ООО «ЭЛГАД»
Гадаев Н.Р., Резепов В.Д., Антопевич В.В., Игнатьев Е.Г., Миронов Л.А., Новак В.В., Сычев П.А.
СВАРКА МЕТАЛЛОКОНСТРУКЦИЙ И АРМАТУРЫ ЖЕЛЕЗОБЕТОНА ПРИ ВЫПОЛНЕНИИ МОНТАЖНЫХ РАБОТ
Москва 2004
Содержание
ПРЕДИСЛОВИЕ
Сварка - великое русское изобретение, в развитии которого ведущее место принадлежит русским ученым и изобретателям. Первое указание на возможность использования тепловой энергии электрической дуги для расплавления металлов встречается одновременно с описанием открытого в 1802 г. явления дуги в трудах академика В.В. Петрова, крупнейшего физика конца XVIII в. и первого русского электротехника.
В сообщении академика В.В. Петрова о впервые произведенном расплавлении металла электрической дугой содержится не только первое указание на возможность такого расплавления, но и описывается в точности явление дуги, которое мы наблюдаем при сварке металлов. Однако прошло почти три четверти века, пока открытое В.В. Петровым новое физическое явление получило свое развитие и практическое применение в электрической плавке и сварке металлов.
В области электрической сварки дуга Петрова получила практическое применение благодаря трудам выдающихся русских инженеров-изобретателей Н.Н. Бенардоса и Н.Г. Славянова.
Работы над созданием аккумуляторной батареи приводят Н.Н. Бенардоса в 1882 г. к изобретению «Способа соединения и разъединения металлов непосредственным действием электрического тока», названного им «электрогефест».
Из сохранившихся в архиве Н.Н. Бенардоса описаний, чертежей и рисунков, видно, что им изобретен не только способ сварки угольной дугой, которому он придавал основное значение, но, по существу, все основные способы дуговой электрической сварки, применяющиеся ныне.
В 1888 - 1890 гг. Н.Г. Славяновым были усовершенствованы способы использования тепла электрической дуги для целей промышленного нагрева.
Н.Г. Славянов изобрел и разработал способ и аппараты для электрического уплотнения металлических отливок.
Первая из этих работ представляет собой способ электросварки металла посредством электрической дуги, образованной между изделием и металлическим электродом. Н.Г. Славянов впервые разработал и осуществил специальный автомат для поддержания дуги между изделием и металлическим электродом по мере его плавления, ставший предтечей современных автоматических сварочных установок.
На основе своих исследований Н.Г. Славянов впервые указал на необходимость приведения сварки под шлакообразующими покрытиями, изолирующими металл от воздействия воздуха и участвующими в металлургическом процессе. Для этой цели он рекомендует в процессе плавления металла в дуге «подбрасывать битое стекло», которое, как известно, по своему химическому составу близко ко всем известным в настоящее время флюсам, применяемым в современных методах сварки сталей. Не ограничиваясь применением стекла в качестве флюса, он рекомендует также прибавлять в флюс ферросплавы.
Сущность способов электрической дуговой сварки, созданных в результате замечательных работ академика В. В. Петрова и талантливых инженеров-изобретателей Н.Н. Бенардоса и Н.Г. Славянова, остается неизменной до наших дней.
В практическом применении в способы вносились и вносятся в соответствии с современными требованиями многочисленные усовершенствования, не меняющие существа процессов, но повышающие их практическую ценность.
Российские ученые в своих работах продолжали и развивали научное наследство своих выдающихся соотечественников В.В. Петрова, Н.Н. Бенардоса и Н.Г. Славянова - основоположников электрической дуговой сварки.
В начальный период, когда основным препятствием в развитии применения электрической сварки металлов являлось отсутствие специальных сварочных машин и аппаратов, отвечающих требованиям технологического процесса, усилия российских ученых были направлены на изучение свойств дуги как основного источника нагрева и потребителя энергии при сварке.
Первые работы в этой области были посвящены определению параметров статической характеристики дуги в условиях сварки и выявлению общего вида условий устойчивости дуги и формы внешней характеристики источника тока. Изучались также явления, происходящие в дуге постоянного тока с расплавляющимся электродом, устойчивая работа дуги от системы с постоянным напряжением и дуга переменного тока.
В области широкого применения переменного тока для сварки Россия занимала ведущее положение. Работами российских инженеров были впервые доказаны преимущества и установлена целесообразность широкого применения сварки на переменном токе, являющейся прогрессивным способом соединения металла.
Широкое применение переменного тока основывалось на ряде исследований, посвященных изучению сварочной дуги переменного тока, условий получения качественных сварных соединений и применению высокочастотного искрового генератора для повышения устойчивости дуги.
Наряду с работами по развитию теоретических основ сварочных машин и трансформаторов были широко развернуты работы в области исследования и усовершенствования технологических процессов.
Работы в этой области были направлены на получение сварного соединения, равнопрочного основному металлу, и на повышение производительности сварочных работ.
Проблема повышения качества и производительности сварки потребовала изучения и развития теоретических основ сварочного процесса. В этой области российские ученые также шли своим путем и создали новые научные направления.
Важнейшие работы по развитию теории сварочных процессов проведены академиком Н.Н. Рыкалиным. Эти исследования позволили установить важнейшие закономерности процесса нагрева и охлаждения металла при сварке и научно обосновать пути повышения производительности и эффективности сварочных процессов и дать расчетные методы выбора режимов сварки, обеспечивающих качество сварного соединения.
Одновременно российские ученые и инженеры проводили исследования в области металлургии сварочных процессов, разрабатывали составы специальных электродных покрытий, создавали новые марки сварочных электродов и исследовали процессы сварки различных конструкционных сталей.
В результате этих работ, позволивших выявить основные физико-химические реакции при сварке, определилось влияние легирующих элементов на процесс окисления и механические свойства швов, изучение ионизационных свойств компонентов покрытий и влияние их на стабилизацию дуги и производительность сварки, была получена возможность качественно сваривать практически все марки углеродистых и легированных сталей и получать в сварном шве металл, не уступающий по прочности основному металлу.
Большое развитие по практическим результатам получила сварка в среде защитных газов - водорода, аргона, гелия, углекислого газа и др. В этом случае дуга горит в струе защитного газа, который либо изолирует металл от воздействия воздуха, либо активно участвует в раскислении металла.
Одновременно с повышением качества сварного соединения шло повышение производительности сварочных работ, которое при ручной сварке достигалось путем увеличения мощности сварочной дуги с одновременным увеличением диаметра металлического электрода.
Технический прогресс в нашей промышленности и широкое применение сварки в машиностроении, строительстве и других отраслях техники поставили перед российскими учеными и инженерами проблему механизации и автоматизации сварки. Наибольшие трудности в решении этой проблемы представлял вопрос о защите сварочной дуги от влияния воздуха, без которой качественная сварка при современных требованиях почти невозможна.
Поиски путей решения этой задачи привели к использованию принципиальных основ и сущности методики, созданной Н.Г. Славяновым и заключающейся в том, чтобы расплавленный жидкий металл во все время сварки был закрыт шлаком. Одним из первых таких решений, представляющих усовершенствование основной методики защиты сварочной ванны, был способ дуговой электросварки под слоем флюса, подаваемого зернообразного покрытия - флюса - к дуге.
С усовершенствованием технологических процессов сварки повышались прочность и надежность сварных конструкций. В первоначальный период, когда сварочный процесс осуществлялся исключительно вручную голыми электродами с ионизирующими покрытиями, электрическая дуговая сварка находила применение в основном во всевозможных работах восстановительного характера и ремонтных работах, а также и новых конструкциях, где отсутствовала динамическая нагрузка.
В 30-х годах, с развитием качественных покрытий для электродов, позволивших обеспечить высокие механические свойства сварного соединения, сварка с успехом начинает применяться в различных отраслях промышленности. Разработка электродов для сварки специальных сталей и флюсов для автоматической сварки позволило значительное количество металлоконструкций для краностроения, котлостроения, автостроения, строительства выполнять сварными, а также перейти на сварные соединения в судостроении авиастроении и в атомной промышленности.
Значение электрической дуговой сварки в настоящее время как одного из основных и передовых технологических процессов в решении задач, поставленных перед нашей техникой, является бесспорным. Опыт применения сварки в различных отраслях промышленности со всей очевидностью доказал, что этот метод металлообработки является одним из передовых и позволяет получать не только большую экономию металла, но и значительно ускорить производство работ всех видов металлических конструкций.
КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ
Способы сварки металлов разделяют на две группы: сварка плавлением и сварка давлением. К первой группе относятся электродуговая сварка, импульсно-дуговая, лазерная, ванная, электрошлаковая, плазменная, электронно-лучевая в вакууме, термитная и газовая. Ко второй группе - контактная, газопрессовая, ультразвуковая, диффузионная в вакууме, трением, холодная сварка, сварка индукционная или токами высокой частоты.
СВАРКА ПЛАВЛЕНИЕМ
Электродуговая сварка (ручная, полуавтоматическая, автоматическая) является наиболее распространенной; характеризуется использованием тепла электрической дуги для разогрева и плавления металла.
Импульсно-дуговая сварка характеризуется тем, что сварочный ток подается кратковременными импульсами в «дежурную» сварочную дугу.
Лазерная сварка предусматривает использование фотоэлектронной энергии. Плавление металла осуществляется световым лучом, полученным с помощью специальных устройств (лазеров).
Электрошлаковая (ванная) сварка происходит в результате плавления основного и присадочного металла за счет тепла, выделяющегося при прохождении электрического тока через расплавленный шлак.
Плазменная сварка - процесс, в основе которого лежит плавление основного и присадочного металла плазменной струей, имеющей температуру до 30000 °С.
Электронно-лучевая сварка в вакууме осуществляется в камерах, имеющих разряжение до 10-4-10-6 мм рт. столба. Металл плавится за счет тепла, выделяющегося в результате бомбардировки металла электронами, направленными специальной установкой.
Термитная сварка состоит в следующем. Место соединения формуют огнеупорным материалом. Над соединением устанавливают тигель с термитом (порошок алюминия и окиси железа), при горении которого восстанавливается окись железа и образуется жидкий металл. Заполняя форму, жидкий металл оплавляет кромки свариваемого металла и при остывании образует сварное соединение.
Газовая сварка - процесс, который происходит при нагреве и плавлении основного и присадочного металла за счет тепла газокислородного пламени, имеющего температуру до 3200 °С.
Таким образом, все виды сварки плавлением различаются способом получения тепла, необходимого для нагрева и плавления металла.
СВАРКА ДАВЛЕНИЕМ
Контактная сварка - это расплавление или разогрев до пластического состояния кромок свариваемого металла теплом, полученным при прохождении электрического тока через контактирующие между собой кромки, и последующее сжатие под определенным давлением (стыковая, точечная, роликовая, импульсная или конденсаторная).
Газопрессовая сварка отличается от контактной в основном тем, что свариваемые кромки нагревают многопламенными горелками без использования электрического тока.
Ультразвуковая сварка происходит за счет превращения электрических колебаний в механические высокой частоты. Это превращение сопровождается возникновением в местах соединения металлов высокой температуры и разогревом металла до пластического состояния, при котором возможно сплавление с применением усилий сжатия.
Диффузионная сварка в вакууме происходит без нагрева, за счет взаимной диффузии частиц металлов соединяемой пары при сжатии.
Сварка трением соединение металлов за счет тепла, возникающего при трении двух поверхностей свариваемого металла с применением последующего сжатия.
Холодная сварка основана на способности некоторых металлов создавать прочные соединения под высоким давлением, вызывающих пластическую деформацию.
Индукционная сварка - нагрев деталей токами высокой частоты до пластического состояния с применением последующего сжатия.
Все вышеуказанные способы сварки все шире применяются в промышленности и строительстве. В строительстве главными материалами являются металлопрокат и различные сплавы металлов. В дальнейшем в более широком масштабе будет происходить переход от использования низкоуглеродистых сталей к применению низколегированных и высокопрочных сталей.
Основным и самым передовым технологическим процессом получения неразъемного соединения деталей и конструкций в современном промышленном строительстве будет оставаться сварка как наиболее экономный и производительный процесс, объемы применения которого постоянно продолжают расти.
Дальнейшее совершенствование и повышение эффективности строительно-монтажных работ предусматривает увеличение объема производства сварных конструкций при постоянном росте степени механизации их монтажа и автоматизации сварки.
По-прежнему способы электродуговой сварки (покрытыми электродами, под флюсом, в защитных газах, порошковой и голой легированной проволокой) остаются основными при строительно-монтажных работах Непрерывно повышается только уровень механизации сварочных процессов. Созданы и серийно выпускаются высокопроизводительные электроды для ручной дуговой сварки в различных пространственных положениях, низкотоксичные электроды, улучшающие условия труда сварщиков-монтажников. Новые возможности для механизации электродуговой сварки штучными электродами открывают способы сварки наклонным и лежачим электродами.
Совершенствование оборудования и технологии сварки плавящимся электродом в среде СО2 и различных газовых смесях позволяет значительно повысить уровень механизации сварочных работ. Разработка новых и совершенствование существующих марок порошковых проволок, дающих возможность успешно осуществлять вертикальную сварку открытой дугой, создают перспективу повышения уровня механизации сварочно-монтажных работ непосредственно на строительных площадках.
Наряду с развитием способов электродуговой сварки расширяется область применения контактной сварки и электрошлаковой сварки толстолистовых конструкций, что обеспечивает высокую производительность и гарантирует хорошее качество сварного соединения. Вышли из стадии лабораторных исследований плазменно-дуговые способы сварки и резки различных сталей и сплавов. Разработаны и успешно внедряются прогрессивные методы термической обработки и контроля сварных соединений применительно к строительным конструкциям.
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
В зависимости от взаимного расположения свариваемых элементов различают следующие типы сварных соединений.
При сварке металлоконструкций из листовых материалов стыковые, нахлесточные, тавровые, угловые, прорезные, электрозаклепочные (рис. 1).Указанные типы сварных соединений регламентируются ГОСТ 5264-80*, 8713-79*, 11534-75*, 14776-79.
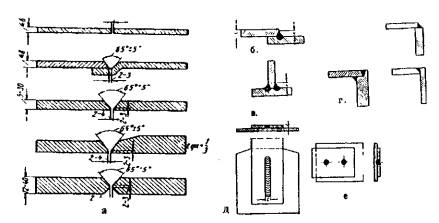
Рис. 1. Типовые сварные соединения листовых конструкций:
а - стыковое; б - нахлесточное; в - тавровое; г - угловое; д - прорезное; е -
электрозаклепочное
При сварке стержней арматуры железобетона - стыковые, на остающейся подкладке, стыковые с разделкой торцов, стыковые с накладками, нахлесточные, тавровые, крестообразные (рис. 2). Указанные типы сварных соединений регламентируются ГОСТ 14098-85, 10922-90, 23858-79.
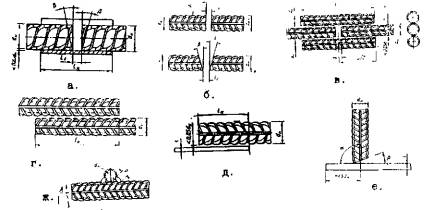
Рис. 2. Типовые сварные соединения стержней арматуры железобетона: а, б, в, - стыковые; г, д - нахлесточные; е - тавровое; ж - крестовое
При рассмотрении вышеуказанных сварных соединений следует отметить, что стыковое соединение в наибольшей степени соответствует специфике сварки и обеспечивает оптимальные условия передачи усилий от одного элемента к другому. При нахлесточном соединении создаются неблагоприятные условия передачи усилий, так как в результате несоосности приложения нагрузки возникает изгибающий момент. Кроме того, увеличиваются расход металла и длина швов. Нахлесточное соединение имеет очень низкий предел выносливости. К преимуществам нахлесточного соединения относят более низкие требования к точности заготовки элементов, а при металле толщиной до 4 мм - также возможность сварки без обработки кромок путем соединения листов и стержней арматуры в состоянии после прокатки.
Шов, соединяющий детали в стыковом соединении, называют стыковым, а в тавровом и нахлесточном соединениях - угловым. Угловые швы могут быть сплошными или прерывистыми. Прерывистый шов выполняют отдельными отрезками (шпонками) или отдельными точками. Отрезки прерывистого шва могут быть расположены друг против друга или в шахматном порядке. При нахлесточном соединении листовых конструкций применяют так называемый прорезной шов. Он может быть сплошным, шпоночным или состоять из отдельных точек - электрозаклепок (см. рис. 1, д, е). Сплошной прорезной шов характерен для электронно-лучевой сварки, а шпоночный и электрозаклепочный - для дуговой. При дуговой сварке шпоночный и электрозаклепочный швы можно выполнять с образованием отверстия перед сваркой или без него (в зависимости от толщины верхнего листа).
К перечисленным сварным соединениям следует добавить крестообразное соединение конструкций из арматуры железобетона, являющееся нерасчетным, которое сваривают дуговой сваркой прихватками или контактной сваркой.
Среди сварных швов различают прямолинейные, круговые, спиральные швы и швы более сложной конфигурации.
В зависимости от положения шва в пространстве и расположения источника нагрева по отношению к свариваемым кромкам, различают сварку в нижнем, вертикальном, горизонтальном, потолочном и наклонном положениях. При дуговой сварке стыкового шва в нижнем положении соединяемые детали располагают в горизонтальной плоскости.
При сварке в нижнем положении электродный металл по мере его плавления переносится в сварочную ванну сверху вниз (в направлении силы тяжести), а поверхность сварочной ванны занимает горизонтальное положение. В этом случае создаются наиболее благоприятные условия для формирования шва. Сварку в нижнем положении можно выполнять всеми способами сварки плавлением (рис. 3).

Рис. 3. Сварка в нижнем положении
При сварке в вертикальном положении кромки соединяемых элементов располагают вертикально на вертикальной плоскости. Перенос металла в сварочную ванну обычно осуществляется в направлении, перпендикулярном к силе тяжести. В связи с указанными особенностями удовлетворительное формирование шва достигается только при небольшом объеме сварочной ванны. Сварку в вертикальном положении можно выполнять покрытыми электродами вручную или механизированными способами в защитных газах на режимах, обеспечивающих малый объем сварочной ванны. Сварку ведут, как правило, снизу вверх. Применяется также сварка сверху вниз (рис. 4).
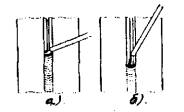
Рис. 4. Сварка в вертикальном положении:
а - горизонтальное положение электрода; б - наклонное положение электрода
При сварке горизонтальных стыковых швов их кромки расположены горизонтально на вертикально установленных свариваемых элементах металлоконструкции. Перенос металла в сварочную ванну осуществляется перпендикулярно к направлению силы тяжести (рис. 5).
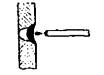
Рис. 5. Сварка горизонтального шва на вертикальной плоскости
При сварке угловых швов тавровых и нахлесточных соединений перенос металла в сварочную ванну осуществляется под углом 45° к направлению силы тяжести. Такая техника выполнения сварного углового шва получила название сварки в угол или наклонным электродом (рис. 6, а, б).
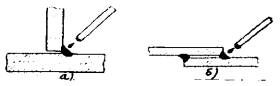
Рис. 6. Сварка шва в угол
Сварку стыковых и угловых швов в горизонтальном положении выполняют преимущественно покрытыми электродами вручную или механизированным способом в защитных газах.
Сварку угловых швов в положении не в «лодочку» производят при сечении шва (или слоя) не более 40 мм2. При большем сечении наблюдается стекание металла на горизонтально расположенный элемент.
При сварке в потолочном положении свариваемые кромки расположены у сварщика над головой. Перенос металла с электрода в сварочную ванну осуществляется снизу вверх, то есть против силы тяжести, что препятствует нормальному формированию шва. Из-за сложности ведения сварки в потолочном положении и ухудшения условий дегазации ванны качество металла шва снижается (рис. 7).
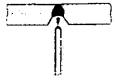
Рис. 7. Сварка в потолочном положении
Сварку в потолочном положении выполняют главным образом вручную покрытыми электродами, короткой дугой. Возможна сварка таких швов в защитных газах. Сварку в потолочном положении, как правило, применяют только при монтаже крупных конструкций, при сварке неповоротных стыков труб и при выполнении ремонтных работ.
Кроме нижнего, горизонтального и вертикального положений возможно наклонное положение швов. В зависимости от расположения кромок наклонные швы могут быть полупотолочными, полувертикальными и полугоризонтальными. Наклонные швы всех видов сваривают вручную покрытыми электродами и механизированными способами в защитных газах.
Сварка стержней арматуры железобетона производится так же, как это указано выше, для листовых элементов конструкций, в нижнем (горизонтальном) и вертикальном положениях (рис. 8, 9, 10), однако сварка некоторых конструктивных соединений стержней арматуры может производиться в любом пространственном положении (рис. 8, в, г; рис. 9, а).
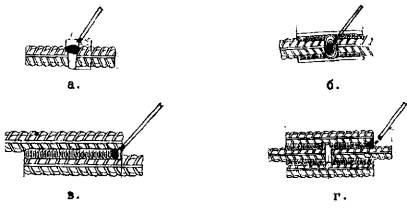
Рис. 8. Сварка стержней арматуры встык в нижнем положении:
а - без подкладки; б - с остающейся подкладкой; в - внахлест; г - с накладками

Рис. 9. Сварка стержней арматуры встык в вертикальном положении:
а - без подкладки; б - с остающейся подкладкой
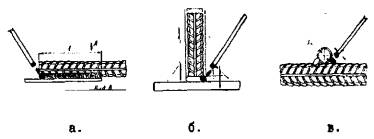
Рис. 10. Сварка стержней арматуры в нижнем положении:
а - внахлест с плоским элементом; б - втавр с плоским элементом; в - крестовое
двух стержней
Все указанные выше швы сварных соединений, в зависимости от толщины или диаметра свариваемых элементов металлоконструкций, а также предъявляемых к ним требованиям прочности, плотности, выносливости и т.п., могут выполняться однослойными, многослойными и угловыми.
СТЫКОВЫЕ ОДНОСЛОЙНЫЕ ШВЫ
Такие швы наиболее целесообразно выполнять в один слой. Конфигурация стыкового шва характеризуется следующими параметрами (рис. 11): общая толщина шва Н; глубина провара h; ширина провара b; максимальная высота усиления а. Кроме этих основных параметров, конфигурация стыкового шва характеризуется углом перехода от металла шва к основному металлу; сечением шва, образованным за счет расплавленного основного металла и вводимого в сварочную ванну дополнительного металла; суммарной площадью шва; коэффициентом формы шва (отношение ширины шва к глубине проплавления) и коэффициентом формы усиления (отношение ширины шва к высоте усиления).

