|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

ТРУБЫ СТАЛЬНЫЕ ДЛЯ ТРУБОПРОВОДОВ
Технические условия
Часть 1
ТРЕБОВАНИЯ К ТРУБАМ КЛАССА А
ISO 3183-1:1996
Petroleum and natural gas industries - Steel
pipes for pipelines - Technical delivery conditions - Part 1:
Pipes of requirement class A
(IDT)
|
|
Москва Стандартинформ 2008 |

Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны», Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ») и Институтом нефтегазовых и химических технологий Самарского государственного технического университета (СамГТУ) на основе аутентичного перевода международного стандарта, указанного в пункте 4, который выполнен Федеральным государственным унитарным предприятием «Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия» (ФГУП «Стандартинформ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 19 декабря 2007 г. № 381-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 3183-1:1996 «Промышленность нефтяная и газовая. Трубы стальные для трубопроводов. Технические условия поставки. Часть 1. Трубы класса A» (ISO 3183-1: 1996 «Petroleum and natural gas industries - Steel pipes for pipelines - Technical delivery conditions - Part 1: Pipes of requirement class А»). Внесено дополнение в приложение Н для удобства пользования стандартом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении I
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
Введение
При подготовке серии международных стандартов ИСО 3183 Технический комитет был единодушен в желании избежать определения качества трубопроводов, имеющих специфическое применение.
Однако комитет признал, что существует несколько основных уровней качества.
Во-первых, комитет признал необходимость обеспечить основной уровень качества по стандарту ANSI/API Spec. 5L [1], соответствующий трубам класса А, который рассматривается в ИСО 3183-1.
Во-вторых, многие потребители предъявляют дополнительные требования к трубам, которые используют, например, для магистральных трубопроводов. Такие дополнительные требования соответствуют трубам класса В, которые рассматриваются в ИСО 3183-2.
В-третьих, имеются некоторые особые требования к применению, которые в свою очередь содержат очень высокие требования к качеству и испытаниям. Такие требования соответствуют классу С и рассматриваются в ИСО 3183-3.
Выбор класса требований зависит от многих факторов: характеристик транспортируемой среды, рабочих условий, правил проектирования и любых установленных законом требований, которые должны учитываться.
Поэтому настоящий стандарт не дает никаких подробных рекомендаций. Окончательный выбор класса требований на трубы в соответствии с областью применения полностью определяет потребитель.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ТРУБЫ СТАЛЬНЫЕ ДЛЯ ТРУБОПРОВОДОВ Технические условия Часть 1 Требования к трубам класса А Steel pipes for pipelines. Specifications. Part 1. Requirements for class A pipes |
Дата введения - 2008-06-01
1 Область применения
Настоящий стандарт определяет технические условия поставки бесшовных и сварных труб из нелегированных и легированных (кроме нержавеющих) сталей, соответствующих по качеству и требованиям к испытаниям уровню класса А.
Настоящий стандарт распространяется на трубы для транспортирования и распределения горючих и негорючих сред (включая воду) в нефтяной и газовой промышленности.
Настоящий стандарт распространяется на стальные трубы, в т.ч. высокопрочные с резьбой и муфты к ним, высокопрочные и особо высокопрочные с гладкими концами, а также трубы с раструбами.
Требования к размерам резьбы и резьбовым калибрам, соглашения о практике измерения, технические условия и сертификация калибров, а также инструменты и методы контроля резьбы приведены в стандарте [2] и применимы к продукции, на которую распространяется настоящий стандарт.
Требования к химическому составу сталей групп прочности L175, L210, L245, L290, L320, L360, L390, L415, L450, L485, L555 и промежуточных от L290 и выше для труб, на которые распространяется настоящий стандарт, приведены в таблице 2.
Для труб нормального и специального исполнений с гладкими концами, как показано в таблицах 8 и 9, а также для труб с резьбой номинального размера больше 12 (таблица 6) обозначения размера относятся к наружному диаметру. Для всех остальных труб обозначения размеров соответствуют номинальным размерам труб. Если заданы ограничения на размер трубы (или диапазон изменения размера), то они соответствуют наружному диаметру, за исключением тех случаев, когда они являются номинальными. Такие предельные значения и диапазоны наружного диаметра также относятся к соответствующим номинальным размерам (7.6).
Примечание - Обратите внимание на определение бесшовной трубы в 3.2.2.1.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты:
ИСО 404:1992 Сталь и стальные заготовки. Общие технические условия поставки
ИСО 1027:19831) Гамма-дефектоскопические индикаторы качества изображения для неразрушающего контроля. Принципы и идентификация
1) Действует ИСО 19232-1:2004.
ИСО 2566-1:1984 Сталь. Таблицы перевода величин относительного удлинения. Часть 1. Сталь углеродистая и низколегированная
ИСО 4200:1991 Стальные трубы с гладкими концами, сварные и бесшовные. Общие таблицы размеров и масс на единицу мерной длины
ИСО 4948-1:1982 Стали. Классификация. Часть 1. Классификация сталей на легированные и нелегированные по химическому составу
ИСО/TR 4949:19892) Наименование стали на основе буквенных символов
2) Действует ИСО/TR 4949:2003.
ИСО 6761:1981 Трубы стальные. Разделка концов труб и фитингов под сварку
ИСО 6892:19843) Материалы металлические. Испытание на растяжение
3) Действует ИСО 6892:1998.
ИСО 6929:1987 Продукты из стали. Определение и классификация
ИСО 7500-1:19864) Материалы металлические. Проверка статических одноосных испытательных машин. Часть 1. Машины для испытания на растяжение
4) Действует ИСО 7500-1:2004.
ИСО 8491:19865) Материалы металлические. Трубы (отрезки). Испытание на изгиб
5) Действует ИСО 8491:1998.
ИСО 8492:19866) Материалы металлические. Трубы. Испытание на сплющивание
6) Действует ИСО 8492:1998.
ИСО 10474:1991 Сталь и стальные изделия. Документы о контроле
API Bull 5A2-19927) Рекомендуемая методика по резьбовым многокомпонентным смазкам для обсадных, насосно-компрессорных и магистральных труб
7) Действует API RP 5А3:2003/ИСО 13678:2003.
API RP 5L3:19968) Проведение испытаний на разрыв падающим грузом труб для магистральных трубопроводов
8) Действует API RP 5L3:2003.
API Std 1104-19949) Сварка трубопроводов и оборудование для нее
9) Действует API Std 1104:2005.
АСТМ А 2910) Рекомендуемый порядок указания, какие места рисунков следует считать существенными в установленных предельных значениях
10) Действует АСТМ А 29/А 29М-05.
АСТМ А 370:198911) Методы испытаний и определения для механических испытаний стальных изделий
11) Действует АСТМ А 370-05.
АСТМ А 751:199012) Методы испытаний, порядок их проведения и терминология для химического анализа стальной продукции
12) Действует АСТМ А 751-01.
АСТМ Е 4198913) Методы проверки нагрузок испытательных машин
13) Действует АСТМ Е 4-03.
АСТМ Е 83:199014) Методы проверки и классификации экстензометров
14) Действует АСТМ Е 83-06.
ACM E, часть IX15) Нормы по котлам и сосудам высокого давления
15) Действует ACM E, часть IX-2004.
3 Термины и определения
3.1 Общие положения
Применимо к настоящему стандарту термины и определения по 3.2 должны рассматриваться как дополнительные или отличающиеся от тех, которые даны в ИСО 6929 для стальных изделий.
Кроме того, в настоящем стандарте:
- термин «изготовитель» (manufacturer) относится к фирме, компании или корпорации, ответственной за маркировку изделий и гарантирующей, что продукция соответствует стандарту. Изготовителем может быть как трубопрокатный завод (pipe mill), так и обработчик (processor), изготовитель муфт и/или резьбы. Изготовитель отвечает за полное соответствие требованиям стандарта;
- термин «трубопрокатный завод» относится к фирме, компании или корпорации, которая изготовляет трубу на необходимом оборудовании;
-термин «обработчик» относится также к фирме, компании или корпорации, которая использует оборудование, производящее дополнительную обработку труб, изготовленных на трубопрокатном заводе.
3.2 Виды труб и сварки
3.2.1 Процесс сварки
3.2.1.1 Без наплавляемого металла
a) непрерывная сварка (continuous welding): Процесс формирования шва путем нагревания рулонного проката в печи и механического сжатия сформированных кромок, при этом концы рулонного проката соединяются между собой в стык для обеспечения непрерывной их подачи на сварочный стан.
b) электросварка (electric-welding): Процесс формирования шва способом электросопротивления или электроиндукционной сваркой, при котором края свариваемых изделий механически сжаты, а тепло для сварки выделяется за счет сопротивления электрическому току.
3.2.1.2 С наплавляемым металлом (with filler metal)
a) электродуговая сварка под флюсом (submerged arc-welding): Процесс сварки, при котором соединение кромок происходит при нагреве их электрической дугой или дугами и металлическим электродом без покрытия. Дуга и расплавленный металл при сварке защищаются слоем гранулированного плавкого материала (флюса). Сжатие не используют, и часть или весь наплавленный металл обеспечивается электродом.
b) дуговая сварка металлическим электродом в среде защитного газа (gas metal arc-welding): Процесс сварки, при котором соединение кромок происходит при нагреве их дугой или дугами между непрерывно расходуемым электродом и изделием. Защита осуществляется внешней подачей газа или газовой смеси. Сжатие не используют, и наплавляемый металл подается электродом.
3.2.2 Виды труб
3.2.2.1 бесшовная труба (seamless pipe): Трубное изделие без сварного шва, изготовленное способом горячего деформирования, за которым может следовать холодная обработка для получения требуемой формы, размеров и свойств.
Примечание - Литые трубы в настоящем стандарте не рассматриваются.
3.2.2.2 труба с непрерывным сварным швом (continuous welded pipe): Труба с одним непрерывным продольным швом, описанным в 3.2.1.1, перечисление а) (этот вид трубы - труба печной сварки).
3.2.2.3 электросварная труба (electric-welded pipe): Труба с одним продольным швом, изготовленная способом электросварки, описанным в 3.2.1.1, перечисление b).
3.2.2.4 сварная труба с продольным швом, сваренным под флюсом (longitudinal seam submerged arc-welded pipe): Труба с одним продольным швом, изготовленная способом автоматической дуговой сварки под флюсом, который описан в 3.2.1.2, перечисление а).
3.2.2.5 труба, изготовленная способом дуговой сварки в среде защитного газа (gas metal arc-welded pipe): Труба с одним продольным или спиральным швом, изготовленная способом автоматической дуговой сварки в среде защитного газа, описанным в 3.2.1.2, перечисление b).
3.2.2.6 труба, изготовленная комбинированной сваркой в среде защитного газа и под флюсом (combination gas metal arc-and submerged arc-welded pipe): Труба с одним продольным или спиральным швом, изготовленная комбинацией способов сварки, описанных в 3.2.1.2, перечисления а) и b).
3.2.2.7 труба с двумя швами, сваренными под флюсом (double seam submerged-arc welded pipe): Труба с двумя продольными швами, изготовленная способом автоматической дуговой сварки под флюсом, описанным в 3.2.1.2, перечисление а).
3.2.2.8 труба с двумя швами, сваренными в среде защитного газа (double seam gas metal arc-welded pipe): Труба с двумя швами, изготовленная способом дуговой сварки металлическими электродами в среде защитного газа, описанным в 3.2.1.2, перечисление b).
3.2.2.9 труба с двумя швами, сваренными в среде защитного газа и под флюсом (double seam combination gas metal arc-and submerged arc-welded pipe): Труба с двумя продольными швами, изготовленная комбинацией способов сварки, описанных в 3.2.1.2, перечисления а) и b).
3.2.2.10 труба со спиральным швом, полученным дуговой сваркой под флюсом (helical seam submerged arc-welded pipe): Труба со спиральным швом, изготовленная способом автоматической дуговой сварки под флюсом, описанным в 3.2.1.2, перечисление а) (этот тип трубы также известен как спирально-шовная труба).
3.2.3 Типы сварных швов
3.2.3.1 шов, полученный электросваркой (electric weld): Продольный сварной шов, полученный способом электросварки, описанным в 3.2.1.1, перечисление b).
3.2.3.2 шов, полученный дуговой сваркой под флюсом (submerged arc-weld): Продольный или спиральный шов, полученный способом дуговой сварки под флюсом, описанным в 3.2.1.2, перечисление а).
3.2.3.3 шов, полученный дуговой сваркой в среде защитного газа (gas metal arc-weld): Продольный сварной шов, целиком или частично полученный способом непрерывной дуговой сваркой в среде защитного газа, описанным в 3.2.1.2, перечислении b).
3.2.3.4 стыковочный шов рулонного или листового проката (strip/skelp end weld): Шов, соединяющий концы рулонного или листового проката между собой.
3.2.3.5 соединительный шов (jointer weld): Сварной шов, соединяющий два отрезка труб.
3.2.3.6 прихваточный шов (tack weld): Шов, используемый для выравнивания примыкающих кромок перед сваркой заключительным швом.
3.2.4 Несовершенства и дефекты
3.2.4.1 несовершенства (imperfection): Нарушение непрерывности или неоднородность изделия, установленные методами, описанными в настоящем стандарте.
3.2.4.2 дефект (defect): Недостаток, исключающий приемку изделия в соответствии с настоящим стандартом.
4 Обозначения стали
Стали, приведенные в настоящем стандарте, обозначают в соответствии с таблицей 2, эти обозначения отличаются от приведенных в ИCO/TR4949.
Примечание - В приложении Н приведены обозначения сталей по разным стандартам в сравнении с настоящим стандартом.
5 Информация, предоставляемая потребителем
При оформлении заказов на трубы для трубопроводов, изготовляемые в соответствии с настоящим стандартом, потребитель должен указать следующее:
|
Технические условия |
ГОСТ Р ИСО 3183-1 |
|
Количество труб |
|
|
Группу прочности сталей или класс |
|
|
Вид трубы |
|
|
Размер |
|
|
Номинальный размер |
|
|
Труба нарезная |
таблица 6 |
|
Труба нарезная высокопрочная |
таблица 7 |
|
Труба с гладкими концами |
таблица 8 |
|
Труба высокопрочная с гладкими концами |
таблица 8 |
|
Труба особо высокопрочная с гладкими концами |
таблица 8 |
|
Наружный диаметр |
|
|
Труба нормальная с гладкими концами |
таблица 8 |
|
Специальная труба с гладкими концами |
таблица 8 |
|
Массу одного погонного метра или толщину стенки |
|
|
Номинальную длину |
|
|
Разделку концов |
|
|
Дату поставки и инструкции по перевозке |
|
Потребитель должен также указать в заказе свои требования относительно следующих условий, которые являются дополнительными:
|
Документ соответствия |
|
|
Протоколы химического анализа |
|
|
Требования к минимальной допустимой длине сваренных или соединенных между собой отрезков труб |
|
|
Соединение отрезков труб |
|
|
Высокопрочная труба с резьбовыми концами |
|
|
Альтернативная форма и размер фаски трубы с гладкими концами и наружным диаметром 60,3 мм или более |
|
|
Специальное соединение концов труб |
|
|
Установка муфт на станке |
|
|
Специальный неразрушающий контроль на расслоение |
G.3.9 |
|
Способы устранения дефектов |
|
|
Защитные покрытия для неизолированных труб |
|
|
Способ сварки отрезков труб между собой |
|
|
Контроль продукции потребителем |
Следует обратить внимание на следующие условия, которые являются предметом согласования между заинтересованными сторонами:
|
Сварка концов рулонного проката |
|
|
Химический состав |
|
|
Промежуточные группы прочности сталей |
|
|
Ориентация шва при испытаниях на сплющивание |
8.5.2.2, рисунок 3 |
|
Промежуточные значения диаметров |
|
|
Промежуточные значения толщины стенок |
|
|
Дополнительные требования |
|
|
Неразрушающий контроль электросварных швов |
8.9, SR7 |
|
Неразрушающий контроль бесшовной трубы |
8.9, SR2 |
|
Давление гидравлического испытания |
|
|
Дополнительные гидравлические испытания |
|
|
Длины, применимые для загрузки вагона |
|
|
Нестандартная длина и допуски на длину |
|
|
Муфты из сварных труб |
|
|
Протекторы резьбы |
|
|
Ремонт швов электросварных труб |
8.10.11.3.4, G.5, перечисление б) |
|
Требования к маркировке |
Эту информацию следует располагать в последовательности, приведенной в следующем примере:
Пример
Поставка 1500 м нормальных труб с гладкими концами из стали группы прочности L290, наружным диаметром 457,0 мм, толщиной стенки 10,3 мм и номинальной длиной 12 м (таблица 11), с документом о качестве продукции.
Обозначение в заказе:
1500 м труба ГОСТ Р ИСО 3183-1-L290-457,0×10,3×12 - с документом о качестве продукции.
6 Производство
6.1 Производство труб
Трубы, соответствующие требованиям настоящего стандарта, подпадают под действие ограничений, приведенных в таблице 1.
Таблица 1 - Производимые трубы
|
Вид трубы |
Группа прочности |
|
|
L175 |
От L210 до L555 |
|
|
Бесшовная |
X |
X |
|
Изготовленная с непрерывным сварным швом (печная сварка) |
X |
|
|
Электросварная |
X |
X |
|
С продольным швом, изготовленная дуговой сваркой под флюсом |
|
X |
|
Изготовленная дуговой сваркой в среде защитного газа |
|
X |
|
Изготовленная сочетанием дуговой сварки в среде защитного газа и дуговой сварки под флюсом |
|
X |
|
С двумя швами, изготовленная дуговой сваркой под флюсом1) |
|
X |
|
С двумя швами, изготовленная дуговой сваркой в среде защитного газа1) |
|
X |
|
С двумя швами, изготовленными сочетанием дуговой сварки в среде защитного газа и дуговой сварки под флюсом1) |
|
X |
|
Со спиральным швом, изготовленным дуговой сваркой под флюсом2) |
|
X |
|
1) Наружный диаметр труб с двумя швами должен быть ≥ 914,0 мм. 2) Наружный диаметр труб со спиральным швом должен быть ≥ 114,3 мм. |
||
6.1.1 Электросварные трубы из сталей групп прочности выше L290 должны иметь сварной шов и зону термического влияния, которые подвергнуты термообработке в соответствии с режимом нормализации (примечание). За исключением случаев, когда по согласованию между заинтересованными сторонами может быть применена альтернативная термическая обработка или сочетание термической обработки и химического состава. Если такая замена была сделана, то изготовитель должен показать эффективность выбранного способа, используя взаимно согласованную процедуру, которая должна включать испытания на твердость, анализ микроструктуры или механические испытания, но ограничиваться только ими не обязательно. Для труб из сталей групп прочности L290 и ниже сварной шов должен быть также термически обработан или труба должна быть изготовлена таким образом, чтобы не оставался неотпущенный мартенсит.
Примечание - В процессе изготовления электросварная труба движется в окружающем воздухе. Нормализация обычно определяется как «охлаждение на воздухе». Поэтому используется фраза «чтобы обеспечить термическую обработку в режиме нормализации».
6.1.2 Труба с продольным швом, изготовленная дуговой сваркой под флюсом: не менее чем по одному проходу должно быть на внутренней и наружной поверхностях трубы.
6.1.3 Труба, изготовленная сочетанием газовой сварки металлическим электродом и дуговой сварки под флюсом: сначала должен быть непрерывный процесс газовой дуговой сварки под флюсом, после чего можно приступить к автоматической дуговой сварке под флюсом, не менее чем по одному проходу должно быть на внутренней и наружной поверхностях трубы.
6.1.4 Труба с двумя продольными швами, изготовленная дуговой сваркой под флюсом: швы должны быть разнесены на 180°. Для каждого шва не менее чем один проход должен быть на внутренней и наружной поверхностях трубы.
6.1.5 Труба с двумя продольными швами, изготовленная дуговой сваркой в среде защитного газа: швы должны быть разнесены на 180°. Для каждого шва не менее чем один проход должен быть на внутренней и наружной поверхностях трубы.
6.1.6 Труба с двумя продольными швами, изготовленная сочетанием дуговой сварки в среде защитного газа и дуговой сварки под флюсом: швы должны быть разнесены на угол 180°. Для каждого шва сначала должен быть непрерывный процесс дуговой сварки в среде защитного газа, после чего можно приступить к автоматической дуговой сварке под флюсом, не менее чем с одним проходом изнутри и одним проходом снаружи.
6.1.7 Прихваточные швы должны быть сварены ручной или полуавтоматической сваркой под слоем флюса, электросваркой, сваркой в среде защитного газа, дуговой сваркой, использующей электроды с низким содержанием водорода. Прихваточные швы должны быть удалены механической обработкой или переплавлены при последующей сварке шва.
6.1.8 Труба со спиральным швом, изготовленная дуговой сваркой под флюсом: не менее чем с одним проходом изнутри и одним проходом снаружи.
6.2 Холодное экспандирование
Труба, соответствующая настоящему стандарту, кроме труб непрерывной сварки, должна быть по технологии производителя неэкспандирована или экспандирована в холодном состоянии, если в заказе покупателя не определено иное. Необходимо применять меры, чтобы защитить шов от контакта с внутренним экспандером в процессе механической раздачи трубы.
6.3 Материал
Ширина рулонного или листового проката, используемого для производства спирально-шовных труб, должна быть не менее чем 0,8 наружного диаметра трубы и не более чем 3 наружных диаметра трубы.
6.4 Термическая обработка
Процесс термической обработки должен выполняться в соответствии с документально оформленной процедурой. Трубы по настоящему стандарту могут поставляться в состоянии проката, нормализации, нормализации и отпуска, со снятием остаточного напряжения или старения; а при группе прочности L290 и выше могут быть закалены и отпущены (раздел 9 для требований, применяемых к маркировке).
6.5 Сварка концов рулонного или листового проката для спирально-шовной трубы
Сварной шов концов рулонного или листового проката и спиральный шов изготовленной трубы должны пересекаться на расстоянии более 304,8 мм от торца трубы. По согласованию между заинтересованными сторонами сварные швы концов рулонного или листового проката могут выходить на торец трубы, если они разделены со спиральным швом по длине дуги на 152,4 мм. Торцы стыковочных швов концов рулонного или листового проката, если они будут в изготовленной трубе, должны быть соответствующим образом подготовлены к сварке и должны выполняться автоматической дуговой сваркой под слоем флюса, автоматической дуговой сваркой в среде защитного газа или комбинацией этих способов сварки.
6.6 Контроль
Изготовитель должен обеспечить контроль и следовать процедурам обеспечения идентичности плавки и/или партии, пока все необходимые испытания плавки и/или партии не будут выполнены в соответствии со стандартными требованиями.
7 Технические требования
7.1 Общие положения
Требования, установленные в настоящем стандарте, применяются при условии, что основные технические требования по отбору и подготовке образцов для испытаний и проведению испытаний, изложенные в 8.5.2 и 8.10, выполнены.
Трубы, изготовленные из сталей групп прочности L415 или выше, не могут быть заменены на трубы из сталей групп прочности L360 или ниже без согласия покупателя.
7.2 Химический состав
7.2.1 Химический состав сталей труб, соответствующих настоящему стандарту, за исключением труб, изготовленных из сталей группы прочности L555, должен соответствовать требованиям к химическому составу, приведенным в таблице 2, за исключением случаев, когда по согласованию между потребителем и изготовителем содержание углерода может быть выше указанного в таблице 2. Химический состав промежуточных групп прочности (выше, чем L290) должен соответствовать требованиям, согласованным между заинтересованными сторонами, и эти требования должны быть совместимы с данными таблицы 2 для соответствующего вида трубы. Для сталей групп прочности L290 и выше по согласованию с потребителем могут использоваться другие элементы, кроме ниобия, ванадия и титана. Однако необходима осторожность при определении их количества для любого номинального размера и толщины стенки трубы, так как добавление других элементов может изменить свариваемость металла.
Таблица 2 - Требования к химическому составу стали по плавочному анализу ковшовой пробы9)
|
Вид трубы |
Группа прочности, класс стали |
Массовая доля элементов, % |
|||||
|
Углерод, макс1) |
Марганец |
Фосфор |
Сера, макс. |
||||
|
мин. |
макс. |
мин. |
макс. |
||||
|
Бесшовные |
|||||||
|
Неэкспандированные или с холодным экспандированием |
L175, кл. I |
0,21 |
0,30 |
0,60 |
- |
0,030 |
0,030 |
|
Неэкспандированные или с холодным экспандированием |
L175, кл. II2) |
0,21 |
0,30 |
0,60 |
0,045 |
0,080 |
0,030 |
|
Неэкспандированные или с холодным экспандированием |
L210 |
0,22 |
- |
0,90 |
- |
0,030 |
0,030 |
|
Неэкспандированные или с холодным экспандированием |
L2453) |
0,27 |
- |
1,15 |
- |
0,030 |
0,030 |
|
Неэкспандированные |
L2905) |
0,29 |
- |
1,25 |
- |
0,030 |
0,030 |
|
Неэкспандированные |
L3205), L3605) |
0,31 |
- |
1,35 |
- |
0,030 |
0,030 |
|
С холодным экспандированием |
L2905), L3205) |
0,294) |
- |
1,25 |
- |
0,030 |
0,030 |
|
Неэкспандированные или с холодным экспандированием |
L3905), 6), L4155), 6) |
0,26 |
- |
1,35 |
- |
0,030 |
0,030 |
|
Неэкспандированные или с холодным экспандированием |
L450, L485, L555 |
По согласованию между заинтересованными сторонами |
|||||
|
Сварные |
|||||||
|
Электросварные или с непрерывным швом |
L175, кл. I |
0,21 |
0,30 |
0,60 |
- |
0,030 |
0,030 |
|
Неэкспандированные или с непрерывным швом |
L175, кл. II2) |
0,21 |
0,30 |
0,60 |
0,045 |
0,080 |
0,030 |
|
Неэкспандированные или с холодным экспандированием |
L210 |
0,21 |
- |
0,90 |
- |
0,030 |
0,030 |
|
Неэкспандированные или с холодным экспандированием |
L2453) |
0,26 |
- |
1,15 |
- |
0,030 |
0,030 |
|
Неэкспандированные или с холодным экспандированием |
L2905) |
0,28 |
- |
1,25 |
- |
0,030 |
0,030 |
|
Неэкспандированные |
L3205), L3605) |
0,30 |
- |
1,25 |
- |
0,030 |
0,030 |
|
С холодным экспандированием |
L3205), L3605) |
0,28 |
- |
1,25 |
- |
0,030 |
0,030 |
|
Неэкспандированные или с холодным экспандированием |
L3905), 6), L4155), 6) |
0,26 |
- |
1,35 |
- |
0,030 |
0,030 |
|
Неэкспандированные или с холодным экспандированием |
L4505), 7) |
0,26 |
- |
1,40 |
- |
0,030 |
0,030 |
|
Неэкспандированные или с холодным экспандированием |
L4856) |
0,238) |
- |
1,608) |
- |
0,030 |
0,030 |
|
Неэкспандированные или с холодным экспандированием |
L5559) |
0,188),9) |
- |
1,808), 9) |
- |
0,0309) |
0,0309) |
|
1) Для групп прочности от L290 до L450 для каждого уменьшения содержания углерода на 0,01 % ниже указанного в настоящей таблице допустимо увеличение на 0,05 % максимального содержания марганца, но не более 1,45 % для L360 и ниже и не более 1,60 % для групп прочности выше чем L360. 2) Сталь класса II имеет повышенное содержание фосфора (примечание к 7.2.1, относительно свойств при гибке и нарезании резьбы). 3) Ниобий, ванадий и титан или их сочетания могут применяться по согласованию заинтересованных сторон. 4) Для холодноэкспандированных бесшовных труб наружным диаметром 508 мм и более максимальное содержание углерода должно составлять 0,28 %. 5) Ниобий, ванадий и титан или их сочетания могут использоваться по усмотрению изготовителя. 6) Другие химические составы могут предоставляться по согласованию между заинтересованными сторонами. 7) Для труб из сталей группы прочности L450 наружным диаметром 406,4 мм и более, толщиной стенки 12,7 мм или менее химический состав должен быть таким, как указано, или согласовываться с заинтересованными сторонами. Для таких труб с иными значениями наружных диаметров и толщин стенок химический состав должен согласовываться с заинтересованными сторонами. 8) На каждое уменьшение содержания углерода на 0,01 % ниже установленного максимального значения допускается увеличение содержания марганца на 0,05 % выше установленного максимального значения, но не более чем до 2,0 % 9) Для сталей групп прочности L555 даны ограничения на химический состав плавки, вследствие этого отпадает необходимость в допусках на химический состав (7.2.2). |
|||||||
Примечание - Сталь класса II с повышенным содержанием фосфора имеет лучшие характеристики для нарезания резьбы, чем сталь класса I, но может с большим трудом подвергаться изгибу.
7.2.2 Химический состав стали в изделии должен соответствовать требованиям, приведенным в таблице 2, с допустимыми отклонениями, за исключением труб, изготовленных из сталей группы прочности L555, для которых требования к химическому составу полностью определены в таблице 2.
|
Углерод, %: |
|
|
Бесшовные трубы: |
|
|
Все неэкспандированные и холодноэкспандированные наружным диаметром менее 508 мм |
+0,03 |
|
Холодноэкспандированные наружным диаметром 508 мм и стальные с группой прочности L290 и выше |
+0,04 |
|
Сварные трубы |
+0,04 |
|
Марганец, %: |
|
|
Сталь всех групп прочности до L240 |
+0,05 |
|
Там, где определено минимальное содержание |
-0,05 |
|
Сталь группы прочности L290 и выше |
+0,10 |
|
Фосфор, %: |
+0,01 |
|
Там, где определено минимальное содержание |
-0,01 |
|
Сера, %: |
+0,01 |
7.3 Механические свойства
7.3.1 Критерии приемки
Критерии приемки должны соответствовать следующим требованиям:
- испытание на растяжение - 8.10.2;
- испытание на сплющивание - 8.10.3;
- испытание на изгиб - 8.10.4;
- испытание образцов на изгиб в направляющих - 8.10.5;
- испытание сварного шва на пластичность - 8.10.6;
- испытание на вязкость разрушения - 8.10.7;
- гидравлическое испытание - 8.10.9.
7.3.2 Требования к прочности на растяжение
Механические свойства основного металла труб из стали групп прочности L175, L210, L245, L290, L320, L360, L390, L415, L450, L485 и L555 должны соответствовать нормам, указанным в таблице 3. Механические свойства основного металла труб из сталей промежуточных групп прочности между L290 и L555 должны быть согласованы между заинтересованными сторонами и не противоречить требованиям таблицы 3. Для холодноэкспандированных труб отношение предела текучести металла к пределу прочности при растяжении не должно превышать 0,93. Предел текучести определяется как напряжение при растяжении, необходимое для получения общего удлинения, составляющего 0,5 % расчетной длины образца, измеряемого экстензометром.
Таблица 3 - Требования к механическим свойствам основного металла труб при испытании на растяжение
|
Группа прочности |
Предел текучести при общем удлинении 0,5 % σт0,5, Н/мм2, мин. |
Предел прочности σв, Н/мм2 |
Относительное удлинение1) |
|
|
мин. |
макс. |
|||
|
L175 |
175 |
315 |
|
27 |
|
L210 |
210 |
335 |
|
25 |
|
L245 |
245 |
415 |
|
21 |
|
L290 |
290 |
415 |
|
21 |
|
L320 |
320 |
435 |
|
20 |
|
L360 |
360 |
460 |
|
19 |
|
L390 |
390 |
490 |
|
18 |
|
L415 |
415 |
520 |
|
17 |
|
L450 |
450 |
535 |
|
17 |
|
L485 |
485 |
570 |
|
16 |
|
L555 |
555 |
625 |
825 |
15 |
|
1) Эти значения применимы только к поперечным образцам, вырезанным из тела трубы. При испытаниях продольных образцов эти значения должны быть на две единицы выше. |
||||
7.3.3 Требования к вязкости разрушения
Для сталей группы прочности L555 обязательны следующие требования к энергии ударного разрушения.
Таблица 4 - Обязательные SR3 требования к вязкости разрушения
|
Минимальная энергия удара при температуре 0°С, Дж |
Минимальная доля вязкого излома при температуре 0°С, % |
||
|
Среднее значение трех образцов |
Среднее значение трех образцов |
||
|
всех плавок |
одной плавки |
всех плавок |
одной плавки |
|
68 |
27 |
70 |
40 |
Таблица 5 - Дополнительные SR3B и обязательные SR4 требования к энергии ударного разрушения, основанные на испытаниях образцов по Шарпи и испытаниях на разрыв падающим грузом
|
Минимальная энергия удара при температуре 0°С, Дж |
Минимальная доля вязкого излома при температуре 0°С, % |
||
|
Среднее значение трех образцов |
Среднее значение трех образцов |
||
|
всех плавок |
одной плавки |
всех плавок |
одной плавки |
|
68 |
27 |
60 |
40 |
Для стали группы прочности ниже L555 потребителем могут быть установлены дополнительные испытания в соответствии с приложением D (SR3, SR4 или любые их комбинации).
7.4 Металлургические требования
Для сталей групп прочности выше L290 нормализация всей трубы не является обязательной, но согласно требованиям 6.1.1 термообработка должна воздействовать на всю зону термического влияния, и это должно быть подтверждено металлографическим анализом поперечного сечения шва.
7.5 Внешний вид, несовершенства и дефекты
7.5.1 Для оценки качества изготовления, визуального контроля и устранения дефектов следует применять приложение G.
7.5.2 Пределы отклонений для неразрушающего контроля даны в 8.10.11.
7.6 Размеры, масса и допуски
7.6.1 Общие положения, размеры и масса
Трубы для трубопровода должны изготовляться наружными диаметрами, толщинами стенок и массами, приведенными в таблицах 6-9, 7.6.2 и 7.6.3 соответственно, или размерами и массами, указанными в ИСО 4200, как определено в заказе на поставку.
Таблица 6 - Размеры, масса и испытательное давление нарезных труб для трубопроводов
|
Обозначение номинального размера |
Номинальная масса с резьбой или муфтой1), кг |
Наружный диаметр D, мм |
Толщина |
Внутренний |
Расчетная масса |
Минимальное испытательное давление3), 100 кПа4), для групп прочности |
|||
|
Гладкий конец
М, |
Резьба и |
L175 |
L210 |
L245 |
|||||
|
1/8 |
0,25 |
10,3 |
1,7 |
6,9 |
0,36 |
0,09 |
48 |
48 |
48 |
|
1/4 |
0,43 |
13,7 |
2,2 |
9,3 |
0,62 |
0,09 |
48 |
48 |
48 |
|
3/8 |
0,57 |
17,1 |
2,3 |
12,5 |
0,84 |
0,09 |
48 |
48 |
48 |
|
1/2 |
0,86 |
21,3 |
2,8 |
15,7 |
1,28 |
0,09 |
48 |
48 |
48 |
|
3/4 |
1,14 |
26,7 |
2,9 |
20,9 |
1,70 |
0,09 |
48 |
48 |
48 |
|
1 |
1,70 |
33,4 |
3,4 |
26,6 |
2,52 |
0,09 |
48 |
48 |
48 |
|
11/4 |
2,30 |
42,2 |
3,6 |
35,0 |
3,43 |
0,18 |
69 |
69 |
76 |
|
11/2 |
2,75 |
48,3 |
3,7 |
40,9 |
4,07 |
0,27 |
69 |
69 |
76 |
|
2 |
3,75 |
60,3 |
3,9 |
52,5 |
5,42 |
0,54 |
69 |
69 |
76 |
|
21/2 |
5,90 |
73,0 |
5,2 |
62,6 |
8,69 |
0,82 |
69 |
69 |
76 |
|
3 |
7,70 |
88,9 |
5,5 |
77,9 |
11,31 |
0,82 |
69 |
69 |
76 |
|
31/2 |
9,25 |
101,6 |
5,7 |
90,2 |
13,48 |
1,45 |
83 |
83 |
90 |
|
4 |
11,00 |
114,3 |
6,0 |
102,3 |
16,02 |
2,00 |
83 |
83 |
90 |
|
5 |
15,00 |
141,3 |
6,6 |
128,1 |
21,92 |
2,54 |
83 |
83 |
90 |
|
6 |
19,45 |
168,3 |
7,1 |
154,1 |
28,22 |
3,27 |
- |
83 |
90 |
|
8 |
25,55 |
219,1 |
7,0 |
205,1 |
36,61 |
6,72 |
- |
81 |
94 |
|
8 |
29,35 |
219,1 |
8,2 |
202,7 |
42,65 |
6,36 |
- |
94 |
110 |
|
10 |
32,75 |
273,0 |
7,1 |
258,9 |
46,57 |
9,08 |
- |
66 |
76 |
|
10 |
35,75 |
273,0 |
7,8 |
257,5 |
51,03 |
8,72 |
- |
72 |
84 |
|
10 |
41,85 |
273,0 |
9,3 |
254,5 |
60,50 |
7,90 |
- |
86 |
100 |
|
12 |
45,45 |
323,8 |
8,4 |
307,1 |
65,35 |
14,80 |
- |
65 |
76 |
|
12 |
51,15 |
323,8 |
9,5 |
304,9 |
73,65 |
13,98 |
- |
74 |
86 |
|
14D |
57,00 |
355,6 |
9,5 |
336,6 |
81,08 |
11,17 |
- |
67 |
79 |
|
16D |
65,30 |
406,4 |
9,5 |
387,4 |
92,98 |
13,62 |
- |
59 |
69 |
|
18D |
73,00 |
457,0 |
9,5 |
438,0 |
104,84 |
16,16 |
- |
52 |
61 |
|
20D |
81,00 |
508,0 |
9,5 |
489,0 |
116,78 |
19,07 |
- |
47 |
55 |
|
1) Номинальные массы, резьбы и муфты даны с целью идентификации в заказе. 2) Увеличение массы за счет отделки концов (7.6.4). 3) Значения минимального испытательного давления были рассчитаны по формуле (5) (8.10.9.3) для стандартного испытательного давления, кроме труб группы прочности L175 (все значения) и L210/L245 (до номинального размера 2), которые установлены произвольно. 4) 100 кПа = 1 бар. |
|||||||||
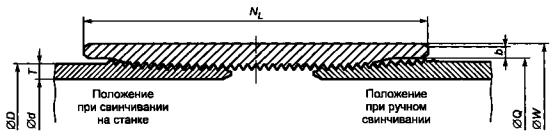
Размеры труб приведены в таблице 6, размеры муфт - в таблице С.1, сведения о резьбе - в [2].
