ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА ПРОИЗВОДСТВО ОТДЕЛЬНЫХ ВИДОВ РАБОТ
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ
КАРТА
НА МОНТАЖ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
6307030131
41131
МОНТАЖ КОНСТРУКЦИЙ КРУПНОПАНЕЛЬНОГО ЖИЛОГО 9-ЭТАЖНОГО ДОМА СЕРИИ 90
14. МОНТАЖ МЕТАЛЛИЧЕСКИХ ОГРАЖДЕНИЙ ЛЕСТНИЧНЫХ МАРШЕЙ И ПЛОЩАДОК
|
РАЗРАБОТАНА |
|
СОГЛАСОВАНО |
|
Институтом "Оргюгстрой" Минюгстроя РСФСР |
|
Управлением механизации и технологии строительства Госстроя СССР |
|
Главный инженер института |
A.A. Редькин |
Письмо от 13.12.90 г. № 12-349 |
|
Начальник, отдела ТС-3 |
А.С. Выприков |
Введена в действие с 01.03.1991 г. |
|
Главный технолог |
И.А. Шурыгин |
МОСКВА - 1991

СОДЕРЖАНИЕ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта разработана на монтаж металлических ограждений лестничных маршей и площадок типовой блок-секции крупнопанельного 9-этажного жилого дома серии 90.
1.2. В состав работ, рассматриваемых в карте, входят:
монтаж металлических ограждений лестничных маршей и площадок;
установка поливинилхлоридных поручней.
1.3. Все работы по монтажу металлических ограждений лестничных маршей выполняют в три смены.
Картой предусматривается монтаж металлических ограждений башенным краном КБ-405.1А грузоподъемностью 10 т при высоте здания до 30.м.
1.4. При привязке типовой технологической карты к конкретному объекту и условиям строительства принятый в карте порядок выполнения работ по монтажу металлических ограждений, размещение машин и оборудования, объемы работ, средства механизации уточняют в соответствии с проектными решениями.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
2.1. До начала монтажа металлических ограждений лестничных маршей и площадок должны быть выполнены организационно-подготовительные мероприятия в соответствии со СНиП 3.01.01-85 "Организация строительного производства".
Кроме того, должны быть выполнены следующие работы:
смонтированы наружные и внутренние стеновые панели, перегородки, плиты перекрытий, лестничные марши и площадки;
доставлены на площадку и подготовлены к работе механизмы, инвентарь и приспособления;
рабочие и ИГР ознакомлены с технологией работ и обучены безопасным методам труда.
2.2. Монтаж надземной части здания, в том числе металлических ограждений, рекомендуется выполнять башенными кранами.
Расположение башенного крана и расстояние подкрановых путей от здания устанавливается при привязке карты в зависимости от объемно-планировочного решения здания и марки крана. Максимальное расстояние от оси движения крана до стены определяется его технической характеристикой, минимальное - условиями безопасности работ в соответствии со СНиП III-4-80* "Техника безопасности в строительстве". Схема расположения монтажного крана приведена на рис. 1, 2.
2.3. Металлические ограждения доставляют на объект пакетами массой не более 3 т, любым видом автотранспорта. При транспортировании ограждений необходимо обеспечивать укладку пакетов с опиранием на деревянные прокладки и подкладки (не менее двух на одно ограждение).
Пакеты с металлическими ограждениями следует хранить под навесом или в закрытых неотапливаемых складских помещениях, уложенными на деревянные прокладки и подкладки. Подкладки под нижний ряд ограждений должны быть толщиной не менее 50, шириной не менее 100 мм и уложены по ровному основанию через 1000 мм, не менее двух на одно ограждение. Прокладки между ограждениями должны быть толщиной не менее 20 мм и и шириной не менее 100 мм.
Строповку пакетов металлических ограждений при разгрузке выполняют четырехветвевой универсальной траверсой и двумя кольцевыми стропами. Схема строповки показана на рис 3.
Поручни поливинилхлоридные (ПВХ) доставляют на объект в виде бухт, упакованных в два слоя плотной бумаги или полиэтиленовую пленку и обвязанных шпагатом. В один пакет допускается упаковывать изделия одного типа и цвета. Общая масса пакета не должна превышать 32 кг. Каждый пакет должен быть снабжен этикетками-паспортами.
Транспортирование пакетов на объект осуществляют любым видом крытого автотранспорта при температуре не ниже минус 30°С с защитой изделий от воздействия атмосферных осадков.
