается на наружную и внутреннюю поверхности, где возможно наличие науглероженных или обезуглероженных слоев, трещин коррозии под напряжением и др.
При исследовании биметалла особое внимание уделяется зоне соединения слоев, где наиболее вероятно образование трещин. В случае обнаружения дефектов микроструктуры должно быть выполнено специальное исследование по оценке влияния этих дефектов на работоспособность металла.
17.ОЦЕНКА РАБОТОСПОСОБНОСТИ ОБОРУДОВАНИЯ
17.1. Материалы технического диагностирования и их анализ служат основой для определения пригодности оборудования к дальнейшей эксплуатации, сохранения или снижения его рабочих параметров и прогнозирования остаточного ресурса.
17.2. Оборудование считается пригодным к дальнейшей эксплуатации, если его основные несущие элементы имеют запасы прочности не ниже установленных нормативными документами:
- для статических условий нагружения по ГОСТ 14249-89
nт = 1,5 - запас по пределу текучести;
nв = 2,4 - запас по пределу прочности;
nдп = 1,5- запас по пределу длительной прочности;
nп = 1,0 - запас по пределу ползучести.
- для малоцикловых условий нагружения по ГОСТ 25859-83
nN = 10 - запас по числу циклов до разрушения;
nG = 2 - запас по амплитудным напряжениям.
17.3. В случае если условия, предусмотренные в п. 17.2, не выполняются, решается вопрос о выбраковке оборудования или переводе его на работу с пониженными рабочими параметрами. Величина допускаемого внутреннего давления [р] в этом случае определяется в зависимости от фактических физико-механических свойств металла конструкции и фактической толщины стенки.
17.4. Пригодность к дальнейшей эксплуатации оборудования, подвергаемого дополнительному контролю (натурной тензометрией, термографией, АЭ-контролю и т.п.), определяется в соответствии с методиками, специально разработанными для данного вида контроля, согласованными со специализированной научно-исследовательской организацией.
17.5. Пригодность к дальнейшей эксплуатации оборудования, имеющего дефекты формы, выходящие за пределы допустимых, предусмотренных ПБ 03-584-03 или техническими условиями на изготовление оборудования, подтверждается результатами специальных расчетов, выполненных по действующим нормативным документам, например, РД 26-6-87, а при их отсутствии - специальными исследованиями и расчетами, выполненными специализированными научно - исследовательскими организациями.
18. ПРОГНОЗИРОВАНИЕ ОСТАТОЧНОГО РЕСУРСА ОБОРУДОВАНИЯ
18.1. Прогнозирование остаточного ресурса производится только для оборудования, техническое состояние которого по результатам технического диагностирования оценивается как удовлетворительное.
18.2. Прогнозирование остаточного ресурса для каждого из основных несущих элементов оборудования осуществляется по установленному доминирующему механизму повреждения, играющему определяющую роль в исчерпании ресурса оборудования в процессе его эксплуатации.
В качестве остаточного ресурса принимается минимальное значение ресурса из полученных для основных несущих элементов оборудования.
18.3. Оценка ресурса основных несущих элементов оборудования, эксплуатирующегося в условиях статического нагружения и основным повреждающим фактором для которого является общий коррозионно-эрозионный износ, выполняется по формуле:
![]()
где Г - расчетный ресурс, годы;
Sф - фактическая толщина (минимальное из полученных при измерении толщины стенки) оцениваемого элемента по результатам диагностирования, мм;
Sотб - отбраковочная толщина оцениваемого элемента, мм;
а - скорость коррозии (эрозионного износа), мм/год;
Величину Sотб назначает эксперт, проводящий техническое диагностирование, исходя из результатов поверочного прочностного расчета, с учетом особенностей выявленных дефектов, фактических свойств металла оборудования и условий его эксплуатации.
Скорость коррозии определяется по данным, накопленным владельцем оборудования за время его эксплуатации, с учетом результатов технического диагностирования. При этом можно руководствоваться рекомендациями "Инструкции по определению скорости коррозии металла стенок корпусов сосудов и трубопроводов на предприятиях Миннефтехимпрома СССР", разработанной ВНИКТИнефтехимоборудование в 1983 г.
18.4. Для оборудования, эксплуатирующегося в условиях малоциклового нагружения, основным повреждающим фактором, для которого является малоцикловая усталость металла, оценка остаточного ресурса может производиться аналитическим (ГОСТ 25859), экспериментально-аналитическим и экспериментальным методами.
В случае применения экспериментально-аналитического метода, аналитически (по ГОСТ 25859) определяют значения амплитудных напряжений в несущих элементах оборудования, а кривая малоцикловой усталости металла строится по результатам испытания образцов из контрольной пробы металла на малоцикловую усталость.
В случае применения экспериментального метода значения амплитудных напряжений и кривую малоцикловой усталости металла несущих элементов оборудования получают экспериментальным путем.
Выбор метода оценки остаточного ресурса оборудования, работающего в условиях малоциклового нагружения, в каждом конкретном случае производит эксперт, проводящий техническое диагностирование, в зависимости от результатов технического диагностирования.
18.5. Для оборудования, основным повреждающим фактором которого является низкотемпературная сероводородная коррозия, следствием которой является расслоение металла или его растрескивание, оценка остаточного ресурса производится специализированной организацией (см. Приложение 11), с учетом рекомендаций, содержащихся в РД 03-421-01 и в "Методике диагностирования технического состояния сосудов и аппаратов, эксплуатирующихся в сероводородосодержащих средах" Центрхиммаша.
18.6. Для оборудования, работающего в условиях водородной коррозии, коррозионного растрескивания, МКК, или изменении химического состава или механических свойств металла оценка остаточного ресурса производится специализированными научно-исследовательскими организациями по индивидуальным методикам, разрабатываемым для каждого конкретного случая.
18.7. По результатам прогнозирования остаточного ресурса работоспособности эксперт, проводящий техническое диагностирование, назначает его величину, которая во всех случаях не может превышать:
- при скорости коррозии до 0,1 мм/год:
- при сроке эксплуатации менее 30 лет - 10 (десять) лет;
- при сроке эксплуатации более 30 лет - 8 (восемь) лет.
- при скорости коррозии до 0,3 мм/год:
- при сроке эксплуатации менее 20 лет - 8 (восемь) лет;
- при сроке эксплуатации более 20 лет - 6 (шесть) лет.
- при скорости коррозии до 0,5 мм/год - 4 (четыре) года.
По истечении назначенного срока работы по оценке остаточного ресурса могут быть повторены.
Если в результате технического диагностирования будет установлено, что скорость коррозионного износа оборудования превышает 0,5 мм/год, экспертом ставится вопрос о ненадлежащем материальном исполнении сосуда (аппарата).
19.ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ
19.1. По результатам технического диагностирования владельцу оборудования выдается Заключение экспертизы промышленной безопасности, которое должно быть составлено по типовой форме, установленной в Системе экспертизы промышленной безопасности (см. ПБ 03-246-98 и РД 03-298-99).
Заключение составляется и подписывается экспертом и руководителем организации, выполнявшей работы по техническому диагностированию и оценке ресурса, и передается Заказчику для регистрации в порядке, установленном РД 03-298-99.
19.2. К заключению прилагаются:
1. Программа проведения работ по техническому диагностированию. В случае выполнения диагностирования технического состояния ряда сосудов (аппаратов) по одной Программе, допускается прикладывать Программу к одному Заключению, а в остальных Заключениях давать ссылку на Заключение, к которому прикладывается Программа.
2. Акт наружного и внутреннего осмотра с указанием количества контрольных участков сварных соединений, назначенных для дефектоскопии.
3. Схема сосуда (аппарата) с нанесенными на ней зонами контроля толщины стенки, твердости и металлографии, а также участками сварных соединений, которые подвергались дефектоскопии.
4. Заключение о контроле сварных соединений с указанием метода дефектоскопии, и её результатах; участки сварных соединений, подвергнутых контролю должны быть нанесены на схему.
5. Результаты исследования металла (если оно проводилось).
6. Результаты поверочного прочностного расчета.
7. Результаты оценки остаточного ресурса для основных несущих элементов оборудования и компенсирующие мероприятия, обеспечивающие его выполнение (при необходимости).
19.3. Рекомендуемая форма оформления Заключения по остаточному ресурсу работоспособности и приложений приведена в Приложении 7.
19.4. В случае, если при техническом диагностировании для выполнения отдельных работ экспертной организацией привлекаются специалисты сторонней организации, допускается оформлять их результаты в виде самостоятельных Заключений, в качестве приложений к основному Заключению экспертизы промышленной безопасности.
19.5. Первичная документация (рабочие журналы специалистов, участвующих в техническом диагностировании) хранится в экспертной организации, выполняющей работы по диагностированию технического состояния оборудования.
19.6. 3аключение экспертизы промышленной безопасности служит основанием Владельцу оборудования для принятия решения о возможности (невозможности) дальнейшей эксплуатации сосуда (аппарата).
20. МЕРЫ БЕЗОПАСНОСТИ ПРИ ТЕХНИЧЕСКОМ ДИАГНОСТИРОВАНИИ
Подготовка оборудования к техническому диагностированию, допуск специалистов к производству работ и проведение технического диагностирования должны выполняться в полном соответствии с требованиями действующих нормативов, регламентирующих вопросы промышленной безопасности на опасных производственных объектах, с учетом особенностей предприятий - владельцев оборудования, отраженных в действующих на предприятиях инструкциях по промышленной безопасности.
21. ПЕРЕЧЕНЬ ОСНОВНЫХ НОРМАТИВНЫХ ДОКУМЕНТОВ, ПОЛОЖЕНИЯ КОТОРЫХ УЧИТЫВАЛИСЬ ПРИ РАЗРАБОТКЕ "МЕТОДИКИ..."
1. Федеральный закон № 116-ФЗ от 21.07.97 г. "О промышленной безопасности опасных производственных объектов".
2. Федеральный закон № 128-ФЗ от 08.08.01 г. "О лицензировании отдельных видов деятельности".
3. Федеральный закон № 184-ФЗ от 27.12.02 г. "О техническом регулировании".