Рисунок 1 - Резьбовое соединение труб
Таблица 7 - Высокопрочные трубы для трубопроводов с резьбой: размеры, масса и испытательное давление
|
Обозначение номинального размера |
Номинальная масса 1 м трубы с резьбой и муфтой1), кг |
Наружный
диаметр |
Толщина
стенки |
Минимальное
испытательное давление2), |
||
|
L175 |
L210 |
L245 |
||||
|
1/8 |
0,31 |
10,3 |
2,4 |
59 |
59 |
59 |
|
1/4 |
0,54 |
13,7 |
3,0 |
59 |
59 |
59 |
|
3/8 |
0,74 |
17,1 |
3,2 |
59 |
59 |
59 |
|
1/2 |
1,09 |
21,3 |
3,7 |
59 |
59 |
59 |
|
3/4 |
1,48 |
26,7 |
3,9 |
59 |
59 |
59 |
|
1 |
2,18 |
33,4 |
4,5 |
59 |
59 |
59 |
|
11/4 |
3,02 |
42,2 |
4,9 |
90 |
103 |
110 |
|
11/2 |
3,66 |
48,3 |
5,1 |
90 |
103 |
110 |
|
2 |
5,07 |
60,3 |
5,5 |
90 |
172 |
172 |
|
21/2 |
7,73 |
73,0 |
7,0 |
90 |
193 |
172 |
|
3 |
10,33 |
88,9 |
7,6 |
90 |
193 |
172 |
|
31/2 |
12,63 |
101,6 |
8,1 |
117 |
193 |
193 |
|
4 |
15,17 |
114,3 |
8,6 |
117 |
190 |
193 |
|
5 |
21,09 |
141,3 |
9,5 |
117 |
169 |
193 |
|
6 |
28,89 |
168,3 |
11,0 |
- |
165 |
192 |
|
8 |
43,90 |
219,1 |
12,7 |
- |
146 |
170 |
|
10 |
55,82 |
273,0 |
12,7 |
- |
117 |
137 |
|
12 |
66,71 |
323,8 |
12,7 |
- |
97 |
114 |
|
1) Номинальные массы, резьбы и муфты даны для идентификации при заказе. 2) Испытательное давление принято условно. Для труб групп прочности L210 и L245 (с номинальными размерами ≥ 21/2) значения могут быть рассчитаны по формуле (5) (8.10.9.3) для стандартных испытаний. 3) 100 кПа = 1 бар. |
||||||
Таблица 8 - Трубы с гладкими концами для трубопроводов: размеры1), масса и испытательное давление2)
|
Обозначение
номинального |
Обозначение стенки |
Номинальная
масса |
Наружный
диаметр |
Толщина |
Внутренний
диаметр |
Минимальное
испытательное давление3), 100 кПа4) |
||
|
L175 |
L210 |
L245 |
||||||
|
1/8 |
|
0,24 |
10,3 |
1,7 |
6,9 |
|
48 |
|
|
1/8 |
XS |
0,31 |
10,3 |
2,4 |
5,5 |
|
59 |
|
|
1/4 |
|
0,42 |
13,7 |
2,2 |
9,3 |
|
48 |
|
|
1/4 |
XS |
0,54 |
13,7 |
3,0 |
7,7 |
|
59 |
|
|
3/8 |
|
0,57 |
17,1 |
2,3 |
12,5 |
|
48 |
|
|
3/8 |
XS |
0,74 |
17,1 |
3,2 |
10,7 |
|
59 |
|
|
1/2 |
|
0,85 |
21,3 |
2,8 |
15,7 |
|
48 |
|
|
1/2 |
XS |
1,09 |
21,3 |
3,7 |
13,9 |
|
59 |
|
|
1/2 |
XXS |
1,71 |
21,3 |
7,5 |
6,3 |
|
69 |
|
|
3/4 |
|
1,13 |
26,7 |
2,9 |
20,9 |
|
48 |
|
|
3/4 |
XS |
1,47 |
26,7 |
3,9 |
18,9 |
|
59 |
|
|
3/4 |
XXS |
2,44 |
26,7 |
7,8 |
11,1 |
|
69 |
|
|
1 |
|
1,68 |
33,4 |
3,4 |
26,6 |
|
48 |
|
|
1 |
XS |
2,17 |
33,4 |
4,5 |
24,4 |
|
59 |
|
|
1 |
XXS |
3,66 |
33,4 |
9,1 |
15,2 |
|
69 |
|
|
11/4 |
|
2,27 |
42,2 |
3,6 |
35,0 |
69 |
83 |
90 |
|
11/4 |
XS |
3,00 |
42,2 |
4,9 |
32,4 |
90 |
124 |
131 |
|
11/4 |
XXS |
5,21 |
42,2 |
9,7 |
22,8 |
96 |
152 |
158 |
|
11/2 |
|
2,72 |
48,3 |
3,7 |
40,9 |
69 |
83 |
90 |
|
11/2 |
XS |
3,63 |
48,3 |
5,1 |
38,1 |
90 |
124 |
131 |
|
11/2 |
XXS |
6,41 |
48,3 |
10,2 |
27,9 |
96 |
152 |
158 |
|
1) Допуски на наружный диаметр и толщину стенки приведены в 7.6.8. Внутренний диаметр является номинальным и приводится для сведения (7.6.2). 2) Испытательное давление применимо к стандартным группам прочности. Давления, допустимые для других групп прочности, приведены в 8.10.9.3. 3) Испытательное давление установлено произвольно. 4) 100 кПа = 1 бар. |
||||||||
Таблица 9 - Трубы с гладкими концами для трубопроводов: размеры 1), масса и испытательное давление2) (для заказа по наружному диаметру)
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
||||||||||
|
L175 |
L210 |
L245 |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
23/83) |
2,03 |
60,3 |
2,1 |
56,1 |
41 |
88 |
102 |
121х |
134х |
150х |
163х |
173х |
188х |
203х |
207 |
|
23/83) |
2,64 |
60,3 |
2,8 |
54,6 |
55 |
117 |
137 |
162х |
178х |
201х |
207 |
207 |
207 |
207 |
207 |
|
23/83) |
3,00 |
60,3 |
3,2 |
53,9 |
69 |
134 |
156 |
185х |
204х |
207 |
207 |
207 |
207 |
207 |
207 |
|
23/8 |
3,38 |
60,3 |
3,6 |
53,1 |
69 |
150 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
23/8 |
3,65 |
60,3 |
3,9 |
52,5 |
69 |
163 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
23/8 |
4,05 |
60,3 |
4,4 |
51,5 |
76 |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
23/8 |
4,39 |
60,3 |
4,8 |
50,7 |
83 |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
23/8 |
5,02 |
60,3 |
5,5 |
49,3 |
90 |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
23/8 |
5,67 |
60,3 |
6,4 |
47,5 |
96 |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
23/8 |
6,28 |
60,3 |
7,1 |
46,1 |
96 |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
23/8 |
9,03 |
60,3 |
11,1 |
38,1 |
96 |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
27/83) |
2,47 |
73,0 |
2,1 |
68,8 |
41 |
72 |
85 |
100х |
110х |
124х |
135х |
143х |
155х |
167х |
192х |
|
27/83) |
3,22 |
73,0 |
2,8 |
67,4 |
55 |
97 |
113 |
133х |
147х |
166х |
180х |
191х |
207 |
207 |
207 |
|
27/83) |
3,67 |
73,0 |
3,2 |
66,6 |
69 |
110 |
129 |
153х |
168х |
189х |
205х |
207 |
207 |
207 |
207 |
|
27/83) |
4,12 |
73,0 |
3,6 |
65,8 |
69 |
124 |
145 |
172х |
189х |
207 |
207 |
207 |
207 |
207 |
207 |
|
27/8 |
4,53 |
73,0 |
4,0 |
65,0 |
69 |
138 |
161 |
191х |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
27/8 |
4,97 |
73,0 |
4,4 |
64,2 |
69 |
152 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
27/8 |
5,40 |
73,0 |
4,8 |
63,4 |
69 |
166 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
27/8 |
5,79 |
73,0 |
5,2 |
62,6 |
69 |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
27/8 |
6,13 |
73,0 |
5,5 |
62,0 |
76 |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
27/8 |
7,01 |
73,0 |
6,4 |
60,2 |
83 |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
27/8 |
7,66 |
73,0 |
7,0 |
59,0 |
90 |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
27/8 |
13,69 |
73,0 |
14,0 |
45,0 |
96 |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
31/23) |
3,03 |
88,9 |
2,1 |
84,7 |
41 |
60 |
69 |
82х |
91х |
102х |
111х |
118х |
128х |
137х |
157х |
|
31/23) |
3,95 |
88,9 |
2,8 |
83,3 |
55 |
79 |
93 |
110х |
121х |
136х |
147х |
157х |
170х |
183х |
207 |
|
31/23) |
4,51 |
88,9 |
3,2 |
82,5 |
69 |
91 |
106 |
125х |
138х |
156х |
168х |
179х |
194х |
207 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
||||||||||
|
L175 |
L210 |
L245 |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
31/23) |
5,86 |
88,9 |
3,6 |
81,7 |
69 |
102 |
119 |
141х |
158х |
175х |
190х |
202х |
207 |
207 |
207 |
|
31/23) |
5,57 |
88,9 |
4,0 |
80,9 |
69 |
113 |
132 |
157х |
173х |
194х |
207 |
207 |
207 |
207 |
207 |
|
31/23) |
6,11 |
88,9 |
4,4 |
80,1 |
69 |
125 |
146 |
172х |
190х |
207 |
207 |
207 |
207 |
207 |
207 |
|
31/2 |
6,65 |
88,9 |
4,8 |
79,3 |
69 |
136 |
159 |
188х |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
31/2 |
7,58 |
88,9 |
5,5 |
77,9 |
69 |
156 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
31/2 |
8,68 |
88,9 |
6,4 |
76,1 |
- |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
31/2 |
9,66 |
88,9 |
7,1 |
74,1 |
- |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
31/2 |
10,25 |
88,9 |
7,6 |
73,7 |
90 |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
31/2 |
18,58 |
88,9 |
15,2 |
58,5 |
- |
172 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
43) |
3,47 |
101,6 |
2,1 |
97,4 |
- |
52 |
61 |
72х |
79х |
89х |
97х |
103х |
112х |
120х |
138х |
|
43) |
4,53 |
101,6 |
2,8 |
96,0 |
41 |
69 |
81 |
93х |
106х |
119х |
129х |
137х |
149х |
160х |
164х |
|
43) |
5,17 |
101,6 |
3,2 |
95,2 |
- |
79 |
93 |
110х |
121х |
136х |
147х |
157х |
170х |
183х |
207 |
|
43) |
5,81 |
101,6 |
3,6 |
94,4 |
55 |
89 |
104 |
123х |
136х |
153х |
168х |
176х |
191х |
206х |
207 |
|
43) |
6,40 |
101,6 |
4,0 |
93,6 |
- |
99 |
116 |
137х |
151х |
170х |
184х |
196х |
207 |
207 |
207 |
|
4 |
7,03 |
101,6 |
4,4 |
92,8 |
69 |
109 |
127 |
151х |
166х |
187х |
203х |
207 |
207 |
207 |
207 |
|
4 |
7,65 |
101,6 |
4,8 |
92,0 |
83 |
119 |
139 |
164х |
181х |
204х |
207 |
207 |
207 |
207 |
207 |
|
4 |
9,11 |
101,6 |
5,7 |
90,2 |
83 |
141 |
165 |
195х |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
4 |
10,01 |
101,6 |
6,4 |
88,8 |
- |
159 |
185 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
4 |
11,16 |
101,6 |
7,1 |
87,4 |
- |
176 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
4 |
12,50 |
101,6 |
8,1 |
85,4 |
117 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
41/23) |
3,92 |
114,3 |
2,1 |
110,1 |
- |
46 |
54 |
64х |
71х |
79х |
88х |
91х |
99х |
107х |
122х |
|
41/23) |
5,84 |
114,3 |
3,2 |
107,9 |
55 |
71 |
82 |
97х |
108х |
121х |
131х |
139х |
151х |
163х |
188х |
|
41/23) |
6,56 |
114,3 |
3,6 |
107,1 |
- |
79 |
93 |
110х |
121х |
136х |
147х |
157х |
170х |
183х |
207 |
|
41/23) |
7,24 |
114,3 |
4,0 |
106,3 |
69 |
86 |
103 |
122х |
134х |
151х |
164х |
174х |
189х |
204 |
207 |
|
41/2 |
7,95 |
114,3 |
4,4 |
105,5 |
- |
97 |
113 |
134х |
148х |
166х |
180х |
192х |
207 |
207 |
207 |
|
41/2 |
8,66 |
114,3 |
4,8 |
104,7 |
83 |
106 |
123 |
146х |
161х |
181х |
197х |
207 |
207 |
207 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
||||||||||
|
L175 |
L210 |
L245 |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
41/2 |
9,32 |
114,3 |
5,2 |
103,9 |
- |
115 |
134 |
158х |
175х |
197х |
207 |
207 |
207 |
207 |
207 |
|
41/2 |
10,01 |
114,3 |
5,6 |
103,1 |
83 |
123 |
144 |
170х |
190х |
207 |
207 |
207 |
207 |
207 |
207 |
|
41/2 |
10,79 |
114,3 |
6,0 |
102,3 |
83 |
132 |
154 |
183х |
202х |
207 |
207 |
207 |
207 |
207 |
207 |
|
41/2 |
11,35 |
114,3 |
6,4 |
101,5 |
- |
141 |
165 |
195х |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
41/2 |
12,66 |
114,3 |
7,1 |
100,1 |
- |
157 |
183 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
41/2 |
13,96 |
114,3 |
7,9 |
98,5 |
- |
174 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
41/2 |
14,98 |
114,3 |
8,6 |
97,1 |
117 |
190 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
41/2 |
19,00 |
114,3 |
11,1 |
92,1 |
- |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
41/2 |
22,51 |
114,3 |
13,5 |
87,3 |
- |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
41/2 |
27,54 |
114,3 |
17,1 |
80,1 |
- |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
59/163) |
4,86 |
141,3 |
2,1 |
137,1 |
- |
37 |
44 |
52х |
57х |
64х |
70х |
74х |
80х |
86х |
99х |
|
59/163) |
7,26 |
141,3 |
3,2 |
134,9 |
48 |
57 |
67 |
79х |
87х |
98х |
106х |
113х |
122х |
132х |
151х |
|
59/163) |
9,01 |
141,3 |
4,0 |
133,3 |
59 |
71 |
83 |
99х |
109х |
122х |
132х |
141х |
153х |
185х |
189х |
|
59/163) |
10,79 |
141,3 |
4,8 |
131,7 |
71 |
96 |
100 |
118х |
130х |
147х |
159х |
169х |
183х |
198х |
207 |
|
59/163) |
12,50 |
141,3 |
5,6 |
130,1 |
83 |
100 |
117 |
138х |
152х |
171х |
186х |
197х |
207 |
207 |
207 |
|
59/163) |
14,62 |
141,3 |
6,6 |
128,1 |
98 |
118 |
137 |
163х |
179х |
202х |
207 |
207 |
207 |
207 |
207 |
|
59/163) |
15,85 |
141,3 |
7,1 |
127,1 |
108 |
127 |
148 |
175х |
193х |
207 |
207 |
207 |
207 |
207 |
207 |
|
59/163) |
17,50 |
141,3 |
7,9 |
125,5 |
117 |
141 |
164 |
195х |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
59/163) |
19,17 |
141,3 |
8,7 |
123,9 |
129 |
155 |
181 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
59/163) |
20,78 |
141,3 |
9,5 |
122,3 |
141 |
169 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
59/163) |
27,04 |
141,3 |
12,7 |
115,9 |
189 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
59/163) |
32,96 |
141,3 |
15,9 |
109,5 |
193 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
59/16 |
38,55 |
141,3 |
19,1 |
103,1 |
193 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
65/83) |
5,80 |
168,3 |
2,1 |
164,1 |
31 |
37 |
54 |
60 |
67 |
73 |
78 |
84 |
91 |
103 |
|
65/83) |
7,59 |
168,3 |
2,8 |
162,7 |
42 |
49 |
72 |
80 |
90 |
97 |
104 |
112 |
121 |
137 |
|
65/83) |
8,88 |
168,3 |
3,2 |
161,9 |
48 |
56 |
83 |
91 |
103 |
111 |
118 |
128 |
138 |
157 |
|
65/83) |
9,76 |
168,3 |
3,6 |
161,1 |
54 |
63 |
93 |
103 |
116 |
125 |
133 |
144 |
156 |
176 |
|
65/83) |
10,78 |
168,3 |
4,0 |
160,3 |
60 |
70 |
103 |
114 |
128 |
139 |
148 |
160 |
173 |
196 |
|
65/8 |
11,85 |
168,3 |
4,4 |
159,5 |
66 |
77 |
114 |
125 |
141 |
153 |
163 |
176 |
190 |
207 |
|
65/8 |
12,92 |
168,3 |
4,8 |
158,7 |
72 |
84 |
124 |
137 |
154 |
167 |
178 |
193 |
207 |
207 |
|
65/8 |
13,92 |
168,3 |
5,2 |
157,9 |
78 |
91 |
134 |
148 |
167 |
181 |
192 |
207 |
207 |
207 |
|
65/8 |
14,98 |
168,3 |
5,6 |
157,1 |
84 |
98 |
145 |
160 |
180 |
195 |
207 |
207 |
207 |
207 |
|
65/8 |
17,02 |
168,3 |
6,4 |
155,5 |
96 |
112 |
165 |
183 |
205 |
207 |
207 |
207 |
207 |
207 |
|
65/8 |
18,97 |
168,3 |
7,1 |
154,1 |
106 |
124 |
184 |
202 |
207 |
207 |
207 |
207 |
207 |
207 |
|
65/8 |
21,04 |
168,3 |
7,9 |
152,5 |
118 |
138 |
204 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
65/8 |
23,08 |
168,3 |
8,7 |
150,9 |
130 |
152 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
65/8 |
25,03 |
168,3 |
9,5 |
149,3 |
142 |
166 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
65/8 |
28,57 |
168,3 |
11,0 |
146,3 |
165 |
192 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
65/8 |
32,71 |
168,3 |
12,7 |
142,9 |
190 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
65/8 |
38,39 |
168,3 |
14,3 |
139,7 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
65/8 |
40,05 |
168,3 |
15,9 |
136,5 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
65/8 |
45,35 |
168,3 |
18,3 |
131,7 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
65/8 |
47,06 |
168,3 |
19,1 |
130,1 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
65/8 |
53,73 |
168,3 |
22,2 |
123,9 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
85/83) |
11,35 |
219,1 |
3,2 |
212,7 |
37 |
43 |
64 |
70 |
79 |
85 |
91 |
99 |
106 |
120 |
|
85/83) |
14,11 |
219,1 |
4,0 |
211,1 |
46 |
54 |
79 |
88 |
99 |
107 |
114 |
123 |
133 |
151 |
|
85/8 |
16,94 |
219,1 |
4,8 |
209,5 |
55 |
64 |
95 |
105 |
118 |
128 |
136 |
148 |
159 |
181 |
|
85/8 |
18,26 |
219,1 |
5,2 |
208,7 |
60 |
70 |
103 |
114 |
128 |
139 |
148 |
160 |
173 |
196 |
|
85/8 |
19,66 |
219,1 |
5,6 |
207,9 |
64 |
75 |
111 |
123 |
138 |
150 |
159 |
173 |
186 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
85/8 |
22,36 |
219,1 |
6,4 |
206,3 |
74 |
86 |
127 |
140 |
158 |
171 |
182 |
197 |
207 |
207 |
|
85/8 |
24,70 |
219,1 |
7,0 |
205,1 |
81 |
94 |
139 |
153 |
173 |
187 |
199 |
207 |
207 |
207 |
|
85/8 |
27,70 |
219,1 |
7,9 |
203,3 |
91 |
106 |
157 |
173 |
195 |
207 |
207 |
207 |
207 |
207 |
|
85/8 |
28,55 |
219,1 |
8,2 |
202,7 |
94 |
110 |
163 |
180 |
202 |
207 |
207 |
207 |
207 |
207 |
|
85/8 |
30,42 |
219,1 |
8,7 |
201,7 |
100 |
117 |
173 |
191 |
207 |
207 |
207 |
207 |
207 |
207 |
|
85/8 |
33,04 |
219,1 |
9,5 |
200,1 |
109 |
127 |
189 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
85/8 |
38,30 |
219,1 |
11,1 |
196,9 |
128 |
149 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
85/8 |
43,39 |
219,1 |
12,7 |
193,7 |
146 |
170 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
85/8 |
48,40 |
219,1 |
14,3 |
190,5 |
164 |
192 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
85/8 |
53,40 |
219,1 |
15,9 |
187,3 |
183 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
85/8 |
60,71 |
219,1 |
18,3 |
182,5 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
85/8 |
63,08 |
219,1 |
19,1 |
180,9 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
85/8 |
67,76 |
219,1 |
20,6 |
177,9 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
85/8 |
72,42 |
219,1 |
22,2 |
174,7 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
85/8 |
81,44 |
219,1 |
25,4 |
168,3 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
103/43) |
17,65 |
273,1 |
4,0 |
265,1 |
37 |
43 |
72 |
80 |
90 |
97 |
103 |
112 |
121 |
137 |
|
103/43) |
21,21 |
273,1 |
4,8 |
263,5 |
44 |
52 |
96 |
96 |
108 |
117 |
124 |
134 |
145 |
164 |
|
103/43) |
22,87 |
273,1 |
5,2 |
262,7 |
48 |
56 |
104 |
104 |
117 |
126 |
134 |
146 |
157 |
178 |
|
103/4 |
24,83 |
273,1 |
5,6 |
261,9 |
52 |
60 |
112 |
112 |
125 |
136 |
145 |
157 |
169 |
192 |
|
103/4 |
28,04 |
273,1 |
6,4 |
260,3 |
59 |
69 |
127 |
127 |
143 |
155 |
165 |
179 |
193 |
207 |
|
103/4 |
31,20 |
273,1 |
7,1 |
258,9 |
66 |
76 |
141 |
141 |
159 |
172 |
183 |
199 |
207 |
207 |
|
103/4 |
34,24 |
273,1 |
7,8 |
257,5 |
72 |
84 |
155 |
155 |
175 |
189 |
201 |
207 |
207 |
207 |
|
103/4 |
38,23 |
273,1 |
8,7 |
255,7 |
80 |
94 |
173 |
173 |
195 |
207 |
207 |
207 |
207 |
207 |
|
103/4 |
40,48 |
273,1 |
9,3 |
254,5 |
86 |
100 |
185 |
185 |
207 |
207 |
207 |
207 |
207 |
207 |
|
103/4 |
48,24 |
273,1 |
11,1 |
250,9 |
102 |
119 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
103/4 |
54,74 |
273,1 |
12,7 |
247,7 |
117 |
137 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
103/4 |
61,15 |
273,1 |
14,3 |
244,5 |
132 |
154 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
103/4 |
67,58 |
273,1 |
15,9 |
241,3 |
147 |
171 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
103/4 |
77,03 |
273,1 |
18,3 |
236,5 |
169 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
103/4 |
86,18 |
273,1 |
20,6 |
231,9 |
190 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
103/4 |
92,28 |
273,1 |
22,2 |
228,7 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
103/4 |
98,30 |
273,1 |
23,8 |
225,5 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
103/4 |
104,13 |
273,1 |
25,4 |
222,3 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
103/4 |
126,83 |
273,1 |
31,8 |
209,5 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
123/43) |
23,11 |
323,9 |
4,4 |
315,1 |
34 |
40 |
59 |
65 |
73 |
79 |
85 |
92 |
99 |
112 |
|
123/43) |
25,22 |
323,9 |
4,8 |
314,3 |
37 |
44 |
64 |
71 |
80 |
87 |
92 |
100 |
108 |
122 |
|
123/43) |
27,20 |
323,9 |
5,2 |
313,5 |
40 |
47 |
70 |
77 |
87 |
94 |
100 |
108 |
117 |
132 |
|
123/43) |
29,31 |
323,9 |
5,6 |
312,7 |
44 |
51 |
75 |
83 |
93 |
101 |
108 |
117 |
126 |
143 |
|
123/43) |
33,38 |
323,9 |
6,4 |
311,1 |
50 |
58 |
86 |
95 |
107 |
116 |
123 |
133 |
144 |
163 |
|
123/4 |
37,42 |
323,9 |
7,1 |
309,7 |
55 |
64 |
95 |
105 |
118 |
128 |
136 |
148 |
159 |
181 |
|
123/4 |
41,45 |
323,9 |
7,9 |
308,1 |
61 |
72 |
106 |
117 |
132 |
143 |
152 |
165 |
177 |
201 |
|
123/4 |
43,77 |
323,9 |
8,4 |
307,1 |
65 |
76 |
113 |
124 |
140 |
152 |
161 |
175 |
189 |
207 |
|
123/4 |
45,58 |
323,9 |
8,7 |
306,5 |
68 |
79 |
117 |
129 |
145 |
157 |
167 |
181 |
195 |
207 |
|
123/4 |
49,56 |
323,9 |
9,5 |
304,9 |
74 |
86 |
128 |
141 |
158 |
172 |
183 |
198 |
207 |
207 |
|
123/4 |
53,52 |
323,9 |
10,3 |
303,3 |
80 |
93 |
138 |
153 |
172 |
186 |
198 |
207 |
207 |
207 |
|
123/4 |
57,59 |
323,9 |
11,1 |
301,7 |
86 |
101 |
149 |
164 |
185 |
200 |
207 |
207 |
207 |
207 |
|
123/4 |
65,42 |
323,9 |
12,7 |
298,5 |
99 |
115 |
171 |
188 |
207 |
207 |
207 |
207 |
207 |
207 |
|
123/4 |
73,15 |
323,9 |
14,3 |
295,3 |
111 |
130 |
192 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
123/4 |
80,93 |
323,9 |
15,9 |
292,1 |
124 |
144 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
123/4 |
88,63 |
323,9 |
17,5 |
288,9 |
136 |
159 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
123/4 |
96,12 |
323,9 |
19,1 |
285,7 |
149 |
173 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
123/4 |
103,53 |
323,9 |
20,6 |
282,7 |
160 |
187 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
123/4 |
110,97 |
323,9 |
22,2 |
279,5 |
173 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
123/4 |
118,33 |
323,9 |
23,8 |
276,3 |
185 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
123/4 |
125,49 |
323,9 |
25,4 |
273,1 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
123/4 |
132,57 |
323,9 |
27,0 |
269,9 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
123/4 |
139,67 |
323,9 |
28,6 |
266,7 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
123/4 |
153,53 |
323,9 |
31,8 |
260,3 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
143) |
27,73 |
355,6 |
4,8 |
346,0 |
34 |
40 |
67 |
73 |
83 |
89 |
95 |
103 |
111 |
126 |
|
143) |
29,91 |
355,6 |
5,2 |
345,2 |
37 |
43 |
72 |
80 |
89 |
97 |
103 |
112 |
121 |
137 |
|
143) |
30,93 |
355,6 |
5,3 |
345,0 |
38 |
44 |
73 |
81 |
91 |
99 |
105 |
114 |
123 |
139 |
|
143) |
32,23 |
355,6 |
5,6 |
344,4 |
40 |
46 |
78 |
86 |
96 |
104 |
111 |
120 |
130 |
147 |
|
143) |
36,71 |
355,6 |
6,4 |
342,8 |
45 |
53 |
89 |
98 |
110 |
119 |
127 |
138 |
148 |
168 |
|
14 |
41,17 |
355,6 |
7,1 |
341,4 |
50 |
59 |
98 |
109 |
122 |
132 |
141 |
153 |
165 |
187 |
|
14 |
45,61 |
355,6 |
7,9 |
339,8 |
56 |
65 |
110 |
121 |
136 |
147 |
157 |
170 |
183 |
207 |
|
14 |
50,17 |
355,6 |
8,7 |
338,2 |
62 |
72 |
121 |
133 |
150 |
162 |
173 |
187 |
202 |
207 |
|
14 |
54,57 |
355,6 |
9,5 |
336,6 |
67 |
79 |
132 |
145 |
163 |
177 |
188 |
204 |
207 |
207 |
|
14 |
58,94 |
355,6 |
10,3 |
335,0 |
73 |
85 |
143 |
158 |
177 |
192 |
204 |
207 |
207 |
207 |
|
14 |
63,44 |
355,6 |
11,1 |
333,4 |
79 |
92 |
154 |
170 |
191 |
207 |
207 |
207 |
207 |
207 |
|
14 |
67,78 |
355,6 |
11,9 |
331,8 |
84 |
98 |
165 |
182 |
205 |
207 |
207 |
207 |
207 |
207 |
|
14 |
72,09 |
355,6 |
12,7 |
330,2 |
90 |
105 |
176 |
194 |
207 |
207 |
207 |
207 |
207 |
207 |
|
14 |
80,66 |
355,6 |
14,3 |
327,0 |
101 |
118 |
198 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
14 |
89,28 |
355,6 |
15,9 |
323,8 |
113 |
131 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
14 |
97,81 |
355,6 |
17,5 |
320,6 |
124 |
145 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
14 |
106,13 |
355,6 |
19,1 |
317,4 |
135 |
158 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
14 |
114,37 |
355,6 |
20,6 |
314,4 |
146 |
170 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
14 |
122,65 |
355,6 |
22,2 |
311,2 |
157 |
184 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
14 |
130,85 |
355,6 |
23,8 |
308,0 |
169 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
14 |
138,84 |
355,6 |
25,4 |
304,8 |
180 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
14 |
146,74 |
355,6 |
27,0 |
301,6 |
191 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
14 |
154,69 |
355,6 |
28,6 |
298,4 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
14 |
170,21 |
355,6 |
31,8 |
292,1 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
163) |
31,75 |
406,4 |
4,8 |
396,8 |
30 |
35 |
58 |
64 |
72 |
78 |
83 |
90 |
97 |
110 |
|
163) |
34,25 |
406,4 |
5,2 |
396,0 |
32 |
38 |
63 |
70 |
78 |
85 |
90 |
98 |
105 |
120 |
|
163) |
36,91 |
406,4 |
5,6 |
395,2 |
35 |
41 |
68 |
75 |
84 |
91 |
97 |
105 |
114 |
129 |
|
163) |
42,05 |
406,4 |
6,4 |
393,6 |
40 |
46 |
78 |
86 |
96 |
104 |
111 |
120 |
130 |
147 |
|
163) |
47,17 |
406,4 |
7,1 |
392,2 |
44 |
51 |
86 |
95 |
107 |
116 |
123 |
134 |
144 |
163 |
|
16 |
52,27 |
406,4 |
7,9 |
390,6 |
49 |
57 |
96 |
106 |
119 |
129 |
137 |
149 |
160 |
182 |
|
16 |
57,52 |
406,4 |
8,7 |
389,0 |
54 |
63 |
106 |
116 |
131 |
142 |
151 |
164 |
177 |
200 |
|
16 |
62,58 |
406,4 |
9,5 |
387,4 |
59 |
69 |
115 |
127 |
143 |
155 |
165 |
179 |
193 |
207 |
|
16 |
67,62 |
406,4 |
10,3 |
385,8 |
64 |
75 |
125 |
138 |
155 |
168 |
179 |
194 |
207 |
207 |
|
16 |
72,80 |
406,4 |
11,1 |
384,2 |
69 |
80 |
135 |
149 |
167 |
181 |
193 |
207 |
207 |
207 |
|
16 |
77,79 |
406,4 |
11,9 |
382,6 |
74 |
86 |
144 |
159 |
179 |
194 |
207 |
207 |
207 |
207 |
|
16 |
82,77 |
406,4 |
12,7 |
381,0 |
79 |
92 |
154 |
170 |
191 |
207 |
207 |
207 |
207 |
207 |
|
16 |
92,66 |
406,4 |
14,3 |
377,8 |
89 |
103 |
173 |
191 |
207 |
207 |
207 |
207 |
207 |
207 |
|
16 |
102,63 |
406,4 |
15,9 |
374,6 |
99 |
115 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
16 |
112,51 |
406,4 |
17,5 |
371,4 |
109 |
127 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
16 |
122,15 |
406,4 |
19,1 |
368,2 |
118 |
138 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
16 |
131,71 |
406,4 |
20,6 |
365,2 |
128 |
149 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
16 |
141,34 |
406,4 |
22,2 |
362,0 |
138 |
161 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
16 |
150,89 |
406,4 |
23,8 |
358,8 |
148 |
172 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
16 |
160,20 |
406,4 |
25,4 |
355,6 |
158 |
184 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
16 |
189,43 |
406,4 |
27,0 |
352,4 |
167 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
16 |
178,72 |
406,4 |
28,6 |
349,2 |
177 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
16 |
187,93 |
406,4 |
30,2 |
346,0 |
187 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
16 |
196,91 |
406,4 |
31,8 |
342,8 |
193 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
183) |
35,76 |
457,0 |
4,8 |
447,4 |
26 |
31 |
52 |
57 |
64 |
70 |
74 |
80 |
87 |
207 |
|
183) |
41,59 |
457,0 |
5,6 |
445,8 |
31 |
36 |
60 |
67 |
75 |
81 |
86 |
94 |
101 |
207 |
|
183) |
47,39 |
457,0 |
6,4 |
444,2 |
35 |
41 |
69 |
76 |
86 |
93 |
99 |
107 |
115 |
207 |
|
183) |
53,18 |
457,0 |
7,1 |
442,8 |
39 |
46 |
77 |
85 |
95 |
103 |
110 |
119 |
128 |
207 |
|
18 |
58,94 |
457,0 |
7,9 |
441,2 |
44 |
51 |
85 |
94 |
106 |
115 |
122 |
132 |
143 |
207 |
|
18 |
64,87 |
457,0 |
8,7 |
439,6 |
48 |
56 |
94 |
104 |
117 |
126 |
134 |
146 |
157 |
207 |
|
18 |
70,59 |
457,0 |
9,5 |
438,0 |
52 |
61 |
102 |
113 |
127 |
138 |
147 |
159 |
171 |
207 |
|
18 |
78,29 |
457,0 |
10,3 |
436,4 |
57 |
66 |
111 |
123 |
138 |
149 |
159 |
172 |
186 |
207 |
|
18 |
82,15 |
457,0 |
11,1 |
434,8 |
61 |
71 |
120 |
132 |
149 |
161 |
171 |
186 |
200 |
207 |
|
18 |
87,81 |
457,0 |
11,9 |
433,2 |
66 |
77 |
128 |
142 |
159 |
173 |
184 |
199 |
207 |
207 |
|
18 |
93,45 |
457,0 |
12,7 |
431,6 |
70 |
82 |
137 |
151 |
170 |
184 |
196 |
207 |
207 |
207 |
|
18 |
104,67 |
457,0 |
14,3 |
428,4 |
79 |
92 |
154 |
170 |
192 |
207 |
207 |
207 |
207 |
207 |
|
18 |
115,98 |
457,0 |
15,9 |
425,2 |
88 |
102 |
172 |
189 |
207 |
207 |
207 |
207 |
207 |
207 |
|
18 |
127,21 |
457,0 |
17,5 |
422,0 |
96 |
113 |
189 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
18 |
138,17 |
457,0 |
19,1 |
418,8 |
105 |
123 |
206 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
18 |
149,06 |
457,0 |
20,6 |
415,8 |
114 |
133 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
18 |
160,03 |
457,0 |
22,2 |
412,6 |
122 |
143 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
18 |
170,92 |
457,0 |
23,8 |
409,4 |
131 |
153 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
18 |
181,56 |
457,0 |
25,4 |
406,2 |
140 |
163 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
18 |
192,11 |
457,0 |
27,0 |
403,0 |
149 |
174 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
18 |
202,75 |
457,0 |
28,6 |
399,8 |
158 |
184 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
18 |
213,31 |
457,0 |
30,2 |
396,6 |
167 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
18 |
223,61 |
457,0 |
31,8 |
393,4 |
175 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
203) |
46,27 |
508,0 |
5,6 |
496,8 |
28 |
32 |
58 |
63 |
71 |
77 |
82 |
89 |
96 |
109 |
|
203) |
52,73 |
508,0 |
6,4 |
495,2 |
32 |
37 |
66 |
73 |
82 |
88 |
94 |
102 |
110 |
125 |
|
203) |
59,18 |
508,0 |
7,1 |
493,8 |
35 |
41 |
73 |
81 |
91 |
98 |
104 |
113 |
122 |
138 |
|
20 |
65,60 |
508,0 |
7,9 |
492,2 |
39 |
46 |
81 |
90 |
101 |
109 |
116 |
126 |
136 |
154 |
|
20 |
72,21 |
508,0 |
8,7 |
490,6 |
43 |
50 |
89 |
99 |
111 |
120 |
128 |
139 |
150 |
170 |
|
20 |
78,60 |
508,0 |
9,5 |
489,0 |
47 |
55 |
98 |
108 |
121 |
131 |
140 |
151 |
163 |
185 |
|
20 |
84,96 |
508,0 |
10,3 |
487,4 |
51 |
60 |
106 |
117 |
131 |
142 |
151 |
164 |
177 |
201 |
|
20 |
91,51 |
508,0 |
11,1 |
485,8 |
55 |
64 |
114 |
126 |
142 |
153 |
163 |
177 |
191 |
207 |
|
20 |
97,83 |
508,0 |
11,9 |
484,2 |
59 |
69 |
122 |
135 |
152 |
164 |
175 |
190 |
205 |
207 |
|
20 |
104,13 |
508,0 |
12,7 |
482,6 |
63 |
74 |
131 |
144 |
162 |
176 |
187 |
203 |
207 |
207 |
|
20 |
116,67 |
508,0 |
14,3 |
479,4 |
71 |
83 |
147 |
162 |
182 |
198 |
207 |
207 |
207 |
207 |
|
20 |
129,33 |
508,0 |
15,9 |
476,2 |
79 |
92 |
163 |
180 |
203 |
207 |
207 |
207 |
207 |
207 |
|
20 |
141,90 |
508,0 |
17,5 |
473,0 |
87 |
101 |
180 |
198 |
207 |
207 |
207 |
207 |
207 |
207 |
|
20 |
154,19 |
508,0 |
19,1 |
469,8 |
95 |
111 |