Рис. 11. Основные параметры однослойного стыкового шва при дуговой сварке
Сварку однослойных швов можно вести без зазора, в этом случае максимальная величина зазора определяется точностью подготовки кромок и колеблется в пределах от 0 до 3 мм с обязательным зазором или скосом кромок (рис. 12). Предельная толщина металла, при которой возможна сварка в один слой с одной или двух сторон, может быть увеличена за счет обязательного зазора между свариваемыми кромками или скоса кромок.
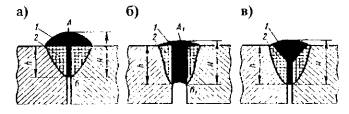
Рис. 12. Подготовка кромок при дуговой сварке однослойных швов:
а - без зазора; б - с обязательным зазором; в - со скосом кромок;
1 - введенный в шов дополнительный металл; 2 - подвергшийся расплавлению
основной металл
Недостатком сварки с разделкой кромок, по сравнению со сваркой с обязательным зазором, является большая стоимость работ по подготовке деталей к сварке. Ее преимущество заключается в улучшении условий формирования шва за счет равномерного отвода теплоты от его корня при сварке первого слоя двусторонних швов, что снижает вероятность образования кристаллизационных трещин и шлаковых каналов, наблюдаемых при сварке с обязательным зазором.
Хорошее формирование шва обеспечивается при сечении разделки или зазора, равном 50-70 % сечения вводимого в шов электродного металла. При этом избыточный дополнительный металл образует небольшое усиление, обеспечивающее плавность перехода от шва к основному металлу.
СВАРНЫЕ МНОГОСЛОЙНЫЕ ШВЫ
Вели проплавляющая способность источника теплоты не обеспечивает возможности провара основного металла с одной или двух сторон на всю толщину, то производят сварку в несколько слоев и для этого осуществляют специальную подготовку свариваемых кромок. В этом случае между соединяемыми элементами оставляют пространство, позволяющее приблизить источник теплоты (сварочный электрод) к самой отдаленной от поверхности точке основного металла. Достигается это за счет скоса кромок с оставлением небольшого не скошенного участка притупления, которое проплавляется в процессе сварки.
К многослойной сварке со скосом кромок, даже для толщин (диаметров), которые могут быть сварены в один слой, прибегают и в тех случаях, когда отсутствуют источники питания дуги достаточной мощности, когда необходимо уменьшить долю основного металла в сварном шве (например, при сварке специальных марок стали), создать благоприятный термический цикл или снизить вероятность образования дефектов и др.
Кромки под сварку разделывают путем удаления части металла по плоскости, расположенной под некоторым углом к вертикальной оси (У-образная разделка кромок); со скосом кромок под некоторым углом с двух сторон (Х-образная разделка кромок) или же по специально подобранной криволинейной поверхности (рюмкообразная разделка кромок). Угол раскрытия кромок выбирают с таким расчетом, чтобы были обеспечены провар вершины угла притупления, так как при малом угле раскрытия возможны непровар вершины угла и возникновение трещин. Угол раскрытия кромок практически не зависит от толщины свариваемого металла и мало зависит от способа сварки. При любой толщине (диаметре) необходимо создать условия для качественного выполнения первого слоя.
Для уменьшения сечения разделки применяют двустороннюю У-образную разделку, называемую Х-образной, и двустороннюю рюмкообразную разделку. Они могут быть симметричными и несимметричными по отношению к горизонтальной оси.
Применение двусторонней разделки позволяет на 30-40 % сократить сечение шва. Благодаря симметричности сечения шва при двусторонней разделке значительно уменьшается угловая деформация конструкции по сравнению со сваркой одностороннего многослойного шва. Недостатками двусторонней разделки кромок является трудность провара вершины угла, особенно при сварке вручную, и сложность обеспечения совпадения притупления в обеих кромках.
Величина зазора зависит от толщины металла, способа сварки и диаметра электрода. Опыт показал, что для обеспечения высокого качества сварного соединения важно не столько абсолютное значение зазора, сколько постоянство его по длине соединения. При значительных колебаниях ширины зазора трудно обеспечить стабильность провара, постоянство сечения шва и хорошее его формирование. Величина притупления определяется глубиной провара, достигаемой при сварке первого слоя. Провар зависит от способа сварки, режима сварки и формы подготовки кромок. С разделкой кромок можно сварить металл любой толщины.
Параметры различных видов разделки и выбор способов подготовки кромок для различных методов дуговой сварки регламентированы ГОСТ 8713-79*, 14771-76*, 5264-80 и 14098-85. Однако эти рекомендации не всегда бывают оптимальными, и поэтому следует продолжать работы по уточнению существующих и созданию новых вариантов подготовки кромок. Общий принцип, который должен быть положен в основу выбора формы разделки кромок для данных конкретных условий, сводится к применению разделки минимального сечения, обеспечивающей необходимое качество шва при принятом способе сварки и имеющемся сварочном оборудовании.
Сварку многослойных швов независимо от толщины металла следует, как правило, выполнять на одних и тех же режимах. Толщина металла сказывается только на количестве слоев. Все слои, кроме первого, рекомендуется выполнять на одном режиме. При наложении первого слоя требуются такие же меры для удержания сварочной ванны, как и при сварке однослойных швов.
Сечение слоя при сварке многослойных швов выбирают, исходя из необходимости стабильного провара корня шва и хорошего формирования остальной его части. Сечение слоя определяется положением шва в пространстве и способом сварки. Во всех случаях следует стремиться к максимальному сечению слоя, что дает возможность уменьшить число слоев, снизить затраты времени на очистку шлака и другие вспомогательные работы.
При многослойной дуговой сварке особенно тщательно следует выполнять первый проход, обеспечивающий провар корня шва. При всех способах сварки его накладывают строго по оси соединения без колебательных движений конца электрода. Смещение шва на одну из кромок повышает стойкость против образования трещин, но при этом возможны непровары.
Указанные выше однослойные и многослойные швы могут быть по положению в пространстве нижними, вертикальными, горизонтальными (на вертикальной плоскости) и потолочными.
В зависимости от положения шва в пространстве резко изменяются процесс образования валика шва, его внешний вид и качество, а также производительность сварки.
Наилучшее качество и производительность достигаются при сварке в нижнем положении и наименьшая производительность будет при сварке швов в потолочном положении. Поэтому потолочная сварка должна применяться только в крайних случаях.
При сварке встык без скоса кромок шов накладывается с небольшим уширением с одной стороны или с двух сторон стыка.
При сварке стыковых соединений с У- и Х-образной разделкой кромок в зависимости от толщины металла или диаметра стержня шов может быть однослойным или многослойным (рис. 13, б, в, г, д, е). В последнем случае в одном сечении шва (продольном) может быть один или несколько слоев. Толщина отдельного слоя не должна превышать 4 - 5 мм.
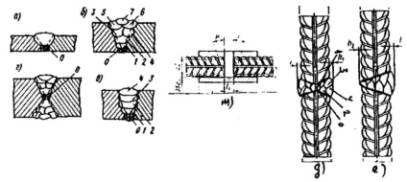
Рис. 13. Сварка стыковых швов листовых и
стержневых конструкций:
а-ж - виды разделки кромок и порядок выполнения слоев сварного шва
УГЛОВЫЕ (НАХЛЕСТОЧНЫЕ) СВАРНЫЕ ШВЫ
Угловые (нахлесточные) сварные швы также могут быть однослойными и многослойными (рис. 14). В некоторых случаях в угловых швах тавровых соединений требуется полный провар одного из соединяемых элементов. Прочность углового шва зависит от его длины, механических свойств металла шва и величины расчетного параметра, определяющего наименьшее сечение, по которому происходит разрушение соединения.
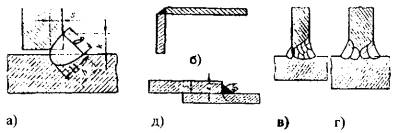
Рис. 14. Виды и параметры угловых (нахлесточных) швов
Угловые однослойные швы (см. рис. 14, а, б, д) получают за счет вводимого в сварочную ванну дополнительного металла, заполняющего угол между сопрягаемыми деталями и основного металла, образующего внутреннюю часть шва. Наиболее часто применяют однослойные швы без полного провара. Конфигурацию сварного углового шва определяют такие параметры, как катеты внешней части шва К, глубина проплавления по месту сопряжения свариваемых деталей S, расчетный параметр шва h, толщина шва Н, ширина шва y = В/Н, площадь проплавления основного металла, площадь внешней части шва и суммарная площадь шва.
Многослойные угловые швы в большинстве случаев также выполняют без полного провара. В некоторых случаях при сварке тавровых соединений, работающих в условиях знакопеременных нагрузок, предусматривается полный провар стенки. Чтобы добиться полного провара стенки, производят разделку кромок и заварку образовавшейся полости в несколько слоев (см. рис. 13, в, г). Односторонняя разделка кромок и наличие выступающей полки затрудняют проплавление вершины соединения и получение формы провара благоприятной в отношении стойкости против трещин. Поэтому достижение надлежащего и стабильного качества при сварке тавровых и угловых соединений с полным проваром является сложной задачей, требующей весьма тщательного выполнения всех (особенно первого) слоев.
Сварку угловых швов в нижнем положении рекомендуется выполнять в положении «в лодочку», так как при этом достигается наилучшее проплавление стенок соединяемых элементов без опасности подреза или непровара, а также имеется возможность наплавлять за один проход швы большого сечения. Однако не всегда можно установить детали в положение «в лодочку» (рис. 15), поэтому в большинстве случаев тавровые и нахлесточные швы сваривают в положении, когда одна плоскость соединения расположена горизонтально, а вторая - вертикально. Сварка угловых швов при таком положении представляет определенные трудности, так как возможны непровары вершины угла или нижней плоскости, а также подрезы на вертикальной плоскости в связи со стеканием жидкого металла вниз под действием силы тяжести. В таких случаях в один слой может быть выполнен угловой шов с катетом не более 8 мм. Для получения необходимого провара вершины шва и по кромкам электроду сообщают колебательное движение (рис. 16, б). При наплавке швов с катетами более 8 мм сварку ведут в два и более слоев.
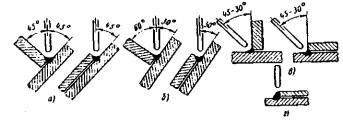
Рис. 15. Различные методы сварки угловых швов:
а - в симметричную «лодочку»; б - в несимметричную «лодочку»; в - в угол; г - с
оплавлением кромки
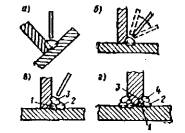
Рис. 16. Сварка
угловых швов:
а-г - виды угловых соединений; 1-4 порядок выполнения слоев шва
Угловые швы при одностороннем или двустороннем (см. рис. 16, г) скосе кромок вертикального элемента сваривают в один слой или в несколько слоев в зависимости от толщины свариваемых элементов.
Технология сварки угловых (нахлесточных) швов в вертикальном и потолочном положениях существенно не отличается от сварки стыковых швов с У-образной разделкой кромок. Для обеспечения необходимого провара вершины угла первый слой выполняют электродами диаметром 3-4 мм.
При сварке прорезных швов должно быть обеспечено плотное прижатие листов друг к другу. Если зазор превышает 1-2 мм, возможен прожог верхнего листа и вытекание сварочной ванны в зазор между соединяемыми элементами. Сложность сборки под сварку (необходимость обеспечить малый зазор между листами) и трудности контроля и исправления дефектных участков приводят к тому, что прорезные швы находят весьма ограниченное применение.
При сварке электрозаклепками нахлесточных соединений зазор между сопрягаемыми листами не должен превышать 1 мм. Диаметр отверстия в верхнем листе должен превышать диаметр сварочной проволоки не менее чем на 4-5 мм. Возможна сварка электрозаклепками без образования отверстий в верхнем листе. Диаметр электрозаклепки обычно принимают равным двум-четырем толщинам свариваемого металла.
МАТЕРИАЛЫ ДЛЯ СВАРКИ, ПРИМЕНЯЕМЫЕ В СТРОИТЕЛЬСТВЕ
Для сварки конструкций в строительстве применяют металлы в зависимости от их эксплуатационной надежности и экономичности. В настоящее время сварные конструкции изготавливают в основном из углеродистых и низколегированных сталей, а также из алюминиевых и титановых сплавов.
Углеродистыми называют стали, содержащие 0,1-0,7 % С. Углерод определяет прочность этой группы сталей. В углеродистых сталях присутствует также некоторое количество так называемых постоянных примесей, попадающих в металл или специально вводимых в него в процессе плавки стали. Обычно количество постоянных примесей в углеродистых сталях не превышает 0,8 Mn, 0,35 Si, 0,04 Р, 0,05 8. К постоянным примесям относят также некоторое остаточное содержание кислорода, водорода и азота.
Углеродистые конструкционные стали классифицируют по способу изготовления, по качеству и степени раскисленности стали. В сварочной технике их классифицируют также и по содержанию углерода.
Конструкционные стали выплавляют в мартеновских печах или конверторах. В зависимости от степени раскисления они могут быть кипящими, спокойными и полуспокойными.
Значительная часть мягких углеродистых сталей являются кипящими. При их разливке в процессе охлаждения и дальнейшего затвердевания жидкого металла происходит выделение газов, приводящее к образованию пузырей под затвердевшей наружной коркой. В сердцевине такого слитка скапливаются ликвирующие примеси - фосфор, сера. После прокатки слитков кипящей стали отчетливо различаются: чистая наружная зона и внутренняя ликвационная зона, в которой наблюдаются участки с повышенным содержанием фосфора.
СПОКОЙНЫЕ СТАЛИ
Стали данного типа затвердевают без кипения, что обусловлено введением в их состав элементов-раскислителей. Важной особенностью спокойной стали является ее однородное строение. Вредные примеси - сера и фосфор распределяются в ней более равномерно, чем в кипящей стали. Вследствие раскисления и одновременного частичного связывания азота спокойные стали менее чувствительны к хрупкому излому, чем кипящие. Присадкой достаточного количества алюминия, который наряду с кислородом связывает также азот, удается значительно снизить их восприимчивость к старению. Образующиеся при этом мелкодисперсные нитриды приводят одновременно к уменьшению размера зерен и тем самым к уменьшению склонности стали к хладноломкости.
ПОЛУСПОКОЙНЫЕ СТАЛИ
В полуспокойной стали добавлено такое количество раскислителей, при котором газов выделяется меньше, чем при затвердевании кипящей стали. Благодаря меньшей степени загрязнения ликвирующими примесями головной части слитка при полуспокойной стали обеспечивается несколько больший выход годного металла, чем при кипящей стали. Слитки полуспокойной стали имеют меньшую химическую неоднородность, чем кипящей.
Исследования показали, что полуспокойную низкоуглеродистую сталь Ст3пс (группы Б и В по ГОСТ 380-94) в листовом, фасонном и полосовом прокате толщиной до 10 мм включительно и в сортовом (круг, квадрат, арматура размером до 16 мм) можно применять для сварных конструкций наравне со спокойной сталью без каких-либо ограничений по температурным условиям эксплуатации и виду нагрузок.
Низкоуглеродистые кислородно-конверторные стали в состоянии поставки практически равноценны выплавленным в мартеновских печах. По динамической прочности сварные соединения из такой стали, выполненные штучными электродами, в углекислом газе и под флюсом, также не отличаются от изготовленных из мартеновской стали. Эти основные положительные показатели свойств конверторных сталей позволяют рекомендовать их применение для сварных конструкций наравне с мартеновскими.
Состав и свойства низкоуглеродистых сталей регламентируются ГОСТ 380-94, 1050-88, 6713-91.
НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
Низколегированные стали повышенной прочности поставляются по ГОСТ 5058-73* и 5520-79*, а также по различным техническим условиям. Повышение предела прочности и текучести углеродистой стали обеспечивается только увеличением концентрации углерода, что ухудшает свариваемость. Нередко в швах конструкций из стали с повышенным содержанием углерода (свыше 0,3 %) возникают кристаллизационные трещины, которые в процессе эксплуатации могут развиваться и быть причиной разрушения.
В связи с этим вместо сталей с повышенным содержанием углерода ВСт4, БСт5, 30, 40 и других целесообразно во многих случаях применять низколегированные стали повышенной прочности с содержанием до 0,18-0,20 % С. Требуемые высокие прочностные характеристики таких сталей обеспечиваются за счет их дополнительного легирования другими элементами. Стойкость против хрупкого разрушения сварных конструкций из сталей с повышенным содержанием углерода ниже, чем из низкоуглеродистых и низколегированных.
Для ответственных сварных конструкций, эксплуатирующихся в районах, где температура может быть ниже минус 40 °С, следует рекомендовать легко свариваемые низколегированные стали 09Г2С, 14Г2АФ, 16Г2АФ, 09Г2, 10Г2Б6, 15ХСНД и 16ГС, а для конструкций, работающих при более высоких температурах, -10ХСНД, 14Г2, 15ГС, 14ХГС и др. Временное сопротивление этих сталей для толщин до 60 мм составляет 45-55 кгс/мм2, а предел текучести 30-40 кгс/мм2.
В последние годы все более широкое применение находят стали с пределом текучести свыше 60 кгс/мм2 и временным сопротивлением свыше 100 кгс/мм2. Они характеризуются повышенной концентрацией марганца, содержат молибден (до 0,6 %) и бор (0,002 - 0,006 %). Как правило, эти стали поставляются в термообработанном состоянии (закалка и отпуск).
Конструкции из этих сталей весьма стойки против хрупкого разрушения. В России к этому типу принадлежат стали 14ХМНДФР, 14Х2ГМР и др. Разработана технология их ручной дуговой, полуавтоматической и автоматической сварки. Эти стали находят применение в строительстве и промышленности.
АЛЮМИНИЕВЫЕ СПЛАВЫ
Алюминиевые сплавы все шире применяют в качестве заменителя стали благодаря следующим преимуществам: более высокой удельной прочности (отношение временного сопротивления к объемной массе); высоким механическим свойствам, в частности ударной вязкости при низких и весьма низких температурах; более высокой стойкости против коррозии.
Удельная прочность алюминиевых сплавов значительно выше, чем сталей и особенно низкоуглеродистой Ст3. Весьма важной особенностью алюминиевых сплавов является их высокая технологичность при обработке прессованием, прокаткой и ковкой. При проектировании имеется возможность выбирать наиболее эффективные и рациональные профили проката, обеспечивающие дополнительную экономию металла и снижение трудоемкости. При этом резко сокращаются объем сварочных работ и количество наплавленного металла.
ТИТАН И ЕГО СПЛАВЫ
Титан и его сплавы среди новых конструкционных материалов занимают значительное место. Они обладают сравнительно малой плотностью и поэтому могут быть отнесены к числу легких металлов.
Чистый титан не находит широкого применения, так как обладает небольшой прочностью - около 25 кгс/мм2. В отличие от чистого технический титан содержит ряд примесей, из которых важнейшими являются азот, кислород, водород, а также углерод. Эти примеси повышают прочность, однако несколько снижают пластичность металла. Такой титан с временным сопротивлением 40-50 кгс/мм2 и относительным удлинением 20-30 % находит применение в качестве конструкционного материала.
Титан и его сплавы обладают замечательными свойствами. Они сочетают большую прочность при нормальной и высоких температурах с весьма большой коррозионной стойкостью. Благодаря этому они являются ценнейшим конструкционным материалом в авиационной промышленности, судостроении, химическом машиностроении и других отраслях промышленности.
СВАРИВАЕМОСТЬ МЕТАЛЛОВ И СПЛАВОВ
Свариваемость - комплексная технологическая характеристика металлов и сплавов, выражающая реакцию свариваемых материалов на процесс сварки и определяющая техническую пригодность материалов для выполнения заданных сварных соединений, удовлетворяющих условиям эксплуатации. Свариваемость различных металлов и сплавов неодинакова.
Степень свариваемости представляет собой количественную или качественную характеристику, которая показывает, насколько изменяются свойства металла при сварке и выполнимо ли сварное соединение при определенных условиях. Одной из наиболее существенных характеристик свариваемости является отсутствие горячих или холодных трещин в металле шва и околошовной зоне сварного шва.
Степень свариваемости можно разделить на три категории: удовлетворительная, ограниченно удовлетворительная, неудовлетворительная.
Мерой количественной оценки свариваемости является совокупность показателей свариваемости, каждый из которых определяется сравнением показателей свойств сварного соединения с нормативным показателем того же свойства свариваемого металла или сплава.
В зависимости от требований, предъявляемых к конструкции, и условий ее эксплуатации, а также от свойств металла, из которого она изготовляется, свариваемость оценивается по совокупности характеристик. Комплекс испытаний на свариваемость определяют в соответствии с конкретными требованиями, предъявляемыми к сварной конструкции. В указанный комплект входят испытания сварного соединения на следующие характеристики:
- сопротивляемость образованию трещин: горячих при сварке (пробы на горячие трещины) и холодных (замедленное разрушение, пробы на холодные трещины);
- статическое растяжение сварного соединения или металла шва;
- стойкость против искусственного старения;
- ударный изгиб металла шва или околошовной зоны;
- выносливость при циклических нагрузках;
- твердость;
- стойкость против коррозии;
- длительность прочности при рабочих температурах.
Кроме того, в комплекс испытаний включают исследования макро- и микроструктуры сварного соединения и химический анализ металлов основного шва.
Основным критерием свариваемости, определяющим эксплуатационную надежность сварных соединений, является сопротивляемость образованию горячих и холодных трещин. Возникновение горячих трещин связано с химическим составом и условиями кристаллизации металла шва, что зависит от типа электродов, флюсов, защитных газов, а также от числа проходов при сварке. Образование холодных трещин в первую очередь связано с химическим составом, толщиной свариваемых элементов, жесткостью сварного соединения и температурными условиями сварки.
Свариваемость основного металла можно предварительно оценить по его химическому составу посредством эквивалента углерода Сэк, подсчитываемого по формуле
Сэк = С + Mn/6 + Si/24 + Ni/10 + Сr/5 + Мо/4 + V/14.
Значения Сэк для некоторых марок низколегированной стали приведены в табл. 1. Стали с содержанием Сэк = 0,20-0,35 % хорошо свариваются, при Сэк = 0,45 % допускают сварку без подогрева при толщине свариваемых элементов до 10 мм; при более высоком содержании Сэк необходима различная степень подогрева.
Таблица 1
|
Марка стали |
Максимальное |
Среднее |
|
10Г2С,09Г2 |
0,26 |
0,2 |
|
14Г, 15Г |
0,28 |
0,23 |
|
15ГС, 10ХСНД |
0,3 |
0,24 |
|
14Г2 |
0,31 |
0,26 |
|
20Г, 15Х, 14ГХГС |
0,34 |
0,28 |
|
15ХСНД, 18Г2С |
0,36 |
0,29 |
Примечание. Максимальное значение Сэк соответствует содержанию углерода и легирующих элементов на верхнем пределе.
Применяемые на практике методы определения свариваемости используются для проверки свойств основного металла и выяснения пригодности данной технологии сварки или сварочных материалов (электродов, сварочной проволоки, флюсов, защитных газов) для изготовления конструкции, соответствующей требованиям эксплуатации.
Методы определения показателей свариваемости можно разделить на прямые, при которых оценку производят путем сварки образцов заданной конструкции, и на косвенные, при которых сварочный процесс заменяют другим, имитирующим его процессом. Косвенные методы испытания следует рассматривать только как предварительные. Результаты их в большинстве случаев должны быть проверены путем прямых испытаний. Методы определения показателей свариваемости весьма разнообразны и многочисленны. Тип образца обычно выбирают, чтобы максимально приблизить условия его испытания к условиям эксплуатации конструкции.
Для определения стойкости металла шва против образования кристаллизационных трещин наибольшее распространение находят образцы, имитирующие реальные сварные соединения (тавровые, стыковые). Форму и размеры таврового образца для испытания угловых швов выбирают в соответствии с данными, приведенными на рис. 17.
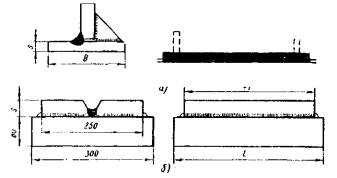
Рис. 17. Образцы для определения стойкости металла шва против
образования кристаллизационных трещин:
а - тавровое соединение; б - стыковые соединения;
S - толщина
металла; L1
= L- 40 мм; В
= 180 мм
Образцы (не менее трех) испытывают при определении качества основного металла и сварочных материалов, а также при проверке пригодности новых видов и режимов сварки в исследовательских работах. Сварку следует проводить на основном металле толщиной 8 мм и более, содержащем максимально допустимое для данного материала количество вредных в отношении образования трещин элементов (углерод, сера, фосфор).
Трещины выявляют внешним осмотром поверхности контрольного шва после его сварки, излома шва после его разрушения или вырезанных из шва макрошлифов. При проведении испытаний по описанной методике можно получить только качественную характеристику стойкости против образования трещин (наличие или отсутствие). Количественную характеристику можно получить, проводя сварку контрольного шва на различных токах. Чем больше сила тока, при которой еще не наблюдается образования трещин, тем лучше свойства испытуемого материала.
Методы испытания стойкости металла околошовной зоны против трещин дают в большинстве случаев качественную характеристику (наличие или отсутствие). Испытание следует проводить на металле наибольшей применяемой в данном случае толщины при максимальном содержании элементов, снижающих стойкость металла против трещин (углерод, марганец, кремний и др.). Образцы сваривают на трех режимах, характеризуемых максимальной, средней и минимальной для данного способа сварки погонной энергией.
Для испытаний обычно используют специальный образец, имитирующий реальные сварные соединения (рис. 18, а, б). Осматривают образцы после сварки через 5-20 суток, что способствует наиболее полному выявлению трещин. Трещины выявляются при внешнем осмотре поверхности металла и по макрошлифам.
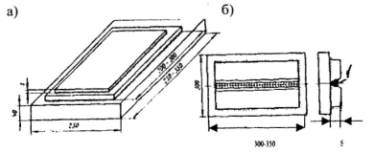
Рис. 18. Образцы, имитирующие реальное нахлесточное (а) и стыковое
(б) сварные соединения:
1 - контрольный шов
Для количественной оценки стойкости металла околошовной зоны против образования трещин служит образец, показанный на рис. 19. Образец собран из трех пластин толщиной не менее 4 мм с зазором не более 0,5 мм. Сварку проводят при нескольких заданных нормативными документами температурах. После сварки каждого шва образец доводят до заданной температуры, затем заваривают последующий шов. Наличие трещин проверяют по макрошлифам. Качественную оценку проводят по наличию или отсутствию трещин, количественную - по минимальной температуре, при которой еще не наблюдается образования трещин.
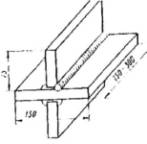
Рис. 19. Образец для количественной оценки стойкости металла против образования холодных трещин
Для оценки свариваемости наряду с указанными методами используются механические испытания, которые проводят по ГОСТ 6996-66*:
- статическое растяжение;
- ударный изгиб;
- твердость сварного соединения;
- сварного соединения на изгиб (загиб).
СВАРОЧНЫЕ МАТЕРИАЛЫ
Сварочными материалами называются материалы, обеспечивающие возможность протекания сварочных процессов и получение качественного сварного соединения.
Сварочными материалами являются: сварочные электроды, сварочные проволоки, стержни и пластины, флюсы и защитные газы.
СВАРОЧНЫЕ ЭЛЕКТРОДЫ
Из всех сварочных материалов, выпускаемых в нашей стране, покрытые электроды по объему применения занимают ведущее место. Такое положение объясняется простотой, большой маневренностью и универсальностью процесса сварки покрытыми электродами, а также высоким качеством выполненных ими сварных швов. Благодаря непрерывному повышению технического уровня и производительности электродов сварка покрытыми электродами еще длительное время будет одним из основных способов сварки плавлением.
Покрытый электрод представляет собой металлический стержень, на поверхность которого методом окунания или опрессовки под давлением нанесено специальное покрытие. В зависимости от назначения к электроду предъявляют различные требования.
Общие требования для всех типов электродов: обеспечение устойчивого горения дуги; хорошее формирование шва; получение металла шва определенного химического состава и свойств; отсутствие дефектов; спокойное и равномерное плавление электродного стержня и покрытия; минимальные потери электродного металла от угара и разбрызгивания; легкая отделяемость шлаковой корки с поверхности; высокая производительность сварки; достаточная прочность покрытия; сохранение физико-химических и технологических свойств электродов в течение определенного промежутка времени, минимальная токсичность при изготовлении и сварке.
К электродам предъявляют ряд специальных требований: получение швов заданной формы (вогнутая поверхность шва, глубокий провар и др.), возможность сварки в различных пространственных положениях, получение металла шва со специальными свойствами (повышенной прочности, износоустойчивости, коррозионной стойкости, жаропрочности, окалиностойкости).
Для удовлетворения всех этих требований в покрытия электродов вводят определенные вещества - шлакообразующие, газообразующие, раскислители, легирующие, стабилизирующие, связующие, а также применяют стержни различного состава.
Шлакообразующие - полевой шпат, кремнезем, каолин, слюда, тальк, ильменитовый и рутиловый концентраты, марганцевая руда, гематит, мрамор, магнезит, плавиковый шпат и др. Эти составляющие покрытий при расплавлении образуют шлак, который защищает капли электродного металла и сварочную ванну от непосредственного контакта с атмосферой.
Газообразующие - органические вещества в виде оксицеллюлозы, крахмала, древесной муки, декстрина или мрамора, мела, известняка, доломита, магнезита, сидерита. Эти вещества в покрытии при нагревании разлагаются и образуют газы, которые оттесняют воздух от дугового промежутка.
На определенных этапах процесса сварки расплавленный металл контактирует со шлаком, атмосферой дуги и воздухом, в результате чего окисляется. Для получения высокого качества шва металл необходимо раскислить, т.е. восстановить находящиеся в расплаве окислы. С этой целью в покрытие вводят элементы - раскислители, чаще всего в виде ферросплавов: ферромарганца, ферросилиция, ферротитана и др. Если электроды имеют стержень из легированной стали, то раскисление частично осуществляется за счет легирующих элементов стержня.
Легирующие - марганец, кремний, вольфрам, никель, молибден, хром, ниобий, бор, титан и другие вводят в сварной шов для получения повышенной прочности, износоустойчивости, коррозионной стойкости и многих других специальных свойств металла шва. Легировать металл шва можно через проволоку или через покрытие. Наиболее стабильные химический состав, механические свойства металла шва получаются при легировании через проволоку.
Стабилизирующие - соединения щелочных и щелочноземельных металлов калия, натрия, кальция, бария, которые обладают низкими потенциалами ионизации и малой работой выхода электронов и этим обеспечивают устойчивое и стабильное горение дуги на любом виде тока. В качестве стабилизирующих составляющих используют силикаты натрия и калия, поташ, кальцитированную соду, полевой шпат, мел, мрамор и углекислый барий.
Для повышения пластичности обмазочной массы в состав покрытия вводят пластификаторы - бентонит, каолин, тальк, слюду, целлюлозу и др.
В качестве связующих материалов при изготовлении покрытых электродов чаще всего используют натриевое или калиевое жидкое стекло. В покрытиях некоторых электродов для связки применяют лаки и порошкообразные пластмассы. Многие составляющие покрытия выполняют одновременно несколько функций.
Электроды для ручной дуговой сварки классифицируют по следующим основным признакам: назначению, типу покрытия, механическим свойствам металла шва, способу нанесения покрытия, количеству покрытия, нанесенного на стержень. Все эти признаки тесно взаимосвязаны. Группы тех или иных признаков положены в основу классификации электродов в национальных стандартах различных стран. Электроды для сварки и наплавки сталей в зависимости от назначения в соответствии с ГОСТ 9466-76* подразделены на ряд классов:
- по назначению: для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа (60 кгс/мм2) - У (условное обозначение); для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа (60 кгс/мм2) - Л; для сварки легированных теплоустойчивых сталей - Т; для сварки высоколегированных сталей с особыми свойствами - В; для наплавки поверхностных слоев с особыми свойствами - Н;
- по толщине покрытия: тонкое - М; среднее - С; толстое - Д; особо толстое - Г;
- по качеству изготовления: состоянию поверхности покрытия, сплошности металла шва, содержанию серы и фосфора на группы 1, 2 и 3;
- по видам покрытия: кислое - А; основное - Б; целлюлозное - Ц; рутиловое - Р; смешанное - соответствующее двойное условное обозначение; прочее - П;
- по допустимым пространственным положениям сварки или наплавки: для всех положений - 1; для всех положений, кроме вертикального, сверху вниз - 2; для нижнего, горизонтальною на вертикальной плоскости и вертикального снизу вверх - 3; для нижнего «в лодочку» - 4;
- по роду тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц - в соответствии с табл. 2.
Таблица 2
|
Рекомендуемая полярность постоянного тока |
Напряжение холостого хода источников переменного тока, В |
Обозначения |
|
|
номинальное |
предельные отклонения |
||
|
Обратная |
- |
- |
0 |
|
Любая |
50 |
±5 |
1 |
|
Прямая |
|
|
2 |
|
Обратная |
|
3 |
|
|
Любая |
70 |
±10 |
4 |
|
Прямая |
|
|
5 |
|
Обратная |
|
|
6 |
|
Любая |
90 |
±5 |
7 |
|
Прямая |
|
|
8 |
|
Обратная |
|
|
9 |
Тип электродов регламентирован ГОСТ 9467-75*, ГОСТ 10051-75 и ГОСТ 10052-75.
Структура условного обозначения электродов приведена на рис. 20.
Условное обозначение должно быть указано на этикетках или в маркировке коробок, пачек и ящиков с электродами.
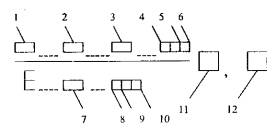
Рис. 20. Условное обозначение электродов: 1 - тип; 2 - марка; 3 - диаметр, мм; 4 - обозначение назначения электродов; 5 - обозначение толщины покрытия; 6 - группа электродов; 7 - группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75*, ГОСТ 10051-75 или ГОСТ 10052-75; 8 - обозначение вида покрытия; 9 - обозначение допустимых пространственных положений сварки или наплавки; 10 - обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц; 11 - ГОСТ 9466-76; 12 - обозначение стандартов на типы электродов
В табл. 3 приведены механические свойства металлов шва, наплавленного и сварного соединения, при дуговой сварке металлическими электродами для конструкционных сталей. В табл. 4 указано предельное содержание серы и фосфора в наплавленном металле. В табл. 5 приведены механические свойства металлов шва и наплавленного при дуговой сварке металлическими электродами для легированных сталей.
Таблица 3
|
Тип электрода |
Металл шва и наплавленный |
Угол загиба для металла соединения, сваренного электродами диаметром менее 3 мм, град. |
|
|
относительное удлинение d5, % |
ударная вязкость, кгсм/см2 |
||
|
1 |
2 |
3 |
4 |
|
Э38 |
14 |
3 |
60 |
|
Э42 |
18 |
8 |
150 |
|
Э46 |
18 |
8 |
150 |
|
Э50 |
16 |
7 |
120 |
|
Э42А |
22 |
15 |
180 |
|
Э46А |
22 |
14 |
180 |
|
Э50А |
20 |
13 |
150 |
|
Э55 |
20 |
12 |
150 |
|
Э60 |
18 |
10 |
120 |
|
Э70 |
14 |
6 |
- |
|
Э85 |
12 |
5 |
- |
|
Э100 |
10 |
5 |
- |
|
Э125 |
8 |
4 |
- |
|
Э150 |
6 |
4 |
- |
Таблица 4
|
Тип электрода |
Сера |
Фосфор |
||||
|
Группы электродов по ГОСТ 9466-76 |
||||||
|
1 |
2 |
3 |
1 |
2 |
3 |
|
|
Э38, Э42, Э46, Э50 |
0,045 |
0,04 |
0,035 |
0,035 |
0,045 |
0,04 |
|
Э42А |
|
|
|
|
|
|
|
Э46А |
|
|
|
|
|
|
|
Э50А |
|
|
|
|
|
0,03 |
|
Э55 |
|
|
|
|
|
|
|
Э60 |
0,035 |
0,03 |
0,025 |
0,04 |
0,035 |
|
|
Э75 |
|
|||||
|
Э80 |
|
|
|
|
|
|
|
Э100 |
|
|
|
|
|
0,035 |
|
Э125 |
|
|
|
|
|
|
|
Э150 |
|
|
|
|
|
|
Таблица 5
|
Тип электрода |
Временное сопротивление разрыву, кгс/мм2 |
Относительное удлинение d5, % |
Ударная вязкость, кгс×м/см2 |
|
Э09М |
45 |
18 |
10 |
|
Э09МХ |
46 |
18 |
9 |
|
Э09Х1М |
48 |
18 |
9 |
|
Э09Х2М |
48 |
18 |
9 |
|
Э09Х2М1 |
50 |
16 |
8 |
|
Э09ХШФ |
50 |
16 |
8 |
|
Э10Х1М1НФБ |
50 |
15 |
7 |
|
Э10ХЗМ1БФ |
55 |
14 |
6 |
|
Э10Х5МФ |
55 |
14 |
6 |
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей согласно ГОСТ 9467-75* должны изготавливаться следующих типов:
- Э38, Э42, Э46 и Э50 - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2;
- Э42А, Э50А и Э46А - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости.
- Э55 и Э60 - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2;
- Э70, Э85, Э100, Э125, Э150 - для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кгс/мм2;
- Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ и др. для сварки легированных сталей.
Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами согласно ГОСТ 10052-75 предназначены для сварки коррозионно-стойких сталей. ГОСТ 10052-75 регламентирует химический состав наплавленного металла, механические свойства металла шва и наплавленного металла при нормальной температуре, содержание ферритной фазы и др.
Согласно ГОСТ 14892-75, для изготовления сварных конструкций, работающих в районах с холодным климатом (в условиях Севера), рекомендуются следующие электроды:
- при сварке несущих элементов из углеродистой стали - тип Э42А, марки УОНИ-13/45, СМ-11, УП-1/45 и УП-2/46; при сварке вспомогательных элементов из углеродистой стали -любые марки электродов типа Э42 и Э46;
- при сварке стыковых соединений из низколегированной стали тип Э50А, марки УОНИ-13/55, ДСК-50, УП-1/55 и УП-2/55; для других соединений из низколегированной стали - тип Э42и Э50, марки УОНИ-13/45, СМ-11, УП-1/45, УП-2/45;
- при сварке углеродистой с низколегированной сталью - тип Э42А, марки УОНИ-13/45, СМ-11, УП-1/45 и УП-2/45.
Обозначение электродов для ручной дуговой сварки сталей утверждено ГОСТ 9466-76*. В документации электроды обозначают в одну строку, на этикетках или в маркировке коробок, пачек и ящиков - в две строки. Во второй строке указана группа индексов - характеристик наплавленного металла и металла шва (см. рис. 20).
Для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 60 кгс/мм2 группа индексов характеризует механические свойства наплавленного металла и металла шва.
СВАРОЧНЫЕ ПРОВОЛОКИ
Для сварки плавящимися электродами применяются проволоки:
- стальная сварочная ГОСТ 2246-70*;
- сварочная из алюминия и его сплавов ГОСТ 7871-75*;
- голая сплошная легированная по ТУ;
- порошковая по ТУ.
Проволоку стальную сварочную применяют для изготовления покрытых электродов для ручной дуговой сварки, для автоматической и полуавтоматической сварки под слоем флюса и в среде защитных газов, а также в качестве присадочного металла при газовой, аргонно-дуговой и других видах сварки.
Проволока стальная сварочная выпускается различных марок для сварки низкоуглеродистых, легированных и высоколегированных сталей. Номинальный диаметр проволоки от 0,3 до 12 мм.
По марке проволоки можно судить о ее химическом составе согласно условному обозначению содержания основных элементов в стандартах на марки стали (табл. 6 и 7). Аналогично расшифровывается тип электрода, гарантирующий химический состав металла шва.
Таблица 6
|
Химический элемент |
Обозначение химического элемента |
Условное обозначение элемента в марках сталей |
|
Углерод |
С |
- |
|
Марганец |
Mn |
Г |
|
Кремний |
Si |
С |
|
Хром |
Сr |
Х |
|
Никель |
Ni |
Н |
|
Медь |
Сu |
Д |
|
Молибден |
Мо |
М |
|
Вольфрам |
W |
В |
|
Ванадий |
V |
Ф |
|
Алюминий |
Аl |
Ю |
|
Титан |
Тi |
Т |
|
Азот |
N |
А |
|
Бор |
В |
Р |
|
Кобальт |
Со |
К |
|
Ниобий |
Nb |
Б |
После букв Св (сварочная) стоят цифры, которые показывают среднее содержание углерода в сотых долях процента, буквы и цифры показывают среднее содержание того или иного элемента в процентах.
Наибольшее распространение в промышленности и строительстве получили низкоуглеродистые проволоки Св-08, Св-08А, Св-08ГА, Св-10ГА и низколегированная Св-08Г2СА. Буква А на конце условных обозначений марок низкоуглеродистой и низколегированной проволоки указывает на повышенную чистоту металла по содержанию серы и фосфора.
Таблица 7
|
Марка проволоки |
Содержание элементов, не более или в пределах, % |
||||||
|
углерод |
кремний |
марганец |
хром |
никель |
сера |
фосфор |
|
|
Низкоуглеродистая |
|||||||
|
Св-08 |
0,10 |
0,03 |
0,35-0,60 |
0,15 |
0,30 |
0,040 |
0,040 |
|
Св-08А |
0,10 |
0,03 |
0,35-0,60 |
0,12 |
0,25 |
0,030 |
0,030 |
|
Св-08АА |
0,10 |
0,03 |
0,35-0,60 |
0,10 |
0,25 |
0,020 |
0,020 |
|
Св-08ГА |
0,10 |
0,03 |
0,80-1,10 |
0,10 |
0,25 |
0,025 |
0,030 |
|
Св-10ГА |
0,12 |
0,03 |
1,10-1,40 |
0,20 |
0,30 |
0,025 |
0,030 |
|
Св-10Г2 |
0,12 |
0,03 |
1,50-1,90 |
0,20 |
0,30 |
0,030 |
0,030 |
|
Легированная |
|||||||
|
Св-08ГС |
0,10 |
0,60-0,85 |
1,40-1,70 |
0,20 |
0,25 |
0,025 |
0,030 |
|
Св-12ГС |
0,14 |
0,60-0,90 |
0,80-1,10 |
0,20 |
0,30 |
0,025 |
0,030 |
|
Св-08Г2С |
0,05-0,11 |
0,70-0,95 |
1,80-2,10 |
0,20 |
0,25 |
0,025 |
0,030 |
|
Высоколегированная |
|||||||
|
Св-12Х13 |
0,09-0,14 |
0,30-0,70 |
0,30-0,70 |
12,00-14,00 |
0,60 |
0,025 |
0,030 |
|
Св-06Х19Н9Т |
0,08 |
0,40-1,00 |
1,00-2,00 |
18,0-20,0 |
8,0-10,0 |
0,015 |
0,030 |
|
Св-07Х25Н13 |
0,09 |
0,50-1,00 |
1,00-2,00 |
24,00-26,50 |
12,00-14,00 |
0,018 |
0,025 |
|
Св-13Х25Н18 |
0,15 |
0,50 |
1,00-2,00 |
24,00-26,50 |
17,00-20,00 |
0,015 |
0,025 |
По виду поверхности низкоуглеродистая и легированная проволока подразделяется на неомедненную и омедненную.
Указанные проволоки выпускают в мотках массой до 80 кг. Внутренний диаметр мотка в зависимости от диаметра проволоки изменяется от 150 до 750 мм. К каждому мотку прикрепляют бирку с указанием наименования или товарного знака предприятия изготовителя, условного обозначения проволоки, номера партии. Без бирки проволоку применять для сварки нельзя.
Проволоки для сварки алюминия и его сплавов сплошного сечения поставляют по ГОСТ 7871-75. Проволока из алюминия и его сплавов бывает тянутой или прессованной, диаметром 0,8-12 мм. Тянутую проволоку поставляют в нагартованном состоянии в бухтах, проволоку горячепрессованную - в бухтах или прутках не короче 3 м.
Голые сварочные легированные проволоки применяют для изготовления электродов, для сварки в защитных газах и под флюсом, а также для дуговой сварки без дополнительной защиты. В сварочных легированных проволоках может содержаться до шести легирующих элементов, а их общее количество достигает до 6 %. Проволоки Св-15ГСТЮЦА и Св-20ГСТЮА применяют для дуговой сварки без дополнительной защиты. Проволоки, легированные кремнием и марганцем (Св-08Г2С, Св-08ГС), применяют для сварки конструкционных сталей в окислительных защитных газах. Проволоки Св-08ХНМ, Св-08ХМФА и др., комплексно легированные хромом, молибденом, никелем, кремнием и ванадием, применяют для сварки низколегированных высокопрочных сталей. Проволоки других марок используют для сварки сталей сходного с ними состава.
Порошковые проволоки - это непрерывный электрод, состоящий из металлической оболочки и порошкообразного наполнителя (сердечника). Последний представляет собой смесь газообразующих и шлакообразующих материалов, ферросплавов и металлических порошков.
Отношение массы сердечника к массе проволоки называется коэффициентом заполнения Кз. Величина Кз зависит от типа, конструкции, назначения проволоки и обычно составляет 15-40 %.
Наиболее распространенные конструкции порошковых проволок приведены на рис. 21. Проволоки простых трубчатых конструкций (а - в) обычно используют для сварки в среде углекислого газа. Проволоки сложных конструкций - с одним и двумя загибами кромок (г, д), а также двухслойные (е) применяются без дополнительной защиты. Проволоки двухслойной конструкции позволяют более надежно защитить расплавленный металл от воздуха. Эффективность защиты металла снижается при повышении напряжения дуги.
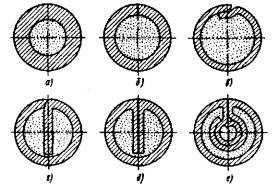
Рис. 21. Конструкции порошковой проволоки:
а-в - простые трубчатые; д-с - с двумя загибами оболочки; г - с одним загибом
оболочки; е - двухслойная
Порошковые проволоки различают по назначению, способу защиты металла и составу сердечника. Наиболее широкое распространение получили проволоки для сварки низкоуглеродистых и низколегированных сталей. В последнее время порошковые проволоки находят все большее применение для сварки легированных сталей, чугуна, цветных металлов и сплавов.
По способу защиты порошковые проволоки делятся на самозащитные (защита расплавленного металла осуществляется с помощью оставляющих сердечника проволоки) и используемые с дополнительной защитой зоны сварки газом или флюсами. Наиболее часто в качестве защитной среды употребляют углекислый газ.
По составу сердечника порошковые проволоки, выпускаемые в настоящее время промышленностью, делятся на пять типов: рутил-органические, карбонатно-флюоритные, флюоритные, рутиловые и рутил-флюоритные. Название типа проволоки определяется наименованием основных составляющих сердечника. Проволоки первых трех типов применяют, как правило, без дополнительной защиты. Проволоки рутилового и рутил-флюоритного типов используют для сварки в углекислом газе (табл. 8).
Таблица 8
|
Проволока |
Тип сердечника |
Конструкция* |
Положение сварки** |
|
|
марка |
диаметр, мм |
|||
|
ПП-АН1 |
2,8 |
Рутил-органический |
б |
Н |
|
ПП-АН3 |
3,0 |
Карбонатно-флюоритный |
е |
Н |
|
ПП-АН7 |
2,0; 2,3 |
То же |
е |
Н, В1, Г |
|
ПП-АН11 |
2,0; 2,4 |
- « - |
е |
Н, В2, Г, П |
|
ЭПС-15/2 |
2,5 |
- « - |
д |
Н |
|
ПП-2ДСК |
2,3 |
Флюоритный |
г |
Н |
* Конструкция проволоки указана в соответствии с обозначениями на рис. 21.
** Обозначения: Н - нижнее; В1 - вертикальное «снизу вверх»; В2 - вертикальное «сверху вниз»; Г - горизонтальное; П - потолочное.
ЗАЩИТНЫЕ ГАЗЫ
В качестве защитных газов при сварке плавлением применяют активные газы, инертные газы и их смеси.
Активными защитными газами называют газы способные защищать зону сварки от доступа воздуха и вместе с тем химически реагирующие со свариваемым металлом или физически растворяющиеся в нем. При дуговой сварке стали в качестве защитной среды применяют углекислый газ. Применение углекислого газа обеспечивает надежную защиту зоны сварки от соприкосновения с воздухом и предупреждает азотирование металла шва. Препятствием для применения углекислого газа в качестве защитной среды прежде являлись поры в швах. Применение сварочных проволок с повышенным содержанием кремния устранило этот недостаток, что позволило широко использовать углекислый газ в сварочном производстве.
Углекислый газ (двуокись углерода) бесцветен, не ядовит, тяжелее воздуха. При давлении 760 мм рт. ст. и температуре 0 °С плотность углекислого газа равна 1,97686 г/л, что в 1,5 раза больше плотности воздуха. Углекислый газ хорошо растворяется в воде. Жидкая углекислота - бесцветная жидкость, плотность которой сильно изменяется с изменением температуры. Вследствие этого она поставляется по массе, а не по объему. При испарении 1 кг жидкой углекислоты в нормальных условиях (760 мм рт. ст.) образуется 509 л углекислого газа.
Углекислоту транспортируют в жидком состоянии в стальных баллонах под давлением до 50 ат., из которых отбирается в газообразном состоянии. Баллоны должны соответствовать требованиям ГОСТ 949-57, окрашены в черный цвет с надписью желтого цвета «СО2 сварочный». В обычный стандартный баллон емкостью 40 л заливают 25 кг углекислоты, при испарении которой образуется 12600 л газа.
В углекислом газе не должны содержаться минеральные масла, глицерин, сероводород, кислоты, спирты, эфиры и аммиак. В баллонах со сварочной углекислотой, кроме того, не должно быть воды. Повышенное содержание водяных паров в такой углекислоте может привести к образованию пор в швах и снизить пластические свойства сварного соединения.
Влажность газа повышается в начале и конце отбора газа из баллона, поэтому в этих случаях чаще всего появляются дефекты в швах. Чтобы снизить содержание влаги до безопасного уровня, на его пути устанавливают осушитель. Для улавливания влаги осушитель заполняют хлористым кальцием, селикагелем или другими поглотителями влаги.
При выпуске газа из баллона вследствие эффекта дросселирования и поглощения теплоты при испарении жидкой углекислоты газ значительно охлаждается. При интенсивном отборе газа возможна закупорка редуктора замерзшей влагой. Во избежание этого рекомендуется подогревать выходящий из баллона углекислый газ (табл. 9).
|
Газ |
ГОСТ или ТУ |
Объемное содержание чистого газа, % |
Транспортирование к рабочим местам |
|
Аргон: |
|
|
В баллонах под рабочим давлением 15±0,5 МПа (150±5 кгс/см2) в газообразном виде (может перевозиться в смеси с кислородом, гелием, водородом или азотом в соотношении, предусмотренном ТУ) |
|
высшего сорта |
99,99 |
||
|
1-го сорта |
|
99,98 |
|
|
2-го сорта |
|
99,95 |
|
|
Гелий: |
|
|
В баллонах под рабочим давлением 15±0,5 МПа (150±5 кгс/см2) в газообразном виде |
|
высокой чистоты |
ГОСТ 20461-75 |
99,985 |
|
|
технический |
|
99,8 |
|
|
Углекислый: |
|
|
По газопроводу или в баллонах под рабочим давлением 7,5 МПа (75 кгс/см2) в жидком виде |
|
пищевой |
|
98,5 |
|
|
сварочный: |
ГОСТ 8050-64* |
98 |
|
|
1-го сорта |
|
99,6 |
|
|
2-го сорта |
|
99 |
В настоящее время находит промышленное применение при сварке низкоуглеродистых и низколегированных конструкционных сталей газовая смесь углекислого газа с кислородом (70 % СО2 + 30 % О2). Эта смесь оказывает окисляющее действие на жидкий металл, более интенсивное, чем углекислый газ. Благодаря этому повышается жидкотекучесть металла, что улучшает формирование шва и снижает привариваемость брызг металла к поверхности изделия. Кроме того, кислород дешевле углекислого газа, что делает смесь экономически более выгодной.
Кислород - бесцветный газ без запаха, поддерживает горение. Кислород газообразный технический и медицинский поставляют по ГОСТ 5583-78*. В зависимости от содержания кислорода и примесей технический газообразный кислород изготавливают трех сортов. Содержание паров воды в техническом кислороде всех трех сортов не должно превышать 0,005 г/м.
Газообразный кислород поставляют в стальных баллонах под давлением 150 кгс/см2. Баллоны должны соответствовать требованиям ГОСТ 949-73*, быть окрашенными в синий цвет с надписью «Кислород», нанесенной черной краской (табл. 10).
Таблица 10
|
Показатель |
Сорт кислорода (ГОСТ 5583-68*) |
||
|
1 |
2 |
3 |
|
|
Содержание: |
|
|
|
|
кислорода в объеме, %, не менее |
99,7 |
99,5 |
99,2 |
|
водяных паров, г/м3, при нормальных условиях 20 °С и давлении 0,1 МПа (760 мм рт. ст.), не более |
0,07 |
0,07 |
0,07 |
|
Температура насыщения кислорода при давлении 0,1 МПа (760 мм рт. ст.), °С, не менее |
-43 |
-43 |
-43 |
Инертными называют газы, не способные к химическим реакциям и практически не растворимые в металлах. Из инертных газов для сварки используют аргон, гелий и их смеси.
Аргон негорючий и невзрывоопасный газ. Он не образует взрывчатых смесей с воздухом. Будучи тяжелее воздуха, аргон обеспечивает хорошую газовую защиту сварочной ванны. Аргон газообразный чистый поставляется согласно ГОСТ 10157-79* трех марок: А, Б, В. Содержание влаги для газообразного аргона всех марок не должно превышать 0,03 г/м (см. табл. 9).
Аргон марки А рекомендуется применять для сварки активных и редких металлов (титана, циркония, ниобия) и сплавов на их основе. Аргон марки Б предназначен для сварки плавящимся и неплавящимся вольфрамовым электродом сплавов на основе алюминия и магния. Аргон марки В рекомендуется для сварки хромоникелевых коррозионностойких и жаропрочных сплавов, легированных сталей различных марок и чистого алюминия.
Аргон хранят и транспортируют в стальных баллонах, соответствующих требованиям ГОСТ 949-73*. В баллоне при давлении 150 ат. содержится около 6 м газообразного аргона. Баллон для аргона должен быть окрашен в нижней части в черный, а в верхней части - в белый цвет. На верхней части баллона наносят черными буквами надпись «Аргон чистый».
Гелий, подобно аргону, химически инертен, но в отличие от него значительно более легок, что усложняет защиту сварочной ванны и требует большого расхода защитного газа. Гелий поставляют по ГОСТ 20461-75 двух сортов - гелий высокой чистоты и гелий технический. Хранят и транспортируют гелий в стальных баллонах при давлении 150 ат. Баллоны должны соответствовать требованиям ГОСТ 949-73* и быть окрашены в коричневый цвет с надписью белыми буквами «Гелий» (см. табл. 9).
Инертные газовые смеси состоят, как правило, из аргона и гелия. Обладая большей плотностью, чем гелий, такие смеси лучше защищают металл сварочной ванных от воздуха. Особенно хорошими защитными свойствами обладает смесь, состоящая из 70 % аргона и 30 % гелия. Плотность такой смеси близка к плотности воздуха. Инертные газовые смеси, хотя дороже, чем аргон, но превосходят его по интенсивности выделения теплоты электрической дуги в зоне сварки. Добавка к аргону небольшого количества кислорода или другого окислительного газа существенно повышает устойчивость горения дуги и улучшает качество формирования сварных швов. Наличие кислорода в атмосфере дуги способствует более мелкокапельному переносу металла. Поэтому для сварки стали применяют не чистый аргон, а смеси с кислородом и углекислым газом.
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
ЭЛЕКТРИЧЕСКАЯ ДУГА
Электрическая дуга является одним из видов электрического разряда в газах между двумя электродами. При соприкосновении двух электродов, находящихся под различными потенциалами, в месте их контакта, благодаря большому омическому сопротивлению, выделяется тепло и концы электродов накаливаются до высоких температур. Под действием высокой температуры свободные электроны, вследствие увеличения их кинетической энергии, приобретают настолько большую скорость, что при удалении одного электрода от другого начинают вылетать за пределы поверхности этих электродов. Встречая на своем пути с отрицательного полюса на положительный молекулы превращенного в пар вещества, свободные электроны производят ионизацию. Под действием электрического поля положительные ионы направляются к отрицательному полюсу, а электроны - к положительному. Излучение электронов с раскаленной поверхности катода служит источником ионизации газов в дуге, в результате чего всякий газ, являющийся в нормальных условиях плохим проводником, приобретает способность проводить электричество. В электрической дуге энергия источника ее питания преобразуется в кинетическую и потенциальную энергию частиц плазмы, которая, в свою очередь, передается электродам и частично превращается в электромагнитное излучение - фотоны, покидающие зону дуги.
Электропроводный газовый канал, соединяющий электроды, имеет форму усеченного конуса или цилиндра. Его свойства на различных расстояниях от электродов неодинаковы. Тонкие слои газа, примыкающие к электродам, имеют сравнительно низкую температуру. В зависимости от полярности электрода, к которому они примыкают, эти слои называются катодной и анодной областями дуги (рис. 22). Между приэлектродными областями располагается наиболее протяженная, высокотемпературная область разряда - столб дуги. Температура дуги в атмосфере воздуха приближенно равна 4000 °С.
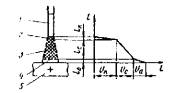
Рис. 22. Основные области дуги и расплавление потенциала в дуге:
1 - катод; 2 - катодная область; 3 - столб; 4 - анодная область; 5 - анод
Дуга сопровождается выделением большого количества тепла и ярким свечением. Тепловое действие дуги может быть эффективным образом сконцентрировано, благодаря чему оно является особенно выгодным источником энергии, широко используемым в технике для дуговой сварки металлов. Этот процесс сварки состоит в том, что металл в местах соединения с помощью электрической дуги доводится до жидкого состояния и самопроизвольно смешивается в ванне жидкого металла. При этом применяются дуги, горящие между металлом и металлом, между углем и металлом и между углем и углем. Наибольшим распространением пользуется метод сварки с применением плавящегося металлического электрода. Для поддержания горения дуги между электродами должна быть приложена разность потенциалов, которая зависит от материала электродов и длины дуги. При нормальной длине дуги при сварке малоуглеродистыми электродами необходимое напряжение составляет 16-20 В, а при угольных электродах 3-35 В.
С удлинением дуги разность потенциалов возрастает пропорционально изменению длины, при укорачивании - уменьшается до некоторого предела зависящего от материала электродов, рода газа и давления. Зависимость между напряжением и силой тока в дуге определенной ее длины называется статической характеристикой дуги.
В процессе сварки, вследствие каплеобразного переноса металла при быстрых изменениях тока изменение теплового состояния и связанная с ним ионизация дугового промежутка не будет успевать за изменениями режима цепи.
При резком увеличении тока вследствие более медленного возрастания проводимости дуги напряжение станет больше по сравнению с величиной его на статической характеристике. При резком уменьшении тока дуга не успеет охладиться и проводимость ее будет выше, чем при установившемся режиме. Напряжение, необходимое для поддержания горения дуги, будет несколько ниже, чем это следует по статической характеристике. Описанное явление отражает динамические свойства дуги. При питании дуги переменным током напряжение источника и сила тока в дуге периодически изменяются по величине и направлению. В этих условиях возникновение дуги после короткого замыкания возможно лишь через некоторый промежуток времени от начала периода, когда напряжение источника достигнет напряжения зажигания. Величина же этого напряжения зависит от теплового состояния газового промежутка и длины дуги между электродами.
Время перехода напряжения от нулевого значения к напряжению, достаточному для повторного зажигания, называемое временем восстановления дуги, зависит от величины сдвига фаз между током и напряжением в первичной цепи трансформатора. Наиболее быстрое восстановление напряжения имеет место при работе трансформатора с низким косинусом фи (0,35-0,45), т.е. при достаточно большом индуктивном сопротивлении. Соответствующим подбором величины этого сопротивления можно добиться непрерывного горения дуги при любых практически применяемых значениях тока при сварке.
В этом случае в момент перехода тока через нулевое значение напряжение источника будет достаточным для повторного зажигания дуги. Время восстановления дуги уменьшается с уменьшением напряжения зажигания и с увеличением напряжения источника, питающего дугу, а также и частоты тока.
На рис. 23 представлены кривые изменения тока и напряжения дуги в зависимости от времени.
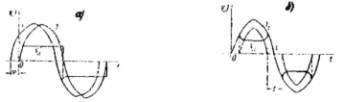
Рис. 23. Кривые изменения тока и напряжения в зависимости от
времени:
а - при наличии в цепи дуги индуктивного сопротивления; б - то же омического
сопротивления
Источники питания сварочной дуги - электрические машины и аппараты - обеспечивают питание дуги током, поддержание устойчивого дугового разряда. Для поддержания заданного режима сварки и обеспечения высокого качества сварных соединений все сварочные машины и аппараты должны работать надежно и безотказно, отвечать требованиям, связанным с технологическими особенностями применяемого способа сварки. Из них наиболее общими являются обеспечение качества сварных соединений, высокая производительность сварочного процесса, надежность сварочного оборудования, эргономические показатели, минимальная стоимость и затраты на техническое обслуживание.
Конструкции и параметры источника питания дуги зависят от его технологического назначения: ручной сварки покрытым электродом, механизированной сварки плавящимся электродом или автоматической сварки в защитных газах или под флюсом. Источники питания классифицируются в зависимости от рода тока и принципа действия. В качестве источников переменного тока используют сварочные трансформаторы и установки на их основе; в качестве источников постоянного тока - сварочные выпрямители, преобразователи и агрегаты.
Сварочные трансформаторы преобразуют переменное сетевое напряжение в пониженное, необходимое для сварки. Это наиболее простые и дешевые источники, широко используемые при ручной сварке покрытыми электродами и автоматической сварке под флюсом.
Устойчивость дуги постоянного тока более высока по сравнению с устойчивостью дуги переменного тока, что заметно влияет на качество сварки (на малых токах, электродами с фтористо-кальциевыми покрытиями и в углекислом газе). В этих случаях рекомендуется использовать источники постоянного тока.
Наиболее совершенны сварочные выпрямители, которые имеют более высокий коэффициент полезного действия, меньшую массу, удобны в изготовлении и эксплуатации, обладают лучшими технологическими свойствами. Их применяют для ручной, полуавтоматической и автоматической сварки, а также в качестве универсальных источников.
Сварочный преобразователь представляет собой комбинацию электродвигателя переменного тока и сварочного генератора постоянного тока. Электрическая энергия сети переменного тока преобразуется в механическую энергию электродвигателя, вращает вал генератора и преобразуется в электрическую энергию постоянного сварочного тока. Поэтому коэффициент полезного действия преобразователя невелик: из-за наличия вращающихся частей они менее надежны и удобны в эксплуатации по сравнению с выпрямителями. Однако для строительно-монтажных работ использование генераторов имеет преимущество по сравнению с другими источниками питания благодаря их меньшей чувствительности к колебаниям сетевого напряжения.
Сварочный агрегат состоит из двигателя внутреннего сгорания и генератора постоянного тока. Химическая энергия сгорания топлива преобразуется в механическую, а затем в электрическую энергию. Агрегаты используют в основном для ручной сварки в монтажных и полевых условиях, где отсутствуют электрические сети.
Каждый источник предназначен для питания током одной дуги (однопостовой источник). В цехах с большим числом постов сварки целесообразно использовать многопостовые источники.
Источник питания сварочной дуги должен удовлетворять основным требованиям: обеспечивать надежное возбуждение дуги, поддерживать ее устойчивое горение, способствовать благоприятному переносу электродного металла и формированию сварного шва, а также обеспечивать возможность настройки требуемого режима сварки.
Электрические свойства источника питания при работе в статическом режиме выражаются его внешней характеристикой - зависимостью между напряжением на его клеммах и силой тока, протекающего через сварочную цепь при нагрузке. Внешняя вольтамперная характеристика может быть крутопадающей (а), полого падающей (б), жесткой (в) и возрастающей (г) (рис. 24). Важными параметрами источника питания являются его напряжение холостого хода, ток короткого замыкания, номинальное напряжение и ток (рис. 25).