4. "Общие правила взрывобезопасности для взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств". ПБ 09-540-03. Утверждены Постановлением Госгортехнадзора России от 05.05.03 г. № 29.
5. "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением". ПБ 03-576-03. Утверждены постановлением Госгортехнадзором России 05.06.03 г. № 91.
6. "Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных". ПБ 03-584-03. Утверждены постановлением Госгортехнадзором России 05.06.03 г. № 81.
7. "Правила проведения экспертизы промышленной безопасности". ПБ 03-246-03. Утверждены постановлением Госгортехнадзором России 06.11.03 г, № 64.
8. "Положение о порядке утверждения заключений экспертизы промышленной безопасности". РД 03-298-99. Утверждено постановлением Госгортехнадзором России 14.07.99 г. № 51.
9. "Методические указания по проведению диагностирования технического состояния и определению остаточного срока службы сосудов и аппаратов". РД 03-421-01. Утверждены Постановлением Госгортехнадзора России от 06.09.01 г. № 39.
10. "Методические указания по техническому диагностированию и продлению срока службы сосудов, работающих под давлением". РД 34.17.439-96. Утверждены РАО "ЕЭС" России 01.03 1996 г.
11. "Сосуды и аппараты стальные. Методы расчета на прочность с учетом смещения кромок сварных соединений, угловатости и некруглости обечаек". РД 26-6-87.
12. "Расчет на прочность элементов сосудов и аппаратов, работающих в коррозионно-активных сероводородсодержащих средах". РД 26-02-62-98.
13. "Правила организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов". ПБ 03-593-03.
14. "Методы защиты от коррозии и выбор материалов для основных элементов и узлов аппаратов установок, подготовки и первичной переработки нефти" (ЭЛОУ, АВТ, AT, ЭЛОУ - АВТ). РТМ 26-02-39-84.
15. ГОСТ 14249-89. "Сосуды и аппараты. Нормы и методы расчета на прочность".
16. ГОСТ 25859-83. "Сосуды и аппараты стальные. Нормы и методы расчета при малоцикловых нагрузках".
17. ГОСТ 26755-89. "Сосуды и аппараты. Нормы и методы расчета на прочность укрепления отверстий".
18. ГОСТ 9.908-85. "Методы определения показателей коррозии и коррозионной стойкости".
19. ГОСТ 26202-84. "Сосуды и аппараты. Нормы и методы расчета на прочность обечаек и днищ от воздействия опорных нагрузок".
20. ГОСТ Р 51273-99. "Сосуды и аппараты. Нормы и методы расчета на прочность. Определение расчетных усилий для аппаратов колонного типа от ветровых нагрузок и сейсмических воздействий".
21. ГОСТ Р51274-99. "Сосуды и аппараты. Аппараты колонного типа. Нормы и методы расчета на прочность".
22. ГОСТ 1497-84. "Металлы. Методы испытания на растяжение".
23. ГОСТ 5632-72. "Стали и сплавы. Методы выявления и определения величины зерна".
24. ГОСТ 6996-66. "Сварные соединения. Методы определения механических свойств".
25. ГОСТ 9454-78. "Металлы. Метод испытания на ударный изгиб при пониженной, комнатной и повышенной температурах".
26. ГОСТ 18661-73. "Сталь. Измерение твердости методом ударного отпечатка".
27. ГОСТ 7512-82. "Контроль неразрушающий. Соединения сварные. Радиографический метод".
28. ГОСТ 12503-75. "Сталь. Методы ультразвукового контроля. Общие требования".
29. ГОСТ 14782-86. "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые".
30. ГОСТ 18442-80. "Контроль неразрушающий. Капиллярные методы. Общие требования".
31. ГОСТ 20415-82. "Контроль неразрушающий. Методы акустические. Общие положения".
32. ГОСТ 21105-87. "Контроль неразрушающий. Магнитопорошковый метод".
33. ОСТ 26-291-94. "Сосуды и аппараты стальные сварные. Общие технические условия".
34. ОСТ 26-14-88. "Сосуды и аппараты. Нормы и методы расчета на прочность. Элементы теплообменных аппаратов".
35. ОСТ 26-11-03-84. "Швы сварных соединений сосудов и аппаратов, работающих под давлением. Радиографический метод".
36. ОСТ 36-59-81. "Контроль неразрушающий. Сварные соединения трубопроводов и конструкций. Радиографический метод".
37. ОСТ 36-75-83. "Контроль неразрушающий. Сварные соединения трубопроводов и конструкций. Ультразвуковой метод".
38. ОСТ 26-2044-83. "Швы стыковых и угловых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля".
39. ОСТ 26-01-84-78. "Швы сварных соединений стальных сосудов и аппаратов, работающих под давлением. Методика магнитопорошкового метода контроля".
40. ОСТ 36-76-83. "Контроль неразрушающий. Сварные соединения трубопроводов и конструкций. Цветной метод".
41. ОСТ 26-11-03-84. "Швы сварных соединений сосудов и аппаратов, работающих под давлением. Радиографический метод контроля ".
42. "Технические указания-регламент по эксплуатации и обследованию оборудования установок каталитического риформинга и гидроочистки, работающих в водородосодержащих средах при повышенной температуре и давлении". Согласован Госгортехнадзором РФ 16.03.98 г. № 02-35/195.
43. РД 03-606-03. "Инструкция по визуальному и измерительному контролю". Утверждена Постановлением Госгортехнадзора России от 11.06.03 г. № 92.
44. РД 26-01-128-2000. "Инструкция по ультразвуковому контролю стыковых и угловых сварных соединений, химической аппаратуры из сталей аустенитного и аустенитно-ферритного классов с толщиной стенки от 4 до 30 мм". Согласована начальником Управления по котлонадзору и надзору за подъемными сооружениями Госгортехнадзора России письмом № 12-06/399 от 20.04.01 г.
45. РДИ 38.18.016-94. "Инструкция по ультразвуковому контролю сварных соединений технологического оборудования". ВНИКТИнефтехимоборудование. 1994 г. Согласована Госгортехнадзором России 02.06.97 г.
46. РДИ 38.18.019-95. "Инструкция по капиллярному контролю деталей технологического оборудования, сварных соединений и наплавок". ВНИКТИнефтехимоборудование. 1994 г. Согласована Госгортехнадзором России 24.07.96 г.
47. РДИ 38.18.017-94. "Инструкция по магнитопорошковому контролю оборудования и сварных соединений". ВНИКТИнефтехимоборудование. 1994 г. Согласована Госгортехнадзором России 02.06.97 г.
48. РДИ 38.18.020-95. Инструкция "Радиографический контроль сварных соединений сосудов, аппаратов и трубопроводов". ВНИКТИнефтехимоборудование. 1995 г. Согласована Госгортехнадзором России 24.07.96 г.
49. "Сосуды и аппараты. Общие технические условия на ремонт корпусов. ОТУ 3-01". Утверждены руководителем Департамента нефтеперерабатывающей промышленности Минэнерго РФ. Согласованы Госгортехнадзором России письмом № 11-11/396 от 14.10.02 г.
50. "Методика определения остаточного ресурса технологического оборудования нефтехимических, нефтеперерабатывающих и химических производств. МООР-98". Волгоград. ВНИКТИнефтехимоборудование. 1998 г. Утверждена заместителем руководителя Департамента нефтяной и газовой промышленности Минтопэнерго РФ. Согласована Госгортехнадзором России письмом № 11-11/18 от 22.01.99 г.
51. "Инструкция по определению скорости коррозии металла стенок корпусов сосудов и трубопроводов на предприятиях Миннефтехимпрома СССР". Волгоград. ВНИКТИнефтехимоборудование. 1983 г. Утверждена Миннефтехимпромом СССР, 1983 г.
52. "Инструкция по техническому надзору, методам ревизии и отбраковке трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающих и нефтехимических производств". ИТН-93. Волгоград. ВНИКТИнефтехимоборудование. 1993 г. Утверждена Заместителем руководителя департамента нефтепереработки Минтопэнерго РФ, 1993 г.
53. "Руководящие указания по эксплуатации и ремонту сосудов и аппаратов, работающих под давлением ниже 0,07 МПа (0,7 кгс/см2 ) и вакуумом". РУА-93. Волгоград. ВНИКТИнефтехимоборудование. 1994 г. Утверждены Заместителем руководителя департамента нефтепереработки Минтопэнерго РФ, 1994 г. Согласованы Госгортехнадзором России письмом № 02 - 35/59 от 23.02.95 г.
54. "Методика диагностирования технического состояния сосудов и аппаратов, эксплуатирующихся в сероводородсодержащих средах". ЦЕНТРХИММАШ. 1993 г. Утверждена Первым заместителем начальника Главного управления промышленной безопасности и охраны труда Минтопэнерго РФ, 1993 г. Согласована Начальником главного управления по надзору в химической , нефтехимической и нефтеперерабатывающей промышленности Госгортехнадзора РФ 30.11.1993 г.
55. "Методика диагностирования технического состояния и оценки остаточного ресурса аппаратов для гидролиза и варочных котлов стальных футерованных". М 4 - 96. ОАО "ИркутскНИИХИММАШ", НТП "ЦЕНТРХИММАШ", Москва, 1996 г.
ПРИЛОЖЕНИЕ 1
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
1. ВЛАДЕЛЕЦ СОСУДА - юридическое или физическое лицо, в собственности которого находится сосуд (аппарат).
2. ДАВЛЕНИЕ ВНУТРЕННЕЕ (НАРУЖНОЕ) - давление, действующее на внутреннюю (наружную) поверхность стенки сосуда (аппарата).
3. ДАВЛЕНИЕ ПРОБНОЕ - давление, при котором производится испытание сосуда (аппарата).
4. ДАВЛЕНИЕ РАБОЧЕЕ - избыточное максимальное внутреннее или наружное давление, возникающее при нормальном протекании рабочего процесса.
5. ДАВЛЕНИЕ РАСЧЕТНОЕ - давление, на которое производится расчет на прочность.