196 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
20 |
166,40 |
508,0 |
20,6 |
466,8 |
102 |
119 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
20 |
178,72 |
508,0 |
22,2 |
463,6 |
110 |
128 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
20 |
190,96 |
508,0 |
23,8 |
460,4 |
118 |
138 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
20 |
202,92 |
508,0 |
25,4 |
457,2 |
126 |
147 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
20 |
214,80 |
508,0 |
27,0 |
454,0 |
134 |
156 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
20 |
226,78 |
508,0 |
28,6 |
450,8 |
142 |
166 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
20 |
238,68 |
508,0 |
30,2 |
447,6 |
150 |
175 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
20 |
250,31 |
508,0 |
31,8 |
444,4 |
158 |
184 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
20 |
261,86 |
508,0 |
33,3 |
441,4 |
165 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
20 |
273,51 |
508,0 |
34,9 |
438,2 |
173 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
223) |
50,94 |
559,0 |
5,6 |
547,8 |
25 |
29 |
52 |
58 |
65 |
70 |
75 |
81 |
87 |
99 |
|
223) |
58,07 |
559,0 |
6,4 |
546,2 |
29 |
34 |
60 |
66 |
74 |
80 |
86 |
93 |
100 |
113 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
223) |
65,18 |
559,0 |
7,1 |
544,8 |
32 |
37 |
66 |
73 |
82 |
89 |
95 |
103 |
111 |
126 |
|
22 |
72,27 |
559,0 |
7,9 |
543,2 |
36 |
42 |
74 |
81 |
92 |
99 |
106 |
114 |
123 |
140 |
|
22 |
79,56 |
559,0 |
8,7 |
541,6 |
39 |
46 |
81 |
90 |
101 |
109 |
116 |
126 |
136 |
154 |
|
22 |
86,61 |
559,0 |
9,5 |
540,0 |
43 |
50 |
89 |
98 |
110 |
119 |
127 |
138 |
146 |
168 |
|
22 |
93,63 |
559,0 |
10,3 |
538,4 |
46 |
54 |
96 |
106 |
119 |
129 |
138 |
149 |
161 |
182 |
|
22 |
100,86 |
559,0 |
11,1 |
536,8 |
50 |
58 |
104 |
114 |
129 |
139 |
148 |
161 |
173 |
197 |
|
22 |
107,85 |
559,0 |
11,9 |
535,2 |
54 |
63 |
111 |
123 |
138 |
149 |
159 |
172 |
186 |
207 |
|
22 |
114,81 |
559,0 |
12,7 |
533,6 |
57 |
67 |
119 |
131 |
147 |
159 |
170 |
184 |
198 |
207 |
|
22 |
126,67 |
559,0 |
14,3 |
530,4 |
64 |
75 |
134 |
147 |
166 |
180 |
191 |
207 |
207 |
207 |
|
22 |
142,68 |
559,0 |
15,9 |
527,2 |
72 |
84 |
148 |
164 |
184 |
200 |
207 |
207 |
207 |
207 |
|
22 |
156,60 |
559,0 |
17,5 |
524,0 |
79 |
92 |
163 |
180 |
203 |
207 |
207 |
207 |
207 |
207 |
|
22 |
170,21 |
559,0 |
19,1 |
520,8 |
86 |
100 |
178 |
197 |
207 |
207 |
207 |
207 |
207 |
207 |
|
22 |
183,75 |
559,0 |
20,6 |
517,8 |
93 |
108 |
192 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
22 |
197,41 |
559,0 |
22,2 |
514,6 |
100 |
117 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
22 |
211,00 |
559,0 |
23,8 |
511,4 |
107 |
125 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
22 |
224,28 |
559,0 |
25,4 |
508,2 |
115 |
134 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
22 |
237,48 |
559,0 |
27,0 |
505,0 |
122 |
142 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
22 |
250,81 |
559,0 |
28,6 |
501,8 |
129 |
150 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
22 |
264,06 |
559,0 |
30,2 |
498,6 |
136 |
159 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
22 |
277,01 |
559,0 |
31,8 |
495,4 |
143 |
167 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
22 |
289,88 |
559,0 |
33,3 |
492,4 |
150 |
175 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
22 |
302,88 |
559,0 |
34,9 |
489,2 |
157 |
184 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
22 |
315,79 |
559,0 |
36,5 |
486,0 |
165 |
192 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
22 |
328,41 |
559,0 |
38,1 |
482,8 |
172 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
243) |
63,41 |
610,0 |
6,4 |
597,2 |
26 |
31 |
55 |
60 |
68 |
74 |
78 |
85 |
92 |
104 |
|
243) |
71,18 |
610,0 |
7,1 |
595,8 |
29 |
34 |
61 |
67 |
75 |
82 |
87 |
94 |
102 |
115 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
24 |
78,93 |
610,0 |
7,9 |
594,2 |
33 |
38 |
68 |
75 |
84 |
91 |
97 |
105 |
115 |
128 |
|
24 |
86,91 |
610,0 |
8,7 |
592,6 |
36 |
42 |
74 |
82 |
92 |
100 |
107 |
116 |
125 |
141 |
|
24 |
94,62 |
610,0 |
9,5 |
591,0 |
39 |
46 |
81 |
90 |
101 |
109 |
116 |
126 |
136 |
154 |
|
24 |
102,31 |
610,0 |
10,3 |
589,4 |
42 |
49 |
88 |
98 |
110 |
119 |
126 |
137 |
148 |
167 |
|
24 |
110,22 |
610,0 |
11,1 |
587,8 |
46 |
53 |
95 |
105 |
118 |
128 |
136 |
147 |
159 |
180 |
|
24 |
117,86 |
610,0 |
11,9 |
586,2 |
49 |
57 |
102 |
112 |
126 |
137 |
146 |
158 |
170 |
193 |
|
24 |
125,49 |
610,0 |
12,7 |
584,6 |
52 |
61 |
109 |
120 |
135 |
146 |
156 |
169 |
182 |
206 |
|
24 |
140,68 |
610,0 |
14,3 |
581,4 |
59 |
69 |
122 |
135 |
152 |
165 |
175 |
190 |
205 |
207 |
|
24 |
156,03 |
610,0 |
15,9 |
578,2 |
66 |
77 |
136 |
150 |
169 |
183 |
195 |
207 |
207 |
207 |
|
24 |
171,29 |
610,0 |
17,5 |
575,0 |
72 |
84 |
150 |
165 |
186 |
201 |
207 |
207 |
207 |
207 |
|
24 |
186,23 |
610,0 |
19,1 |
571,8 |
79 |
92 |
163 |
180 |
203 |
207 |
207 |
207 |
207 |
207 |
|
24 |
201,09 |
610,0 |
20,6 |
568,8 |
85 |
99 |
176 |
195 |
207 |
207 |
207 |
207 |
207 |
207 |
|
24 |
216,10 |
610,0 |
22,2 |
565,6 |
92 |
107 |
190 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
24 |
231,03 |
610,0 |
23,8 |
562,4 |
98 |
115 |
204 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
24 |
245,64 |
610,0 |
25,4 |
559,2 |
105 |
122 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
24 |
260,17 |
610,0 |
27,0 |
556,0 |
112 |
130 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
24 |
274,84 |
610,0 |
28,6 |
552,8 |
118 |
138 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
24 |
289,44 |
610,0 |
30,2 |
549,6 |
125 |
146 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
24 |
303,71 |
610,0 |
31,8 |
546,4 |
131 |
153 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
24 |
317,91 |
610,0 |
33,3 |
543,4 |
138 |
160 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
24 |
332,25 |
610,0 |
34,9 |
540,2 |
144 |
168 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
24 |
346,50 |
610,0 |
36,5 |
537,0 |
151 |
176 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
24 |
360,45 |
610,0 |
38,1 |
533,8 |
157 |
184 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
24 |
374,31 |
610,0 |
39,7 |
530,6 |
164 |
191 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
263) |
68,75 |
660,0 |
6,4 |
647,2 |
24 |
29 |
51 |
56 |
63 |
68 |
72 |
79 |
85 |
96 |
|
263) |
77,18 |
660,0 |
7,1 |
645,8 |
27 |
32 |
56 |
62 |
70 |
76 |
80 |
87 |
94 |
107 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
26 |
85,60 |
660,0 |
7,9 |
644,2 |
30 |
35 |
62 |
69 |
78 |
84 |
89 |
97 |
104 |
119 |
|
26 |
94,26 |
660,0 |
8,7 |
642,6 |
33 |
39 |
69 |
76 |
85 |
93 |
98 |
107 |
115 |
131 |
|
26 |
102,63 |
660,0 |
9,5 |
641,0 |
36 |
42 |
75 |
83 |
93 |
101 |
108 |
117 |
126 |
143 |
|
26 |
110,98 |
660,0 |
10,3 |
639,4 |
39 |
46 |
81 |
90 |
101 |
110 |
117 |
126 |
136 |
155 |
|
26 |
119,57 |
660,0 |
11,1 |
637,8 |
42 |
49 |
88 |
97 |
109 |
118 |
126 |
136 |
147 |
167 |
|
26 |
127,88 |
660,0 |
11,9 |
636,2 |
46 |
53 |
94 |
104 |
117 |
127 |
135 |
148 |
157 |
179 |
|
26 |
136,17 |
660,0 |
12,7 |
634,6 |
48 |
57 |
100 |
111 |
125 |
135 |
144 |
156 |
168 |
191 |
|
26 |
152,68 |
660,0 |
14,3 |
631,4 |
55 |
64 |
113 |
125 |
140 |
152 |
162 |
178 |
189 |
207 |
|
26 |
169,38 |
660,0 |
15,9 |
628,2 |
61 |
71 |
126 |
139 |
156 |
169 |
180 |
195 |
207 |
207 |
|
26 |
185,99 |
660,0 |
17,5 |
625,0 |
67 |
78 |
138 |
153 |
172 |
186 |
198 |
207 |
207 |
207 |
|
26 |
202,25 |
660,0 |
19,1 |
621,8 |
73 |
88 |
151 |
167 |
188 |
203 |
207 |
207 |
207 |
207 |
|
26 |
218,43 |
660,0 |
20,6 |
618,8 |
79 |
92 |
163 |
180 |
202 |
207 |
207 |
207 |
207 |
207 |
|
26 |
234,79 |
660,0 |
22,2 |
615,6 |
85 |
99 |
176 |
194 |
207 |
207 |
207 |
207 |
207 |
207 |
|
26 |
251,07 |
660,0 |
23,8 |
612,4 |
91 |
106 |
188 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
26 |
267,00 |
660,0 |
25,4 |
609,2 |
97 |
113 |
201 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
283) |
74,09 |
711,0 |
6,4 |
698,2 |
23 |
26 |
47 |
52 |
58 |
63 |
67 |
73 |
79 |
89 |
|
283) |
83,19 |
711,0 |
7,1 |
696,8 |
25 |
29 |
52 |
58 |
65 |
70 |
75 |
81 |
87 |
99 |
|
28 |
92,26 |
711,0 |
7,9 |
695,2 |
28 |
33 |
58 |
64 |
72 |
78 |
83 |
90 |
97 |
110 |
|
28 |
101,61 |
711,0 |
8,7 |
693,6 |
31 |
36 |
64 |
70 |
79 |
86 |
91 |
99 |
107 |
121 |
|
28 |
110,64 |
711,0 |
9,5 |
692,0 |
34 |
39 |
70 |
77 |
87 |
94 |
100 |
108 |
117 |
132 |
|
28 |
119,65 |
711,0 |
10,3 |
690,4 |
37 |
43 |
76 |
83 |
94 |
102 |
108 |
117 |
126 |
143 |
|
28 |
128,93 |
711,0 |
11,1 |
688,8 |
39 |
46 |
81 |
90 |
101 |
110 |
117 |
126 |
136 |
155 |
|
28 |
137,90 |
711,0 |
11,9 |
687,2 |
42 |
49 |
87 |
96 |
108 |
117 |
126 |
136 |
146 |
166 |
|
28 |
146,85 |
711,0 |
12,7 |
685,6 |
45 |
53 |
93 |
103 |
116 |
125 |
133 |
145 |
156 |
177 |
|
28 |
164,69 |
711,0 |
14,3 |
682,4 |
51 |
59 |
105 |
116 |
130 |
141 |
150 |
163 |
176 |
199 |
|
28 |
182,73 |
711,0 |
15,9 |
679,2 |
56 |
66 |
117 |
129 |
145 |
157 |
167 |
181 |
195 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
28 |
200,68 |
711,0 |
17,5 |
676,0 |
62 |
72 |
128 |
142 |
159 |
173 |
184 |
199 |
195 |
207 |
|
28 |
218,27 |
711,0 |
19,1 |
672,9 |
68 |
79 |
140 |
155 |
174 |
189 |
201 |
207 |
207 |
207 |
|
28 |
235,78 |
711,0 |
20,6 |
669,8 |
73 |
85 |
151 |
167 |
188 |
203 |
207 |
207 |
207 |
207 |
|
28 |
253,48 |
711,0 |
22,2 |
666,6 |
79 |
92 |
163 |
180 |
202 |
207 |
207 |
207 |
207 |
207 |
|
28 |
271,10 |
711,0 |
23,8 |
663,4 |
84 |
98 |
175 |
193 |
207 |
207 |
207 |
207 |
207 |
207 |
|
28 |
288,36 |
711,0 |
25,4 |
660,2 |
90 |
105 |
186 |
206 |
207 |
207 |
207 |
207 |
207 |
207 |
|
303) |
79,43 |
762,0 |
6,4 |
749,2 |
21 |
25 |
44 |
48 |
54 |
59 |
63 |
68 |
73 |
83 |
|
303) |
89,19 |
762,0 |
7,1 |
747,8 |
23 |
27 |
49 |
54 |
60 |
65 |
70 |
75 |
81 |
92 |
|
30 |
98,93 |
762,0 |
7,9 |
746,2 |
26 |
30 |
54 |
60 |
67 |
73 |
77 |
84 |
91 |
103 |
|
30 |
108,95 |
762,0 |
8,7 |
744,6 |
29 |
34 |
60 |
66 |
74 |
80 |
85 |
92 |
100 |
113 |
|
30 |
118,65 |
762,0 |
9,5 |
743,0 |
31 |
37 |
65 |
72 |
81 |
88 |
93 |
101 |
109 |
123 |
|
30 |
128,32 |
762,0 |
10,3 |
741,4 |
34 |
40 |
71 |
78 |
88 |
95 |
101 |
109 |
118 |
134 |
|
30 |
138,29 |
762,0 |
11,1 |
739,8 |
37 |
43 |
76 |
84 |
94 |
102 |
109 |
118 |
127 |
144 |
|
30 |
147,92 |
762,0 |
11,9 |
738,2 |
39 |
46 |
82 |
90 |
101 |
110 |
117 |
126 |
136 |
155 |
|
30 |
157,53 |
762,0 |
12,7 |
736,6 |
42 |
49 |
87 |
96 |
108 |
117 |
125 |
135 |
146 |
165 |
|
30 |
176,69 |
762,0 |
14,3 |
733,4 |
47 |
55 |
98 |
108 |
122 |
132 |
140 |
152 |
164 |
186 |
|
30 |
196,08 |
762,0 |
15,9 |
730,2 |
53 |
61 |
109 |
120 |
135 |
146 |
156 |
169 |
182 |
207 |
|
30 |
215,38 |
762,0 |
17,5 |
727,0 |
58 |
68 |
120 |
132 |
149 |
161 |
172 |
186 |
200 |
207 |
|
30 |
234,29 |
762,0 |
19,1 |
723,8 |
63 |
74 |
131 |
144 |
162 |
178 |
187 |
203 |
207 |
207 |
|
30 |
253,12 |
762,0 |
20,6 |
720,8 |
68 |
79 |
141 |
156 |
175 |
190 |
202 |
207 |
207 |
207 |
|
30 |
272,17 |
762,0 |
22,2 |
717,6 |
73 |
86 |
152 |
168 |
189 |
205 |
207 |
207 |
207 |
207 |
|
30 |
291,14 |
762,0 |
23,8 |
714,4 |
79 |
92 |
163 |
180 |
202 |
207 |
207 |
207 |
207 |
207 |
|
30 |
309,72 |
762,0 |
25,4 |
711,2 |
84 |
98 |
174 |
192 |
207 |
207 |
207 |
207 |
207 |
207 |
|
30 |
328,22 |
762,0 |
27,0 |
708,0 |
89 |
104 |
185 |
204 |
207 |
207 |
207 |
207 |
207 |
207 |
|
30 |
346,93 |
762,0 |
28,6 |
704,8 |
95 |
110 |
196 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
30 |
365,56 |
762,0 |
30,2 |
701,6 |
100 |
117 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
30 |
383,81 |
762,0 |
31,8 |
698,4 |
105 |
123 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
323) |
84,77 |
813,0 |
6,4 |
800,2 |
20 |
23 |
41 |
45 |
51 |
55 |
59 |
64 |
69 |
78 |
|
323) |
95,19 |
813,0 |
7,1 |
798,8 |
22 |
26 |
46 |
50 |
57 |
61 |
65 |
71 |
76 |
86 |
|
32 |
105,59 |
813,0 |
7,9 |
797,2 |
24 |
29 |
51 |
56 |
63 |
68 |
73 |
79 |
85 |
96 |
|
32 |
116,30 |
813,0 |
8,7 |
795,6 |
27 |
31 |
56 |
62 |
69 |
75 |
80 |
87 |
93 |
106 |
|
32 |
126,66 |
813,0 |
9,5 |
794,0 |
29 |
34 |
61 |
67 |
76 |
82 |
87 |
95 |
102 |
116 |
|
32 |
136,99 |
813,0 |
10,3 |
792,4 |
32 |
37 |
66 |
73 |
82 |
89 |
95 |
103 |
111 |
125 |
|
32 |
147,64 |
813,0 |
11,1 |
790,8 |
34 |
40 |
71 |
79 |
88 |
96 |
102 |
111 |
119 |
135 |
|
32 |
147,94 |
813,0 |
11,9 |
789,2 |
37 |
43 |
76 |
84 |
95 |
103 |
109 |
119 |
128 |
145 |
|
32 |
168,21 |
813,0 |
12,7 |
787,6 |
39 |
46 |
82 |
90 |
101 |
110 |
117 |
127 |
136 |
155 |
|
32 |
188,70 |
813,0 |
14,3 |
784,4 |
44 |
52 |
92 |
101 |
114 |
123 |
131 |
142 |
154 |
174 |
|
32 |
209,43 |
813,0 |
15,9 |
781,2 |
49 |
57 |
102 |
113 |
127 |
137 |
146 |
158 |
171 |
194 |
|
32 |
230,08 |
813,0 |
17,5 |
778,0 |
54 |
63 |
112 |
124 |
139 |
151 |
161 |
174 |
188 |
207 |
|
32 |
250,31 |
813,0 |
19,1 |
774,8 |
59 |
69 |
123 |
135 |
152 |
165 |
175 |
190 |
205 |
207 |
|
32 |
270,47 |
813,0 |
20,6 |
771,8 |
64 |
74 |
132 |
146 |
164 |
178 |
189 |
205 |
207 |
207 |
|
32 |
290,86 |
813,0 |
22,2 |
768,6 |
69 |
80 |
143 |
157 |
177 |
192 |
204 |
207 |
207 |
207 |
|
32 |
311,17 |
813,0 |
23,8 |
765,4 |
74 |
86 |
153 |
169 |
190 |
206 |
207 |
207 |
207 |
207 |
|
32 |
331,08 |
813,0 |
25,4 |
762,2 |
79 |
92 |
163 |
180 |
202 |
207 |
207 |
207 |
207 |
207 |
|
32 |
350,90 |
813,0 |
27,0 |
759,0 |
84 |
98 |
173 |
191 |
207 |
207 |
207 |
207 |
207 |
207 |
|
32 |
370,96 |
813,0 |
28,6 |
755,8 |
89 |
103 |
184 |
203 |
207 |
207 |
207 |
207 |
207 |
207 |
|
32 |
390,94 |
813,0 |
30,2 |
752,6 |
94 |
109 |
194 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
32 |
410,51 |
813,0 |
31,8 |
749,4 |
99 |
115 |
204 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
343) |
90,11 |
864,0 |
6,4 |
851,2 |
19 |
22 |
39 |
43 |
48 |
52 |
55 |
60 |
65 |
73 |
|
343) |
101,19 |
864,0 |
7,1 |
849,8 |
21 |
24 |
43 |
47 |
53 |
58 |
61 |
67 |
72 |
81 |
|
34 |
112,25 |
864,0 |
7,9 |
848,2 |
23 |
27 |
48 |
53 |
59 |
64 |
68 |
74 |
80 |
91 |
|
34 |
123,65 |
864,0 |
8,7 |
846,6 |
25 |
30 |
53 |
58 |
65 |
71 |
75 |
82 |
88 |
100 |
|
34 |
134,67 |
864,0 |
9,5 |
845,0 |
28 |
32 |
57 |
63 |
71 |
11 |
82 |
89 |
96 |
109 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
34 |
145,67 |
864,0 |
10,3 |
843,4 |
30 |
35 |
62 |
69 |
77 |
84 |
89 |
97 |
104 |
118 |
|
34 |
157,00 |
864,0 |
11,1 |
841,8 |
32 |
38 |
67 |
74 |
83 |
90 |
96 |
104 |
112 |
127 |
|
34 |
167,95 |
864,0 |
11,9 |
840,2 |
35 |
40 |
72 |
79 |
89 |
97 |
103 |
112 |
120 |
136 |
|
34 |
178,89 |
864,0 |
12,7 |
838,6 |
37 |
43 |
77 |
85 |
95 |
103 |
110 |
119 |
128 |
146 |
|
34 |
200,70 |
864,0 |
14,3 |
835,4 |
42 |
49 |
86 |
95 |
107 |
116 |
124 |
134 |
144 |
164 |
|
34 |
222,78 |
864,0 |
15,9 |
832,2 |
46 |
54 |
96 |
106 |
119 |
129 |
137 |
149 |
161 |
182 |
|
34 |
244,77 |
864,0 |
17,5 |
829,0 |
51 |
60 |
106 |
117 |
131 |
142 |
151 |
164 |
177 |
201 |
|
34 |
266,33 |
864,0 |
19,1 |
825,8 |
56 |
65 |
115 |
127 |
143 |
155 |
165 |
179 |
193 |
207 |
|
34 |
287,81 |
864,0 |
20,6 |
822,8 |
60 |
70 |
124 |
137 |
155 |
167 |
178 |
193 |
207 |
207 |
|
34 |
309,55 |
864,0 |
22,2 |
819,6 |
65 |
76 |
134 |
148 |
167 |
180 |
192 |
207 |
207 |
207 |
|
34 |
331,21 |
864,0 |
23,8 |
816,4 |
69 |
81 |
144 |
159 |
179 |
193 |
206 |
207 |
207 |
207 |
|
34 |
352,44 |
864,0 |
25,4 |
813,2 |
74 |
86 |
153 |
169 |
191 |
206 |
207 |
207 |
207 |
207 |
|
34 |
373,59 |
864,0 |
27,0 |
810,0 |
79 |
92 |
163 |
180 |
203 |
207 |
207 |
207 |
207 |
207 |
|
34 |
394,99 |
864,0 |
28,6 |
806,8 |
83 |
97 |
173 |
191 |
207 |
207 |
207 |
207 |
207 |
207 |
|
34 |
416,31 |
864,0 |
30,2 |
803,6 |
88 |
103 |
182 |
201 |
207 |
207 |
207 |
207 |
207 |
207 |
|
34 |
437,21 |
864,0 |
31,8 |
800,4 |
93 |
108 |
192 |
207 |
207 |
207 |
207 |
207 |
207 |
207 |
|
363) |
95,45 |
914,0 |
6,4 |
901,2 |
18 |
21 |
37 |
40 |
45 |
49 |
52 |
57 |
61 |
69 |
|
363) |
107,20 |
914,0 |
7,1 |
899,8 |
20 |
23 |
41 |
45 |
50 |
55 |
58 |
63 |
68 |
77 |
|
36 |
118,92 |
914,0 |
7,9 |
898,2 |
22 |
25 |
45 |
50 |
56 |
61 |
65 |
70 |
75 |
86 |
|
36 |
131,00 |
914,0 |
8,7 |
896,6 |
24 |
28 |
50 |
55 |
62 |
67 |
71 |
77 |
83 |
94 |
|
36 |
142,68 |
914,0 |
9,5 |
895,0 |
26 |
31 |
54 |
60 |
67 |
73 |
78 |
84 |
91 |
103 |
|
36 |
154,34 |
914,0 |
10,3 |
893,4 |
28 |
33 |
59 |
65 |
73 |
79 |
84 |
91 |
98 |
112 |
|
36 |
166,35 |
914,0 |
11,1 |
891,8 |
31 |
36 |
63 |
70 |
79 |
85 |
91 |
98 |
108 |
120 |
|
36 |
177,97 |
914,0 |
11,9 |
890,2 |
33 |
38 |
68 |
75 |
84 |
91 |
97 |
105 |
114 |
129 |
|
36 |
189,57 |
914,0 |
12,7 |
888,6 |
35 |
41 |
73 |
80 |
90 |
98 |
104 |
113 |
121 |
138 |
|
36 |
212,70 |
914,0 |
14,3 |
885,4 |
39 |
46 |
82 |
90 |
101 |
110 |
117 |
127 |
137 |
155 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
36 |
236,13 |
914,0 |
15,9 |
882,2 |
44 |
51 |
91 |
100 |
113 |
122 |
130 |
141 |
152 |
172 |
|
36 |
259,47 |
914,0 |
17,5 |
879,0 |
48 |
56 |
100 |
110 |
124 |
134 |
143 |
155 |
167 |
190 |
|
36 |
282,35 |
914,0 |
19,1 |
875,8 |
53 |
61 |
109 |
120 |
135 |
147 |
156 |
169 |
182 |
207 |
|
36 |
305,16 |
914,0 |
20,6 |
872,8 |
57 |
66 |
118 |
130 |
146 |
158 |
168 |
183 |
197 |
207 |
|
36 |
328,24 |
914,0 |
22,2 |
869,6 |
61 |
71 |
127 |
140 |
157 |
171 |
180 |
197 |
207 |
207 |
|
36 |
351,25 |
914,0 |
23,8 |
866,4 |
66 |
77 |
136 |
150 |
169 |
183 |
195 |
207 |
207 |
207 |
|
36 |
373,80 |
914,0 |
25,4 |
863,2 |
70 |
82 |
145 |
160 |
180 |
195 |
207 |
207 |
207 |
207 |
|
36 |
396,27 |
914,0 |
27,0 |
860,0 |
74 |
87 |
154 |
170 |
191 |
207 |
207 |
207 |
207 |
207 |
|
36 |
419,02 |
914,0 |
28,6 |
856,8 |
79 |
92 |
163 |
180 |
203 |
207 |
207 |
207 |
207 |
207 |
|
36 |
441,69 |
914,0 |
30,2 |
853,6 |
83 |
97 |
172 |
190 |
207 |
207 |
207 |
207 |
207 |
207 |
|
36 |
463,91 |
914,0 |
31,8 |
850,4 |
88 |
102 |
182 |
200 |
207 |
207 |
207 |
207 |
207 |
207 |
|
38 |
125,58 |
965,0 |
7,9 |
949,2 |
21 |
24 |
43 |
47 |
53 |
57 |
61 |
66 |
71 |
81 |
|
38 |
138,35 |
965,0 |
8,7 |
947,6 |
23 |
27 |
47 |
52 |
58 |
63 |
67 |
73 |
79 |
89 |
|
38 |
150,69 |
965,0 |
9,5 |
946,0 |
25 |
29 |
51 |
57 |
64 |
69 |
74 |
80 |
86 |
97 |
|
38 |
163,01 |
965,0 |
10,3 |
944,4 |
27 |
31 |
56 |
61 |
69 |
75 |
80 |
86 |
93 |
106 |
|
38 |
175,71 |
965,0 |
11,1 |
942,8 |
29 |
34 |
60 |
66 |
75 |
81 |
86 |
93 |
100 |
114 |
|
38 |
187,99 |
965,0 |
11,9 |
941,2 |
31 |
36 |
64 |
71 |
80 |
87 |
92 |
100 |
108 |
122 |
|
38 |
200,25 |
965,0 |
12,7 |
939,6 |
33 |
39 |
69 |
76 |
85 |
92 |
98 |
107 |
115 |
130 |
|
38 |
224,71 |
965,0 |
14,3 |
936,4 |
37 |
44 |
77 |
85 |
96 |
104 |
111 |
120 |
129 |
147 |
|
38 |
249,48 |
965,0 |
15,9 |
933,2 |
42 |
48 |
86 |
95 |
107 |
116 |
123 |
133 |
144 |
163 |
|
38 |
274,16 |
965,0 |
17,5 |
930,0 |
46 |
53 |
95 |
104 |
118 |
127 |
135 |
147 |
158 |
180 |
|
38 |
298,37 |
965,0 |
19,1 |
926,8 |
50 |
58 |
103 |
114 |
128 |
139 |
148 |
160 |
173 |
196 |
|
38 |
322,50 |
965,0 |
20,6 |
923,8 |
54 |
63 |
111 |
123 |
138 |
150 |
159 |
173 |
186 |
207 |
|
38 |
346,93 |
965,0 |
22,2 |
920,6 |
58 |
68 |
120 |
133 |
149 |
161 |
172 |
186 |
201 |
207 |
|
38 |
371,28 |
965,0 |
23,8 |
917,4 |
62 |
73 |
129 |
142 |
160 |
173 |
184 |
200 |
207 |
207 |
|
38 |
395,16 |
965,0 |
25,4 |
914,2 |
66 |
77 |
137 |
152 |
171 |
185 |
197 |
207 |
207 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
38 |
418,96 |
965,0 |
27,0 |
911,0 |
71 |
82 |
146 |
161 |
181 |
196 |
207 |
207 |
207 |
207 |
|
38 |
443,05 |
965,0 |
28,6 |
907,8 |
75 |
87 |
155 |
171 |
192 |
207 |
207 |
207 |
207 |
207 |
|
38 |
467,06 |
965,0 |
30,2 |
904,6 |
79 |
92 |
163 |
180 |
203 |
207 |
207 |
207 |
207 |
207 |
|
38 |
490,61 |
965,0 |
31,8 |
901,4 |
83 |
97 |
172 |
190 |
207 |
207 |
207 |
207 |
207 |
207 |
|
40 |
132,25 |
1016,0 |
7,9 |
1000,2 |
20 |
23 |
41 |
45 |
50 |
55 |
58 |
63 |
68 |
77 |
|
40 |
145,69 |
1016,0 |
8,7 |
998,6 |
22 |
25 |
45 |
49 |
55 |
60 |
64 |
69 |
75 |
85 |
|
40 |
158,70 |
1016,0 |
9,5 |
997,0 |
24 |
27 |
49 |
54 |
61 |
66 |
70 |
76 |
82 |
93 |
|
40 |
171,68 |
1016,0 |
10,3 |
995,4 |
26 |
30 |
53 |
58 |
66 |
71 |
76 |
82 |
89 |
100 |
|
40 |
185,06 |
1016,0 |
11,1 |
993,8 |
28 |
32 |
57 |
63 |
71 |
77 |
82 |
88 |
95 |
108 |
|
40 |
198,01 |
1016,0 |
11,9 |
992,2 |
30 |
34 |
61 |
67 |
76 |
82 |
87 |
95 |
102 |
116 |
|
40 |
210,93 |
1016,0 |
12,7 |
990,6 |
32 |
37 |
65 |
72 |
81 |
88 |
93 |
101 |
109 |
124 |
|
40 |
236,71 |
1016,0 |
14,3 |
987,4 |
35 |
41 |
73 |
81 |
91 |
99 |
105 |
114 |
123 |
139 |
|
40 |
262,83 |
1016,0 |
15,9 |
984,2 |
39 |
46 |
82 |
90 |
101 |
110 |
117 |
127 |
137 |
155 |
|
40 |
288,86 |
1016,0 |
17,5 |
981,0 |
43 |
51 |
90 |
99 |
112 |
121 |
129 |
140 |
150 |
171 |
|
40 |
314,39 |
1016,0 |
19,1 |
977,8 |
47 |
55 |
98 |
108 |
122 |
132 |
140 |
152 |
164 |
186 |
|
40 |
339,84 |
1016,0 |
20,6 |
974,8 |
51 |
60 |
106 |
117 |
131 |
142 |
151 |
164 |
177 |
201 |
|
40 |
365,62 |
1016,0 |
22,2 |
971,6 |
55 |
64 |
114 |
126 |
142 |
153 |
163 |
177 |
191 |
207 |
|
40 |
391,32 |
1016,0 |
23,8 |
968,4 |
59 |
69 |
122 |
135 |
152 |
164 |
175 |
190 |
205 |
207 |
|
40 |
416,52 |
1016,0 |
25,4 |
965,2 |
63 |
74 |
131 |
144 |
162 |
176 |
187 |
203 |
207 |
207 |
|
40 |
441,64 |
1016,0 |
27,0 |
962,0 |
67 |
78 |
139 |
153 |
172 |
187 |
199 |
207 |
207 |
207 |
|
40 |
467,08 |
1016,0 |
28,6 |
958,8 |
71 |
83 |
147 |
162 |
182 |
198 |
207 |
207 |
207 |
207 |
|
40 |
492,44 |
1016,0 |
30,2 |
955,6 |
75 |
87 |
155 |
171 |
193 |
207 |
207 |
207 |
207 |
207 |
|
40 |
517,31 |
1016,0 |
31,8 |
952,4 |
79 |
92 |
163 |
180 |
203 |
207 |
207 |
207 |
207 |
207 |
|
42 |
153,04 |
1067,0 |
8,7 |
1049,6 |
21 |
24 |
43 |
47 |
53 |
57 |
61 |
66 |
71 |
81 |
|
42 |
166,71 |
1067,0 |
9,5 |
1048,0 |
22 |
26 |
46 |
51 |
58 |
63 |
67 |
72 |
78 |
88 |
|
42 |
180,35 |
1067,0 |
10,3 |
1046,4 |
24 |
28 |
50 |
56 |
60 |
68 |
72 |
78 |
84 |
96 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
42 |
194,42 |
1067,0 |
11,1 |
1044,8 |
26 |
31 |
54 |
60 |
67 |
73 |
78 |
84 |
91 |
103 |
|
42 |
208,03 |
1067,0 |
11,9 |
1043,2 |
28 |
33 |
58 |
64 |
72 |
78 |
83 |
90 |
97 |
110 |
|
42 |
221,61 |
1067,0 |
12,7 |
1041,6 |
30 |
35 |
62 |
69 |
77 |
84 |
89 |
96 |
104 |
118 |
|
42 |
248,72 |
1067,0 |
14,3 |
1038,4 |
34 |
39 |
70 |
77 |
87 |
94 |
100 |
109 |
117 |
133 |
|
42 |
276,18 |
1067,0 |
15,9 |
1035,2 |
38 |
44 |
78 |
86 |
97 |
105 |
111 |
121 |
130 |
148 |
|
42 |
303,55 |
1067,0 |
17,5 |
1032,0 |
41 |
48 |
86 |
94 |
106 |
115 |
123 |
133 |
143 |
162 |
|
42 |
330,41 |
1067,0 |
19,1 |
1028,8 |
45 |
53 |
93 |
103 |
116 |
126 |
134 |
145 |
156 |
177 |
|
42 |
357,19 |
1067,0 |
20,6 |
1025,8 |
49 |
57 |
101 |
111 |
125 |
136 |
144 |
156 |
169 |
191 |
|
42 |
384,31 |
1067,0 |
22,2 |
1022,6 |
52 |
61 |
109 |
120 |
135 |
146 |
155 |
169 |
182 |
206 |
|
42 |
411,35 |
1067,0 |
23,8 |
1019,4 |
56 |
66 |
116 |
128 |
145 |
157 |
167 |
181 |
195 |
207 |
|
42 |
437,88 |
1067,0 |
25,4 |
1016,2 |
60 |
70 |
124 |
137 |
154 |
167 |
178 |
193 |
207 |
207 |
|
42 |
464,33 |
1067,0 |
27,0 |
1013,0 |
64 |
74 |
132 |
146 |
164 |
178 |
189 |
205 |
207 |
207 |
|
42 |
491,11 |
1067,0 |
28,6 |
1009,8 |
68 |
79 |
140 |
154 |
174 |
188 |
200 |
207 |
207 |
207 |
|
42 |
517,82 |
1067,0 |
30,2 |
1006,6 |
71 |
83 |
148 |
163 |
183 |
199 |
207 |
207 |
207 |
207 |
|
42 |
544,01 |
1067,0 |
31,8 |
1003,4 |
75 |
88 |
156 |
172 |
193 |
207 |
207 |
207 |
207 |
207 |
|
44 |
160,39 |
1118,0 |
8,7 |
1100,6 |
20 |
23 |
41 |
45 |
50 |
55 |
58 |
63 |
68 |
77 |
|
44 |
174,72 |
1118,0 |
9,5 |
1099,0 |
21 |
25 |
44 |
49 |
55 |
60 |
63 |
69 |
74 |
84 |
|
44 |
189,03 |
1118,0 |
10,3 |
1097,4 |
23 |
27 |
48 |
53 |
60 |
65 |
69 |
75 |
80 |
91 |
|
44 |
203,78 |
1118,0 |
11,1 |
1095,8 |
25 |
29 |
52 |
57 |
64 |
70 |
74 |
80 |
87 |
98 |
|
44 |
218,04 |
1118,0 |
11,9 |
1094,2 |
27 |
31 |
56 |
61 |
69 |
75 |
80 |
86 |
93 |
105 |
|
44 |
232,29 |
1118,0 |
12,7 |
1092,6 |
29 |
33 |
59 |
65 |
74 |
80 |
85 |
92 |
99 |
112 |
|
44 |
260,72 |
1118,0 |
14,3 |
1089,4 |
32 |
38 |
67 |
74 |
83 |
90 |
96 |
104 |
112 |
127 |
|
44 |
289,53 |
1118,0 |
15,9 |
1086,2 |
36 |
42 |
74 |
82 |
92 |
100 |
106 |
115 |
124 |
141 |
|
44 |
318,25 |
1118,0 |
17,5 |
1083,0 |
39 |
46 |
82 |
90 |
101 |
110 |
117 |
127 |
137 |
155 |
|
44 |
346,43 |
1118,0 |
19,1 |
1079,8 |
43 |
50 |
89 |
98 |
111 |
120 |
128 |
138 |
149 |
169 |
|
44 |
374,53 |
1118,0 |
20,6 |
1076,8 |
46 |
54 |
96 |
106 |
119 |
129 |
138 |
149 |
161 |
182 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
44 |
403,00 |
1118,0 |
22,2 |
1073,6 |
50 |
58 |
104 |
114 |
129 |
139 |
148 |
161 |
173 |
197 |
|
44 |
431,39 |
1118,0 |
23,8 |
1070,4 |
54 |
63 |
111 |
123 |
138 |
149 |
159 |
172 |
186 |
207 |
|
44 |
459,24 |
1118,0 |
25,4 |
1067,2 |
57 |
67 |
119 |
131 |
147 |
159 |
170 |
184 |
198 |
207 |
|
44 |
487,01 |
1118,0 |
27,0 |
1064,0 |
61 |
71 |
126 |
139 |
156 |
170 |
180 |
196 |
207 |
207 |
|
44 |
515,14 |
1118,0 |
28,6 |
1060,8 |
64 |
75 |
134 |
147 |
166 |
180 |
191 |
207 |
207 |
207 |
|
44 |
543,19 |
1118,0 |
30,2 |
1057,6 |
68 |
79 |
141 |
156 |
175 |
190 |
202 |
207 |
207 |
207 |
|
44 |
570,71 |
1118,0 |
31,8 |
1054,4 |
72 |
84 |
148 |
164 |
184 |
200 |
207 |
207 |
207 |
207 |
|
46 |
167,74 |
1168,0 |
8,7 |
1150,6 |
20 |
23 |
41 |
45 |
50 |
55 |
58 |
63 |
68 |
77 |
|
46 |
182,73 |
1168,0 |
9,5 |
1149,0 |
21 |
25 |
44 |
49 |
55 |
60 |
63 |
69 |
74 |
84 |
|
46 |
197,70 |
1168,0 |
10,3 |
1147,4 |
23 |
27 |
48 |
53 |
60 |
65 |
69 |
75 |
80 |
91 |
|
46 |
213,13 |
1168,0 |
11,1 |
1145,8 |
25 |
29 |
52 |
57 |
64 |
70 |
74 |
80 |
87 |
98 |
|
46 |
228,06 |
1168,0 |
11,9 |
1144,2 |
27 |
31 |
56 |
61 |
69 |
75 |
80 |
86 |
93 |
105 |
|
46 |
242,97 |
1168,0 |
12,7 |
1142,6 |
29 |
33 |
59 |
65 |
74 |
80 |
85 |
92 |
99 |
112 |
|
46 |
272,73 |
1168,0 |
14,3 |
1139,4 |
32 |
38 |
67 |
74 |
83 |
90 |
96 |
104 |
112 |
127 |
|
46 |
302,88 |
1168,0 |
15,9 |
1136,2 |
36 |
42 |
74 |
82 |
92 |
100 |
106 |
115 |
124 |
141 |
|
46 |
332,95 |
1168,0 |
17,5 |
1133,0 |
39 |
46 |
82 |
90 |
101 |
110 |
117 |
127 |
137 |
155 |
|
46 |
362,45 |
1168,0 |
19,1 |
1129,8 |
43 |
50 |
89 |
98 |
111 |
120 |
128 |
138 |
149 |
169 |
|
46 |
391,88 |
1168,0 |
20,6 |
1126,8 |
46 |
54 |
96 |
106 |
119 |
129 |
138 |
149 |
161 |
182 |
|
46 |
421,69 |
1168,0 |
22,2 |
1123,6 |
50 |
58 |
104 |
114 |
129 |
139 |
148 |
161 |
173 |
197 |
|
46 |
451,42 |
1168,0 |
23,8 |
1120,4 |
54 |
63 |
111 |
123 |
138 |
149 |
159 |
172 |
186 |
207 |
|
46 |
480,60 |
1168,0 |
25,4 |
1117,2 |
57 |
67 |
119 |
131 |
147 |
159 |
170 |
184 |
198 |
207 |
|
46 |
509,69 |
1168,0 |
27,0 |
1114,0 |
61 |
71 |
126 |
139 |
156 |
170 |
180 |
196 |
207 |
207 |
|
46 |
539,17 |
1168,0 |
28,6 |
1110,8 |
64 |
75 |
134 |
147 |
166 |
180 |
191 |
207 |
207 |
207 |
|
46 |
568,57 |
1168,0 |
30,2 |
1107,6 |
68 |
79 |
141 |
156 |
175 |
190 |
202 |
207 |
207 |
207 |
|
46 |
597,41 |
1168,0 |
31,8 |
1104,4 |
72 |
84 |
148 |
164 |
184 |
200 |
207 |
207 |
207 |
207 |
|
48 |
175,08 |
1219,0 |
8,7 |
1201,6 |
18 |
21 |
37 |
41 |
46 |
50 |
53 |
58 |
62 |
71 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
48 |
190,74 |
1219,0 |
9,5 |
1200,0 |
20 |
23 |
41 |
45 |
51 |
55 |
58 |
63 |
68 |
77 |
|
48 |
206,37 |
1219,0 |
10,3 |
1198,4 |
21 |
25 |
44 |
49 |
55 |
59 |
63 |
68 |
74 |
84 |
|
48 |
222,49 |
1219,0 |
11,1 |
1196,8 |
23 |
27 |
48 |
52 |
59 |
64 |
68 |
74 |
79 |
90 |
|
48 |
238,08 |
1219,0 |
11,9 |
1195,2 |
25 |
29 |
51 |
56 |
63 |
69 |
73 |
79 |
85 |
97 |
|
48 |
253,65 |
1219,0 |
12,7 |
1193,6 |
26 |
31 |
54 |
60 |
68 |
73 |
78 |
84 |
91 |
103 |
|
48 |
284,73 |
1219,0 |
14,3 |
1190,4 |
30 |
34 |
61 |
68 |
76 |
82 |
88 |
95 |
102 |
116 |
|
48 |
316,23 |
1219,0 |
15,9 |
1187,2 |
33 |
38 |
68 |
75 |
85 |
92 |
97 |
106 |
114 |
129 |
|
48 |
347,64 |
1219,0 |
17,5 |
1184,0 |
36 |
42 |
75 |
83 |
93 |
101 |
107 |
116 |
125 |
142 |
|
48 |
378,47 |
1219,0 |
19,1 |
1180,8 |
39 |
46 |
82 |
90 |
102 |
110 |
117 |
127 |
137 |
155 |
|
48 |
409,22 |
1219,0 |
20,6 |
1177,8 |
43 |
50 |
88 |
97 |
110 |
119 |
126 |
137 |
148 |
167 |
|
48 |
440,38 |
1219,0 |
22,2 |
1174,6 |
46 |
54 |
95 |
105 |
118 |
128 |
136 |
148 |
159 |
180 |
|
48 |
471,46 |
1219,0 |