Рис. 24. Внешняя характеристика источника питания:
а - крутопадающая: б - пологопадающая; в - жесткая; г - возрастающая
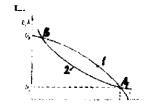
Рис. 25. Внешняя характеристика источника питания (1) и статическая характеристика дуги (2)
Устойчивое горение дуги обеспечивается правильным выбором внешней характеристики источника питания (см. рис. 25). При падающей статической характеристике 2 дуги источник питания должен иметь еще более крутопадающую внешнюю характеристику 1. Как видно из рис. 25, сила тока и напряжение дуги и источника питания совпадают в точках А и В. Из них только точка А соответствует устойчивому горению дуги.
Точка В соответствует неустойчивому горению дуги, так как всякое случайное изменение силы тока развивается вплоть до обрыва дуги или до тех пор, пока сила тока не достигнет значения, соответствующего точке устойчивого горения дуги А. Следовательно, устойчивое горение дуги поддерживается только в той точке, где внешняя характеристика источника питания является более крутопадающей, чем статическая характеристика.
Основными техническими характеристиками источников питания сварочной дуги являются напряжение холостого хода и номинальная сила сварочного тока. Источники для ручной сварки изготавливают на токе 125-500 А, для механизированной - 315-1000 А, для автоматической - 500-2000 А. Принята единая система обозначения электросварочного оборудования, выпускаемого предприятиями электротехнической промышленности: в условном обозначении первая буква означает тип изделия (Т - трансформатор, В - выпрямитель, Г - генератор, П - преобразователь, А - агрегат, У - установка); вторая буква - вид сварки (Д - дуговая, П - плазменная); третья - способ сварки (Ф - под флюсом, Г - в защитных газах, У - универсальный источник для нескольких способов; отсутствие буквы - ручная сварка покрытыми электродами); четвертая буква поясняет назначение источника (М - многопостовой). Одну или две последующие цифры используют для обозначения номинального тока (округленно в сотнях ампер), еще две цифры - регистрационный номер изделия. Следующая затем буква означает климатическое исполнение (У - для стран с умеренным климатом; Т - для стран с тропическим климатом), последняя цифра соответствует категории размещения источника (1 - для работы на открытом воздухе, 2 - в помещениях, где колебания температуры и влажности несущественно отличаются от колебаний на открытом воздухе, 3 - в закрытых помещениях, где колебания температуры и влажности воздействие песка и пыли существенно меньше, чем на открытом воздухе, 4 - в помещениях с искусственным регулированием климатических условий, 5 - в помещениях с повышенной влажностью).
Условное обозначение, например источники ВГДМ-1602УЗ, расшифровывается следующим образом: В - выпрямитель; Г - в защитных газах; Д - для дуговой сварки; М - многопостовой; 16 - с номинальной силой тока 1600 А; 02 - вторая модификация: У - для стран с умеренным климатом; 3 - для работы в закрытых помещениях.
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Сварочные трансформаторы предназначены для питания дуги переменным током. Простые в устройстве и обслуживании, надежные в эксплуатации, экономичные в работе сварочные трансформаторы широко применяют практически при всех видах сварки.
Принцип действия трансформатора основан на явлении электромагнитной индукции. Сварочный трансформатор (рис. 26) имеет стержневой сердечник 2 и смонтированные на нем первичную 1 и вторичную 3 обмотки.
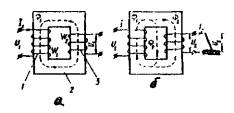
Рис. 26. Работа трансформатора:
а - холостой ход; б - под нагрузкой; 1,3 – первичная и вторичная обмотки; 2 -
стержневой сердечник
Режим холостого хода трансформатора устанавливают в момент подключения первичной обмотки к сети переменного тока с напряжением U1. При этом в первичной обмотке проходит ток J1, который создает в сердечнике переменный магнитный поток Ф1. Этот поток создает во вторичной обмотке переменное напряжение U2. Поскольку цепь вторичной обмотки разомкнута, ток по ней не проходит и никаких затрат энергии во вторичной цепи нет. Поэтому вторичное напряжение при холостом ходе максимально. Эта величина - напряжение холостого хода.
Отношение напряжений на первичной и вторичной обмотках при холостом ходе (коэффициент трансформации к) равно отношению количества витков первичной W1, и вторичной W2 обмоток. В сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое 60-90 В. Такие трансформаторы называются понижающими.
Для ручной сварки применяют сварочные трансформаторы с подвижными катушками (типа ТД и ТДМ) и с подвижными магнитными шунтами (СТШ-500, СТШ-500-80), а также тиристорные трансформаторы типа ТДЭ. Для сварочных работ в монтажных условиях выпускают переносные с подвижными катушками (ТД-102, ТД-306) и трансформаторы, регулируемые намоткой сварочного кабеля (ТСМ-250, ТСМ-500). Требования к сварочным трансформаторам изложены в ГОСТ 95-77*.
Технические характеристики указанных в тексте сварочных трансформаторов приведены в табл. 11, 12, 13, 14 и 15.
Таблица 11
|
Характеристики |
ТД-102 |
ТД-306 |
ТД-300 |
ТД-500 |
ТД-502 |
ТД-500-4 |
|
Номинальная сила сварочного тока, А |
160 |
250 |
315 |
500 |
500 |
500 |
|
Номинальный режим работы ПН, % |
20 |
25 |
60 |
60 |
60 |
60 |
|
Напряжение холостого хода, В, не более |
80 |
80 |
80 |
80 |
80 |
12 |
|
Номинальное рабочее напряжение, В |
26 |
30 |
33 |
40 |
40 |
40 |
|
Минимальная сила сварочного тока, А, не более |
60 |
100 |
60 |
100 |
100 |
100 |
|
Минимальное рабочее напряжение, В |
22,4 |
24,0 |
22,4 |
24 |
24 |
24 |
|
Максимальная сила сварочного тока, А, не менее |
175 |
300 |
360 |
560 |
560 |
560 |
|
Максимальное рабочее напряжение, В |
27,0 |
32,0 |
34,4 |
42,4 |
42,4 |
42,4 |
|
КПД |
0,72 |
0,78 |
0,86 |
0,88 |
0,88 |
0,87 |
|
Коэффициент мощности |
0,48 |
0,5 |
0,56 |
0,68 |
0,85 |
0,67 |
|
Размеры, мм: |
|
|
|
|
|
|
|
длина |
570 |
630 |
692 |
720 |
765 |
780 |
|
ширина |
325 |
370 |
620 |
670 |
670 |
670 |
|
высота |
530 |
585 |
710 |
835 |
835 |
835 |
|
Масса, кг |
38 |
67 |
135 |
180 |
210 |
200 |
Таблица 12
|
Характеристики |
ТДМ-165 |
ТДМ-254 |
ТДМ-317 |
ТДМ-401 |
ТДМ-503 |
ТДМ-317-1 |
|
Номинальная сила сварочного тока, А |
160 |
250 |
315 |
400 |
500 |
315 |
|
Напряжение холостого хода, В, не более |
62 |
62 |
80 |
80 |
80 |
62;80 |
|
Номинальный режим работы ПН, % |
25 |
25 |
60 |
60 |
60 |
60 |
|
Номинальное рабочее напряжение, В |
26 |
30 |
32,6 |
36,0 |
40,0 |
32,6 |
|
Минимальная сила сварочного тока, А, не более |
55 |
85 |
60 |
80 |
90 |
60 |
|
Минимальное рабочее напряжение, В |
- |
- |
22,4 |
23,2 |
23,6 |
22,4 |
|
Максимальная сила сварочного тока, А, не менее |
170 |
250 |
360 |
460 |
560 |
360 |
|
Максимальное рабочее напряжение, В |
- |
- |
34,4 |
38,4 |
42,4 |
34,4 |
|
КПД |
0,68 |
0,76 |
0,86 |
0,86 |
0,88 |
0,86 |
|
Коэффициент мощности |
- |
- |
0,56 |
0,6 |
0,65 |
0,56 |
|
Размеры, мм: |
|
|
|
|
|
|
|
длина |
450 |
450 |
555 |
555 |
555 |
760 |
|
ширина |
290 |
290 |
585 |
585 |
585 |
585 |
|
высота |
510 |
550 |
818 |
848 |
888 |
818 |
|
Масса, кг |
38 |
50 |
130 |
145 |
170 |
145 |
Таблица 13
|
Характеристики |
СТШ-500 |
СТШ-500-80 |
|
Номинальная сила сварочного тока, А |
500 |
500 |
|
Номинальный режим работы ПН, % |
60 |
60 |
|
Номинальное рабочее напряжение, В |
30 |
50 |
|
Напряжение холостого хода, В |
60 |
80 |
|
Пределы регулирования силы сварочного тока, А |
145...650 |
60...800 |
|
КПД |
0,90 |
0,92 |
|
Коэффициент мощности |
0,53 |
0,62 |
|
Размеры, мм: |
|
|
|
длина |
670 |
980 |
|
ширина |
666 |
765 |
|
высота |
753 |
766 |
|
Масса, кг |
220 |
323 |
Таблица 14
|
Характеристики |
ТДМ-319 |
ТДМ-401-1 |
ТДИ-503-1 |
ТДМ-503-2 |
ТДМ-503-3 |
ТДМ-402 |
|
Номинальная сила сварочного тока, А |
315 |
400 |
500 |
500 |
500 |
400 |
|
Напряжение холостого хода, В, не более |
80 |
62;80 |
80 |
80 |
80 |
80 |
|
Номинальный режим работы ПН, % |
35 |
60 |
60 |
60 |
60 |
60 |
|
Номинальное рабочее напряжение, В |
32,5 |
36,0 |
40,0 |
40,0 |
40,0 |
44 |
|
Минимальная сила сварочного тока, А, не более |
150 |
80 |
90,0 |
90 |
90 |
80 |
|
Минимальное рабочее напряжение, В |
- |
23,2 |
23,6 |
23,6 |
23,6 |
24,8 |
|
Максимальная сила сварочного тока, А, не менее |
330 |
460 |
560 |
560 |
560 |
430 |
|
Максимальное рабочее напряжение, В |
- |
38,4 |
42 ,4 |
42,4 |
42,4 |
45,8 |
|
КПД |
- |
0,88 |
0,88 |
0,88 |
0,88 |
0,86 |
|
Коэффициент мощности |
- |
0,6 |
0,65 |
0,85 |
0,85 |
0,61 |
|
Размеры, мм: |
560 |
760 |
760 |
660 |
820 |
590 |
|
длина |
590 |
760 |
760 |
660 |
820 |
590 |
|
ширина |
590 |
585 |
585 |
585 |
585 |
595 |
|
высота |
850 |
848 |
888 |
888 |
888 |
820 |
|
Масса, кг |
160 |
160 |
185 |
195 |
210 |
180 |
Таблица 15
|
Характеристики |
ТСМ-250 |
ТСМ-500 |
«Разряд-160» |
«Разряд-250» |
|
Первичное напряжение, В |
380 |
380 |
220 |
380 |
|
Номинальная мощность, кВ*А |
6,2 |
32 |
9,6 |
15 |
|
Номинальная сила сварочного тока, А |
250 |
500 |
125 |
250 |
|
Номинальный режим работы ПН, % |
20 |
40 |
20 |
20 |
|
Номинальное рабочее напряжение, В |
25 |
40 |
25 |
30 |
|
Напряжение холостого хода, В |
60 |
68 |
55 |
60 |
|
Пределы регулирования силы сварочного тока, А |
92...250 |
60...700 |
90...260 |
90...250 |
|
КПД |
0,69 |
0,82 |
0,69 |
0,69 |
|
Коэффициент мощности |
0,55 |
0,69 |
0,55 |
0,55 |
|
Размеры, мм: |
|
|
|
|
|
длина |
400 |
650 |
350 |
350 |
|
ширина |
370 |
560 |
300 |
300 |
|
высота |
450 |
580 |
480 |
480 |
|
Масса, кг |
35 |
130 |
42 |
50 |
СВАРОЧНЫЕ ВЫПРЯМИТЕЛИ
Сварочные выпрямители представляют собой статические преобразователи переменного тока в выпрямленный, используемый для дуговой сварки.
Сварочные выпрямители имеют значительные преимущества перед преобразователями - высокую стабильность горения дуги, незначительное разбрызгивание металла, высокий КПД, меньшие потери холостого хода, отсутствие вращающихся частей, меньшие массу и размеры, бесшумность в работе.
В настоящее время выпускаются однопостовые (табл. 16, 17, 18, 19) и многопостовые сварочные выпрямители в комплекте с балластными реостатами (табл. 20, 21).
|
Характеристики |
ВД-201 |
ВД-306 |
ВД-401 |
|
Номинальная сила сварочного тока, А |
200 |
315 |
400 |
|
Номинальный режим работы ПН, % |
|
60 |
|
|
Продолжительность цикла сварки, мин |
|
5 |
|
|
Номинальное рабочее напряжение, В |
28 |
32 |
36 |
|
Напряжение холостого хода, В, не более |
|
70 |
80 |
|
Пределы регулирования силы сварочного тока, А |
30...200 |
45...315 |
50...450 |
|
Первичная мощность, кВ*А, не более |
15 |
21 |
28 |
|
КПД, не менее |
0,60 |
0,72 |
0,69 |
|
Размеры, мм: |
|
|
|
|
длина |
716 |
785 |
772 |
|
ширина |
622 |
780 |
770 |
|
высота |
775 |
795 |
785 |
|
Масса, кг, не более |
120 |
164 |
200 |
|
Характеристики |
ВС-300А |
ВС-600М |
|
Номинальная сила сварочного тока, А |
315 |
630 |
|
Номинальный режим работы ПВ, % |
60 |
60 |
|
Номинальное рабочее напряжение, В |
34 |
50 |
|
Пределы регулирования напряжения, В |
16...34 |
20...50 |
|
Пределы регулирования силы сварочного тока, А |
50...315 |
100...630 |
|
Число ступеней регулирования |
24 |
27 |
|
Первичная мощность, кВ*А, не более |
16 |
35 |
|
КПД, не менее |
0,75 |
0,83 |
|
Размеры, мм: |
|
|
|
длина |
650 |
1000 |
|
ширина |
600 |
700 |
|
высота |
900 |
1400 |
|
Масса, кг, не более |
180 |
550 |
|
Характеристики |
ВДГ-302 |
ВДГ-303 |
ВСЖ-303 |
ВДГ-601 |
|
Номинальная сила сварочного тока, А |
315 |
315 |
315 |
630 |
|
Номинальный режим работы ПВ, % |
60 |
60 |
60 |
60 |
|
Номинальное рабочее напряжение, В |
38 |
40 |
34 |
66 |
|
Пределы регулирования рабочего напряжения, В |
13...38 |
16...40 |
16...34 |
18...66 |
|
То же, силы сварочного тока, А |
50...315 |
50...315 |
50...315 |
100... 700 |
|
Первичная мощность, кВ*А |
19 |
21 |
20 |
69 |
|
КПД |
0,75 |
0,76 |
0,76 |
0,82 |
|
Размеры (длина´ширина´высота), мм |
748´1045´953 |
723´593´938 |
600´650´900 |
900´1250´1125 |
|
Масса, кг |
275 |
230 |
200 |
570 |
|
Характеристики |
ВДУ-305 |
ВДУ-504-1 |
ВДУ-505 |
ВДУ-506 |
ВДУ-601 |
ВДУ-201 |
|
Номинальная сила сварочного тока, А |
315 |
500 |
500 |
500 |
630 |
1250 |
|
Режим работы ПВ, % |
60 |
60 |
60 |
60 |
60 |
100 |
|
Номинальное рабочее напряжение, В, при характеристиках: |
|
|
|
|
|
|
|
жестких |
38 |
50 |
50 |
50 |
56 |
56 |
|
падающих |
32,6 |
46 |
46 |
46 |
52 |
56 |
|
Напряжение холостого хода, В |
70 |
80 |
80 |
80 |
90 |
85 |
|
Пределы регулирования силы Сварочного тока. А, при характеристиках: |
|
|
|
|
|
|
|
жестких |
50...315 |
100... 500 |
60... 500 |
60...500 |
63...630 |
300... 1250 |
|
падающих |
20...315 |
60...500 |
50...500 |
50...500 |
60...630 |
300... 1250 |
|
Пределы регулирования рабочего напряжения, В, при характеристиках: |
|
|
|
|
|
|
|
жестких |
16...38 |
18...50 |
18...50 |
18...50 |
16...56 |
24...56 |
|
падающих |
21...33 |
23...46 |
22...46 |
22...46 |
22...50 |
26...56 |
|
Первичная мощность, кВ*А |
23 |
40 |
40 |
40 |
60 |
118 |
|
КПД |
0,70 |
0,82 |
0,82 |
0,79 |
0,75 |
0,8 |
|
Размеры (длина´ширина´высота), мм |
975´634´760 |
1085´808´1026 |
790´670´880 |
820´620´1100 |
860´620´1100 |
1350´850´1250 |
|
Масса, кг |
230 |
370 |
300 |
300 |
320 |
730 |
|
Характеристики |
ВДМ-1001УХЛ4 |
ВДМ-1001УЗ |
|
Номинальная сила сварочного тока, А, при П = 100% |
1000 |
1600 |
|
Номинальный ток поста, А, при ПН = 60 % |
315 |
315 |
|
Номинальное рабочее напряжение, В |
60 |
60 |
|
Напряжение холостого хода, в |
70 |
70 |
|
Первичная мощность, кВ*А |
74 |
120 |
|
КПД |
0.90 |
0,90 |
|
Размеры (длина´ширина´высота), мм |
1100´700´900 |
1050´850´1650 |
|
Масса, кг, не более |
420 |
770 |
|
Число постов |
7 |
9 |
|
Поминальная сила сварочного тока, А, при ПН=60 % |
315 |
|
Сопротивление, Ом: |
|
|
наименьшее, не более |
0,095 |
|
наибольшее, не менее |
5 |
|
Пределы регулирования силы тока, А |
6...315 |
|
Разность токов соседних ступеней, А |
6 |
|
Размеры (длина´ширина´высота), мм |
610´370´500 |
|
Масса, кг, не более |
29,5 |
Однопостовые выпрямители бывают:
- с крутопадающими внешними характеристиками, для ручной дуговой сварки покрытыми электродами и для автоматической сварки под флюсом;
- с жесткими (пологопадающими) внешними характеристиками для механизированной сварки плавящимся электродом в защитных газах и без защиты дуги;
- с универсальными внешними характеристиками: крутопадающими и жесткими (пологопадающими) для всех видов сварки.
Многопостовые выпрямители также предназначены для ручной дуговой механизированной или автоматической сварки, либо имеют универсальное назначение.
Сварочные выпрямители состоят из следующих основных узлов: силового трансформатора, выпрямительного блока из полупроводниковых вентилей, собранных в схему выпрямления, регулирующего устройства, пусковой и защитной аппаратуры. Нормальная работа вентилей возможна только в условиях принудительного воздушного охлаждения и их защиты от перегрузок по силе тока и напряжению.
Часто в комплект выпрямителя входит стабилизирующий дроссель, предназначенный для сглаживания пульсаций и обеспечения нормального переноса расплавленного электродного металла в сварочную ванну с минимальным разбрызгиванием.
Выпрямители различаются по способу регулирования силы тока или напряжения и по конструктивному исполнению.
Для ручной сварки наибольшее распространение получили выпрямители с механическим регулированием, силовой трансформатор которых выполнен по схеме с подвижными катушками (типа ВД). Для механизированной сварки в углекислом газе выпускаются выпрямители, регулируемые изменением коэффициента трансформации силового трансформатора (типа ВС), методом магнитной коммутации (типа ВСЖ), дросселем насыщения (тина ВГД), тиристорами. Универсальные выпрямители имеют тиристорное регулирование.
Выпрямители на малые и средние токи (до 315 А) выполняются по шестифазной мостовой схеме, на средние токи (до 500 А) - по шестифазной схеме с уравнительным реактором, на большие токи (1000 А и более) - по шестифазной кольцевой схеме выпрямления. В качестве полупроводниковых вентилей используются кремниевые диоды и тиристоры.
В зависимости от вида помещений выпрямители имеют 3-ю и 4-ю категории размещения. Выпрямители 3-й категории размещения предназначены для работы в сырых неотапливаемых помещениях при температуре минус 40 °С - плюс 40 °С, выпрямители 4-й категории размещения - в отапливаемых помещениях с колебаниями температуры + 1 °С - +45 С.
Все требования к выпрямителям для ручной дуговой сварки изложены в ГОСТ 13821-77*Е, технические характеристики которых приведены в табл. 16.
Наиболее часто применяются выпрямители ВД-201, ВД-301, ВД-306, ВД-401 с механическим регулированием, базовым узлом которых является трехфазный силовой трансформатор с повышенным магнитным рассеянием и подвижными катушками.
Технические характеристики выпрямителей для механизированной сварки в углекислом газе приведены в табл. 17, 18. Выпрямители имеют пологопадающие (жестокие), внешние характеристики, что обеспечивает не только устойчивость сварочного процесса, но и минимальное разбрызгивание металла.
Универсальные выпрямители обеспечивают устойчивое горение дуги и стабильный режим при ручной и механизированной (в защитных газах и под флюсом) сварке. Внешние характеристики таких выпрямителей при ручной и сварке под флюсом имеют падающую форму, при сварке в защитных газах - жесткую или пологопадающую. Выпрямительный блок универсальных выпрямителей состоит из тиристоров. Электрические схемы выпрямителей предусматривают их быстрое переключение с одного вида внешних характеристик на другой. Выпрямители обеспечивают плавное и дистанционное регулирование силы сварочного тока и напряжения, а также стабилизируют режим сварки при изменении напряжения питающей сети. Технические характеристики универсальных тиристорных выпрямителей типа ВДУ приведены в табл. 19.
Многопостовые выпрямители предназначены для питания нескольких сварочных дуг одновременно. Их используют там, где сварочные посты расположены на небольшом расстоянии друг от друга.
Для ручной сварки, а также для питания установок при сварке под флюсом разработаны многопостовые сварочные выпрямители ВДМ-1001 и ВДМ-1601, технические характеристики которых приведены в табл. 20.
Выпрямитель ВДМ-1001 обеспечивает питание до семи, а ВДМ-1601 - до девяти сварочных постов ручной дуговой сварки при силе тока каждого из них 315 А.
Подключают сварочные посты от шинопровода выпрямителя через балластные реостаты РБ (набор сопротивлений). При включении сварочной дуги последовательно с балластным реостатом появляется возможность независимо регулировать силу сварочного тока каждого отдельного поста. Одновременно сварочный пост приобретает необходимую при ручной сварке крутопадающую внешнюю характеристику.
Балластные реостаты рассчитаны на силу тока 200, 315 и 500 А. Реостаты позволяют ступенчато регулировать силу сварочного тока через каждые 6-10 А. Техническая характеристика балластного реостата РБ-302 приведена в табл. 21.
К источникам постоянного тока также относятся сварочные генераторы, которые, как правило, имеют привод от электродвигателя или от двигателя внутреннего сгорания и бывают однопостовыми и многопостовыми. Существующие однопостовые генераторы в зависимости от схемы соединения их обмоток разделяются на три основные группы:
- с независимым питанием намагничивающей обмотки и последовательной размагничивающей обмоткой (рис. 27, а);
- с питанием намагничивающей обмотки от дополнительной щетки (с самовозбуждением) и последовательной размагничивающей или подмагничивающей обмоткой (рис. 27, б);
- с расщепленными полюсами и самовозбуждением (рис. 27, г).
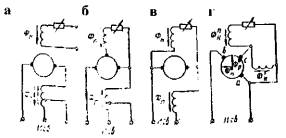
Рис. 27. Принципиальные схемы сварочных генераторов
Технические характеристики сварочных преобразователей применяемых в промышленности и строительстве приведены в табл. 22 и 23.
Таблица 22
|
Характеристики |
ПСО-300-2У2 |
ПСО-315М |
ПД-502-1У2 |
ПД-305У2 |
ПСТ-500-1 УЗ |
|
Генератор |
ГСО-300-2 |
ГСО-300М |
ГД-502 |
ГД-317 |
ГСГ-500-1 |
|
Номинальная сила тока, А |
315 |
315 |
500 |
315 |
500 |
|
Номинальный режим работы ПН, % |
60 |
60 |
60 |
60 |
60 |
|
Напряжение холостого хода. В, не более |
90 |
90 |
90 |
85 |
40 |
|
Номинальное напряжение, В |
30 |
32 |
42 |
32 |
40 |
|
Пределы регулирования силы тока, А |
115...315 |
100...315 |
75...500 |
45...350 |
60... 500 |
|
Внешняя характеристика |
Круто падающая |
Жесткая |
|||
|
Двигатель |
АВ160А4 У2 |
АВ2-62-2СХУ1 |
АВ2-71-2СУ2 |
АВ2-51-2В |
АВ2-71-2С |
|
Частота вращения, с-1 |
25 |
50 |
50 |
50 |
50 |
|
Напряжение питающей сети, В |
220, 390 |
380 |
220, 380 |
220, 380 |
220, 380 |
|
Мощность, кВт |
15 |
17 |
30 |
10,4 |
30 |
|
Размеры, мм: |
|
|
|
|
|
|
длина |
1030 |
1225 |
1010 |
1200 |
1050 |
|
ширина |
590 |
485 |
650 |
537 |
620 |
|
высота |
830 |
780 |
935 |
845 |
890 |
|
Масса, кг |
435 |
393 |
480 |
280 |
500 |
Таблица 23
|
Характеристики |
АСБ-300-7 |
АДБ-309 |
АДБ-311 |
АСБ-300М |
АДБ-2502 |
АДБ-318 |
АДБ-3120 |
ПАС-400-VI, ПАС-400-VIII |
|
Относительная продолжительность нагрузки ПН, % |
60 (315А) 100 (240А) |
35 (350А) 60 (315 А) 100 (240А) |
60 (315 А) 100 (240А) |
35 (300А) 60 (250А) |
100 (250А) |
35(350А) 60(315А) 100(240А) |
60 |
|
|
Пределы регулирования силы сварочного тока, В |
45...315 |
15...350 |
15...315 |
45...300 |
40...300 |
45...350 |
15...350 |
120... 500 |
|
Рабочее напряжение при номинальном сварном токе, В |
32 |
32 |
32 |
30 |
30 |
32 |
32 |
40 |
|
Сварочный генератор |
ГСО-300-5 |
ГД-303 |
ГД-305 |
ГСО-300М |
- |
ГД-312 |
ГД-314 |
СГП-3-У1 |
|
Двигатель |
ЗМЗ-320-01 |
АБ8М (Москвич-408) |
- |
ЗМЗ-320-01 |
ЗИЛ-164 |
|||
|
Частота вращения, с-1 |
33 |
33 |
25 |
50 |
- |
33 |
33 |
27 |
|
Вместимость топливного бака, л |
60 |
66 |
66 |
35 |
- |
66 |
66 |
50 |
|
Расход топлива при номинальном режиме работы, кг/ч |
5,1 |
5,1 |
4,3 |
5,5 |
- |
4,4 |
4,4 |
11,0 |
|
Размеры, мм: |
|
|
|
|
|
|
|
|
|
длина |
1130 с-1 |
1892 |
1890 |
1680 |
1550 |
1890 |
1900 |
2700 |
|
ширина |
850 |
880 |
880 |
870 |
950 |
880 |
900 |
900 |
|
высота |
1165 |
1200 |
1200 |
1080 |
1120 |
1200 |
1200 |
1500 |
|
Масса незаправленного агрегата (без комплектации), кг |
635 |
750 |
800 |
550 |
480 |
710 |
690 |
1990 |
ЭКСПЛУАТАЦИЯ ИСТОЧНИКОВ ПИТАНИЯ
Эксплуатация источников питания предусматривает правильный уход и обслуживание гарантирующее источникам питания длительный срок их работы, хорошее качество сварки и уменьшение затрат на ремонт. Основные правила по уходу и обслуживанию проводятся в соответствующих технических описаниях и инструкциях по эксплуатации, прилагаемых к каждому источнику питания. В настоящем разделе приводятся только наиболее общие рекомендации.
При эксплуатации источников питания необходимо:
- ежедневно осматривать его для выявления случайных повреждений и проверять состояние и надежность соединения всех контактов в сварочной и заземляющей цепях;
- периодически один раз в месяц очищать источник питания от грязи и пыли продувкой сухим сжатым воздухом или протиркой чистой ветошью и контролировать состояние и надежность контактных соединений силовых обмоток и цепей управления источника;
- периодически один раз в три месяца проверять сопротивление изоляции и состояние контактов пускорегулирующей аппаратуры.
При эксплуатации преобразователей и агрегатов с генераторами дополнительно следует:
- проверять состояние коллектора: протирать коллектор раз в неделю мягкой тряпкой, смоченной в бензине; при появлении следов нагара на коллекторе надо найти и устранить причину его появления и затем прошлифовать коллектор стеклянной шкуркой; при длительной эксплуатации пластины коллектора изнашиваются сильнее, чем слюдяные прокладки между ними, что приводит к появлению сильного искрения под щетками и ухудшению работы генератора. Для устранения указанной неисправности коллектор необходимо продорожить;
- контролировать состояние щеток: они должны свободно (но без зазоров) передвигаться в щеткодержателях и быть пришлифованы к коллектору по всей поверхности; щетки, расположенные в одном ряду, должны одновременно сбегать с коллекторной пластины и также набегать на следующую пластину; раз в неделю проверять величину нажатия щеток на коллектор - разница в величине нажатия должна быть не более 15 %; на одном коллекторе нельзя использовать щетки разных марок;
- периодически 1 или 2 раза в год промывать и смазывать подшипники.
ОБОРУДОВАНИЕ ДЛЯ РУЧНОЙ И МЕХАНИЗИРОВАННОЙ СВАРКИ
ОБОРУДОВАНИЕ ДЛЯ РУЧНОЙ СВАРКИ
В состав поста ручной дуговой сварки входят источник питания (трансформатор, выпрямитель и т.п.), электрододержатель и сварочные кабели.
Электрододержатели должны обеспечивать надежное закрепление покрытых электродов в одной плоскости и не менее, чем в двух положениях (перпендикулярно и под углом не менее 115° к оси электрододержателя) и выдерживать без ремонта 8000 зажимов. Время смены электрода не должно превышать 4 с.
По конструктивному исполнению электрододержатели бывают пассатижные (ЭП и ЭД), рычажные (ЭР), защелочные (ЭДС и ЭУ) и винтовые (ЭВ).
Для подвода тока к электрододержателю и изделию от источника тока применяются гибкие кабели марок РГД, РГДО и РГДВ по ГОСТ 6731-77*Е.
Длина гибкого кабеля, к которому присоединен электрододержатель обычно равна 2-3 м, остальная его часть может заменяться кабелями марок КРПГН, КРПСН по ГОСТ 13497-77*Е (табл. 24).
Таблица 24
|
Марка |
Элементы |
Номинальное сечение основных жил, мм2 |
Область применения |
|
РГД |
Медная токопроводящая жила, резиновая изоляция и резиновая оболочка |
16...150 |
Для дуговой сварки в монтажных условиях |
|
РГДО |
Медная токопроводящая жила, резиновая изоляция, обладающая защитными свойствами |
16...70 |
Для дуговой сварки в стационарных условиях (цеха, участка) |
|
РГДВ |
Основная медная токопроводящая, изолированные медные жилы, резиновая изоляция, обладающая защитными свойствами |
25...150 |
Для дуговой сварки в стационарных условиях, для дистанционного регулирования процесса сварки |
|
КРПСН |
Медные токопроводящие жилы, резиновая изоляция с профилированным сердечником в резиновой маслостойкой оболочке, не распространяющей горение |
4...50 |
Для дуговой сварки в монтажных условиях |
|
КРПТН КРПГН |
Медные токоведущие жилы. Резиновая изоляция, резиновая маслостойкая оболочка |
25...120 |
Для дуговой сварки в монтажных условиях |
В условиях строительных и монтажных площадок длина сварочных кабелей может достигать 40-50 м. При большей длине кабелей наблюдается значительное падение напряжения, что отрицательно сказывается на качестве сварки. В этих случаях сварочные кабели проверяют на падение напряжения DU по формуле
![]()
где J - сила сварочного тока, А;
r - удельное сопротивление металла кабелей;
Lk - длина кабеля, см;
S - поперечное сечение кабеля, мм2.
Допустимым считается падение напряжения до 4 В. Если при расчете выясняется, что в сварочных кабелях напряжение падает на величину, превышающую допустимую, сечение сварочных кабелей следует увеличить или приблизить к месту сварки источник питания.
Кабель, соединяющий свариваемые изделия с источником питания, может быть более жестким и менее дорогим, например ПРН.
Сечение сварочных кабелей необходимо выбирать в зависимости от тока дуги и допустимых нагрузок (табл. 25). Следует помнить, что сечение обратного кабеля должно соответствовать сечению основного сварочного кабеля.
Таблица 25
|
Сечение жилы, мм2 |
Нагрузка на кабель, А |
|||
|
одножильный |
двужильный |
|||
|
длительная |
повторная кратковременная |
длительная |
повторная кратковременная |
|
|
|
Температура воздуха +25 °С |
|||
|
10 |
90 |
125 |
150 |
208 |
|
16 |
120 |
167 |
190 |
264 |
|
25 |
160 |
222 |
250 |
348 |
|
35 |
190 |
264 |
300 |
416 |
|
50 |
235 |
327 |
370 |
514 |
|
70 |
290 |
404 |
460 |
654 |
|
95 |
354 |
492 |
- |
- |
|
120 |
414 |
575 |
- |
- |
|
|
Температура воздуха -5 С |
|||
|
10 |
119 |
165 |
198 |
275 |
|
16 |
158 |
220 |
251 |
460 |
|
25 |
211 |
293 |
330 |
460 |
|
35 |
251 |
349 |
396 |
550 |
|
50 |
310 |
431 |
489 |
679 |
|
70 |
383 |
533 |
620 |
863 |
|
95 |
467 |
650 |
|
- |
|
120 |
546 |
760 |
- |
- |
|
|
Температура воздуха +40 С |
|||
|
10 |
71 |
99 |
118 |
164 |
|
16 |
95 |
132 |
150 |
208 |
|
25 |
126 |
175 |
195 |
275 |
|
35 |
160 |
208 |
237 |
329 |
|
50 |
186 |
258 |
292 |
405 |
|
70 |
229 |
319 |
371 |
515 |
|
95 |
280 |
382 |
- |
- |
|
120 |
327 |
453 |
|
- |
Для разъемного сечения отрезков сварочных кабелей между собой применяют соединительные муфты МС-2, МСБ-2, М-315, М-500 и др.
Неразъемно кабели соединяют с помощью специального соединителя ССП-2, который состоит из токоподвода, покрытого изоляционным материалом, и винтов сжимающих сварочный кабель. Работать с соединительными муфтами и соединителями можно при температуре окружающей среды минус 40 - плюс 50 °С.
Подключают сварочные кабели к источнику питания медными кабельными наконечниками. Обратный кабель к заземляемому изделию присоединяют клеммами заземления. Промышленностью изготавливаются наборы инструментов ЭНИ-300 и ЭНИ-300/1. В каждый такой комплект входит: электрододержатель с запасными частями, соединительная муфта, клемма заземления, щетка-зубило, отвертка с диэлектрической ручкой, две диэлектрические ручки, плоскогубцы комбинированные (ГОСТ 5547-86Е), ключ гаечный разводной (ГОСТ 7275-75*Е), клеймо сварщика, молоток (ГОСТ 2310-77*Е), два защитных светофильтра, стекло покровное для щитка или маски сварщика, отрезок кабеля марки РГД длиной 3 м. Набор размещается в металлическом ящике (415´290´80 мм) массой 7-8 кг.
На рабочем месте сварщик должен иметь дополнительный инструмент: стальную щетку для зачистки кромок изделия перед сваркой и удаления с поверхности шва остатков шлака, молоток-шлакоотделитель для удаления шлаковой корки, брызги для проковки швов, зубило, набор шаблонов для контроля размеров швов, личное клеймо, метр, стальную линейку и угольник. Иногда рабочий сварщик имеет на своем рабочем месте шлифовальную машинку с набором абразивных кругов и металлических щеток.
Инструменты и электроды хранятся в специальных ящиках, сумках и пеналах.
Для сушки и хранения сварочных электродов на рабочем месте служат специальные пеналы, подключаемые к сварочному источнику тока. Необходимая температура в пеналах (100-110 °С) обеспечивается прикосновением на 40-60 с электрододержателя к выводной клемме пенала, что замыкает спираль подогрева в его внутренней полости. Температура в пенале сохраняется 1,0-1,5 ч.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ
Механизированная сварка осуществляется сварочными полуавтоматами, обеспечивающими автоматическую подачу электродной проволоки и других сварочных материалов в зону плавления. При этом перемещение дуги вдоль свариваемого изделия осуществляется сварщиком вручную. Полуавтоматы для сварки изготавливаются в соответствии с ГОСТ 18130-79*Е (табл. 26) и имеют следующие обозначения: вида изделия (ПД); способа защиты зоны дуги (Г - для сварки в среде активных защитных газов; И - в среде инертных защитных газов; У - в среде активных и инертных защитных газов; О - открытой дугой; Ф - под флюсом); номинальный сварочный ток в сотнях ампер; номер модификации; вид климатического исполнения и размещения соответственно по ГОСТ 15150-69* и ГОСТ 15543-70*; напряжение питающей сети в вольтах; технических условий на оборудование.
Таблица 26
|
Полуавтоматы |
Наименьшая сила сварочного тока, А |
Диаметр электродной проволоки, мм |
Скорость подачи электродной проволоки, м/ч |
Размеры (длина´ширина´ высота), мм |
Масса подающего устройства, кг |
Источник тока |
|
ПШ 125 |
125 |
0,8...1,2 |
90...350 |
364´290´130 |
10 |
ВЖ-2П |
|
А1234 |
200 |
0,8...1,2 |
90...350 |
364´290´130 |
1,0 |
ВЖ-211 |
|
А547УМ |
315 |
0,8...1,4 |
160...650 |
350´118´245 |
6,25 |
ВС-300 |
|
НДГ-30-1 |
315 |
0,8...1,2 |
160...960 |
450´275´240 |
8 |
ВДГ-301 |
|
ПДИ-303 |
315 |
1,2...2,0 |
720 |
953´1045´748 |
13 |
ВДГИ-301 |
|
ПДГ-303 |
315 |
0,8...1,4 |
120..1200 |
362´248´153 |
12.5 |
ВДГ-302 |
|
ПДГ-307УЗ |
315 |
0,8...1,4 |
160...960 |
380´290´160 |
13 |
ВДГ-302 |
|
ПДГ-308 |
315 |
1,2...1,6 |
120...1200 |
765´525´865 |
65 |
ВДГ-302 |
|
ПДГ-304-1 |
315 |
0,8...2,0 |
100...960 |
380´330´100 |
5 |
ВДГ-301 |
|
А825М |
315 |
0,8...1,2 |
120...620 |
305´175´245 |
11 |
ВСЖ-303 |
|
А929(ПШ-118) |
315 |
1,2...2,0 |
120...620 |
305´175´245 |
11 |
ПСГ-500 |
|
А1230МУ4 |
315 |
0,8...1,2 |
140...670 |
290´130´364 |
11 |
ВДГ-302 |
|
«Спутник-2» |
200 |
0,8...1,0 |
200...600 |
265´170´75 |
3,5 |
- |
|
ПРМ-4 |
400 |
0,8...2,0 |
- |
- |
16 |
ВДГ-302 |
|
ПДГ-312 |
315 |
1,0...1,4 |
120...960 |
- |
12 |
ВДГ-303 |
|
ПДГИ-303 |
315 |
1,2...2,0 |
72...960 |
700´1020´950 |
13 |
ВДГИ-301 |
|
А1114М |
350 |
1,6...2,0 |
114...128 |
364´290´130 |
11 |
ПСГ-500 |
|
А1660 |
400 |
1,2...2,0 |
100...1000 |
500´330´350 |
42 |
АСУМ-400 |
|
ПДГ-502, ПДГ-503 |
500 |
1,2...2,0 |
120..1200 |
470´296´260 |
13 |
ВДУ-504-1 |
|
А537Р, А537У |
500 |
1,6...2,0 |
80...590 |
330´280´325 |
25 |
ПСГ-500-1 |
|
ПДГ 515 |
500 |
1,2...2,0 |
120...960 |
805´605´1050 |
12 |
ВДУ506 |
|
ПДГ 516 |
500 |
1,2...2,0 |
120...960 |
1275´816´940 |
18 |
ВДУ-505 |
|
А1197С |
500 |
1,6...2,0 |
92...920 |
960´660´560 |
35 |
ВДУ-504 |
|
А765 |
500 |
2,0...3,5 |
72...720 |
760´500´550 |
16,5 |
ПСГ-500-1 |
|
ПШ 112 |
500 |
1,6...3.2 |
- |
1135´495´360 |
23 |
- |
|
А1530 |
500 |
1,6...3,2 |
200... 1000 |
550´310´235 |
20 |
ВС-600 ВДУ-601 |
|
А 1750 |
500 |
1,2...2.0 |
- |
685´280´335 |
12,5 |
- |
|
ПДФ-502 (ПШ 116) |
500 |
1,2...2,5 |
- |
904´660´434 |
26,5 |
ВДГ-601 |
|
А1503П (ПДГ-603) |
630 |
1,2...3,0 |
120...960 |
960´660´560 |
25,5 |
ВДГ-601 |
|
А1631Р |
500 |
0,8...2,0 |
120... 1200 |
340´150´450 |
20 |
ВС-500М, ВДУ-500-1 |
|
ПШ 109 |
315 |
1,2...2,0 |
120...720 |
728´300´335 |
15 |
ГИ-ИДС-1 |
Сварочные полуавтоматы классифицируют по способу защиты дуги (в среде защитных газов, под флюсом, без дополнительной защиты, универсальные); по типу электродной проволоки (сплошного сечения, порошковой или одновременно для проволок сплошного сечения и для порошковых проволок); по способу регулирования скорости подачи электродной проволоки (с плавным, ступенчатым или смешанным); по компоновке: однокорпусные (механизм подачи встроен в корпус источника питания) или с вынесенным подающим механизмом; по транспортабельности (стационарные или с переносным механизмом подачи).
Широкое распространение получили полуавтоматы для дуговой сварки комплектуемые из универсальных агрегатных элементов (рис. 28).
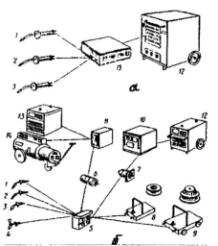
Рис. 28. Составные элементы агрегатирования полуавтоматов:
а - на токи до 315 А; б - на токи до 500 А; 1-4 - горелки различных типов; 5 -
падающий механизм; 6 - электродвигатель переменного тока (нерегулируемый
асинхронный); 7 - электродвигатель постоянного тока (регулируемый); 8 -
кронштейн с катушкой для проволоки; 9 - тележка с фигуркой для проволоки; 10 -
блок управления регулируемым двигателем; 11 - блок управления нерегулируемым
электродвигателем; 12-14 - источники питания дуги; 15 - ящик (чемодан) с
механизмом подачи, катушкой и газовым клапаном
Замена бесконечного количества элементов разнообразной конструкции ограниченным их числом резко снижает затраты на разработку, изготовление и эксплуатацию сварочного оборудования, значительно упрощает ремонт, так как после разборки вышедшие из строя модули легко заменяются. Кроме того, при необходимости разобранные модули могут повторно и многократно использоваться при изготовлении или модернизации другого оборудования.
Сварочный полуавтомат (рис. 29) состоит из горелки со шлангом, механизма подачи электродной проволоки; кассеты для электродной проволоки; шкафа управления; проводов сварочной цепи и цепей управления; аппаратуры для регулирования и измерения параметров газа и шлангов для газа и источника питания.