Не допускается бросать, перегибать и деформировать пакеты при погрузочно-разгрузочных работах.
Поручни поливинилхлоридные хранят в сухом помещении при температуре не ниже 10°С. При хранении пакеты укладывают в горизонтальное положение. Допускается укладывать пакеты друг на друга не более 5 рядов по высоте.
Распаковку пакетов с поручнями из ПВХ производят при температуре не ниже 15°С. Перед распаковкой поручни выдерживают при указанной температуре не менее 12 ч, если они до этого находились при температуре от 0 до 10°С и не менее двух суток при температуре ниже 0°С.
2.5. Монтаж металлических ограждений выполняют поэтажно в период монтажа конструкций лестничной клетки. Металлические ограждения в пакетах подают башенным краном и укладывают на перекрытие вблизи места установки.
Перед установкой закладные детали и концы стоек ограждений очищают от ржавчины и загрязнений.
Вначале устанавливают первое звено ограждения с временным креплением электроприхваткой стоек звена решетки к закладным деталям лестничного марша. После установки второго звена все ограждение выверяется и окончательно закрепляется электродуговой сваркой.
Установленные звенья ограждения дополнительно соединяются между собой металлической накладкой, закрепляемой электросваркой: (рис. 4).
2.6. Металлическое ограждение лестничной площадки на 9 этаже устанавливается после монтажа металлической лестницы, ведущей в машинное отделение. Подготовленное ограждение устанавливают на лестничной площадке таким образом, чтобы концы стоек решетки совпали с закладными деталями на лестничной площадке, выверяют по отвесу, затем выполняют электроприхватку боковых стоек ограждения к ранее установленным ограждениям лестничного марша и лестницы, ведущей в машинное отделения (рис. 5).
После окончательной выверки выполняют проектное крепление металлического ограждения к закладным деталям лестничной площадки и ограждениям.
2.7. Электродуговую сварку металлических ограждений следует выполнять в соответствии с указаниями СНиП 3.03.01-87 "Несущие и ограждающие конструкции".
Перед началом сварки необходимо проверить правильность установки ограждений, положение свариваемых деталей и подготовленность стыков к сварке.
Закладные детали и концы стоек решеток перед сваркой должны быть очищены до чистого металла в обе стороны от кромок и разделки на 20 мм от ржавчины, жиров, краски, грязи, влаги.
Снег и лед с поверхности закладных деталей и металлических ограждений удаляют путем нагревания их пламенем газовой горелки до температуры не более 100°С.
Крепление металлических ограждений лестничных маршей и площадок выполняют ручной электродуговой сваркой.
Длина монтажных швов с каждой стороны должна быть не менее 40 мм, а высота катета шва 6 мм. Марка электрода должна соответствовать проекту.
В качестве временного крепления используется электроприхватка. Прихватки в количестве не менее двух размещают в местах наложения сварных швов. Длина прихватки должна быть 15 - 20 мм, высота (катет) - 5 - 6 мм.
Для временной прихватки конструкций следует применять электроды тех же марок, что и для основной сварки.
Во избежание нарушения сцепления закладных деталей с бетоном сварку рекомендуется производить с перерывами, чтобы нагрев этих деталей продолжался не более 5 мин.
Поверхности свариваемой конструкции и выполненных швов сварных соединений после окончания сварки необходимо очищать от шлака, брызг и наплывов (натеков) расплавленного металла.
2.8. Поливинилхлоридные поручни устанавливают на металлические подпоручники ограждения лестничных маршей в период отделочных работ (рис. 6).
Подпоручники очищают от наплывов раствора, следов электросварки и при необходимости выправляют.
Бухту поручней предварительно подогревают для размягчения пластика, разматывают, отрезают куски нужной длины.
Перед установкой поручни нагревают в горячей воде с температурой 80 - 90°С в течение 10 - 12 мин. и надевают на подпоручники с помощью специального приспособления. Торцы установленного поручня после охлаждения зачищают наждачной бумагой.
2.9. При производстве работ в зимнее время необходимо руководствоваться указаниями СНиП 3.03.01-87, а также действующими инструкциями, руководствами и специальными указаниями проекта.
Зимние условия работ определяются среднесуточной температурой наружного воздуха ниже 5°С и минимальной суточной температурой ниже 0°С (СНиП 3.03.01-87).