6. РАЗРЕШЕННОЕ ДАВЛЕНИЕ - максимально допустимое внутреннее или наружное давление, назначенное инспектором Ростехнадзора или специалистом организации имеющим лицензию Ростехнадзора по результатам технического освидетельствования сосуда (аппарата).
7. ДОПУСТИМАЯ ТЕМПЕРАТУРА СТЕНКИ МАКСИМАЛЬНАЯ (МИНИМАЛЬНАЯ) - максимальная (минимальная) температура стенки, при которой допускается эксплуатация сосуда (аппарата).
8. ДНИЩЕ - неотъемлемая часть корпуса сосуда (аппарата), ограничивающая внутреннюю полость с торца.
9. ЗАГЛУШКА - деталь, позволяющая герметично закрывать отверстие штуцера или бобышки.
10. КОРПУС - основная сборочная единица, состоящая из обечаек и днищ.
11. КРЫШКА - отъемная часть, закрывающая внутреннюю полость сосуда (аппарата) или отверстие люка.
12. ЛЮК - устройство, обеспечивающее доступ во внутреннюю полость сосуда (аппарата).
13. ОБЕЧАЙКА - цилиндрическая или коническая оболочка замкнутого профиля, открытая с торцов.
14. ОПОРА - устройство для установки сосуда (аппарата) в рабочем положении и передачи нагрузок от сосуда (аппарата) на фундамент или несущую конструкцию.
15. ШТУЦЕР - элемент, предназначенный для присоединения к сосуду (аппарату) трубопроводов, трубопроводной арматуры, контрольно-измерительных приборов и т.п.
16. НОРМАТИВНАЯ ДОКУМЕНТАЦИЯ (НД) - правила, отраслевые и государственные стандарты, технические условия, руководящие документы на проектирование, изготовление, ремонт, реконструкцию, монтаж, наладку, техническое диагностирование (освидетельствование), эксплуатацию, утвержденные и введенные в установленном порядке.
17. ОПЕРАТИВНАЯ ДИАГНОСТИКА - выполняемая на сосуде (аппарате) непрерывно или дискретно в процессе эксплуатации диагностика технического состояния объекта (его элементов).
18. ОСТАТОЧНЫЙ РЕСУРС - суммарная наработка объекта от момента контроля его технического состояния до перехода в предельное состояние.
19. ОСТАТОЧНЫЙ РЕСУРС НАЗНАЧЕННЫЙ - суммарная наработка объекта от момента контроля его технического состояния до окончания срока, на который выдано разрешение на эксплуатацию.
20. ДОМИНИРУЮЩИЙ МЕХАНИЗМ ПОВРЕЖДЕНИЯ - фактор (коррозия, эрозия, давление, температура, режим нагружения и т.п.) определяющий ресурс оборудования.
21. СОСУД - емкость, предназначенная для ведения химических, тепловых и других технологических процессов, а также для хранения и транспортирования газообразных, жидких и других веществ. Границей сосуда являются входные и выходные штуцеры.
22. АППАРАТ - сосуд, снабженный внутренними устройствами, обеспечивающими ведение и интенсификацию технологического процесса.
23. ЭЛЕМЕНТ СОСУДА - составная часть сосуда, предназначенная для выполнения одной из основных функций сосуда.
24. ЭЛЕМЕНТ СОСУДА ОСНОВНОЙ НЕСУЩИЙ - составная часть сосуда, определяющая его ресурс (обечайка корпуса, днище, горловина люка и т.п.), выход из строя которой влечет за собой выбраковку или капитальный ремонт сосуда.
25. РАСЧЕТНЫЙ СРОК СЛУЖБЫ СОСУДА - срок службы сосуда, определяемый расчетом, в календарных годах, исчисляемый со дня ввода сосуда в эксплуатацию.
26. ГАРАНТИЙНЫЙ СРОК СЛУЖБЫ СОСУДА (ЭЛЕМЕНТА СОСУДА) - продолжительность эксплуатации сосуда (элемента сосуда), в течение которой изготовитель гарантирует надежность его работы при условии соблюдения режима эксплуатации, указанного в инструкции изготовителя, и расчетного числа пусков из холодного или горячего состояния.
27. СРОК СЛУЖБЫ СОСУДА (АППАРАТА) - календарная продолжительность эксплуатации сосуда (аппарата) до перехода в предельное состояние.
28. СПЕЦИАЛИЗИРОВАННАЯ ОРГАНИЗАЦИЯ - организация, специализирующаяся на выполнении проектно-конструкторских или научно-исследовательских работ по созданию, расчету, ремонту и реконструкции сосудов (аппаратов).
29. РЕМОНТ - восстановление поврежденных, изношенных или пришедших в негодность по любой иной причине элементов сосуда с доведением их до работоспособного состояния.
30. ТЕМПЕРАТУРА РАБОЧЕЙ СРЕДЫ (min, max) - минимальная (максимальная) температура среды в сосуде (аппарате) при нормальном протекании технологического процесса.
31. ТЕМПЕРАТУРА СТЕНКИ РАСЧЕТНАЯ - температура, при которой определяются физико-механические характеристики, допускаемые напряжения материала и производится расчет на прочность элементов сосуда (аппарата).
32. ТЕХНИЧЕСКОЕ ДИАГНОСТИРОВАНИЕ - определение технического состояния объекта методами и средствами технической диагностики.
33. ТЕХНИЧЕСКАЯ ДИАГНОСТИКА - теория, методы и средства определения технического состояния объекта.
ПРИЛОЖЕНИЕ 2
(Рекомендуемое)
ТИПОВАЯ ПРОГРАММА РАБОТ ПО ПРОВЕДЕНИЮ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ ОБОРУДОВАНИЯ, ОСНОВНЫМ МЕХАНИЗМОМ ПОВРЕЖДЕНИЯ ДЛЯ КОТОРОГО ЯВЛЯЕТСЯ ОБЩАЯ КОРРОЗИЯ.
1. Изучение эксплуатационно-технической документации, включающее ознакомление с конструктивными особенностями оборудования, его материальным исполнением, полнотой и результатами прочностного расчета его основных несущих элементов, определение ориентировочных значений отбраковочных толщин основных несущих элементов оборудования (с учетом рекомендаций ИТН-93), результатами контроля оборудования после изготовления, проверку соответствия расчетных и эксплуатационных параметров, установление срока эксплуатации оборудования, анализ результатов технических освидетельствований, аварийных выходов из строя, характера и объема выполненных ремонтных работ.
2. Составление схемы диагностируемого оборудования и предварительное распределение на ней зон контроля толщины стенки, твердости и металлографических структур. При этом должны быть учтены конструктивные особенности оборудования, его материальное исполнение и результаты анализа эксплуатационно-технической документации.
3. Наружный и внутренний (в доступных местах) осмотры оборудования, являющиеся важнейшей составной частью работ по оценке технического состояния оборудования, позволяющие:
- оценить целостность защитного и изоляционного покрытий оборудования, и по результатам решить вопрос о необходимости, объеме и конкретных местах демонтажа этих покрытий;
- выявить зоны наиболее интенсивного коррозионно-эрозионного износа оборудования и в зависимости от полученных результатов откорректировать количество и распределение зон контроля толщины, твердости и металлографии;
- установить наличие и характер (локальное, общее) отклонения. от геометрической формы основных несущих элементов оборудования, оценить необходимость, выбрать методику и провести промеры деформированных элементов оборудования с целью количественной оценки деформаций;
- провести визуальный контроль сварных соединений, выявить наличие на них поверхностных дефектов эксплуатационного происхождения (при необходимости с применением лупы или капиллярного метода дефектоскопии) и, в зависимости от полученных результатов, назначить контрольные участки сварных соединений и метод их дефектоскопии;
4. Подготовка поверхности и проведение ультразвуковой толщинометрии основных несущих элементов оборудования в зонах, назначенных по результатам изучения эксплуатационно-технической документации и откорректированых по результатам наружного и внутреннего осмотра оборудования. Замеры производятся по квадратной сетке со стороной квадрата ~80-100 мм. В каждой зоне производится не менее 3-х замеров. За результат принимается минимальное из полученных значений. Полученная информация оперативно анализируется с целью выявления отбраковочных и близких к ним значений толщины.
5. Измерение твердости металла с целью косвенной оценки его прочностных характеристик, как правило, производится на участках поверхности, подготовленных для толщинометрии. Однако, по решению эксперта, могут быть назначены и другие участки для контроля твердости. При этом в каждой зоне контроля твердости должно быть выполнено не менее 3-х замеров, а за результат принимается их среднеарифметическое значение или интервал значений. Оперативный анализ получаемых результатов с целью выявления браковочных значений твердости и, в зависимости от этого, решение вопроса о необходимости расширения зоны контроля с целью выявления границ дефектного участка.
6. Контроль металлографических структур металла основных несущих элементов оборудования (при необходимости) выполняется в местах, назначаемых экспертом в зависимости от результатов замера твердости. Контроль производится методом "реплик" - переносом микроструктуры с металла изделия на пластину из полистирола.
7. Подготовка поверхности и проведение дефектоскопии контрольных участков сварных соединений, назначенных экспертом по результатам визуального контроля сварных соединений.
8. Поверочный прочностной расчет основных несущих элементов оборудования с учетом результатов технического диагностирования.
9. Анализ информации, полученной в результате выполнения работ, предусмотренных п.п. 1-7, оценка технического состояния оборудования, решение вопросов необходимости и объема проведения ремонтных работ, а также необходимости снижения рабочих параметров оборудования.
10. Гидравлическое (пневматическое) испытание пробным давлением (в случаях, когда оно предусмотрено "Методикой...").
Испытание производится в полном соответствии с требованиями нормативных документов, регламентирующих вопросы конструирования, изготовления и эксплуатации диагностируемого оборудования.
11. Поэлементное прогнозирование остаточного ресурса основных несущих элементов оборудования. Назначение остаточного ресурса диагностируемого оборудования, разработка (при необходимости) мероприятий, реализация которых является обязательным условием для достижения назначенного остаточного ресурса.
