|
|
УТВЕРЖДАЮ |
||
|
Главный инженер ОАО ЛМЗ «Свободный сокол» _________________П.Н. Рублев « 13 » 11 2003 г |
|||
|
Трубы чугунные напорные высокопрочные для электрохимической защиты подземных металлических сооружений |
|||
|
Технические условия |
|||
|
Держатель подлинника - ОАО ЛМЗ «Свободный сокол» |
|||
|
Дата введения с |
|
|
|
|
СОГЛАСОВАНЫ |
РАЗРАБОТАНЫ |
||
|
Главный инженер Управления «Антикор» МГУП «Мосводоканал» ________________В.В. Савельев «____»__________2003 г |
И.о. начальника технического отдела ОАО ЛМЗ "Свободный сокол" ___________________А.В. Минченков « 06 » 11 2003 г |
||
Содержание
1 Область применения
Настоящие технические условия распространяются на трубы чугунные напорные высокопрочные, изготовленные из чугуна с шаровидным графитом (ЧШГ) и предназначенные для использования в качестве анодных заземлителей при выполнении электрохимической защиты подземных металлических сооружений.
Настоящие технические условия применимы к трубам под нахлестное сварное соединение и трубам с раструбным соединением, которые изготавливаются из ЧШГ методом центробежного литья.
Изготовитель поставляет:
- трубы под нахлестное сварное соединение (рисунок А.7);
- трубы с планкой под нахлестное сварное соединение (рисунок А.3);
- трубы с планкой и крышкой под нахлестное сварное соединение (рисунок А.5);
- сварное изделие из труб с раструбным соединением (рисунок А. 2а).
Настоящие технические условия содержат технические требования на материалы, размеры, допуски, механические свойства, методы испытания труб с диаметром условного прохода (Dy) от 100 до 300 мм.
При заказе на поставку труб необходимо указывать условный диаметр внутреннего прохода и длину труб.
Примеры условного обозначения изделий: Труба под нахлестное сварное соединение мерной длины 6000 мм, Dy 100 мм:
- труба ЧШГС-100×6000, ТУ 1461-062-50254094-2003
Труба с планкой под нахлестное сварное соединение мерной длины 6000 мм, Dy 150 мм:
- труба ЧШГСП-150×6000, ТУ 1461-062-50254094-2003
Труба с планкой и крышкой под нахлестное сварное соединение мерной длины 6000 мм, Dy 200 мм:
- труба ЧШГСК-200×6000, ТУ 1461-062-50254094-2003
Сварное изделие из труб с раструбным соединением длиной 12000 мм, толщиной стенки 6 мм, Dy 150 мм:
- изделие ЧШГУ-150-6×12000, ТУ 1461-062-50254094-2003
Сварное изделие из труб с раструбным соединением длиной 12000 мм, толщиной стенки 9 мм, Dy 150 мм:
- изделие ЧШГУ-150-9×12000, ТУ 1461-062-50254094-2003.
2 Нормативные ссылки
В настоящих технических условиях использованы ссылки на следующие стандарты:
ГОСТ 427-75 Линейки измерительные металлические. Технические условия.
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение.
ГОСТ 9012-59 Металлы. Методы испытаний. Измерение твердости по Бринелю.
ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Маркировка, упаковка, транспортирование, хранение.
ГОСТ 27208-87 Отливки из чугуна. Методы механических испытаний.
3 Определения
В настоящих технических условиях используются следующие определения:
3.1 высокопрочный чугун с шаровидным графитом: Тип чугуна, в котором графит присутствует преимущественно в шаровидной форме.
3.2 труба: Отливка с равномерным каналом, с прямой осью, имеющая гладкий и раструбный концы.
3.3 гладкий конец: Конец трубы, помещаемый в раструбное соединение.
3.4 партия: Количество отливок, из которого выбирается образец для испытаний.
4 Технические требования
4.1 Трубы из высокопрочного чугуна с шаровидным графитом должны соответствовать требованиям настоящих технических условий.