23,8 |
1171,4 |
49 |
57 |
102 |
112 |
127 |
137 |
146 |
158 |
170 |
193 |
|
48 |
501,96 |
1219,0 |
25,4 |
1168,2 |
53 |
61 |
109 |
120 |
135 |
146 |
156 |
169 |
182 |
206 |
|
48 |
532,38 |
1219,0 |
27,0 |
1165,0 |
56 |
65 |
116 |
128 |
144 |
155 |
165 |
179 |
193 |
207 |
|
48 |
563,20 |
1219,0 |
28,6 |
1161,8 |
59 |
69 |
122 |
135 |
152 |
165 |
175 |
190 |
205 |
207 |
|
48 |
593,94 |
1219,0 |
30,2 |
1158,6 |
62 |
73 |
129 |
143 |
161 |
174 |
185 |
201 |
207 |
207 |
|
48 |
624,11 |
1219,0 |
31,8 |
1155,4 |
66 |
77 |
136 |
150 |
169 |
183 |
195 |
207 |
207 |
207 |
|
52 |
206,76 |
1321,0 |
9,5 |
1302,0 |
18 |
21 |
38 |
41 |
47 |
50 |
54 |
58 |
63 |
71 |
|
52 |
223,72 |
1321,0 |
10,3 |
1300,4 |
20 |
23 |
41 |
45 |
51 |
55 |
58 |
63 |
68 |
77 |
|
52 |
241,20 |
1321,0 |
11,1 |
1298,8 |
21 |
25 |
44 |
48 |
54 |
59 |
63 |
68 |
73 |
83 |
|
52 |
258,11 |
1321,0 |
11,9 |
1297,2 |
23 |
26 |
47 |
52 |
58 |
63 |
67 |
73 |
79 |
89 |
|
52 |
275,01 |
1321,0 |
12,7 |
1295,6 |
24 |
28 |
50 |
55 |
62 |
67 |
72 |
78 |
84 |
95 |
|
52 |
308,74 |
1321,0 |
14,3 |
1292,4 |
27 |
32 |
57 |
62 |
70 |
76 |
81 |
88 |
95 |
107 |
|
52 |
342,93 |
1321,0 |
15,9 |
1289,2 |
30 |
35 |
63 |
69 |
78 |
84 |
90 |
97 |
105 |
119 |
|
52 |
377,03 |
1321,0 |
17,5 |
1286,0 |
33 |
39 |
69 |
76 |
86 |
93 |
99 |
107 |
116 |
131 |
|
52 |
410,51 |
1321,0 |
19,1 |
1282,8 |
36 |
43 |
75 |
83 |
94 |
102 |
108 |
117 |
126 |
143 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
52 |
443,91 |
1321,0 |
20,6 |
1279,8 |
39 |
46 |
81 |
90 |
101 |
109 |
116 |
126 |
136 |
154 |
|
52 |
477,76 |
1321,0 |
22,2 |
1276,6 |
42 |
49 |
88 |
97 |
109 |
118 |
126 |
136 |
147 |
166 |
|
52 |
511,53 |
1321,0 |
23,8 |
1273,4 |
45 |
53 |
94 |
104 |
117 |
126 |
135 |
146 |
157 |
178 |
|
52 |
544,68 |
1321,0 |
25,4 |
1270,2 |
48 |
57 |
100 |
111 |
125 |
135 |
144 |
156 |
168 |
190 |
|
52 |
577,75 |
1321,0 |
27,0 |
1267,0 |
52 |
60 |
107 |
118 |
132 |
143 |
153 |
166 |
178 |
202 |
|
52 |
611,26 |
1321,0 |
28,6 |
1263,8 |
55 |
64 |
113 |
125 |
140 |
152 |
162 |
175 |
189 |
207 |
|
52 |
644,69 |
1321,0 |
30,2 |
1260,6 |
58 |
67 |
119 |
132 |
148 |
160 |
171 |
185 |
200 |
207 |
|
52 |
677,51 |
1321,0 |
31,8 |
1257,4 |
61 |
71 |
126 |
139 |
156 |
169 |
180 |
195 |
207 |
207 |
|
56 |
222,78 |
1422,0 |
9,5 |
1403,0 |
17 |
20 |
35 |
38 |
43 |
47 |
50 |
54 |
58 |
66 |
|
56 |
241,06 |
1422,0 |
10,3 |
1401,4 |
18 |
21 |
38 |
42 |
47 |
51 |
54 |
59 |
63 |
72 |
|
56 |
259,91 |
1422,0 |
11,1 |
1399,8 |
20 |
23 |
41 |
45 |
51 |
55 |
58 |
63 |
68 |
77 |
|
56 |
278,15 |
1422,0 |
11,9 |
1398,2 |
21 |
25 |
44 |
48 |
54 |
59 |
63 |
68 |
73 |
83 |
|
56 |
296,37 |
1422,0 |
12,7 |
1396,6 |
23 |
26 |
47 |
51 |
58 |
63 |
67 |
72 |
78 |
88 |
|
56 |
332,75 |
1422,0 |
14,3 |
1393,4 |
25 |
30 |
52 |
58 |
65 |
71 |
75 |
81 |
88 |
100 |
|
56 |
369,63 |
1422,0 |
15,9 |
1390,2 |
28 |
33 |
58 |
64 |
72 |
78 |
84 |
91 |
98 |
111 |
|
56 |
406,42 |
1422,0 |
17,5 |
1387,0 |
31 |
36 |
64 |
71 |
80 |
86 |
92 |
100 |
107 |
122 |
|
56 |
442,55 |
1422,0 |
19,1 |
1383,8 |
34 |
39 |
70 |
77 |
87 |
94 |
100 |
109 |
117 |
133 |
|
56 |
478,60 |
1422,0 |
20,6 |
1380,8 |
37 |
43 |
76 |
83 |
94 |
102 |
108 |
117 |
126 |
143 |
|
56 |
515,14 |
1422,0 |
22,2 |
1377,6 |
39 |
46 |
81 |
90 |
101 |
110 |
117 |
126 |
136 |
155 |
|
56 |
551,60 |
1422,0 |
23,8 |
1374,4 |
42 |
49 |
87 |
96 |
108 |
117 |
125 |
136 |
146 |
166 |
|
56 |
587,40 |
1422,0 |
25,4 |
1371,2 |
45 |
53 |
93 |
103 |
116 |
125 |
133 |
145 |
156 |
177 |
|
56 |
623,12 |
1422,0 |
27,0 |
1368,0 |
48 |
56 |
99 |
109 |
123 |
133 |
142 |
154 |
166 |
188 |
|
56 |
659,32 |
1422,0 |
28,6 |
1364,8 |
51 |
59 |
105 |
116 |
130 |
141 |
150 |
163 |
176 |
199 |
|
56 |
695,45 |
1422,0 |
30,2 |
1361,6 |
54 |
62 |
111 |
122 |
138 |
149 |
159 |
172 |
185 |
207 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
56 |
730,91 |
1422,0 |
31,8 |
1358,4 |
56 |
66 |
117 |
129 |
145 |
157 |
167 |
181 |
195 |
207 |
|
60 |
238,80 |
1524,0 |
9,5 |
1505,0 |
16 |
18 |
33 |
36 |
40 |
44 |
47 |
50 |
54 |
62 |
|
60 |
258,40 |
1524,0 |
10,3 |
1503,4 |
17 |
20 |
35 |
39 |
44 |
47 |
50 |
55 |
59 |
67 |
|
60 |
278,62 |
1524,0 |
11,1 |
1501,8 |
18 |
21 |
38 |
42 |
47 |
51 |
54 |
59 |
64 |
72 |
|
60 |
298,19 |
1524,0 |
11,9 |
1500,2 |
20 |
23 |
41 |
45 |
51 |
55 |
58 |
63 |
68 |
11 |
|
60 |
317,73 |
1524,0 |
12,7 |
1498,6 |
21 |
25 |
44 |
48 |
54 |
59 |
62 |
68 |
73 |
83 |
|
60 |
356,76 |
1524,0 |
14,3 |
1495,4 |
24 |
28 |
49 |
54 |
61 |
66 |
70 |
76 |
82 |
93 |
|
60 |
396,33 |
1524,0 |
15,9 |
1492,2 |
26 |
31 |
54 |
60 |
68 |
73 |
78 |
85 |
91 |
103 |
|
60 |
435,82 |
1524,0 |
17,5 |
1489,0 |
29 |
34 |
60 |
66 |
74 |
81 |
86 |
93 |
100 |
114 |
|
60 |
474,59 |
1524,0 |
19,1 |
1485,8 |
32 |
37 |
65 |
72 |
81 |
88 |
94 |
102 |
109 |
124 |
|
60 |
513,29 |
1524,0 |
20,6 |
1482,8 |
34 |
40 |
71 |
78 |
88 |
95 |
101 |
109 |
118 |
134 |
|
60 |
552,52 |
1524,0 |
22,2 |
1479,6 |
37 |
43 |
76 |
84 |
94 |
102 |
109 |
118 |
127 |
144 |
|
60 |
591,67 |
1524,0 |
23,8 |
1476,4 |
39 |
46 |
82 |
90 |
101 |
110 |
117 |
126 |
136 |
155 |
|
60 |
630,12 |
1524,0 |
25,4 |
1473,2 |
42 |
49 |
87 |
96 |
108 |
117 |
125 |
135 |
146 |
165 |
|
60 |
668,48 |
1524,0 |
27,0 |
1470,0 |
45 |
52 |
92 |
102 |
115 |
124 |
132 |
144 |
155 |
175 |
|
60 |
707,38 |
1524,0 |
28,6 |
1466,8 |
47 |
55 |
98 |
108 |
122 |
132 |
140 |
152 |
164 |
186 |
|
60 |
746,20 |
1524,0 |
30,2 |
1463,6 |
50 |
58 |
103 |
114 |
128 |
139 |
148 |
161 |
173 |
196 |
|
60 |
784,31 |
1524,0 |
31,8 |
1460,4 |
53 |
61 |
109 |
120 |
135 |
146 |
156 |
169 |
182 |
207 |
|
64 |
254,82 |
1626,0 |
9,5 |
1607,0 |
15 |
17 |
30 |
34 |
38 |
41 |
44 |
47 |
51 |
58 |
|
64 |
275,75 |
1626,0 |
10,3 |
1605,4 |
16 |
19 |
33 |
36 |
41 |
44 |
47 |
51 |
55 |
63 |
|
64 |
297,33 |
1626,0 |
11,1 |
1603,8 |
17 |
20 |
36 |
39 |
44 |
48 |
51 |
55 |
60 |
68 |
|
64 |
318,33 |
1626,0 |
11,9 |
1602,2 |
18 |
22 |
38 |
42 |
47 |
51 |
55 |
59 |
64 |
72 |
|
64 |
339,09 |
1626,0 |
12,7 |
1600,6 |
20 |
23 |
41 |
45 |
51 |
55 |
58 |
63 |
68 |
77 |
|
64 |
380,77 |
1626,0 |
14,3 |
1597,4 |
22 |
26 |
46 |
51 |
57 |
62 |
66 |
71 |
11 |
87 |
|
64 |
423,03 |
1626,0 |
15,9 |
1594,2 |
25 |
29 |
51 |
56 |
63 |
69 |
73 |
79 |
85 |
97 |
|
64 |
465,21 |
1626,0 |
17,5 |
1591,0 |
27 |
32 |
56 |
62 |
70 |
76 |
80 |
87 |
94 |
107 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
64 |
506,63 |
1626,0 |
19,1 |
1587,8 |
30 |
35 |
61 |
68 |
76 |
82 |
88 |
95 |
103 |
116 |
|
64 |
547,98 |
1626,0 |
20,6 |
1584,8 |
32 |
37 |
66 |
73 |
82 |
89 |
95 |
103 |
111 |
125 |
|
64 |
589,90 |
1626,0 |
22,2 |
1581,6 |
34 |
40 |
71 |
79 |
88 |
96 |
102 |
111 |
119 |
135 |
|
64 |
631,75 |
1626,0 |
23,8 |
1578,4 |
37 |
43 |
76 |
84 |
95 |
103 |
109 |
119 |
128 |
145 |
|
64 |
672,84 |
1626,0 |
25,4 |
1575,2 |
39 |
46 |
82 |
90 |
101 |
110 |
117 |
127 |
136 |
155 |
|
64 |
713,85 |
1626,0 |
27,0 |
1572,0 |
42 |
49 |
87 |
96 |
108 |
117 |
124 |
135 |
145 |
164 |
|
64 |
755,44 |
1626,0 |
28,6 |
1568,8 |
44 |
52 |
92 |
101 |
114 |
123 |
131 |
142 |
154 |
174 |
|
64 |
796,95 |
1626,0 |
30,2 |
1565,6 |
47 |
55 |
97 |
107 |
120 |
130 |
139 |
150 |
162 |
184 |
|
64 |
837,71 |
1626,0 |
31,8 |
1562,4 |
49 |
57 |
102 |
113 |
127 |
137 |
146 |
158 |
171 |
194 |
|
68 |
338,26 |
1727,0 |
11,9 |
1703,2 |
17 |
20 |
36 |
40 |
45 |
48 |
51 |
56 |
60 |
68 |
|
68 |
360,45 |
1727,0 |
12,7 |
1701,6 |
19 |
22 |
38 |
42 |
48 |
52 |
55 |
60 |
64 |
73 |
|
68 |
404,77 |
1727,0 |
14,3 |
1698,4 |
21 |
24 |
43 |
48 |
54 |
58 |
62 |
67 |
72 |
82 |
|
68 |
449,73 |
1727,0 |
15,9 |
1695,2 |
23 |
27 |
48 |
53 |
60 |
65 |
69 |
75 |
80 |
91 |
|
68 |
494,60 |
1727,0 |
17,5 |
1692,0 |
26 |
30 |
53 |
58 |
68 |
71 |
78 |
82 |
88 |
100 |
|
68 |
538,67 |
1727,0 |
19,1 |
1688,8 |
28 |
33 |
58 |
64 |
72 |
78 |
83 |
90 |
97 |
109 |
|
68 |
582,66 |
1727,0 |
20,6 |
1685,8 |
30 |
35 |
62 |
69 |
77 |
84 |
89 |
97 |
104 |
118 |
|
68 |
627,28 |
1727,0 |
22,2 |
1682,6 |
32 |
38 |
67 |
74 |
83 |
90 |
96 |
104 |
112 |
127 |
|
68 |
671,82 |
1727,0 |
23,8 |
1679,4 |
35 |
41 |
72 |
79 |
89 |
97 |
103 |
112 |
120 |
136 |
|
68 |
715,56 |
1727,0 |
25,4 |
1676,2 |
37 |
43 |
77 |
85 |
95 |
103 |
110 |
119 |
128 |
146 |
|
68 |
759,22 |
1727,0 |
27,0 |
1673,0 |
39 |
46 |
82 |
90 |
101 |
110 |
117 |
127 |
136 |
155 |
|
68 |
803,50 |
1727,0 |
28,6 |
1669,8 |
42 |
49 |
86 |
95 |
107 |
116 |
124 |
134 |
145 |
164 |
|
68 |
847,70 |
1727,0 |
30,2 |
1666,6 |
44 |
51 |
91 |
101 |
113 |
123 |
131 |
142 |
153 |
173 |
|
68 |
891,11 |
1727,0 |
31,8 |
1663,4 |
46 |
54 |
96 |
106 |
119 |
129 |
138 |
149 |
161 |
182 |
|
72 |
381,81 |
1829,0 |
12,7 |
1803,6 |
17 |
20 |
36 |
40 |
45 |
49 |
52 |
56 |
61 |
69 |
|
72 |
428,78 |
1829,0 |
14,3 |
1800,4 |
20 |
23 |
41 |
45 |
51 |
55 |
58 |
63 |
68 |
77 |
|
72 |
476,43 |
1829,0 |
15,9 |
1797,2 |
22 |
26 |
45 |
50 |
56 |
61 |
65 |
70 |
76 |
86 |
Продолжение таблицы 9
|
Обозначение номинального размера |
Номинальная
масса |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
72 |
523,99 |
1829,0 |
17,5 |
1794,0 |
24 |
28 |
50 |
55 |
62 |
67 |
71 |
78 |
84 |
95 |
|
72 |
570,71 |
1829,0 |
19,1 |
1790,8 |
26 |
31 |
55 |
60 |
68 |
73 |
78 |
85 |
91 |
103 |
|
72 |
617,35 |
1829,0 |
20,6 |
1787,8 |
28 |
33 |
59 |
65 |
73 |
79 |
84 |
91 |
98 |
112 |
|
72 |
664,66 |
1829,0 |
22,2 |
1784,6 |
31 |
36 |
63 |
70 |
79 |
85 |
91 |
98 |
106 |
120 |
|
72 |
711,89 |
1829,0 |
23,8 |
1781,4 |
33 |
38 |
68 |
75 |
84 |
91 |
97 |
105 |
114 |
129 |
|
72 |
758,28 |
1829,0 |
25,4 |
1778,2 |
35 |
41 |
72 |
80 |
90 |
97 |
104 |
112 |
121 |
137 |
|
72 |
804,59 |
1829,0 |
27,0 |
1775,0 |
37 |
43 |
77 |
85 |
96 |
104 |
110 |
120 |
129 |
146 |
|
72 |
851,56 |
1829,0 |
28,6 |
1771,8 |
39 |
46 |
82 |
90 |
101 |
110 |
117 |
127 |
137 |
155 |
|
72 |
898,45 |
1829,0 |
30,2 |
1768,6 |
42 |
49 |
86 |
95 |
107 |
116 |
123 |
134 |
144 |
163 |
|
72 |
944,51 |
1829,0 |
31,8 |
1765,4 |
44 |
51 |
91 |
100 |
113 |
122 |
130 |
141 |
152 |
172 |
|
76 |
403,17 |
1930,0 |
12,7 |
1904,6 |
17 |
19 |
34 |
38 |
43 |
46 |
49 |
53 |
57 |
65 |
|
76 |
452,79 |
1930,0 |
14,3 |
1901,4 |
19 |
22 |
39 |
43 |
48 |
52 |
55 |
60 |
65 |
73 |
|
76 |
503,13 |
1930,0 |
15,9 |
1898,2 |
21 |
24 |
43 |
47 |
53 |
58 |
62 |
67 |
72 |
82 |
|
76 |
553,38 |
1930,0 |
17,5 |
1895,0 |
23 |
27 |
47 |
52 |
59 |
64 |
68 |
73 |
79 |
90 |
|
76 |
602,75 |
1930,0 |
19,1 |
1891,8 |
25 |
29 |
52 |
57 |
64 |
69 |
74 |
80 |
86 |
98 |
|
76 |
652,04 |
1930,0 |
20,6 |
1888,8 |
27 |
31 |
56 |
61 |
69 |
75 |
80 |
86 |
93 |
106 |
|
76 |
702,04 |
1930,0 |
22,2 |
1885,6 |
29 |
34 |
60 |
66 |
75 |
81 |
86 |
93 |
100 |
114 |
|
76 |
751,96 |
1930,0 |
23,8 |
1882,4 |
31 |
36 |
64 |
71 |
80 |
87 |
92 |
100 |
108 |
122 |
|
76 |
801,00 |
1930,0 |
25,4 |
1879,2 |
33 |
39 |
69 |
76 |
85 |
92 |
98 |
107 |
115 |
130 |
|
76 |
849,96 |
1930,0 |
27,0 |
1876,0 |
35 |
41 |
73 |
81 |
91 |
98 |
105 |
113 |
122 |
138 |
|
76 |
899,62 |
1930,0 |
28,6 |
1872,8 |
37 |
44 |
77 |
85 |
96 |
104 |
111 |
120 |
129 |
147 |
|
76 |
949,20 |
1930,0 |
30,2 |
1869,6 |
39 |
46 |
82 |
90 |
101 |
110 |
117 |
127 |
137 |
155 |
|
76 |
997,91 |
1930,0 |
31,8 |
1866,4 |
42 |
48 |
86 |
95 |
107 |
116 |
123 |
133 |
144 |
163 |
|
80 |
476,80 |
2032,0 |
14,3 |
2003,4 |
18 |
21 |
37 |
41 |
46 |
49 |
53 |
57 |
61 |
70 |
|
80 |
529,83 |
2032,0 |
15,9 |
2000,2 |
20 |
23 |
41 |
45 |
51 |
55 |
58 |
63 |
68 |
77 |
|
80 |
582,77 |
2032,0 |
17,5 |
1997,0 |
22 |
25 |
45 |
50 |
56 |
60 |
64 |
70 |
75 |
85 |
Окончание таблицы 9
|
Обозначение номинального размера |
Номинальная |
Наружный
диаметр |
Толщина
стенки |
Внутренний
диаметр |
Минимальное испытательное давление4), 100 кПа5), для групп прочности |
|||||||||
|
L2106) |
L2456) |
L290 |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
|||||
|
80 |
634,79 |
2032,0 |
19,1 |
1993,8 |
24 |
28 |
49 |
54 |
61 |
66 |
70 |
76 |
82 |
93 |
|
80 |
686,73 |
2032,0 |
20,6 |
1990,8 |
26 |
30 |
53 |
58 |
66 |
71 |
76 |
82 |
89 |
100 |
|
80 |
739,42 |
2032,0 |
22,2 |
1987,6 |
28 |
32 |
57 |
63 |
71 |
77 |
82 |
88 |
95 |
108 |
|
80 |
792,03 |
2032,0 |
23,8 |
1984,4 |
30 |
34 |
61 |
67 |
76 |
82 |
87 |
95 |
102 |
116 |
|
80 |
843,72 |
2032,0 |
25,4 |
1981,2 |
32 |
37 |
65 |
72 |
81 |
88 |
93 |
101 |
109 |
124 |
|
80 |
895,33 |
2032,0 |
27,0 |
1978,0 |
33 |
39 |
69 |
77 |
86 |
93 |
99 |
108 |
116 |
132 |
|
80 |
947,68 |
2032,0 |
28,6 |
1974,8 |
35 |
41 |
73 |
81 |
91 |
99 |
105 |
114 |
123 |
139 |
|
80 |
999,95 |
2032,0 |
30,2 |
1971,6 |
37 |
44 |
78 |
86 |
96 |
104 |
111 |
120 |
130 |
147 |
|
80 |
1051,31 |
2032,0 |
31,8 |
1968,4 |
39 |
46 |
82 |
90 |
101 |
110 |
117 |
127 |
137 |
155 |
|
1) Допуски на наружный диаметр и толщину стенки приводятся в 7.6.8. Значения внутреннего диаметра являются номинальными и приведены здесь только для информации (7.6.2). 2) Испытательные давления применяют к стандартным сталям. Давления, применяемые к другим группам прочности стали, приведены в 8.10.9.3. 3) Эти размеры являются специальными для масс труб без резьбы. Все другие размеры относятся к номинальной массе, допуски для приемлемой массы - 7.6.8. Для стали L290 и выше массы, промежуточные относительно номинальных масс, должны считаться номинальными массами; массы, промежуточные относительно масс специальных труб без резьбы, включенных в таблицу, и самых тяжелых номинальных масс должны считаться массами специальных труб без резьбы. 4) Испытательные давления рассчитаны по формуле (5) (8.10.9.3) как стандартное испытательное давление с учетом установленных максимальных значений (таблица 15). 5) 100 кПа = 1 бар. 6) Может быть запрошено альтернативное испытательное давление (1,25х стандартное испытательное давление, округленное до следующих более высоких 100 кПа с максимальным значением 19300 кПа). |
||||||||||||||
Масса трубы с гладкими концами М должна быть рассчитана по следующей формуле
M = (D - T)·T·0,0246615, (1)
где М - масса единицы длины, округленная с точностью до 0,01, кг/м;
D - наружный номинальный диаметр, округленный с точностью до 0,1 для размеров < 457,0 мм и до 1,0 для размеров ≥ 457,0 мм, мм;
Т - номинальная толщина стенки, округленная с точностью до 0,1, мм;
Численный коэффициент, учитывающий плотность стали, равен 7,85 кг/дм3.
7.6.2 Диаметр
Наружный диаметр должен быть в пределах допусков, указанных в 7.6.8.1 (внутренние диаметры определяются допусками на наружные диаметры и на массу). Трубы из сталей групп прочности L290 и выше с наружными диаметрами, промежуточными по отношению к значениям, которые приведены в таблице 9, могут иметь наружные диаметры 508,0 мм и более по согласованию между заинтересованными сторонами. Такие трубы должны отвечать всем требованиям настоящего стандарта и должны маркироваться с указанием наружного диаметра. Для нарезной трубы наружный диаметр на резьбовых концах должен быть такой, чтобы длина резьбы L4 и число полных ниток резьбы на этой длине находились в пределах размеров и допусков, указанных в [2] (внутренние диаметры определяются допусками на наружные диаметры и массы).
7.6.3 Толщина стенки
Толщина стенки в любом месте должна быть в пределах допусков, указанных в 7.6.8.4, за исключением высоты шва, которая не должна быть ограничена плюсовым допуском.
Труба с промежуточными значениями толщин стенок по отношению к значениям толщин стенок, указанным в таблицах 8 и 9, допускается по согласованию между заинтересованными сторонами. Такая труба должна соответствовать всем требованиям настоящего стандарта и должна быть маркирована в соответствии с разделом 9 с указанием номинальной толщины стенки для вычисления значения М.
7.6.4 Масса
Значения массы, определенные в 8.10.10.3, должны соответствовать номинальным или расчетным значениям массы труб с гладкими концами либо расчетным значениям массы (или приведенным расчетным значением массы) для труб с резьбовыми соединениями в пределах допусков, указанных в 7.6.8.5.
Расчетные значения массы должны быть определены по следующей формуле
ML = (M·L) + em, (2)
где ML - расчетное значение массы трубы длиной L, кг;
М - масса трубы с гладкими концами на единицу длины, кг/м;
L - длина трубы, включая концы с отделкой, как определено в 7.6.5 и 8.10.10.4, м;
еm - увеличение или потеря массы, связанные с отделкой концов, кг, для трубы с гладкими концами еm = 0.
7.6.5 Длина
Если между заинтересованными сторонами не оговорено иное, то трубы необходимо изготовлять номинальной длины с допусками на длину, указанными в таблице 11, как это определено в заказе на поставку.
7.6.6 Прямолинейность
Трубы из сталей групп прочности L175, L210 и L245 наружным диаметром меньше чем 114,3 мм должны быть прямолинейными. Для всех остальных труб отклонение от прямолинейности не должно превышать 0,2 % их длины.
7.6.7 Соединение отрезков труб
Если указано в заказе на поставку, то могут поставляться составные трубы (два отрезка труб, соединенные или сваренные вместе изготовителем в соответствии с требованиями приложения А или другим равноценным способом, по согласованию между заинтересованными сторонами); но ни один из отрезков труб не может быть короче 1520 мм. Плети в настоящем стандарте не рассматриваются. Плети определяются как две (или более) трубы, свариваемые не изготовителем, а другой стороной, а также две или более труб, свариваемые изготовителем в соответствии с требованиями, отличающимися от изложенных в приложении А.
7.6.8 Допуски на размеры и массу
7.6.8.1 Наружный диаметр D
Допуски на наружный диаметр должны быть следующие:
|
Тело трубы |
|
|
D ≤ 48,3 мм |
+0,41 мм |
|
|
-0,79 мм |
|
60,3 мм < D ≤ 114,3 мм группа прочности L175, только печная сварка |
±1,00 % |
|
60,3 мм < D ≤ 457,0 мм |
±0,75 % |
|
508,0 мм < D ≤ 914,0 мм |
|
|
Неэкспандированные |
±1,00 % |
|
Холодноэкспандированные |
+0,75 % |
|
|
-0,25 % |
|
D > 914,0 мм |
|
|
Неэкспандированные |
±1,00 % |
|
Холодноэкспандированные |
+6,35 мм |
|
|
-3,20 мм |
Примечание - В случае холодноэкспандированной трубы наружным диаметром более 914,0 мм, когда гидравлические испытания проводят на давление выше стандартного, между изготовителем и потребителем могут быть согласованы другие предельные отклонения.
7.6.8.2 Концы труб
Трубы наружным диаметром ≥ 273,1 мм не должны иметь на расстоянии 101,6 мм от торца наружный диаметр менее номинального на 0,40 мм. Должен обеспечиваться проход кольцевого калибра, имеющего отверстие на 1,59 мм больше номинального наружного диаметра трубы.
Трубы наружным диаметром от 323,9 до 508,0 мм включительно не должны на расстоянии 101,6 мм от торца иметь наружный диаметр меньше номинального на 0,79 мм, и должен обеспечиваться проход кольцевого калибра, имеющего отверстие на 2,38 мм больше номинального наружного диаметра трубы.
Для трубы с наплавленным металлом шва на калибре должна быть прорезь или надрез, чтобы обеспечить его проход над наплавленным валиком сварного шва.
По выбору изготовителя, минимальный наружный диаметр труб ≥ 508,0 мм может быть измерен лентой.
Для трубы наружным диаметром более 508,0 мм значение наружного диаметра, измеренное лентой на расстоянии 101,6 мм от торца трубы, не должно быть меньше номинального наружного диаметра на 0,79 мм и больше его на 2,38 мм. По согласованию между заинтересованными сторонами вместо допусков на наружный диаметр на концах труб могут применяться допуски на внутренний диаметр.
Для сварной экспандированной трубы наружным диаметром более 508,0 мм значения наружных диаметров, измеренные лентой на обоих концах трубы, не должны отличаться больше чем на 2,38 мм. По выбору изготовителя эти измерения могут быть выполнены на внутреннем диаметре.
7.6.8.3 Овальность
Для трубы наружным диаметром более 508,0 мм на расстоянии 101,6 мм от торца трубы:
- максимальный наружный диаметр не должен превышать номинальный более чем на 1,0 %;
- минимальный наружный диаметр не должен быть меньше номинального более чем на 1 % при измерении с помощью калибра-скобы, а также другого устройства, способного измерять фактические минимальные и максимальные диаметры.
7.6.8.4 Толщина стенки
Допуски на толщину стенки должны соответствовать приведенным в таблице 10.
Таблица 10 - Допуски на толщину стенки
|
Вид труб, наружный диаметр , мм |
Допуск на толщину стенки, %, для групп прочности |
|
|
L175, L210, L245 |
L290-L555 |
|
|
Бесшовные и сварные, ≤ 73,0 |
+20,0 -12,5 |
+15,0 -12,5 |
|
Бесшовные и сварные, 88,9 |
+18,0 -12,5 |
+15,0 -12,5 |
|
Бесшовные и сварные, от 101,6 до 457,0, |
+15,0 -12,5 |
+15,0 -12,5 |
|
Сварные, ≥ 508,0 |
+17,5 -10,0 |
+19,5 -8,0 |
|
Бесшовные, ≥ 508,0 |
+15,0 -12,5 |
+17,5 -10,0 |
7.6.8.5 Масса
Допуски на массу 1 м трубы должны быть:
|
Трубы единичной длины: |
|
|
трубы с резьбой - нормальные, высокопрочные и особопрочные, кроме труб группы прочности L175 |
+ 10 % |
|
|
-3,5 % |
|
специальные трубы с гладкими концами или трубы группы прочности L175 |
+10 % |
|
|
-5 % |
|
Партия загрузки вагона: |
|
|
трубы всех групп прочности, кроме L175 |
-1,75 % |
|
трубы группы прочности L175 |
-2,50 % |
Минимальная загрузка вагона составляет 18144 кг.
Если по согласованию сторон минусовой допуск на толщину стенки меньше чем приведенный выше, то плюсовой допуск должен быть увеличен на значение (в процентах), равное уменьшению минусового допуска, а плюсовой допуск на массу должен быть увеличен на 22,5 % уменьшения минусового допуска на толщину стенки.
Допуски на массу применяются к расчетным массам нарезных труб и к номинальным массам труб с гладкими концами.
7.6.8.6 Длина
По длине трубы должны поставляться в соответствии с таблицей 11.
Таблица 11 - Длины и допуски на длину
В метрах
|
Номинальная длина |
Минимальная длина |
Минимальное среднее |
Максимальная длина |
|
Трубы с резьбой и муфтой |
|||
|
6 |
4,88 |
5,33 |
6,86 |
|
12 |
6,71 |
10,67 |
13,72 |
|
Трубы с гладкими концами |
|||
|
6 |
2,74 |
5,33 |
6,86 |
|
12 |
4,27 |
10,67 |
13,72 |
|
15 |
5,33 |
13,35 |
16,76 |
|
18 |
6,40 |
16,00 |
19,81 |
|
24 |
8,53 |
21,34 |
25,91 |
|
1) По согласованию между заинтересованными сторонами этот допуск применим к каждой вагонной загрузке. Примечание - Ранее отрезки номинальной длины 6 м обозначались как единичная случайная длина, аналогично для 12 м - двойная случайная длина. |
|||
7.6.9 Концы труб и резьбовые протекторы
7.6.9.1 Концы труб. Общие положения
Труба должна изготовляться с резьбовыми или гладкими концами, как указано в таблицах 6-9, или с раструбом на одном из концов в соответствии с 7.6.9.4. Высокопрочные трубы должны изготовляться с гладкими концами, за исключением тех случаев, когда в заказе на поставку указано, что трубы должны быть с резьбовыми соединениями. Спиральношовные трубы не могут иметь на концах резьбу. Внутренние и наружные кромки концов труб не должны иметь заусенцев.
7.6.9.2 Резьбовые концы труб
Резьбовые концы труб должны соответствовать требованиям [2]. Один конец каждой трубы должен иметь муфту, соответствующую требованиям приложения С, действующего на время изготовления каждой муфты (см. примечание 1 к настоящему подпункту), а другой конец должен снабжаться резьбовым протектором, соответствующим требованиям 7.6.9.6. Муфты должны навинчиваться на трубу вручную с натягом для транспортирования (см. примечания 2, 3 к настоящему подпункту), за исключением тех случаев, когда они должны быть навинчены механически, если это оговорено в заказе на поставку. Резьбовая смазка должна наноситься на всю поверхность резьбы муфты либо резьбы трубы до свинчивания соединения. Если иное не оговорено в заказе потребителя, изготовитель может использовать любую резьбовую смазку, которая отвечает требуемым рабочим характеристикам, сформулированным в API Bull 5A2. На всех открытых резьбах эта смазка может быть заменена консервационной смазкой, отличающейся по цвету. Какая бы смазка ни использовалась, она должна наноситься на чистую поверхность, свободную от влаги и охлаждающей жидкости.
Примечание 1 - Если в заказе на поставку не оговорено иное, необязательно, чтобы труба и муфта каждого резьбового соединения изготовлялись в соответствии с одним и тем же изданием стандарта API Spec 5B.
Примечание 2 - Ручная посадка муфты должна быть выполнена так, чтобы ее нельзя было отвернуть без помощи трубного ключа.
Примечание 3 - Цель навинчивания муфт вручную состоит в том, чтобы облегчить снятие муфт для чистки и осмотра резьбы, а также нанесение новой резьбовой смазки перед укладкой труб. Эта процедура необходима для предотвращения утечек через резьбу, особенно в газопроводах, так как при закреплении муфты на муфтонаверточном станке герметичность соединения не всегда может сохраняться после транспортирования, погрузки, выгрузки и складирования.
7.6.9.3 Гладкие концы
Если иное не оговорено в заказе, труба с гладким концом (кроме особо высокопрочных труб) наружным диаметром 60,3 мм или более должна иметь фаску, скошенную под углом 30°-35°, измеренным от линии, перпендикулярной к оси трубы, и с притуплением (1,59 ±0,79) мм. Особо высокопрочная труба с гладкими концами и наружным диаметром 60,3 мм или более должна быть изготовлена с прямыми торцами, если фаска (как указано выше) не определена в заказе на поставку. В бесшовной трубе, где требуется внутренняя механическая обработка, для обеспечения допуска на притупление, угол внутренней фаски, измеренный от продольной оси для разных толщин стенок, должен быть не более значений, указанных ниже:
до 10,6 мм - 7,0°;
от 10,6 до 14,1 мм - 9,5°;
от 14,1 до 16,9 мм - 11,0°;
св. 16,9 мм - 14,0°.
Для удаления внутренних заусенцев на сварных трубах наружным диаметром более 114,3 мм внутренний угол фаски, измеренный от продольной оси, не должен превышать 7°.
Форма торцов труб наружным диаметром менее 60,3 мм должна быть оговорена в заказе на поставку. Торцы труб наружным диаметром 60,3 мм или более должны быть обрезаны под прямым углом с притуплением не более 1,59 мм. Форма торцов труб после окончания обработки должна проверяться на соответствие стандарту не менее трех раз за восьмичасовую рабочую смену.
На обоих концах трубы со сваркой наплавлением металла должно быть удалено внутреннее усиление шва на участке длиной около 101,6 мм от торца трубы.
Примечание - Потребитель использует подходящий стандарт, рекомендующий угол скоса фаски.
7.6.9.4 Раструбные концы
По требованию заказчика трубы толщиной стенки 3,58 мм и менее могут быть изготовлены с одним раструбным концом в соответствии с рисунком 2. Второй конец трубы вставляют в раструб другой трубы. Раструбный конец должен быть проконтролирован визуально для обнаружения дефектов его отделки.
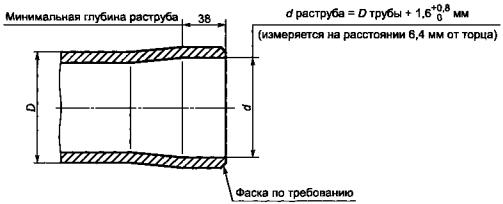
Рисунок 2 - Раструбный конец для соединения труб между собой
7.6.9.5 Гладкие концы для специальных соединений
Труба должна быть изготовлена с концами, пригодными для использования ее со специальными соединениями (см. примечание к настоящему подпункту), если это указано в заказе на поставку. Такая труба не должна иметь вмятин, выступов или следов валков на участке длиной 203 мм от торца трубы для изготовления соединения.
Примечание - Примеры имеющейся на рынке соответствующей продукции - Dresser and Victaulic. Эта информация дается для удобства пользователей настоящего стандарта и не является поддержкой этого оборудования со стороны ИСО.
7.6.9.6 Резьбовые протекторы
На трубах номинальными размерами менее 2 протекторы резьбы должны быть изготовлены из подходящего материала: металла, стекловолокна или пластика. На трубах номинальным размером 2 и более протекторы резьбы должны иметь такую конструкцию, материал и механическую прочность, чтобы защитить резьбу и торец трубы от повреждения при обычном обслуживании и транспортировании. Протекторы должны закрывать всю длину резьбы на трубе и исключать попадание воды и грязи в резьбу при транспортировании и хранении. Обычный период хранения должен быть примерно равен одному году. Форма резьбы в протекторах должна быть такой, чтобы не повредить трубную резьбу. Материал протектора не должен содержать составы, способные вызвать коррозию или сцепление протектора с резьбой, и должен быть работоспособен при температурах эксплуатации от минус 46°С до плюс 66°С.