ПРИЛОЖЕНИЕ 3
(Рекомендуемое)
ОСОБЕННОСТИ, КОТОРЫЕ СЛЕДУЕТ УЧИТЫВАТЬ ПРИ СОСТАВЛЕНИИ ПРОГРАММЫ РАБОТ ПО ПРОВЕДЕНИЮ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ ОБОРУДОВАНИЯ, ОСНОВНЫМ МЕХАНИЗМОМ ПОВРЕЖДЕНИЯ ДЛЯ КОТОРОГО ЯВЛЯЕТСЯ МАЛОЦИКЛОВАЯ УСТАЛОСТЬ.
Характерным дефектом для такого оборудования являются поверхностные усталостные трещины.
Программа работ по диагностированию такого оборудования составляется по Приложению 3 с учетом следующих особенностей:
1. При изучении эксплуатационно-технической документации - проверка полноты прочностного расчета основных несущих элементов оборудования, в т.ч. расчета на циклическую прочность, а также системы учета числа циклов нагружения и установление фактически наработанного числа циклов нагружения.
2. При составлении схемы диагностируемого оборудования и распределении на ней зон контроля, особое внимание уделить зонам концентрации напряжений, в которых наиболее вероятно появление усталостных трещин.
3. При проведении наружного и внутреннего осмотра особое внимание должно быть уделено выявлению усталостных трещин, большинство из которых выявляется визуальным осмотром. При необходимости, для повышения достоверности результатов осмотра, могут применяться осветительные приборы, лупы, а также капиллярная или магнитопорошковая дефектоскопия, или травление отдельных участков поверхности.
4. При анализе результатов диагностирования вероятна возможность решения вопроса о необходимости, виде и месте вырезки контрольной пробы металла для исследования.
При выборе вида контрольной пробы можно руководствоваться следующими положениями:
- если в результате анализа возникает сомнение в материальном исполнении диагностируемого оборудования или природе выявленных дефектов, а прогнозирование остаточного ресурса планируется выполнить аналитическим методом - проба вырезается в виде пробки диаметром 30 - 50 мм;
- если по результатам измерения твердости и дефектоскопии возникает сомнение в качестве металла и стабильности его прочностных характеристик, а прогнозирование остаточного ресурса предполагается выполнить аналитическим методом, - проба вырезается в виде круга диаметром ~250 мм;
- если оборудование, работающее в условиях циклического (малоциклового) нагружения, исчерпало расчетный ресурс, а также во всех случаях, когда прогнозирование остаточного ресурса предполагается экспериментальным методом, - проба вырезается в виде квадрата ~600×600 мм.
5. При проведении поверочного прочностного расчета предусмотреть расчет на циклическую прочность.
6. При прогнозировании остаточного ресурса диагностируемого оборудования следует учесть фактическую наработку числа циклов нагружения.
ПРИЛОЖЕНИЕ 4
(Рекомендуемое)
ОСОБЕННОСТИ, КОТОРЫЕ СЛЕДУЕТ УЧИТЫВАТЬ ПРИ СОСТАВЛЕНИИ ПРОГРАММЫ РАБОТ ПО ПРОВЕДЕНИЮ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ ОБОРУДОВАНИЯ, РАБОТАЮЩЕГО ПРИ РАБОЧИХ ТЕМПЕРАТУРАХ В ИНТЕРВАЛЕ 20-70°С, ДОМИНИРУЮЩИМ МЕХАНИЗМОМ ПОВРЕЖДЕНИЯ ДЛЯ КОТОРОГО ЯВЛЯЕТСЯ НИЗКОТЕМПЕРАТУРНАЯ ВОДОРОДНАЯ (СЕРОВОДОРОДНАЯ) КОРРОЗИЯ.
Этот механизм повреждения чаще всего встречается на оборудовании, которое работает с нестабильным бензином, углеводородными газами установок прямой перегонки, термического и каталитического крекингов, сжиженными пропановой и бутановой фракциями, тяжелыми нефтяными фракциями и сульфидсодержащими конденсатами.
Характерным дефектом такого оборудования является расслоение металла с образованием в отдельных случаях вздутий (отдулин) на поверхности оборудования.
Программа работ по диагностированию такого оборудования составляется по Приложению 3 с учетом следующих особенностей:
1. При изучении эксплуатационно-технической документации следует уделить внимание выявлению наличия особых требований автора проекта, завода-изготовителя оборудования или специальных НТД, регламентирующих вопросы материального оформления и эксплуатации этого оборудования.
2. При проведении осмотра особое внимание уделить выявлению отдулин (вздутий) на поверхности оборудования, используя боковую подсветку осматриваемой поверхности.
3. Толщинометрию обязательно проводить по квадратной сетке ~80÷100 мм, уделяя особое внимание стабильности показаний толщинометра. Если, хотя бы в одной точке квадрата стойко фиксируется показание толщинометра, явно отличающееся от ожидаемого (выброс показаний), рекомендуется вокруг этой точки нанести квадрат со стороной ~30÷40 мм и провести контрольные замеры по углам этого квадрата. Получение при этом двух и более показании толщиномера, близких или равных выбросному показанию, является основанием для проведения ультразвуковой дефектоскопии этого участка на предмет выявления размера несплошности (расслоения) металла. При необходимости, по решению эксперта, для повышения надежности результатов контроля, из дефектного участка может быть вырезана проба металла для металлографических исследований.
4. При анализе результатов выполненных работ решается вопрос о необходимости снижения рабочих параметров или о необходимости и объеме ремонтных работ. При этом в качестве браковочных признаков принимаются:
- выявленные единичные участки несплошностей (расслоений) металла с размерами, превышающими линейный размер 50 мм, (единичными считаются участки, расстояние между которыми превышает 30 мм);
- выявленные скопления несплошностей (расслоений) суммарной площадью более 50 см2, при этом площадь каждой составляющей несплошности не превышает 10 см2, а расстояние между ними не более 30 мм;
- наличие соединительных "мостиков" между единичными участками несплошностей, расположенными на разной глубине по толщине стенки (наличие "мостиков" устанавливается ультразвуковой дефектоскопией или металлографическим анализом);
- общая площадь выявленных несплошностей превышает 2% на 1 м2 контролируемой поверхности или 0,5% площади контролируемого листа;
- наличие отдулин (вздутий) на наружных или внутренних поверхностях несущих элементов диагностируемого оборудования.
5. Поверочный прочностной расчет должен выполняться в соответствии с РД 26-02-62-88 с учетом анализа материалов диагностирования (п. 4).
6. При прогнозировании остаточного ресурса основных несущих элементов оборудования следует руководствоваться следующими положениями:
- если в результате проведенного диагностирования не будет выявлено расслоение металла, прогнозирование остаточного ресурса производится, как в случае общей коррозии;
- если при контроле металла будут выявлены отдельные, не связанные между собой полости (расслоения) металла, назначается опытный пробег оборудования продолжительностью 1 (один) - 2 (два) года, затем проводится повторное техническое диагностирование оборудования, по его результатам оценивается скорость развития дефектов и, исходя из нее, определяется остаточный ресурс оборудования.
ПРИЛОЖЕНИЕ 5
(Рекомендуемое)
ОСОБЕННОСТИ, КОТОРЫЕ СЛЕДУЕТ УЧИТЫВАТЬ ЦРИ СОСТАВЛЕНИИ ПРОГРАММЫ РАБОТ ПО ПРОВЕДЕНИЮ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ ОБОРУДОВАНИЯ, ИМЕЮЩЕГО ОДНОСТОРОННИЙ ДОСТУП К ПОВЕРХНОСТИ
(футерованные аппараты, сосуды, заглубленные в грунт и подземные).
Техническое состояние футерованных, заглубленных и подземных сосудов (аппаратов) чаще всего определяется состоянием футеровки и защитного покрытия. Программа работ по диагностированию такого оборудования составляется по Приложению 3 с учетом следующих особенностей:
1. Целостность футеровки оборудования, на котором ведется системный контроль за температурой стенки, может быть оценена при изучении , эксплуатационной документации, в которой фиксируются значения температур.
Для оборудования, на котором системный контроль температуры стенки не ведется, рекомендуется до вывода оборудования из эксплуатации для технического диагностирования провести оценку равномерности распределения температурных полей на наружной поверхности диагностируемого оборудования с помощью тепловизора или пирометра.
2. Тщательный осмотр футеровки следует предусматривать в первую очередь в местах, на которых при оценке температурных полей зафиксированы пиковые выбросы температур. Чаще всего такие участки футеровки имеют дефекты и подлежат удалению.
3. Для ультразвуковой толшинометрии и замеров твердости металла должны, в первую очередь назначаться участки поверхности, на которых зафиксированы пиковые выбросы температур.
4. На участках внутренней поверхности с демонтированной футеровкой рекомендуется проводить металлографический контроль металла методом "реплик".
5. В случае, если по результатам замеров твердости или металлографического контроля появляются сомнения в качестве металла, производится вырезка пробы металла для проведения детального исследования.
6. Участки футеровки с трещинами подлежат удалению и последующему восстановлению по технологии, предусмотренной проектом. Вопрос о частичном или полном удалении футеровки решает эксперт, проводящий диагностирование.
7. Состояние наружного защитного покрытия заглубленных и подземных сосудов (аппаратов) оценивается в отрываемых шурфах, количество которых назначает эксперт.
8. Наличие коррозии на наружной поверхности заглубленной части сосудов (аппаратов) косвенно оценивается путем сравнения результатов толщинометрии надземной и подземной частей оборудования, имеющих одинаковую исходную толщину стенки.
9. Наличие коррозии на наружной поверхности подземных сосудов (аппаратов) косвенно оценивается по результатам толщинометрии, полученным на участках внутренней поверхности, которые по результатам осмотра оцениваются как одинаковые, а по коррозионному износу значительно разнятся.
10. Шурфы для оценки состояния защитного покрытия следует преимущественно располагать в местах, где по результатам анализа (п. 8, 9) возникает сомнение в целостности изоляционного покрытия.
11. Поврежденные участки защитного покрытия или защитное покрытие целиком по решению эксперта должны быть демонтированы и заизолированы вновь в соответствии с требованиями проекта.