4.2 Трубы должны изготавливаться из высокопрочного чугуна с шаровидным графитом.
4.3 Твердость металла труб не должна превышать 230 НВ.
4.4 Механические свойства металла труб, определяемые при испытании образцов на растяжение, должны быть не менее:
|
- Временное сопротивление σв, МПа (кгс/мм2) |
420 (42) |
|
- Условный предел текучести σт, МПа (кгс/мм2) |
300 (30) |
|
- Относительное удлинение δ, % |
10,0 |
Примечание - Величина предела текучести контролируется по требованию потребителя.
4.6 На наружной и внутренней поверхностях труб допускаются пороки, обусловленные способом производства и не влияющие на эксплуатационные характеристики труб.
4.8 Трубы не должны иметь отклонение от прямолинейности на величину более 0,125 % от их длины.
4.9 Размеры и масса труб должны соответствовать величинам, указанным в таблице 3 и на рисунке 7.
4.10 Трубы под нахлестное сварное соединение поставляются мерной длиной (L), равной (6000±100) мм. Сварное изделие из труб с раструбным соединением поставляется мерной длиной (L), равной (12000±100) мм.
4.11 Предельные отклонения по толщине стенки трубы (S) и по наружному диаметру цилиндрической части (DH) не должны превышать величин, указанных в таблицах 1, 3.
4.12 Отклонение фактической массы труб от теоретической не должно превышать:
|
±8%……… |
для труб диаметром Dy от 100 до 200 мм включительно; |
|
±5%……… |
для труб диаметром Dy от 250 до 300 мм включительно. |
Примечание - Допускается превышение максимальной массы трубы при соблюдении всех остальных требований настоящих технических условий.
4.13 Трубы должны быть маркированы краской или иметь литую маркировку. На трубе должны быть нанесены следующие обозначения:
- товарный знак предприятия-изготовителя;
- диаметр условного прохода;
- год изготовления;
- обозначение, что материалом трубы является чугун с шаровидной формой графита (ЧШГ).
4.14 Упаковка, транспортирование и хранение труб, оформление документации должны производиться в соответствии с требованиями ГОСТ 10692-80.
4.15 На каждую отгружаемую потребителю партию труб Поставщик выдает документ о качестве труб, в котором должны быть указаны: наименование предприятия-изготовителя, диаметр труб, их количество и общая длина в метрах, теоретическая масса, предел прочности при растяжении, относительное удлинение и твердость металла труб.
5 Требования безопасности и охраны окружающей среды
5.1 Трубы чугунные взрывобезопасны, нетоксичны, электробезопасны и радиационнобезопасны. Специальных мер безопасности в течение всего срока службы труб не требуется.
5.2 Безопасность труб в процессе эксплуатации обеспечивается:
- структурой металла;
- механическими и технологическими свойствами труб;
- высокой хладостойкостью и коррозионностойкостью металла труб;
- проведением гидроиспытаний;
- применением внутреннего и внешнего защитных покрытий.
5.3 При испытании, хранении, транспортировании и эксплуатации трубы являются экологически безопасной продукцией.
5.4 Отходы производства труб следует использовать для переработки.
6 Правила приемки
6.1 Трубы предъявляются к приемке партиями. Количество проверяемых в партии отливок устанавливается предприятием-изготовителем.
6.2 Трубы из ВЧШГ подвергаются следующим видам контроля:
- визуальный контроль;
- измерительный контроль;
- неразрушающий контроль.
6.3 Визуальному, измерительному и неразрушающему контролю должна быть каждая труба.
6.4 Проверка твердости и механических свойств металла проводится на образцах, изготовленных из любых труб каждого диаметра в проверяемой партии.
6.5 Для труб, прошедших неразрушающий контроль, механические свойства не являются браковочным признаком.