Рис. 29. Схема полуавтомата для сварки в защитных газах:
1 - горелка; 2 - шланг; 3 -механизм подачи; 4 - кассета; 5 - блок управления; 6
- провода сварочные; 7 - провода управления; 8 - аппаратура для регулирования и
измерения параметров защитного газа; 9 - шланг для газа; 10 - источник питания
Регулирование скорости перемещения проволоки в зону сварки осуществляется механизмом подачи ступенчато, плавно или комбинированным способом. Широко используются малогабаритные, облегченные, безредукторные (планетарные) и импульсные с пульсирующей подачей проволоки приводы.
Проволока в сварочных полуавтоматах подается с постоянной скоростью. Саморегулирование дуги обеспечивает высокое качество сварных швов. Для сварки в среде защитных и инертных газов применяют специальные расходомеры ротаметры РМ-1, РМ-5, РМ-11, РМ-111, РМА-1 по ГОСТ 13045-81.
Подогреватели газов (рис. 30) применяют при сварке в углекислом газе, а осушители (рис. 31) при сварке в углекислом газе, полученном из пищевой (неосушенной) углекислоты. Подогреватели выполняют в виде электронагревателя-змеевика, по которому пропускается газ. Осушитель газа служит для поглощения влаги и устанавливается на баллоне перед редуктором (табл. 27). Осушитель состоит из корпуса, внутренняя полость которого заполнена поглотителем влаги, в качестве которого используются обезвоженный медный купорос или силикагель марки ШСМ.
Рис. 30. Подогреватель газа:
1 - корпус; 2 - кожух; 3 - трубчатый змеевик; 4 - теплоизоляционное покрытие; 5
- нагревательный элемент; 6 - накидная гайка
Рис. 31. Осушитель газа:
1 - втулка; 2 - гайка; 3 - пружина; 4 - сетчатые шайбы; 5 - фильтры; 6 - шайба
сетчатая; 7 - корпус; 8 - штуцер; 9 - сетка
Таблица 27
|
Редуктор |
Рабочий газ |
Число ступеней |
Давление газа, кПа |
Расход газа наибольший, м3/ч |
Размер (длина ´ ширина ´ высота), мм |
Масса, кг |
|
|
наибольшее |
рабочее |
||||||
|
Г-70 |
Гелий |
2 |
20000 |
100... 700 |
4,2 |
255´235´190 |
3,8 |
|
У-30 |
Углекислый |
2 |
10000 |
100...400 |
1,8 |
485´160´172 |
4,7 |
|
РС-250-58 |
Воздух |
2 |
25000 |
6500 |
5,0 |
200´175´220 |
2,2 |
|
ДВ-70 |
1 |
25000 |
7000 |
7,0 |
215´185´136 |
3,6 |
|
|
ДВП-1-65 |
Водород |
1 |
20000 |
100...1500 |
80 |
195´160´170 |
2,3 |
|
В-50 |
2 |
20000 |
100...540 |
3,0 |
255´235´190 |
3,8 |
|
|
РД-55М |
1 |
15000 |
100...1500 |
100 |
200´130´150 |
2,0 |
|
|
АР-10 |
Аргон |
2 |
20000 |
100...900 |
0,6 |
255´235´190 |
3,8 |
|
АР-40 |
2 |
20000 |
100... |
2,4 |
255´235´190 |
3,8 |
|
|
АР-150 |
2 |
20000 |
100...700 |
9,0 |
255´235´190 |
3,8 |
|
|
А-30 |
Азот |
2 |
20000 |
100...1500 |
1,8 |
255´235´190 |
3,8 |
|
А-90 |
2 |
20000 |
100...3900 |
5,4 |
255´235´190 |
3,8 |
|
|
ДКМ-1-70 |
Кислород |
1 |
20000 |
20...300 |
1,0 |
160´172´195 |
2,3 |
|
ДКП-1-65 |
1 |
20000 |
100...1500 |
60 |
195´160´170 |
2,4 |
|
|
ДСК-66-1 |
1 |
1600 |
500 |
10 |
165´160´150 |
1,85 |
|
|
ДСК-200 |
|
1600 |
1200 |
200 |
135´165´265 |
3,95 |
|
Таблица 28
|
Характеристика |
КН-1,5 |
КН-2,5 |
КН-3,2 |
КН-4,7 |
КШПЭ-40 |
КШПЭ-75 |
|
Диаметр электродной проволоки, мм |
0,8...1,0 |
1,0..1,6 |
1,6...2,0 |
2,0...3,2 |
1,6...2,0 |
1,6...2,0 |
|
Внутренний диаметр направляющего шланга, мм |
|
|
|
|
|
|
|
Сечение токопроводящей жилы, мм2 |
- |
- |
- |
- |
40 |
75 |
|
Число вспомогательных жил |
- |
- |
- |
- |
2 |
3 |
|
Сечение вспомогательных жил, мм2 |
- |
- |
- |
- |
2,5 |
2,5 |
|
Наружный диаметр резины, мм |
9,7 |
10,7 |
13,7 |
15,2 |
21,7 |
25,7 |
|
Масса 1 м, кг |
0,193 |
0,227 |
0,392 |
0,469 |
0,922 |
1,397 |
Посты механизированной сварки плавящимся электродом находят большое применение на монтажных и строительных участках, позволяя существенно повышать производительность труда и качество сварных соединений.
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ
Углеродистыми конструкционными называют стали, содержащие 0,1-0,7 % С. Углерод определяет прочность этой группы сталей. В углеродистых сталях присутствует также некоторое количество так называемых постоянных примесей, попадающих в металл или специально вводимых в него в процессе производства стали. Обычно количество постоянных примесей в углеродистых сталях не превышает (по верхнему пределу) 0,8 % Mn, 0,35 % Si, 0,04 % Р, 0,05 % S, 0,05 % O2. К постоянным примесям относят также некоторое остаточное содержание водорода и азота.
Помимо постоянных примесей в металле могут находиться в небольшом количестве случайные примеси, попадающие в сталь из шихтовых материалов. Содержание этих элементов обычно не превышает 0,3 % Cu, 0,08 % АS, 0,3 % Сr, 0,3 % Ni.
Углеродистые конструкционные стали классифицируют по способу изготовления, по качеству и степени раскисленности стали. В сварочной технике их классифицируют также и по содержанию углерода.
Углеродистая конструкционная сталь обыкновенного качества поставляется по ГОСТ 380-71 и другим стандартам (ГОСТ 5521-67 на сталь для судостроения, ГОСТ 5520-69 на сталь для мостостроения). Углеродистая стать обыкновенного качества, поставляемая в соответствии с ГОСТ 380-71, подразделяется на три группы: А - поставляемую по механическим свойствам, Б - поставляемую по химическому составу и В - поставляемую по механическим свойствам и химическому составу.
Углеродистая конструкционная качественная сталь поставляется по ГОСТ 1050-60 и отдельным стандартам, разработанным на основе этого стандарта. К этой же группе условно отнесены стали с повышенным содержанием марганца, микролегированные бором (в пределах 0,006 %), и сталь марки С (для судостроения) по ГОСТ 5521-67. Механические свойства сталей установлены в зависимости от характера термообработки.
Углеродистую конструкционную сталь применяют для изготовления сварных конструкций в основном в состоянии поставки и в меньшем объеме после термообработки. Термическое улучшение является весьма эффективным способом повышения прочности стали без снижения пластичности. Поэтому ожидается увеличение объема использования для сварных конструкций стали в таком состоянии. Данные о составе и свойствах некоторых низкоуглеродистых конструкционных сталей, широко применяемых для изготовления сварных конструкций в виде листов и фасонного проката приведены в табл. 29, 30, 31. Наибольший объем сварки углеродистых сталей в строительстве и на монтаже выполняется вручную электродами.
Таблица 29
|
ГОСТ |
Марка |
С |
Mn |
Si |
P |
S |
Сr |
Ni |
Cu |
AS |
|
|
стали |
|
|
|
не более |
|||||
|
|
БСт2кп ВСт2кп |
0,09-0,15 |
0,25-0,50 |
£0,07 |
0,04 |
0,05 |
0,30 |
0,30 |
0,30 |
0,08 |
|
|
БСт2пс ВСт2пс |
0,09-0,15 |
0,25-0,50 |
0,05-0,17 |
0,04 |
0,05 |
0,30 |
0,30 |
0,30 |
0,08 |
|
|
БСт2сп ВСт2сп |
0,09-0,15 |
0,25-0,50 |
0,12-0,30 |
0,04 |
0,05 |
0,30 |
0,30 |
0,30 |
0,08 |
|
380-71 |
БСт3кп ВСт3кп |
0,14-0,22 |
0,30-0,60 |
£0,07 |
0,04 |
0,05 |
0,30 |
0,30 |
0,30 |
0,08 |
|
|
БСг3пс ВСт3пс |
0,14-0,22 |
0,40-0,65 |
0,05-0,17 |
0,04 |
0,05 |
0,30 |
0,30 |
0,30 |
0,08 |
|
|
БСт3сп ВСт3сп |
0,14-0,22 |
0,40-0,65 |
0,12-0,30 |
0,04 |
0,05 |
0,30 |
0,30 |
0,30 |
0,08 |
|
|
БСт3Гпс ВСт3Гпс |
0,14-0,22 |
0,80-1,10 |
£0,15 |
0,04 |
0,05 |
0,30 |
0,30 |
0,30 |
0,08 |
|
5521-67 |
С |
0,14-0,20 |
0,50-0,80 |
0,12-0,35 |
0,04 |
0,04 |
0,30 |
0,30 |
0,30 |
- |
|
1050-60 |
15Г |
0,12-0,19 |
0,70-1,00 |
0,17-0,37 |
0,04 |
0,04 |
0,25 |
0,25 |
- |
- |
|
|
20Г |
0,17-0,24 |
0,70-1,00 |
0,17-0,37 |
0,04 |
0,04 |
0,25 |
0,25 |
- |
- |
Примечание. Для сталей группы В, выпускаемых по ГОСТ 380-71, не допускается превышение углерода в готовом прокате по сравнению с верхним пределом марочного состава. Для стали марки С по ГОСТ 5521-67 и сталей по ГОСТ 1050-60 превышение углерода в готовом прокате допускается на 0,01 %. Допускаемые отклонения плавочного состава и состава металла готового проката указаны в соответствующих ГОСТах.
Таблица 30
|
ГОСТ |
Марка стали |
dв, кгс/мм2 |
dТ, кгс/мм2, для толщин, мм |
d, кгс/мм2, для толщин, мм |
|||||
|
£20 |
20-40 |
40-100 |
свыше 100 |
£20 |
20-40 |
свыше 40 |
|||
|
не менее |
|||||||||
|
380-71 |
ВСт2кп |
33-42 |
22 |
21 |
20 |
19 |
33 |
32 |
30 |
|
ВСт2пс ВСт2сп |
34-44 |
23 |
22 |
21 |
20 |
32 |
31 |
29 |
|
|
ВСт3кп |
37-47 |
24 |
23 |
22 |
20 |
27 |
26 |
24 |
|
|
ВСт3пс ВСт3сп |
38-49 |
25 |
24 |
23 |
21 |
26 |
25 |
23 |
|
|
ВСт3Гпс |
38-50 |
25 |
24 |
23 |
21 |
26 |
25 |
23 |
|
|
5521-67 |
С горячекатаная или нормализованная |
41-50 |
24 |
- |
- |
- |
24 |
- |
- |
|
1050-60 |
15Г нормализованная |
для толщины до 80 мм |
|||||||
|
42 |
25 |
26 |
|||||||
|
20Г нормализованная |
46 |
28 |
24 |
||||||
Таблица 31
|
ГОСТ |
Марка стали |
Вил проката |
Расположение образца относительно проката |
Толщина, мм |
aн, кгс×м/см2, не менее |
||
|
при температуре °С |
после механического старения |
||||||
|
+20 |
-20 |
||||||
|
380-71 |
ВСт3пс |
Листовая сталь |
Поперек |
5-9 |
8 |
4 |
4 |
|
10-25 |
7 |
3 |
3 |
||||
|
26-40 |
5 |
- |
- |
||||
|
Широкополосная сталь |
Вдоль |
5-9 |
10 |
5 |
5 |
||
|
10-25 |
8 |
3 |
3 |
||||
|
26-40 |
7 |
- |
- |
||||
|
ВСт3сп |
Сортовой и фасонный прокат |
- « - |
5-9 |
10 |
5 |
5 |
|
|
10-25 |
9 |
3 |
3 |
||||
|
26-40 |
7 |
- |
- |
||||
|
ВтГпсС |
Листовая сталь |
Поперек |
5-9 |
8 |
4 |
4 |
|
|
10-30 |
7 |
3 |
3 |
||||
|
31-40 |
5 |
- |
- |
||||
|
380-71 |
ВтГпсС |
Широкополосная сталь |
Вдоль |
5-9 |
10 |
5 |
5 |
|
10-30 |
8 |
3 |
3 |
||||
|
31-40 |
7 |
- |
- |
||||
|
Сортовой и фасонный прокат |
- « - |
5-9 |
11 |
5 |
5 |
||
|
10-30 |
10 |
3 |
3 |
||||
|
31-40 |
9 |
- |
- |
||||
|
5521-67 |
С горячекатаная или нормализованная |
Листовая и фасонная сталь |
Поперек |
16-20 |
- |
- |
- |
РУЧНАЯ ДУГОВАЯ СВАРКА
Ручной дуговой называют сварку штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную.
При ручной дуговой сварке сталей преимущественное применение имеют плавящиеся металлические покрытые электроды (табл. 32).
Основной объем работ при ручной дуговой сварке выполняется электродами диаметром 3-6 мм при токе 120-350 А и напряжении дуги 18-30 В. Ручной дуговой сваркой можно выполнять швы различного вида, назначения и во всех пространственных положениях.
При дуговой сварке штучными электродами металл шва формируется за счет электродного металла и этим определяется производительность процесса. Характеристики электродов общего назначения для сварки низкоуглеродистых и низколегированных сталей приведены в табл. 32.
Таблица 32
|
Тип электрода |
Марка электрода |
Марка сварочной проволоки по ГОСТ 2246-70* |
Ток и полярность |
Положение сварки |
Коэффициент наплавки, г/(А×ч) |
Режим прокалки |
||
|
температура, °С |
Время, мин |
|||||||
|
Углеродистые и низколегированные стали (тип электрода по ГОСТ 9467-75) |
||||||||
|
Э42 |
АНО-5 |
Св-08, Св-08А |
Постоянный и переменный |
Все положения |
11 |
180-200 |
60 |
|
|
АНО-6 |
То же |
То же |
То же |
8,5 |
180-200 |
60 |
||
|
АНО-1 |
- « - |
- « - |
Нижнее |
15 |
180-200 |
60 |
||
|
Э42 |
ОМА-2 |
- « - |
- « - |
Все положения |
10 |
100 |
60 |
|
|
ВСП-1 |
- « - |
- « - |
То же |
10 |
100 |
60 |
||
|
ВСП-2 |
- « - |
Постоянный |
- « - |
10,5 |
100-110 |
60-90 |
||
|
ВСЦ-4 |
- « - |
Постоянный, на электроде (+) |
- « - |
10 |
100-110 |
60 |
||
|
Э42А |
УОНИ-13/45 |
- « - |
То же |
- « - |
8,5 |
350-370 |
60 |
|
|
СМ-11 |
- « - |
Постоянный и переменный |
- « - |
9,5 |
300-350 |
60 |
||
|
УП-1/45 |
- « - |
То же |
- « - |
10 |
350-370 |
60 |
||
|
УП-2/45 |
- « - |
- « - |
- « - |
10 |
300-350 |
60 |
||
|
ОЗС-2 |
Св-08, Св-08А |
Постоянный, на электроде (+) |
Все положения |
8,5 |
250-300 |
60 |
||
|
Э46 |
АНО-3 |
То же |
Постоянный, переменный |
- « - |
8,5 |
190-200 |
40 |
|
|
АНО-4 |
- « - |
То же |
- « - |
8,3 |
190-200 |
40 |
||
|
МР-3 |
- « - |
- « - |
- « - |
7,8 |
170-200 |
90 |
||
|
ОЗС-4 |
- « - |
- « - |
- « |
8,5 |
100-120 |
60 |
||
|
ОЗС-6 |
- «- |
- « - |
- « - |
10,5 |
150-180 |
60 |
||
|
РБУ-4 |
- « - |
- « - |
- « - |
7,8 |
200 |
90-120 |
||
|
РБУ-5 |
- « - |
- « - |
- « - |
9 |
200 |
90-120 |
||
|
ЗРС-2 |
- « - |
- « - |
- « - |
10,5 |
150 |
90 |
||
|
ОЗС-3 |
- « - |
- « - |
Нижнее |
15 |
150-180 |
60 |
||
|
ЗРС-1 |
- « - |
« |
-«- |
14 |
150 |
60 |
||
|
ОЗС-9 |
- « - |
- « - |
Все положения |
6,5-7,5 |
120-160 |
60 |
||
|
ОЗС-12 |
- « - |
-« |
То же |
8-8,5 |
120-160 |
60 |
||
|
Э46А |
Э138/ 45 Н |
- « - |
Постоянный, на электроде |
- « - |
8,5 |
330-350 |
30 |
|
|
Э50 |
ВСЦ-3 |
Св-08, Св-08А |
Постоянный |
- « - |
9,5-13 |
100-110 |
90-120 |
|
|
ВСН-3 |
То же |
Постоянный, на электроде (+) |
- « - |
9 |
300 |
60 |
||
|
Э50А |
УОНИ-13/55 |
- « - |
То же |
- « - |
9 |
350 |
60 |
|
|
ДСК-50 |
- « - |
Постоянный и перемененный |
- «- |
10 |
350-370 |
60 |
||
|
СК2-50 |
- « - |
То же |
- « - |
9,5 |
350-360 |
60 |
||
|
УП-1\55 |
Св-08, Св-08А |
Постоянный и перемененный |
Все положения |
10 |
350 |
30 |
||
|
АНО-11 |
- « - |
- « - |
- « - |
10 |
350 |
60 |
||
|
Э138/ 5011 |
- « - |
Постоянный, на электроде (+) |
- « - |
9 |
320-380 |
60 |
||
|
АНО-10 |
- « - |
Постоянный и переменный |
Нижнее, вертикальное |
12 |
350-400 |
60 |
||
|
Э55 |
УОНИ-13/55У |
- « - |
Постоянный, на электроде (+) и переменный |
Горизонтальные и вертикальные стыки арматуры ванным способом |
9,5 |
300-350 |
60 |
|
|
Э60А |
УОНИ-13/65 |
-« - |
Постоянный, на электроде (+) |
Все положения |
9 |
400 |
60 |
|
|
Э70 |
ЛКЗ-70 |
Св-08, Св-08А |
Постоянный, на электроде (+) |
Нижнее |
9,5 |
320-350 |
60 |
|
|
АНП-2 |
То же |
То же |
Все положения |
9 |
420-450 |
120 |
||
|
Э38 |
УОНИ-13/85 |
- « - |
- « - |
То же |
9,5 |
370 |
60 |
|
|
УОНИ-13/85У |
Св-08, Св-08А |
Постоянный и переменный |
Все положения стыков рельсов и стержней арматуры ванным способом |
10 |
300-350 |
60 |
||
Возбуждение и поддержание горения дуги осуществляют кратковременным замыканием сварочной цепи, для чего сварщик прикасается к свариваемому металлу концом электрода и быстро отводит его на расстояние 2-4 мм. В этот момент возникает электрическая дуга, устойчивое горение которой поддерживают поступательным движением электрода (вдоль оси) по мере его плавления. Дугу возбуждают также скользящим движением конца электрода с быстрым отводом его на необходимое расстояние (рис. 32).
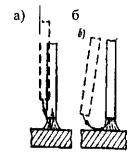
Рис. 32. Способы зажигания дуги:
а - впритык; б - чирканьем
В процессе сварки электрод перемещают:
- по направлению к изделию по мере плавления электрода;
- вдоль соединения;
- поперек соединения по мере выполнения шва необходимых форм и сечения;
В процессе сварки поддерживают устойчивое горение дуги, не допуская значительных колебаний ее длины. Длина дуги в значительной степени определяющая качество шва, должна быть короткой, так как при этом электрод плавится спокойно с небольшим разбрызгиванием и обеспечивается наилучшее проплавление основного металла. Нормальная длина дуги обычно не превышает 0,5-1,1 диаметра электрода.
При длинной дуге повышается окисление электродного металла, увеличивается разбрызгивание, снижается глубина проплавления основного металла, шов получается со значительным включением окислов.
На процесс ручной дуговой сварки существенное влияние оказывают протяженность и состояние электрической сварочной цепи, а также организация рабочего места сварщика. На заводах и в местах рабочее место преимущественно стационарное, а на строительных и монтажных площадках обычно рабочее место меняется по мере перехода сварщика от одной свариваемой конструкции к другой.
В условиях строительства или монтажа длина проводов может достигать 50 м. Падение напряжения в такой цепи, превышающее допустимые пределы (4-5 %), будет оказывать отрицательное влияние на технологические свойства сварочной дуги. В таких случаях выполняют проверочный расчет на падение напряжения в сварочной цепи и в случае необходимости, устанавливают источники тока ближе к рабочему месту сварщика.
Для питания сварочной дуги используют источники постоянного тока (сварочные преобразователи, выпрямители) или переменного тока (сварочные трансформаторы (однофазные и трехфазные).
Источники постоянного тока обеспечивают возможность вести сварку прямой или обратной полярности. При прямой полярности электрод присоединяется к отрицательному полюсу источника питания дуги, а объект сварки к положительному. При обратной полярности электрод подключают к положительному полюсу, а объект сварки - к отрицательному.
При сварке на переменном токе порядок присоединения проводов к клеммам питания дуги не имеет значение, так как полярность непрерывно меняется.
Большинство современных электродов общего назначения пригодно для сварки на любой полярности тока. Вместе с тем имеется ряд марок электродов, предназначенных для сварки на какой либо полярности. В паспортах электродов указывается преимущественное применение их при той или иной полярности.
ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ
Подготовка металла под сварку, заключающаяся главным образом в создании требуемого скоса (разделки кромок) на металле толщиной более 3-5 мм (табл. 33, 34, 35) обуславливается сравнительно небольшой глубиной провара (2-3 мм), достигаемой при ручной дуговой сварке штучными электродами. Эта же технологическая особенность вызывает необходимость предусматривать притупление кромок, а при сборке элементов создавать между кромками зазор примерно таких же размеров, как и притупление. Кромки обрабатывают различными способами с использованием станков, а также ручной или механизированной кислородной резкой.
Кроме того, собранный под сварку стык должен быть очищен от влаги, грязи, масел и других загрязнений и зачищен до блеска металла на 10-20 мм по обе стороны свариваемого стыка.
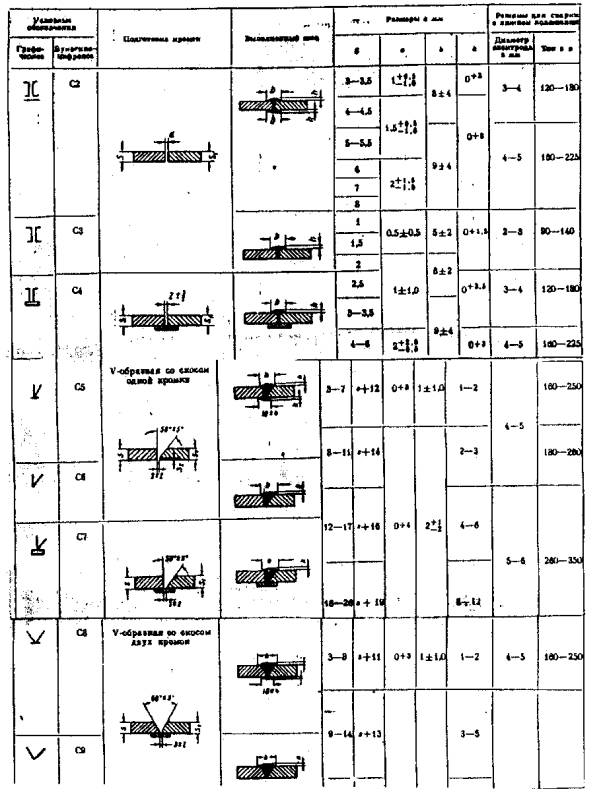
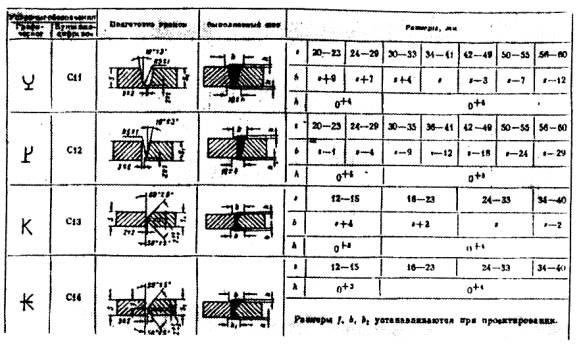
Примечание. Здесь и в табл. 34 и 35 - сварные соединения по ГОСТ 5264-80
Таблица 34
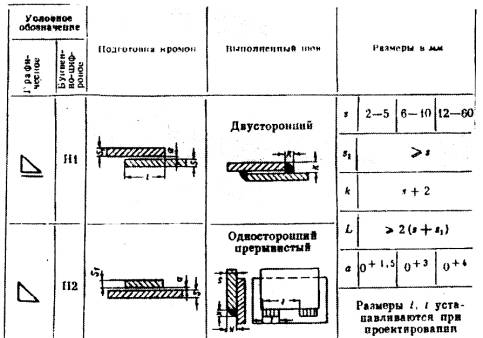
Таблица 35
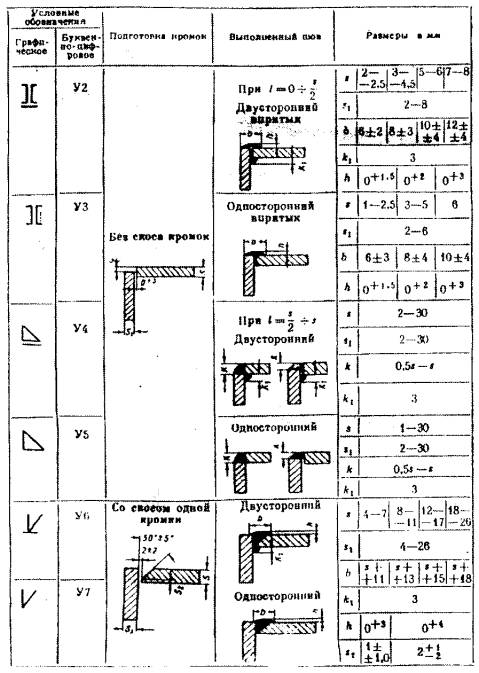
ТЕХНИКА ВЫПОЛНЕНИЯ СВАРНЫХ ШВОВ
Для получения швов различной формы и сечения сварщик перемещает конец электрода вдоль и поперек свариваемых кромок. Скорость движения, устанавливаемая в зависимости от силы тока, диаметра электрода, его марки и положения шва в пространстве, должна обеспечивать надлежащую глубину проплавления свариваемых кромок без прожогов и натеков металла.
При перемещении конца электрода вдоль линии соединения без колебательных поперечных движений ширина валика шва не превышает 0,8-1,5 диаметра электрода. Для получения уширенного валика и наилучшего прогрева свариваемых кромок выполняют сложные движения концом электрода (табл. 36)
Таблица 36
|
Траектория |
Характеристика и назначение |
|
|
Прямолинейное движение без поперечных колебаний для наложения узких (ниточных) валиков шва. Ширина валика (0,8-1,5)dэ. Применяется при сварке тонкого металла, заварке первого слоя многослойного шва и подварке дефектов |
|
|
Возвратно-поступательные движения. Короткие колебания, используемые для некоторого увеличения ширины шва, способствуют дегазации ванны и улучшению внешнего вида шва. Длинные колебания необходимы при сварке в потолочном и вертикальном положениях |
|
|
Движения, используемые для увеличения ширины шва. Применяются при сварке в нижнем положении стыковых соединений без разделки кромок и при наплавке. |
|
|
Движения, способствующие прогреву одной из кромок, например при сварке металла разной толщины |
|
|
Движения, обеспечивающие усиленный прогрев корня шва |
|
|
Движения, способствующие усиленному прогреву кромок и корня шва. Используются при сварке стыковых соединений со скосом двух кромок и угловых соединений в нижнем и вертикальном положениях. |
|
|
Движения, обеспечивающие усиленный прогрев обоих кромок. Применяются при сварке угловых швов |
|
|
Петлеобразные движения, способствующие хорошему прогреву кромок. Используются при сварке стыковых и угловых швов за один проход |
При уширенном валике в расплавленном состоянии находится значительное количество металла, который застывает медленнее, чем на узком шве. Это существенно влияет на газонасыщенность металла шва, а также на структуру шва и зоны термического влияния. Наилучшие результаты получаются при ширине валика шва, равной 2-3 диаметра электрода.
При дуговой сварке штучными электродами решающим параметром является сила сварочного тока. Которую подбирают с учетом толщины свариваемого металла, диаметра и вида электрода, вида сварного соединения, положения шва в пространстве, рода и полярности тока (см. табл. 33, 34, 35).
Силу тока часто определяют в зависимости от диаметра электрода dэ, пользуясь формулами: Jсв = 50dэ или Jсв = (20 + 6dэ)dэ. Однако, при толщине S свариваемого металла меньше 1,5dэ Jсв уменьшают на 10-15 % по сравнению с рассчитанной по формулам, а при S больше 3dэ Jсв увеличивают на 10-15 %.
В табл. 37 приведены ориентировочные данные по выбору диаметра электрода и силы тока при ручной дуговой сварки низкоуглеродистой стали.
Таблица 37
|
Толщина свариваемого металла, мм |
Диаметр электрода, мм |
Сварочный ток, А |
|
1-2 |
1,5 |
25-40 |
|
2 |
60-70 |
|
|
3 |
3 |
100-140 |
|
4-5 |
3 |
100-140 |
|
4 |
160-200 |
|
|
6-12 |
4 |
160-200 |
|
5 |
220-280 |
|
|
13 и более |
5 |
220-280 |
|
6 |
280-340 |
|
|
7 |
350-400 |
|
|
8 |
420-480 |
СВАРКА ШВОВ В РАЗЛИЧНЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЯХ
Различают следующие основные положения швов в пространстве: нижнее, вертикальное, горизонтальное (на вертикальной плоскости) и потолочное (табл. 38).
Таблица 38
|
Положение шва в пространстве |
Эскиз |
Особенности процессов сварки |
Диаметр электродов, мм |
Относительная величина тока, % |
|
|
Нижнее |
|
Наиболее удобное положение. Капли электродного металла переходят в сварочную ванну под действием силы тяжести, при этом шлак и другие загрязнения всплывают на поверхность. Сварку выполняют дугой нормальной длины. Шов имеет мелкочешуйчатую поверхность. Качество швов наилучшее, производительность наибольшая |
До 6-8 |
100 |
|
|
Вертикальное |
|
|
Не более 4 |
85-90 |
|
|
|
|
Процесс сварки затруднен, так как капли расплавленного металла стремятся стекать вниз. Сварку ведут короткой дугой. Используются два способа: 1)сварка снизу вверх, которая обеспечивает глубокое плавление кромок и получение швов значительного сечения. Поверхность швов крупночешуйчатая. Применяется при сварке металла средней и большой толщины; 2) сверху вниз, создающая неглубокое проплавление кромок. Используется при сварке первого слоя шва и при тонком металле (до 3 мм). Процесс сложнее сварки в вертикальном положении из-за необходимости удерживать ванну в наклонном положении и опасности подреза верхней кромки. Сварку ведут короткой дугой |
|
|
|
|
|
|||||
|
Вертикальное |
|
Не более 4 |
85-90 |
||
|
Горизонтальное |
|
При стыковом соединении скос кромки делают обычно у верхнего листа |
|
|
|
|
Потолочное |
|
Наиболее трудное для выполнения. Для уменьшения объема сварочной ванны и предотвращения вытекания из нее жидкого металла сварку выполняют максимально короткой дугой. Производительность процесса очень низкая |
То же |
80-85 |