12. Наряду с перечисленными при составлении программы можно также руководствоваться рекомендациями, содержащимися в "И3-94" и "М4-96".
ПРИЛОЖЕНИЕ 6
(Рекомендуемое)
ОСОБЕННОСТИ, КОТОРЫЕ СЛЕДУЕТ УЧИТЫВАТЬ ПРИ СОСТАВЛЕНИИ ПРОГРАММЫ РАБОТ ПО ПРОВЕДЕНИЮ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ ОБОРУДОВАНИЯ, УСТАНОВЛЕННОГО НА ОТКРЫТОМ ВОЗДУХЕ, ТЕМПЕРАТУРА СТЕНКИ КОТОРОГО ПРИ РАБОЧИХ УСЛОВИЯХ МОЖЕТ ПРИНИМАТЬ ТЕМПЕРАТУРУ ОКРУЖАЮЩЕЙ СРЕДЫ
Техническое состояние технологического оборудования, температура стенки которого при рабочих условиях может принимать температуру окружающего воздуха, зависит в первую очередь, от правильности его материального исполнения.
Программа работ по диагностированию такого оборудования составляется по Приложению 3 с учетом следующих особенностей:
1. При изучении эксплуатационно-технической документации необходимо проверить правильность подбора марки и категории стали по средней температуре воздуха наиболее холодной пятидневки в районе установки сосуда (аппарата) в соответствии с требованиями проекта, ПБ 03-584-03 и ПБ 03-576-03.
2. Возможность применения марки или категории стали при отрицательной температуре, выходящей за установленные пределы может быть подтверждена результатами испытания на ударный изгиб при требуемой температуре, в соответствии с ГОСТ 9454, которые могут быть проведены заводом-изготовителем или владельцем оборудования. Правильность материального исполнения сосуда (аппарата) может быть также подтверждена специализированной научно-исследовательской организацией.
В случае отсутствия документов, подтверждающих правильность подбора марки и категории стали, следует предусмотреть вырезку пробы металла и проведение соответствующих испытаний.
Вопрос об оценке остаточного ресурса может также решаться на основе расчета на хрупкую прочность в соответствии с рекомендациями РД 03-421-03.
3. Поскольку при отрицательных температурах оборудование работает в условиях пониженной пластичности материала, наиболее вероятным дефектом при диагностировании являются хрупкие трещины. В этой связи при осмотре оборудования особое внимание следует уделять зонам концентрации напряжений и сварным соединениям, в первую очередь, - в местах их пересечений.
ПРИЛОЖЕНИЕ 7
(Рекомендуемое)
ТИПОВАЯ ФОРМА ЗАКЛЮЧЕНИЯ ПО ОСТАТОЧНОМУ РЕСУРСУ
________________________________________________________________________________
________________________________________________________________________________
(наименование экспертной организации), например
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО "ВСЕРОССИЙСКИЙ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ОБОРУДОВАНИЯ
НЕФТЕПЕРЕРАБАТЫВАЮЩЕЙ И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ"
(ОАО "ВНИКТИнефтехимоборудование")
ЗАКЛЮЧЕНИЕ ЭКСПЕРТИЗЫ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ
на______________________________________________________________________________
_______________________________________________________________________________
(наименование оборудования, технологическая позиция, заводской №, регистрационный №, цех, предприятие), например
На Емкость поз. Е-6/1 (Зав. № 9, Peг. № НС-2925) завода___________ цеха __________ ОАО «________________»
Peг. № ________________________________________________________________________________
(Регистрационный № органа Ростехнадзора)
_______________________________________
_______________________________________
(руководитель экспертной организации), например
Первый зам. генерального директора
канд. техн. наук, ст. науч. сотр.
____________________ Н.В.Мартынов
М.П. (печать экспертной организации)
_______________________________________________________________________________________
(место расположения экспертной организации, год), например
г. Волгоград, 2005 г
СОДЕРЖАНИЕ
|
|
1. ВВОДНАЯ ЧАСТЬ
1.1.Основание для проведения экспертизы
_____________________________________________________________________________
_____________________________________________________________________________
указать основание для проведения экспертизы), например
|
Основанием для проведения экспертизы промышленной безопасности является: 1.1.1.Истечение срока действия Заключения об остаточном ресурсе аппарата, выданного экспертной организацией в 1998 г. 1.1.2.Договор № __________ от ______ г. между ОАО «_____________________» (ИСПОЛНИТЕЛЬ) и ОАО»__________________» (ЗАКАЗЧИК).
|
1.2.Сведения об экспертной организации
|
___________________________________________________________________________ ___________________________________________________________________________ (указать сведения об экспертной организации), например Открытое акционерное общество «____________________________________» (ОАО «_______________________») ИНН ____________, ОКОНХ _______________, ОКСПО ____________________почтовый адрес: ______________________________________________________________ телефон-__________________, факс-_________________ e-mail- ________________________ Генеральный директор, канд. техн. наук, ст. науч. сотрудник - _______________________ Первый заместитель генерального директора, канд. техн. наук, ст. науч. сотрудник – ________________________________________________________________________________
|
1.3. Сведения о лицензии
________________________________________________________________________________
________________________________________________________________________________
указать сведения о лицензии), например
|
ОАО «__________________________________»имеет лицензию № 00-ДЭ-000493 от ___________г. (действительна до ___________________________ г.) на право осуществления деятельности по проведению экспертизы промышленной безопасности (проведение экспертизы технических устройств, применяемых на опасном производственном объекте), а так же свидетельство об аккредитации в Системе экспертизы промышленной безопасности № ____________ (действительно до ___________________________).
|
1.4. Сведения об экспертах и специалистах
_______________________________________________________________________________
________________________________________________________________________________
(указать приказ руководителя экспертной организации), например
|
На основании приказа Генерального директора ОАО «____________________________» № 3304.04.2005 г. экспертиза проведена специалистами ОАО «________________________» без привлечения (с привлечением) специалистов сторонних организаций. ________________________________________________________________________________ (в случае привлечения специалистов сторонних организаций - ________________________________________________________________________________ указать наименование этих организаций) ________________________________________________________________________________ (привести сведения о экспертах и специалистах, участвующих в ________________________________________________________________________________ техническим диагностировании), например _______________, _____________, кандидат технических наук, старший научный сотрудник (ФИО) (должность) - Эксперт Системы экспертизы промышленной безопасности Госгортехнадзора России. Аттестован аттестационной комиссией Госгортехнадзора России (удостоверение № ______________________ - выдано ______________________); - Аттестован аттестационной комиссией Управления Нижне-Волжского округа ПТН РФ в соответствии с "Положением о порядке подготовки и аттестации работников организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, подконтрольных Госгортехнадзору России (РД 04-444-02)", (Удостоверение № ________________________, Протокол_______________ № _________от ____________); - Аттестован ЗАО МНПО "СПЕКТР" (экзаменационный центр № 10) в качестве специалиста II уровня по визуально - измерительному методу контроля (Удостоверение № ____________ - ___________. Выдано _____________________ г.; - Прошел проверку знаний правил безопасности Ростехнадаора в комиссии НОАП ЗАО "СПЕКТР" (экзаменационный центр № 10). Удостоверение № _____________-__________-________ Протокол № ______-____-____ от ________ г. _______________________ _______________________ _________________________, ____________________________ (ФИО) (должность) - Аттестован аттестационной комиссией ОАО «_________________________________» с участием представителя Управления Нижне-Волжского округа ГГТН РФ в области промышленной безопасности в соответствии с "Положением о порядке подготовки и аттестации работников организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, подконтрольных Госгортехнадзору России (РД 04-444-02), как специалист экспертной организации (Удостоверение № ____ Протокол № ____________-________ от ________________). - Аттестован ЗАО МНПО "СПЕКТР" (экзаменационный центр № 10) в качестве специалиста II уровня по ультразвуковому методу контроля (Удостоверение № ___________ - ________ от ___________). - Аттестован ЗАО МНПО "СПЕКТР" (экзаменационный центр № 10) в качестве специалиста II уровня по визуально-измерительному методу контроля (Удостоверение № ____________-___________-_______ от ______________); ____________________________ ____________________________ ______________________________________________________________________________ (привести сведения о специалистах сторонних организаций, привлеченных к _______________________________________________________________________________ выполнению работ)
|
1.5. Сведения о заказчике
_______________________________________________________________________________
________________________________________________________________________________
(указать сведения о заказчике), например
|
Открытое акционерное общество «__________________________________________» Почтовый адрес:__________________________________________________________________ телефон/факс -___________________________________________________________________ Зам. генерального директора - главный инженер ОАО «_______________________________________________________» -_________________ Главный механик ОАО «_____________________» - ___________________________________ Начальник ОТН ОАО «______________________» -____________________________________
|
2. ПЕРЕЧЕНЬ ОБЪЕКТОВ ЭКСПЕРТИЗЫ
_______________________________________________________________________________
(указать наименование объекта экспертизы по паспорту, заводской №, регистрационный №,
_______________________________________________________________________________
наименование установки, цеха, предприятия), например
|
Объектом экспертизы являлась емкость поз. Е-6/1, Зав. № 9, Peг. № НС-2925 завода ______________цеха _____ОАО «______________________________________________»
|
________________________________________________________________________________
(если выполняется экспертиза нескольких объектов, приводятся для каждого объекта
________________________________________________________________________________________________
экспертизы)
3. ЦЕЛЬ ЭКСПЕРТИЗЫ
_______________________________________________________________________________
(указать цель экспертизы объекта (ов)), например
Оценка соответствия технического состояния емкости поз. Е-6/1 требованиям промышленной безопасности и оценка ее остаточного ресурса работоспособности.