7 Методы испытаний
7.1 Для контроля свойств металла труб от гладкого конца отобранной трубы отрезают кольцо, из которого изготавливают образцы для проведения механических испытаний и определения твердости. Изготовление и испытание образцов проводятся согласно ГОСТ 1497-84 и ГОСТ 27208-87.
7.2 Испытание на твердость металла труб проводится по ГОСТ 9012-59.
7.3 Неразрушающий контроль проводится по методике завода-изготовителя.
7.4 Осмотр труб производится визуально.
7.5 Геометрические размеры труб контролируются стандартными мерительными инструментами по ГОСТ 427-75 или инструментом, изготовленным по чертежам завода-изготовителя.
7.6 Проверка прямолинейности труб проводится визуально. В случае сомнения, отклонение может быть измерено линейкой и щупами или другими методами по методике завода-изготовителя.
8 Транспортирование и хранение
8.1 По заказу потребителя трубы под нахлестное сварное соединение транспортируются в пакетах. Количество труб в пакетах регламентируется документацией завода-изготовителя.
8.2 При перевозке труб автотранспортом длина свисающих концов не должна превышать 25% от длины трубы.
8.3 Хранение труб на складах и строительных площадках без транспортных пакетов должно производиться в штабелях, уложенных на ровных площадках. Нижние и последующие ряды укладываются на прокладки. Раструбы в каждом ряду должны быть направлены попеременно в противоположные стороны.
Допускается складирование труб без прокладок на специальных стеллажах, исключающих раскатывание и повреждение труб.
8.4 При хранении труб высота штабеля не должна превышать 3-х метров.
Приложение А
(рекомендуемое
или обязательное)
Последовательность монтажа электрохимической защиты (вариант 1)
А.1 Смонтированное изделие для электрохимической защиты (вариант 1) показано на рисунке А.1. Последовательность сборки изделия следующая:
А.1.1. Установить в зажимное устройство трубу под нахлестное сварное соединение с крышкой и планкой (поз. I).
А.1.2. Залить дно трубы битумом.
А.1.3 Набить паклей верхнюю часть трубы.
А.1.4 Засыпать сухим песком верхнюю часть трубы, до раструбной части.
А.1.5 Смонтировать кабель.
А.1.6. Залить битумом раструб трубы.
А.1.7 Протянуть сквозь трубу (поз. II) кабель, установить ее в раструб трубы (поз. I) и приварить к ней. Для сварки использовать электроды ОЗЖН/ЛМЗ-3 (изготовитель АО «Спецэлектрод» г. Москва) или другие железо - никелевые электроды.
А.1.8. Протянуть сквозь трубу (поз. III) кабель, закрепить его на планке и приварить трубу (поз. III) к трубе (поз. II).
А.1.9. Протянуть сквозь трубу (поз. II) кабель, установить ее в трубу (поз. III) и приварить к ней.
А.1.10. Повторить А.1.8-А.1.9 необходимое количество раз.
А.1.11. Протянуть сквозь трубу (поз. III) кабель, закрепить его на планке и приварить трубу (поз. III) к трубе (поз. II).
А.1.12. Повторить А.1.3-АЛ .4. К трубе (поз. III) прикрепить внешний кабель.
А.1.13 Залить битумом раструб трубы (поз. III).
А.2. Сварное изделие из труб с раструбным соединением для электрохимической защиты (вариант 2) в сборе показано на рисунке А.2. Последовательность сборки изделия следующая:
А.2.1. Установить в зажимное устройство сварное изделие из труб с раструбным соединением.
А.2.2. Закрепить кабель на планке, протянуть его сквозь изделие.
А.2.3 Набить паклей верхнюю часть изделия.
А.2.4 Засыпать сухим песком верхнюю часть изделия, до раструбной части.
А.2.5 Залить раструбную часть изделия битумом.
А.2.6 Установить в зажимное устройство изделие другой стороной.
А.2.7 Закрепить протянутый кабель на планке.
А.2.8 Повторить А.2.3-А.2.4.
А.2.9 Прикрепить к планке на верхнем раструбе изделия наружный кабель.