Монтажные работы в зимних условиях следует выполнять, используя те же инструменты, приспособления и инвентарь, что и в летний период.
Все такелажные и монтажные приспособления должны содержаться в очищенном от наледи состоянии и просушиваться. Муфты и винтовые соединения должны быть смазаны.
Ручную электродуговую сварку конструкций при температуре до минус 30°С следует производить по обычной технологии, но при этом следует повышать сварочный ток на 1% при понижении температуры воздуха на каждые 3°С (от 0°С).
Зона сварки и рабочее место сварщика должны быть ограждены от атмосферных осадков, сильного ветра и сквозняков. При температуре наружного воздуха минус 10°С и ниже рекомендуется иметь вблизи рабочего места сварщика инвентарное помещение для обогрева.
Работа по установке поливинилхлоридных поручней должны выполняться при температуре воздуха внутри помещения не ниже 10°С.
Перед применением пакеты с поручнями следует выдерживать в теплом помещении при температуре 20 ±5°С в течение суток.
2.10. Варианты рекомендуемых машин, транспортных средств и оборудовавши для монтажа, металлических ограждений приведены в табл. 1.
Таблица 1
|
Наименование комплекта машин и оборудования |
Вариант (фасет-код) |
Техническая характеристика |
Марка |
Количество, шт. |
|
Кран монтажный |
- |
Кран башенный грузоподъемностью 10 т |
МСК 10-20 КБ 405.1A |
1 |
|
Кран башенный грузоподъемностью 9 т |
КБ 405.2 |
1 |
||
|
Транспортные средства |
- |
Автомобиль с бортовой платформой грузоподъемностью 5 т |
ЗИЛ-4331 |
1 |
|
Автомобиль с бортовой платформой грузоподъемностью 8 т |
ЗИ1-133Г1 |
1 |
||
|
Автомобиль с бортовой платформой грузоподъемностью 8 т |
КамАЗ-5320 |
1 |
||
|
Оборудование |
- |
Трансформатор сварочный потребляемой мощностью 32 кВА |
ТДМ-503 |
1 |
3. ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
Производство и приемку работ по монтажу металлических ограждений лестничных маршей и площадок следует выполнять согласно требованиям СНиП 3.03.01-87 "Несущие и ограждающие конструкции". Контроль качества монтажа металлических ограждений включает:
входной контроль качества конструкций и используемых материалов;
операционный контроль качества выполняемых работ;
приемочный контроль выполненных работ.
Входной контроль металлических ограждений на строительной площадке производят инженерно-технические работники монтирующей организации.
Изделия должны иметь паспорт, хорошо видимую маркировку и штамп ОТК завода с датой изготовления.
Маркировку ограждений наносят на металлический, пластмассовый или деревянный ярлык, прикрепленный к пакету.
Металлические ограждения, поступающие на строительную площадку, должны соответствовать требованиям ГОСТ 25772-83*.
Приемка предъявленной партии производится по результатам контроля внешнего вида и по обмеру 5% ограждений, но не менее 5 шт. от партии. При неудовлетворительных результатах контроля следует производить поштучную приемку всей партии.
Поливинилхлоридные поручни должны удовлетворять требованиям ГОСТ 19111-77*.
При проверке соответствия поручней требованиям стандарта от каждой партии отбирают не менее двух бухт для: внешнего осмотра и определения размеров.
Технические критерии и средства контроля операций и процессов приведены в табл. 2.
Приемочный контроль установленных металлических ограждений производят в процессе поэтажной приемки смонтированных конструкций на захватке. При приемке работ предъявляют журнал монтажных и сварочных работ, документы лабораторных анализов и испытаний при сварке.