4. СВЕДЕНИЯ О РАССМОТРЕННЫХ В ПРОЦЕССЕ ЭКСПЕРТИЗЫ ДОКУМЕНТАХ И РЕЗУЛЬТАТЫ ИХ РАССМОТРЕНИЯ
______________________________________________________________________________
(приводится Перечень рассмотренных в процессе экспертизы документов и
______________________________________________________________________________
результаты их рассмотрения), например
При изучении технической документации были рассмотрены:
- Паспорт емкости поз. Е-6/1, Зав. № 9, Peг. № НС-2925 с приложениями к нему:
- Чертежи;
- Монтажная документация;
- Сведения о примененных при изготовлении материалах;
- Схема включения емкости;
- Сведения о проведенных ремонтах;
- Предписания инспекторов ГТТН и работников ОТН, относящиеся к техническому состоянию емкости;
- Результаты технических освидетельствований.
Емкость имеет паспорт и зарегистрирована в органах Госгортехнадзора. Регулярно проходила технические освидетельствования и испытания. Результаты технических освидетельствований (наружный и внутренний осмотр в доступных местах, гидравлическое испытание) за период эксплуатации были положительными. Данные указанные в паспорте соответствуют данным на заводской табличке закрепленной на корпусе емкости.
В результате изучения технической и эксплуатационной документации собраны технические и эксплуатационные данные по сосуду. Установлено, что фактическая нагруженность основных несущих элементов сосуда за время эксплуатации не превышала расчетных параметров.
Емкость работает в статическом режиме нагружения.
Сведений о повреждениях и неисправностях в работе емкости нет.
Произведен ремонт емкости с заменой штуцеров З1, З2 Ду 50 по причине коррозионного износа. Ремонт выполнен по проекту 41393-КД.
5. ПРОГРАММА ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
________________________________________________________________________________
(приводится Программа технического диагностирования объекта экспертизы или
________________________________________________________________________________
информация об используемой Программе), например
Техническое диагностирование емкости поз. Е-6/1 проводится по " Программе диагностирования технического состояния для определения остаточного срока службы сосудов и аппаратов ОАО «___________________», разработанной в соответствии с требованиями «Методики определения остаточного ресурса технологического оборудования нефтеперерабатывающих, нефтехимических и химических производств (МООР-98)» («ВНИКТИнефтехимоборудование» г. Волгоград, 1998 г.), согласованной Главным механиком ОАО «_______________» и утвержденной Первым заместителем генерального директора ОАО «__________________». (Прилагается)
_______________________________________________________________________________
(если в используемую Программу технического диагностирования объекта экспертизы вносятся
_______________________________________________________________________________________________
изменения или дополнения, учитывающие особенности технического диагностирования
________________________________________________________________________________________________
объекта, то указываются эти изменения или дополнения)
6. РЕЗУЛЬТАТЫ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
6.1. Краткая характеристика
_______________________________________________________________________________
(приводится краткая характеристика объекта экспертизы), например
________________________________________________________________________________
________________________________________________________________________________
Наименование - Емкость;
Изготовлена - 1982 г., "Павловградхиммаш". Украина
Пущена в эксплуатацию - 1983г;
Заводской № 9;
Регистрационный № НС-2925;
Рабочее давление: 1,6 МПа;
Рабочая температура: 164 °С;
Расчетное давление: 1,6 МПа;
Расчетная температура: 200 °С;
Среда: пар, паровой конденсат (не ядовитая, не едкая, не взрывоопасная);
Размеры, мм:
Внутренний диаметр обечаек корпуса - 1000;
Внутренний диаметр днищ - 1000;
Исполнительная толщина стенки обечаек корпуса: 10.0;
Исполнительная толщина стенки днищ - 12.0;
Длина аппарата - 3570.
Материальное исполнение:
- обечайки корпуса, люка, днищ, - Вст3сп5;
- патрубков штуцеров - Сталь 20.
- крышки люка - Сталь 20.
На заводе изготовителе сварные швы подвергнуты дефектоскопии в объеме 100 %.
Последнее гидроиспытание - 12.07.2002 г. - результаты положительные.
6.2. Результаты технического диагностирования
_______________________________________________________________________________
(приводятся результаты технического диагностирования объекта экспертизы), например
_______________________________________________________________________________________________
________________________________________________________________________________________________
Техническое диагностирование Емкости выполнялось в июне 2004 г специалистами ОАО «_________________» по представленной выше Программе и включало:
- изучение технической документации;
- наружный и внутренний осмотр (Акт осмотра - прилагается);
- измерение толщины стенки основных элементов сосуда (см. рис. 1 и табл. 1);
- контроль прямолинейности образующей корпуса;
- дефектоскопию участков сварных швов;
- замер твердости металла основных элементов сосуда (см. табл. 2);
- поверочный прочностной расчет основных элементов сосуда.
При осмотре сосуда не выявлено нарушений геометрических форм его основных элементов. Отклонения образующей корпуса от прямолинейности находятся в пределах допустимого согласно ИТН-93. Общая коррозия фиксируется главным образом на внутренней поверхности сосуда. Визуальный контроль сосуда производился в соответствии с РД 03-606-03.
Состояние корпуса, днищ, штуцеров, фланцевых соединений, крепежных деталей, опор, фундамента, сварных швов сосуда удовлетворительное.
По результатам визуального контроля сварные швы дефектов не имеют.
Следов пропуска продуктов на основном металле и сварных швах не обнаружено.
Уплотнительные поверхности разобранных фланцевых соединений в удовлетворительном состоянии, существенного износа, следов коррозии, язв и других дефектов не выявлено.
По результатам визуального контроля для проведения ультразвуковой дефектоскопии назначено два перекрестия сварных швов на корпусе сосуда.
По результатам контроля сварные швы браковочных признаков не имеют (см. Заключение 001/УЗ - прилагается).
Толщинометрия основных несущих элементов сосуда выполнялась в зонах, назначенных по результатам осмотра и показанных на рис.1 ультразвуковым толщиномером модели 26MG зав. № 00508406 производства фирмы "Panametrics", США (Свидетельство о поверке Волгоградского ЦСМ № 36-08/01-10681 действительно до 29.12.2004 г.)
По результатам толщинометрии отбраковочных размеров не выявлено (см. табл. 1).
Твердость замерена в точках, показанных на рис.1 с применением динамического твердомера модели ТДМ-1 зав. № 394, производства НПК "ЛУЧ" (Свидетельство о поверке Волгоградского ЦСМ № 37-21/01-0197 от 09.03.2004 г). На основании полученных результатов металл сосуда по прочностным характеристикам браковочных признаков не имеет (см. табл.2).
Поверочные прочностные расчеты основных несущих элементов сосуда подтверждают их работоспособность (Расчеты - прилагаются).
Анализ результатов выполненного технического диагностирования и поверочных прочностных расчетов позволяют оценить техническое состояние емкости как удовлетворительное.
|
Эксперт |
подпись |
______________________________ (Ф.И.О) |
|
(Должность) |
подпись |
______________________________ (Ф.И.О) |
Таблица 1
Результаты измерения толщин стенок элементов корпуса
|
Наименование элементов |
Номер точки |
Толщина стенки, мм |
||
|
Первоначальная |
Фактическая |
Отбраковочная |
||
|
Днище левое |
1-4 |
12.0 |
12.1; 12.0; 11.9; 12.0 |
8.0 |
|
Обечайки корпуса |
5-12 |
10.0 |
10.0; 10.1; 10.0; 10.1; 9,9 |
8.0 |
|
13-20 |
9.8; 10.0; 10.0; 10.1; 10.0; 10.2; 10.3; 9,8; 9.8; 10.1; 10.0 |
|||
|
Днище правое |
21-24 |
12.0 |
12.0; 12.1; 11.8; 11.9 |
8.0 |
|
Патрубки люка и штуцеров: |
|
|
|
|
|
«К» Ду 500 |
25-27 |
8.0 |
8.1; 7.9; 8.0 |
5.0 |
|
«Б» Ду 200 |
28,29 |
9.0 |
8.7; 8.9 |
4.0 |
|
«Г» Ду 100 |
30 |
5.0 |
4.7 |
3.0 |
|
«Д» Ду 80 |
31 |
4.0 |
3.8 |
3.0 |
|
«Б» Ду 50 |
32 |
4.0 |
4.1 |
2.5 |
|
«В» Ду 40 |
33 |
4.0 |
3.4 |
2.0 |
|
«Ж» Ду 40 |
34 |
4.0 |
4.0 |
2.0 |
|
«З1» Ду 50 |
35,36 |
4.0 |
4.0; 3.9 |
2.5 |
|
«З2» Ду 50 |
37,38 |
4.0 |
3.6; 3.7 |
2.5 |
|
«И» Ду 40 |
39 |
4.0 |
3.3 |
2.0 |
|
Пл. крышка «К» Ду 500 |
40-42 |
34.0 |
33.4; 33.5; 33.6 |
32.0 |
|
(Должность) |
подпись |
(Ф.И.О) |
Результаты измерений твердости металла основных элементов
|
Номер точки |
Наименование исполнения |
материальное исполнение |
Твердость измеренная, НВ |
Твердость нормативная НВ |
|
Т1 |
Днище левое |
ВмСт3сп5 |
124-128 |
100-145 |
|
Т2, Т3 |
Обечайки корпуса |
ВмСт3сп5 |
126-130 |
100-145 |
|
Т4 |
Днище правое |
ВмСт3сп5 |
128-132 |
100-145 |
|
(Должность) |
подпись |
(Ф.И.О) |
Схема распределения зон контроля корпуса емкости тех. поз. Е-6/1, зав. № 9, peг. № HC-2925 М1:15
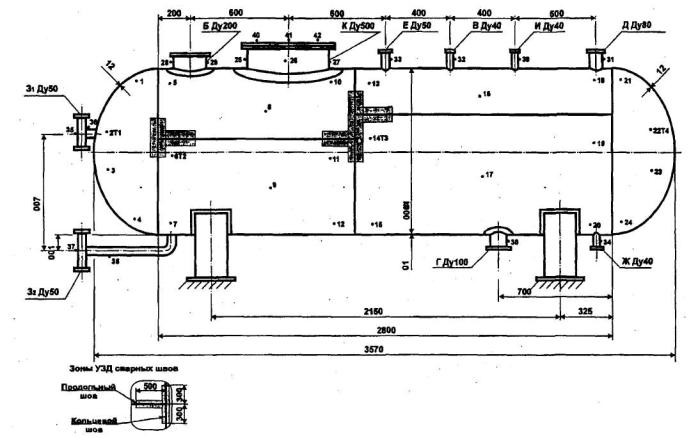
№ - место расположения зон контроля толщины металла
Т№ - место расположения зон контроля твердости металла
7. ОЦЕНКА ОСТАТОЧНОГО РЕСУРСА
_______________________________________________________________________________
_______________________________________________________________________________________________
_______________________________________________________________________________
(приводятся результаты оценки остаточного ресурса объекта экспертизы), например
Оценка остаточного ресурса аппарата выполнена по рекомендациям "Методики диагностирования технического состояния и определения остаточного ресурса технологического оборудования нефтеперерабатывающей, нефтехимических и химических производств" ДиОР-05 (ОАО "ВНИКТИнефтехимоборудование").