8 Испытания и контроль
8.1 Типы документов по контролю и испытаниям
8.1.1 Общие положения
Изготовитель по запросу потребителя обязан выдать документ, удостоверяющий производство материала, отбор образцов, которые были проверены и испытаны в соответствии с настоящим стандартом, и соответствие образцов его требованиям.
Если необходима дополнительная информация, включающая результаты механических испытаний, то в заказе на поставку должно быть включено дополнительное требование SR6 (приложение D) либо один из документов экспертизы по ИСО 10474.
8.1.2 Протоколы химического анализа
По запросу потребителя ему должны предоставляться результаты всех проведенных химических анализов. Если потребителем устанавливаются дополнительные требования SR6 приложения D, то изготовитель должен предоставить протокол, содержащий результаты всех химических анализов, требуемых стандартом.
Изготовитель вместо предоставления протокола испытаний для группы прочности стали L175 может подтвердить, что поставленная труба была произведена в соответствии с требованием к химическому составу и подвергнута испытаниям, установленным настоящим стандартом.
8.2 Контроль продукции потребителем
О контроле продукции потребителем - см. приложение F.
8.3 Сохранение документов
Виды испытаний и контроля, результаты которых требуется сохранять, приведены в таблице 12. Документы должны сохраняться изготовителем и должны быть доступны потребителю в течение трех лет после даты закупки.
Таблица 12 - Сохранение документов
|
Вид контроля и испытаний |
Раздел, подраздел, пункт, подпункт |
|
Химический состав |
|
|
Анализ плавки стали |
|
|
Анализ продукции |
|
|
Механические испытания |
|
|
Испытание на растяжение |
|
|
Испытание сварного соединения на растяжение |
|
|
Контрольные испытания образцов прокатной продукции |
|
|
Испытания образцов на загиб с оправкой |
|
|
Испытания на ударный изгиб |
8.5.1.6 SR3, SR4 |
|
Гидравлические испытания Запись диаграммы испытаний (при необходимости) Дополнительные гидравлические испытания |
|
|
Неразрушающий контроль Рентгеновский контроль Квалификация оператора - дефектоскописта |
|
|
Рентгеновские пленки сварных соединений |
|
|
Процедура проведения ремонта Испытание поперечных образцов на растяжение Испытание поперечных образцов на изгиб Ударные испытания образцов с двумя надрезами на разрыв Процедуры ремонтной сварки Технология ремонта Проверка квалификации персонала |
|
|
Проверка точности измерения |
Различные разделы |
8.4 Контроль химического состава
8.4.1 Элементы химического анализа состава стали
Затребованные результаты каждого анализа должны, как минимум, включать определение содержания углерода, марганца, фосфора, серы и кремния, ниобия, ванадия, титана или их сочетание, если они добавлялись при производстве стали, а также иных легирующих элементов, добавляемых при производстве стали для любых целей, кроме раскисления.
8.4.2 Анализ плавки стали
Изготовитель стали обязан проводить анализ каждой плавки, используемой при изготовлении труб, указанных в заказе на поставку. Такой анализ должен соответствовать требованиям 7.2.1.
8.4.3 Анализ продукции
8.4.3.1 Отбор проб
В соответствии с настоящим стандартом изготовитель обязан проводить анализ двух проб для каждой плавки стали, используемой для производства труб.
8.4.3.2 Методы отбора проб
Бесшовная труба
По выбору изготовителя пробы для анализа продукции должны отбираться от образцов, предназначенных для испытаний на растяжение, либо от готовой трубы.
Сварная труба
По выбору изготовителя образцы для анализа продукции должны отбираться от готовой трубы или рулонного и листового проката, от которых взяты образцы для испытания на растяжение или на сплющивание. Отбор образцов должен осуществляться под углом не менее 90° относительно продольного шва трубы. Для спиральношовных труб место отбора образца должно быть в зоне, расположенной на расстоянии, равном 1/4 расстояния между смежными витками относительно любого шва. Для трубы, изготовленной из рулонного или листового проката, анализ продукции может проводиться поставщиком рулонного или листового проката при условии, что он выполняется в соответствии с требованиями к периодичности, установленными настоящим стандартом.
8.5 Контроль механических и технологических характеристик
Для двухшовных сварных труб все испытания сварных швов должны быть выполнены после формовки и сварки.
8.5.1 Периодичность испытаний
8.5.1.1 Испытание на растяжение
Испытания на растяжение должны проводиться с периодичностью, указанной в таблице 13.
Таблица 13 - Периодичность испытания на растяжение
|
Обозначение номинального размера |
Количество испытаний на растяжение |
Количество испытаний сварного шва на растяжение |
Количество контрольных испытаний на растяжение |
|
Сварные трубы размером < 11/2 группы прочности L175 |
1 на 25 тонн или менее |
|
|
|
Сварные трубы размером ≥ 2 группы прочности L175 |
1 на 50 тонн или менее |
|
|
|
Сварные трубы размером ≤ 141,3 мм, кроме группы прочности L175 |
1 на 400 труб |
|
|
|
> 141,3 до 323,9 мм включ. |
1 на 200 труб |
|
1 на плавку на все размеры кроме групп прочности L175 |
|
> 323,9 мм |
1 от 100 труб при уровне холодного экспандирования1) |
||
|
От 219,1 до 323,9 мм |
|
1 на 200 труб |
|
|
> 323,9 мм |
1 на 100 труб 1) при уровне холодного экспандирования2) |
||
|
1) Трубы, изготовленные при номинальной степени холодного экспандирования ± 0,2 %, должны рассматриваться как трубы холодноэкспандированные. 2) Каждый шов двухшовной трубы. |
|||
Необходимо проводить одно контрольное испытание плавки, и протокол этого испытания должен предоставляться потребителю, кроме группы прочности L175. Для сварных труб с продольным швом такие испытания на растяжение должны проводиться с использованием образцов, взятых от рулонного или листового проката или готовой трубы по выбору изготовителя.
8.5.1.2 Испытание на сплющивание электросварных труб и труб печной сварки (см. также рисунок 3)
a) Электросварная труба из стали группы прочности выше L175, неэкспандированная, «бесконечной» длины:
1) один образец от каждого конца рулонного проката (два на рулон) и два образца от двух разных промежуточных труб;
2) если при изготовлении «бесконечной трубы» происходит остановка сварки, то испытание на сплющивание со швом, расположенным под углом 90° к оси приложения нагрузки, выполняется на образцах, вырезанных по обе стороны от места остановки процесса сварки или на образцах промежуточных труб.
b) Электросварная труба из стали группы прочности выше L175, неэкспандированная, конечной длины:
один образец от каждого конца (два на трубу).
c) Сварная труба из стали группы прочности L175 наружным диаметром 73,0 мм и более:
одно испытание образца от одной трубы партии массой 50 т или части этой партии.
d) Электросварная труба из стали группы прочности выше L175, холодноэкспандированная:
одно испытание патрубка длиной не менее 101,6 мм из партии 100 труб или менее каждого размера.
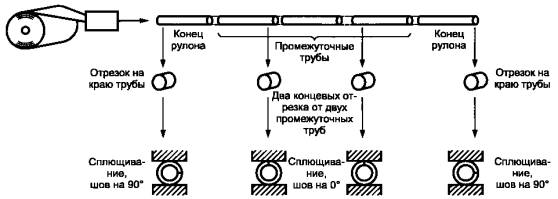
Электросварные трубы группы прочности выше L175, неэкспандированные, «бесконечной» длины
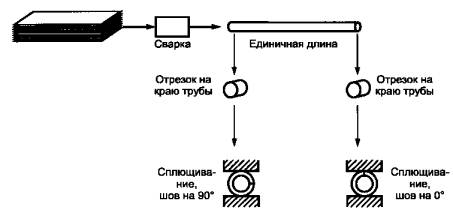
Электросварные трубы группы прочности выше L175, неэкспандированные, единичной длины

Электросварные холодноэкспандированные трубы группы прочности выше L175
Рисунок 3 - Порядок отбора образцов для испытаний на сплющивание (8.5.1.2, 8.5.2.2).
8.5.1.3 Испытание на изгиб
Испытания на изгиб проводят на сварных трубах из стали группы прочности L175 номинальным размером не менее 2 с частотой:
- одно испытание на 25 т или часть этой партии при номинальном размере не менее 11/2;
- одно испытание на 50 т или часть этой партии при номинальном размере 2.
8.5.1.4 Проведение испытаний на швах, полученных дуговой сваркой под флюсом и в среде защитного газа
Трубы со швами, изготовленными дуговой сваркой под флюсом и в среде защитного газа, подвергают испытанию на загиб с оправкой.
Два испытательных образца изготовляются из спирального или каждого продольного шва одной трубы из каждых 50 труб или меньшего количества труб для каждого сочетания наружного диаметра, толщины стенки и группы прочности; а также из стыковых швов концов рулонного проката по одному из каждых 50 труб или меньшего количества труб для каждого сочетания наружного диаметра, толщины стенки и группы прочности готовой спиральношовной трубы, имеющей стыковой шов концов рулонного проката.
8.5.1.5 Испытания сварного шва на пластичность
Для электросварных труб проводят одно испытание на одной трубе от партии, размер которой приведен в таблице 14.
Таблица 14 - Размер партии электросварных труб
|
Группа прочности |
Наружный диаметр, мм |
Количество труб в партии, шт., не более |
|
L175, L210 и L245 |
От 60,3 до 141,3 |
400 |
|
L175, L210 и L245 |
От 168,3 до 323,9 |
200 |
|
L290 и выше |
От 60,3 до 323,9 |
200 |
|
Все группы прочности |
≥ 355,6 |
100 |
Для трубы «бесконечной» длины размер партии определяется по числу отрезанных труб.
Испытанием шва на пластичность также может служить одно из испытаний на сплющивание по 8.5.1.2 при соответствии установленному числу образцов на сплющивание.
8.5.1.6 Испытания на ударный изгиб
(размер партии - см. SR3 и SR4, приложение D)
8.5.1.6.1 Для труб из стали группы прочности L555 должны отбираться три образца для одного испытания:
- от одной трубы каждой плавки - для определения области вязкого разрушения;
- от каждой партии - для определения поглощенной энергии.
8.5.1.6.2 Для труб из стали группы прочности L555 по три образца необходимо отбирать от одной трубы каждой плавки заказа для испытания на разрыв падающим грузом, проводимого для сварных труб всех диаметров.
8.5.1.7 Металлографические испытания
Испытания проводят не менее одного раза за смену или чаще, если изменяется группа прочности стали, диаметр, толщина стенки трубы или происходят существенные отклонения от условий термической обработки для групп прочности, указанных в 7.4.
8.5.2 Местоположение и ориентация образцов для проведения механических и технологических испытаний
8.5.2.1 Испытание на растяжение
Ориентация образцов для испытаний на растяжение показана на рисунке 4. По выбору изготовителя для прямошовной сварной трубы продольные образцы могут отбираться из рулонного проката параллельно направлению прокатки и приблизительно посередине между кромкой и центром.
Образцы для испытаний швов на растяжение должны быть вырезаны под углом 90° к линии сварки со швом в середине, как показано на рисунке 4.
|
Обозначение размера |
Бесшовная труба |
Сварная труба |
|
|
Продольный шов |
Спиральный шов |
||
|
< 85/8 |
|
|
|
|
≥ 85/8 |
|
|
|
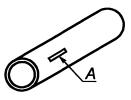
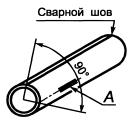
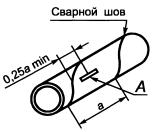
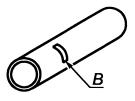
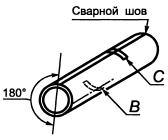
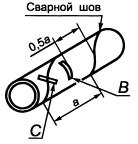
А - продольный образец (для бесшовной трубы в любом месте по окружности); В - поперечный образец (для бесшовной трубы в любом месте по окружности). Для двухшовной трубы образец должен отбираться посередине между швами; С - поперечный образец для сварного шва
Рисунок 4 - Ориентация образцов для испытания на растяжение
8.5.2.2 Испытание на сплющивание (см. также рисунок 3)
- Электросварная труба из сталей группы прочности выше L175, неэкспандированная, «единичной» длины:
образец, вырезанный из конца трубы в месте окончания рулона и с расположением шва при сплющивании под углом 90° к оси нагрузки,
образец, вырезанный из промежуточной трубы и с расположением шва при сплющивании под углом 0° к оси нагрузки.
- Электросварная труба из сталей группы прочности выше L175, неэкспандированная:
образцы, вырезанные из конца трубы, 50 % которых должны быть сплющены с расположением шва под углом 0° и 50 % с расположением шва под углом 90° к оси нагрузки.
- Холодноэкспандированные электросварные трубы сталей групп прочности выше L175 и все другие сварные трубы сталей групп прочности L175, наружным диаметром более 73 мм:
образцы сплющиваются с расположением шва под углом 90° к оси нагрузки.
Примечание - По согласованию между заинтересованными сторонами, испытания на сплющивание шва при ориентации шва под углом 0° к оси нагрузки могут проводиться с ориентацией под углом 180° и вместо 90° с ориентацией в 270°.
8.5.2.3 Испытание на изгиб
Для испытаний на изгиб необходимо отбирать образец полного поперечного сечения соответствующей длины.
8.5.2.4 Проведение испытаний на швах, полученных дуговой сваркой под флюсом и в среде защитного газа
Для испытания на изгиб в направляющих необходимо отбирать по одному выпрямленному образцу с наружной и внутренней сторон шва в соответствии с рисунком 5; образцы берутся от спирального или продольного шва и не должны содержать ремонтной сварки.
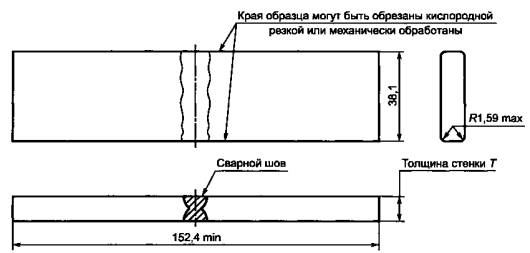
Усиление удаляется с обеих сторон образца
Образцы с уменьшением толщины стенки
Допустимо для толщин стенки более 19,1 мм
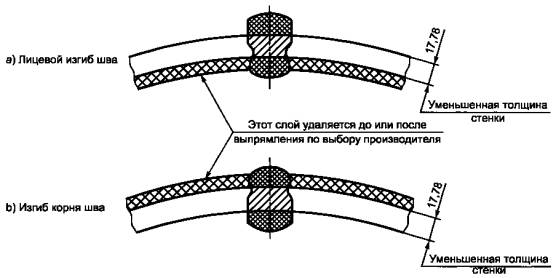
Примечание - Для испытания образцов с уменьшенной толщиной стенки используют устройство, предназначенное для испытания образцов толщиной стенки 19,1 мм.
Рисунок 5 - Образец для испытания на изгиб с оправкой
8.5.2.5 Испытание шва на пластичность
Для испытаний шва на пластичность необходимо использовать образец полного сечения минимальной длины 50,8 мм.
8.5.2.6 Испытание на ударный изгиб и испытание на разрыв падающим грузом (DWT)
Образцы должны ориентироваться по окружности под углом 90° к линии шва с надрезом по толщине стенки трубы в соответствии с рисунком D.2 приложения D. Для труб наружным диаметром ≤ 168,3 мм должны использоваться продольные образцы.
8.5.2.7 Металлографические испытания
Образец для испытания необходимо отбирать от поперечного сечения шва.
8.6 Гидравлические испытания
Каждая труба должна выдерживать без потери герметичности гидравлическое испытание под давлением в течение времени выдержки, указанного в 8.10.9.
8.7 Контроль размеров и массы
8.7.1 Выполнение требований к размерам и массе должно быть обеспечено соответствующими методами, приведенными в 8.10.10.
8.7.2 Измерения наружного диаметра трубы необходимо проводить в случайном порядке, но не реже одного раза в четыре часа.
8.7.3 Каждая труба должна проверяться на соответствие допускам по толщине стенки.
8.7.4 Трубы наружным диаметром менее 114,3 мм из сталей групп прочности L175, L210 и L245 должны быть достаточно прямыми (визуально прямыми).
Все другие трубы должны проверяться на соответствие требованиям, предъявляемым к прямолинейности в случайном порядке (выборочно).
8.8 Визуальный контроль
Все трубы должны проходить визуальный контроль (приложение G).
8.9 Неразрушающий контроль
Кроме труб из сталей группы прочности L175, сварные швы труб наружным диаметром 60,3 мм и более должны проверяться по всей длине (100 %) в соответствии с методами, установленными в 8.10.11.1. Кроме того, необходимо проверять стыковые швы концов рулонов на трубах со спиральным швом. Расположение оборудования на производственных площадях выполняется по усмотрению изготовителя.
Бесшовные трубы должны быть подвергнуты неразрушающему контролю в соответствии с SR2 приложения D по согласованию между заинтересованными сторонами и если это определено в заказе на поставку.
По согласованию между заинтересованными сторонами и если это определено в заказе, электросварные швы труб должны подвергаться неразрушающему контролю в соответствии с SR7 приложения D.
8.10 Методы испытаний и результаты
Если испытательное оборудование, поверка которого требуется в соответствии с настоящим стандартом, подвергается воздействию таких необычных или тяжелых условий, что его точность может быть поставлена под сомнение, то перед его дальнейшем использованием необходимо провести повторную поверку.
8.10.1 Химический анализ
Методы и практика выполнения химического анализа должны соответствовать требованиям АСТМ А 751. Результаты химического анализа должны соответствовать требованиям 7.2.
8.10.2 Испытание на растяжение
8.10.2.1 Общие положения
Процедура испытания должна соответствовать требованиям ИСО 6892 или приложения А2 к АСТМ А 370.
Результаты испытаний на растяжение должны отвечать требованиям для сталей соответствующих групп прочности, указанных в таблице 3.
8.10.2.1.1 Средства измерений машин для испытания на растяжение должны проходить поверку не реже чем один раз в 15 месяцев в соответствии с процедурами, установленными в АСТМ Е 4. Если предел текучести определяют экстензометрами, то они также должны проходить поверку не реже чем один раз в 15 месяцев в соответствии с процедурами, установленными в стандарте АСТМ Е 83.
8.10.2.1.2 Все испытания на растяжение, кроме испытаний поперечных сварных швов и колец, должны включать определение предела текучести для общего удлинения на 0,5 % (σТ0,5), предела прочности (σв) и удлинения в процентах после разрыва (σ) и должны проводиться при комнатной температуре.
Удлинение в процентах после разрыва должно приводиться со ссылкой на измерительную базу в ![]() , где S0 - исходная площадь поперечного сечения измерительной базы. Если используют
другую измерительную базу, то удлинение со ссылкой на измерительную базу
, где S0 - исходная площадь поперечного сечения измерительной базы. Если используют
другую измерительную базу, то удлинение со ссылкой на измерительную базу ![]() необходимо определять в соответствии с ИСО 2566-1.
необходимо определять в соответствии с ИСО 2566-1.
Скорость деформации должна соответствовать требованиям ИСО 6892.
Для определения удлинения в протоколе необходимо указать номинальную ширину испытательного образца, если используют продольные образцы, диаметр и базовую длину, если используют круглые образцы, или место вырезки, если используют образцы полного сечения. Для труб из стали группы прочности L175 изготовитель может подтвердить, что поставленный материал был проверен и отвечает механическим требованиям, предъявляемым к группе прочности L175.
Горячая правка, искусственное старение или термическая обработка образцов для испытания на растяжение не допускаются.
8.10.2.1.3 По выбору изготовителя, образец может быть либо полным сечением трубы, либо плоским или цилиндрическим, как описано ниже. Тип, размеры и ориентация образцов должны указываться в отчете.
Если для испытаний используют подходящие захваты, пригодные для образцов с изогнутым профилем, или, если концы образцов подвергаются механической обработке для уменьшения кривизны в области захвата, то продольные образцы должны иметь ширину приблизительно 38,1 мм в измерительной базе либо они должны иметь:
- ширину приблизительно 19,0 мм - для труб наружным диаметром менее 101,6 мм;
- ширину приблизительно 25,4 мм - для труб наружным диаметром от 101,6 до 219,1 мм;
- ширину приблизительно 38,1 мм - для труб наружным диаметром 219,1 мм и более.
При отсутствии захватов с изогнутыми профилями концы образцов могут быть сплющены без нагревания.
8.10.2.2 Испытание продольных образцов на растяжение
По выбору изготовителя для испытания на растяжение можно использовать продольные образцы полного сечения или образцы рулонного или листового проката, для труб толщиной стенки больше 19,1 мм - цилиндрические образцы диаметром 12,7 мм. Образцы рулонного или листового проката должны испытываться без предварительной правки.
8.10.2.3 Испытание поперечных образцов на растяжение
Свойства материала в поперечном направлении должны определяться по выбору изготовителя одним из следующих методов.
a) Значения предела текучести, предела прочности при растяжении и относительного удлинения должны определяться либо на отрихтованном прямоугольном образце, либо на цилиндрическом образце диаметром 12,7 или 8,9 мм.
b) Предел текучести должен определяться гидравлическим испытанием кольца на раздачу в соответствии с АСТМ А 370. Значения предела прочности при растяжении и удлинении должны определяться на прямоугольном отрихтованном образце.
Для всех партий одной позиции заказа должен использоваться один и тот же метод испытания. Все поперечные образцы для испытания на растяжение должны соответствовать образцам, рассматриваемым в ИСО 6892 или в приложении А2 к АСТМ А 370. Все образцы должны представлять полную толщину стенки трубы, из которой они были вырезаны, кроме цилиндрических образцов.
Поперечные цилиндрические образцы должны изготовляться без правки. Если позволяет размер трубы, то диаметр таких образцов должен составлять 12,7 мм, а для других размеров труб - 8,9 мм. Для труб, размеры которых слишком малы, чтобы получить образец диаметром 8,9 мм, цилиндрические образцы для испытаний на растяжение не применяют.
8.10.2.4 Испытание сварных швов на растяжение
Свойства сварного шва при растяжении должны быть определены на выровненном прямоугольном образце с полной толщиной стенки трубы. По выбору изготовителя усиление шва может быть удалено. Испытание шва на растяжение исключает определение предела текучести и удлинения.
Выпрямление поперечных образцов и образцов со сварным швом должно быть выполнено при комнатной температуре.
8.10.3 Испытание на сплющивание
Испытание на сплющивание должно проводиться согласно 8.5.2.2 в соответствии с ИСО 8492.
Критерии приемлемости должны быть следующие:
- Электросварная труба из сталей группы прочности выше, чем L175.
Для всех труб с отношением диаметра к толщине стенки (D/T), равным 10 или менее, при сплющивании до 2/3 исходного наружного диаметра не должно происходить раскрытие сварного шва.
Для трубы с отношением диаметра к толщине стенки (D/T) более 10 - при продолжении сплющивания до 1/3 исходного наружного диаметра не должно образовываться трещин или разрывов, кроме как в сварном шве.
Для всех отношений диаметра к толщине стенки (D/T) - при продолжении сплющивания до соприкосновения противоположных стенок трубы не должно наблюдаться расслоения или разрушения металла.
- Сварная труба из сталей группы прочности L175.
При сплющивании до 3/4 исходного наружного диаметра не должно быть трещин в шве, при продолжении сплющивания до 60 % исходного наружного диаметра не должны образовываться трещины или разрушения, кроме как в сварном шве.
8.10.4 Испытание на изгиб
Испытание на изгиб должно проводиться в соответствии с ИСО 8491. Полноразмерный образец соответствующей длины должен быть согнут в холодном состоянии на угол 90° вокруг оправки диаметром не более двенадцати наружных диаметров испытуемой трубы. При этом шов должен находиться под углом 45° от точки контакта образца с оправкой. Ни в одной из частей трубы не должно появляться трещин и раскрытия сварного шва.
Примечание - Для механического испытания швов электросварных труб номинального размера 2 и более понятие «шов» распространяется на расстояние 12,7 мм с каждой стороны линии сплавления. Для труб меньше номинального размера 2 понятие «шов» распространяется на расстояние 6,35 мм с каждой стороны линии сплавления.
8.10.5 Проведение испытаний на швах, полученных способом дуговой сварки под флюсом и в среде защитного газа
Образцы для испытаний на изгиб в направляющих, соответствующие рисунку 5, должны быть согнуты приблизительно на угол 180° в оправке, как показано на рисунке 6. Для любого сочетания наружного диаметра, толщины стенки и группы прочности стали максимальное значение диаметра оправки А может быть рассчитано по формуле, приведенной на рисунке 6. Изготовитель, по своему усмотрению, должен использовать оправку такого диаметра или меньшего. Однако для сведения к минимуму количества требуемых оправок для труб наружным диаметром 323,9 мм и более были выбраны стандартные значения параметра А. Эти значения перечислены в приложении Е для каждого диаметра, толщины стенки и группы прочности стали. Для промежуточных групп прочности сталей или толщин стенок необходимо использовать меньшее из ближайших стандартных значение размера А. Если размер А превышает 228,6 мм, то длина образца, соприкасающегося с пуансоном, не должна превышать 228,6 мм. Для труб толщинами стенки более 19,1 мм по выбору изготовителя можно использовать образец с более тонкой стенкой, как показано на рисунке 5. Образцы с более тонкими стенками должны испытываться на оправке с размером А, рассчитанным для трубы толщиной стенки 19,1 мм, соответствующих размеров и группы прочности стали. Образец:
a) не должен разрушаться полностью;
b) в металле сварного шва не должно появляться никаких трещин или разломов длиной более 3,18 мм, независимо от глубины;
c) в основном металле в зоне термического влияния или на линии сплавления длиной более 3,18 мм и глубиной более 12,5 % толщины стенки не должно появляться никаких трещин или разломов, за исключением трещин, появляющихся на краях образца, длина которых менее 6,35 мм и которые не должны стать причиной отбраковки на основании перечисления b) или c), независимо от глубины.
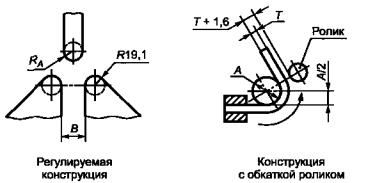
Альтернативные варианты
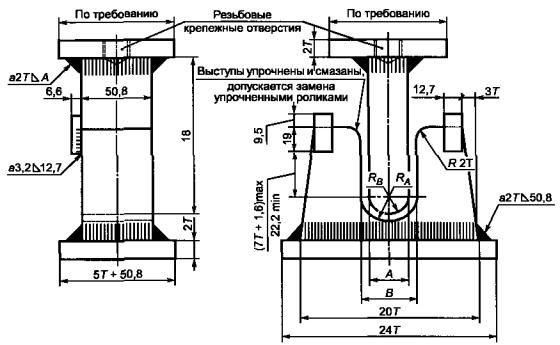
RA = 0,5; В = А + 2Т + 3,2; RB = 0,5В
где 1,15 - коэффициент перегрузки;
D - номинальный наружный диаметр, мм;
T - номинальная толщина стенки, мм;
е - деформация.
Номинальные значения е:
|
167,5 (L210) |
112,5 (L415) |
|
137,5 (L245, L290) |
110,0 (L450) |
|
132,5 (L320) |
102,5 (L485) |
|
125,0 (L360) |
90,0 (L555) |
|
117,5 (L385) |
|
Рисунок 6 - Устройство для испытания на изгиб с оправкой
8.10.6 Испытания сварного шва на пластичность
Образцы должны сплющиваться при комнатной температуре между параллельными плитами. Сварной шов должен располагаться под углом 90° к направлению прилагаемой силы (т. е. в зоне максимального изгиба). На наружной поверхности образца на шве или в основном металле в любом направлении не должны образовываться трещины или разрывы длиной более 3,18 мм до тех пор, пока расстояние между плитами меньше значения Н, рассчитанного по формулам 3 или 4:
а) группы прочности стали ниже, чем L360
|
|
(3) |
б) группы прочности стали L360 и выше
|
|
(4) |
где Н - расстояние между плитами, мм;
T - номинальная толщина стенки трубы, мм;
D - номинальный наружный диаметр трубы, мм.
Трещины, образовавшиеся на краях образца, длиной менее 6,35 мм не должны являться причиной для отбраковки.
8.10.7 Испытание на вязкость разрушения
Для стали группы прочности L555 обязательные испытания на ударный изгиб должны проводиться при температуре 0°С в соответствии с АСТМ А 370.
Для испытаний необходимо использовать три образца Шарпи размером 10×10 мм каждый с V-образным надрезом, если это возможно для данного диаметра трубы и толщины стенки. В противном случае толщина образца должна соответствовать уровням требуемой энергии, уменьшенной пропорционально уменьшению толщины.
При испытаниях на разрыв падающим грузом процедура испытаний и характеристики образца должны соответствовать API RP 5L3.
Результаты испытаний должны соответствовать требованиям, приведенным в 7.3.3.
В случае сталей группы прочности ниже L555, если это определено в заказе на поставку, изготовитель должен провести испытания на ударный изгиб в соответствии с SR3 или SR4 приложения D или с любыми их сочетаниями, как указано покупателем. Температуру испытаний по SR3 и SR4, а также величину энергии, необходимую для испытания на ударный изгиб образцов Шарпи с V-образным надрезом, в соответствии с SR3B приложения D должен выбирать покупатель.
8.10.8 Дефектный образец для механических испытаний
При проведении механических испытаний по 8.5 любой образец, в котором обнаружены дефекты изготовления или материала, не имеющие отношения к целям конкретных механических испытаний, независимо от того, было ли это обнаружено до или после испытаний, образец может быть удален и заменен другим образцом от той же трубы.
8.10.9 Гидравлические испытания
8.10.9.1 Условия проведения испытаний
Испытательные давления для бесшовных труб всех размеров и для сварных труб наружным диаметром менее 508,0 мм должны выдерживаться не менее 5 с. Испытательные давления для сварных труб наружным диаметром 508,0 мм и более должны выдерживаться не менее 10 с. Для труб с резьбовыми соединениями испытания должны проводиться с муфтами, навернутыми на станке, если это установлено в заказе на поставку. За исключением того, что трубы наружным диаметром больше 323,9 мм могут испытываться как трубы с гладкими концами. Для труб с нарезанными резьбами и муфтами, затянутыми вручную, гидравлические испытания должны проводиться до нарезки резьбы на трубах с гладкими концами или на трубах с резьбовыми концами, если заинтересованными сторонами не оговорено иное.
8.10.9.2 Контроль гидравлических испытаний
Для того чтобы убедиться, что каждая труба испытана при требуемом давлении, каждый испытательный стенд, за исключением тех, на которых испытываются трубы, сваренные непрерывным швом, должен быть оборудован регистрирующим измерительным прибором, записывающим испытательное давление и продолжительность его воздействия на каждую трубу, либо автоматическим или блокирующим устройством, чтобы труба не могла быть классифицирована, как подвергшаяся испытанию до тех пор, пока не будут выполнены требования испытаний (давление и время его действия). Такие записи или диаграммы испытаний должны быть доступны для контроля инспекторами покупателя, если покупатель представлен на предприятии в таком качестве. Манометр для измерения испытательного давления должен поверяться грузопоршневым манометром или аналогичным средством измерения не реже чем один раз в четыре месяца. Результаты поверки должны сохраняться в соответствии с 8.3.
8.10.9.3 Испытательные давления
Минимальные испытательные давления должны соответствовать стандартным испытательным давлениям, приведенным в таблицах 6-9, или альтернативным давлениям - см. сноску 4) в таблице 9 либо промежуточным или более высоким давлениям по выбору изготовителя, если они специально не ограничены покупателем, либо более высоким давлениям по согласованию между заинтересованными сторонами. Минимальные испытательные давления, не перечисленные для групп прочности стали, для наружных диаметров и толщин стенок, необходимо рассчитывать по формуле (5), приводимой ниже. Если толщина стенки, не включенная в перечень, является промежуточной, то испытательное давление для такой стенки должно быть равно испытательному давлению, установленному для следующей более толстой стенки.
Если значения расчетного давления не точно кратны 100 кПа, то их необходимо округлить до ближайшего значения, кратного 100 кПа.
где р - давление при гидравлическом испытании на герметичность, кПа;
S - окружное напряжение (процент от минимального предела текучести для разных размеров приведен в таблице 15), кПа;
Т - номинальная толщина стенки трубы, мм;
D - номинальный наружный диаметр трубы, мм.
Таблица 15 - Процент для расчета величины окружного напряжения
|
Группа прочности стали |
Наружный диаметр, мм |
Процент от минимального предела текучести для расчета величины окружного напряжения |
|
|
при стандартном гидравлическом испытании |
при альтернативном гидравлическом испытании |
||
|
L175 |
141,31) |
60 |
- |
|
L210 |
≥ 60,32) |
60 |
75 |
|
L245 |
≥ 60,32) |
60 |
75 |
|
От L290 до L5553) |
≤ 141,3 |
60 |
75 |
|
168,3 и 219,1 |
75 |
- |
|
|
273,1 до 457,0 |
85 |
- |
|
|
≥ 508,0 |
90 |
- |
|
|
1) Испытательное давление установлено условно. 2) Испытательное давление ограничено 17200 кПа для наружного диаметра ≤ 88,9 мм и 19300 кПа для наружного диаметра > 88,9 мм. Для других значений наружного диаметра испытательные давления устанавливаются произвольно. 3) Испытательные давления для сталей групп прочности от L290 до L555 были ограничены 20700 кПа в соответствии с возможностями гидравлического испытательного стенда. |
|||
Если в заказе на поставку указано, что при гидравлических испытаниях окружные напряжения будут составлять более 90 % установленного минимального предела текучести, и если в заказе на поставку установлено дополнительное требование SR5 в соответствии с приложением D, то испытательное давление должно соответствовать этому требованию.
Примечание 1 - Приведенные здесь значения гидравлического испытательного давления предназначены для экспертизы и не должны рассматриваться как основа для проектирования, а также необязательно напрямую связаны с рабочим давлением.
Примечание 2 - Если испытательное давление, рассчитанное по формуле (5), превышает 90 % заданного минимального предела текучести, то следует учитывать силы осевого подпора концов, создающие сжимающее продольное напряжение.
8.10.9.4 Дополнительные гидравлические испытания
Для сталей групп прочности L290 и выше изготовитель по согласованию между заинтересованными сторонами должен проводить дополнительные испытания внутренним давлением с использованием одного или нескольких методов. Для расчета напряжений во всех дополнительных гидравлических испытаниях необходимо использовать формулу (5), приведенную в 8.10.9.3. Условия проведения испытаний должны согласовываться.
Такие испытания включают:
a) Гидравлические разрушающие испытания, в которых минимальная длина образца равна десятикратному наружному диаметру трубы, но не должна превышать 12,2 м.
b) Испытания с разрушением полноразмерного образца, проводимые методом гидростатического давления столба воды.
c) Гидравлические испытания для определения предела текучести в поперечном направлении с использованием точных средств измерения деформации.
Примечание - Подходящими измерительными приборами являются расширительный кольцевой калибр с роликовой цепью, средство измерения деформаций «SR-4» (наименование марки) или другие подходящие средства измерения той же точности.
8.10.10 Размеры, масса и длина
Точность всех средств измерения, за исключением резьбового калибра-кольца и калибра-пробки, используемых для приемки/отбраковки, должна проверяться не реже одного раза за рабочую смену. Поверка точности линеек, рулеток и других нерегулируемых измерительных приспособлений должна рассматриваться как визуальная проверка четкости маркировок и общего износа фиксированных эталонных точек. Процедура поверки этих средств измерения должна быть документально оформлена. Регулируемые и нерегулируемые обозначения, используемые изготовителем, также должны документально оформляться.
Если средство измерения, поверка которого требуется настоящим стандартом, подвергается воздействию таких необычных или суровых условий, что его точность может быть поставлена под сомнение, то перед последующим использованием этого оборудования необходимо провести повторную поверку.
8.10.10.1 Наружный диаметр
Для труб наружным диаметром 114,3 мм и более измерения наружного диаметра трубы необходимо проводить на предприятии с помощью мерительной ленты или калибра-скобы, а для труб наружным диаметром менее 114,3 мм могут быть использованы рулетка, калибр-скоба или микрометр.
Методы измерений концов трубы и овальности определяются в соответствии с допусками в 7.6.8.2 и 7.6.8.3.
8.10.10.2 Толщины стенок
Измерения толщин стенок должны проводиться механическим толщиномером или соответствующим измерительным прибором для неразрушающего контроля соответствующего класса точности. В спорных случаях предпочтение отдается механическому толщиномеру. Механический толщиномер должен иметь круглые контактные наконечники диаметром 6,35 мм. Конец наконечника, контактирующий с внутренней поверхностью трубы, должен быть закруглен до максимального радиуса 38,10 мм для труб наружным диаметром 168,3 мм и более или до максимального радиуса, равного d/4, для труб наружным диаметром менее 168,3 мм, с минимальным радиусом 3,2 мм. Конец наконечника, контактирующего с наружной поверхностью трубы, должен быть либо плоским, либо закругленным до радиуса не менее 38,10 мм.
8.10.10.3 Масса
Каждая труба наружным диаметром 141,3 мм и более должна взвешиваться отдельно и определять загрузочную массу вагона. Трубы наружным диаметром менее 141,3 мм следует взвешивать по отдельности либо удобными партиями по выбору изготовителя и определять загрузочную массу. Минимальной считают загрузку вагона 18144 кг. Трубы с резьбой и муфтами необходимо взвешивать с навинченными муфтами, но без протекторов резьбы, исключая загрузку вагона, для которой следует ввести поправку на массу протекторов. Трубы с резьбой можно взвешивать без навинченных муфт при условии внесения соответствующих поправок на массу муфт.
8.10.10.4 Длина
При поставке труб с резьбовыми соединениями длину трубы с навинченной муфтой необходимо измерять до внешнего торца муфты. Длину труб с резьбой можно определять без навинченных муфт при условии внесения соответствующих поправок на длину муфт. Точность средств измерения длины менее 30 м должна составлять ±0,03 м.
8.10.10.5 Прямолинейность
Измерения кривизны труб проводят с использованием туго натянутой струны от одного торца трубы до другого ее торца вдоль образующей трубы. При этом измеряется наибольшее отклонение поверхности трубы относительно струны.
8.10.11 Неразрушающий контроль
8.10.11.1 Методы контроля
Швы, полученные дуговой сваркой под флюсом, должны проверяться рентгеновскими методами в соответствии с 8.10.11.2. Такой проверке необходимо подвергать всю длину или до минимального расстояния 203 мм от каждого торца, если остаток длины шва был проверен ультразвуковыми методами в соответствии с 8.10.11.3.1 - 8.10.11.3.4.
Электросварные швы необходимо проверять ультразвуковыми или электромагнитными методами в соответствии с 8.10.11.3.1 - 8.10.11.3.4. В случае необходимости проверки всей длины (100 %) на соответствие требованиям 8.9 концы труб должны проверяться переносным ультразвуковым прибором, использующим принцип сдвиговой волны, или другим методом неразрушающего контроля, согласованным заинтересованными сторонами.
Швы, полученные дуговой сваркой в среде защитного газа, необходимо проверять по всей длине ультразвуковыми методами в соответствии с 8.10.11.3.1 - 8.10.11.3.4. Кроме того, швы должны проверяться рентгеновским методом в соответствии с 8.10.11.2 - 8.10.11.2.10 на минимальном расстоянии 203 мм от каждого торца.
Стыковой шов рулонного или листового проката в готовой спирально-шовной трубе необходимо проверять одним или несколькими методами, описанными выше для типов швов. Рентгеновскому контролю подвергают пересечение стыкового и спирального швов трубы, а для холодноэкспандированной трубы это должно быть выполнено после экспандирования.
8.10.11.2 Рентгеновский контроль
8.10.11.2.1 Оборудование для рентгеновского контроля
Однородность сварных швов должна проверяться методом рентгеноскопии при условии обеспечения требуемой чувствительности.
8.10.11.2.2 Квалификация оператора рентгеновского контроля
Изготовитель труб должен обучать, экзаменовать и аттестовывать операторов рентгеновского контроля. Сведения об обучении, программы экзамена и аттестации должны предоставляться потребителю. Эти программы должны включать:
a) аудиторные занятия по основам принципов рентгеновских методов контроля;
b) учебную практику для ознакомления оператора с конкретными установками, включающую обнаружение и интерпретацию дефектов сварных швов. Продолжительность такого обучения должна быть достаточной для качественного уровня знаний, необходимых для проведения контроля;
c) изучение соответствующих требований настоящего стандарта;
d) медицинский осмотр не реже одного раза в 12 месяцев для определения способности оператора (касается зрения) выполнять требуемый контроль;
e) по завершении выполнения программы по перечислениям а) и b) изготовитель обязан проводить экзамены для определения квалификации оператора и его способности осуществлять рентгеновский контроль.