А.2.10 Повторить А.2.5
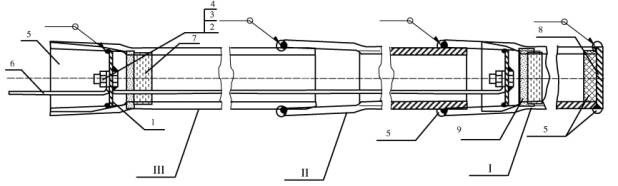
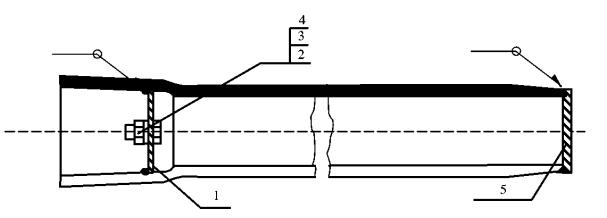
1 - Планка
2 - Болт М12×3,5 5-8.096 (ГОСТ 7798-70)
3 - Гайка Ml2-096 (ГОСТ 5915-70)
4 - Шайба А8.02.016 (ГОСТ 11371-78)
5 - Битум нефтяной изоляционный БНИ II (ГОСТ 9812-74)
6 - Кабель АВББШВ 3×16-0.66 (ГОСТ 16442-80)
7 - Пакля ленточная пропитанная
8 - Крышка
9 - Песок сухой
Рисунок 1 - Общий вид электрохимической защиты (вариант 1, сборочный эскиз)
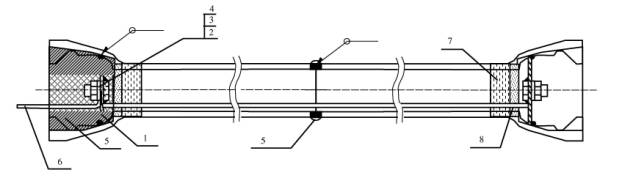
1 - Планка
2 - Болт М12×3,5 5-8.096 (ГОСТ 7798-70)
3 - Гайка M12-096 (ГОСТ 5915-70)
4 - Шайба А8.02.016 (ГОСТ 11371-78)
5 - Битум нефтяной изоляционный БНИII (ГОСТ 9812-74)
6 - Кабель АВББШВ 3×16-0.66 (ГОСТ 16442-80)
7 - Пакля ленточная пропитанная
8 - Песок сухой
Рисунок 2 - Общий вид электрохимической защиты (вариант 2, сборочный эскиз)
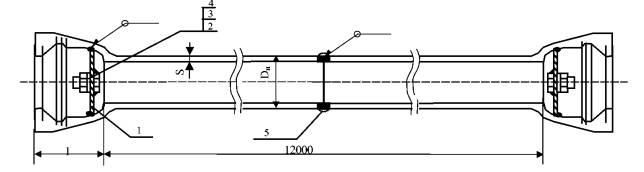
1 - планка, 2 - болт Болт М12×3,5 5-8.096 (ГОСТ 7798-70);3 - Гайка M12-096 (ГОСТ 5915-70); 4 - Шайба А8.02.016 (ГОСТ 11371-78); 5 - Битум нефтяной изоляционный БНИ II (ГОСТ 9812-74)
Таблица 1 |
|
|
Размеры в миллиметрах |
|
|
Условный проход |
Dh |
S |
1 |
Масса изделия, кг |
|
100 |
|
6,0-1,3 |
85 |
195,2 |
|
150 |
|
6,0-1,3 |
90 |
297,6 |
|
200 |
|
6,3-1,5 |
89 |
397,8 |
|
250 |
|
6,8-1,6 |
94 |
522,4 |
|
300 |
|
7,2-1,6 |
98 |
661,2 |
Рисунок 2а Сварное изделие из труб под соединение «Универсал».