При обследовании аппарата установлено, что его техническое состояние удовлетворительное и основным повреждающим фактором является равномерная коррозия.
Исходные данные и результаты расчета остаточного ресурса
|
Элемент корпуса |
Толщина стенки, мм |
Скорость коррозии, мм/ /год менее |
Остаточный ресурс, лет |
|||
|
Первоначальная |
Фактическая |
Отбраковочная |
Расчетный, более |
Принятый |
||
|
Днище левое |
12.0 |
11.9 |
8.0 |
0.1 |
10 |
10 |
|
Обечайки корпуса |
10.0 |
9.8 |
8.0 |
0.1 |
10 |
10 |
|
Днище правое |
12.0 |
11.8 |
8.0 |
0.1 |
10 |
10 |
|
Патрубки люка и штуцеров: |
|
|
|
|
|
|
|
«К» Ду 500 |
8.0 |
7.9 |
5.0 |
0.1 |
10 |
10 |
|
«Б» Ду 200 |
9.0 |
8.7 |
4.0 |
0.1 |
10 |
10 |
|
«Г»Ду 100 |
5.0 |
4.7 |
3.0 |
0.1 |
10 |
10 |
|
«Д» Ду 80 |
4.0 |
3.8 |
3.0 |
0.1 |
=8 |
8 |
|
«Е» Ду 50 |
4.0 |
4.1 |
2.5 |
0.1 |
10 |
10 |
|
«В» Ду 40 |
4.0 |
3.4 |
2.0 |
0.1 |
10 |
10 |
|
«Ж» Ду 40 |
4.0 |
4.0 |
2.0 |
0.1 |
10 |
10 |
|
«З1,» Ду 50 |
4.0 |
3.9 |
2.5 |
0.1 |
10 |
10 |
|
«З2» Ду 50 |
4.0 |
3.6 |
2.5 |
0.1 |
10 |
10 |
|
«И» Ду 40 |
4.0 |
3.3 |
2.0 |
0.1 |
10 |
10 |
|
Пл. крышка «К» Ду 500 |
34.0 |
33.4 |
32.0 |
0.1 |
10 |
10 |
В соответствии с полученными результатами, руководствуясь положениями "Методики...", остаточный ресурс работоспособности аппарата ограничен 8 (восемью) годами.
|
Эксперт |
подпись |
________________________ (Ф.И.О) |
|
________________________ (Должность) |
подпись |
________________________ (Ф.И.О) |
ЗАКЛЮЧИТЕЛЬНАЯ ЧАСТЬ. ВЫВОДЫ И РЕКОМЕНДАЦИИ
_______________________________________________________________________________
_______________________________________________________________________________________________
_______________________________________________________________________________
(приводятся выводы и рекомендации по результатам экспертизы), например
l. Ha основании анализа результатов технического диагностирования, проведенного в июне 2004 г. и выполненных расчетов Емкость поз. Е-6/1, Зав. № 9, Peг. № НС-2925, завода ________________цеха ____________________ ОАО «________________________________» соответствует требованиям промышленной безопасности и пригодна к дальнейшей эксплуатации на разрешённые параметры, указанные в паспорте аппарата, при условии положительных результатов испытания на прочность и плотность.
2. При эксплуатации Емкости с параметрами:
Рабочее давление: 1,6 МПа;
Рабочая температура: 164 °С;
Среда: пар, паровой конденсат (неядовитая, не едкая, не взрывоопасная); остаточный ресурс Емкости составляет 8 (восемь) лет, при условии соблюдения в процессе эксплуатации требований действующих "Правил устройства и безопасной эксплуатации сосудов, работающих под давлением" (ПБ 03-576-03) и других НТД, регламентирующих вопросы безопасной эксплуатации сосудов и аппаратов нефтехимических производств.
Элементом конструкции емкости, лимитирующим ее ресурс является патрубок штуцера "Д" Ду 80.
3. На основании результатов технического диагностирования устанавливается следующая периодичность технических освидетельствований:
- ответственным за осуществление производственного контроля наружный и внутренний осмотры не реже чем через 2 года;
- специалистом организации, имеющей разрешение (лицензию) органов Ростехнадзора России наружный и внутренний осмотры через 4 года;
- повторное техническое диагностирование через 8 лет.
Методы и объемы технических освидетельствований - в соответствии с действующими правилами (ПБ 03-576-03).
|
Эксперт |
подпись |
________________________ (Ф.И.О) |
|
________________________ (Должность) |
подпись |
________________________ (Ф.И.О) |
8. ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННОЙ НОРМАТИВНО - ТЕХНИЧЕСКОЙ И МЕТОДИЧЕСКОЙ ДОКУМЕНТАЦИИ ПРИ ТЕХНИЧЕСКОМ ДИАГНОСТИРОВАНИИ
_______________________________________________________________________________
(приводится перечень использованной нормативно-технической и методической _______________________________________________________________________________________________
документации при техническом диагностировании), например
_______________________________________________________________________________
1. Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств. ПБ 09-540-03. Утверждены Постановлением Госгортехнадзора России от 05.05.03 г. № 29.
2. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением. ПБ 03-576-03. Утверждены Постановлением Госгортехнадзора России от 11.06.03 г. № 91.
3. Правила проведения экспертизы промышленной безопасности. ПБ 03-246-98. Утверждены Постановлением Госгортехнадзора России от 06.11.1998 г. № 64.
4. Положение о порядке проведения экспертизы промышленной безопасности в химической, нефтехимической и нефтеперерабатывающей промышленности. РД-09-539-03. Утверждено Постановлением Госгортехнадзора России от 18.03.03 г. № 8.
5. Методика определения остаточного ресурса технологического оборудования нефтеперерабатывающих, нефтехимических и химических производств. МООР-98. Согласована Госгортехнадзором России письмом № 11-11/18 от 22.01.99 г.
6. Инструкция по техническому надзору, методам ревизии и отбраковке трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающих и нефтехимических производств. ИТН-93. Волгоград, ВНИКТИнефтехимоборудование, 1993 г.
7. ГОСТ 14249-89. Сосуды и аппараты. Нормы и методы расчета на прочность. Введен 01.01.90 г.
8. ГОСТ 24577-89. Сосуды и аппараты. Нормы и методы расчета на прочность укрепления отверстий. Введен 01.01.90 г.
9. ГОСТ 18661-73. Сталь. Измерение твердости методом ударного отпечатка. Введен 01.01.74 г.
10. Инструкция по определению скорости коррозии металла стенок корпусов сосудов и трубопроводов на предприятиях Миннефтехимпрома СССР. Волгоград, ВНИКТИнефтехимоборудование, 1983 г.
11. РДИ 38.18.016-94. Инструкция по ультразвуковому контролю сварных соединений технологического оборудования. Волгоград. ВНИКТИнефтехимоборудование.
12. РД 03-606-03. Инструкция по визуальному и измерительному контролю. Утверждена Постановлением Госгортехнадзора России от 11.06.03 г. № 9.
ПРИЛОЖЕНИЕ 8
(Рекомендуемое)
ТИПОВАЯ ФОРМА ЗАКЛЮЧЕНИЯ ПО ВИЗУАЛЬНОМУ (ИЗМЕРИТЕЛЬНОМУ) КОНТРОЛЮ.