Наилучшее качество и наивысшая производительность достигаются при сварке в нижнем положении, наименьшая производительность будет при сварке в потолочном положении. Поэтому потолочная сварка должна применяться только в крайних случаях (при монтаже конструкций, сварке неповоротных стыков трубопроводов, отсутствии возможности кантования конструкций и изделий и т.п.)
СВАРКА СТЫКОВЫХ ШВОВ
При сварке встык без скоса кромок шов накладывается с небольшим уширением с одной стороны или с двух сторон стыка.
При сварке стыковых соединений с U и V-образной разделкой кромок в зависимости от толщины металла шов может выполняться однослойным (рис. 33, а) или многослойным. В последнем случае в одном сечении шва (продольном) может быть несколько слоев или один слой. Толщина отдельного слоя не должна превышать 4-5 мм.
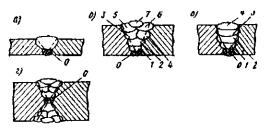
Рис. 33. Сварка стыковых швов:
а-г - виды разделки кромок; 1-7 - порядок выполнения слоев шва; о - подварочный
шов
Сварку многослойных швов начинают, тщательно проваривая корень шва электродом диаметром не более 4 мм, а последующие швы направляют уширенными валиками, используя электроды большого диаметра.
В ответственных конструкциях корень шва удаляют вырубкой зубилом или газовым резаком, а затем накладывают подварочный шов (см. рис. 33, а, в).
В табл. 39 приведены рекомендации по числу слоев (проходов) при сварке встык.
Соединения с U и X-образной разделкой кромок сваривают одинаково с той только разницей, что подварочный шов у последних будет находиться в середине сечения шва.
При сварке всех видов соединений, помимо обеспечения надлежащего качества, необходимо применять меры к уменьшению остаточных сварочных деформаций и напряжений.
Таблица 39
|
Толщина свариваемого металла, мм |
1-5 |
6 |
8 |
10 |
12 |
14 |
16 |
18-20 |
|
Число слоев |
1 |
2 |
2-3 |
3-4 |
4 |
4-5 |
5-6 |
5-6 |
СВАРКА ТАВРОВЫХ ШВОВ
В нижнем положении сварку угловых швов рекомендуется выполнять в положении «в лодочку» (рис. 34), так как при этом достигается наилучшее проплавление стенок соединяемых элементов без опасности подреза или непровара, а также имеется возможность наплавлять за один проход швы большого сечения. Однако не всегда можно установить детали в положение «в лодочку». В большинстве случаев тавровые соединения сваривают в положении, когда одна плоскость соединения расположена горизонтально, а вторая - вертикально. Сварка угловых швов при таком положении представляет определенные трудности, так как возможны непровары вершины угла или нижней плоскости, а также подрезы на вертикальной плоскости в связи со отеканием жидкого метала вниз под действием силы тяжести. В таких случаях в один слой может быть выполнен угловой шов с катетами не более 8 мм. Для получения необходимого провара вершины угла и по кромкам электроду сообщают колебательное движение. При наплавке швов с катетами более 8 мм сварку ведут в два слоя и более. В табл. 40 приведены данные о числе слоев при сварке угловых швов.
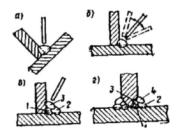
Рис. 34. Сварка тавровых (угловых) швов:
а-г - виды угловых (тавровых) соединений; 1-4 - порядок выполнения слоев шва
Таблица 40
|
Толщина свариваемого металла, мм |
1-5 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
|
Число слоев |
1 |
1 |
1 |
2 |
2-3 |
3-4 |
5 |
5-6 |
5-6 |
6-7 |
Угловые швы при одностороннем или двустороннем (см. рис. 34, г.) скосе кромок вертикального элемента сваривают в один слой или в несколько слоев в зависимости от толщины свариваемого металла.
Технология сварки тавровых швов в вертикальном и потолочном положениях существенно не отличается от сварки стыковых швов с V-образной разделкой кромок. Для обеспечения необходимого провара вершины угла первый слой выполняют электродами диаметром 3-4 мм.
СВАРКА ШВОВ РАЗЛИЧНОЙ ПРОТЯЖЕННОСТИ
По протяженности швы разделяются на короткие (300-400 мм), средние (350-1000 мм) и длинные (свыше 1000 мм).
Короткие швы сваривают на проход, т.е. при неизменном направлении сварки, от одного конца шва к другому (рис. 35, а); средней длины от середины соединения к концам; длинные швы - обратноступенчатым способом, при котором сварной шов выполняется следующими один за другим участками в направлении, обратном приращению шва. Длина ступени (участка) принимается в пределах от 100 до 350 мм, причем более короткие ступени назначаются при сварке тонкого металла, а более длинные - при сварке толстого металла.
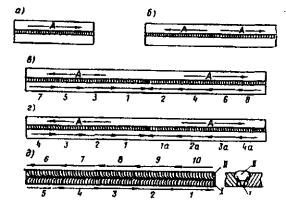
Рис. 35. Сварка швов различной протяженности:
а - короткий; б - средний; в-д - длинные; 1-10 - порядок и направление сварки
участков шва; А - общее направление сварки; I-II - слои шва
При многослойных швах также используется обратноступенчатый способ, при этом смежные участки вышележащих слоев выполняют в направлении, обратном сварке нижележащих швов. Концы смежных участков должны быть смещены между собой на 25-30 мм.
СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Этот способ сварки находит широкое применение в промышленности и при строительно-монтажных работах. Сварка может выполняться неплавящимся, обычно вольфрамовым электродом, или плавящимся электродом. В первом случае сварной шов получается за счет расплавления кромок изделия и, если необходимо, подаваемой в зону дуги присадочной проволоки. Во втором случае плавящийся электрод в процессе расплавления участвует в образовании металла шва. Для защиты применяются три группы газов: инертные (аргон, гелий); активные (углекислый газ, азот, водород); смеси газов инертных, активных или первой и второй группы. Выбор защитного газа (табл. 41) определяется химическим составом свариваемого металла; требованиями, предъявляемыми к свойствам сварного соединения; экономичностью процесса и другими факторами. Защитный газ в зону сварки может подаваться центрально, а при повышенных скоростях сварки плавящимся электродом - сбоку (рис. 36). Для экономии расхода дефицитных и дорогих инертных газов, из которых наружный поток - обычно углекислый газ.
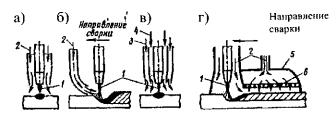
Рис. 36. Схемы подачи защитного газа в зону сварки:
а - центральная; б - боковая; в - двумя концентрическими потокам; г - в
подвижную камеру (насадку); 1 - электрод; 2 - защитный газ; 3,4 - наружный и
внутренний потоки защитных газов; 5 - насадка; 6 - распределительная сетка
Широкий диапазон используемых защитных газов обуславливает большую область применения этого способа как для свариваемых металлов, так и их толщин (от 0,1 мм до десятков миллиметров). Основными преимуществами рассматриваемого способа сварки являются:
- высокое качество сварных соединений на разнообразных металлах и сплавах разной толщины;
- возможность сварки в различных пространственных положениях;
- отсутствие операций по засыпке и уборке флюса и удаления шлака;
- возможность наблюдения за образованием шва, что особенно важно при полуавтоматической сварке;
- высокая производительность и легкость механизации процесса;
- низкая стоимость при использовании активных защитных газов.
К недостаткам способа относится необходимость применения мер против световой и тепловой радиации дуги; возможность нарушения газовой защиты при сдувании струи газа движением воздуха или при разбрызгивании сопла; потеря металла на разбрызгивание, при котором брызги прочно соединяются с поверхностью шва и изделия; наличие газовой аппаратуры (баллоны, газовый редукторы и т.д.) и в некоторых случаях необходимость водяного охлаждения горелок.
|
Свариваемый металл |
Ориентировочная толщина металла, мм |
Наиболее распространенная область применения в строительстве и монтаже |
Сварка |
Защитный газ |
Род тока |
|
Углеродистые и низколегированные стали |
Более 1 |
Решетчатые и листовые конструкции, трубопроводы и монтажные швы негабаритной аппаратуры |
Автоматическая, полуавтоматическая плавящимся электродом |
Углекислый газ. Смесь углекислого газа с кислородом (до 30 %). Смесь аргона с углекислым газом (90+10 %) |
Постоянный, обратной полярности |
|
0,5-3 |
Тонколистовые конструкции и трубы |
Автоматическая, полуавтоматическая и ручная угольным электродом |
Углекислый газ |
Постоянный прямой полярности |
|
|
Нержавеющие и жаропрочные стали |
1 и более |
Листовые конструкции из материала толщиной до 3 мм, трубопроводы |
Ручная и механизированная неплавящимся электродом |
Нержавеющие: аргон 2-го сорта, гелий, смесь аргона и гелия. Жаропрочные: аргон 1-го сорта, гелий |
Постоянный прямой полярности и переменный |
|
Листовые конструкции, трубопроводы и монтажные швы негабаритной аппаратуры |
Автоматическая и полуавтоматическая плавящимся электродом |
Нержавеющие: аргон 2-го сорта, гелий, углекислый газ, смесь аргона и углекислого газа (90+10 %). Жаропрочные: аргон 2-го сорта, гелий |
Постоянный обратной полярности |
ПОДГОТОВКА КРОМОК ПОД СВАРКУ
Способы подготовки кромок под сварку такие же, как и при других методах сварки. Вид разделки кромок и ее геометрические размеры должны соответствовать ГОСТ 14771-76, некоторые из них приведены в табл. 42, 43 и 44, или техническим условиям на изготовление конструкции. При полуавтоматической сварке плавящимся электродом можно получить полный провар без разделки кромок и без зазора между ними при толщине металла до 8 мм. При зазоре или разделке кромок полный провар за один проход достигается при толщине металла до 11 мм.
Таблица 42
|
Размеры, мм |
|||||||||||||
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S=S1 |
b |
с |
е |
g |
|
|||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Но-мин. |
Пред. отел. |
Но-мин. |
Пред. откл. |
Но-мин. |
Пред. откл. |
Но-мин. |
Пред, откл. |
a, град (пред. откл. ±2°) |
|||
|
С17 |
|
|
УП |
9,0-10,0 |
|
|
|
|
14 |
±2 |
1 |
±1 |
20 |
|
3,0-4,5 |
6 |
||||||||||||
|
5,0-7,0 |
8 |
||||||||||||
|
8,0-10,0 |
10 |
||||||||||||
|
11,0-14,0 |
|
|
|
|
13 |
+3 |
|||||||
|
16,0-18,0 |
|
|
|
|
16 |
||||||||
|
20,0-22,0 |
|
|
|
|
20 |
|
|
|
|||||
|
24,0-26,0 |
|
|
|
|
24 |
|
|
+1 -2 |
|||||
|
28,0-30,0 |
|
+1,0 -2,0 |
|
+1,0 -2,0 |
28 |
±4 |
2 |
||||||
|
32,0-34,0 |
2,0 |
2,0 |
32 |
|
|
||||||||
|
36.0-40,0 |
|
|
36 |
|
|
|
|||||||


Таблица 43
|
Размеры, мм |
||||||
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S |
b |
||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номин. |
Пред. откл. |
|||
|
Т1 |
|
|
Инп, ИП, УП |
0,8-3,0 |
0 |
+0,5 |
|
3,2-5,5 |
+1,0 |
|||||
|
Т3 |
|
|
6,0-20,0 |
+1,5 |
||
|
22.0-40,0 |
+2,0 |
|||||

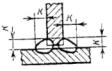
Таблица 44
|
Размеры, мм |
||||||||
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S |
b |
В |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номин. |
Пред. откл |
|||||
|
Н1 |
Размер для справок |
|
ИП, УП |
0,8-2,0 |
0 |
+0,5 |
3,0-20,0 |
|
|
2,2-5,0 |
+1,0 |
|||||||
|
5,5-10,0 |
8,0-40,0 |
|||||||
|
11,0-28,0 |
+1,5 |
12,0-100,0 |
||||||
|
Н2 |
Размер для справок |
|
0,8-2,0 |
+0,5 |
3,0-20,0 |
|||
|
2,2-5,0 |
+1,0 |
|||||||
|
5,5-10,0 |
8,0-40,0 |
|||||||
|
11,0-28,0 |
+1,5 |
12,0-100,0 |
||||||


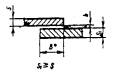

При сварке в углекислом газе многослойных швов на сталях перед наложением последующего слоя поверхность предыдущего слоя следует тщательно очистить от брызг и образующегося шлака. Детали собираются с помощью струбцин, клиньев, скоб или на прихватках. Прихватки лучше выполнять в защитных газах тем же способом, которым будет проводиться и сварка. Прихватки перед сваркой осматриваются, а при сварке перевариваются.
РЕКОМЕНДАЦИИ ПО ТЕХНИКЕ СВАРКИ
Полуавтоматическую сварку обычно ведут навесу и качество сварки, в большей степени, определяется надежностью оттеснения от зоны сварки воздуха. Необходимый расход защитного газа устанавливается в зависимости от состава и толщины свариваемого металла, скорости сварки, конструкции сварного соединения, состава защитного газа.
Скорость сварки, ветер и сквозняки влияют на надежность зашиты зоны сварки и снижают эффективность газовой защиты. В названных случаях рекомендуется на 20-30 % повышать расход защитного газа, увеличивать диаметр выходного сопла или приближать горелку к поверхности детали. При сварке на повышенных скоростях полезно также наклонять горелку утлом вперед. Для защиты от ветра зону сварки закрывают щитками. Для сварки, ввиду более высокой стабильности дуги, применяются преимущественно постоянный ток обратной полярности от источников с жесткой характеристикой. Помимо параметров на стабильность горения дуги, форму и размеры шва большое влияние оказывает характер расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла зависит от материала и диаметра электрода, состава защитного газа и других факторов. Рассматривая процесс сварки в углекислом газе, можно отметить, что при малых диаметрах электродных проволок ликвидных разрядов (до 1,6 мм) и небольших сварочных токах при короткой дуге с напряжением до 22 В процесс идет с периодическими короткими замыканиями, во время которых электродный металл переходит в сварочную ванну. Частота замыканий достигает 450 в 1 с. При этом потери на разбрызгивание обычно не превышают 8 %. При значительном возрастании сварочного тока и увеличении диаметра электрода процесс идет при длинной дуге с образованием крупных капель без коротких замыканий. При сварке на вышеуказанных режимах обычно ухудшается технологические свойства и, в частности, затрудняется переход электродного металла в сварочную ванну при сварке в потолочном положении. Дуга недостаточно стабильна, разбрызгивание повышено.
Для улучшения переноса электродного металла в сварочную ванну за счет уменьшения размера капель и их направленного сбрасывания в ванну периодически изменяют силу тока. При увеличении тока во время импульса резко возрастающие электродинамические силы сбрасывают каплю с конца электрода. Импульсы могут быть одиночные или составлять группу. Их форма также может быть различной.
Основными параметрами режима сварки являются сила и полярность сварочного тока, напряжение дуги, диаметр и скорость подачи электродной проволоки, расход и состав защитного газа, вылет электрода и др. Неимпульсные режимы сварки приведены в табл. 45, а импульсные - в табл. 46 (рис. 37, 38, 39).
Таблица 45
|
Диаметр проволоки, мм |
Скорость подачи проволоки, м/ч |
Сварочный ток, А |
Напряжение дуги, В |
Скорость сварки, м/ч |
Расход СO2, л/мин |
Вылет электрода, мм |
|
1,2 |
300-700 |
150-320 |
22-32 |
10-40 |
10-18 |
8-15 |
|
1,4 |
270-750 |
170-380 |
23-34 |
12-40 |
12-22 |
10-20 |
|
1,6 |
220-700 |
180-400 |
25-36 |
15-50 |
15-25 |
12-22 |
|
2,0 |
200-450 |
200-450 |
27-38 |
18-50 |
16-32 |
15-25 |
Таблица 46
|
Диаметр проволоки, мм |
Скорость подачи проволоки, м/ч |
Сварочный ток, А |
Напряжение дуги, В |
Скорость сварки, м/ч |
Расход СO2, л/мин |
Вылет электрода, мм |
|
1,0 |
180-410 |
100-180 |
16-22 |
5-20 |
6-15 |
6-12 |
|
1,2 |
160-380 |
110-230 |
17-23 |
6-25 |
7-18 |
6-12 |
|
1,4 |
150-320 |
100-260 |
17-24 |
6-30 |
8-20 |
8-13 |
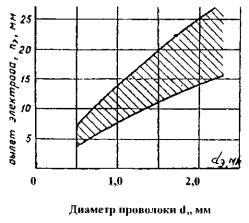
Рис. 37. Рекомендуемые величины вылета электродной проволоки в зависимости от ее диаметра

Рис. 38. Изменение силы сварочного тока и напряжение при импульсно-дуговой сварке: Ju, Uu - ток и напряжение во время импульса; Jn, Un - то же, во время паузы; Тu, Тn - время импульса и паузы; t - время
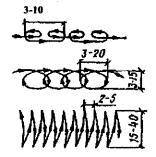
Рис. 39. Схемы перемещения конца электрода при полуавтоматической сварке плавящимся электродом
Расстояние от сопла горелки до изделия во избежание ухудшения защиты и повышения разбрызгивания должно выдерживаться в пределах 8-15 мм. Токоподводящий наконечник должен находиться на уровне краев сопла или утапливаться в сопло на глубину до 3 мм. При сварке угловых швов и стыковых с глубокой разделкой токоподводящий наконечник может выступать из сопла на 10-15 мм. Стабильность горения дуги достигается соответствием скорости подачи электродной проволоки силе сварочного тока.
Для повышения производительности процесса вылет электрода может быть увеличен до 40 и 60 мм при электродных проволоках диаметром 1,2 и 1,6 мм соответственно. Сила тока регулируется скоростью подачи электродной проволоки. Напряжение дуги, обычно перед сваркой, устанавливается примерно равным напряжению холостого хода источника тока.
Поперечные колебания электрода при полуавтоматической сварке расширяют технологические возможности способа, позволяя улучшить формирование корня шва при сварке на весу и получить уширенные валики. Характер поперечных колебаний электрода зависит от толщины металла и формы разделки, а также от навыков сварщика (см. рис. 39).
Полуавтоматическая сварка в нижнем положении может выполняться правым и левым методами. При сварке слева направо держатель отклоняется от вертикали на 10-15°. Для предупреждения прожогов при полуавтоматической сварке соединения из тонколистого материала рекомендуется периодически кратковременно обрывать дугу. Во время перерывов часть металла сварочной ванны кристаллизуется.
Минимальная толщина свариваемого металла 1-1,5 мм. Тонкий металл предпочтительнее сваривать в наклонном или вертикальном положении на спуск электродными проволоками диаметром до 1,3 мм. Сварку вертикальных угловых и стыковых швов с разделкой кромок можно вести снизу вверх с поперечными колебаниями электрода. Качество швов, выполняемых в вертикальном и потолочном положениях, выше при струйном переносе электродного металла или с короткими замыканиями. Изменение наклона электрода изменяет форму и размеры шва, а при сварке швов на вертикальной плоскости может способствовать удержанию расплавленного металла сварочной ванны от стекания. Подтекание металла под дугу при сварке вертикальных швов на спуск резко уменьшает глубину проплавления. При сварке на подъем, глубина провара, наоборот, резко возрастает. При сварке горизонтальных швов электрод для удержания расплавленного металла от стекания располагают снизу и перемещают по шву с поперечными колебаниями.
СВАРКА ПОРОШКОВОЙ ПРОВОЛОКОЙ И ПРОВОЛОКОЙ СПЛОШНОГО СЕЧЕНИЯ БЕЗ ДОПОЛНИТЕЛЬНОЙ ЗАЩИТЫ ДУГИ
При сварке в защитных газах надежность защиты может нарушиться воздействием движения воздуха и засорением газового сопла брызгами. Сварка порошковыми проволоками в значительной степени сочетает положительные стороны механизированных и ручных способов сварки. Конструкция порошковой проволоки определяет некоторые особенности ее расплавления. Сердечник проволоки на 50-70 % состоит из неметаллических, неэлектропроводных металлов, поэтому проволока плавится дугой, горящей и перемещающейся по металлической оболочке. Ввиду этого плавление сердечника может отставать от плавления оболочки и он может частично переходить в сварочную ванну в нерасплавленном состоянии, особенно при касании сердечника поверхности сварочной ванны, что может привести к образованию в металле шва нор и засорению его неметаллическими включениями. Малая жесткость порошковых проволок требует применения специальных механизмов подачи с двойным приводом и малым давлением поджатая.
Металлургические особенности процесса сварки порошковыми проволоками определяют повышенную чувствительность металла шва к образованию пор при отклонении напряжения дуги и вылета электрода от рекомендуемых.
В настоящее время в России налажен промышленный выпуск проволок большого диаметра (2,6 мм и выше), требующих повышенной силы сварочного тока, что затрудняет их применение для сварки в вертикальном и потолочном положениях. Однако многими организациями ведутся работы по созданию порошковых проволок для сварки во всех пространственных положениях, что резко повысит удельный вес их применения, особенно в условиях строительно-монтажного производства. Промышленностью также выпускаются проволоки для сварки без дополнительной защиты (самозащитные). В зависимости от типа проволоки используется постоянный ток прямой или обратной полярности от источника с крутопадающей или жесткой внешней характеристикой.
ТЕХНИКА СВАРКИ
Выпускаемая проволока должна иметь сертификат завода-изготовителя, без которого ее использование недопустимо. В сертификате указывается марка и диаметр проволоки, коэффициент плавления, механические свойства и другие ее характеристики. Обычно сварка ведется полуавтоматами, но может выполняться и автоматами. Ввиду возможности наблюдения за образованием шва техника сварки порошковыми проволоками мало отличается от сварки плавящимся электродом в защитных газах. Однако появление на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками впереди шва, затрудняет провар шва и может привести к непроварам. Необходимо следить за равномерным покрытием всей сварочной ванны шлаком. При многослойной сварке поверхности предыдущих швов рекомендуется тщательно очистить от шлака.
Подготовка кромок, их очистка и сборка под сварку выполняется такими же методами, как и при других способах сварки. Прихватки делают вручную покрытыми электродами или механизировано порошковой проволокой. Перед началом сварки следует проверить полярность тока и исправность аппаратуры, а также установить параметры режима применительно к изделию. При заправке проволоки в рукав конец ее должен быть завальцован, наконечник с мундштука снят, а рукав не должен иметь перегибов. После этого на отдельной пластине наплавляют короткий шов для расплавления конца проволоки, где шихта при заправке могла высыпаться. В процессе сварки необходимо следить за равномерностью расплавления проволоки. При сварке стыковых швов проволока должна быть перпендикулярна поверхности изделия или расположена углом назад с отклонением от вертикали до 15°. При сварке угловых швов «в лодочку» или наклонным электродом угол между электродом и поверхностью изделия 40-50°.
Проволоки (табл. 47) рутил-органического типа (ПП-АН1, ПП-1ДСК) имеют удовлетворительные сварочно-технологические свойства, мало чувствительны к изменению напряжения дуги. Однако сварка на большом токе и при низком напряжении на повышенной скорости может привести к образованию в швах подрезов. Вылет электрода должен быть 15-20 мм. Проволоки карбонатно-флюоритового типа (ПП-АНЗ, АП-АН7, ПП-АН11) чувствительны к изменению напряжения дуги и более, чем проволоки рутил - органического типа, - к загрязнению кромок. Для надежности возбуждения и горения дуги и предупреждения появления пор в швах вылет электрода должен устанавливаться в пределах 25-30 мм.
Таблица 47
|
Марка |
Разработчик |
Диаметр, мм |
Тип сердечника |
Способ защиты |
Соответствие типу электрода |
Производительность наплавки, кг/ч |
Технологическая характеристика сварки |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
ПП-АН1 |
Институт электросварки им. Е.О. Патона |
2,8 |
Рутилорганический |
Самозащитная |
Э50 |
2-5 |
В нижнем и наклонном положениях |
|
ПП-АН3 |
3 |
Карбонатно-флюоритный |
- « - |
Э50А |
5-9 |
- « - |
|
|
ПП-АН7 |
2; 2,3 |
То же |
- « - |
Э50А |
3-6 |
В нижнем, вертикальном и горизонтальном положениях |
|
|
ПП-АН11 |
2; 2,4 |
- « - |
- « - |
Э50А |
7-9 |
Во всех положениях |
|
|
ПП-1ДСК |
Трест Днепростальконструкция |
1,8; 2,2; 2,5; 3 |
Рутилорганический |
Самозащитная |
Э50 |
2-5 |
В нижнем (диаметр 2,5-3 мм), вертикальном и горизонтальном положениях |
|
ЭПС-15/2 |
ВНИИ-Монтажспенстрой |
2,5 |
Карбонатно-флюоритный |
- « - |
Э50 |
5-8 |
В нижнем и наклонном положениях |
|
ЭПС-15/М |
2,1 |
То же |
- « - |
Э50А |
5-8 |
В нижнем, вертикальном и горизонтальном положениях |
|
|
ПП-2ДСК |
Трест Днепростальконструкция |
2,3 |
Флюоритный |
- « - |
Э50А |
6-8 |
В нижнем и наклонном положениях |
|
ПП-АН8 |
Институт электросварки им. Е.О. Патона |
2; 2,2; 2,3; 3 |
Рутиловый |
В среде углекислого газа |
Э50А |
До 12 |
В нижнем, наклонном и горизонтальном положениях |
|
ПП-АН10 |
2; 2.3 |
То же |
То же |
Э50А |
До 12 |
В нижнем, вертикальном и горизонтальном положениях |
|
|
ПП-АН4 |
2; 2.2; 2,5 |
Рутилфлюоритный |
- « - |
Э50А |
8-10 |
В нижнем, наклонном и горизонтальном положениях |
|
|
ПП-АН9 |
2; 2,5 |
То же |
- « - |
Э50А |
6-9 |
В нижнем и наклонном положениях |
|
|
ПП-АН3С |
3 |
Карбонатно-флюоритный |
Самозащитная |
Э50А |
5-9 |
Вертикальных швов с принудительным формированием |
|
|
ПП-АН5 |
3 |
Рутилфлюоритный |
В среде углекислого газа |
Э50 |
6-9 |
||
|
ПП3-ПСК |
ПИ Промстальконструкция |
2; 2,5; 2,8; 3 |
Карбонатно-флюоритный |
Самозащитная |
Э50 |
- |
Для сварки электрозаклепками листовой низкоуглеродистой стали толщиной от 0,5+0,5 до 6+6 мм |
|
СП-2 |
ВНИИ-Монтажспецстрой |
2,5 |
То же |
То же |
Э50А |
6-8 |
В нижнем, наклонном и горизонтальном положениях |
Увлажнение сердечника при хранении проволоки может привести к появлению пор в шве. Для предупреждения этого проволоку следует прокаливать при 230-250 С в течение 2-3 ч после прокалки уменьшается жесткость проволоки и требуется тщательная настройка механизма ее подачи.
Для сварки в углекислом газе рекомендуются порошковые проволоки: рутиловые (ПП-АН8, ПП-АН120) и рутил-ферритовые (ПП-АН4, ПП-АН9). Применение этих проволок повышает производительность сварки по сравнению с ручной в 2-4 раза, а со сваркой проволокой сплошного сечения марки Св-08Г2С - на 10-15 %. При сварке в углекислом газе себестоимость наплавленного металла возрастает на 20-30 % по сравнению со сваркой без внешней защиты, что частично компенсируется снижением трудозатрат на очистку поверхности швов и деталей от брызг металла.
Находит практическое применение и сварка проволокой сплошного сечения без дополнительной газовой или другой защиты дуги. Введение в состав проволок (Св-20ГСТЮА и Св-15ГСТЮЦА) раскислителей и элементов, снижающих растворимость азота в жидком металле, позволяет обеспечить требуемое качество шва. Техника сварки этими проволоками такая же, как и в защитных газах. Ограничивает их применение пока высокая стоимость и недостаточная стабильность качества сварного соединения, выполненного этими проволоками.
СВАРКА АРМАТУРЫ ЖЕЛЕЗОБЕТОНА
В настоящее время в строительстве большой объем сварочных работ приходится на сварку арматуры железобетона. Сварку применяют при изготовлении сварных арматурных изделий, закладных деталей и монтажа сборных железобетонных конструкций (табл. 48).
Таблица 48
|
Способ сварки и его характеристики |
Назначение |
Положение стержней при сварке |
Вид сварки |
|
1 |
2 |
3 |
4 |
|
Дуговая: под флюсом без присадочного металла, автоматическая и полуавтоматическая |
Изготовление закладных деталей: нахлесточное соединение стержней с плоскими элементами |
|
Статическая и динамическая |
|
Тавровое соединение стержней с плоскими элементами |
Вертикальное |
|
|
|
Ванная под флюсом в инвентарных формах, полуавтоматическая |
Стыковые соединения выпусков одиночных стержней арматуры в местах сопряжения арматуры изделий и сборных железобетонных конструкций |
Горизонтальное Вертикальное |
Статическая, динамическая и многократно повторяющаяся |
|
Ванная одноэлектродная в инвентарных формах с гладкой внутренней поверхностью, ручная |
Горизонтальное |
||
|
Ванная одноэлектродная со стальной желобчатой подкладкой, ручная |
Горизонтальная |
||
|
Одноэлектродная ванно-шовная со стальной желобчатой накладкой, ручная открытой дугой голой легированной проволокой, многослойными швами со стальной желобчатой накладкой, полуавтоматическая |
Горизонтальное Вертикальное |
||
|
Одноэлектродная многослойными швами со стальной желобчатой подкладкой или без нее, ручная |
|
Вертикальное |
Статическая и динамическая |
|
Протяженными швами |
Горизонтальное |
||
|
Ванная многоэлектродная в инвентарных формах с углублением для образования усиления шва |
Горизонтальное |
Статическая, динамическая и многократно повторяющаяся Статическая и динамическая |
Основными видами сварки при монтаже арматурных изделий и сборных железобетонных конструкций являются ручная дуговая и полуавтоматическая сварки покрытыми электродами или сварочной проволокой соответственно, (табл. 49 и 50). Для армирования железобетонных конструкций применяют горячекатаную сталь по ГОСТ 5781-75*, круглую, гладкую и периодического профиля, которая в зависимости от механических свойств подразделяется на 5 классов: А-I, А-II, А-III, А-IV, А-V (табл. 51).
Таблица 49
|
Класс арматуры |
Способы сварки |
|
|
протяжными швами |
многослойными швами, ванная многоэлектродная, ванная одноэлектродная |
|
|
A-I |
Э42А-Ф - УОНИ 13/45, СМ-11, УП2/45, Э42-Т - АНО-5, АНО-6, АНО-1, Э46-Т - АНО-3, АНО-4, МР-1.МР-3, ОЗС-3, ОЗС-4, ОЗС-6, ЗРС-2 |
Э42А-Ф - УОНИ 13/45, СИ-11, УП-2/45 |
|
А-II |
Э42А-Ф - УОНИ 13/45, СМ-11.УП 2/45, ОЗС-2, Э42Т - АНО-5, АНО-6, АНО-1, Э46Т-АНО-3, АНО-4, МР-1,МР-3, ОЗС-3, ОЗС-4, ОЗС-6, ЗРС-2 |
Э42А-Ф - УОНИ 13/45, СМ-11, УП2/45, ОЗС-2, Э50А-Ф - УОНИ 13/55, ДСК-50, УП 2/55, К-5А, Э55-Ф - УОНИ 13/55У |
|
A-III |
Э42А-Ф - УОНИ 13/45, СМ-11, УП2/45, ОЗС-2 Э50А-Ф - УОНИ 13/55, ДСК-50, УП 2/55, К-5А Э55-Ф - УОНИ 13/55У |
Э50А-Ф - УОНИ 13/55, ДСК-50, УП 2/55, К-5А, Э55-Ф - УОНИ 13/55У |
Примечания:
1. Типы и марки указаны в порядке, предпочтительном к применению.
2. При сварке элементов с поверхностным цинковым антикоррозийным покрытием используются электроды типов Э42 и Э46Т.
3. Для сварки арматуры классов A-1V и AV применяются электроды типа 350-Ф марок УОНИ 13/55, ДСК-50, УП 2/55, К-5А.
Таблица 50
|
Класс арматуры |
Способы сварки |
|
|
протяжными и многослойными швами |
полуавтоматическая ванная |
|
|
А-I |
Св-08 А, Св-08ГА, Св-10Г2, Св-10ГА, ЭП-245, ЭП-439, ПП-2ДСК, ГТП-1ДСК |
Св-08 А, Св-08ГА, Св-10Г2, Св-10ГА, ПП-2ДСК, ПП-1ДСК |
|
А-II |
Св-08А, Св-10ГА, Св-10Г2, Св-08ГА, |
Св-08 А*, Св-10ГА, Св-ЮГ2, |
|
А-III |
ЭП-245, ЭП-439, ПП-АН3, ПП-АН7, СП-2 |
Св-08ГА, ПП-АН3, ПП-АН7, СП-2 |
Примечания:
1. Марки сварочной проволоки указаны в порядке, предпочтительном к применению.
2. Диаметр сварочной проволоки сплошного сечения 2-2,5 мм, порошковой проволоки - 2-3 мм.
3. Звездочкой отмечена марка сварочной проволоки, используемая только при сварке арматуры класса А-II марки 10ГТ.
Таблица 51
|
Класс арматурной стали |
Диаметр стержня, мм |
Марка стали |
Предел текучести, кгс/мм2 |
Временное сопротивление разрыву, кгс/мм2 |
Относительное удлинение dз, % |
Испытание на изгиб в холодном состоянии |
|
A-I |
6-40 |
Ст3кп3, Ст3пс3, Ст3сп3, ВСт3кп2, ВСт3пс2, ВСт3сп2 |
24 |
38 |
25 |
На 180° c =0,5d |
|
6-18 |
ВСт3Гпс2 |
|||||
|
А-II |
10-40 |
ВСт5сп2, ВСт5пс2 |
30 |
50 |
19 |
На 180° c =3d |
|
40-80 |
18Г2С |
|||||
|
Ас-II |
10-32 |
10ГТ* |
30 |
45 |
25 |
На 180° c =ld |
|
А-III |
6-40 |
35ГС,25Г2С |
40 |
60 |
14 |
На 90° c =3d |
|
A-IV |
10-18 |
80С |
60 |
90 |
6 |
На 45° c =5d |
|
10-22 |
20ХГ2Ц |
|||||
|
A-V |
10-22 |
23Х2Г2Т |
80 |
105 |
7 |
На 45° c =5d |
Примечания:
1. Для перевода предела текучести и временного сопротивления в МПа следует соответствующие данные таблицы умножить на 10.
2. Буквой с обозначена толщина оправки, буквой d - диаметр стержня.
3. Ас-II - арматурная сталь класса А-II специального назначения.
4. Арматурная сталь классов A-I, А-II, А-III, A-IV изготовляется без термической обработки, класса A-V - после низкотемпературного отпуска (250±50°С).
5. Звездочкой отмечена сталь, ударная вязкость которой при температуре - 60°С, равна 0,5 МДж/м: (5 кгс/см2).
Стержни арматурной стали класса А-1 должны выпускаться круглыми гладкими; стержни классов А-II, А-III, А-IV и А-V периодического профиля. Каждый класс арматурной стали должен соответствовать ГОСТ 5781-75*.
СВАРКА СТЕРЖНЕЙ АРМАТУРЫ ЖЕЛЕЗОБЕТОНА В МОНТАЖНЫХ УСЛОВИЯХ
В железобетонных конструкциях соединение стержней арматуры осуществляется, как правило, одним из электродуговых способов сварки или полуавтоматическим, а именно:
- без стальных скоб-накладок;
- на стальных скобах-накладках;
- с круглыми накладками или с нахлестом;
- в инвентарных формах (медных или графитовых);
- внахлест или втавр с плоскими элементами.
Перед сборкой узлов спряжений стержней арматуры следует убедиться в соответствии классов стали, размеров и взаимного расположения соединяемых элементов проектным и соответствиям ГОСТ 10922-92 собранных стыков под сварку.
Выпуски стержней, закладные изделия и соединительные детали должны быть очищены до чистого металла в обе стороны от кромок или разделки на 20 мм от грязи, ржавчины и других загрязнений. Вода, в том числе конденсационная, снег или лед должны быть удалены с поверхности стержней арматуры, закладных деталей и соединительных деталей путем нагревания их пламенем газовых горелок или паяльных ламп до температуры не выше 100 °С.
При увеличенных, по сравнению с требуемыми, зазорах между стыкуемыми стержнями допускается применение одной вставки, которые должны изготовляться из арматуры того же класса и диаметра, что и стыкуемые стержни. При сварке стержней встык с накладками увеличение зазора должно компенсироваться соответствующим увеличением длины накладок.
Длина каждого выпуска арматуры из тела бетона должна быть не менее 150 мм при нормальных зазорах между торцами стержней и 100 мм - при применении вставки. Следует стремиться изготавливать изделия так, чтобы длина выпусков позволяла вести монтаж и сварку без вставок, т.е. подгонку зазора между выпусками производить на месте монтажа, используя газовую резку.
Сборные железобетонные конструкции, монтируемые только на выпусках, должны собираться в кондукторах, обеспечивающих проектное положение. Сварка стержней железобетонных конструкций, удерживаемых краном, не допускается.
Сборные железобетонные конструкции, имеющие закладные детали, следует собирать на прихватках. Прихватки должны размещаться в местах последующего наложения сварных швов. Длина прихваток должна составлять 15-20 мм, а высота (катет) - 4-6 мм. Количество прихваток должно быть не менее двух. Выполнять прихватки следует, применяя те же материалы и такого же качества, что и материалы для основных швов. Перед сваркой основных швов поверхность прихватки и соседних участков должна быть очищена от шлака и брызг металла. Прихватки должны выполнять обученные сварщики, имеющие удостоверения на право производства этих работ.
Не допускается наличие ожогов и подплавления от дуговой сварки на поверхности рабочих стержней. Ожоги должны быть зачищены абразивным кругом на глубину не менее 0,5 мм. При этом уменьшение площади сечения стержня (углубления в основной металл) не должно превышать 3 %. Место механической зачистки должно иметь плавные переходы к телу стержня, а риски от абразивной обработки должны быть направлены вдоль стержня. Резка концов стержней электрической дугой при сборке конструкций или разделке кромок стержней не допускается. Указанные операции следует выполнять специальными электродами для резки арматуры марки ОЗР-2.
РУЧНАЯ ДУГОВАЯ СВАРКА МНОГОСЛОЙНЫМИ ШВАМИ БЕЗ СТАЛЬНОЙ СКОБЫ-НАКЛАДКИ
Сварка стыковых соединений стержней арматуры без скоб-накладок можно производить только в вертикально положении. Конструкция и размеры стыкового соединения вертикальных стержней при сварке многослойными швами без дополнительных формующих и технологических элементов типа С-20Рм должны соответствовать указанным на рис. 40 и в табл. 52.
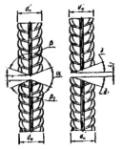
Рис. 40. Конструкция стыковых соединений торцов вертикальных стержней (Тип С-20Рм)
Таблица 52
|
Размеры в мм |
|||||||||
|
Обозначение типа соединения, способа сварки |
Класс арматуры |
dн |
dн/dн |
L1 |
a |
b |
b1 |
g |
g1 |
|
±2° |
|||||||||
|
С20-Рм |
А-I, А-II, А-III |
20-40 |
0,5-1,0 |
3-4 |
55° |
110° |
140° |
25° |
15° |
Режимы сварки многослойными швами стыковых соединений вертикальных стержней следует выбирать по табл. 53 или по паспортным данным электродов.
Таблица 53
|
Диаметр арматурных стержней dн, мм |
Диаметр электрода dэ, мм |
Сварочный ток Iсв, А |
|
18-20 |
4-5 |
150-175 |
|
22-32 |
5 |
200-225 |
|
36-40 |
5-6 |
225-275 |
При сварке многослойными швами следует возбудить дугу в точке К (рис. 41) нижнего стержня и, начиная с этого места, наплавлять отдельные валиковые швы в порядке, который показан на рис. 41, с послойным естественным охлаждением до температуры около 100 °С.
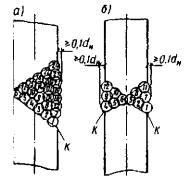
Рис. 41. Порядок наложения швов при многослойной сварке без формующих и технологических элементов с односторонней (а) и двусторонней (б) разделкой торцов стержней
РУЧНАЯ И МЕХАНИЗИРОВАННАЯ СВАРКА НА СТАЛЬНЫХ СКОБАХ-НАКЛАДКАХ
Сварка на стальных скобах-накладках может осуществляться ручной дуговой сваркой штучными электродами и механизированными способами сварки порошковой проволокой, проволокой сплошного сечения в защитном газе (СO2) и открытой дугой без дополнительной защиты.
Конструкция и размеры стыкового соединения горизонтальных и вертикальных стержней должны соответствовать рис. 42 и 43 и табл. 54 и 55.
Фиксация скоб-накладок производится дуговыми прихватками дуговой сваркой на расстоянии примерно 0,5dн от края накладок по обе стороны стыкуемых стержней. Дуговые прихватки в процессе сварки фланговых швов должны быть полностью переплавлены.
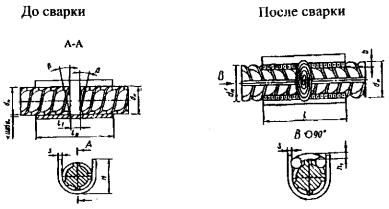
Рис. 42. Конструкция горизонтального стыкового соединения, выполняемая на стальных скобах-накладках (типы С14-Мп, С15-Рс, С16-Мо)

Рис. 43. Конструкция стыкового соединения вертикальных стержней, выполняемого на стальных скобах-накладках (типы СП-Мп, С-18-Мо, С19-Рм)
Таблица 54
|
Размеры в мм |
||||||||||
|
Обозначение типа соединения, способа сварки |
Класс арматуры |
dн |
dн/dн |
L1 |
b |
Lн=L |
b |
H |
h1 |
S |
|
С14-Мп |
A-I, |
|
|
8-12 |
£10° |
2dн + L1 |
(0,35-0,40)dн |
£1,2dн + S |
£0,05dн |
6 |
|
С15-Рс |
А-II, |
20-40 |
0,5-0,1 |
12-15 |
- |
|||||
|
С16-Мо |
А-III |
|
|
10-20 |
£10° |
3dн + L1 |
||||
|
С14-Мп С15-Рс С16-Мо |
Ат-IIIС, Ат-IVC |
20-32 |
0,5-0,1 |
Те же значения в зависимости от способа сварки |
4dн + L1 |
8 |
||||
Таблица 55
|
Размеры в мм |
||||||||||
|
Обозначение типа соединения, способа сварки |
Класс арматуры |
dн |
d’н/dн |
L1 |
L2 |
a -10° |
b |
L |
h1 |
h2 |
|
С5-Мф, |
A-I, |
20-40 |
0,5-1,0 |
12-20 |
5-12 |
90° |
10-15" |
£1,5dн |
£0,15dн |
£0,2dн |
|
С6-Мп |
А-II, |
|
|
12-16 |
|
|
|
£1,2dн |
£0,05dн |
£0,05dн |
|
С7-Рв |
А-III |
|
|
|
|
|
|
|
|
|
Примечания:
1. Размеры в знаменателе относятся к одноэлектродной сварке.
2. При отношении d’н/dн < l линейные размеры относятся к стержню большого диаметра.
Режимы ручной дуговой сварки горизонтальных и вертикальных стержней следует назначать в соответствии с табл. 56, а для сварки механизированными способами порошковой и самозащитной проволоками - по табл. 57, 58.
Таблица 56
|
Диаметр стыкуемых стержней dн, мм |
Диаметр электрода dэ, мм |
Сварочный ток, А, для стержней, расположенных |
|
|
горизонтально |
вертикально |
||
|
20-28 |
5 |
220-250 |
200-220 |
|
32-40 |
5-6 |
260-300 |
220-240 |
Таблица 57
|
Диаметр стыкуемых стержней, dн, мм |
Режим сварки |
|||
|
сварочный ток, А |
скорость подачи проволоки, м/ч |
напряжение дуги, В |
вылет электродной проволоки, мм |
|
|
20-28 |
250-300 |
210-236 |
25-26 |
30-40 |
|
32-40 |
350-400 |
296-337 |
26-30 |
40-50 |
Таблица 58
|
Диаметр арматурных стержней dн, мм |
Параметры режима сварки стержней, расположенных |
|||||
|
горизонтально |
вертикально |
|||||
|
диаметр сварочной проволоки, мм |
сварочный ток, А |
напряжение дуги, В |
диаметр сварочной проволоки, мм |
сварочный ток, А |
напряжение дуги, В |
|
|
20-40 |
1,6 2 |
240-260 |
32-34 |
1,6 |
180-200 |
25-26 |
Для выполнения одноэлектродной сварки на стальных скобах-накладках горизонтальных соединений стержней (рис. 44) следует:
- возбудить дугу в нижней части зазора в месте сопряжения торца стержня с подкладкой и наплавить угловой шов, соединяющий нижнюю кромку торца стержня и стальную прокладку. Затем проплавить нижнюю кромку второго стержня, после чего электрод следует быстро перемещать попеременно вдоль торцов стержней до образования ванны расплавленного металла;
- заполнить плавильное пространство, перемещая электрод вдоль и поперек межторцового зазора, стремясь при этом обеспечить равномерное и полное расплавления торцов стержней;
- закончить сварку стыка спиралеобразными движениями электрода и наплавкой усиления над поверхностью стыкуемых стержней высотой 3-4 мм, при этом для успокоения жидкого метала электрод следует периодически замыкать на сварочную ванну. При заполнении межторцового зазора металлом, когда скапливается большое количество шлака и процесс сварки становится затруднительным, необходимо прожечь электродом небольшое отверстие в скобе-накладке на 2-5 мм ниже зеркала жидкого шлака. После удаления излишнего шлака отверстие нужно заварить. После заварки межторцового зазора и наплавки усиления следует очистить от шлака боковые углубления между стержнями и скобой накладкой и проварить их четырьмя фланговыми швами шириной (0,35-0,4)dн.
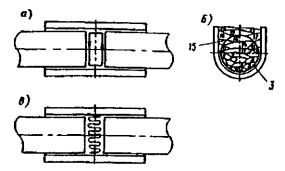
Рис. 44. Техника сварки горизонтальных
стержней:
а - перемещение конца электродной проволоки на начальном этапе; б - очередность
наплавки слоев; в - перемещение конца электродной проволоки при заплавлении
разделки
Для выполнения одноэлектродной сварки на стальных скобах-накладках многослойными швами стыковых соединений вертикальных стержней (рис. 45) сварку нужно выполнять в такой последовательности:
- возбудить дугу в дальнем от сварщика углу между торцом нижнего стержня и накладкой, наплавить шов, а затем проплавить притупление торца верхнего стержня;
- наплавляя отдельные валики на торец нижнего стержня, постепенно заполнить разделку, проваривая особенно внимательно скошенную часть верхнего стержня.