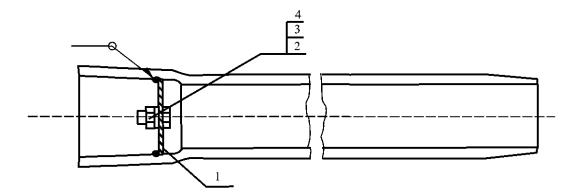
1 - Планка
2 - Болт М12×3,5 5-8.096 (ГОСТ 7798-70)
3 - Гайка M12-096 (ГОСТ 5915-70)
4 - Шайба А8.02.016 (ГОСТ 11371-78)
Рисунок 3 Труба с планкой под нахлестное сварное соединение
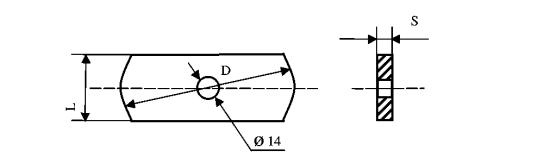
Рисунок 4 Планка
Таблица 1а |
|
Размеры в миллиметрах |
|
|
Усл. проход |
D |
L |
S |
|
100 |
109 |
40 |
12 |
|
150 |
161 |
40 |
12 |
|
200 |
208 |
40 |
12 |
|
250 |
265 |
40 |
12 |
|
300 |
317 |
40 |
12 |
1 - Планка
2 - Болт М12×3,5 5-8.096 (ГОСТ 7798-70)
3 - Гайка M12-096 (ГОСТ 5915-70)
4 - Шайба А8.02.016 (ГОСТ 11371)
5 - Крышка
Рисунок 5 Труба с планкой и крышкой под нахлестное сварное соединение
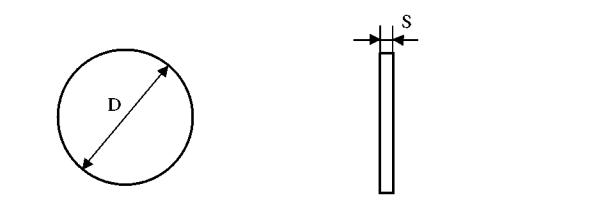
Рисунок 6 Крышка
|
Таблица 2 |
Размеры в миллиметрах |
|
|
Условный проход |
D |
S |
|
100 |
108 |
12 |
|
150 |
160 |
12 |
|
200 |
202 |
12 |
|
250 |
264 |
12 |
|
300 |
316 |
12 |
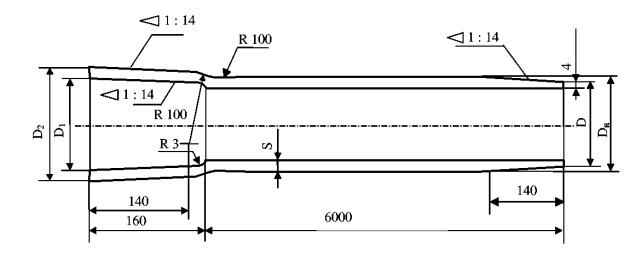
Рисунок 7 Труба под нахлестное сварное соединение
|
Размеры в миллиметрах |
||||||||
|
Условный диаметр |
D |
DH |
D1 |
D2 |
S |
m, кг |
||
|
100 |
108 |
|
117,5 |
137,5 |
6±1 |
9±1 |
94,9 |
138,5 |
|
150 |
160 |
|
169,5 |
189,5 |
6±1 |
9±1 |
143,5 |
211,2 |
|
200 |
202 |
|
221,5 |
241,5 |
6±1 |
9±1 |
190,8 |
282,3 |
|
250 |
264 |
|
273,5 |
293,5 |
6±1 |
9±1 |
249,9 |
370,7 |
|
300 |
316 |
|
325,5 |
345,5 |
6±1 |
9±1 |
315,7 |
469,1 |
9 Лист регистрации изменений
|
Номер изменения |
Дата утверждения |
Перечень измененных пунктов |
Дата введения в действие изменения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|