|
Предприятие "ИСПОЛНИТЕЛЬ" Экспертная организация |
|
Предприятие "ЗАКАЗЧИК" |
|
ОАО «__________________» |
|
ООО «____________________»(наименование организации) |
|
Лицензия ГГТН России №_______ от _______________ |
|
Договор №___________ от ___(основание для проведения контроля) |
|
Свидетельство об аттестации лаборатории НК и ТД №_______ от ___________г. |
|
Почтовый адрес: ____________ (адрес организации) |
Почтовый адрес __________ |
|
|
|
Телефон_______________ |
|
Телефон___________________ |
|
Факс:_________________ |
|
Факс:______________________ |
_________________________________________________________________________
(№ заключения, дата выполнения, например)
ЗАКЛЮЧЕНИЕ №___________от 22 ___________ по результатам визуального (измерительного) контроля ___________________________________________________________ (наименование объекта контроля, организация-владелец, например)
|
_____________________________________________________________________________
(Подписи, например)
|
Руководитель подразделения, должность |
Личная подпись |
Расшифровка подписи |
|
Исполнитель (ли): Исполнитель (эксперт), уровень квалификации, удостоверение №_____ от _____ |
Личная подпись |
Расшифровка подписи |
ПРИЛОЖЕНИЕ 9
(Рекомендуемое)
ТИПОВАЯ ФОРМА ЗАКЛЮЧЕНИЯ ПО УЗД СВАРНЫХ СОЕДИНЕНИЙ
|
Предприятие "ИСПОЛНИТЕЛЬ" Экспертная организация |
|
Предприятие "ЗАКАЗЧИК" |
|
ОАО «__________________» |
|
ООО «____________________»(наименование организации) |
|
Лицензия ГГТН России №_______ от _______________ |
|
Договор №___________ от ___(основание для проведения контроля) |
|
Свидетельство об аттестации лаборатории НК и ТД №_______ от ___________г. |
|
Почтовый адрес: ____________ (адрес организации) |
Почтовый адрес __________ |
|
|
|
Телефон_______________ |
|
Телефон___________________ |
|
Факс:_________________ |
|
Факс:______________________ |
_______________________________________________________________________________
(№ заключения, дата выполнения, например)
ЗАКЛЮЧЕНИЕ №___________от 22 ___________ по результатам ультразвукового контроля качества сварных соединений ___________________________________________________________ (наименование объекта контроля, организация-владелец, например) Барабан котла - утилизатора поз. V - 3251 А, зав. № 12326, установки прокалки кокса № _____ «____________________________________________» _____________________________________________________________________________ (наименование объекта контроля, организация-владелец, например) ___________________________________ (дата проведения контроля, например) Дата проведения контроля: 9 ноября 2004 г. _______________________________________________________________________________ (материал объекта контроля, например) Техническая документация на контролируемый материал: 19Мn-6 (аналог по паспорту 09 Г2С), _______________________________________________________________________________ (Используемая нормативно-методическая документация, например) _______________________________________________________________________________________________ Используемая нормативно-методическая документация: РДИ 38.18.016-94. Инструкция по ультразвуковому контролю сварных соединений технологического оборудовния. - Волгоград, ВНИКТИнефтехимоборудование, 1994г.; _______________________________________________________________________________ (Используемые приборы и оборудование, например) _______________________________________________________________________________________________ Тип и № аппаратуры: Ультразвуковой дефектоскоп USK - 6, зав. № 27261-3165, производства фирмы «Krautkremer» (ФРГ), дата последней поверки: 07.04.2004 г. (свид. о поверке № 31-10/09-0031) Тип преобразователя MWB 60-N4, зав. № 53476, частота 4,0 МГц, дата последней поверки: 15.12.2004 г. (свид. о поверке № 691/04). Потери на контакте: 6дБ, оценка по АРД. - шкале MAD-4624 _______________________________________________________________________________ (Объём контроля, например) Объем контроля - 100% стыковых сварных соединений с околошовной зоной на корпусе (швы № 2, 3, 59, 60, 61) ______________________________________________________________________________ (Результаты контроля, например)
|
Результаты контроля приведены в таблице 1.
Таблица 1.
|
№,тип, длина контр. Участка сварного шва по схеме карты контроля. |
Диаметр и толщина стыкуемых элементов, мм. |
Поправка чувствительности на кривизну поверхностей, дБ. |
Материал стыкуемых элементов |
Предельная чувствительность Sп, мм2. |
Сведения об обнаруженных дефектах |
Оценка качества сварного шва |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
№ 2, стыковой, кольцевой, 100%. |
Ø1600×26 с R-800 ×26 |
- |
19Мn-6 (аналог 09Г2С). |
3,0 |
Дефектов не выявлено |
Годен |
|
№ 59, стыковой, кольцевой, 100%. |
Ø1600×26 с R-800×26 |
- |
19Мn-6 (аналог 09Г2С). |
3,0 |
Дефектов не выявлено |
Годен |
|
№ 61, стыковой, кольцевой, 100%. |
Ø1600×26 с R-800×26 |
- |
19Мn-6 (аналог 09Г2С). |
3,0 |
Дефектов не выявлено |
Годен |
|
№ 3, стыковой, продольный, 100% |
Ø1600×26 |
- |
19Мn-6 (аналог 09Г2С). |
3,0 |
Дефектов не выявлено |
Годен |
Приложение: Карта контроля с указанием мест контроля.
________________________________________________________________________________
(Подписи, например)
|
Руководитель подразделения, должность |
Личная подпись |
Расшифровка подписи |
|
Исполнитель (ли): Исполнитель (эксперт), уровень квалификации, удостоверение №_____ от _____ |
Личная подпись |
Расшифровка подписи |
ПРИЛОЖЕНИЕ 10
(Рекомендуемое)
ТИПОВАЯ ФОРМА ЗАКЛЮЧЕНИЯ ПО КАПИЛЯРНОМУ
КОНТРОЛЮ СВАРНЫХ СОЕДИНЕНИЙ
|
Предприятие "ИСПОЛНИТЕЛЬ" Экспертная организация |
|
Предприятие "ЗАКАЗЧИК" |
|
ОАО «__________________» |
|
ООО «____________________»(наименование организации) |
|
Лицензия ГГТН России №_______ от _______________ |
|
Договор №___________ от ___(основание для проведения контроля) |
|
Свидетельство об аттестации лаборатории НК и ТД №_______ от ___________г. |
|
Почтовый адрес: ____________ (адрес организации) |
Почтовый адрес __________ |
|
|
|
Телефон_______________ |
|
Телефон___________________ |
|
Факс:_________________ |
|
Факс:______________________ |
_______________________________________________________________________________________
(№ заключения, дата выполнения, например)
ЗАКЛЮЧЕНИЕ №___________от 22 ___________ по результатам ультразвукового контроля качества сварных соединений ___________________________________________________________ (наименование объекта контроля, организация-владелец, например) Барабан котла - утилизатора поз. V - 3251 А, зав. № 12326, установки прокалки кокса №_____ «____________________________________________» ______________________________________________________________________________ (наименование объекта контроля, организация-владелец, например) _____________________________________________ (дата проведения контроля, например) Дата проведения контроля: 9 ноября 2004 г. _______________________________________________________________________________ (материал объекта контроля, например) Техническая документация на контролируемый материал: 20Мn-5 (аналог по паспорту 16ГС), 19Mn-6 (аналог по паспорту – 09Г2С), 15Мо-3 (аналога нет). _______________________________________________________________________________ (Используемая нормативно-методическая документация, например) _______________________________________________________________________________________________ Используемая нормативно-методическая документация: РДИ 38.18.019-95. Инструкция по капиллярному контролю деталей технологического оборудования, сварных соединений и наплавок. - Волгоград: ВНИКТИнефтехимоборудование, 1995г. ________________________________________________________________________________ (Используемые приборы и оборудование, например) Используемые приборы и средства контроля: аэрозольный комплект для цветной дефектоскопии фирмы «SHERWIN» Inc. USA, обеспечивает II класс чувствительности. ________________________________________________________________________________ (Условия контроля, например) Условия контроля: сухая погода, температура воздуха +10°С. ________________________________________________________________________________ (Объем контроля, например) Объем контроля: 100% угловых сварных соединений с околошовной зоной на корпусе (швы № 4÷58), 100% стыковых, кольцевых сварных соединений патрубков с фланцами как недоступных для УЗК (швы № 62÷67). ________________________________________________________________________________ (Результаты контроля, например)
|
Результаты контроля приведены в таблице 1.
Таблица 1.
|
№, тип, длина контролируемого участка сварного шва по схеме карты контроля. |
Диаметр и толщина стыкуемых элементов, мм. |
Материал стыкуемых элементов |
Сведения об обнаруженных дефектах |
Оценка качества сварного шва |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
№ 1, угловой, вварка обечайки люка-лаза в левое днище, 100%. |
овал 426×380 толщиной 48 в R 800 |
20Мn-5 (аналог 16ГС), 19Мn-6 (аналог 09Г2С) |
Дефектов не выявлено |
Годен |
|
|
№ 28, угловой, вварка обечайки люка-лаза в правое днище, 100%. |
Овал 426×380 толщиной 48 в R 800 |
20Мn-5 (аналог 16ГС), 19Мn-6 (аналог 09Г2С) |
Дефектов не выявлено |
Годен |
|
|
№ 18, угловой, вварка штуцера в обечайку корпуса, 100%. |
Ø140,3×17,5 в Ø1600×26 |
15Мо-3 (аналога нет), 19Мn-6 (аналог 09Г2С) |
Дефектов не выявлено |
Годен |
|
|
№ 19, угловой, вварка штуцера в обечайку корпуса, 100%. |
Ø140,3×17,5 в Ø1600×26 |
15Мо-3 (аналога нет), 19Мn-6 (аналог 09Г2С) |
Дефектов не выявлено |
Годен |
|
Приложение: Карта контроля с указанием мест контроля.
__________________________________________________________________________
(Подписи, например)
|
Руководитель подразделения, должность |
Личная подпись |
Расшифровка подписи |
|
Исполнитель (ли): Исполнитель (эксперт), уровень квалификации, удостоверение №_____ от _____ |
Личная подпись |
Расшифровка подписи |
ПРИЛОЖЕНИЕ 11
ПЕРЕЧЕНЬ СПЕЦИАЛИЗИРОВАННЫХ ОРГАНИЗАЦИЙ
|
№ п/п |
Организация |
Адрес |
|
1 |
Всероссийский научно-исследовательский и конструкторско-технологический институт оборудования нефтеперерабатывающей и нефтехимической промышленности (ВНИКТИнефтехимоборудование) |
400005, г. Волгоград, просп. |
|
им. В.И. Ленина, 98 "Б" |
||
|
Тел. (8442) 23-56-09, 23-87-07 |
||
|
Факс.(8442) 23-13-76 |
||
|
E-mail – info@vniktinho.ru |
||
|
www.vniktinho.ru |
||
|
2 |
Всероссийский научно-исследовательский и проектно-конструкторский институт нефтяного машиностроения (ОАО "ВНИИНефтемаш") |
113191, г. Москва, |
|
4-й Рощинский проезд, 19 / 21 |
||
|
3 |
Научно-исследовательский и конструкторский институт химического машиностроения (ОАО "НИИхиммаш") |
125015, г. Москва, |
|
Б. Новодмитровская ул., 14 |
||
|
4 |
Научно-исследовательский и проектно-конструкторский институт химического машиностроения (ООО "ЛенНИИхиммаш") |
199155, г. Санкт-Петербург, |
|
ул. Уральская, 19, литер. Д, |
||
|
корп. 5. |
||
|
5 |
Центральное конструкторское бюро нефтеаппаратуры (ОАО "ЦКБН") |
142109, г. Подольск, |
|
ул. Комсомольская, 28 |
||
|
6 |
ЗАО "Петрохим инжинеринг" |
129090, г. Москва, |
|
Протопоповский пер., 25, |
||
|
копр. "Б". |