8.10.11.2.3 Аттестация оператора
Аттестованные операторы, не занимавшиеся рентгеновским контролем в течение года и более, должны повторно аттестовываться после успешно сданных экзаменов согласно перечислению е), а также должны пройти медицинский осмотр по перечислению d). Существенные изменения в методике испытаний или в используемом оборудовании также требуют повторной аттестации операторов.
8.10.11.2.4 Эталонные образцы для неразрушающего рентгеновского контроля
Если не установлено иное, то эталонным образцом должен быть стандартный пенетрометр API, описанный в перечислении а) настоящего подпункта, или по выбору изготовителя проволочный пенетрометр ИСО (проволочный индикатор качества изображения в соответствии с ИСО 1027), описанный в перечислении b). По соглашению между заинтересованными сторонами могут использоваться другие стандартные пенетрометры.
а) Стандартный пенетрометр API: стандартный пенетрометр API показан на рисунке 7 и должен изготовляться из материала с такими же рентгеновскими характеристиками, что и труба. Толщина пенетрометра должна составлять не более 4 % номинальной толщины стенки. Можно использовать пенетрометры толщиной, составляющей 2 % или 4 % номинальной толщины стенки; размеры таких пенетрометров приведены в таблицах 16 и 17.

Диаметр каждого отверстия должен быть 1,6 мм.
Отверстия должны быть круглые и просверленные перпендикулярно к поверхности.
Отверстия должны быть свободны от заусенцев, но края не должны быть скошены.
Каждый эталон должен иметь идентификационный номер, приведенный в таблицах 16 и 17.
Рисунок 7 - Стандартный пенетрометр API
Таблица 16 - Стандартный 4 %-ный пенетрометр API с отверстиями
В миллиметрах
|
Идентификационный номер |
Толщина стенки |
Максимальная толщина пенетрометра |
|
|
от |
до |
||
|
10 |
4,8 |
6,4 |
0,25 |
|
12 |
6,4 |
7,9 |
0,32 |
|
15 |
7,9 |
9,5 |
0,38 |
|
17 |
9,5 |
11,1 |
0,45 |
|
20 |
11,1 |
12,7 |
0,51 |
|
25 |
12,7 |
15,9 |
0,64 |
|
30 |
15,9 |
19,1 |
0,76 |
|
40 |
19,1 |
25,4 |
1,02 |
|
50 |
25,4 |
31,8 |
1,27 |
|
60 |
31,8 |
38,1 |
1,52 |
Таблица 17 - Стандартный 2 %-ный пенетрометр API с отверстиями
В миллиметрах
|
Идентификационный номер |
Толщина стенки |
Максимальная толщина пенетрометра |
|
|
от |
до |
||
|
5 |
5,1 |
6,4 |
0/13 |
|
6 |
6,4 |
7,9 |
0,15 |
|
7 |
7,9 |
9,5 |
0,19 |
|
10 |
9,5 |
12,7 |
0,25 |
|
12 |
12,7 |
15,9 |
0,32 |
|
15 |
15,9 |
19,1 |
0.38 |
|
17 |
19,1 |
22,2 |
0,45 |
|
20 |
22,2 |
25,4 |
0,51 |
|
25 |
25,4 |
31,8 |
0,64 |
|
30 |
31,8 |
38,1 |
0,76 |
b) Проволочный пенетрометр ИСО: проволочный пенетрометр ИСО должен быть Fe 1/7, Fe 6/12 или Fe 10/16 в соответствии с таблицами 18 и 19. Если проволочный пенетрометр располагают поперек шва, то используемый диаметр проволоки должен определяться по номинальной толщине стенки плюс расчетная величина усиления шва (не больше чем максимально допустимая). Если же пенетрометр располагают на основном металле, то диаметр проволоки должен определяться по номинальной толщине стенки.
Таблица 18 - Пенетрометр ИСО 4 %-ный проволочный
В миллиметрах
|
Номер проволоки |
Толщина стенки |
Диаметр проволоки |
|
|
от |
до |
||
|
Fe 1/7 |
|||
|
1 |
63,5 |
82,6 |
3,20 |
|
2 |
50,8 |
63,5 |
2,50 |
|
3 |
41,1 |
50,8 |
2,00 |
|
4 |
31,8 |
41,1 |
1,60 |
|
5 |
25,4 |
31,8 |
1,25 |
|
6 |
20,3 |
25,4 |
1,00 |
|
7 |
15,9 |
20,3 |
0,80 |
|
Fe 6/12 |
|||
|
6 |
20,3 |
25,4 |
1,00 |
|
7 |
15,9 |
20,3 |
0,80 |
|
8 |
12,7 |
15,9 |
0,63 |
|
9 |
10,2 |
12,7 |
0,50 |
|
10 |
8,3 |
10,2 |
0,40 |
|
11 |
6,4 |
8,3 |
0,32 |
|
12 |
5,1 |
6,4 |
0,25 |
|
Fe 10/16 |
|||
|
10 |
8,3 |
10,2 |
0,40 |
|
11 |
6,4 |
8,3 |
0,32 |
|
12 |
5,1 |
6,4 |
0,25 |
|
13 |
4,1 |
5,1 |
0,20 |
|
14 |
3,2 |
4,1 |
0,16 |
|
15 |
2,5 |
3,2 |
0,13 |
|
16 |
2,0 |
2,5 |
0,10 |
Таблица 19 - Пенетрометр ИСО 2 %-ный проволочный
В миллиметрах
|
Номер проволоки |
Толщина стенки |
Диаметр проволоки |
|
|
от |
до |
||
|
Fe 1/7 |
|||
|
1 |
127,0 |
165,2 |
3,20 |
|
2 |
101,6 |
127,0 |
2,50 |
|
3 |
82,6 |
101,6 |
2,00 |
|
4 |
63,5 |
82,6 |
1,60 |
|
5 |
50,8 |
63,5 |
1,25 |
|
6 |
40,6 |
50,8 |
1,00 |
|
7 |
31,8 |
40,6 |
0,80 |
|
Fe 6/12 |
|||
|
6 |
40,6 |
50,8 |
1,00 |
|
7 |
31,8 |
40,6 |
0,80 |
|
8 |
25,4 |
31,8 |
0,63 |
|
9 |
20,3 |
25,4 |
0,50 |
|
10 |
16,5 |
20,3 |
0,40 |
|
11 |
12,7 |
16,5 |
0,32 |
|
12 |
10,1 |
12,7 |
0,25 |
|
Fe 10/16 |
|||
|
10 |
16,5 |
20,3 |
0,40 |
|
11 |
12,7 |
16,5 |
0,32 |
|
12 |
10,1 |
12,7 |
0,25 |
|
13 |
8,3 |
10,1 |
0,20 |
|
14 |
6,4 |
8,3 |
0,16 |
|
15 |
5,1 |
6,4 |
0,13 |
|
16 |
4,1 |
5,1 |
0,10 |
8.10.11.2.5 Периодичность калибровки
Для проверки чувствительности и пригодности рентгеноскопической аппаратуры пенетрометр должен использоваться на одной трубе, выбираемой из партии 50 труб, но не реже двух раз за восьмичасовую рабочую смену. Если пленка применяется на всей длине, то пенетрометр необходимо использовать для каждой трубы. При настройке рентгеноскопической аппаратуры с использованием пенетрометра труба должна быть неподвижной. Соответствующее разрешение и чувствительность достигаются тогда, когда все три отверстия стандартного пенетрометра API или отдельные проволоки пенетрометра ИСО отчетливо различимы.
8.10.11.2.6 Процедура для оценки чувствительности в динамическом режиме
Для оценки выявляемости дефектов при рабочих скоростях необходимо использовать отрезок трубы, имеющий минимальную толщину стенки 9,5 мм. Как показано на рисунке 8, пример 6, в центре шва должен быть просверлен ряд отверстий диаметром 0,8 мм на глубину, составляющую 100 % полной толщины. Необходимо просверлить не менее четырех таких рядов на расстоянии 304,8 мм друг от друга. В качестве альтернативы описанному выше отрезку трубы, по выбору изготовителя, пенетрометр можно применять так, как указано в 8.10.11.2.4. Скорость перемещения трубы относительно преобразователя излучения должна регулироваться таким образом, чтобы отверстия в отрезке трубы или пенетрометре API или отдельные проволоки в пенетрометре ИСО были хорошо видны оператору.
8.10.11.2.7 Допустимые пределы рентгеновского контроля
Рентгеновский контроль должен определять несовершенства и дефекты сварного шва, как описано в 8.10.11.2.8 и 8.10.11.2.9.
|
Пример 1 - Две несплошности размером по 3,2 мм каждая |
Пример 2 - Одна несплошность размером 3,2 мм, одна - 1,6 мм и две - по 0,8 мм каждая |
|
Пример 3 - Одна несплошность размером 3,2 мм, одна - 0,8 мм и шесть - по 0,4 мм каждая |
Пример 4 - Четыре несплошности размером по 1,6 мм каждая |
Рисунок 8 - Примеры схем максимального распределения несплошностей в виде круглых шлаковых включений и газовых пор
|
Пример 5 - Две несплошности размером по 1,6 мм; четыре - по 0,8 мм каждая |
Пример 6 - Шестнадцать несплошностей размером по 0,4 мм каждая |
|
Пример 7 - Восемь несплошностей размером по 0,8 мм каждая |
Пример 8 - Три разбросанные несплошности размером по 0,8 мм; десять - по 0,4 мм каждая |
Рисунок 8, лист 2
8.10.11.2.8 Несовершенства, обнаруживаемые при рентгеновском контроле
Максимально допустимые размеры и распределение неоднородностей типа шлаковых включений и/или газовых пор приведены в таблицах 20 и 21 и на рисунках 8 и 9.
Таблица 20 - Несплошности типа удлиненных шлаковых включений1) (рисунок 9)
В миллиметрах
|
Максимальный размер несплошностей |
Минимальное расстояние между несплошностями |
Максимальное число несплошностей на любом участке длиной 152,4 мм |
|
1,6×12,7 |
152,4 |
1 |
|
1,6×6,4 |
76,2 |
2 |
|
1,6×3,2 |
50,8 |
3 |
|
1) Максимальная суммарная длина несплошностей на любом участке длиной 152,4 мм не должна превышать 12,7 мм. |
||
Таблица 21 - Шаровидные несплошности типа шлаковых включений и газовых пор1) (рисунок 8)
В миллиметрах
|
Размер несплошностей |
Размер соседней несплошности |
Минимальное расстояние между несплошностями |
Максимальное число несплошностей на любом участке длиной 152,4 мм |
|
3,22) |
3,2 |
50,8 |
2 |
|
3,22) |
1,6 |
25,4 |
Произвольно |
|
3,22) |
0,8 |
12,7 |
Произвольно |
|
3,22) |
0,4 |
9,5 |
Произвольно |
|
1,6 |
1,6 |
12,7 |
4 |
|
1,6 |
0,8 |
9,5 |
Произвольно |
|
1,6 |
0,4 |
6,4 |
Произвольно |
|
0,8 |
0,8 |
6,43) |
8 |
|
0,8 |
0,4 |
4,8 |
Произвольно |
|
0,4 |
0,4 |
3,2 |
16 |
|
1) Сумма диаметров всех несплошностей на длине 152,4 мм не должна превышать 6,4 мм. 2) Максимальный размер несплошности для стенок толщиной ≤ 6,4 мм должен составлять 2,4 мм. 3) Две несплошности размером ≤ 0,8 мм каждая могут располагаться друг от друга на расстоянии, равном одному диаметру, при условии, что они отстоят от любой другой несплошности не менее чем на 12,7 мм. |
|||
![]()
Пример 1 - Одна несплошность 12,7 мм
![]()
Пример 2 - Две несплошности по 6,4 мм каждая
![]()
Пример 3 - Три несплошности по 3,2 мм каждая
Рисунок 9 - Примеры схем максимальных распределений обнаруженных несплошностей типа удлиненных шлаковых включений на рентгенограммах
Примечание - Если несплошности неудлиненные, то нельзя достоверно определить, шлаковые это или газовые включения, поэтому распределения и максимально допустимые размеры одни и те же для несплошности круглого типа.
Важными факторами, которые необходимо учитывать при оценке отбраковки или ограничении на приемку, являются размеры несплошностей и расстояние между ними, а также сумма диаметров несплошностей на установленной базе. Для простоты база - это отрезок длиной 152,4 мм. Несплошности такого типа обычно встречаются в виде цепочек, однако разница между удлиненными или разбросанными схемами не делается. Помимо этих схем рассеянных неоднородностей могут быть и другие.
8.10.11.2.9 Дефекты, обнаруживаемые при рентгеновском контроле
Трещины, непровары, несплавления и несплошности, размеры и/или распределение которых превышают размеры, указанные в таблицах 20 и 21 и на рисунках 8 и 9, выявленные рентгеновским контролем, должны считаться дефектами. С трубой, имеющей дефекты, следует поступать в соответствии с G.4 (приложение G).
8.10.11.2.10 Порядок действий с дефектами, обнаруженными при рентгеновском контроле
Любой дефект сварного шва, обнаруженный при рентгеновском контроле, должен быть устранен.
Порядок действий с трубой, содержащей дефект, приведен в G.4 (приложение G).
8.10.11.3 Ультразвуковой и электромагнитный контроль
8.10.11.3.1 Аппаратура
Должна использоваться любая аппаратура, работающая на ультразвуковых или электромагнитных принципах и пригодная для непрерывного и периодического контроля сварных швов. Аппаратура должна проверяться по эталонным образцам в соответствии с 8.10.11.3.2 не реже одного раза за рабочую смену для подтверждения точности настройки и правильного выполнения контроля. Аппаратуру следует настраивать так, чтобы получать хорошо различимые показания при сканировании контролирующим прибором эталонного образца, используемого изготовителем, и осуществлять проверку на расстоянии 1,6 мм с каждой стороны сварного шва на всю толщину стенки трубы.
8.10.11.3.2 Эталонные образцы для неразрушающего контроля
Эталонные образцы должны иметь тот же номинальный диаметр и толщину, что и контролируемое изделие, и могут быть любой удобной длины, определяемой изготовителем. Эталонные образцы по выбору изготовителя должны иметь механически выполненные надрезы по одному на внутренней и наружной поверхностях либо просверленные отверстия, как показано на рисунке 10. Надрезы должны быть параллельными сварному шву и располагаться друг от друга на расстоянии, достаточном для получения двух различимых сигналов. Сквозные отверстия диаметром 1,6 или 3,2 мм должны просверливаться перпендикулярно к поверхности эталонного образца, как показано на рисунке 10.
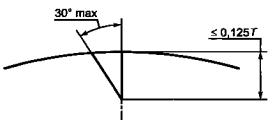
В (подкрепленный) надрез
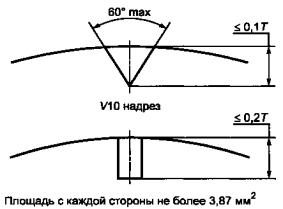
Р надрез (с параллельными сторонами)
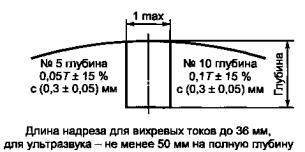
Надрезы № 5 и № 6
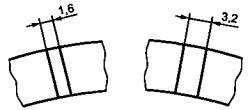
Просверленное отверстие
Рисунок 10 - Эталонные образцы (8.10.11.3.2)
Примечание - Вышеописанный эталонный образец пригоден при поверке аппаратуры неразрушающего контроля. Размеры таких образцов не следует рассматривать как минимальный размер дефектов, выявляемых этой аппаратурой.
8.10.11.3.3 Предельные значения сигналов
В таблице 22 приведены амплитуды предельных значений сигналов на эталонных образцах. Несовершенства, вызывающие сигналы, превышающие приведенные в таблице 22, должны считаться дефектом, если изготовителем не будет доказано, что он не нарушает установленные критерии в соответствии с G.3 приложения G. Другие несовершенства, выявленные в швах, полученных дуговой сваркой под флюсом, могут быть подвергнуты повторной проверке ручным ультразвуковым рентгеновским методом с использованием 2 %-ных пенетрометров в соответствии с 8.10.11.2.
Таблица 22 - Предельные значения сигналов
|
Тип шва |
Тип надреза |
Размер отверстия, мм |
Допустимый предельный сигнал, % |
|
Полученный дуговой сваркой под флюсом или в среде защитного газа металлическим электродом и ремонтный шов |
№5 |
1,6 |
100 |
|
Все другие |
3,2 |
331/3 |
|
|
Электросварной |
№10, V10 |
3,2 |
100 |
|
В, Р |
- |
80 |
Кроме того, для швов, полученных дуговой сваркой в среде защитного газа металлическим электродом, непрерывные сигналы об обнаружении дефектов длиной более 25,4 мм, независимо от амплитуды сигнала, но превышающие фоновый сигнал (шум), должны быть перепроверены рентгеновским методом в соответствии с 8.10.11.2 (с вышеприведенными изменениями) или другими методами, по согласованию между заинтересованными сторонами.
8.10.11.3.4 Ремонт сварного шва
Дефекты в сварном шве, обнаруженные ультразвуковыми или электромагнитными методами контроля, могут быть устранены сваркой и повторно проверены неразрушающими методами в соответствии с G.5 приложения G.
8.10.11.3.5 Повторный контроль концов трубы
Для холодноэкспандированных сварных труб, проверенных неразрушающим контролем перед экспандированием, сварной шов на обоих концах каждой трубы должен быть повторно проверен неразрушающим методом на расстоянии не менее 152,4 мм любым из методов, описанных в 8.10.11.1, или магнитопорошковым методом в соответствии с 8.10.11.4.
8.10.11.4 Магнитопорошковый метод
Настоящий метод применим для концов труб согласно 8.10.11.3.5 и для ремонтного шва в теле трубы.
8.10.11.4.1 Оборудование
Оборудование, используемое для магнитопорошкового контроля, должно создавать магнитное поле достаточной интенсивности для выявления дефектов сварного шва на наружной поверхности трубы следующего типа:
- швы с зазором между кромками;
- частичные или неполные сварные швы;
- прерывистые швы, трещины, волосовины и закаты.
8.10.11.4.2 Эталонный образец
По требованию потребителя изготовитель обязан обеспечить показ продукции в процессе ее производства потребителю или его представителю. Такой показ должен проводиться с использованием труб, сохраненных изготовителем для этой цели, на которых видны естественные или искусственно созданные дефекты, указанные в 8.10.11.4.1.
8.10.11.4.3 Допустимые пределы
Изготовитель обязан маркировать каждую магнитопорошковую индикацию и впоследствии использовать каждую индикацию для определения глубины дефекта. Несовершенства должны быть полностью устранены шлифованием или вырубкой, могут быть восстановлены сваркой согласно G.5 (приложения G), а затем снова проверены неразрушающим контролем.
8.11 Аннулирование результатов химических, механических и технологических испытаний
Испытания признаются недействительными (ИСО 404, 8.4), если их результаты оказываются неудовлетворительными из-за:
a) неправильного изготовления испытуемого образца, дефекты которого не связаны с дефектами самой стали;
b) неправильной установки испытательного образца;
c) неправильной работы испытательной машины.
В каждом из таких случаев испытания должны быть проведены повторно.
8.12 Повторные испытания
8.12.1 Химический анализ
Если результаты химического анализа обоих образцов продукции одной плавки оказались не соответствующими установленным требованиям, то по выбору изготовителя забраковывают всю плавку или остающуюся часть плавки необходимо проанализировать отдельно на соответствие установленным требованиям. Если же не соответствующими установленным требованиям оказались результаты анализа только одного образца продукции, представляющего плавку, то по выбору изготовителя необходимо забраковать всю плавку или провести два повторных анализа с использованием двух дополнительных образцов из этой же плавки.
Если результаты повторного анализа окажутся соответствующими установленным требованиям, то плавка должна быть принята, кроме труб рулонного или листового проката, из которых был изготовлен первоначальный образец, оказавшийся бракованным. Если установленным требованиям не будут соответствовать оба образца, то по выбору изготовителя может быть забракована вся плавка или допускается оставшуюся часть продукции бракованной плавки поштучно анализировать на соответствие химического анализа установленным требованиям.
Для таких отдельных испытаний требуется проводить анализ только для бракованного химического элемента или бракованных химических элементов.
Образцы для повторного анализа должны отбираться из той же зоны, что и для исходного анализа изделия.
8.12.2 Испытание на растяжение
Если результаты испытания на растяжение образца, представляющего партию труб, не соответствуют установленным требованиям, то изготовитель может провести повторные испытания на двух дополнительных трубах от той же самой партии. Если оба повторно испытанных образца окажутся соответствующими требованиям, то все трубы партии должны быть приняты, кроме той, от которой был отобран первоначальный образец. Если же один или оба повторно испытанных образца не будут соответствовать установленным требованиям, то изготовитель может провести отдельные испытания оставшихся труб партии, в которых необходимо проверить выполнение только тех требований, которым образцы в предшествующих испытаниях оказались несоответствующими. Образец для повторного испытания должен отбираться таким же образом, как и образец, результаты испытания которого оказались не соответствующими минимальным требованиям.
8.12.2.1 Дефектный образец для испытания на растяжение
Если удлинение образца для испытаний на растяжение окажется меньше установленного и если любая часть разрыва окажется вне средней трети базовой длины образца, обозначаемой делительными метками, нанесенными на образец перед испытаниями, то должно быть проведено повторное испытание.
8.12.3 Испытание на сплющивание
Условия проведения повторных испытаний на сплющивание следующие.
Неэкспандированная электросварная труба конечной длины из стали группы прочности выше L175
Изготовитель может повторно испытывать образец от не выдержавшего испытания конца трубы до тех пор, пока не будут выполнены требования при условии, что длина трубы составляет не менее 80 % ее исходной длины после начальной обрезки концов.
Неэкспандированная электросварная труба «бесконечной» длины группы прочности выше L175
Изготовитель может повторно испытывать любой конец каждой отдельной трубы, если какое-либо испытание оказалось неудачным. Повторные испытания каждого конца отдельной трубы должны проводиться с расположением сварного шва поочередно под углом 0° и 90° к оси нагрузки.
Холодноэкспандированные электросварные трубы групп прочности стали выше L175 и все сварные трубы группы прочности стали L175 наружным диаметром 73,0 мм и менее
Изготовитель может повторно испытывать образцы от одного конца каждой из двух дополнительных труб из той же партии. Если оба повторных испытания окажутся приемлемыми, то должны быть приняты все трубы партии, за исключением трубы, результаты испытания которой отрицательные. Если отрицательными окажутся одно или оба повторных испытания, то изготовитель может повторить испытание на образцах, отрезанных от одного конца каждой из оставшихся труб в партии.
8.12.4 Испытание на изгиб
Если образец окажется не соответствующим установленным требованиям, то изготовитель может проводить повторные испытания на образцах, вырезанных из двух дополнительных труб той же партии. Если все повторно испытанные образцы соответствуют установленным требованиям, то все трубы партии должны быть приняты, кроме трубы, из которой был вырезан первоначальный образец. Если же один или несколько повторно испытанных образцов не будут соответствовать установленным требованиям, то изготовитель может повторить испытание на образцах, вырезанных из отдельных труб, оставшихся в партии.
8.12.5 Испытание на изгиб с оправкой
Если один или оба образца, подвергнутые испытаниям на изгиб, окажутся не соответствующими установленным требованиям, то изготовитель может повторить испытания на образцах, вырезанных из двух дополнительных труб той же партии. Если эти образцы окажутся соответствующими установленным требованиям, то все трубы в партии должны быть приняты, кроме трубы, первоначально отобранной для испытания. Если же любой из повторно испытанных образцов не будет соответствовать установленным требованиям, то изготовитель может проводить испытания на образцах, вырезанных от каждой оставшейся трубы партии. Изготовитель может также повторно испытать любую трубу, которая не выдержала испытания, вырезав два дополнительных образца с того же самого конца. Если для обоих таких дополнительных испытаний требования исходного испытания будут выполнены, то труба должна быть принята. Никакая дальнейшая обрезка концов и повторные испытания не допускаются. Образцы для повторных испытаний должны отбираться тем же способом, как определено в 8.5.2.4.
8.12.6 Испытание сварного шва на пластичность
Если образец для испытания сварного шва на пластичность, представляющий партию труб, не будет соответствовать требованиям, установленным в 8.5.2.5, то изготовитель может провести повторные испытания на двух дополнительных трубах от той же партии. Если оба повторно испытанных образца окажутся соответствующими требованиям, все трубы партии должны быть приняты, кроме трубы, из которой отбирался первоначальный образец. Если один или оба повторно испытанных образца не будут соответствовать установленным требованиям, то изготовитель может провести испытания образцов, вырезанных от одного конца каждой из оставшихся в партии труб. Необходимо принять меры предосторожности, чтобы образцы могли быть идентифицированы трубе, из которой они были вырезаны. Изготовитель может также повторно испытать любую трубу, не прошедшую испытания, вырезав из нее два дополнительных образца из того же самого конца. Если требования испытания сварного шва на пластичность выполнены для обоих дополнительных испытаний, то эта труба должна быть принята. Дальнейшая обрезка концов и повторные испытания не разрешаются.
8.12.7 Испытание на ударный изгиб
Для сталей группы прочности L555 повторные испытания не проводят.
Если среднее значение работы удара для всех плавок в заказе не достигает 68 Дж, то изготовитель несет ответственность за замену плавок для доведения среднего значения этой работы до 68 Дж.
Если среднее значение работы удара для всей плавки не соответствует требуемой процентной доле вязкого разрушения, то изготовитель несет ответственность за замену плавок для доведения среднего значения до требуемой величины.
Для сталей групп прочности ниже, чем L555, повторные испытания могут проводиться в соответствии с SR3 и SR4 приложения D.
9 Маркировка труб и муфт
9.1 Общие положения
Трубы и муфты, изготовленные в соответствии с настоящим стандартом, должны маркироваться изготовителем следующим образом.
a) Требуемая маркировка на трубе должна наноситься краской по трафарету, как установлено в 9.2.
b) Требуемая маркировка на муфтах должна наноситься клеймами, если заинтересованные стороны не оговорили вариант, когда она должна наноситься краской по трафарету.
c) Маркировка длины и давления гидравлического испытания должна быть в метрических единицах.
9.2 Расположение маркировки
Расположение маркировки должно быть следующим.
Для труб наружным диаметром 48,3 мм и менее маркировка должна наноситься клеймением на металлическую бирку, прикрепленную к пакету, а также может быть нанесена на лентах или бандаже, используемых для обвязки пакета.
Для бесшовных труб других размеров и сварных труб наружным диаметром до 406,4 мм нанесение краски по трафарету на наружную поверхность, начало маркировки в зоне между 457,0 и 762,0 мм от торца труб осуществляют в последовательности, указанной ниже. В исключительных случаях, по согласованию между заинтересованными сторонами, частично или вся маркировка может размещаться на внутренней поверхности в последовательности, удобной для изготовителя.
Для сварных труб наружным диаметром 406,4 мм и более наносят краску по трафарету на внутреннюю поверхность не ближе 152,4 мм от торца трубы и в последовательности, удобной для изготовителя, если покупателем не установлен иной вариант.
9.3 Последовательность маркировки
Последовательность нанесения маркировки должна быть следующей:
a) наименование изготовителя или его товарный знак - X;
b) обозначение части стандарта (ГОСТ Р ИСО 3183-1 )должно наноситься в том случае, когда продукция полностью соответствует этой части стандарта;
c) совместимые стандарты. Продукция, соответствующая требованиям нескольких стандартов, может маркироваться с указанием наименования каждого стандарта;
d) обозначения. Обозначения размера и массы приводят в безразмерных величинах, исходя из диаметра и массы погонного метра. Обозначение размера (таблицы 6-9, первая графа) должно маркироваться. Для труб наружным диаметром 114,3 мм и более должны маркироваться: номинальная масса для труб с резьбой и муфтой (таблицы 6, 7, вторая графа), а также табличное значение массы для труб с гладкими концами (таблицы 8, 9, графа «Обозначение массы М»);
e) группа прочности стали и класс.
Должны использоваться следующие обозначения:
группа прочности L175, класс I - L175,
группа прочности L175, класс II - L175R,
группа прочности L210 - L210,
группа прочности L245 - L245,
группа прочности L290 - L290,
группа прочности L320 - L320,
группа прочности L360 - L360,
группа прочности L390 - L390,
группа прочности L415 - L415,
группа прочности L450 - L450,
группа прочности L485 - L485,
группа прочности L555 - L555.
Для промежуточных групп прочности стали между L290 и L390 первые три цифры после символа L обозначают установленный минимальный предел текучести.
Для всех групп прочности сталей от L320 и выше, содержащих ниобий, ванадий и/или титан, после символа группы прочности должна (должны) стоять буква (буквы) С, V, Т или их сочетания.
По согласованию между заинтересованными сторонами и, если это указано в заказе на поставку, группу прочности необходимо идентифицировать также и цветом в соответствии с SR3 (приложение D).
Примечание - См. 7.1 для ограничений на понижение группы прочности;
f) процесс производства. Необходимо использовать следующие символы:
бесшовные трубы - S,
сварные трубы, кроме тех, что изготовлены сваркой непрерывным швом, - W,
трубы, изготовленные сваркой непрерывным швом, - F;
g) термическая обработка. Необходимо использовать следующие символы:
нормализованные или нормализованные и отпущенные трубы - N,
докритическое снятие напряжений - HS,
дисперсионно-отвержденные в докритическом состоянии - НА,
закаленные и отпущенные - Q;
n) испытательное давление. Если установленное давление гидравлических испытаний выше давления, приведенного в таблице (таблицы 6-9), то необходимо нанести краской по трафарету значение давления в килопаскалях после слова TESTED (испытано);
i) дополнительные требования - см. приложение D.
Примеры
1 На бесшовную трубу с гладкими концами размером 14, массой 54,57, из стали группы прочности L245, краской по трафарету следует нанести:
X ГОСТ Р ИСО 3183-1-2007, 14 54,57 L245 S
2 На электросварную трубу с гладкими концами размером 65/8, массой 18,97, из стали группы прочности L245 краской по трафарету следует нанести:
X ГОСТ Р ИСО 3183-1-2007, 65/8 18,97 L245 W
3 На трубу с резьбой, полученную сваркой непрерывным швом, номинальным размером 4, стандартной массой 11,00, из стали группы прочности L175, класса 1 краской по трафарету следует нанести:
X ГОСТ Р ИСО 3183-1-2007, 4 11,00 L175 F
4 На бесшовную трубу размером 14, массой 54,57, из стали группы прочности L290 краской по трафарету следует нанести:
X ГОСТ Р ИСО 3183-1-2007, 14 54,57 L290 S
5 На бесшовную трубу с гладкими концами размером 14, массой 43,77, из стали группы прочности L290 краской по трафарету следует нанести:
X ГОСТ Р ИСО 3183-1-2007, 14 43,77 L290 S
6 На электросварную трубу с гладкими концами размером 65/8, массой 14,97, из стали группы прочности L290 краской по трафарету следует нанести:
X ГОСТ Р ИСО 3183-1-2007, 65/8 14,97 L290 W
7 На спирально-шовную трубу, полученную дуговой сваркой под флюсом, с гладкими концами размером 123/4, массой 43,77, из стали группы прочности L290 краской по трафарету следует нанести:
X ГОСТ Р ИСО 3183-1-2007, 123/4 43,77 L290 W
9.4 Маркировка пакета труб
Для труб наружным диаметром 48,3 мм и менее маркировка, приведенная в 9.2, должна наноситься на бирку, ленту или зажим для обвязки пакета.
9.5 Длина
В дополнение к маркировкам, описанным в 9.1-9.3, длина должна маркироваться следующим образом:
a) для труб наружным диаметром более 48,3 мм - значение длины в метрах и сантиметрах. Если в заказе на поставку не оговорено иное, то измеренное значение на готовой трубе должно наноситься краской по трафарету на наружную поверхность в месте, удобном для изготовителя, кроме случаев, когда по согласованию между заинтересованными сторонами маркировка длины может размещаться внутри трубы в удобном месте;
b) для труб наружным диаметром 48,3 мм и менее общая длина труб в пакете в метрах и сантиметрах, если в заказе на поставку не оговорено иное, должна маркироваться на бирке, ленте или зажиме.
9.6 Муфты
На все муфты номинального размера 2 и более должна наноситься маркировка клеймами, содержащая: наименование изготовителя или его товарный знак, группу прочности стали и обозначение настоящего стандарта.
9.7 Маркировка клеймами
Не допускается холодная маркировка клеймами листов или труб из стали групп прочности выше L175, впоследствии не подвергающихся термической обработке, а также всех труб со стенками толщиной 4,0 мм и менее. За исключением случаев, когда, по согласованию между заинтересованными сторонами и если это установлено в заказе на поставку, труба или лист могут маркироваться клеймами в холодном состоянии. Изготовитель, по своему выбору, может проводить маркировку клеймами листа или трубы в нагретом состоянии (при температуре 93°С или выше) и холодную маркировку клеймами листа или трубы, если впоследствии они подвергнутся термической обработке, и холодную маркировку клеймами муфт. Холодная маркировка клеймами должна проводиться клеймами со скругленными или тупыми краями. Для труб всех групп прочности, кроме труб группы прочности L175, клеймение необходимо проводить на расстоянии не менее 25,4 мм от сварного шва.
9.8 Маркировка резьбы
По выбору изготовителя любые трубные резьбы, которые соответствуют требованиям к нарезанию резьбы и калибровке, приведенные в API Spec 5B, могут быть маркированы краской по трафарету или клеймением рядом с резьбой с указанием наименования или товарного знака изготовителя, размером и буквами LP для обозначения типа резьбы.
Например, резьба трубопроводной трубы номинального размера 6 может быть промаркирована:
X ГОСТ Р 51906 6 LP
Если продукция промаркирована с идентификацией изготовителя где-нибудь в другом месте, то товарный знак или наименование изготовителя могут быть пропущены.
9.9 Соответствие резьбы
Предусмотренная в 9.8 маркировка должна подтвердить заявление изготовителя, что резьба соответствует требованиям, установленным в API Spec 5B. Но данная маркировка не должна истолковываться потребителем как доказательство того, что продукция полностью соответствует любому стандарту ИСО.
9.10 Маркировка предприятия-обработчика труб
Трубы, термическую обработку которых проводил не изготовитель, а другое предприятие, должны маркироваться, как указано в 9.1 - 9.7. Предприятие-обработчик должно удалить любую маркировку, которая не соответствует новому состоянию продукции после термообработки (т.е. прежнюю группу прочности, наименование или логотип первоначального изготовителя трубы).
10 Защитные покрытия
Если в заказе не определено иное, то на трубу необходимо нанести наружное покрытие для защиты ее от коррозии при транспортировании. По возможности такое покрытие должно быть гладким, твердым на ощупь и с минимальными наплывами.
Примечание - Если требуется труба без защитного покрытия или специальная плакированная труба, то это должно быть указано в заказе потребителя. Для специальных покрытий в заказе на поставку должно быть также указано, наносится ли покрытие на всю длину трубы или определенное расстояние от торца остается без покрытия. Если не указано иное, то для защиты при транспортировании такие неизолированные концы обычно покрывают смазочными маслами.
Приложение А
(обязательное)
Технические требования к сварке отрезков труб
А.1 Метод
Разрешается сварка любого типа с использованием наносимого присадочного металла, если покупатель не укажет конкретный способ сварки. Технология сварки, сварочные материалы, оборудование и операторы сварочных машин (далее - операторы) должны аттестовываться в соответствии с API Std 1104. Копии технических условий сварки и актов аттестации должны предоставляться потребителю по его просьбе.
А.2 Качество изготовления
Свариваемые концы труб должны подготавливаться в соответствии с требованиями используемого способа сварки. Сварные швы труб (продольный, спиральный или рулонного или листового проката) должны быть разнесены в пределах от 51 до 203 мм, если покупателем не оговорен иной вариант. Готовые соединения из двух сваренных между собой труб должны быть прямыми в пределах, указанных в 7.6.6. Каждый сварной шов должен иметь практически одинаковое поперечное сечение по всей окружности трубы. Ни в одной из его точек вершина шва не должна быть ниже наружной поверхности основного металла и не должна превышать ее более чем на 3,18 мм при дуговой сварке под флюсом или более чем на 1,59 мм при использовании другого способа сварки.
А.3 Маркировка
Каждое соединение из двух сваренных между собой труб должно маркироваться краской по трафарету с указанием сварочного аппарата или оператора.
А.4 Неразрушающий контроль
Кольцевые сварные швы соединений отрезков труб должны подвергаться 100 %-ному рентгенографическому контролю в соответствии с процедурами и стандартами приемки согласно API Std 1104. Сварные соединения, не прошедшие такой контроль, могут быть отремонтированы и подвергнуты повторному рентгенографическому контролю в соответствии с процедурами и критериями приемки API Std 1104.
Примечание - См. также 7.6.7 настоящего стандарта по требованиям к длинам соединений труб.
Приложение В
(обязательное)
Технология ремонтной сварки
В.1 Общие положения
Все ремонтные швы должны выполняться в горизонтальном положении в соответствии с аттестованной технологией оператором сварочного аппарата (далее - оператором) или сварщиком-ремонтником, допущенным к выполнению сварки деталей, находящихся в горизонтальном положении, как указано в В.2. Ремонтные сварные швы могут быть выполнены одним из следующих методов сварки:
- автоматической дуговой сваркой под флюсом;
- автоматической или полуавтоматической дуговой сваркой металлическим электродом в среде защитного газа;
- ручной дуговой сваркой металлическим электродом с низким содержанием водорода.
Все сварочные материалы должны быть соответствующим образом подготовлены и храниться в соответствии с рекомендациями изготовителя, чтобы исключить попадание влаги или загрязнения. Пробные швы можно получать на листовых или на трубных заготовках по выбору изготовителя. Изготовитель обязан хранить записи по технологии сварки и результатам контрольных испытаний; копии технических условий сварки и акты контрольных испытаний должны предоставляться потребителю по его требованию.
В.2 Аттестация технологии ремонтной сварки
Технология сварки должна аттестовываться с использованием пробных швов в соответствии с настоящим приложением. По выбору изготовителя испытания, приведенные в технических условиях ASM E , часть IX, могут быть заменены. Для настоящего приложения термин «автоматическая сварка» включает как механизированную, так и автоматическую сварку в соответствии с ASM E.
В.2.1 Основные параметры
Все существующие технологии нельзя применять, а новые аттестовывать, если любой из приводимых ниже основных параметров не соответствует установленным пределам.
B.2.1.1 Процесс сварки
a) Изменение технологии сварки (например дуговой сварки под флюсом на сварку в среде защитного газа).
b) Изменение способа (например ручной сварки на полуавтоматическую сварку).
B.2.1.2 Материал труб
a) Изменение категории прочности стали. Когда различные химические составы стали используют в пределах одной категории прочности, каждый химический состав должен быть аттестован отдельно. Категории прочности сталей следующие:
1) σТmin ≤ 290 Н/мм2;
2) σТmin > 290 Н/мм2, но < 450 Н/мм2;
3) σТmin ≥ 450 Н/мм2.
b) в пределах каждой категории прочности приведен материал с большей толщиной стенки, чем ранее аттестованный.
c) в пределах категории прочности и диапазона толщины стенки углеродный эквивалент (СЕ) ремонтируемого изделия более чем на 0,04 % превышает СЕ аттестованного материала, где
|
|
(В.1) |
B.2.1.3 Сварочные материалы
a) Изменение классификации наплавляемого металла.
b) Изменение диаметра электрода.
c) Изменение более чем на 5 % состава защитного газа.
d) Изменение более чем на 10 % скорости потока защитного газа.
e) Изменение в обозначении флюса.