Рис. 45. Техника сварки вертикальных стержней:
а - очередность наплавки слоев; б - техника наплавки слоев шва; К -
точка касания электродом для возбуждения дуги
Если шлак, образующийся в процессе сварки, затрудняет наплавку последующих слоев, сварку следует прервать, удалить шлак с поверхности предыдущих слоев и затем наплавлять новые слои.
Сварка на стальных скобах-накладках горизонтальных и вертикальных соединений стержней механизированными способами порошковой и самозащитой проволоками осуществляется порядком, указанным выше для ручной дуговой сварки.
Конструкция стальных скоб-накладок для горизонтальных и вертикальных сварных стыков стержней такая же, как указано на рис. 43 и 44.
После сварки межторцового пространства наплавляют валиковые швы на режимах, приведенных в паспортных данных на выбранную сварочную проволоку или электроды. Порядок сварки фланговых швов для горячекатаной арматуры не регламентируется. В том случае, когда технические характеристики порошковых проволок, которыми сваривалось межторцовое пространство, не позволяют выполнить вертикальные фланговые швы, следует выполнить такие соединения двумя технологическими приемами: сварку порошковой проволокой, а фланговые швы штучными электродами типа Э-50. При этом порядок сварки электродами аналогичен приведенному выше. Не исключается возможность выполнения таких соединений двумя сварщиками последовательно. Первым сварщиком завариваются межторцовые пространства стыкуемых стержней, вторым - фланговые швы.
В практике строительства могут применяться стыковые соединения вертикальных арматурных стержней, стальные скобы накладки, имеющие замкнутую форму, конструкция которых не нормируется ГОСТом, а разработана Минмонтажспецстроем (табл. 59).
Таблица 59
|
Диаметр арматурных стержней dн, мм |
Размеры элементов стальных скоб-подкладок, мм |
|||
|
D |
для соединения стержней |
|||
|
d |
К |
H |
||
|
20 |
23,5 |
5 |
|
|
|
22 |
25,5 |
25 |
45 |
|
|
25 |
28,5 |
|
|
|
|
28 |
32,5 |
6 |
28 |
52 |
|
36 |
41,5 |
|
|
|
|
40 |
45.5 |
32 |
60 |
|
Схематично показана на рис. 46 конструкция одной половины полускобы и двух полускоб в сборе. Две полускобы могут собираться на выпусках арматуры на прихватках (рис. 47). Полускобы могут собираться отдельно и в месте их сопряжения свариваться сплошным швом. Это упрощает сварку, препятствует вытеканию жидкого металла и шлака. Техника сварки в этом случае близка к приведенной выше, но возникает необходимость в процессе сварки прожигать отверстия для выпускания лишнего, мешающего сварке, шлака.
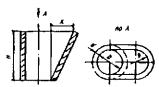
Рис. 46. Конструкция стальных скоб-накладок для сварки стыковых соединений вертикальных стержней
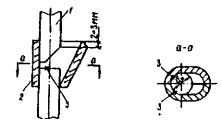
Рис. 47. Схема сборки стальных скоб-подкладок:
1 - свариваемые стержни; 2 - скоба-накладка; 3 - прихватки
СВАРКА СТЕРЖНЕЙ АРМАТУРЫ ЖЕЛЕЗОБЕТОНА С КРУГЛЫМИ НАКЛАДКАМИ ИЛИ С НАХЛЕСТОМ
При сварке в стык стержней арматуры железобетона, кроме сварки на остающихся скобах-накладках, можно применять в качестве накладок стержни арматуры диаметром и маркой стали, одинаковые со стыкуемой арматурой.
Конструкции и размеры стыковых соединений с круглыми накладками из арматуры или с нахлесткой С21-Рн, С22-Ру и С23-Рэ должны соответствовать приведенным на рис. 48, 49, 50 и в табл. 60, 61, 62.
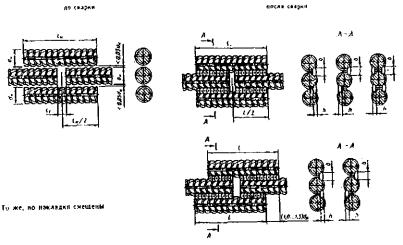
Рис. 48. Конструкции стыковых соединений горизонтальных и вертикальных стержней с парными накладками (Тип С21-Рн)