B.2.1.4 Параметры сварки
a) Изменение вида тока (т.е. использование переменного тока вместо постоянного тока).
b) Изменение полярности.
c) Для автоматической и полуавтоматической сварки режимы сварочного тока, напряжение и скорость могут быть установлены так, чтобы была возможность сваривать трубы толщиной стенки необходимого диапазона. Для аттестации всей программы необходимо проверить специально подобранные значения. Новая аттестация после этого требуется в том случае, если отклонения от аттестованной программы превышают:
1) 10 % по амперам (по силе тока);
2) 7 % по вольтам (по напряжению);
3) 10 % по скорости автоматической сварки.
8.2.1.5 Валик шва
Для ручной и полуавтоматической сварки изменение ширины валика превышает 50 %.
B.2.1.6 Предварительный нагрев и термообработка после сварки
a) Ремонтная сварка проводится при температуре трубы ниже, чем температура трубы при аттестационных испытаниях.
b) Исключается термическая обработка шва после сварки.
В.2.2 Механические испытания
B.2.2.1 Количество испытаний
Для каждого испытания необходимы два образца каждого типа.
B.2.2.2 Испытание поперечного образца на растяжение
Ширина поперечного образца для испытания на растяжение должна быть приблизительно равной 38 мм и иметь поперечный шов в центре, перпендикулярный к центральной продольной оси образца в соответствии с рисунком В.1. Усиление шва должно быть удалено с обеих сторон. Предел прочности на растяжение, как минимум, должен равняться минимальному значению, установленному для металла трубы данной группы прочности.
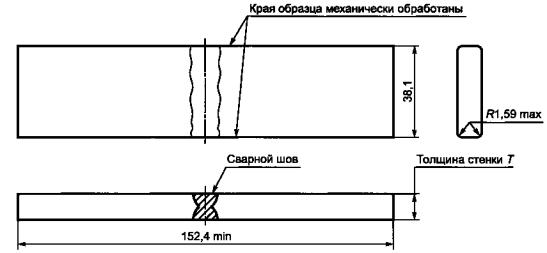
Усиление удаляется с обеих сторон образца
Рисунок В.1 - Поперечный образец для испытания на растяжение
В.2.2.3 Испытание поперечного образца на изгиб в направляющих
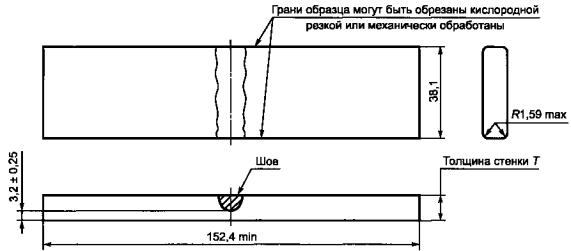
Усиление шва должно быть удалено
Рисунок В.2 - Поперечный образец для испытаний на изгиб с оправкой
Размеры поперечных образцов для испытания на изгиб в направляющих должны соответствовать рисунку В.2. Сварной шов выполняется, как показано на рисунке В.2. Каждый образец размещают в испытательном устройстве со сварным швом посередине пролета и изгибают приблизительно на 180° в соответствии с рисунком 6 (8.10.5) и таблицей В.1, с поверхностью сварного шва в зоне растяжения. Результаты испытаний на изгиб считаются приемлемыми, если после изгиба на шве или основном металле ни в каком направлении не образуются трещины или другие дефекты размером более 3,18 мм. Трещины, образовавшиеся вдоль краев образца при проведении испытаний, размер которых менее 6,35 мм во всех направлениях, не учитывают.
Таблица В.1 - Размеры оправки для испытания на изгиб ( рисунок 6 и 8.10.5)
|
|
Группа прочности трубы1) |
||||
|
L210, L275, L290 |
L320 |
L360, L390 |
L415, L450 |
L485, L555 |
|
|
Радиус матрицы RA, мм |
37 |
3,57 |
47 |
4,57 |
57 |
|
Радиус пуансона RB, мм |
4T + 1,6 мм |
4,5T + 1,6 мм |
5T + 1,6 мм |
5,5T+ 1,6 мм |
6T + 1,6 мм |
|
Ширина матрицы А, мм |
6T |
7Т |
8T |
9T |
10T |
|
Ширина проточки в матрице В, мм |
8T + 3,2 мм |
9T + 3,2 мм |
10T + 3,2 мм |
11T +3,2 мм |
12T + 3,2 мм |
|
1) Для промежуточных групп прочности труб указанные выше размеры оправки для изгиба должны соответствовать ближайшей более низкой группе прочности или определяться интерполяцией. Примечание - T - номинальная толщина стенки трубы, мм. |
|||||
В.2.2.4 Испытания образцов с двумя надрезами на разрыв
Образцы с двумя надрезами вдоль сварного шва, используемые для испытаний на разрыв, должны быть такими, как показано на рисунке В.3. Каждый образец должен быть пропилен с обоих концов по центральной оси сварного шва и должен быть разорван растяжением или сломан ударом молота по центру одной из сторон. Наружная поверхность образца после испытания должна быть осмотрена и считается приемлемой, если отвечает следующим критериям:
a) отсутствуют в любом направлении газовые поры размером более 1,59 мм;
b) допускается наличие не более одной газовой поры любого размера при номинальной толщине стенки 6,35 мм и менее;
c) допускается не более двух газовых пор любого размера при номинальной толщине стенки 12,7 мм и менее, но более 6,35 мм;
d) допускается не более трех газовых пор любого размера при номинальной толщине стенки более 12,7 мм;
e) допускаются шлаковые включения, если они находятся друг от друга на расстоянии 12,7 мм и имеют ширину не более 1,59 мм или длину не более 4,76 мм.
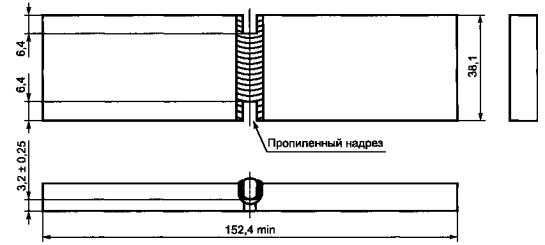
Рисунок В.3 - Образец с двумя надрезами для испытания на разрыв
В.3 Аттестация персонала, занимающегося сварочными работами
В.3.1 Аттестация
В.3.1.1 Каждый сварщик-ремонтник и оператор должны быть аттестованы. Сварщик-ремонтник или оператор, аттестованный по одной группе прочности стали, считается аттестованным и на любую более низкую группу прочности при условии, что применяется такая же технология сварки.
В.3.1.2 Испытания
Для аттестации сварщик-ремонтник или оператор должны сварить швы, которые признаются удовлетворительными после следующих испытаний:
В.3.1.2.1 Пленочный рентгенографический контроль по 8.10.11.
В.3.1.2.2 Изгиб с оправкой двух поперечных образцов по В.2.2.3.
В.3.1.2.3 Разрыв двух образцов с двумя надрезами вдоль шва по В.2.2.4.
В.3.1.3 Неудачная сдача экзамена
Если результаты одного или нескольких испытаний по В.3.1.2 оказались не соответствующими установленным требованиям, то сварщик или оператор могут сделать еще один дополнительный аттестационный сварной шов. Если и этот сварной шов не выдержит одно или несколько испытаний по В.3.1.2, то сварщик или оператор дисквалифицируется. Дальнейшие повторные испытания не разрешаются до тех пор, пока сварщик не пройдет дополнительное обучение.
В.3.2 Повторная аттестация
Повторная аттестация в соответствии с В.3.1 требуется при следующих обстоятельствах.
В.3.2.1 Прошел один год после последней успешной аттестации.
В.3.2.2 Работник не выполнял сварочные работы с использованием аттестованных технологий в течение трех месяцев.
В.3.2.3 Появились сомнения о способностях работника.
Приложение С
(обязательное)
Муфты
С.1 Материал
Муфты для труб из сталей групп прочности L210 и L240 изготовляют из бесшовных труб такой группы прочности стали, чтобы механические свойства были не ниже, чем у трубы. Муфты для труб из стали группы прочности L175 могут быть бесшовными, а также изготовленными из стальных сварных труб. По соглашению между заинтересованными сторонами муфты из сварных труб могут использоваться для труб наружным диаметром 355,6 мм и более, если они соответствующим образом маркированы.
С.2 Испытание на растяжение
Испытание на растяжение должно проводиться на образцах от каждой плавки стали, из которой изготовляют муфты, и изготовитель обязан составлять протоколы таких испытаний. Протоколы должны быть доступны потребителю. Если такие испытания проводят на готовых муфтах, то по выбору изготовителя необходимо использовать цилиндрические или плоские образцы в соответствии с ИСО 6892.
С.3 Размеры
Муфты должны соответствовать размерам и допускам, приведенным в таблице С.1 и на рисунке 1.
Таблица С.1 - Размеры, масса и допуски муфт (рисунок 1)
|
Обозначение номинального размера |
Наружный диаметр W1, мм |
Минимальная длина NL, мм |
Диаметр выточки Q, мм |
Ширина торца b, мм |
Расчетная масса, кг |
|
1/8 |
14,3 |
27,0 |
11,9 |
0,8 |
0,02 |
|
1/4 |
18,3 |
41,3 |
15,3 |
0,8 |
0,04 |
|
3/8 |
22,2 |
41,3 |
18,8 |
0,8 |
0,06 |
|
1/2 |
27,0 |
54,0 |
22,9 |
1,6 |
0,11 |
|
3/4 |
33,4 |
54,0 |
28,3 |
1,6 |
0,15 |
|
1 |
40,0 |
66,7 |
35,0 |
2,4 |
0,25 |
|
11/4 |
52,2 |
69,8 |
43,8 |
2,4 |
0,47 |
|
11/2 |
55,9 |
69,8 |
49,9 |
2,4 |
0,41 |
|
2 |
73,0 |
73,0 |
62,7 |
3,2 |
0,84 |
|
21/2 |
85,7 |
104,8 |
75,4 |
4,8 |
1,48 |
|
3 |
101,6 |
108,0 |
91,3 |
4,8 |
1,86 |
|
31/2 |
117,5 |
111,1 |
104,0 |
4,8 |
2,69 |
|
4 |
132,1 |
114,3 |
116,7 |
6,4 |
3,45 |
|
5 |
159,9 |
117,5 |
143,7 |
6,4 |
4,53 |
|
6 |
187,7 |
123,8 |
170,7 |
6,4 |
5,87 |
|
8 |
244,5 |
133,4 |
221,5 |
6,4 |
10,52 |
|
10 |
298,4 |
146,0 |
275,4 |
9,5 |
14,32 |
|
12 |
355,6 |
155,6 |
326,2 |
9,5 |
22,37 |
|
14 D |
381,0 |
161,9 |
358,0 |
9,5 |
20,81 |
|
16 D |
431,8 |
171,4 |
408,8 |
9,5 |
23,35 |
|
18 D |
482,6 |
181,0 |
459,6 |
9,5 |
30,20 |
|
20 D |
533,4 |
193,7 |
510,4 |
9,5 |
36,03 |
|
1) Допуск на наружный диаметр W ± 1 %. |
|||||
Примечание - Муфты, перечисленные в таблице С.1, могут использоваться для всех (в т. ч. и для высокопрочных) труб с резьбой.
С.4 Резьба
Муфты, калибровка и контроль резьбы должны соответствовать требованиям API Spec 5B. Муфты не должны экспандироваться для получения необходимой конусности резьбы.
С.5 Контроль
Муфты не должны иметь плен, раковин, шлаковых включений и других дефектов, которые могут ослабить прочность муфты или нарушить непрерывность витков резьбы.
Приложение D
(обязательное)
Дополнительные требования
По согласованию между заинтересованными сторонами и при включении в заказ на поставку могут быть учтены следующие дополнительные требования.
Дополнительное требование 1 (SR1)
Идентификация цветом
SR1.1 Трубы из стали группы прочности L320 и выше наружным диаметром 114,3 мм и более должны маркироваться в соответствии с цветовым кодом, приведенным в SR1.3.
SR1.2 Изготовитель должен наносить пятно краски диаметром около 50 мм соответствующего цвета на поверхность внутри одного из концов каждой трубы.
SR1.3 Группы прочности идентифицируют следующим цветом (таблица D.1).
Таблица D.1
|
Группа прочности стали |
Цвет |
|
L320 |
Черный |
|
L360 |
Зеленый |
|
L390 |
Синий |
|
L415 |
Красный |
|
L450 |
Белый |
|
L485 |
Фиолетовый |
|
L555 |
Желтый |
Дополнительное требование 2(SR 2)
Неразрушающий контроль бесшовных труб для трубопроводов
SR2.1 Дополнительный неразрушающий контроль
Бесшовные трубы должны проверяться по всей длине на наличие продольных дефектов магнитопорошковым или ультразвуковым, или электромагнитными методами. Соответствующее оборудование должно размещаться в цехе по усмотрению изготовителя, однако неразрушающий контроль должен проводиться после всех операций по экспандированию и термообработке, если они выполняются, но может проводиться перед обрезкой концов труб, обработкой кромок и калибровкой концов.
SR2.2 Магнитопорошковый контроль
Если для выявления продольных дефектов используют магнитопорошковый метод контроля, то должна проверяться вся наружная поверхность трубы. Должна определяться глубина всех несовершенств, обнаруженных этим методом. Если обнаружена глубина более 12,5 % номинальной толщины стенки, то такое несовершенство должно считаться дефектом. Трубой с дефектами необходимо распорядиться в соответствии с G.4 приложения G.
SR2.3 Ультразвуковой или электромагнитный контроль
a) Оборудование
Можно использовать любое оборудование для ультразвукового или электромагнитного методов контроля, способное осуществлять постоянный контроль всей наружной поверхности трубы или заготовки. Оборудование должно иметь чувствительность, достаточную для выявления дефектов, и должно проверяться в соответствии с перечислением SR2.3, перечисление b).
b) Эталонные образцы
Эталонные образцы, имеющие тот же номинальный диаметр и толщину стенки, что и контролируемое изделие, должны использоваться для проверки эффективности оборудования и методов контроля не реже одного раза за смену. Эталонные образцы могут быть любой удобной длины, установленной изготовителем. Они должны сканироваться в режиме, моделирующем производственный контроль изделия. Эталонный образец, используемый в ультразвуковой дефектоскопии, должен иметь механически выполненный надрез, как показано на рисунке D.1 а). Эталонный образец для электромагнитного контроля должен иметь механически выполненный надрез в соответствии с рисунком D.1 a) или просверленное отверстие диаметром 3,2 мм в соответствии с рисунком D.1 b).
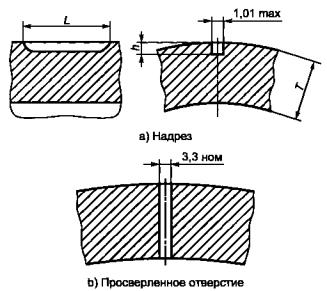
Рисунок D.1 - Эталонные образцы
Надрез должен располагаться на наружной поверхности эталонного образца параллельно продольной оси трубы или, по выбору изготовителя, может быть ориентирован под таким углом к ней, чтобы оптимизировать выявление возможных дефектов.
Глубина надреза должна составлять 12,5 % номинальной толщины стенки проверяемой трубы, но не менее 0,30 мм.
Для ультразвукового и вихретокового методов длина надреза L с полной глубиной должна в два раза или более превышать ширину сканирующей головки.
Для отклоненного луча длина надреза должна устанавливаться в соответствии с конструкцией оборудования так, чтобы получить воспроизводимый сигнал при прохождении эталонного образца через прибор с линейной скоростью контроля для проверяемой трубы. Для обеспечения воспроизводимости необходимо выполнить три таких прохода.
Отверстие диаметром 3,2 мм должно просверливаться радиально сквозь стенку эталонного образца. Контрольная аппаратура должна настраиваться так, чтобы получать четкие индикации при сканировании эталонного образца контрольным блоком.
с) Предельные значения
Любое несовершенство, сигнал от которого превышает сигнал, полученный от эталонного образца, должно считаться дефектом, если изготовитель не может доказать, что несовершенство не нарушает условий в соответствии с приложением G. Трубы с дефектами разбраковываются согласно одному из положений в соответствии с G.4 приложения G.
Примечание 1 - Указанные эталонные образцы пригодны для настройки аппаратуры неразрушающего контроля. Размеры этих эталонов не следует истолковывать как минимальный размер несовершенства, обнаруживаемого этой аппаратурой.
Примечание 2 - По согласованию между заинтересованными сторонами могут применяться эталонные образцы с надрезами, отличающимися от надрезов, описанных выше.
SR2.4 Маркировка
Трубы, подвергнутые неразрушающему контролю в соответствии с данным дополнительным требованием, необходимо маркировать в соответствии с SR2 настоящего приложения.
Дополнительное требование 3 (SR3)
Испытание на ударный изгиб образцов по Шарпи для труб наружным диаметром 114,3 мм и более
SR3.1 Изготовитель несет ответственность за проведение испытаний образцов Шарпи с V-образным надрезом на ударный изгиб в соответствии с АСТМ А 370. В соответствии с данным дополнительным требованием может быть использован один или два критерия вязкости разрушения (А - область вязкого разрушения или В - поглощенная энергия).
SR3.2 Ко всем полученным величинам измерений в связи с SR3 применяют следующие положения.
С целью соответствия SR3 полученное значение должно быть округлено до ближайшего целого числа согласно правилам округления, установленным АСТМ А 29. Далее сами предельные значения согласно SR3, при необходимости, должны быть округлены до целого числа.
SR3.3 Правка стенки трубы не допускается.
SR3.4 Когда толщина стенки не позволяет изготовлять образцы полного размера - 10 мм, то должны использоваться образцы размером 2/3 или 1/2 (таблица D.2). Использование нестандартных образцов для трубы, размеры которой позволяют выполнить полноразмерные образцы, допускается только по согласованию между заинтересованными сторонами.
Таблица D.2 - Минимальная толщина стенки для поперечных образцов Шарпи с V-образным надрезом
В миллиметрах
|
Наружный диаметр |
Полноразмерный образец |
Минимальная толщина стенки для образца размером 2/3 |
Минимальная толщина стенки для образца размером 1/2 |
|
114,3 |
17,06 |
13,74 |
12,05 |
|
141,3 |
15,60 |
12,27 |
10,59 |
|
168,3 |
14,68 |
11,30 |
9,60 |
|
219,1 |
13,51 |
10,19 |
8,51 |
|
273,1 |
12,80 |
9,47 |
7,80 |
|
323,9 |
12,37 |
8,94 |
7,37 |
|
355,6 |
12,14 |
8,81 |
7,14 |
|
406,4 |
11,89 |
8,56 |
6,88 |
|
457,0 |
11,66 |
8,33 |
6,65 |
|
508,0 |
11,51 |
8,20 |
6,50 |
|
559,0 |
11,35 |
8,03 |
6,35 |
|
610,0 |
11,25 |
7,92 |
6,25 |
|
660,0 |
11,15 |
7,82 |
6,15 |
|
711,0 |
11,07 |
7,75 |
6,07 |
|
762,0 |
11,00 |
7,67 |
5,99 |
|
813,0 |
10,95 |
7,62 |
5,94 |
|
864,0 |
10,90 |
7,57 |
5,89 |
|
914,0 |
10,85 |
7,52 |
5,84 |
|
965,0 |
10,80 |
7,47 |
5,79 |
|
1016,0 |
10,74 |
7,42 |
5,74 |
|
1067,0 |
10,72 |
7,39 |
5,72 |
|
1118,0 |
10,70 |
7,37 |
5,69 |
|
1168,0 |
10,64 |
7,32 |
5,64 |
|
1219,0 |
10,62 |
7,30 |
5,61 |
|
1321,0 |
10,59 |
7,26 |
5,59 |
|
1422,0 |
10,54 |
7,21 |
5,54 |
|
1524,0 |
10,52 |
7,19 |
5,51 |
|
1626,0 |
10,46 |
7,14 |
5,46 |
А Область вязкого разрушения
SR3A.1 Из одной трубы от каждой партии в 100 труб одной плавки необходимо отобрать три поперечных образца.
Требования SR3 ограничивается размерами трубы и толщиной стенки, из которых можно получить образцы 1/2 размера.
Образцы должны ориентироваться по окружности под углом 90° к сварному шву с осью надреза, ориентируемой через толщину стенки трубы, как показано на рисунке D.2.
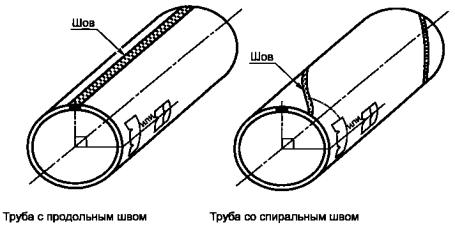
Рисунок D.2 - Образец для испытаний на разрыв падающим грузом (DWT)
SR3A.2 Образцы должны испытываться при температуре плюс 10°С или более низкой температуре по требованию заказчика. Средняя величина области сдвига для трех образцов должна составлять не менее 60 %, а среднее значение по всем плавкам в заказе на трубу одного диаметра и марку стали не должно быть менее 80 %.
SR3A.3 Если средняя величина области вязкого излома для трех образцов из одной плавки не отвечает требованию 60 %, то изготовитель может повторить испытания на образцах, вырезанных из двух дополнительных труб той же плавки.
Если результаты испытаний образцов соответствуют требованиям, то все трубы этой плавки должны быть приняты, кроме трубы, испытанной первоначально.
Если результат хотя бы одного из повторно испытываемых образцов не пройдет на соответствие требованиям, то изготовитель может проводить испытания на образцах, вырезанных из отрезков труб, оставшихся от плавки.
SR3A.4 Средняя доля области вязкого излома для плавки равна: среднему числу от исходных трех образцов, если это - 60 % и более; объединенному среднему числу при повторном испытании, если среднее число каждой группы по три экземпляра - 60 % или более; в случае испытания отдельных труб объединенной средней величине всех групп из трех образцов, которая соответствует 60 %. Среднее значение для всех плавок - это среднее значение, полученное для каждой плавки.
SR3A.5 Если среднее значение по плавкам не удовлетворяет требованиям 80 % сдвига, то изготовитель должен заменить плавку с целью получения среднего значения - 80 %.
SR3A.6 В качестве альтернативы изготовитель может выбрать проведение испытаний двух или нескольких дополнительных труб из одной или нескольких плавок. При определении нового среднего значения для плавки данные первоначальных испытаний могут быть исключены, если при этом представленная труба отбракована или усреднены три и более отдельных значения. В любом случае новые данные испытаний должны быть введены в параметры плавки.
SR3A.7 Образцы, имеющие дефекты материала или изготовления, обнаруженные до или после разрушения, могут быть отбракованы. Заменившие их образцы должны считаться исходными.
SR3A.8 Трубы, прошедшие испытания в соответствии с данными дополнительными требованиями, должны маркироваться с указанием типа испытаний и температуры, при которой испытания проводились. Обозначению температур ниже 0°С должна предшествовать буква М, которая обозначает отрицательную температуру.
Пример
1 При 0°С: SR3A - 0°С.
2 При минус 40°С: SR3A - М40 °С.
В Поглощенная энергия
SR3B.1 Вязкость разрушения трубы должна определяться испытанием на удар образцов Шарпи с V-образным надрезом согласно АСТМ А 370 и требованиям SR3A.1, за исключением того, что количество испытаний должно быть в соответствии с SR3B.2. Потребитель должен определить в целых числах как температуру испытаний, так и минимальное среднее значение поглощенной энергии для полноразмерных образцов.
Образцы, используемые для определения доли вязкого излома по SR3А, могут дополнительно использоваться для определения поглощенной энергии.
SR3B.2 Из одной трубы каждой партии (не более 100 труб) отбирают три поперечных образца. Партия должна состоять из одной плавки.
SR3B.3 Среднее значение поглощенной энергии трех отдельных образцов, взятых от трубы, не должно быть меньше, чем значение, согласованное с покупателем для полноразмерного образца. Кроме того, наименьшая величина поглощенной энергии для любого из этих трех образцов не должна быть ниже 75 % требуемого среднего значения. Если используют нестандартные образцы, то отдельные показания следует разделить на дробный размер образцов, а затем сравнить их с критериями приемки, установленными для полноразмерных образцов.
SR3B.4 Образцы, имеющие дефекты материала или изготовления, обнаруженные до или после разрушения, могут быть отбракованы, а заменившие их образцы должны считаться исходными.
Если результаты испытаний образцов не соответствуют критериям приемки, изготовитель может заменить партию исходного материала или альтернативно испытать две или более трубы из той же партии. Если результаты новых испытаний отвечают критериям приемки, то все трубы этой партии, за исключением исходной трубы, должны считаться соответствующими требованиям. В случае неудовлетворительного результата любого из двух дополнительных испытаний для приемки необходимо провести испытания каждой трубы из партии.
SR3B.5 Трубы, соответствующие этим дополнительным требованиям, должны маркироваться с указанием типа испытаний, установленного (полноразмерного) минимального среднего значения поглощенной энергии и температуры испытаний.
Пример
1 Для 40 Дж при 0°С: SR3B-40J-0°С.
2 Для 27 Дж при минус 40°С: SR3B-27J-M40°С.
3 Для SR3A и SR3B 27 Дж при минус 40°С: SR3AB-27J-M40°С.
Примечание - Буква М обозначает отрицательную температуру (см. маркировку SR3A.8).
Дополнительные требования 4 (SR4)
Испытания на разрыв падающим грузом (DWT) сварных труб наружным диаметром 508 мм и более из стали L360 и выше
SR4.1 Доля вязкого разрушения труб наружным диаметром 508 мм и более из стали L360 и выше должна определяться изготовителем путем проведения испытания на разрыв падающим грузом в соответствии с требованиями, приведенными ниже.
SR4.2 Из трубы каждой плавки, входящей в заказ, необходимо отобрать два поперечных образца. Образцы должны ориентироваться по окружности под углом 90° к сварному шву; ось надреза должна быть направлена через стенку трубы, как показано на рисунке D.2. Образцы должны испытываться при температуре плюс 10°С или при более низкой температуре, по согласованию с потребителем.
SR4.3 Образцы для испытания, методика испытания и оценка результатов должны соответствовать требованиям API RP 5L3.
SR4.4 Для принятой температуры проведения испытаний результаты не менее 80 % образцов должны иметь область вязкого разрушения, равную 40 % или более.
Примечание - Из-за трудностей, возникающих при производстве толстостенных труб, изготовители не в состоянии предложить изделия всех групп прочности, удовлетворяющих этому требованию.
SR4.5 Если среднее значение вязкости разрушения для двух образцов из трубы, представляющей плавку, составляет менее 40 %, то изготовитель может определить среднее значение для плавки путем испытания двух образцов из каждых двух или нескольких дополнительных труб плавки. При определении нового среднего значения для плавки изготовитель может использовать суммарное среднее значение для трех или большего числа испытаний либо аннулировать результаты первого испытания, забраковать трубу, от которой были взяты образцы, и взять суммарное значение по двум или более дополнительным испытаниям. Альтернативно изготовитель может проверить все трубы в плавке, когда 80 % или большее количество проверенных труб в заказе должны иметь среднюю долю вязкого излома, равную 40 % или более.
SR4.6 Образцы для испытаний, имеющие дефекты материала или изготовления, обнаруженные до или после испытаний, могут быть забракованы, а заменившие их образцы должны считаться исходными образцами.
SR4.7 Изготовитель должен нести ответственность за замену таких плавок, если возникнет необходимость выполнения требований, изложенных выше.
SR4.8 Маркировка
Трубы, испытанные в соответствии с данными дополнительными требованиями, должны маркироваться с указанием типа испытаний и температуры, при которой они проводятся.
Пример- SR4-0C.
Дополнительное требование 5 (SR5)
Учет нагрузки на торцы трубы при определении давления гидравлических испытаний напряжением выше 90 % установленного минимального предела текучести
SR5.1 В качестве меры предотвращения погрешности при проведении гидравлических испытаний с давлениями, вызывающими напряжения более 90 % минимального предела текучести, изготовитель может использовать формулу для расчета сил компенсации, приложенных к торцам трубы для герметизации и вызывающих продольные напряжения сжатия. Эти расчеты, приводимые ниже, основаны на формуле Барлоу (8.10.9.3), в которую введен коэффициент, определяемый на базе теории максимальных касательных напряжений. Гидравлическое давление при испытаниях ни в коем случае не может быть меньше давления, рассчитанного по формуле Барлоу, при напряжениях более 90 % минимального предела текучести.
Примечание - Этот расчет представляет собой округление фактического значения окружного напряжения (SE), практически используемого при заводских испытаниях труб. Другие расчеты позволяют получить более точное значение фактического окружного напряжения, однако они являются сложными и поэтому не применяются на практике.
SR5.2 Расчетное давление при испытании округляют с точностью до 100 кПа.
SR5.3 Давление гидравлического испытания с учетом нагрузки на торцы труб должно рассчитываться по следующей формуле
|
|
(D.1) |
где p1 - гидравлическое испытательное давление, кПа;
SE - фактическое окружное напряжение, равное процентной доле от установленного минимального предела текучести, МПа;
pR- внутреннее давление на торцевом уплотнении, герметизирующем плунжер, кПа;
AR - площадь поперечного сечения плунжера, мм2;
Ар - площадь поперечного сечения стенки трубы, мм2;
D - номинальный наружный диаметр, мм;
T - номинальная толщина стенки, мм;
A1 - площадь внутреннего поперечного сечения трубы, мм2.
SR5.4 Для облегчения проведения расчетов в других единицах измерений, соответствующих условиям испытаний на предприятии изготовителя, приведенную формулу можно преобразовать алгебраически.
SR5.5 Соответствующие технологии контроля фактического значения окружного напряжения, основанные на измерении внутренних размеров трубы и плунжера, изменяются в соответствии с конструкцией опрессовочной установки. Изготовитель должен использовать технологию контроля, пригодную для его оборудования.
Дополнительное требование 6 (SR6)
Документ о приемочном контроле труб для трубопроводов
SR6.1 Изготовитель обязан выдавать документ о приемочном контроле в соответствии с ИСО 10474 (3.1В), где указан настоящий стандарт и приведены следующие данные:
a) номинальный диаметр, толщина стенки, группа прочности стали, способ изготовления и тип термической обработки;
b) химический анализ (плавка, изделие, контроль и повторная проверка), показывающий весовое процентное содержание всех элементов, предельное содержание которых или требования к отчетности по которым установлены в настоящем стандарте;
c) данные по всем испытаниям на растяжение, принятые настоящим стандартом, включая предел текучести, предел прочности и удлинение с указанием типа, размера и ориентации образцов;
d) результаты испытаний на вязкость разрушения (включая указание типа испытаний и критериев, а также размеры, расположения и ориентацию образцов), если такие испытания согласованы с потребителем;
e) минимальное гидравлическое испытательное давление и время его выдержки;
f) для сварных труб, для контроля которых настоящим стандартом предусмотрен неразрушающий контроль сварных швов, используемый метод неразрушающего контроля (рентгенографический, ультразвуковой, электромагнитный и/или магнитопорошковый), а также тип и размеры всех используемых пенетрометров и/или эталонных образцов;
g) для бесшовных труб, которые по требованию потребителя должны подвергаться неразрушающему контролю в соответствии с SR2, используемый метод контроля (ультразвуковой, электромагнитный и магнитопорошковый), а также тип и размеры используемого эталонного образца;
h) для электросварных труб - минимальная температура термической обработки сварного шва. Если такая термическая обработка не проводилась, то в сертификате необходимо указать «Без термической обработки шва»;
i) результаты любого дополнительного испытания по требованию потребителя.
SR6.2 Изготовитель должен установить и обеспечить методы идентификации плавки и партии всех труб, подпадающих под действие данного SR6. Эти методы должны предусматривать меры по отнесению любой трубы или муфты к соответствующей плавке и партии и результатам механических испытаний и химического анализа.
Дополнительное требование 7 (SR7)
Неразрушающий контроль сварных швов электросварных труб
SR7.1 Дополнительный неразрушающий контроль
Сварной шов в электросварной трубе должен проверяться по всей длине ультразвуковыми или электромагнитными методами для выявления поверхностных и внутренних дефектов. Расположение аппаратуры для проведения таких испытаний устанавливается изготовителем, однако неразрушающий контроль должен проводиться по завершении операций термообработки, гидростатических испытаний, экспандирования и правки, но его можно проводить до обрезки концов, разделки кромок и калибровки труб.
SR7.2 Аппаратура и эталонные образцы
Требования к аппаратуре для ультразвукового или электромагнитного контроля приведены в 8.10.11.3.1, а эталонные образцы описаны в 8.10.11.3.2. Для выполнения данного дополнительного требования детали процесса контроля (например, метод, эталонные образцы, свойства датчиков, чувствительность и т.д.) должны быть согласованы между заинтересованными сторонами.
SR7.3 Предельные значения и электромагнитный контроль (EMI)
В таблице 22 приведены предельные значения сигналов в процентах от значений эталонных образцов. Несовершенства, от которых получен сигнал, превышающий предельные значения сигнала, приведенные в таблице 22, должны считаться дефектом.
SR7.4 Порядок ремонта
Дефекты должны устраняться в соответствии с G.4, перечисления а), b) и d) (приложение G). Ремонт с использованием сварки не разрешается. Если дефект устранен шлифованием, то отшлифованный участок необходимо повторно проверить тем же методом, который использовался первоначально.
SR7.5 Маркировка
Трубы, проверенные неразрушающим контролем в соответствии с SR7, должны иметь маркировку SR7.
Дополнительное требование 8 (SR8)
Углеродный эквивалент
SR8.1 Для труб групп прочности сталей до L485 включительно углеродный эквивалент СЕ с учетом химического анализа и определенный по формуле
|
|
(D.2) |
не должен превышать 0,43 %.
SR8.2 Химический анализ изделия должен включать все элементы, содержащиеся в формуле для определения углеродного эквивалента.
Приложение Е
(обязательное)
Размеры оправок для испытания образцов на изгиб в направляющих
Таблица Е.1 - Размеры оправок для испытания образцов на изгиб в направляющих
|
Обозначение размера |
Толщина
стенки T, |
Размер А, мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
123/4 |
4,4 |
25,4 |
35,6 |
35,6 |
40,6 |
40,6 |
40,6 |
40,6 |
48,3 |
55,9 |
|
123/4 |
4,8 |
30,5 |
35,6 |
40,6 |
48,3 |
48,3 |
48,3 |
48,3 |
55,9 |
66,0 |
|
123/4 |
5,2 |
- |
40,6 |
40,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
|
123/4 |
5,6 |
35,6 |
40,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
78,7 |
|
123/4 |
6,4 |
40,6 |
55,9 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
94,0 |
|
123/4 |
7,1 |
48,3 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
|
123/4 |
7,9 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
132,1 |
|
123/4 |
8,4 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
123/4 |
8,7 |
55,9 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
|
123/4 |
9,5 |
66,0 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
123/4 |
10,3 |
- |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
188,0 |
|
123/4 |
11,1 |
78,7 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
223,5 |
|
123/4 |
12,7 |
- |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
266,7 |
|
123/4 |
14,3 |
111,8 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
320,0 |
|
123/4 |
15,9 |
132,1 |
188,0 |
188,0 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
459,7 |
|
123/4 |
17,5 |
157,5 |
223,5 |
223,5 |
266,7 |
320,0 |
320,0 |
383,5 |
459,7 |
660,4 |
|
123/4 |
19,1 |
188,0 |
266,7 |
266,7 |
320,0 |
383,5 |
383,5 |
459,7 |
551,2 |
792,5 |
|
123/4 |
20,6 |
223,5 |
320,0 |
320,0 |
383,5 |
459,7 |
551,2 |
551,2 |
550,4 |
792,5 |
|
123/4 |
22,2 |
266,7 |
383,5 |
459,7 |
459,7 |
551,2 |
660,4 |
792,5 |
792,5 |
792,5 |
|
14 |
4,8 |
30,5 |
35,6 |
40,6 |
40,6 |
40,6 |
48,3 |
48,3 |
55,9 |
66,0 |
|
14 |
5,2 |
30,5 |
40,6 |
- |
- |
- |
- |
- |
- |
66,0 |
|
14 |
5,3 |
- |
40,6 |
40,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
|
14 |
5,6 |
- |
40,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
78,7 |
|
14 |
6,4 |
40,6 |
48,3 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
94,0 |
|
14 |
7,1 |
48,3 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
111,8 |
|
14 |
7,9 |
48,3 |
66,0 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
|
14 |
8,7 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
14 |
9,5 |
66,0 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
14 |
10,3 |
- |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
188,0 |
|
14 |
11,1 |
78,7 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
14 |
11,9 |
- |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
223,5 |
|
14 |
12,7 |
94,0 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
266,7 |
|
14 |
14,3 |
111,8 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
223,5 |
223,5 |
320,0 |
|
14 |
15,9 |
132,1 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
383,5 |
Продолжение таблицы Е.1
|
Обозначение размера |
Толщина
стенки T, |
Размер А, мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
14 |
17,5 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
459,7 |
|
14 |
19,1 |
157,5 |
223,5 |
266,7 |
266,7 |
320,0 |
383,5 |
383,5 |
459,7 |
660,4 |
|
14 |
20,6 |
188,0 |
266,7 |
- |
- |
- |
- |
- |
- |
- |
|
14 |
20,6 |
188,0 |
266,7 |
320,0 |
320,0 |
383,5 |
459,7 |
459,7 |
551,2 |
792,5 |
|
14 |
22,2 |
223,5 |
320,0 |
383,5 |
383,5 |
459,7 |
551,2 |
551,2 |
792,5 |
792,5 |
|
14 |
23,8 |
266,7 |
383,5 |
459,7 |
551,2 |
551,2 |
660,4 |
792,5 |
792,5 |
792,5 |
|
16 |
4,8 |
30,5 |
35,6 |
40,6 |
40,6 |
40,6 |
48,3 |
48,3 |
55,9 |
66,0 |
|
16 |
5,2 |
30,5 |
40,6 |
40,6 |
40,6 |
48,3 |
48,3 |
55,9 |
55,9 |
66,0 |
|
16 |
5,6 |
35,6 |
40,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
78,7 |
|
16 |
6,4 |
40,6 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
|
16 |
7,1 |
40,6 |
55,9 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
|
16 |
7,9 |
48,3 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
|
16 |
8,7 |
55,9 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
16 |
9,5 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
157,5 |
|
16 |
10,3 |
- |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
|
16 |
11,1 |
78,7 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
16 |
11,9 |
- |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
|
16 |
12,7 |
94,0 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
16 |
14,3 |
111,8 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
16 |
15,9 |
111,8 |
157,5 |
157,5 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
16 |
17,5 |
132,1 |
188,0 |
188,0 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
16 |
19,1 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
551,2 |
|
16 |
20,6 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
660,4 |
|
16 |
22,2 |
188,0 |
266,7 |
320,0 |
320,0 |
283,5 |
459,7 |
459,7 |
551,2 |
792,5 |
|
16 |
25,4 |
223,5 |
320,0 |
383,5 |
383,5 |
459,7 |
551,2 |
551,2 |
660,4 |
792,5 |
|
16 |
27,0 |
266,7 |
383,5 |
383,5 |
459,7 |
551,2 |
564,2 |
564,2 |
792,5 |
792,5 |
|
16 |
28,6 |
266,7 |
459,7 |
459,7 |
551,2 |
564,2 |
792,5 |
792,5 |
792,5 |
792,5 |
|
16 |
30,2 |
320,0 |
551,2 |
551,2 |
564,2 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
|
18 |
4,8 |
25,4 |
35,6 |
35,6 |
40,6 |
40,6 |
48,3 |
48,3 |
48,3 |
- |
|
18 |
5,6 |
35,6 |
40,6 |
40,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
|
18 |
6,4 |
40,6 |
48,3 |
48,3 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
|
18 |
7,1 |
40,6 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
94,0 |
|
18 |
7,9 |
48,3 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
|
18 |
8,7 |
55,9 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
18 |
9,5 |
55,9 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
|
18 |
10,3 |
- |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
18 |
11,1 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
188,0 |
|
18 |
11,9 |
- |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
18 |
12,7 |
78,7 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
223,5 |
Продолжение таблицы Е.1
|
Обозначение размера |
Толщина
стенки T, |
Размер А, мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
18 |
14,3 |
94,0 |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
266,7 |
|
18 |
15,9 |
111,8 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
320,0 |
|
18 |
17,5 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
383,5 |
|
18 |
19,1 |
157,5 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
459,7 |
|
18 |
20,6 |
157,5 |
223,5 |
223,5 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
551,2 |
|
18 |
22,2 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
662,9 |
|
18 |
23,8 |
223,5 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
459,7 |
551,2 |
792,5 |
|
18 |
25,4 |
223,5 |
320,0 |
383,5 |
383,5 |
459,7 |
551,2 |
551,2 |
660,4 |
792,5 |
|
18 |
27,0 |
266,7 |
383,5 |
383,5 |
459,7 |
551,2 |
551,2 |
660,4 |
792,5 |
792,5 |
|
18 |
28,6 |
266,7 |
459,7 |
459,7 |
551,2 |
660,4 |
660,4 |
792,5 |
792,5 |
792,5 |
|
18 |
30,2 |
320,0 |
459,7 |
551,2 |
660,4 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
|
18 |
31,8 |
383,5 |
551,2 |
660,4 |
660,4 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
|
20 |
5,6 |
30,5 |
40,6 |
40,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
|
20 |
6,4 |
40,6 |
48,3 |
48,3 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
|
20 |
7,1 |
40,6 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
94,0 |
|
20 |
7,9 |
48,3 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
|
20 |
8,7 |
55,9 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
|
20 |
9,5 |
55,9 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
20 |
10,3 |
- |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
20 |
11,1 |
66,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
|
20 |
11,9 |
- |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
20 |
12,7 |
94,0 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
|
20 |
14,3 |
111,8 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
20 |
15,9 |
111,8 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
20 |
17,5 |
132,1 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
20 |
19,1 |
132,1 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
383,5 |
|
20 |
20,6 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
459,7 |
|
20 |
22,2 |
188,0 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
551,2 |
|
20 |
23,8 |
188,0 |
266,7 |
266,7 |
320,0 |
383,5 |
383,5 |
383,5 |
459,7 |
660,4 |
|
20 |
25,4 |
223,5 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
459,7 |
551,2 |
792,5 |
|
20 |
27,0 |
223,5 |
320,0 |
383,5 |
383,5 |
459,7 |
551,2 |
551,2 |
660,4 |
792,5 |
|
20 |
28,6 |
266,7 |
383,5 |
383,5 |
459,7 |
551,2 |
551,2 |
660,4 |
792,5 |
792,5 |
|
20 |
30,2 |
266,7 |
459,7 |
459,7 |
551,2 |
660,4 |
660,4 |
660,4 |
792,5 |
792,5 |
|
20 |
31,8 |
320,0 |
459,7 |
551,2 |
551,2 |
660,4 |
792,5 |
792,5 |
792,5 |
792,5 |
|
20 |
33,3 |
320,0 |
551,2 |
551,2 |
660,4 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
|
20 |
34,9 |
383,5 |
551,2 |
660,4 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
|
22 |
5,6 |
30,5 |
40,6 |
40,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
|
22 |
6,4 |
35,6 |
48,3 |
48,3 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
|
22 |
7,1 |
40,6 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
66,0 |
78,7 |
94,0 |
|
22 |
7,9 |
48,3 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
Продолжение таблицы Е.1
|
Обозначение размера |
Толщина
стенки T, |
Размер А, мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
22 |
8,7 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
|
22 |
9,5 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
22 |
10,3 |
- |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
157,5 |
|
22 |
11,1 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
|
22 |
11,9 |
- |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
188,0 |
|
22 |
12,7 |
78,7 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
22 |
14,3 |
94,0 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
22 |
15,9 |
111,8 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
22 |
17,5 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
320,0 |
|
22 |
19,1 |
132,1 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
383,5 |
|
22 |
20,6 |
157,5 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
22 |
22,2 |
157,5 |
223,5 |
223,5 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
22 |
23,8 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
551,2 |
|
22 |
25,4 |
188,0 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
459,7 |
660,4 |
|
22 |
27,0 |
223,5 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
459,7 |
551,2 |
792,5 |
|
22 |
28,6 |
266,7 |
320,0 |
383,5 |
383,5 |
459,7 |
551,2 |
551,2 |
660,4 |
792,5 |
|
22 |
30,2 |
266,7 |
383,5 |
383,5 |
459,7 |
551,2 |
551,2 |
660,4 |
792,5 |
792,5 |
|
22 |
31,8 |
320,0 |
459,7 |
459,7 |
551,2 |
551,2 |
660,4 |
660,4 |
792,5 |
792,5 |
|
22 |
33,3 |
320,0 |
459,7 |
551,2 |
551,2 |
660,4 |
792,5 |
792,5 |
792,5 |
792,5 |
|
22 |
34,9 |
320,0 |
551,2 |
551,2 |
660,4 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
|
22 |
36,5 |
383,5 |
551,2 |
640,4 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
|
22 |
38,1 |
383,5 |
660,4 |
640,4 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
|
24 |
6,4 |
35,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
66,0 |
78,7 |
|
24 |
7,1 |
40,6 |
55,9 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
94,0 |
|
24 |
7,9 |
48,3 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
94,0 |
111,8 |
|
24 |
8,7 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
|
24 |
9,5 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
24 |
10,3 |
- |
78,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
|
24 |
11,1 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
24 |
11,9 |
- |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
|
24 |
12,7 |
78,7 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
24 |
14,3 |
94,0 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
24 |
15,9 |
111,8 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
266,7 |
|
24 |
17,5 |
111,8 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
320,0 |
|
24 |
19,1 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
24 |
20,6 |
157,5 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
24 |
22,2 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
459,7 |
|
24 |
23,8 |
188,0 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
551,2 |
|
24 |
25,4 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
551,2 |
Продолжение таблицы Е.1
|
Обозначение размера |
Толщина стенки
T, |
Размер А, мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
24 |
27,0 |
223,5 |
320,0 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
459,7 |
660,4 |
|
24 |
28,6 |
223,5 |
320,0 |
320,0 |
383,5 |
459,7 |
459,7 |
459,7 |
551,2 |
792,5 |
|
24 |
30,2 |
266,7 |
383,5 |
383,5 |
459,7 |
459,7 |
551,2 |
551,2 |
660,4 |
792,5 |
|
24 |
31,8 |
266,7 |
383,5 |
383,5 |
459,7 |
551,2 |
551,2 |
660,4 |
660,4 |
792,5 |
|
24 |
33,3 |
320,0 |
459,7 |
459,7 |
551,2 |
551,2 |
660,4 |
660,4 |
792,5 |
792,5 |
|
24 |
34,9 |
320,0 |
459,7 |
551,2 |
551,2 |
660,4 |
792,5 |
792,5 |
792,5 |
792,5 |
|
24 |
36,5 |
383,5 |
551,2 |
551,2 |
660,4 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
|
24 |
38,1 |
383,5 |
551,2 |
660,4 |
660,4 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
|
24 |
39,7 |
383,5 |
660,4 |
660,4 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
792,5 |
|
26 |
6,4 |
35,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
66,0 |
78,7 |
|
26 |
7,1 |
40,6 |
55,9 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
94,0 |
|
26 |
7,9 |
48,3 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
|
26 |
8,7 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
111,8 |
|
26 |
9,5 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
26 |
10,3 |
- |
78,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
|
26 |
11,1 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
26 |
11,9 |
- |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
|
26 |
12,7 |
78,7 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
26 |
14,3 |
94,0 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
26 |
15,9 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
266,7 |
|
26 |
17,5 |
111,8 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
|
26 |
19,1 |
132,1 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
26 |
20,6 |
132,1 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
383,5 |
|
26 |
22,2 |
157,5 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
|
26 |
23,8 |
188,0 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
26 |
25,4 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
383,5 |
551,2 |
|
28 |
6,4 |
36,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
55,9 |
66,0 |
78,7 |
|
28 |
7,1 |
40,6 |
55,9 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
94,0 |
|
28 |
7,9 |
48,3 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
|
28 |
8,7 |
- |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
111,8 |
|
28 |
9,5 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
28 |
10,3 |
- |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
|
28 |
11,1 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
28 |
11,9 |
- |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
|
28 |
12,7 |
78,7 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
28 |
14,3 |
94,0 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
223,5 |
|
28 |
15,9 |
94,0 |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
|
28 |
17,5 |
111,8 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
28 |
19,1 |
132,1 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
Продолжение таблицы Е. 1
|
Обозначение размера |
Толщина
стенки T, |
Размер А, мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
28 |
20,6 |
132,1 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
|
28 |
22,2 |
157,5 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
28 |
23,8 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
459,7 |
|
28 |
25,4 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
30 |
6,4 |
36,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
55,9 |
66,0 |
78,7 |
|
30 |
7,1 |
40,6 |
55,9 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
94,0 |
|
30 |
7,9 |
48,3 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
|
30 |
8,7 |
- |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
|
30 |
9,5 |
55,9 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
30 |
10,3 |
- |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
|
30 |
11,1 |
66,0 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
30 |
11,9 |
- |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
|
30 |
12,7 |
78,7 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
30 |
14,3 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
|
30 |
15,9 |
94,0 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
|
30 |
17,5 |
111,8 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
30 |
19,1 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
320,0 |
|
30 |
20,6 |
132,1 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
|
30 |
22,2 |
157,5 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
30 |
23,8 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
459,7 |
|
30 |
25,4 |
188,0 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
32 |
6,4 |
35,6 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
55,9 |
66,0 |
78,7 |
|
32 |
7,1 |
40,6 |
55,9 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
94,0 |
|
32 |
7,9 |
48,3 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
|
32 |
8,7 |
- |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
|
32 |
9,5 |
55,9 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
94,0 |
132,1 |
|
32 |
10,3 |
- |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
144,8 |
|
32 |
11,1 |
66,0 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
32 |
11,9 |
- |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
|
32 |
12,7 |
78,7 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
|
32 |
14,3 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
|
32 |
15,9 |
94,0 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
32 |
17,5 |
111,8 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
32 |
19,1 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
|
32 |
20,6 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
32 |
22,2 |
157,5 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
383,5 |
|
32 |
23,8 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
|
32 |
25,4 |
188,0 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
32 |
27,0 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
Продолжение таблицы Е.1
|
Обозначение размера |
Толщина
стенки T, |
Размер А, мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
32 |
28,6 |
223,5 |
266,7 |
266,7 |
320,0 |
383,5 |
383,5 |
383,5 |
459,7 |
551,2 |
|
32 |
30,2 |
223,5 |
320,0 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
459,7 |
660,4 |
|
32 |
31,8 |
223,5 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
459,7 |
551,2 |
660,4 |
|
34 |
6,4 |
35,6 |
48,3 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
78,7 |
|
34 |
7,1 |
40,6 |
55,9 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
94,0 |
|
34 |
7,9 |
48,3 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
78,7 I |
94,0 |
|
34 |
8,7 |
- |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
|
34 |
9,5 |
55,9 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
94,0 |
111,8 |
|
34 |
10,3 |
- |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
34 |
11,1 |
66,0 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
|
34 |
11,9 |
- |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
34 |
12,7 |
78,7 |
94,0 |
94,0 |
111,8 |
132,1 |
132,1 |
132,1 |
132,1 |
157,5 |
|
34 |
14,3 |
94,0 |
111,8 |
111,8 |
132,1 |
157,5 |
157,5 |
157,5 |
157,5 |
188,0 |
|
34 |
15,9 |
94,0 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
34 |
17,5 |
111,8 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
34 |
19,1 |
132,1 |
157,5 |
157,5 |
188,0 |
223,5 |
223,5 |
223,5 |
223,5 |
266,7 |
|
34 |
20,6 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
381,0 |
|
34 |
22,2 |
157,5 |
188,0 |
188,0 |
223,5 |
266,7 |
266,7 |
266,7 |
266,7 |
383,5 |
|
34 |
23,8 |
157,5 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
34 |
25,4 |
188,0 |
223,5 |
223,5 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
34 |
27,0 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
34 |
28,6 |
188,0 |
266,7 |
266,7 |
320,0 |
383,5 |
383,5 |
383,5 |
459,7 |
551,2 |
|
34 |
30,2 |
223,5 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
383,5 |
459,7 |
551,2 |
|
34 |
31,8 |
223,5 |
320,0 |
320,0 |
383,5 |
459,7 |
459,7 |
459,7 |
459,7 |
660,4 |
|
36 |
6,4 |
35,6 |
48,3 |
48,3 |
48,3 |
55,9 |
55,9 |
55,9 |
66,0 |
78,7 |
|
36 |
7,1 |
40,6 |
55,9 |
55,9 |
55,9 |
66,0 |
66,0 |
66,0 |
78,7 |
94,0 |
|
36 |
7,9 |
48,3 |
55,9 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
|
36 |
8,7 |
- |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
|
36 |
9,5 |
55,9 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
|
36 |
10,3 |
- |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
36 |
11,1 |
66,0 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
|
36 |
11,9 |
- |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
36 |
12,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
|
36 |
14,3 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
|
36 |
15,9 |
94,0 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
36 |
17,5 |
111,8 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
36 |
19,1 |
111,8 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
|
36 |
20,6 |
132,1 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
36 |
22,2 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
Продолжение таблицы Е.1
|
Обозначение размера |
Толщина
стенки T, |
Размер А мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
36 |
23,8 |
157,5 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
36 |
25,4 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
|
36 |
27,0 |
188,0 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
36 |
28,6 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
283,5 |
383,5 |
551,2 |
|
36 |
30,2 |
223,5 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
383,5 |
459,7 |
551,2 |
|
36 |
31,8 |
223,5 |
320,0 |
320,0 |
383,5 |
383,5 |
383,5 |
459,7 |
459,7 |
660,4 |
|
38 |
7,9 |
48,3 |
55,9 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
|
38 |
8,7 |
48,3 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
|
38 |
9,5 |
55,9 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
|
38 |
10,3 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
38 |
11,1 |
66,0 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
|
38 |
11,9 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
38 |
12,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
|
38 |
14,3 |
78,7 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
|
38 |
15,9 |
94,0 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
38 |
17,5 |
111,8 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
|
38 |
19,1 |
111,8 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
|
38 |
20,6 |
132,1 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
38 |
22,2 |
132,1 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
|
38 |
23,8 |
157,1 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
38 |
25,4 |
157,1 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
|
38 |
27,0 |
188,0 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
38 |
28,6 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
|
38 |
30,2 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
551,2 |
|
38 |
31,8 |
223,5 |
320,0 |
320,0 |
320,0 |
383,5 |
383,5 |
383,5 |
459,7 |
551,2 |
|
40 |
10,3 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
40 |
11,1 |
66,0 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
|
40 |
11,9 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
40 |
12,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
|
40 |
14,3 |
78,7 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
|
40 |
15,9 |
94,0 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
40 |
17,5 |
111,8 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
|
40 |
19,1 |
111,8 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
40 |
20,6 |
132,1 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
40 |
22,2 |
132,1 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
|
40 |
23,8 |
157,5 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
40 |
25,4 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
|
40 |
27,0 |
188,0 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
459,7 |
|
40 |
28,6 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
Продолжение таблицы Е.1
|
Обозначение размера |
Толщина
стенки T, |
Размер А, мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
40 |
30,2 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
383,5 |
551,2 |
|
40 |
31,8 |
223,5 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
383,5 |
459,7 |
551,2 |
|
42 |
8,7 |
48,3 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
|
42 |
9,5 |
55,9 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
|
42 |
10,3 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
42 |
11,1 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
|
42 |
11,9 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
42 |
12,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
|
42 |
14,3 |
78,7 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
42 |
15,9 |
94,0 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
42 |
17,5 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
|
42 |
19,1 |
111,8 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
42 |
20,6 |
132,1 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
|
42 |
22,2 |
132,1 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
|
42 |
23,8 |
157,5 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
42 |
25,4 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
42 |
27,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
459,7 |
|
42 |
28,6 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
42 |
30,2 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
383,5 |
459,7 |
|
42 |
31,8 |
223,5 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
383,5 |
459,7 |
551,2 |
|
44 |
8,7 |
48,3 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
|
44 |
9,5 |
55,9 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
|
44 |
10,3 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
44 |
11,1 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
|
44 |
11,9 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
44 |
12,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
|
44 |
14,3 |
78,7 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
44 |
15,9 |
94,0 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
44 |
17,5 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
|
44 |
19,1 |
111,8 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
44 |
20,6 |
132,1 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
|
44 |
22,2 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
44 |
23,8 |
157,5 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
|
44 |
25,4 |
157,5 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
408,9 |
|
44 |
27,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
|
44 |
28,6 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
44 |
30,2 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
|
44 |
31,8 |
223,5 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
383,5 |
459,7 |
551,2 |
|
46 |
8,7 |
48,3 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
Продолжение таблицы Е.1
|
Обозначение размера |
Толщина
стенки T, |
Размер А, мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
46 |
9,5 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
|
46 |
10,3 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
46 |
11,1 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
|
46 |
11,9 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
46 |
12,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
|
46 |
14,3 |
78,7 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
46 |
15,9 |
94,0 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
46 |
17,5 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
|
46 |
19,1 |
111,8 |
157,5 |
157,7 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
46 |
20,6 |
132,1 |
157,5 |
157,7 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
|
46 |
22,2 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
46 |
23,8 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
|
46 |
25,4 |
157,5 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
46 |
27,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
|
46 |
28,6 |
188,0 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
46 |
30,2 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
|
46 |
31,8 |
223,5 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
551,2 |
|
48 |
8,7 |
48,3 |
66,0 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
111,8 |
|
48 |
9,5 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
|
48 |
10,3 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
48 |
11,1 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
|
48 |
11,9 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
48 |
12,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
170,2 |
|
48 |
14,3 |
78,7 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
48 |
15,9 |
94,0 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
48 |
17,5 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
|
48 |
19,1 |
111,8 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
48 |
20,6 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
|
48 |
22,2 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
48 |
23,8 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
|
48 |
25,4 |
157,5 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
48 |
27,0 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
|
48 |
28,6 |
188,0 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
48 |
30,2 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
48 |
31,8 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
383,5 |
551,2 |
|
52 |
9,5 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
|
52 |
10,3 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
52 |
11,1 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
|
52 |
11,9 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
Продолжение таблицы Е.1
|
Обозначение размера |
Толщина
стенки T, |
Размер А, мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
52 |
12,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
|
52 |
14,3 |
78,7 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
52 |
15,9 |
94,0 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
157,5 |
188,0 |
|
52 |
17,5 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
|
52 |
19,1 |
111,8 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
52 |
20,6 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
|
52 |
22,2 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
52 |
23,8 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
|
52 |
25,4 |
157,5 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
52 |
27,0 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
|
52 |
28,6 |
188,0 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
459,7 |
|
52 |
30,2 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
52 |
31,8 |
223,6 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
383,5 |
383,5 |
459,7 |
|
56 |
9,5 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
|
56 |
10,3 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
56 |
11,1 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
|
56 |
11,9 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
56 |
12,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
56 |
14,3 |
78,7 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
56 |
15,9 |
94,0 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
|
56 |
17,5 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
223,5 |
|
56 |
19,1 |
111,8 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
56 |
20,6 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
|
56 |
22,2 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
56 |
23,8 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
|
56 |
25,4 |
157,5 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
56 |
27,0 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
56 |
28,6 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
|
56 |
30,2 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
56 |
31,8 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
383,5 |
459,7 |
|
60 |
9,5 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
111,8 |
|
60 |
10,3 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
60 |
11,1 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
|
60 |
11,9 |
66,0 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
|
60 |
12,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
60 |
14,3 |
78,7 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
60 |
15,9 |
94,0 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
|
60 |
17,5 |
94,0 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
60 |
19,1 |
111,8 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
Продолжение таблицы Е.1
|
Обозначение размера |
Толщина
стенки T, |
Размер А, мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
60 |
20,6 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
|
60 |
22,2 |
132,1 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
|
60 |
23,8 |
132,1 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
|
60 |
25,4 |
157,5 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
|
60 |
27,0 |
157,5 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
60 |
28,6 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
|
60 |
30,2 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
60 |
31,8 |
188,0 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
64 |
9,5 |
55,9 |
66,0 |
66,0 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
111,8 |
|
64 |
10,3 |
55,9 |
78,7 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
132,1 |
|
64 |
11,1 |
66,0 |
78,7 |
78,7 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
132,1 |
|
64 |
11,9 |
66,0 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
|
64 |
12,7 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
64 |
14,3 |
78,7 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
64 |
15,9 |
94,0 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
|
64 |
17,5 |
94,0 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
64 |
19,1 |
111,8 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
188,0 |
223,5 |
|
64 |
22,2 |
132,1 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
|
64 |
23,8 |
132,1 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
64 |
25,4 |
157,5 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
|
64 |
27,0 |
157,5 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
64 |
28,6 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
|
64 |
30,2 |
188,0 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
64 |
31,8 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
68 |
11,9 |
66,0 |
78,7 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
111,8 |
132,1 |
|
68 |
12,7 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
68 |
14,3 |
78,7 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
188,0 |
|
68 |
15,9 |
94,0 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
|
68 |
17,5 |
94,0 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
68 |
19,1 |
111,8 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
|
68 |
20,6 |
132,1 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
68 |
22,2 |
132,1 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
|
68 |
23,8 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
68 |
25,4 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
|
68 |
27,0 |
157,5 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
68 |
28,6 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
|
68 |
30,2 |
188,0 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
|
68 |
31,8 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
72 |
12,7 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
Окончание таблицы Е.1
|
Обозначение размера |
Толщина
стенки T, |
Размер А, мм |
||||||||
|
Группа прочности |
||||||||||
|
L210 |
L245, |
L320 |
L360 |
L390 |
L415 |
L450 |
L485 |
L555 |
||
|
72 |
14,3 |
78,7 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
|
72 |
15,9 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
|
72 |
17,5 |
94,0 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
72 |
19,1 |
111,8 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
|
72 |
20,6 |
111,8 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
72 |
22,2 |
132,1 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
|
72 |
23,8 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
72 |
25,4 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
|
72 |
27,0 |
157,5 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
72 |
28,6 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
383,5 |
|
72 |
30,2 |
188,0 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
|
72 |
31,8 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
76 |
12,7 |
66,0 |
94,0 |
94,0 |
94,0 |
111,8 |
111,8 |
111,8 |
132,1 |
157,5 |
|
76 |
14,3 |
78,7 |
111,8 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
|
76 |
15,9 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
|
76 |
17,5 |
94,0 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
76 |
19,1 |
111,8 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
|
76 |
20,6 |
111,8 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
76 |
22,2 |
132,1 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
|
76 |
23,8 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
76 |
25,4 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
|
76 |
27,0 |
157,5 |
223,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
76 |
28,6 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
266,7 |
320,0 |
383,5 |
|
76 |
30,2 |
188,0 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
|
76 |
31,8 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
|
80 |
14,3 |
78,7 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
132,1 |
157,5 |
167,6 |
|
80 |
15,9 |
94,0 |
111,8 |
111,8 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
|
80 |
17,5 |
94,0 |
132,1 |
132,1 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
223,5 |
|
80 |
19,1 |
111,8 |
132,1 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
|
80 |
20,6 |
111,8 |
157,5 |
157,5 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
266,7 |
|
80 |
22,2 |
132,1 |
157,5 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
|
80 |
23,8 |
132,1 |
188,0 |
188,0 |
188,0 |
223,5 |
223,5 |
223,5 |
266,7 |
320,0 |
|
80 |
25,4 |
157,5 |
188,0 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
|
80 |
27,0 |
157,5 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
|
80 |
28,6 |
157,5 |
223,5 |
223,5 |
266,7 |
266,7 |
266,7 |
266,5 |
320,0 |
383,5 |
|
80 |
30,2 |
188,0 |
223,5 |
223,5 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
|
80 |
31,8 |
188,0 |
266,7 |
266,7 |
266,7 |
320,0 |
320,0 |
320,0 |
383,5 |
459,7 |
Приложение F
(обязательное)
Контроль продукции потребителем
F.1 Извещение о проверке
Если инспектор, представляющий потребителя, желает провести проверку труб или заверить документы с результатами конкретных испытаний, то необходимо направить соответствующее извещение о времени, когда это будет сделано.
F.2 Допуск на предприятие
Инспектор, представляющий потребителя, должен иметь неограниченный доступ в любое время во все цеха предприятия, изготовляющего заказанные трубы, когда выполняется работа по контракту потребителя. Изготовитель обязан предоставить инспектору все необходимые средства, чтобы показать, что трубы изготовляются в соответствии с установленными техническими условиями. Все проверки следует проводить на месте изготовления продукции до отгрузки, если в заказе на поставку не было оговорено иное, и выполнять их так, чтобы не создавать излишних препятствий нормальной работе предприятия.
F.3 Соответствие
Изготовитель отвечает за соответствие всем положениям этих технических условий. Потребитель может проводить любые исследования, необходимые для того, чтобы удостовериться в таком соответствии, и может забраковать любой материал, не соответствующий установленным техническим условиям.
F.4 Отбраковка
Если не оговорено иное, то продукция, в которой при проверке во время приемки обнаруживают дефекты на предприятии-изготовителе или при нормальной эксплуатации, может быть забракована с уведомлением изготовителя. Если после проведения испытаний, которые требуют разрушения материала, продукция оказалась несоответствующей техническим условиям, то она должна быть забракована. Утилизация забракованной продукции должна быть предметом соглашения между изготовителем и потребителем.
Приложение G
(обязательное)
Качество изготовления, визуальный контроль и устранение дефектов
G.1 Визуальный контроль
Все трубы должны быть подвергнуты визуальному контролю и не должны иметь дефектов после изготовления.
G.2 Контроль продукции потребителем
Положения приложения F должны выполняться, если это оговорено в заказе потребителя.
G.3 Качество изготовления и дефекты
Несовершенства, приведенные ниже, не удовлетворяющие критериям, должны рассматриваться как дефекты. Изготовитель должен принимать все меры, чтобы исключить повторяющиеся несовершенства, повреждения и дефекты.
G.3.1 Вмятины
Трубы не должны иметь вмятин, размер которых определяется как расстояние между самой низкой точкой вмятины и продолжением контура трубы глубже чем 6,35 мм. Длина вмятины в любом направлении не должна превышать половину диаметра трубы. На холоднодеформированных трубах вмятины глубже 3,18 мм с острым дном должны считаться дефектами. Надрез может быть удален шлифованием.
G.3.2 Смещение кромок листа
Для труб со швами из присадочного металла толщинами стенок 12,7 мм и менее радиальное смещение кромок листа в сварном шве не должно быть более 1,59 мм. Для труб со швами из присадочного металла, толщина стенок которых более 12,7 мм, радиальное смещение не должно превышать 0,125T или 3,18 мм в зависимости от того, какое из этих значений меньше. Для электросварных труб радиальное смещение кромок листа плюс неровности шва не должны превышать 1,52 мм.
G.3.3 Нелинейность валика шва на сварных трубах со швами из наплавленного металла
Нелинейность валика шва (смещенный сварной шов) не должна быть причиной для отбраковки при условии, что было достигнуто сплавление и полный провар шва, что подтверждено неразрушающим контролем.
G.3.4 Высота валика шва, наплавленного на наружной и внутренней поверхностях трубы, - сварные швы, полученные дуговой сваркой под флюсом
Наплавленный валик шва не должен быть выше образующей поверхности трубы на значение, указанное в таблице G.1.
Таблица G.1 - Максимальная высота валика
В миллиметрах
|
Номинальная толщина стенки Т |
Максимальная высота валика |
|
Т ≤ 12,70 |
3,18 |
|
Т > 12,70 |
4,76 |
Если наплавленные валики более высокие, чем разрешается требованиями настоящего стандарта, то по выбору изготовителя они могут быть обработаны до принятых значений.
Высота наплавленного валика сварного шва не должна быть ниже образующей поверхности трубы (наружной или внутренней), за исключением того, что допускается при шлифовке.
G.3.5 Высота грата электросварных труб
Наружный грат на электросварных трубах должен быть удален заподлицо.
Внутренний грат в электросварных трубах не должен быть выше образующей поверхности трубы более чем на 1,52 мм.
G.3.6 Удаление внутреннего грата в электросварных трубах
Глубина проточки, полученная после удаления внутреннего грата в электросварных трубах, не должна превышать значений, приведенных в таблице G.2 для труб с различной толщиной стенок. Глубина проточки определяется как разность между толщиной стенки, измеренной на расстоянии около 25,4 мм от линии шва, и толщиной стенки, оставшейся под проточкой.
Таблица G.2 - Максимальная глубина зачистки
В миллиметрах
|
Номинальная толщина стенки 7 |
Максимальная глубина зачистки |
|
7 ≤ 3,8 |
0,10 T |
|
3,8 < T < 7,6 |
0,38 |
|
T ≥ 7,6 |
0,05 T |
G.3.7 Участки повышенной твердости
Любые участки повышенной твердости минимальным размером более 50,8 мм в любом направлении и твердостью 35 HRC (НВ 327) и выше следует удалить. Части труб с такими участками должны вырезаться в виде цилиндра.
Поверхность холоднодеформированных сварных труб должна проверяться визуально для выявления неровностей. Когда такой контроль не обнаруживает механических повреждений как причину неровности поверхности, но при этом показывает, что неровность поверхности может быть вызвана зонами повышенной твердости, то необходимо провести измерения этой зоны и определить ее твердость. Если твердость и размеры зоны превышают вышеупомянутые критерии отбраковки, то участок повышенной твердости должен быть удален.
G.3.8 Трещины и течи
Все трещины и течи должны считаться дефектами.
G.3.9 Расслоения
Расслоения или включения, выходящие на поверхность или торец трубы и имеющие визуально определяемый поперечный размер более 6,35 мм, считаются дефектом. Трубу с таким дефектом необходимо обрезать до тех пор, пока расслоение или включение не станет меньше 6,35 мм.
Любое расслоение в теле трубы, которое:
имеет размер ≥ 19,1 мм;
имеет площадь ≥ 7742,0 мм2,
считается дефектом.
Удаление таких дефектов должно проводиться в соответствии с G.4.3 или G.4.4. Никакой специальной проверки изготовителем не требуется, если только потребитель в заказе не оговорил проведение неразрушающего контроля.
Примечание - Расслоение определяется как внутреннее разделение металла с образованием слоев, которые в основном параллельны поверхности.
G.3.10 Прожоги дугой
Прожоги дугой, определяемые как точечные оплавления поверхности, вызванные искрением между электродом или заземлением и поверхностью трубы, должны считаться дефектами.
Примечание - Контактные метки - места прерывистости сварки на линии шва, возникающие в месте электрического контакта сварочного электрода с поверхностью трубы, не являются дефектами.
Разбраковка труб с прожогами дугой должна проводиться в соответствии с G.4, за исключением тех случаев, когда удаление дефектов шлифованием подпадает под действие следующих условий.
Прожоги дугой могут удаляться шлифованием, вырубкой или механической обработкой. Полученную полость необходимо тщательно вычистить и проверить на полное удаление поврежденного материала протравливанием 10 %-ным раствором персульфата аммония или 5 %-ным раствором нитала. Если поврежденный материал удален полностью, то полость может быть сглажена шлифованием. Шлифование должно быть осуществлено с выходом на первоначальный контур трубы, если остаточная толщина стенки находится в допустимых пределах.
G.3.11 Подрезы
Подрезы в трубах, сваренных дугой под флюсом или в защитной атмосфере газа, представляют собой уменьшение толщины стенки около сварного шва, где шов переходит в поверхность трубы. Подрезы легко определяются и контролируются.
Подрезы на внутренней или наружной сторонах труб, определяемые в G.3.11.1 и G.3.11.2, допустимы без ремонта или шлифования.
G.3.11.1 Максимальная глубина равна 0,79 мм и не должна превышать 12,5 % толщины стенки при максимальной длине, равной половине толщины стенки, при этом допускается не более двух таких подрезов на любом участке сварного шва длиной 0,30 м.
G.3.11.2 Максимальная глубина - не более 0,40 мм любой длины.
G.3.11.3 Подрезы, глубина которых превышает вышеприведенные предельные значения, должны считаться дефектами. Порядок действий с ними следующий:
а) подрезы не более 0,79 мм глубиной и не более 12,5 % номинальной толщины стенки должны удаляться шлифованием в соответствии с G.4, перечисление а);
b) удаление подрезов, глубина которых превышает 0,79 мм или составляет более 12,5 % номинальной толщины стенки, должно проводиться в соответствии с G.4, перечисления b), с) или d).
G.3.12 Другие дефекты
Любые несовершенства, глубина которых, измеренная от поверхности трубы, превышает 12,5 % номинальной толщины стенки, должны считаться дефектами.
G.4 Устранение дефектов
Трубы с дефектами должны ремонтироваться одним из следующих способов:
a) дефект устраняют шлифованием при условии, что оставшаяся толщина стенки соответствует установленным предельным значениям; шлифование должно проводиться качественно;
b) дефект устраняют сваркой в соответствии с G.5-G.8;
c) часть трубы с дефектом отрезают с соблюдением требований к длине трубы;
d) всю трубу бракуют.
G.5 Устранение дефектов с помощью сварки
a) Бесшовная труба и основной металл сварной трубы
Устранение дефектов на бесшовных трубах и основном металле сварных труб допускается, за исключением случаев, когда глубина дефекта превышает 331/3 % номинальной толщины стенки трубы; длина участка дефекта, в котором глубина более 12,5 % номинальной толщины стенки трубы, превышает 25 % номинального наружного диаметра трубы или когда требуется больше одного ремонта на длине, равной 10 номинальным наружным диаметрам трубы. Ремонт должен проводиться в соответствии с G.6. Ремонтные сварные швы должны проверяться магнитопорошковым методом в соответствии с 8.10.11.4 или с использованием проникающей жидкости, или по согласованию между потребителем и изготовителем другими методами неразрушающего контроля.
b) Сварной шов сварных труб
Дефекты в сварных швах из наплавленного металла могут устраняться по усмотрению изготовителя. Такой ремонт должен проводиться в соответствии с G.7. Электросварные швы могут ремонтироваться только по согласованию между потребителем и изготовителем; такой ремонт должен проводиться в соответствии с G.8.
Ремонтные сварные швы проверяют ультразвуковыми методами в соответствии с 8.10.11.3.1 - 8.10.11.3.3 переносным аппаратом. Ремонт, выполненный дуговой сваркой под флюсом или в среде защитного газа, по выбору производителя может быть проконтролирован рентгеновскими методами в соответствии с 8.10.11.2.1 - 8.10.11.2.9.
c) Термически обработанные трубы
Если ремонт сварного шва проводится после термической обработки трубы, то необходимость повторной термической обработки и ее тип должны быть согласованы покупателем и изготовителем с учетом влияния ремонта на структуру и свойства термически обработанных труб.
G.6 Процедура ремонта сваркой бесшовной трубы и основного металла сварной трубы
Ремонт дефектов на бесшовных трубах и основном металле сварных труб должен соответствовать приводимым ниже требованиям. Процедуры ремонта согласовываются с представителем потребителя.
a) Дефект должен устраняться полностью срезом или шлифованием, а полученную полость необходимо тщательно очистить и проверить перед сваркой методами магнитопорошковой дефектоскопии, чтобы убедиться в полном удалении дефекта.
b) Минимальная длина ремонтного сварного шва должна составлять 50,8 мм. Если позволяет ориентация дефекта, то сварной шов следует расположить в окружном направлении.
c) Ремонтный сварной шов должен быть выполнен автоматической дуговой сваркой под флюсом или в среде защитного газа, или ручной сваркой плавящимся электродом с низким содержанием водорода. Температура металла в зоне ремонта должна составлять не менее плюс 10°С. Технология сварки и ее качество должны оцениваться в соответствии с приложением В.
d) Ремонтный сварной шов должен быть отшлифован, чтобы обеспечить гладкий переход к исходному контуру трубы.
e) Восстановленная труба должна быть подвергнута гидравлическим испытаниям в соответствии с 8.10.9.
G.7 Процедура ремонта швов, полученных дуговой сваркой под флюсом и в среде защитного газа
Ремонт швов, полученных дуговой сваркой под флюсом и в среде защитного газа металлическим электродом, должен соответствовать приводимым ниже требованиям. Процедура ремонта подлежит согласованию с инспектором потребителя.
а) Дефект должен быть полностью устранен, а полость тщательно очищена. Если ремонт проводится за несколько проходов, то размер полости должен быть достаточно большим (не менее 50,8 мм в длину), чтобы избежать совпадения по времени начала и конца отдельных проходов.
b) Минимальная длина каждого ремонтного сварного шва должна быть 50,8 мм. Ремонтный сварной шов должен быть выполнен автоматической дуговой сваркой под флюсом или ручной дуговой сваркой плавящимся электродом с низким содержанием водорода; технология сварки и ее качество должны оцениваться в соответствии с приложением В.
c) Каждая отремонтированная труба должна пройти гидравлические испытания в соответствии с 8.10.9.
G.8 Процедура ремонта электросварных швов
Ремонт электросварных швов должен соответствовать приводимым ниже требованиям и должен охватывать зону сварки, определяемую для целей ремонта как зону размером 12,7 мм с обеих сторон линии шва. Процедура ремонта должна быть согласована с инспектором потребителя.
a) Дефект зоны сварного шва должен устраняться полностью вырубкой и/или шлифованием, и возникшее углубление должно быть полностью очищено.
b) Минимальная длина ремонтного сварного шва должна составлять 50,8 мм, при этом отдельные ремонтные сварные швы должны находиться на расстоянии не менее 3 м друг от друга.
c) Ремонтный сварной шов должен быть выполнен автоматической дуговой сваркой под флюсом в среде защитного газа или ручной дуговой сваркой плавящимися электродами с низким содержанием водорода. Температура металла в зоне ремонта должна быть не ниже плюс 10°С. Технология сварки и ее качество должны оцениваться в соответствии с приложением В.
d) Если ремонтный сварной шов выполнен на всю толщину стенки, то он должен включать три прохода, сделанные на внутренней и наружной поверхностях трубы. Начало и конец сварных швов на внутренней и наружной поверхностях трубы не должны совпадать.
e) Ремонтный шов должен быть отшлифован до плавного перехода с контуром трубы, а усиление шва не должно превышать 1,52 мм.
f) Отремонтированная труба должна быть подвергнута гидравлическим испытаниям в соответствии с 8.10.9.
Приложение Н
(справочное)
Соответствие обозначений сталей в различных стандартах
Таблица дает соответствие между обозначениями сталей, приведенными в ГОСТ Р ИСО 3183-1, API 5L и ГОСТ Р 52079 [2].
Стали, которые рассматриваются как сопоставимые, могут отличаться в других аспектах.
Таблица Н.1 - Соответствие обозначений сталей
|
ГОСТ Р ИСО 3183-1-2007 |
API 5L-2004 |
|
|
L175 (С11 II) |
А 25 (С11; CL II) |
- |
|
L210 |
А |
- |
|
L245 |
В |
К 38-К 42 |
|
L290 |
Х42 |
К 48 |
|
L320 |
- |
- |
|
L360 |
Х52 |
К 52 |
|
L390 |
- |
- |
|
L415 |
Х60 |
К 56 |
|
L450 |
Х65 |
К 60 |
|
L485 |
Х70 |
- |
|
L555 |
Х80 |
- |
Приложение I
(справочное)
Сведения о соответствии национальных стандартов Российской Федерации ссылочным
международным стандартам
Таблица 1.1
|
Обозначение ссылочного международного стандарта |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 6892:1998 |
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение |
|
ГОСТ 1497-84 (ИСО 6892 - 84) Металлы. Методы испытания на растяжение |
|
|
Примечание - Для других ссылочных международных стандартов соответствующие национальные стандарты отсутствуют. До их утверждения рекомендуется использовать перевод на русский язык этих международных стандартов. Переводы международных стандартов находятся в фонде технических регламентов и стандартов ОАО «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ»). |
|
Библиография
|
[1] API Spec. 5L |
Технические условия на трубы для трубопроводов. Издание 43, март 2004 г. (API Specification 5L, Specification for Line Pipe, 43rd Edition, March 2004) |
|
Соединения резьбовые обсадных, насосно-компрессорных труб и трубопроводов и резьбовые калибры для них. Общие технические требования |
|
|
Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия |
Ключевые слова: нефтяная и газовая промышленность, стальные трубы, требования к технологии производства труб, размеры, химический состав, испытания, контроль, маркировка, условия поставки