Рис. 49. Конструкция горизонтального стыкового соединения, рекомендованного преимущественно для особо ответственных предварительно напряженных конструкций (тип С22-Ру)
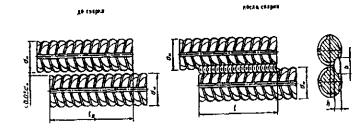
Рис. 50. Конструкция стыкового соединения горизонтальных и вертикальных стержней, выполненных внахлестку (С23-Рэ)
Таблица 60
|
Обозначение типа соединения, способа сварки |
Размеры, мм |
||||||
|
Класс арматуры |
dн |
Lн=L |
L1 |
b |
h |
||
|
С21-Рн |
А-I |
10-40 |
6dн |
0,5dн, но >10 |
0,5dн, но >8 |
0,5dн, но >4 |
|
|
А-II, А-III |
8dн |
||||||
|
А-IV |
10-32 |
10dн |
|||||
|
А-V |
|||||||
|
А-VI |
10-22 |
||||||
|
Ат-IIIС |
6-32 |
8dн |
|||||
Примечания:
1. Соединения арматуры классов А-IV, А-V, А-VI, следует выполнять со смещенными накладками, выполняя швы в шахматном порядке.
2. Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе.
3. Допускаются двусторонние швы длиной 4dн для соединения арматуры классов А-I, А-II и А-III.
4. Соединения арматуры класса Ат-V допускаются только из стали марки 20ГС.
|
Обозначение типа соединения, способа сварки |
Размеры, мм |
||||||
|
Класс арматуры |
dн |
Lн |
L3 |
L4 |
b |
h |
|
|
С22-Ру |
Ат-V |
14 |
28,5dн |
5,0dн |
7,0dн |
0,5dн но > 8 |
0,5dн но >4 |
|
16 |
26,5dн |
||||||
|
18 |
24,5dн |
||||||
|
20, 22 |
21,5dн |
4,5dн |
6,5dн |
||||
|
25,28 |
21,0dн |
6,0dн |
|||||
|
Ат-VI |
14 |
34,5dн |
5,5dн |
8,5dн |
|||
|
16 |
29,5dн |
7,5dн |
|||||
|
18 |
25,5dн |
||||||
|
20, 22 |
|||||||
|
25, 28 |
25,0dн |
7,0dн |
|||||
Таблица 62
|
Размеры, мм |
|||||
|
Обозначение типа соединения, способа сварки |
Класс арматуры |
dн |
|
В |
И |
|
С23-Рэ |
А-I |
10-40 |
6dн |
0,5dн но ³ 8 |
0,25dн но ³ 4 |
|
А-II, А-III |
10-25 |
8dн |
|||
|
Ат-IIIС |
10-18 |
||||
|
Ат-IVС |
10-18 |
10dн |
|||
Примечания:
1. Для соединений арматуры классов А-I и А-II из стали марки 10 ГС допускается двухсторонние швы длиной 4dн.
2. Допускается применять сварку самозащитными порошковыми проволоками и в СO2; последнее кроме арматуры классов А-II и Ат-IIIС из стали марки Ст5.
Суммарная площадь накладок определяется по формуле
![]()
где FH - общая площадь поперечного сечения накладок и соединении;
F - площадь стыкуемого стержня;
Rа - расчетное сопротивление стали стыкуемого стержня;
Rаn - расчетное сопротивление стали накладок;
g - коэффициент, учитывающий условия работы накладок, равный 1,5 для классов арматуры А-I и А-II и 2,0 для всех остальных классов арматуры.
При сборке соединений накладки следует располагать так, чтобы их оси находились в одной плоскости с осями стыкуемых стержней. Положение накладок должно обеспечивать удобный доступ выполнения прихваток и последующей сварки.
Стыкуемые стержни следует скреплять с круглыми накладками четырьмя прихватками, а друг с другом (при сварке с нахлестом) - двумя прихватками длиной 15-20 мм каждая, располагаемыми с одной стороны соединения на расстоянии 2dн от края накладок или нахлестки.
Режимы сварки протяженными швами соединений с накладками или с нахлесткой следует назначать в соответствии с табл. 61 или по паспортным данным электродов.
Швы сварных соединений стержней классов А-I - А-III с накладками следует выполнять на проход (вертикальные - снизу вверх), прерывая их у зазора. В местах окончания швов (у начала зазора и в конце накладки) необходимо тщательно заварить кратеры ни в коем случае не выводить их на тело свариваемых стержней.
Наплавлять швы следует в один или несколько слоев в зависимости от диаметра стыкуемых стержней до получения проектного сечения.
Соединения типа С22-Ру следует применять в особо ответственных конструкциях. Не следует исключать возможность применения удлиненных накладок и в горячекатанной стали классов А-V, А-VI.
Соединения арматуры классов Ат-IIIС и Ат-IVС и классов А-IV, А-V, А-VI целесообразно выполнять со смещением накладки, наплавляя швы в шахматном порядке. При диаметре арматуры 22 мм и выше необходимо придерживаться технологической схемы сварки, приведенной на рис. 51.
Режим сварки таких стыковых соединений или приварку коротышей следует назначать, ориентируясь на табл. 63.
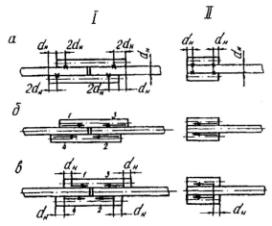
Рис. 51. Соединение стержней с накладками (I) и с коротышами (II):
а - прихватка накладок; б - сварка первым слоем; в - сварка вторым слоем; 1, 2,
3, 4 - порядок наложения швов
|
Диаметр стыкуемых стержней dн, мм |
Число слоев в шве сварного соединения |
Диаметр электрода dэ, мм |
Сварочный ток Iсв, А |
|
10-20 |
1 |
4-5 |
150-175 |
|
22-28 |
2 |
5 |
200-225 |
|
32-40 |
2 |
5-6 |
225-275 |
Примечание. Соединения арматуры класса Ат-V допускаются только из стали марки 20ГС.
Швы следует накладывать в два слоя, второй - после охлаждения первого до температуры 100 °С и отступая от начала первого слоя на расстояние около 1dн. Конечный кратер каждою слоя должен быть заварен с постепенным закорачиванием дуги. Длина коротышей, служащих анкерами при натяжении предварительно напрягаемой арматуры, должна составлять 5dн.
Фланговые швы стыковых соединений стержней с накладками или нахлестом должны иметь плоскую поверхность или усиление высотой 1-2 мм. При этом не допускается оплавлять дугой поверхности рабочих стержней и накладок.
Для предупреждения непроваров вершины угла и боковых сторон (кромок) соединений стержней с накладками или нахлестом электрод следует располагать в плоскости, делящей угол пополам, и сообщать концу электрода поперечные колебательные движения, несколько задерживая его в крайних положениях и в вершине угла.
Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе; последнее, кроме арматуры классов А-II и Ат-IIIС во избежание появления кристаллизационных трещин. Технологические условия сварки порошковой самозащитной проволокой и проволокой сплошного сечения в СO2 аналогичны приведенным выше.
СВАРКА СТЕРЖНЕЙ АРМАТУРЫ В ИНВЕНТАРНЫХ ФОРМАХ
Сварка стыков стержней арматуры в инвентарных формах представляет собой более совершенный и производительный способ сварки по сравнению со сваркой с остающимися скобами-накладками.
Сварка в инвентарных формах производится под слоем флюса, порошковой проволокой и вручную штучными электродами.
В связи со спецификой сварка в инвентарных формах применяется в условиях, когда расстояние между соседними стержнями будет составлять не менее 80-200 мм, в зависимости от диаметра стержней арматуры.
Конструкция и размеры стыкового соединения арматуры стержней должны соответствовать приведенным на рис. 52 и в табл. 63.
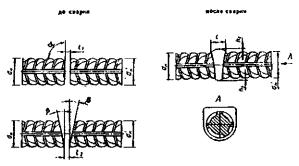
Рис. 52. Конструкция горизонтального стыкового соединения выполняемого в инвентарных съемных формах (типа С5-Мф, С6-Мп, С7-Рв)
Конструкции и размеры инвентарных медных (медь любых марок) или графитных (графит марок ЭЭГ, ЭГ1, ППГ, ГМЗ) форм должны соответствовать приведенным на рис. 53 и табл. 64.
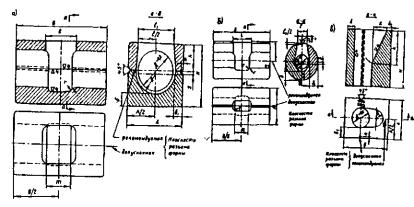
Рис. 53. Конструкции инвентарных медных форм. Формы для сварки горизонтальных (а, б) и вертикальных (в) соединений арматуры, выполненные из заготовок
|
Положение стержней в пространстве |
Диаметры стыкуемых стержней |
Размеры призматических/цилиндрических инвентарных медных форм |
|||||||||
|
А |
В |
Н |
D |
Н |
L=L1 |
R |
d |
d1 |
d2 |
||
|
не менее |
не менее |
||||||||||
|
горизонтальное |
20 |
65 |
70/80 |
80 |
23,5 |
26 |
25 |
13 |
20 |
20 |
- |
|
22 |
70 |
25,5 |
26 |
14 |
|||||||
|
25 |
75 |
28,5 |
28 |
16 |
|||||||
|
28 |
80 |
32,5 |
30 |
18 |
|||||||
|
32 |
85 |
36,5 |
30 |
19 |
|||||||
|
36 |
90 |
80/100 |
90/100 |
41,5 |
35 |
30 |
22 |
20 |
20 |
- |
|
|
40 |
95 |
45,5 |
35 |
24 |
|||||||
|
вертикальное |
20 |
80 |
80 |
90 |
23,5 |
55 |
30 |
10 |
20 |
20 |
10 15 |
|
22 |
23,5 |
60 |
|||||||||
|
25 |
90 |
90 |
100 |
28,5 |
65 |
26 |
12 |
15 |
|||
|
28 |
100 |
100 |
32,5 |
14 |
|||||||
|
32 |
36,5 |
||||||||||
|
36 |
100 |
110 |
120 |
41,5 |
75 |
15 |
20 |
||||
|
40 |
45,5 |
80 |
18 |
||||||||
Примечание. При изготовлении инвентарных форм из графита размеры А и Б следует увеличить на 25-30 %
Закрепление инвентарных форм на стержнях следует выполнять струбцинами или вязальной проволокой, или зажимами любой конструкции. Проскальзывание по арматуре инвентарных форм в горизонтальном и вертикальном направлениях или сдвиг половинок составных форм по отношению друг к другу не допускается.
Между внутренней поверхностью инвентарных форм и наружными поверхностями стержней не должно быть зазоров. При наличие зазора на стержни, отступя 5-10 мм от торцов, следует наматывать шнуровой асбест, обеспечивая плотное прилегание к стержням половинок форм после их закрепления.
Для сварки горизонтальных соединений стержней рекомендуется применять разделку торцов с двухсторонним скосом и прямую разделку. Сварку стержней с прямым скосом могут выполнять сварщики высшей квалификации, при этом для предохранения поверхности медных и графитовых форм от подплавления в момент возбуждения дуги рекомендуется засыпать в зазор между торцами стержней 2-3 г сухой, измельченной, очищенной от масла и грязи, стружки, приготовленной из арматуры того же класса.
Конструкция и размеры стыкового соединения вертикальных стержней должны соответствовать приведенным на рис. 54 и в табл. 65.
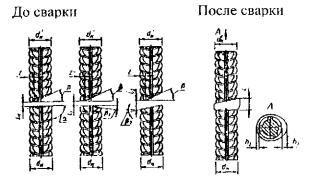
Рис. 54. Конструкция вертикального стыкового соединения выполняемого в инвентарных съемных формах (типы С8-Мф, С9-Мп, С10-Рв)
Таблица 65
|
Размеры, мм |
|||||||||||||
|
Обозн. типа соед., способа сварки |
Класс арматуры |
dн |
d’н/dн |
L1 |
L2 |
Z |
a-10° |
b |
b1 |
b2 |
L |
h1 |
h2 |
|
С8-Мф, С9-Мп, С10-Рв |
А-I, А-II, А-III |
20-40 |
0,5-1,0 |
5-15 3-10 |
8-20 |
< 0,15dн |
90° |
40- 50° |
10-15° |
20- 25° |
£ 2dн |
£25 £15 |
£ 0,15dн £0,05dн |
Примечания:
1. При руной дуговой одноэлектродной сварке и сварке порошковой проволокой разделку с обратным скосом нижнего стержня производить не следует, то же относится к стержням диаметром ³ 31 мм.
2. Размеры в знаменателе относятся к одноэлектродной сварке.
3. При отношении d1'/dн < 1 линейные размеры относятся к стержню большого диаметра.
Для сварки вертикальных соединений рекомендуется применять прямую разделку нижнего края стержня. На время освоения процесса механизированной сварки допускается использовать разделку нижнего стержня со скосом «на себя». Разделка нижнего стержня с обратным уклоном («от себя») допускается при условии, что сварку таких соединений будут выполнять сварщики, имеющие удостоверение на право производства таких работ.
Размеры вертикальных и горизонтальных инвентарных форм приведены в табл. 64.
На горизонтальные и вертикальные соединения арматуры инвентарные формы следует устанавливать на подготовленные для сварки концы стержней таким образом, чтобы были выдержаны установочные размеры, приведенные на рис. 55.
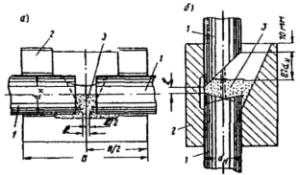
Рис. 55. Установочные размеры при сборке инвентарных форм для
сварки стыковых соединений арматуры:
а - горизонтальных; б - вертикальных; 1 - стыкуемые стержни; 2 - элементы
инвентарной формы; 3 - электрод
Для образования стыкового соединения горизонтальных стержней следует возбудить дугу путем касания электродной проволокой в точке К (рис. 56). Не допускается возбуждение дуги путем замыкания электродной проволоки на элементы медной формы.
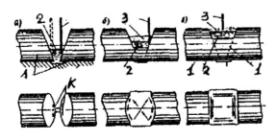
Рис. 56. Техника ванной сварки стыковых соединений горизонтальных
стержней:
а - на начальном этапе расплавления нижней части торцов стержней; б - при
установившемся процессе; в - на конечном этапе; 1 - стержни; 2 - жидкий металл;
3 - шлак; К - точка касания сварочной проволоки стержней для возбуждения
дуги
Проплавить нижнюю часть торца одного стержня, сообщая проволоке колебательные движения, показанные на рисунке стрелками. Расплавив нижнюю часть торца стержня, переместить конец проволоки на нижнюю часть второго стержня и проплавить его.
После образования ванны жидкого металла и шлака путем быстрых перемещений конца сварочной проволоки по краям шлаковой ванны у торцов стержней постепенно заполнить плавильное пространство. Приближать проволоку к стенкам инвентарных форм не рекомендуется.
Закончить сварку путем перемещения конца электродной проволоки по периметру ванны, при этом не допускается ее приближение к центру плавильного пространства.
Для образования стыкового соединения вертикальных стержней следует возбудить дугу в точке К и проплавить торец нижнего стержня, перемещая конец сварочной проволоки поперечными колебательными движениями в сторону, противоположную сварщику (рис. 57). После образования ванны жидкого металла и шлака заполнить металлом всю разделку соединения. При этом колебательные движения конца проволоки в районе скоса верхнего стержня следует чередовать с круговыми движениями по периметру ванны.
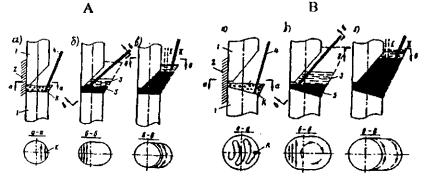
Рис. 57. Техника ванной сварки стыковых соединений вертикальных
стержней диаметром до 32 мм (А) и диаметром более 32 мм (В):
а - расплавление торца нижнего стержня; б - расплавление торца верхнего
стержня; в - окончание сварки; К - точка касания сварочной проволоки
стержня для возбуждения дуги; I - место расположения сварочной проволоки
параллельно оси стержня; II - место окончания сварки; 1 - стыкуемые стержни; 2
- место закрепленной медной формы; 3 - флюс или жидкий шлак; 4 - сварочная
проволока; 5 - наплавленный металл
На заключительном этапе процесса сварочную проволоку следует направлять под минимальным углом к вертикали возможно ближе к поверхности верхнего стержня (положение I), сообщая концу проволоки полукруговые движения. Заканчивать сварку следует, удаляя проволоку от поверхности стержня (в положении II) и сообщая ее концу движения по периметру шлаковой ванны у стенок формы.
Техника сварки вертикальных соединений с разделкой верхнего и нижнего стержня приведены на рис. 57.
Сварку вертикальных соединений стержней при разделке нижнего стержня с обратным уклоном следует начинать со стороны, удаленной от сварщика. Проплавлять торец нижнего стержня следует поперечными колебательными движениями проволоки, постепенно передвигая ее «на себя». После этого сварку следует продолжать также как при прямой разделке нижнего края.
Оборудование, источники питания и сварочные материалы следует выбирать, руководствуясь указаниями и характеристиками, изложенными в соответствующих главах.
СВАРКА АРМАТУРНЫХ СТЕРЖНЕЙ ВТАВР И ВНАХЛЕСТКУ С ПЛОСКИМИ ЭЛЕМЕНТАМИ
Конструкция и размеры тавровых соединений арматуры с плоскими элементами проката, выполняемых механизированной сваркой в среде углекислого газа типа Т10-Мс и Т11-Мц, должны соответствовать приведенным на рис. 58 и в табл. 66, а соединения, выполняемые ручной дуговой сваркой типа Т12-Рз, - приведенным на рис. 59 и в табл. 67.
Конструкция размеры нахлесточных соединений арматуры с плоскими поверхностями проката должна соответствовать приведенных на рис. 68 и в табл. 69.
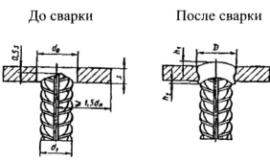
Рис. 58. Конструкция тавровых соединений, выполняемых механизированной сваркой в среде СO2 в сквозное отверстие типа Т10-Мс
Таблица 66
|
Размеры, мм |
|||||||||
|
Обоз, типа соед., способа сварки |
Класс арматуры |
dн |
S |
d0 |
D0 |
S / dн |
h1 |
h2 |
D |
|
Т10-Мс |
А-I, А-II, А-III, А-IIIС |
12 |
- |
- |
- |
- |
- |
- |
22-26 |
|
14 |
³8 |
- |
- |
- |
0-1 |
4-5 |
26-30 |
||
|
16 |
- |
d1+2 |
d0+10 |
³0,5 |
- |
- |
28-32 |
||
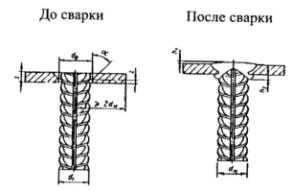
Рис. 59. Конструкция таврового соединения, выполняемого ручной дуговой сваркой валиковыми швами в раззенкованное отверстие
|
Размеры, мм |
||||||||||
|
Обоз, типа соед., способа сварки |
Класс арматуры |
dн |
s |
d0±2 |
Z при |
a ±5° |
s / dн |
h1 |
h2 при dн > 12 ±1 |
|
|
s =6-7 |
S =8-26 |
|||||||||
|
Т12-Рз |
А-I |
8-40 |
>6 |
|
|
|
|
>0,50 |
|
|
|
А-II |
10-40 |
>8 |
|
1-2 |
2-3 |
50° |
>0,65 |
>2 |
4 |
|
|
А-III |
8-40 |
>6 |
>0,75 |
|||||||
|
А-IIIС |
8-18 |
>8 |
|
|
|
|
|
|
||
СВАРКА ТАВРОВЫХ СОЕДИНЕНИЙ
Сварку тавровых соединений осуществляют, как правило, в кондукторах. Допускается собирать стержни с пластинами на прихватках штучными электродами. Прихватки должны быть расположены с двух сторон стержня в нижней части разделки.
Параметры режимов механизированной сварки в СO2 и их рекомендуемые значения приведены в табл. 68.
Таблица 68
|
Диаметр стержня dн, мм |
Толщина пластины d, мм |
Значение параметров режима сварки |
|||
|
сварочный ток Iсв, А |
напряжение на дуге V9, В |
скорость, м/ч |
|||
|
подачи электродной проволоки U |
наплавке при настройке полуавтомата U |
||||
|
12-16 |
7-12 |
380-400 |
32-34 |
340-400 |
45-35 |
|
18-25 |
10-18 |
400-440 |
34-36 |
400-450 |
34-27 |
Тавровые соединения стержней диаметром свыше 18 мм с пластиной должны выполняться в два этапа:
1. За один проход наплавить основной кольцевой шов. При этом заплавляется зазор между стержнем и стенкой отверстия в пластине изделия.
2. Наложить два полукольцевых подварочных шва (рис. 60) по схеме, приведенной на рис. 61. Второй полукольцевой шов должен выполняться через 10-15 с после окончания наплавки первого полукольцевого шва.
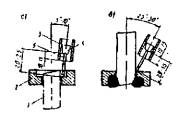
Рис. 60. Схема сварки основным (а) и подварочным (б) швами в
тавровом соединении стержней диаметром 18-25 мм:
1 - стержень; 2 - пластина; 3 - сопло сварочной горелки; 4 - мундштук; 5 -
сварочная проволока
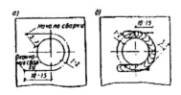
Рис. 61. Порядок сварки подварочпыми швами:
а - первым полукольцевым швом; б - вторым полукольцевым швом
Сварка должна выполняться проволокой сплошного сечения диаметром 2 мм при расходе газа от 1000 до 1200 л/ч. Настройку полуавтомата на оптимальный режим, который характеризуется малым разбрызгиванием, ровным и непрерывным горением дуги и правильным формированием шва, следует осуществлять путем наплавки пробных валиковых швов на пластину.
Расположение сварочной горелки относительно свариваемых деталей, расстояние между кромками сопла и мундштука, а также вылет электродной проволоки должны соответствовать указанным на рис. 62 и 60. Сварку следует вести углом назад (величина угла должна составлять 75°).
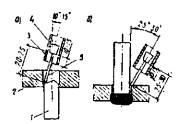
Рис. 62. Схема с основным (а) и подварочным (б) швами в тавровом
соединении стержней диаметром 12-16 мм:
1 - стержень; 2 - пластина; 3 - сопло сварочной горелки; 4 - мундштук; 5 -
сварочная проволока
Тавровые соединения стержней с пластинами должны выполняться в два этапа:
1. Наплавить основной шов. При этом конец электрода следует перемещать по кругу вдоль отверстия в пластине изделия. Наплавка основного шва заканчивается после полного заполнения отверстия.
2. Наложить подварочный кольцевой однопроходный. Для этого следует возбудить дугу на пластине в 5-7 мм от отверстия (см. рис. 61), затем конец электрода перемещают вокруг стержня на расстояние 1-2 мм от кромки отверстия. Сварку следует закончить после перекрытия начала шва и вывода дуги на пластину по касательной на расстояние 10-15 мм.
Конструкция и размеры тавровых соединений арматуры с плоскими элементами проката, выполняемых ручной дуговой сваркой типа Т12-Рэ, должны соответствовать приведенным на рис. 59 и в табл. 67.
Сборку элементов изделий следует осуществлять в кондукторах или на прихватках. Прихватки следует располагать: для соединения стержней диаметром до 16 мм - с одной стороны, а при стержнях больших диаметров - с двух сторон так, чтобы при сварке изделий они были полностью переплавлены. Прихватки следует выполнять теми же электродами, что и сварные швы.
Соединения со стержнями диаметром до 14 мм, как правило, следует выполнять за один проход. При многослойной сварке слой перед наложением последующего должен быть очищен от шлака и брызг металла. Переход от наплавленного металла к пластине и стержню должен быть плавным. Подрезы на стержнях не допускаются. Кратеры должны быть заварены.
Сварку следует выполнять электродами диаметром:
4 мм при Дн = 8 - 16 мм;
5 мм при Дн = 22 - 32 мм;
6 мм при Дн = 22 - 40 мм.
Сварочный ток следует назначать по паспортным данным электродов.
Конструкция и размеры нахлесточных соединений арматуры с плоскими поверхностями проката должны соответствовать приведенным на рис. 63 и в табл. 69.
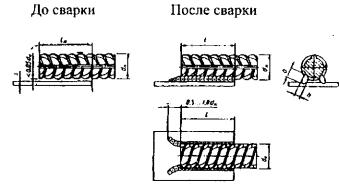
Рис. 63. Конструкция нахлесточного соединения, выполняемая ручной дуговой сваркой протяженными швами (тип Н1-Рщ)
Таблица 69
|
Размеры, мм |
||||||
|
Обозначение типа соединения, способа сварки |
Класс арматуры |
dн |
s |
L=Lн |
h |
h |
|
Н1-Рш |
А-I |
10-40 |
³ 0,3dн, но ³ 4 |
3dн |
0,5dн, но ³ 8 |
0,25dн , но ³ 4 |
|
А-II, А-III |
4dн |
|||||
|
А-IV |
10-22 |
³ 0,4dн, но ³ 5 |
5dн |
|||
|
А-V |
10-32 |
|||||
|
А-VI |
10-22 |
|||||
|
Ат-IIIC |
10-32 |
³ 0,3dн , но ³ 4 |
4dн |
|||
Примечание. Допускается принять сварку самозащитными порошковыми проволоками и в углекислом газе, последнее кроме арматуры классов А-II и Ат-IIIC (из стали марки Ст5).
Сборку элементов изделий следует выполнять с помощью двух прихваток, расположенных по диагонали с противоположных сторон стержня на расстоянии (0,5 - 1,0)Дн от краев нахлестки.
Сварку протяженными швами нахлесточных соединений стержней с плоскими элементами проката (пластина, уголок и т.д.) следует выполнять на режимах, приведенных в табл. 70.
Таблица 70
|
Диаметр стержней dн, мм |
Количество слоев в шве соединения |
Диаметр электрода dн, мм |
Сварочный ток Iсв, А |
|
8-20 |
1 |
4-5 |
150-175 |
|
22-32 |
1 |
5 |
200-275 |
|
36-40 |
2 |
5-6 |
225-275 |
Примечание. Сварку в вертикальном положении, выполняемую, как правило, в монтажных условиях, следует вести при токе, который на 10-20 % ниже указанного в таблице.
СВАРКА В УСЛОВИЯХ НИЗКИХ ТЕМПЕРАТУР
Сварка при низких температурах соединений арматуры осуществляется по технологии, регламентированной проектом и техническими условиями, в основном, для сварочных работ при положительных температурах. Работая при низких температурах, основное внимание следует обратить на условия работы рабочих-сварщиков: удобство и качество их одежды, возможности периодически обогреваться, однако, следует учитывать некоторые организационные и технологические особенности сварки при названных выше условиях.
Руководство сварочными работами должен осуществлять специалист, имеющий соответствующее образование и практический опыт работы по сварке, прошедший аттестацию в соответствии с «Правилами аттестации сварщиков и специалистов сварочного производства», утвержденных Постановлением Госгортехнадзора РФ № 63 от 30.10.98.
К сварке монтажных соединений допускаются сварщики, достигшие 18 лет, прошедшие теоретическое и практическое обучение и выдержавшие экзамен, сварившие контрольные образцы для ультразвукового контроля и механических испытаний с положительными результатами этих испытаний, получившие удостоверение сварщика на определенный вид сварки.
Наряду с выполнением сварных соединений, сварщики должны обладать знаниями и практическими навыками для выполнения сопутствующих работ: производить операции по подготовке соединений под сварку, качественно выполнять прихватки, определять внешние дефекты сварных швов наружным осмотром и оценивать качество швов. Знать и уметь выполнять требования по сварке монтажных соединений при низких температурах, знать и выполнять правила безопасности труда, производственной санитарии и пожарной безопасности.
Сварку при низких температурах следует осуществлять по технологии, указанной в технологическом регламенте, но на повышенной силе тока. Сварочный ток следует повышать от 0°С пропорционально понижению температуры наружного воздуха так, чтобы при температуре минус 30 °С сила сварочного тока была повышена на 10-15 %, согласно табл. 71, 72.
Таблица 71
|
Толщина свариваемых элементов, мм |
Диаметр электродов, мм |
Сварочный ток А при t °С |
|||
|
до 0 |
-10 |
-20 |
-30 |
||
|
4-5 |
3 |
80-130 |
84-136 |
88-143 |
94-150 |
|
4 |
140-200 |
147-210 |
154-220 |
160-230 |
|
|
5-10 |
5 |
190-280 |
199-294 |
201-308 |
218-322 |
|
6 |
240-350 |
252-367 |
262-358 |
276-402 |
|
|
свыше 10 |
7 |
320-450 |
336-472 |
352-495 |
368-517 |
|
8 |
400-450 |
420-472 |
440-495 |
460-517 |
|
Таблица 72
|
Диаметр стержня dн, мм |
Количество в шве соединений |
Диаметр электрода, мм |
Сварочный ток, А |
|
8-20 |
1 |
4-5 |
В соответствии с диаметром электрода |
|
22-32 |
1 |
5 |
|
|
36-40 |
2 |
5-6 |
Сечение сварного кабеля при его длине не более 30 м следует назначать в зависимости от силы сварочного тока (табл. 73).
Обратный провод должен быть того же сечения, что и прямой. В стационарных условиях допускается обратный провод выполнять в виде шины соответствующего сечения.
Таблица 73
|
Сварочный ток, А |
240 |
300 |
400 |
600 |
800 |
|
Площадь сечения, мм2 |
35 |
50 |
70 |
95 |
150 |
Зона сварки и рабочее место сварщика должны быть ограждены от атмосферных осадков, сильного ветра и сквозняков. При температуре наружного воздуха минус 15 °С и ниже рекомендуется иметь вблизи рабочего места сварщика устройства для обогрева рук или оборудовать тепляки. При температуре ниже минус 5 °С сварку соединений стержней следует производить без перерыва, за исключением времени, необходимого на смену электрода или зачистку шва при многослойной сварке.
Для соединения стержней, выполняемых сваркой при низких температурах с накладками или в нахлестку, а также при сварке элементов закладных деталей, вырубку дефектов в швах следует выполнять после подогрева сварного соединения до температуры 200-250 °С. Заварку дефектного места следует производить также после подогрева до вышеуказанной температуры.
Сварочное оборудование должно быть подготовлено для эксплуатации в условиях низких температур. На время перерыва в работе его рекомендуется хранить в отапливаемом помещении или закрывать обогреваемыми кожухами. Установленное сварочное оборудование должно иметь приборы контроля режимов сварки (амперметры, вольтметры), проверенные и принятые лабораторией государственного надзора.
Сварочные электроды, используемые при сварке арматурных стержней и закладных деталей, помимо проверки соответствия сопроводительной документации (сертификаты), марок, номеров партий и плавок, геометрических размеров и других технологических характеристик, подвергают обязательной проверке не менее одного раза в год. Качество электродов проверяют внешним осмотром, обмером и определением прочности и влажности покрытия, сварочных (технологических) свойств наплавленного металла и его химического состава, согласно ГОСТ 9466-75*. По этому же ГОСТу назначают и объем испытаний.
В случае появления технологического брака при сварке (трещины, поры и т.п.) производят проверку качества электродной проволоки.
Каждая партия электродов должна иметь сертификат, в котором указывается завод-изготовитель, дата изготовления, номер партии, ГОСТ на электроды, диаметр, тип и марка электродов, механические свойства наплавленного металла и допустимое содержание в нем серы и фосфора, рекомендуемые режимы сварки, режим прокалки электродов перед сваркой. Каждая пачка электродов, кроме того, снабжается этикеткой, наклеенной на пачку или вложенной внутрь. Этикетка повторяет сведения сертификата.
Покрытие электродов должно быть прочным и не разрушаться от падения электрода на стальную плиту или при изгибе.
При хранении электродов на складе не допускается их увлажнение. Они должны храниться на деревянных настилах, не соприкасающихся с грунтом. Для прокалки следует использовать электропечи с терморегуляторами с диапазоном нагрева от 100 до 400 °С. Применение электродов без сертификатов и этикеток не допускается.
Хранение и подготовка сварочных электродов на каждом
объекте осуществляется на специализированном участке в отапливаемом помещении с температурой воздуха не ниже +10 °С. Участок должен иметь помещение со стеллажами для хранения электродов, быть оснащенным электропечами для прокалки, необходимым инструментом, контрольно-измерительными приборами для проверки температуры прокаливания, инструкциями по подготовке электродов для сварочных работ. Отпуск сварочных электродов после их подготовки осуществляется в пределах сменной потребности. Сварочные электроды к рабочему месту следует подавать непосредственно перед сваркой в количестве, необходимом для непрерывной работы сварщика в течение смены. Хранить сварочные электроды на рабочем месте надо в плотно закрывающейся таре, исключающей увлажнение.
Для сварки при низких температурах рекомендуется применять источники питания постоянного тока, обеспечивающие высокую стабильность дуги-выпрямителя ВДД-201, ВД-306, ВД401, ВД506, ВДУ-505, ВД-403. Применение источников питания переменного тока допускается в тех случаях, когда колебания сетевого напряжения не превышают ±6 %.
Сварщику, впервые приступившему к работе при температуре ниже минус 5 °С, необходимо пройти двух- трехдневную практику. Практика производится на специальных образцах или на сварке неответственных конструкций. После окончания практики сварщики проходят технологическую пробу, при которой проверяется качество формирования шва (равномерность дефектов). Результаты технологической пробы оформляются актом.
Сварщики, сдавшие технологические пробы при температуре ниже минус 5 °С, допускаются к производству сварки при температуре на 10 °С ниже температуры, заданной для технологической пробы.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренные отдельные участки шва не допускается. В случае вынужденного прекращения сварки процесс сварки следует возобновить при условии подогрева металла в соответствии с технологией, разработанной для данной конструкции.
ДЕФЕКТЫ СВАРНЫХ ШВОВ И ИХ ПРЕДОТВРАЩЕНИЕ
Качество сварных соединений в значительной мере определяет эксплуатационную надежность и экономичность конструкций. Наличие в сварных соединениях дефектов - отклонений от заданных свойств, формы и сплошности шва, свойств и сплошности околошовной зоны может привести к нарушению герметичности, прочности и других эксплуатационных характеристик изделия, а при некоторых обстоятельствах вызвать аварию его в процессе изготовления, монтажа или работы. В реальных условиях производства дефекты возникают достаточно часто. Количество их - объективный показатель рациональности принятого технологического процесса, пригодности и кондиции используемых сварочных материалов и основного металла, квалификации сварщиков, наличия необходимого комфорта для работы, оптимальности и технического состояния оборудования и оснастки и общей культуры производства, характерной для данного предприятия.
Качество сварных соединений определяется механическими свойствами металла, коррозийной стойкостью его и отсутствием дефектов в сварном шве. Эти три основных показателя часто связаны между собой. Возникновение трещин, например, связано со снижением пластических свойств металла или околошовной зоны. Газовая пористость снижает прочностные характеристики металла, неблагоприятно сказывается на работе сварных швов при знакопеременных нагрузках и т.д. Аналогично влияют непровар, подрезы, шлаковые включения.
Для получения качественных швов следует соответствующим образом подготавливать изделия и материалы для сварки, строго соблюдать технологию сварки.
Дефекты, появляющиеся в сварных соединениях, различаются по месту расположения (наружные и внутренние) и причинам возникновения. В зависимости от причин возникновения их можно разделить на две группы. К первой группе относятся дефекты, связанные с металлургическими, гидродинамическими и термическими явлениями, происходящими в процессе образования и кристаллизации сварочной ванны и остывания сварного соединения. Это кристаллизационные и холодные трещины в металле шва и околошовной зоне, поры, шлаковые каналы, зона несплавления, утяжины, отклонения от необходимых прочностных и пластических свойств металла шва и сварного соединения, а также неблагоприятные изменения свойств металла околошовной зоны.
Ко второй группе дефектов, которую назовем дефектами формирования швов, относятся непровары, подрезы, наплывы, прожоги, кратеры, несимметричность расположения угловых швов, уменьшение размеров швов и др. Возникновение подобных дефектов обычно обусловлено неправильным технологическим процессом, нарушением режима сварки, неисправностью оборудования, низкой квалификацией сварщиков, плохой подготовкой и сборкой под сварку элементов конструкции, неточным расположением конца электрода по отношению к свариваемым кромкам, недоступностью места сварки и возникающим из-за этого неудобством выполнения сварочных манипуляций, а также другими причинами, связанными с культурой производства.
Чтобы успешно бороться с возникновением дефектов, нужно знать причины их появления. Рассмотрим природу возникновения каждого дефекта в отдельности и меры борьбы с ним.
ТРЕЩИНЫ В СВАРНЫХ ШВАХ
Трещины - один из наиболее опасных дефектов сварного шва. Возникновение трещин связано с химическим составом основного и наплавленного металла, а также с быстрым охлаждением шва и большой жесткостью свариваемого контура.
При сварке низкоуглеродистых сталей появление трещин очень редкое явление, а потому можно считать, что необходимость борьбы с трещинами возникает только при отклонениях в химическом составе низкоуглеродистой стали в сторону увеличения содержания углерода и других элементов.
Характеристика трещин. Трещины в сварных швах бывают продольные и поперечные, размеры их изменяются от микроскопических волосовин до таких, которые легко обнаружить при осмотре шва невооруженным глазом. (рис. 64).
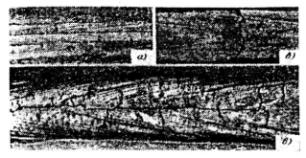
Рис. 64. Трещины в металле сварного шва:
а - продольная; б - поперечная; в - продольная и поперечные
В настоящее время установлено, что трещины в сварных швах образуются главным образом при температуре выше 1000 °С. Поэтому часто их называют «горячими» в отличие от «холодных» трещин, возникающих при низких температурах.
Химический состав металла также оказывает решающее влияние на склонность сварного шва к возникновению трещин. Рассмотрим влияние отдельных элементов на склонность сварных швов к появлению хрупкости и трещин.
Углерод в большой степени определяет свариваемость сталей, склонность к хрупкости и трещинам. С увеличением содержания углерода повышаются прочностные и снижаются пластические свойства стали, повышается склонность к возникновению трещин в металле шва и зоне термического влияния; увеличение содержания углерода до 0,3 % и выше делает стали чувствительными к закалке, требует предварительного подогрева перед сваркой и медленного остывания после сварки.
Кремний - легирующий элемент и сильный раскислитель, при содержании в пределах 0,2 - 0,3 % не ухудшает свариваемость сталей. При большем содержании повышает прочность и упругие свойства сталей, ухудшает свариваемость, способствует возникновению трещин, особенно при увеличении содержания углерода и других легирующих элементов.
Марганец в стали выполняет две роли - легирующего элемента и раскислителя. Обычно в углеродистых сталях его содержится 0,3-0,8 %. При таком количестве марганец не ухудшает свариваемость, способствует повышению прочности и удалению из швов серы. При содержании марганца до 2 % и выше свариваемость затрудняется, в шве могут появиться трещины.
Хром повышает прочность стали, твердость, закаливаемость, способствует образованию карбидов хрома - все это препятствует свариваемости и способствует образованию трещин. При сварке особенно опасен в сочетании с повышенным содержанием углерода. В низкоуглеродистых сталях содержание хрома должно быть до 0,3 %, в конструкционных сталях - 0,7-3,5 %.
Молибден повышает прочность и твердость стали, прокаливаемость, сопротивляемость ударным нагрузкам, снижает склонность к перегреву, устраняет влияние хрупкости при отпуске. В процессе сварки сильно окисляется и выгорает. В конструкционных сталях молибдена содержится до 0,55 %.
Ванадий измельчает зерно в стали, повышает вязкость, пластичность и сопротивление перегреву. В процессе сварки сильно окисляется и выгорает. Способствует закаливаемости стали, что ухудшает свариваемость. В конструкционных и легированных сталях содержится 0,06-0,18 % ванадия.
Титан вводится в сталь в таких же небольших количествах и его влияние аналогично влиянию ванадия.
Сера и фосфор - вредные примеси, содержание которых в сталях строго ограничивается до 0,03-0,04 %. Они ухудшают свариваемость, повышают склонность швов к возникновению «горячих» (сера) и «холодных» (фосфор) трещин. Для предупреждения возникновения трещин необходимо, чтобы в сварочной ванне выдерживалось соотношение между процентным содержанием марганца и серы в пропорции [Mn]:[S]>10.
Если по каким-либо техническим причинам в сварных конструкциях используются стали с повышенным содержанием углерода и легирующих примесей, то рекомендуется выбирать специальную технологию сварки.
Влияние жесткости конструкции. При сварке жестких конструкций возникают дополнительные внутренние напряжения. Жесткость конструкции особенно опасна в отношении появления трещин при сварке закаливающихся сталей, когда за счет снижения пластических свойств металла возникают высокие внутренние напряжения. Это требует разработки мер по снижению внутренних напряжений: использование хороню сваривающихся сталей, подогрев металла перед сваркой.
Влияние концентраторов напряжений. Возникновению трещин в сварных швах способствуют концентраторы напряжений - различные дефекты, в частности, газовые поры, шлаковые включения особенно вытянутой формы. Появлению трещин могут способствовать такие факторы: ослабления сечения металла и концентрации напряжения, вызванные наличием указанных дефектов, и высокие внутренние напряжения в металле шва в процессе остывания.
Влияние температурного режима сварки. Температурный режим сварки оказывает большое влияние на возникновение внутренних напряжений в металле шва и сварного соединения, а также на пластические свойства металла. Предварительный подогрев металла до начала сварки и сопутствующий в процессе сварки снижает разность температур между нагретыми и холодными участками металла, внутренние напряжения, скорость остывания металла, предупреждает закалку, что также снижает внутренние напряжения и предотвращает возникновение трещин. Температура подогрева сталей обычно составляет 100-450 °С.
Влияние водорода. Причиной «холодных» трещин может быть водород, который из-за плохой растворимости в металле при низких температурах выделяется в пустотах кристаллической решетки металла, создавая большие давления. Водород не опасен в отношении трещин при сварке низкоуглеродистых и хорошо сваривающихся низколегированных сталей. Однако для снижения содержания водорода обязательны удаление ржавчины с поверхности металла, прокалка электродов и флюсов перед сваркой.
ПОДРЕЗЫ
Продольные углубления, возникающие в сварных швах, так называемые подрезы, являются серьезными дефектами сварного шва, потому что они ослабляют сечение основного металла в наиболее опасной переходной зоне. Подрез приводит к резкой концентрации напряжений в тех случаях, когда он расположен перпендикулярно к направлению главных напряжений, действующих на сварное соединение. Для конструкций, работающих при вибрационных нагрузках, подрез существенно снижает прочность сварного соединения. Наиболее часто подрезы возникают при сварке угловых швов и первых слоев многослойных стыков швов (рис. 65).
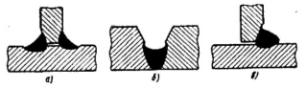
Рис. 65. Подрезы:
а - двусторонний при сварке углового шва; б - двусторонний при сварке первого
слоя многослойного стыкового шва; в - односторонний с наплывом на вторую кромку
при сварке углового шва
В большинстве случаев подрезы являются следствием излишне высокого напряжения дуги или недостаточно точного ведения электрода по оси соединения. В первом случае часть канавки, выплавленной дугой в основном металле, не заполняется металлом сварочной ванны. Если же ширина канавки меньше, чем ширина шва, который может сформироваться при данном количестве дополнительного металла, образуется выпуклый шов (рис. 66).
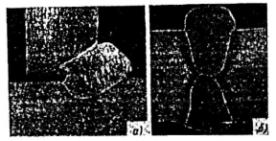
Рис. 66. Выпуклый шов:
а - угловой; б - стыковой
При неточном ведении электрода происходит более глубокое проплавление одной из кромок и металла сварочной ванны не хватает для полного заполнения образовавшейся канавки. При сварке наклонным электродом с оплавлением кромки образование подреза облегчается стеканием металла на горизонтально расположенную деталь. Образование подрезов при сварке стыковых швов без разделки кромок связано также с плохим растеканием металла.
Для предотвращения подрезов при сварке в нижнем положении нужно хорошо прогреть металлическое основание сварочной ванны и не допускать, чтобы скорость расплавления основного и присадочного металлов опережала скорость прогрева основного металла, контактирующего со сварочной ванной. Эти требования обеспечивают: сварка «углом вперед», петлеобразные движения электрода, короткая дуга, применение умеренных токов и скоростей сварки.
Допустимая глубина подреза должна ограничиваться в технических условиях и других документах. Для ориентировки можно указать, что при сварочных работах подрезы допускаются глубиной до 0,5 мм, для неответственных конструкций - не более 10 % от толщины свариваемых элементов, но не глубже 1,5 мм. Более глубокие подрезы должны быть исправлены наплавкой тонкого шва.
НЕПРОВАР
Непроваром называют местное отсутствие сплавления между свариваемыми элементами и между металлом шва или отдельными слоями при многослойном шве. В зависимости от расположения и характера различают непровар по толщине основного металла (рис. 67). При сварке стыковых швов с разделкой кромок и угловых швов с разделкой и без разделки кромок наблюдается непровар вершины угла.
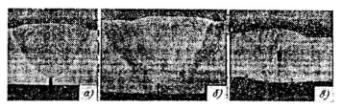
Рис. 67. Непровар по толщине металла при стыковой сварке:
а - однослойный односторонний шов; б - многослойный односторонний шов; в -
однослойный двусторонний шов
Непровар уменьшает сечение шва и вызывает значительную концентрацию напряжений, что иногда может привести к образованию трещины. Непровар по толщине свариваемого металла может быть вызван неправильным подбором режима сварки или нарушением режима сварки в процессе выполнения данного шва (главным образом уменьшением силы тока). Причиной непровара может также служить недостаточно точное направление конца электрода по месту сопряжения кромок. Довольно часто непровары наблюдаются в начале и в конце сварного шва. Это связано с тем, что глубина провара на этом участке, вследствие неустановившегося теплового процесса, падает. Для того чтобы предотвратить непровар в конце и в начале шва, сварку следует начинать и заканчивать на специальных выводных планках.
К непровару корня шва приводит также нарушение режима сварки, обуславливающее изменения положения первого слоя шва в разделке. Наклон изделия или резкое изменение скорости при сварке с разделкой кромок может также вызвать непровар корня шва. В этом случае жидкий металл затекает перед дугой, что препятствует сплавлению его с холодным основным металлом.
Непровар по кромке обычно является следствием изменения формы шва из-за уменьшения дуги или увеличения скорости сварки. Это приводит к несовпадению формы шва или слоя с формой разделки или пространства, образовавшегося между слоями. К тому же ведет недостаточно точное направление электрода по отношению к свариваемым кромкам или слою (при этом шов смещается на одну сторону, вторая кромка или слой не оплавляются другой), а также неправильная последовательность наложения слоев при многослойной сварке. Во всех случаях основной металл не расплавляется, в результате чего образуется непровар.
Таким образом, чтобы предотвратить непровар, необходимо тщательно зачищать поверхность металла от загрязнений (окалины, ржавчины или шлака при многослойной сварке), не допускать неравномерного смещения дуги на одну из сторон шва в процессе сварки, обеспечивать достаточный прогрев и расплавление металла в основании сварочной ванны.
Размеры допустимого непровара на отдельных участках шва оговаривается в технических условиях на изготовление конкретных конструкций. Участок шва с непроваром, превосходящий регламентируемую соответствующими техническими документами величину, должен быть удален и заварен заново.
ПОРЫ В СВАРНЫХ ШВАХ
Порами называют заполненные газом полости в швах, имеющие округлую, вытянутую или более сложную форму. Они возникают при первичной кристаллизации металла сварочной ванны в результате выделения газов. Поры располагаются по оси шва или его сечению, а также вблизи от границы сплавления. При дуговой сварке поры выходят или не выходят на поверхность шва (рис. 68), располагаются цепочкой по оси шва или отдельными группами. Поры, выходящие на поверхность шва, иногда называются свищами.
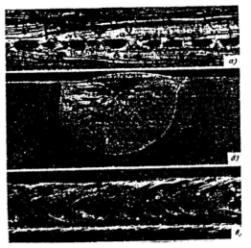
Рис. 68. Поры в металле сварного шва:
а - выходящие на поверхность шва; б - не выходящие на поверхность шва; в -
групповое расположение пор
Поры могут быть микроскопическими (несколько микрометров) и крупными (4-6 мм в поперечнике). Выходящие на поверхность поры выявляются при внешнем осмотре. Поры, не выходящие на поверхность, выявляются теми же методами, что и выходящие на поверхность трещины.
Поры - недопустимый дефект сварных швов для аппаратуры, работающей под давлением и под вакуумом, или предназначенной для хранения и транспортировки жидких и газообразных продуктов. Для других конструкций поры не являются столь серьезным дефектом, как трещины. Однако наличие пор при всех условиях нежелательно. Вопрос о допустимости пор решается в зависимости от условий эксплуатации конструкции.
Основной причиной возникновения пор при сварке стали являются водород, азот и окись углерода. Пористость швов при сварке алюминия и его сплавов в основном вызывается водородом.
Образование пор на стали от выделения водорода и азота обусловлено резким снижением их растворимости в процессе затвердевания сварочной ванны. При уменьшении температуры сварочной ванны до температуры плавления растворимость снижается постепенно, и образовавшиеся пузырьки свободно всплывают на поверхность жидкой ванны. При затвердевании металла снижение растворимости водорода и азота происходит скачкообразно. Например, при затвердевании низкоуглеродистой стали растворимость азота снижается в 4 раза, а водорода в 1,7 раза. Более низкая растворимость водорода и азота в твердом металле по сравнению с растворимостью их в жидком металле ведет к обогащению расплава этими газами, что способствует зарождению газовых пузырьков на поверхности раздела жидкого и твердого металлов. При резком увеличении количества выделившегося газа не все пузырьки успевают всплыть на поверхность сварочной ванны, часть их остается в сварном шве.
В реальных условиях сварки пористость швов обычно вызывается совместным действием нескольких газов. Если в процессе затвердевания металла сварочной ванны сила внутреннего давления в газовом зародыше или пузырьке заметно превышает барометрическое давление, металл будет кипеть и в шве появятся поры. Сила внутреннего давления в газовом зародыше или пузырьке состоит из парциальных давлений отдельных газов.
Водород поступает в атмосферу дуги, а из нее в сварочную ванну из ржавчины, влаги и других загрязнений, находящихся на поверхности свариваемых кромок и присадочного металла, из защитного газа или из материалов, входящих в состав покрытия флюса.
Азот поступает в зону сварки, а из нее в сварочную ванну из окружающей атмосферы, а также из расплавляемых основного и присадочного металлов. Избежать пористости от азота можно путем ограничения растворения азота в жидком электродном металле и металлической ванне до величин, меньших растворимости азота в твердом металле; повышения растворимости азота в твердом металле; связывания азота в металле шва в стойкие нитриды.
Растворение азота в металле ограничивают применением газовой или шлаковой защиты зоны сварки от доступа воздуха. Кроме того, нужно исключать все другие возможности поступления азота в зону сварки. Содержание азота в основном металле и сварочной проволоке не должно превышать допустимого. Нельзя выполнять прихватки, монтажные и подварочные швы электродами со стабилизирующим покрытием или покрытыми электродами с отбитой обмазкой. Содержание азота в защитных газах должно быть минимальным.
К металлургическим способам предупреждения пористости от азота принадлежит также дегазация жидкого металла при его кипении. В частности, этот способ применяют при сварке и наплавке под флюсом металла с повышенным содержанием азота. Для этого иногда используют сварочную проволоку с повышенным содержанием углерода.
Среди кислородных соединений окись углерода и водяной пар отличаются тем, что при температурах существования жидкой стали они находятся в газообразном состоянии. В связи с этим одной из важнейших задач раскисления сварочной ванны является предупреждение образования этих газов во время затвердевания металла. Чтобы избежать пористости от выделения газообразных кислородных соединений, в зону сварки вводят элементы с высоким сродством к кислороду, образующие твердые или жидкие окислы. Соединяясь с кислородом, эти элементы тормозят реакции образования окиси углерода и водяного пара. Эффективность действия элементов раскислителей характеризуется их раскислительной способностью, т.е. их способностью снижать концентрацию кислорода в стали.
При сварке плавлением раскисление осуществляется путем введения элементов-раскислителей в сварочную ванну основного металла, сварочной проволоки, электродного покрытия, керамического флюса и т.п. При наличии достаточного количества сварочного шлака раскисление может осуществляться за счет восстановления кремния и марганца из шлаковой фазы.
На пористость существенно влияет скорость кристаллизации сварочной ванны. При большой скорости кристаллизации металла рост кристаллов обгоняет рост и всплывание пузырька газа, и пузырек запутывается в металле, в результате чего образуется пора. Снижение скорости сварки, увеличение объема сварочной ванны, уменьшение теплоотвода в основной металл и увеличение его начальной температуры снижают скорость кристаллизации металла и уменьшают пористость швов.
НАПЛЫВЫ
Наплывом называют натекание металла шва на поверхность основного металла без сплавления с ним. Наплывы наблюдаются преимущественно при сварке однослойных стыковых швов без разделки кромок и при сварке угловых швов наклонным электродом или с оплавлением кромки. Возникают наплывы при неправильном выборе режима сварки или наличие на свариваемых кромках толстого слоя окалины.
Для предупреждения образования наплыва следует увеличить ширину шва, повысить напряжение дуги, или уменьшить количество металла, образующего усиление. Это достигается путем размещения металла в зазоре между свариваемыми кромками или в разделке. Наплывы - это внешний дефект, но из-за натекания металла на кромку выявление их при осмотре шва затруднено. Устраняют наплывы механическим удалением избыточного металла.
ПРОЖОГИ
Прожогами называют полости в шве, образовавшиеся в результате вытекания сварочной ванны. Прожоги возникают при избыточной силе тока, увеличении зазора между свариваемыми кромками, изменении положения (наклона) электрода или изделия и неплотном прилегании флюсовой, флюсомедной или стальной подкладки к свариваемым листам или стержням арматуры. Прожоги обнаруживаются при внешнем осмотре. Это недопустимый дефект сварного соединения. Места прожогов должны быть зачищены и заварены заново.
КРАТЕР
Кратером называют углубления, образующиеся после обрыва дуги в конце шва. На участке кратера шов имеет уменьшенное сечение. В кратере шва, как правило, обнаруживаются усадочные рыхлости, часто переходящие в трещину. Длина кратера в зависимости от режима сварки может составлять от 20 до 200 мм. При механизированных видах сварки кратер образуется только в конце данного шва, который, как правило, выводят на выводную планку. При сварке вручную кратер возникает в конце участка шва, сваренного каждым отдельным электродом. Если сварку вручную ведут без выводных планок, то кратер шва необходимо тщательно заваривать и обрывать дугу на заваренном участке шва. Не следует выводить кратер на основной металл, так как это приводит к образованию подрезов и ожогов. Ожоги очень опасны особенно для арматурной стали.
ШЛАКОВЫЕ ВКЛЮЧЕНИЯ
Шлаковыми включениями называют видимые невооруженным глазом округлые или вытянутые включения шлака, расположенные в металле шва как у границы сплавления, так и между отдельными слоями или в вершине провара. Они обычно образуются в результате заполнения сварочным шлаком несплошностей, возникающих при непроварах и подрезах.
При многопроходной дуговой сварке шлаковые включения иногда обнаруживаются на участках, где недостаточно тщательно была выполнена очистка поверхности предыдущего слоя шлаковой корки. Значительно реже шлаковые включения образуются в сечении однослойного шва или отдельного слоя.
Шлаковые включения относятся к внутренним дефектам шва. Участки шва, где их величина превышает допустимую техническими условиями на данный вид продукции, вырубают и заваривают заново.
ОЖОГИ
Ожогами называют небольшие участки подвергавшегося расплавлению металла на основном металле вне сварного шва. Эти участки обладают пониженной пластичностью. Возникают ожоги в результате возбуждения дуги с целью освобождения конца электрода от обмазки при контакте поверхности находящегося под напряжением держателя с изделием и при выводе кратера за пределы шва на основной металл. Ожоги относятся к внешним дефектам и их требуется уничтожить путем зашлифовки абразивным инструментом.
НЕРАВНОМЕРНОСТЬ ШИРИНЫ ШВА
Ширина шва обычно изменяется в результате резких колебаний напряжения дуги или скорости сварки. Значительные изменения ширины шва сопровождаются изменением глубины проплавления, что может привести к непровару.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ
Для условий получения качественных сварных швов необходимо вести контроль за соблюдением технологических процессов до начала сварки, в процессе сварки, а также контроль качества шва и сварного соединения после сварки.
До начала сварки следует проверить: документацию (сертификаты) на основной металл и сварочные материалы (электроды, поволоку и т.д.); состояние металла - наличие ржавчины, окалины и различных дефектов металла, а также состояние сварочных материалов - влажность, загрязненность и пр.; качество подготовки и сборки под сварку, прежде всего, величину между свариваемыми элементами, правильность разделки кромок - углы скоса и притупления; исправность аппаратуры; правильность выбранной технологии путем сварки образцов.
В процессе сварки контролируют правильность ведения процесса: постоянство режима, стабильность горения дуги, отсутствие видимых дефектов (трещин, пор, подрезов и т.д.), получение сварного шва заданной геометрии.
При сварке ответственных соединений правильность выбора металлов, режимов и техники сварки проверяют на контрольных образцах, которые свариваются одновременно с изделиями. Часто (исключая сварку кольцевых швов) контрольные пластины представляют собой продолжение сварного соединения изделия. На контрольных образцах проверяют механические свойства сварного соединения наплавленного металла, макро- и микроструктуру (металлографические исследования), наличие скрытых трещин и микротрещин, газовых пор, шлаковых включений, а также непровара, коррозионную стойкость металла шва и зон термического влияния, согласно требованиям ГОСТов и технических условий.
Методы контроля качества швов сварных соединений устанавливает ГОСТ 3242-79. Стандарт предусматривает выявление наружных дефектов, внутренних и сквозных.
Для выявления наружных дефектов применяют: внешний осмотр; контроль красками и люминофорами; магнитно-порошковый метод.
Внутренние дефекты выявляют, применяя технологические пробы, металлографический метод, контроль просвечиванием проникающими излучениями (радиография), метод ультразвуковой дефектоскопии, магнитно-порошковый, контроль вскрытием.
Сквозные дефекты обнаруживают с помощью следующих способов: смачивание керосином; обдув сжатым воздухом; контроль воздушным давлением; контроль аммиаком; контроль гидравлическим давлением; контроль наливом воды; метод испытания течеискателями.
КОНТРОЛЬ ВНЕШНИМ ОСМОТРОМ И ИЗМЕРЕНИЯМИ
Внешний осмотр сварных швов применяется во всех случаях, независимо от методов контроля, после тщательной очистки сварного соединения от шлака и брызг металла. При осмотре выявляют: непровар, наплывы, газовые поры, прожоги, незаваренные кратеры, подрезы. Трещины в сварных швах и в зоне термического влияния, смещение свариваемых элементов, правильность формы, размеров и расположения сварных швов, их соответствие чертежам, ГОСТам, нормалям, техническим условиям на изготовление сварного изделия.
Осмотр производят визуально или с применением лупы с увеличением до 10´. Границы трещин выявляют после зачистки и шлифовки дефектного участка наждачной бумагой и травления.
КОНТРОЛЬ МЕТОДОМ ТЕХНОЛОГИЧЕСКОЙ ПРОБЫ
Технологические пробы (рис. 69) применяют для определения степени сплавления металла, характера излома (по шву или основному металлу), различных дефектов шва и позволяют уточнить правильность выбора металлов, материалов, режимов, техники сварки, а также те или иные отклонения от стандартов или технологии, которые необходимо устранить до сварки.
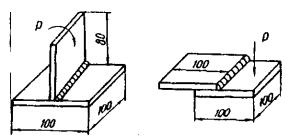
Рис. 69. Наиболее распространенные образцы для технологических проб
Поверхность излома технологической пробы проходит по наиболее слабым местам, в результате чего обнаруживаются дефектные участки шва или околошовной зоны (трещины, поры, непровар и т.д.).
Для проверки сварочно-технологических свойств покрытых электродов, согласно ГОСТ 9466-75*, применяют специальные тавровые образцы, трубные стыковые и образцы для наплавки поверхностных слоев с особыми свойствами.
МЕТАЛЛОГРАФИЧЕСКИЙ СПОСОБ
С помощью металлографического контроля выявляют структуру металла и наличие в нем дефектов. Изучение структуры металла нужно потому, что качество сварного соединения и его механические свойства зависят не только от химического состава металла, но и в большей степени от структуры. Металлографические исследования в общем случае предусматривают изучение микро- и макроструктуры металла шва и околошовной зоны.
Микроструктуру металла можно увидеть только при сильном увеличении под микроскопом. Она характеризует состав металла, температуру нагрева, скорость остывания и, в конечном итоге, его механические свойства. На рис. 70 показана микроструктура отдельных участков шва и основного металла.
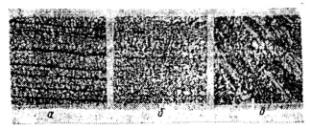
Рис. 70. Микроструктура шва и основного металла:
а - основной металл (низкоуглеродистая сталь с повышенным содержанием
марганца); б - зона сплавления (слева - основной металл, подвергшийся нагреву,
справа - металл шва); в - металл шва в центральной части. Увеличение в 150´
Макроструктура - это структура, которую можно увидеть невооруженным глазом или с помощью лупы. На рис. 71 представлена макроструктура металла после наплавки.
Рис. 71. Макроструктура металла шва при многослойной наплавке (в наплавленном металле видны газовые поры и шлаковые включения)
Образцы для металлографических исследований готовят следующим образом. Вырезают их поперек шва, плоскость разреза подвергают механической шлифовке, полировке и травлению.
Поскольку травление металла шва, зоны термического влияния и основного металла неравномерное (один участок травится сильнее, другие слабее), то метод травления помогает четко определить контуры основного металла шва, величину зоны термического влияния, выявить неоднородность структуры, характер кристаллизации сварочной ванны, ликвацию (неравномерное распределение примесей) и, конечно, дефекты сварного шва, которые попали в плоскость шлифа. Образцы осматривают под микроскопом и с помощью лупы 4-8´.
Образцы для контроля структуры изготавливают с помощью механической обработки, абразивным инструментом, а также газовой резкой при условии, что припуски на обработку будут достаточными для предотвращения структурных изменений в металле, вызванных нагревом.
РАДИОГРАФИЧЕСКИЙ МЕТОД
Радиографический метод контроля сварных соединений (ГОСТ 7512-75) относится к неразрушающим методам и предусматривает использование рентгеновского, гамма- и тормозного излучений для выявления различных дефектов. Этот метод, обладая определенными достоинствами и недостатками, нашел широкое применение при контроле качества сварных соединений.
Рентгеновские лучи и гамма-лучи обладают ценными свойствами: способны проходить через непрозрачные предметы (металлы); действуют на фотопленку (рентгеновскую пленку); способны вызывать свечение (флуоресценцию) некоторых химических элементов, что используется при применении усиливающих экранов во время просвечивания сварных швов.
Вид и величина допускаемых дефектов, их комбинация и объем контроля устанавливаются правилами, инструкциями или техническими условиями, утвержденными на данный вид сварных изделий. Вид контроля (просвечивание на экране или изготовление снимков на рентгеновской пленке) также оговаривается техническими условиями.
Перед просвечиванием шов сварного соединения должен быть очищен от шлака и брызг металла, окалины и других загрязнений. Если при внешнем осмотре обнаружены дефекты шва сварного соединения (трещины, пористость, подрезы, шлаковые включения и др.), то пред просвечиванием их следует устранить. Просвечивание швов с видимыми дефектами категорически запрещается, поскольку на рентгеновской пленке должны фиксироваться только скрытые дефекты.
Источником рентгеновских лучей служит рентгеновская трубка. Пучок рентгеновских лучей направляется на сварное соединение перпендикулярно оси шва. С другой стороны шва устанавливают светонепроницаемую кассету, в которой находится рентгеновская пленка и два экрана, усиливающие изображение. Дефекты места шва (газовые поры, шлаковые включения, трещины и т.п.) в меньшей степени снижают интенсивность проникающих лучей, чем сплошной металл. Степень засвечивания пленки будет больше в местах расположенных дефектов.
Время просвечивания (экспозиция) зависит от толщины проверяемого металла, фокусного расстояния, интенсивности излучения и чувствительности пленки. После просвечивания пленку проявляют, как это обычно делают в фотографии. На полученном негативе будут видны отдельные, более темные участки, по которым можно судить о наличии дефектов в сварном шве или околошовной зоне.
Применяется также рентгено-телевизионный контроль, когда дефекты сварных швов в момент рентгеновского просвечивания изображаются на телевизионном экране.
Просвечивание гамма-лучами (гамма-дефектоскопия) аналогична просвечиванию рентгеновскими лучами. Гамма-лучи возникают в результате самопроизвольного распада естественных радиоактивных элементов (кобальта, иридия, туллия и др.) или искусственных веществ, полученных под воздействием ядерных частиц (нейтронов). В промышленности и строительстве широко используются радиоактивные изотопы (кобальт-60, цезий-137, тулий-170, иридий-192). Радиоактивный изотоп кобальт-60 может безотказно использоваться пять с лишним лет, а цезий-137 - более 30 лет. В этом заключается одно из преимуществ гаммаграфирования по сравнению с рентгенографированием. Гамма-лучи действуют во всех направлениях с одинаковой силой, а потому позволяют просвечивать кольцевые швы или одновременно несколько деталей, расположенных по кругу за одну экспозицию (рис. 72).
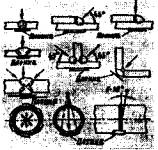
Рис. 72. Схемы просвечивания различных сварных соединений
К существенным недостаткам гаммаграфирования следует отнести большое время экспозиции и меньшую чувствительность к выявлению дефектов в сварных швах толщиной до 50 мм. Кроме того, контейнер с ампулой радиоактивного вещества требует особого помещения для хранения, при работе с ним необходимы тщательные меры предосторожности во избежание облучения, что часто бывает трудно выполнить. Поскольку большие дозы облучения приводят к лучевой болезни, доза облучения фиксируется специальным прибором-дозатором, который на время работы дефектоскописта прикрепляется к его одежде.
Для контроля сварных соединений используется разнообразная рентгеновская и гаммаграфическая аппаратура. Для контроля сварных соединений в строительстве получили распространение рентгеновские аппараты фирмы «Медикор» (Венгрия), характеристики которых даны в табл. 74.
Наиболее удобны для работы в монтажных условиях портативные импульсные рентгеновские аппараты типов РУП (табл. 75) и РИНА (табл. 76), характеристики которых приведены в указанных таблицах.
Таблица 74
|
Модель |
Напряжение, кВ |
Номинальный ток трубки, мА |
Угол раствора пучка, град |
Масса блока трансформатора, кг |
Максимальная толщина просвечиваемой стали, мм |
|
8Г-141 |
50-140 |
2-5 |
38 |
35 |
40 |
|
ВХ-150 |
10-150 |
2-5 |
40 |
48 |
40 |
|
КХ-160 |
60-160 |
2-5 |
40; 360 |
55 |
45 |
|
МХ-150 |
30-150 |
1-5 |
37 |
16 |
40 |
|
МХ-200 |
70-200 |
1-8 |
40 |
20 |
60 |
Примечание. Аппараты SL-141, ВХ-150, КХ-160 снабжены пультом управления ХR-1 (масса 20 кг). Аппараты МХ-150, МХ-200 имеют пульт управления МКХ-2 (масса 16 кг).
Таблица 75
|
Модель |
Напряжение, кВ |
Номинальный ток трубки, В |
Номинальное напряжение сети, В |
Масса, кг- |
Максимальная толщина просвечиваемой стали, мм |
|
|
пульта управления |
блока трансформатора |
|||||
|
РУП-120-5-1 |
50-120 |
5 |
220/380 |
30 |
45 |
25 |
|
РАП-160-6П |
80-160 |
6 |
220 |
29 |
46 |
40 |
|
РАП-160-10П |
80-160 |
10 |
220 |
29 |
46 |
40 |
|
РУП-200-5-2 |
до 200 |
5 |
220/380 |
35 |
88 |
60 |
|
РУП-300-5Н |
100-300 |
5 |
220 |
29 |
70 |
70 |
Таблица 76
|
Модель |
Амплитуда импульса на трубке, кВ |
Частота импульсов, Гц |
Максимальная толщина просвечиваемой стали, мм |
Масса рентгеновского блока, кг |
|
РИНА-0Д |
120 |
25 |
5 |
2 |
|
РИНА-1Д |
220 |
15-25 |
25 |
7 |
|
РИНА-2Д |
300 |
10 |
40 |
12 |
|
РИНА-3Д |
400 |
5 |
80 |
60 |
Примечания:
1. Для всех аппаратов напряжение питания 220 В, гарантийный срок службы 200 тыс. импульсов, масса пульта управления 5 кг.
2. Указана предельная толщина просвечивания стали при использовании усиливающих флуоресцирующих экранов.
При контроле сварных соединений гамма-просвечиванием применяются гамма-дефектоскопы типа РИД-11, РИД-21, ГУП-Т-0,5-3, «Газопром», «Трасса», «Магистраль» и др. В настоящее время проведена унификация гамма-дефектоскопов. Новые дефектоскопы серии «Гаммарид» (табл. 77) имеют общую конструктивную базу. Моделям, имеющим источник излучения с эффективной энергией 400, 800 и 1500 кэВ, даны обозначения соответственно «Гаммарид 10-19», «Гаммарид 20-29» и «Гаммарид 30-39».
Таблица 77
|
Модель |
Источник излучения |
Масса, кг |
Толщина просвечиваемой стали |
||
|
тип |
мощность экспозиционной дозы на расстоянии 1 м, Р/с |
радиационной головки |
привода управления |
||
|
Гаммарид-20 (взамен «Газпрома») |
Cs137 Ir192 |
5×10-4 5×10-3 |
12±1 |
2±1 |
15-60 7-60 |
|
Гаммарид-21 (взамен РИД-11) |
Cs137 Ir192 |
1,2×10-4 1,5×10-3 |
6±1 |
2±1 |
15-40 |
|
Гаммарид-22 |
Cs137 Ir192 |
1,2×10-4 1,5×10-3 |
6±1 |
25* |
7-40 |
|
Гаммарид-23 (взамен РИД-21 М) |
Cs137 Ir192 |
5×10-3 5×10-4 |
12±1 |
2±1 |
15-60 |
|
Гаммарид- 24 (взамен «Лабиринта») |
Cs137 Ir192 |
5×10-4 5×10-3 |
12±1 |
25* |
7-60 |
|
Гаммарид-25 |
Cs137 Ir192 |
1,5×10-2 5×10-4 |
15±1 |
2±1 |
15-60 |
|
Гаммарид-26 |
Cs137 Ir192 |
5×10-4 1,5×10-2 |
15±1 |
25* |
7-80 |
Примечание. Звездочкой отмечен электромеханический привод управления, пульт которого вынесен на 10 м.
Возможные схемы просвечивания сварных соединений различных типов показаны на рис. 72, области применения источников гамма-излучения - в табл. 78.
Таблица 78
|
Источник гамма-излучения |
Период полураспада |
Энергия излучения, мэВ |
Толщина просвечиваемого материала, мм |
||
|
железо |
титан |
алюминий |
|||
|
Тулий-170 |
127 дней |
0,084 |
1-20 |
2-40 |
3-70 |
|
Селен-75 |
127 дней |
0,136; 0,255 |
5-30 |
7-50 |
20-200 |
|
Иридий-192 |
74,4 дня |
0,296; 0,486 |
5-80 |
10-120 |
40-350 |
|
Цезий-137 |
33 года |
0,661 |
10-120 |
20-150 |
50-350 |
|
Кобальт-60 |
5,37 лет |
1,17; 1,33 |
30-200 |
60-300 |
200-500 |
УЛЬТРАЗВУКОВОЙ МЕТОД КОНТРОЛЯ
Метод ультразвуковой дефектоскопии применяется при толщине металла не менее 6 мм и основан на способности ультразвуковых колебаний прямолинейно распространяться в металле и отражаться от границы раздела сред, имеющих разные акустические свойства. Методы ультразвукового контроля сварных соединений устанавливает ГОСТ 14782-86, а классификация дефектности стыковых сварных швов по результатам ультразвукового контроля приведена в ГОСТ 22368-78.
Для получения ультразвуковых колебаний используется пьезоэлектрический эффект, при котором электрические колебания, приложенные к пьезометрической пластине, превращаются в механические.
Ультразвуковые колебания в контролируемое изделие вводят при помощи плоских призматических искателей через слой жидкости, необходимой для обеспечения акустического контакта искателя с металлом проверяемого соединения. Применяются искатели, рассчитанные на частоту 0,6-10 МГц.
Дефектоскопию швов сварного соединения осуществляют эхоимпульсным, теневым или эхотеневым методами. Наиболее распространен эхоимпульсный метод, при котором в шов посылаются кратковременные импульсы ультразвуковых колебаний, а в паузах между ними отраженные от дефектов колебания поступают на приемный пьезоэлемент, затем на усилитель дефектоскопа и подаются на электронно-лучевую трубку, на экране которой наблюдаются импульсы от дефектов.
Основными измеряемыми характеристиками дефектов при заданной чувствительности являются: амплитуда эхосигнала, условная протяженность дефекта, условное наименьшее расстояние между дефектами, а также число дефектов на определенной длине шва и расположение их по длине, высоте и ширине шва.
Основные параметры контроля измеряются и дефектоскоп настраивается на заданную чувствительность при помощи эталонных образцов. К основным параметрам контроля относятся частота ультразвуковых колебаний, чувствительность контроля, угол ввода ультразвукового луча в металл сварного соединения, стрела искателя, точность работы глубиномера, разрешающая способность в направлении прозвучивания и размеры преобразователя в искателе.
Выбор параметров контроля и методика его проведения регламентируются специальными инструкциями по ультразвуковому контролю, которые разрабатываются для определенных видов сварных соединений, толщин проверяемого металла или для конкретных изделий.
Швы сварных соединений лучше проверять в нижнем положении. Для контроля швов на вертикальных стенках и в потолочном положениях необходимо применять более вязкую контактную жидкость. Скорость ручного ультразвукового контроля обычно составляет 0,5-1,66 м/с (2-6 м/ч). Повышение производительности достигается при применении полуавтоматического или автоматического ультразвукового контроля. Для контроля применяются дефектоскопы типа УДМ-1, ДУК-13-ИМ, УД-10У, краткие характеристики которых приведены в табл. 79.
Таблица 79
|
Тип дефектоскопа |
Максимальная глубина прозвучивания, мм |
Рабочие частоты, мГц |
Потребляемая мощность, Вт |
Масса, кг |
|
УДМ-1 |
2500 |
0,6; 1,8; 2,5; 5 |
130 |
19 |
|
УДМ-3 |
2500 |
0,6; 1,8; 2,5; 5 |
180 |
19 |
|
ДУК-13-ИМ |
250 |
1,8; 2,5 |
20 |
4 (без блока питания) |
|
ДУК-66П |
1200 |
1,25; 2,5; 5; 10 |
10 |
9,5 |
|
УД-10У |
5000 |
0,5-12 |
- |
10,5 (со встроенным блоком аккумуляторов) |
Примечание. Минимальная площадь выявляемых дефектов 1-2 мм2.
МАГНИТОГРАФИЧЕСКИЙ МЕТОД КОНТРОЛЯ
Сущность магнитографического метода контроля состоит в фиксации на магнитной ленте полей рассеяния, возникающих над дефектными участками шва при его намагничивании, с последующим воспроизведением полей при помощи магнитографической аппаратуры.
Магнитографический метод может применяться для контроля сварных соединений листовых конструкций и трубопроводов из ферромагнитных материалов при толщине основного металла до 16 мм.
Поля рассеяния от дефектов записываются в процессе намагничивания сварного соединения, на которое наложена магнитная лента.
Магнитографическому контролю могут подвергаться сварные соединения с небольшой чешуйчатостью при высоте валика усиления шва не более 3-4 мм. Ниже приведены назначение и типы намагничивающих устройств для магнитографического контроля сварных соединений (табл. 80).
Таблица 80
|
Для плоских листовых конструкций |
ПНУ |
|
Для труб диаметром, мм: |
|
|
325-1020 |
ПНУ-1М |
|
219-325 |
ПНУ-2М |
|
102-168 |
ПНУ-3М |
|
168-1200 и листовых конструкций |
УНУ |
|
57-89 |
НВ |
|
820-1420 и листовых конструкций |
МУН-1 («Шагун») |
Импульсное устройство ИНУ-1 позволяет намагничивать протяженный участок шва (600 - 700 мм) или весь периметр шва трубы.
Записи полей от дефектов воспроизводят при помощи магнитографов и импульсной или телевизионной индикации дефектов.
При импульсной индикации о характере и размере дефекта судят но форме и амплитуде импульсов при отклонении луча на экране электронно-лучевой трубки. При телевизионной индикации на экране электронно-лучевой трубки образуется видимое изображение магнитных полей, форма которых приблизительно соответствует очертанию дефектов.
Для контроля сварных соединений применяются магнитографические дефектоскопы типов МД-9, МД-11, МГК, МДУ-2. Основные технические данные магнитографического дефектоскопа МДУ-2 приведены в табл. 81.
Таблица 81
|
Чувствительность прибора |
не менее 5 % толщины шва |
|
Скорость подачи магнитной ленты, мм/с |
55 |
|
Способы индикации дефектов |
импульсный и телевизионный на экране двухлучевой трубки |
|
Диапазон рабочих температур, С0 |
от -10 до +30 |
|
Относительная влажность, % |
до 80 |
|
Напряжение питания, В |
127/220 |
|
Потребляемая мощность, ВА |
не более 100 |
|
Масса, кг |
не более 25 |
|
Габарит, мм |
266´410´515 |
КОНТРОЛЬ НА ПЛОТНОСТЬ КЕРОСИНОМ
Контроль швов на плотность или непроницаемость применяется при изготовлении открытых емкостей для хранения жидкостей, закрытых сосудов для жидкостей или газа, работающих в условиях высокого давления или вакуума, а также при изготовлении других конструкций, требующих непроницаемости в процессе последующей эксплуатации.
Герметичность сварных соединений может быть нарушена из-за трещин, непроваров, газовых каналов-свищей и других сквозных дефектов.
В практике известно много различных способов контроля сварных швов на плотность, согласно ГОСТ 3243-88: смачивание керосином, обдув сжатым воздухом, испытание воздушным давлением, наливом воды, поливом водой, вакуум-рамкой, применением течеискателей.
Контроль керосином. Испытание плотности сварных швов основано на известном свойстве керосина проникать в мельчайшие отверстия (трещины) за счет его высокой капиллярной способности. Испытание плотности керосином предусмотрено ГОСТ 3285-70.
С одной стороны шва наносят водную суспензию мела, подсушивают ее, с другой - керосин. При больших объемах работы керосин можно наносить с помощью керосинореза или краскопульта. Если керосин проходит шов насквозь, то на поверхности, покрытой мелом, появляются темные пятна. Время контроля зависит от толщины метала и температуры воздуха: от 12 ч при температуре выше 0 °С и до 24 ч при температуре ниже 0 °С. Такие условия вызваны тем, что с понижение температуры снижается проникающая (капиллярная) способность керосина. Время испытания оговаривается в ТУ на изготовление изделия, а при ремонтных работах определяется опытным путем. Если в течение определенного времени на шве, покрытом мелом, не появятся темные пятна керосина, плотность швов считается достаточной, чтобы удержать воду без давления или при давлении до 2-3 кгс/см2.
ИСПЫТАНИЕ СЖАТЫМ ВОЗДУХОМ
Известны два варианта испытания: повышение давления в закрытом сосуде и обдув шва сжатым воздухом. По первому варианту в закрытый сосуд подают сжатый воздух, а швы снаружи смачивают мыльным раствором. По появлению воздушных пузырей можно судить о наличии в шве неплотностей. Если изделие небольшое, то для проведения испытаний его можно опускать в воду, где легко обнаружить пузыри выходящего воздуха, проходящего через сквозные неплотности.
По сравнению с гидравлическим этот способ проще, не связан с применением воды и незамерзающих жидкостей в зимних условиях, но требует соблюдения правил предосторожности, так как при испытании возможен взрыв. Величина давления при испытаниях принимается не больше 1,25-1,5 рабочего давления. Поскольку испытывать плотность сосудов воздухом опасно, обычно применяют давление воздуха до 2 кгс/см2.
Второй вариант пневматического контроля - проверка плотности сварных швов при обдувке его сжатым воздухом, имеющем манометрическое давление 4-5 кгс/см2. Противоположную сторону шва покрывают мыльным раствором, чтобы по появлению пузырей можно было фиксировать места с неплотностями. Расстояние между наконечником воздушного шланга и швом выдерживать не более 50 мм.
Этот простой и безопасный метод удобно применять при ремонтных работах, а также для предварительного контроля сварных швов на плотность. Например, при гидравлическом испытании литых секций колонн диаметром 3000 мм часто обнаруживали неплотности из-за некачественного литья. Только после получения положительных результатов испытаний плотности швов колонны ставили на длительные гидравлические испытания.
ВАКУУМНЫЙ МЕТОД
Иногда проверяют плотность швов не повышением давления, а созданием вакуума. Для этого на определенном участке шва устанавливается специальная вакуум-камера с прозрачной крышкой. Обнаружение неплотностей фиксируется с помощью мыльных пузырей, образующихся в результате низкого давления воздуха внутри вакуум-камеры. Метод предусматривает использование переносных вакуум-камер, накладываемых на участок контролируемого сварного соединения.
ИСПЫТАНИЕ АММИАКОМ
В испытуемое изделие подают аммиак в количестве 1 % от объема воздуха при нормальном давлении, затем нагнетают сжатый воздух, который повышает в изделии давление до требуемого для проведения испытаний. Наружные швы, подлежащие испытанию, покрывают бумажной лентой, предварительно пропитанной 5 %-ным водным раствором азотно-кислой ртути (раствор токсичен). В местах неплотностей аммиак оставляет на бумаге черные пятна. Время испытаний составляет 1 - 5 мин. Ленту можно пропитать и фенолфталеином. В этом случае пятна будут красного цвета.
ГИДРАВЛИЧЕСКИЕ ИСПЫТАНИЯ
Для проверки плотности сварных соединений применяют три варианта гидравлических испытаний: водой под давлением (1,1-1,5 выше рабочего), водой без давления (наливом) и струей воды под давлением.
Гидравлическому испытанию подвергают сосуды, работающие под давлением, так как этот метод наиболее качественный, достоверный и безопасный. Испытания проводят, согласно ГОСТ 1999-60.
Перед гидравлическим испытанием сварные швы предварительно проверяют наружным осмотром с использованием методов контроля, которые предусмотрены ГОСТом или ТУ на изготовление сосудов, работающих под давлением. При гидравлическом испытании сосуды не должны давать течи, запотевать и обнаруживать признаки разрыва. Если при испытании выявлены дефекты швов, то их полностью удаляют и сваривают заново, одновременно принимая меры по недопущению повторного возникновения дефектов. После устранения дефектов гидравлические испытания повторяют.
Испытание при давлении выше рабочего, как показывает практика, обеспечивает не только контроль сварных швов на плотность, но и контроль сварных соединений и всего изделия на прочность.
Испытания водой без давления или наливом производят путем заполнения сварного изделия водой при температуре окружающего воздуха не ниже 0 °С и температуре воды не ниже плюс 5 °С. Время испытания должно быть не менее 1 часа.
При испытании струей воды сварные швы поливают из брандспойта с диаметром выходного отверстия не менее 15 мм. Давление воды в магистрали должно быть не менее 1 кг/см2. Проницаемость сварных швов и места дефектов устанавливают по появлению течи, по запотеванию шва или ближайшей зоны (ГОСТ 3845-75).
ЦВЕТНАЯ ДЕФЕКТОСКОПИЯ
При этом методе на контролируемую поверхность наносится слой окрашенной жидкости. После выдержки в течение нескольких минут поверхность промывается и протирается, затем она покрывается тонким слоем проявителя, например, каолина. После просушки проявителя, выделившаяся из дефектов красящая жидкость окрашивает проявитель в ярко-красный цвет. Материалы могут наноситься кистью или пульверизатором, однако наиболее удобны дефектоскопические материалы в аэрозольной упаковке.
ОПРЕДЕЛЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ
Методы определения механических свойств сварного соединения в целом, отдельных его участков, а также наплавного металла при всех видах сварки металлов и их сплавов установлены ГОСТ 6996-66*.
Стандарт устанавливает методы определения механических свойств при следующих видах испытаний:
а) испытание металла различных участков сварного соединения и наплавленного металла на статическое растяжение;
б) испытание металла различных участков сварного соединения и направленного металла на ударный изгиб (на надрезанных образцах);
в) испытание металла различных участков сварного соединения на стойкость против механического старения:
г) измерение твердости металла различных участков сварного соединения и наплавленного металла;
д) испытание сварного соединения на статическое растяжение;
е) испытание сварного соединения на статический изгиб (загиб);
ж) испытание сварного соединения на ударный разрыв.
Стандарт распространяется на испытания, проводимые при определении качества продукции и сварочных материалов, пригодности способов и режимов сварки, при установлении квалификации сварщиков и показателей металлов и сплавов. Выбор вида испытаний предусматривается в стандартах и технических условиях на продукцию.
При испытании металла на статическое растяжение определяют следующие характеристики:
- предел текучести физический dТ, кгс/мм2, или предел текучести условный d0,2, кгс/мм2;
- временное сопротивление dв, кгс/мм2;
- относительное удлинение после разрыва (на пятикратных образцах) d5, %;
- относительное сужение после разрыва y, %.
Предел текучести физический dТ - наименьшее напряжение, при котором происходит деформация испытуемого образца без увеличения нагрузки, что соответствует положению, когда нагрузка на образец не увеличивается, а образец удлиняется (металл «течет»)
dТ = РТ/Fо,
где РТ - наибольшая растягивающая сила, обеспечивающая начало текучести образца, кгс;
Fо - площадь поперечного сечения образца перед испытанием, мм2.
Предел текучести условный d0,2 - напряжение, при котором остаточная деформация образца достигает 0,2 %
d0,2 = Р0,2/F0
Временное сопротивление или предел прочности при растяжении dв - напряжение, отвечающее наибольшей нагрузке Рmax предшествовавшего разрушению образца
dв = Рmax/Fо
Относительное удлинение при растяжении d - отношение абсолютного удлинения образца DL при разрыве к первоначальной его длине L0. Если длину образца (конечную длину) в момент разрыва обозначить Lк, то DL = Lк - L0.
Относительное удлинение на пятикратных образцах
d5 = DL/L0×100 %.
Относительное сужение y - отношение абсолютного уменьшения площади поперечного сечения образца DF к первоначальной площади F0. Если площадь образца после разрыва обозначить Fк, то DF = F0 - Fк
y = DF/F0 ×100 %.
При испытании на ударный изгиб определяют ударную вязкость металла шва, околошовной зоны (в различных участках) и наплавленного металла.
Ударной вязкостью aк называется способность металла сопротивляться действию ударных нагрузок. Ударная вязкость определяется в лаборатории на маятниковых копрах и характеризуется работой Ак в кгс/м, которую необходимо затратить для разрушения образца с площадью поперечного сечения F см2; имеет размерность кг×cм/см2,
aк = Ак/F.
Твердость металла шва, накапливаемого металла, металла околошовной зоны и основного измеряют на приборах Бринелля, Роквелла (шкалы А, В, С) и Виккерса. Твердостью называют способность металла или сплава оказывать сопротивление проникновению в него другого, более твердого тела.
Твердость по Бринеллю измеряют по глубине вдавливания в металл стального шарика диаметром 2,5; 5 и 10 мм, по Роквеллу - стального шарика диаметром 1,588 мм или алмазного конуса с углом при вершине 120°, по Виккерсу - правильной четырехгранной пирамиды. Твердость по Бринеллю обозначается НВ (Н - твердость, В - Бринелль), по Роквеллу - НRА, НRВ и НRС (Н - твердость, R - по Роквеллу), по Виккерсу - НV (Н - твердость, V - по Виккерсу).
При испытании сварного соединения на статическое растяжение определяют:
- прочность наиболее слабого участка стыкового или нахлесточного соединения (ГОСТ 6996-66*), кгс/мм2;
- прочность металла шва в стыковом соединении, кгс/ мм2.
Для испытаний применяются плоские и круглые образцы. Временное сопротивление определяется по формуле
dв = k×Р/F,
где k - поправочный коэффициент, который для углеродистых и низкоуглеродистых конструкционных сталей принимается равным 0,9;
Р - максимальное усилие, кгс;
F - площадь поперечного сечения образца в наименьшем сечении до испытания, мм2.
Усиление сварного шва, полученное на образце, должно быть снято перед испытанием с помощью механической обработки до уровня основного металла. Острые кромки плоского образца должны быть закругленными радиусом не более 1,0 мм.
Испытание сварного соединения на статический изгиб проводят для стыковых сварных соединений. При испытании определяют способность соединения принимать заданный по размеру и форме изгиб (угол изгиба или загиба a) при образовании первой трещины в растянутой зоне образца.
При сварке труб малого диаметра их подвергают испытанию на сплющивание. Результаты испытаний характеризуются величиной просвета между сжимаемыми поверхностями при появлении первой трещины на поверхности образца.
Типы наиболее часто применяемых образцов для механических испытаний приведены в табл. 82.
Таблица 82
|
Вид испытания |
Эскиз образца |
Свойства металла, определяемые при испытании |
|
Испытание металла различных участков свайного соед. и наплавленного |
||
|
На статическое напряжение |
|
Предел текучести, временное сопротивление разрыву, Па. Относительное удлинение и сужение, %, после разрыва |
|
Испытание сварного соединения |
||
|
На статическое растяжение |
|
Прочность наиболее слабого участка стыкового или нахлесточного соединения. Прочность металла шва в стыковом соединении. |
|
На ударный изгиб |
|
Ударная вязкость, Дж/м2 |
|
На статический изгиб |
|
Пластичность соединения, характеризуемая углом изгиба до появления первой трещины в растянутой зоне образца |
|
На ударный разрыв (для стыковых соединений листов толщиной до 2 мм) |
|
Сопротивление ударному разрыву, Дж/м3 (кгсм/см3) |
|
Испытание труб малого диаметра |
||
|
На сплющивание |
|
Плотность соединения, характеризующаяся просветом между сжимаемыми поверхностями при образовании первой трещины |



ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА
Знание химического состава металла, металла шва и сварочных материалов необходимо для предотвращения брака изделий и выяснения причин возникновения дефектов в сварных соединениях. Состав металла шва, как и основного, определяет склонность металла к закалке и трещинам, механические свойства и т.д. Химический анализ металлов и сварочных материалов часто делают при отсутствии сертификатов.
Пробы отбирают в соответствии с ГОСТ 7122-75, анализ проводят в химических или спектральных лабораториях.
Проба должна отбираться из сварных швов изделий или специально сваренных образцов; из наплавленного металла изделий или металла, специально наплавленного на образец.
Допускается отбирать пробу из любой части сварного шва или наплавленного металла по их длине, исключая неиспользуемые начальные и конечные участки сварных швов или наплавленного металла образцов. Место отбора проб устанавливается техническими условиями на изделия или сварочные материалы. Перед взятием пробы поверхность сварного шва или наплавленного металла следует тщательно очистить от окалины, ржавчины и механических загрязнений.
Если границы сварного шва или наплавленного металла не могут быть установлены наружным осмотром без дополнительной обработки, то торцы вырезанных участков должны быть отшлифованы и протравлены. После травления на торце вырезанного участка нужно наметить керном границы металла для взятия пробы, которые должны отстоять от линии сплавления металла сварного шва или наплавленного металла с основным на расстоянии 2,5-3,0 мм в сторону анализируемого металла.
Отбор пробы должен производиться в пределах анализируемого металла точением, строганием, фрезерованием или сверлением. При отборе пробы для определения послойного или поваликового химического состава сверление допускается только в том случае, если толщина анализируемого метала не менее 10 мм. Перед отбором пробы допускается термическая обработка вырезанного участка, если она улучшает обрабатываемость анализируемого металла и не влияет на его химический состав.
Для определения среднего химического состава сварного шва пробу нужно брать по оси сварного шва до границы анализируемого металла. Скорость резания следует выбирать такой, чтобы стружка не имела цветов побежалости. Количество стружки, поступившей на анализ, уточняется в химлаборатории и зависит от применяемых методов анализа.
ТЕХНИКА БЕЗОПАСНОСТИ
Создание безопасных условий труда является основной и важнейшей задачей любого производства. За правильную организацию и состояние техники безопасности несет ответственность руководство предприятия, а все текущие вопросы решаются отделами техники безопасности или инженерами по технике безопасности.
Соблюдение Правил техники безопасности на предприятиях контролируется инспекцией Госгортехнадзора РФ, инспектором ЦК профсоюзов данной отрасли промышленности, Государственной санитарной инспекцией и Государственной инспекцией пожарной охраны.
При производстве сварочных работ необходимо соблюдать требования СНиП III-4-80, «Правила пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства», утвержденных ГУПО МВД РФ, «Санитарных правил при сварке, наплавке и резке металлов», утвержденных Минздравом РФ.
Согласно трудовому законодательству к сварочным работам допускаются лица не моложе 18 лет. Каждый сварщик должен в совершенстве знать правила техники безопасности, проходить инструктаж перед допуском к работе, сдавать соответствующие испытания, согласно «Правилам аттестации сварщиков и специалистов сварочного производства», утвержденным постановлением Госгортехнадзора России от 30.10.98 № 63.
При выполнении сварочных работ могут происходить несчастные случаи по следующим причинам: поражение электрическим током, вредное влияние светового излучения электрической дуги, ожоги от брызг расплавленного металла и шлака, загрязнение воздуха продуктами горения сварочной дуги, взрывы сосудов и взрывоопасных веществ, несоблюдение противопожарных правил.
ЗАЩИТА ОТ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ
Электрический ток поражает нервную систему человека или вызывает ожоги. Степень поражения зависит от силы тока, прошедшего через тело сварщика, его напряжения и сопротивления тела человека. Величина тока до 0,002 А не представляет опасности, от 0,002 до 0,05 А опасна, может вызвать болевые ощущения, способствует резкому сокращению мышц, а выше 0,05 может привести к смертельному исходу.
В сухих помещениях безопасным считается напряжение до 36 В, а в сырых - до 12 В, что необходимо учитывать при проводке линий для осветительных целей.
Чем ниже сопротивление тела человека, тем сильнее поражение током. В свою очередь, сопротивление тела человека снижается (усиливается степень поражения) при влажной коже, в период опьянения, болезни, переутомления.
Сварщик постоянно соприкасается с токоведущими элементами сварочной цепи, имеющими напряжение до 90 В и несколько выше, а также со сварочным оборудованием, которое получает питание от электрической сети напряжением 220, 380 и 500 В. Случайное нарушение (или отсутствие) заземления или неисправность оборудования приводят к поражению электрическим током.
Чтобы избежать поражения током при выполнении сварочных работ, необходимо:
- надежно заземлять корпуса сварочной аппаратуры и источников питания:
- применять рубильники и переключатели закрытого типа;
- обеспечивать надежную изоляцию всех проводов питания (трансформаторов, преобразователей, выпрямителей и др.);
- не прикасаться незащищенными руками к токоведущим элементам, пользоваться сухой спецодеждой и брезентовыми рукавицами, в сырых местах надевать резиновые сапоги и перчатки, применять изолирующие коврики;
- надежно изолировать рукоятку электрододержателя и закрепляющих устройств, а при использовании сварочных токов выше 600 А токоподводящий провод подключать непосредственно к электрододержателю, исключая токоподвод через изолированную рукоятку;
- при сварке внутри резервуаров, котлов, труб и других закрытых конструкций следует пользоваться резиновым ковриком или подстилкой из изолирующего материала, резиновым головным убором (шлемом) и диэлектрическими галошами, переносной лампой напряжением не более 12 В; сварку закрытых конструкций вести в присутствии дежурного подручного, который должен находиться вне конструкции, иметь свободный доступ к рубильнику для отключения тока, хорошо знать что ему нужно делать в случае поражения сварщика током;
- при обнаружении напряжения на корпусе аппаратуры, оборудования или на защитных кожухах немедленно работу прекратить, вызвать электромонтера или поставить в известность мастера;
- сварочные провода надежно соединять механическими зажимами (муфтами), сваркой или пайкой с последующей надежной изоляцией мест соединения, не допускать применения различных скруток, навивок и др.;
- при выполнении сварки в труднодоступных местах применять устройство, снижающее напряжение холостого хода источников питания;
- для подключения однофазных трансформаторов применять только трехжильный гибкий шланговый кабель, в котором третью жилу использовать для заземления (один конец подключить к заземляющему болту корпуса трансформатора, второй - к корпусу рубильника);
- ежедневно перед началом сварки проверять исправность аппаратуры, источников питания, токоведущих проводов и надежность заземления;
- при работах на открытых площадках и на монтаже источники сварочного тока защищать от атмосферных осадков брезентом или другими средствами, обеспечивающими влагонепроницаемость;
- предотвращать возможные механические повреждения токоведущих проводов при кантовке сварных конструкций, складировании заготовок, при движении рельсового и другого транспорта;
- допускать к обслуживанию сварочного оборудования только квалифицированных электромонтеров (не ниже III группы), которые имеют право на обслуживание электроустановок напряжением до 1000 В;
- вызывать электромонтера для устранения неисправностей сварочной аппаратуры и источников питания, для подключения их к силовой сети, а также их отключения от силовой сети, для проведения всех других работ, связанных с соблюдением общих правил монтажа и эксплуатации электротехнических силовых установок.
При соблюдении правил техники безопасности ведения сварочных работ поражение сварщиков током полностью исключено.
В случае поражения током необходимо принять следующие меры:
- если пораженный током держится за провод или какую либо металлическую деталь, находящуюся под напряжением, следует, не касаясь пострадавшего, выключить ток любым способом (выключить рубильник, перебить провод топором с сухой рукояткой, снять предохранитель, создать короткое замыкание проводов, при котором сгорят предохранители). Если это быстро осуществить не возможно, то освободить пострадавшего от проводов, строго соблюдая следующие правила: не прикасаться к телу пострадавшего незащищенными руками; допускается брать пострадавшего за концы одежды, если она сухая или надеть резиновые перчатки; если пострадавший поражен током от оборвавшегося провода, отбросить провод ударом палки, а в случае судорожного сцепления рук с проводом надеть резиновые перчатки и, стоя на изолирующей подстилке, осторожно по одному разжать пальцы пострадавшего.
После освобождения пострадавшего от действия электрического тока необходимо:
- при обнаружении дыхания и пульса осторожно перенести его в тихое и спокойное место, уложить на сухую подстилку, расстегнуть сдавливающую одежду, обеспечить доступ свежего воздуха и вызвать медицинскую помощь;
- если пострадавший не обнаруживает признаков жизни, немедленно начать делать ему искусственное дыхание, которое продолжать непрерывно длительное время (иногда несколько часов) и прекратить только по заключению врача.
ЗАЩИТА ОТ ЛУЧЕЙ ЭЛЕКТРИЧЕСКОЙ ДУГИ
Лучи электрической дуги оказывают вредное влияние на сварщиков и находящихся рядом людей. По своим свойствам они разделяются на видимые и невидимые.
К видимым относят световые лучи электрической дуги, которые ослепляюще действуют на глаза, а при длительном облучении ослабляют зрение (свет дуги примерно в 10 тыс. раз сильнее нормального света для человеческого глаза). К невидимым относятся ультрафиолетовые и инфракрасные лучи, которые вызывают воспаления глаз и кожи.
Ультрафиолетовые лучи действуют на сетчатку и роговую оболочку глаз. Если в течение нескольких минут смотреть на свет дуги без защитных средств, то через определенное время (от 1 до 5 ч и более) появляется светобоязнь, слезотечение и сильные боли в глазах; создается впечатление, что глаза засорены песком. Небольшие воспаления глаз проходят через несколько часов.
Инфракрасные лучи при длительном действии вызывают заболевания глаз, способствуют потери зрения (катаракта хрусталика).
Кроме того, свет дуги вызывает на открытых частях тела ожоги, такие же как солнечные.
При сварке дугой (ручная сварка, полуавтоматическая и автоматическая в среде защитных газов) опасно смотреть не только на дугу, но и на отражение света от стен, опасно освещение дугой лица человека в профиль. В последнем случае как будто человек и не смотрит на дугу, но в тоже время может получить облучение глаз, достаточное для возбуждения воспалительного процесса.
Для предохранения лиц, работающих рядом с горящей дугой, и сварщиков применяют общие и индивидуальные средства защиты. К общим средствам защиты относятся кабины с брезентовыми занавесками, переносные щиты, когда работа на каком-то месте носит временный характер.
Для индивидуальной защиты глаз и кожи при сварочных работах применяют щиты и маски со светофильтрами, которые почти полностью задерживают ультрафиолетовые и инфракрасные лучи. Для защиты глаз сварщиков и вспомогательных рабочих применяются защитные стекла по ГОСТ 9497-60 (табл. 83).
Светофильтры для электросварщиков подбирают по величине сварочного тока, для газосварщиков и газорезчиков - в зависимости от мощности газового пламени, для вспомогательных рабочих - в зависимости от условий работы.
Таблица 83
|
Назначение |
Обозначение |
Классификационный номер |
Марка стекла |
Размеры, мм |
|
Для электросварщиков, работающих на токе, А 30-75 |
Э-1 |
9 |
ТС-3 |
Прямоугольные 52´102, толщиной 1,5-4,0 |
|
75-200 |
Э-2 |
10 |
ТС-3 |
|
|
200-400 |
Э-3 |
11 |
ТС-3 |
|
|
Свыше 400 |
Э-4 Э-5 |
12 13 |
ТС-3 ТС-3 |
|
|
Для вспомогательных рабочих при электросварке в цехах и на открытых площадках |
В-1 В-2 В-3 |
2,4 3 4 |
ТС-1 ТС-1 ТС-2 |
Круглые, диаметром 30-60, толщиной 1,5-3,5 |
|
Для газосварщиков и газорезчиков при работе на открытых площадках |
Г-1 |
4 |
ТС-2 |
|
|
При газовой сварке и резке средней мощности |
Г-2 |
5 |
ТС-2 |
|
|
При мощной газовой сварке и резке |
Г-3 |
6 |
ТС-2 |
Примечание. Светофильтр № 13 применяется во время электросварки при токе свыше 400 А и сварке открытой дугой в среде защитных газов
ЗАЩИТА ОТ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА
Кроме ожогов от электрической дуги (ультрафиолетовые лучи), при сварке могут быть ожоги от брызг расплавленного металла и шлака. Для предупреждения ожогов сварщику необходимо:
- иметь спецодежду из брезента или плотного сукна;
- не заправлять куртку в брюки, а брюки в сапоги, не делать на спецодежде открытые карманы;
- прикрывать голову беретом или любым убором без козырька;
- работать в рукавицах;
- обеспечивать минимальное разбрызгивание металла путем соответствующего подбора режима сварки;
- зачищать швы после остывания шлака, осматривать швы после сварки и зачищать их только в очках с простыми стеклами;
- при сварке вертикальных и потолочных швов надевать асбестовые нарукавники и плотно перевязывать их поверх рукавов.
ЗАЩИТА ОТ ПРОДУКТОВ ГОРЕНИЯ СВАРОЧНОЙ ДУГИ
Любые способы дуговой сварки в той или иной степени загрязняют воздух примесями, которые могут вызвать отравление, поражение легких и привести к легочным заболеваниям. Особенно опасны газообразные окись углерода (угарный газ), окись азота, фтористые соединения, а также окислы марганца, свинца, цинка, меди и другие пылевидные загрязнения.
Вредные соединения образуются также при сварке цветных металлов, особенно вредна окись цинка, которая образуется при сварке и наплавке латуни в результате кипения цинка и окисления его паров на воздухе.
При сварке всех металлов в той или иной степени образуется окись азота (соединения азота и кислорода при высоких температурах), а также аммиак (соединение азота и водорода), которые относятся к токсичным газам.
При сварке под флюсом выделяются фтористые соединения, а при ручной сварке марганцовистые, также вредные для организма человека, поэтому во флюсах и обмазках электродов ограничивают применение фтористых соединений и марганца (ферромарганца).
Углекислый газ отравлений не вызывает, но его скопление снижает содержание кислорода в воздухе, что допускается лишь до определенного предела. При высоких температурах сварочной дуги углекислый газ диссоциирует на окись углерода (угарный газ) и кислород и это необходимо учитывать, создавая местную или общую вентиляцию.
Опасны не только токсичные газы, но и нетоксичные, если они снижают содержание кислорода в воздухе.
Газообразный аргон, который применяется для защиты жидкого металла при аргоно-дуговой сварке, тяжелее воздуха, а потому может в процессе работы накапливаться в слабопроветриваемых помещениях у пола и в подвальных этажах. При этом снижается содержание кислорода воздуха, что может вызвать явление кислородной недостаточности и удушья. Для нормальной работы кислорода в воздухе должно быть не меньше 19 объемных процентов. Содержание кислорода в воздухе контролируется специальными приборами автоматического или ручного действия. Эта же норма содержания кислорода в воздухе должна быть при выделении других нетоксичных газов.
ПРЕДУПРЕЖДЕНИЕ ВЗРЫВОВ
При сварке некоторых изделий в производственных условиях иногда бывают взрывы, представляющие опасность для жизни человека. Причины взрывов разные, но все их можно предупредить. Например, без специальной подготовки нельзя исправлять сваркой тару из-под нефтепродуктов (бочки из-под бензина, керосина и т.д.), это приводит к воспламенению паров нефтепродуктов в самой таре и взрыву. Такую тару перед сваркой необходимо промыть горячим раствором каустической соды и продуть паром в течение нескольких часов.
Перед заваркой течей в ацетиленовых генераторах их нужно очистить скребком из металла, не дающего искр (алюминий, латунь), после чего несколько раз промыть водой и продуть воздухом.
Перед заваркой течей в газопроводах обязательно продуть газопровод воздухом.
Взрыв может произойти в том случае, если чистый кислород соприкасается с маслом и различными жирами. При этом происходит как бы процесс самовозгорания. Необходимо следить, чтобы масло не попадало на баллоны с кислородом, кислородные шланги, резаки и сварочные горелки.
Применение для сварки и для других целей водорода также опасно в отношении взрыва, так как водород в определенных пропорциях с воздухом и кислородом образует взрывчатые смеси (гремучий газ), которые при нагреве до 700 °С и выше приводят к взрыву.
ОБЕСПЕЧЕНИЕ БЕЗОПАСНОСТИ РАБОТ ПРИ СВАРКЕ НА СТРОИТЕЛЬНО-МОНТАЖНОЙ ПЛОЩАДКЕ
Для обеспечения безопасности работ при сварке на строительно-монтажной площадке необходимо:
- сварщикам выполнять работы в фибролитовых касках и пользоваться брезентовыми наплечниками для защиты шеи и плеч от брызг расплавленного металла;
- для переноски инструментов, электродов и других сварочных материалов, а также сбора электродных огарков использовать специальные ящики из несгораемых материалов; не допускать разбрасывания электродных огарков;
- на высоте работать с предохранительным поясом и прикрепляться им к неподвижным металлоконструкциям;
- выполнять работы по сварке на высоте с лесов, подмостей и люлек только после проверки этих устройств мастером или прорабом;
- при производстве работ в несколько ярусов, предусматривать устройство навесов или настилов для защиты работающих внизу от искр и капель расплавленного метала и шлака;
- во время дождя или снега сварку на открытом воздухе следует вести только при наличие соответствующих навесов, козырьков и пр., защищающих сварщика от осадков;
- при гололедице или ветре более 6 баллов выполнять сварку на высоте не допускается;
- не разрешается производство работ по сварке на открытом воздухе при температуре воздуха ниже минус 30 °С;
- в зимнее время сварщики, работающие на строительно-монтажных площадках, должны иметь возможность обогрева в непосредственной близости от рабочих мест. При температурах от минус 20 °С до минус 25 °С сварщик имеет право обогреваться в течении 10 минут через каждый час работы.
ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
В сварочных цехах, на строительно-монтажных площадках, на сварочных и наплавочных участках необходимо строго соблюдать следующие правила, предотвращающие возможность возникновения пожаров от разлетающихся искр и брызг расплавленного металла:
- рабочее место сварщика должно быть полностью очищено от легковоспламеняющихся или взрывоопасных материалов; легковоспламеняющиеся и различные горючие материалы должны находится от места сварки на расстоянии не менее 30 м, ацетиленовые генераторы и баллоны с горючими газами - на расстоянии не менее 10 м;
- в местах выполнения сварочных работ защита от разлетающихся искр и брызг металла должна обеспечиваться металлическими или брезентовыми ширмами, на участках сварки должны быть огнетушители, ящики с песком, бочки с водой, различный пожарный инвентарь, обязательно телефонная связь и устройства для подачи звуковых сигналов;
- о предстоящих работах по сварке необходимо заблаговременно сообщать лицу, ответственному за пожарную безопасность;
- соблюдать осторожность при перемещении сварочных проводов. Особую опасность при этом представляет искрение проводов из-за нарушения сплошности изоляции в местах, удаленных от сварщика;
- при ведении работ по сварке в опасных зонах предусматривать специальные противопожарные посты;
- при длительном воздействии искр и капель расплавленного металла на деревянные настилы или подмости защищать их от возгорания листовым железом или асбестом, а в жаркое время поливать их водой;
- по окончании смены тщательно проверять рабочую зону и не оставлять открытого огня, нагретых до высокой температуры предметов, а также тлеющих сгораемых материалов;
- все рабочие и служащие при поступлении на работу или при смене рабочих мест должны быть проинструктированы о мерах противопожарной безопасности и о принятом на предприятии противопожарном режиме; на крупных участках и в цехах должны быть официально назначены ответственные за состояние противопожарных средств и за выполнение противопожарного режима работы;
- обязательно два раза в неделю проверять состояние сварочного оборудования, выявлять и устанавливать возможность ценообразования вследствие плохой или случайно поврежденной изоляции проводов, плохого или неисправного заземления, завышения силы номинального тока плавких предохранителей, неисправностей рубильников, подвижных контактов, переключателей и т.д.
- при тушении пожара, возникающего в результате воспламенения жидкостей (бензина, керосина, жидких смазочных материалов), нельзя пользоваться водой или обычными огнетушителями, необходим песок или специальные густопенные огнетушители.
Ответственность за противопожарное состояние объектов, отдельных цехов, мастерских, строительных площадок, а также за своевременное выполнение противопожарных мероприятий возлагается персонально на начальников вышеперечисленных объектов. Поэтому по всем вопросам, связанным с принятием мер противопожарной безопасности, необходимо обращаться, прежде всего, к указанным руководителям.
Сварка и резка металлов относится к огневым работам, которые на производстве выполняются на постоянных и временных местах.
К постоянным местам относятся такие, где огневые работы проводятся ежедневно или с небольшими перерывами, что позволяет заранее предусмотреть конкретные меры пожарной безопасности на весь период их проведения. Работа на этих местах оформляется приказом директора предприятия с указанием ответственных лиц за правильную организацию и проведение огневых работ.
К временным относятся места, где огневые работы проводятся кратковременно, когда они связаны с аварийно-восстановительным ремонтом или с выполнением строительно-монтажных работ. В каждом конкретном случае при проведении огневых работ на временных местах администрация цеха или объекта предварительно разрабатывает мероприятия по обеспечению противопожарной безопасности, ставит в известность об этом пожарную ох рану, назначает лиц, непосредственно отвечающих за соблюдение правил пожарной безопасности, и выдает специальное письменное разрешение. Разрешение на проведение огневых работ дается только на одну рабочую смену, но при проведении таких же работ в течение нескольких дней повторные разрешения не требуются.
При авариях сварочные работы допускается проводить под наблюдением начальника цеха или прораба строительной площадки без письменного разрешения.
После окончания огневых работ сварщик обязан тщательно осмотреть место проведения этих работ, полить водой легковоспламеняющиеся конструкции и устранить нарушения, которые могут привести к возникновению пожара.
Полы в помещениях, в которых производится дуговая сварка, должны быть из несгораемого материала. Допускается устройство деревянных торцевых полов на несгораемом основании. Дощатые полы запрещаются.
В настоящее время существуют общие правила и инструкции о пожарной безопасности для наиболее распространенны) производств всех министерств и ведомств. Допускается иметь ведомственные правила пожарной безопасности, которые разрабатываются при выполнении сварочных работ.
На промышленных предприятиях и в строительно-монтажных организациях на основе типовых правил и правил пожарной безопасности министерств и ведомств с учетом особенности производства должны разрабатываться противопожарные инструкции для цехов и строительно-монтажных участков. Выполнение этих инструкций при проведении сварочных работ на постоянных и временных участках обязательно, с ними должен быть ознакомлен каждый сварщик.
Требования по пожарной безопасности для различных производств включены в соответствующие правила техники безопасности и производственной санитарии при электросварочных работах для этих производств.
ОХРАНА ТРУДА СВАРЩИКОВ
Существующее законодательство по вопросам охраны труда сварщиков, также как и других рабочих, предусматривает комплекс правовых, технических и санитарно-гигиенических мероприятий, направленных на обеспечение здоровых и безопасных условий труда.
Ответственность за организацию и состояние охраны труда и техники безопасности в строительно-монтажных управлениях лежит на административно-техническом персонале этих подразделений. На строительно-монтажных участках ответственность за технику безопасности несут прорабы, мастера, а также специальные работники по технике безопасности. Государственный контроль за выполнением норм и правил по технике безопасности осуществляют Госгортехнадзор России, инспекторы по технике безопасности ЦК профсоюза. За соблюдением санитарных условий труда следит Государственная санитарная инспекция, за нормами пожарной охраны - Государственная инспекция пожарной охраны.
Важнейшей задачей техники безопасности и противопожарной техники в строительстве является предупреждение возможных аварий при производстве строительно-монтажных работ.
В соответствии с действующим положением к сварочным работам всех видов допускаются лица не моложе 18 лет. Для обучения этой специальности в школах и училищах принимаются лица в возрасте 17 лет.
К сварке допускаются рабочие, прошедшие специальное обучение с дополнительной проверкой знаний по правилам техники безопасности и оформлением результатов указанной проверки в журнале установленной формы. Повторный инструктаж должен проводиться администрацией ежеквартально и перед каждой новой работой.
Для рабочих, занятых на сварке, российским законодательством предусмотрены дополнительные отпуска по вредности различной длительности в зависимости от конкретно выполняемой работы.
Согласно «Единым нормам выдачи спецодежды и спецобуви рабочим, занятым на строительно-монтажных работах», утвержденных Госстроем РФ, сварщикам бесплатно выдаются спецодежда и спецобувь, а также предохранительные приспособления.
К сварке на высоте допускаются рабочие, прошедшие дополнительный осмотр и специальное обучение методам верхолазных работ. Женщины к производству сварочных работ на высоте и в замкнутых пространствах не допускаются.
Сварщики, работающие в замкнутых пространствах или занятых сваркой цветных металлов, должны проходить медицинский осмотр с обязательной рентгенографией грудной клетки и соответствующими лабораторными исследованиями.
Обязанностью каждого сварщика является твердое знание и неуклонное выполнение существующих требований по безопасным методам работ, а также соблюдение норм и условий пожарной безопасности.
ЛИТЕРАТУРА
1. Справочник монтажника, сварка и резка в промышленном строительстве. М., Стройиздат, 1977 г.
2. Сапиро С. Справочник сварщика. Донецк, Донбасс, 1978 г.
3. Малышев Б. и др. Сварка в строительстве. М., Стройиздат, 1966 г.
4. Нейфельд И., Фалькевич А. Лившиц Л. Контроль качества сварных соединений в строительстве. М., Стройиздат, 1968 г.
5. Румянцев С. и др., Справочник рентгенографиста и гаммадефектоскописта. М., Атомиздат, 1969 г.
6. Справочник по сварке под ред. Винокурова В. М., Машиностроение, 1970 г.
7. Александров А. и др. Эксплуатация сварочного оборудования. Киев, Будивэльник. 1990 г.
8. Каталог-справочник электросварочное оборудование. Центр научно-технической деятельности, исследований и социальных инициатив ЦЭДНСИ СССР. 1991 г.
9. Потапьевский А. Сварка в защитных газах плавящимся электродом. М., Машгиз, 1974 г.
10. РТМ 393-94. М., 1994 г.
11. Справочник по технике безопасности, противопожарной технике и производственной санитарии. Л., Судостроение, 1971 г.
12. Технология электрической сварки металлов сплавов плавлением. Под. ред. Патона Е. М., Машиностроение, 1974 г.
ПЕРЕЧЕНЬ ОСНОВНЫХ СТАНДАРТОВ, ПРИМЕНЯЕМЫХ В ПРОИЗВОДСТВЕ СВАРНЫХ КОНСТРУКЦИЙ
|
Номер ГОСТа |
Название ГОСТа |
|
Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы. |
|
|
Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктивные элементы. |
|
|
Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы (под острым и тупым углами). |
|
|
Сварка металлов. Обозначения основных положений сварки плавлением. |
|
|
Условные изображения и обозначения швов сварных соединений. |
|
|
Дуговая сварка алюминия и алюминиевых сплавов. Основные типы и конструктивные элементы. |
|
|
Проволока стальная сварочная. |
|
|
7871-75* |
Проволока сварочная из алюминия и алюминиевых сплавов. |
|
Электроды покрытые металлические для дуговой сварки сталей и наплавки. Классификация, размеры и общие технологические требования. |
|
|
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы. |
|
|
Флюсы сварочные плавленные. |
|
|
8050-76 |
Углекислый газ сжиженный. |
|
Аргон газообразный. |
|
|
Азот газообразный, жидкий. |
|
|
Сталь углеродистая обыкновенного качества. |
|
|
Сталь углеродистая качественная конструкционная. |
|
|
4541-71* |
Сталь легированная конструкционная. |
|
Стали высоколегированные и стали коррозионно-стойкие, жаростойкие и жаропрочные. |
|
|
Сталь листовая горячекатанная. Сортамент. |
|
|
14098-85* |
Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкция и размеры. |
|
Швы сварных соединений. Методы контроля качества. |
|
|
Швы сварные и металл наплавленный. Метод отбора проб для определения химического состава. |
|
|
18353-79 |
Контроль неразрушающий. Классификация методов. |
|
Контроль неразрушающий. Магнитно-порошковый метод. |
|
|
Контроль неразрушающий. Радиационные методы дефектоскопии. Области применения. |
|
|
Швы сварных соединений. Методы ультразвуковой дефектоскопии. |
|
|
Неразрушающий контроль. Капиллярные методы. |
|
|
13585-68* |
Сталь. Метод валиковой пробы для определения допускаемых режимов дуговой сварки. |
|
Сварные соединения. Методы определения механических свойств. |
|
|
Электрододержатели для ручной дуговой электросварки. Основные параметры и технические требования. |
|
|
6731-68 |
Провода электродуговой сварки. |
|
9497-79 |
Светофильтры стеклянные для защиты глаз от вредных излучений на производстве. |
|
1361-70 |
Щитки и маски для защиты электросварщика. Технические условия. |
|
Сварка металлов. Классификация. |
|
|
Несущие и ограждающие конструкции. |
|
|
Правила производства и приемки работ. |
|
|
Руководящие технологические материалы по сварке арматуры и закладных изделий железобетонных конструкций. |