.Таблица 2
|
Наименование процессов, подлежащих контролю |
Предмет контроля |
Инструмент и способ контроля |
Периодичность контроля |
Ответственный контролер |
Технические критерии оценки качества |
|
Подготовительные предмонтажные работы |
Соответствие геометрических размеров проектным, наличие внешних дефектов, внешний вид металлических ограждений-(ГОСТ 25772-83*) |
Рулетка, метр окладной стальной |
До начала монтажа |
Мастер |
Предельные отклонения размеров, мм: до 1500 ±2; св. 1500 до 3900 ±3; высота-±2. Ограждения должны быть защищены от коррозии в соответствии со СНиП 2.03.11-85 |
|
Поручней поливинилхлоридных (ГОСТ 19111-77*) |
Рулетка, шаблон металлический |
То же |
" |
Отклонения размеров по длине бухт не более 5%. Отклонения наружных размеров поперечного профиля +2,0 мм. Лицевая поверхность должна быть без наплывов, бугорков, раковин, царапин, пятен и инородных включений |
|
|
Установка металлических ограждений |
Качество установки ограждений |
Визуально |
В процессе монтажа |
" |
Крепление стоек ограждения к закладным деталям лестничных маршей и площадок должно быть выполнено по проекту электродуговой сваркой. Зазор между элементами ограждения и железобетонными маршами и площадками должен быть 100 ±1 мм |
|
Качество установки поручней |
Визуально |
В процессе монтажа |
Мастер |
Уступы между кромками (торцами) элементов поручней должны быть сглажены и отшлифованы |
|
|
Сварочные работы |
Качество подготовки конструкций и закладных деталей к сварке |
Штангенциркуль, линейка металлическая, визуально |
До начала сварки |
" |
Отсутствие дефектов закладных деталей. Очистка свариваемых элементов конструкций до чистого металла в обе стороны от кромок на 20 мм |
|
Контроль сварных соединений в процессе их выполнения |
Линейка металлическая, лупа с 5-кратным увеличением, визуально |
Два раза в смену, не менее 3-х сварных соединений |
" |
Приемка по ГОСТ 10922-75: линейные размеры должны соответствовать проектным; отсутствие наружных дефектов наплавленного металла. Допускаемые подрезы основного металла 0,5 мм |
|
|
Приемо-сдаточные работы |
Качество монтажа |
Метр складной стальной, угольник |
После выполнения работ |
Прораб, заказчик |
Технический осмотр, акт приемки |
Технологическая схема выполнения строительного процесса
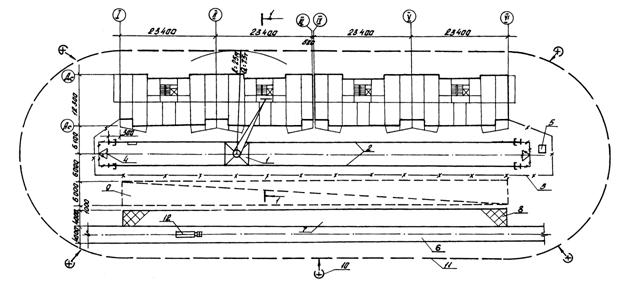
1 - башенный кран КБ 405.1А; 2 - подкрановый путь; 3 - ограждение подкранового пути; 4 - контур заземления; 5 - контрольный груз; 6 - временная автодорога; 7 - площадка разгрузки автотранспорта; 8 - площадка для приема раствора и бетона; 9 - временная открытая площадка складирования; 10 - прожекторы; 11 - граница зоны работы крана; 12 - автомобиль с бортовой платформой
Рис. 1
|
|
|
Рис. 2
Схема строповки пакетов металлических ограждений
Рис. 3
План лестничной клетки типового этажа
Рис. 4
План лестничной клетки 9-го этажа
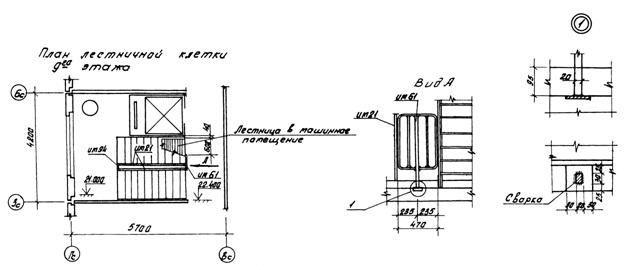
Рис. 5
Организация рабочего места при установке поливинилхлоридных поручней
|
1 - устанавливаемый поливинилхлоридный поручень; 2 - установленный поливинилхлоридный поручень; 3 - приспособление для установки поручня; 4 - бачок для разогрева поливинилхлоридных поручней; 5 - упакованные бухты поливинилхлоридных профилей; 6 - этажные электрические щитки с розетками |
Рис. 6
4. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА, МАШИННОГО ВРЕМЕНИ И ЗАРАБОТНОЙ ПЛАТЫ НА МОНТАЖ МЕТАЛЛИЧЕСКИХ ОГРАЖДЕНИЙ ЛЕСТНИЧНЫХ МАРШЕЙ И ПЛОЩАДОК ТИПОВОЙ БЛОК-СЕКЦИИ
Таблица 3
|
Наименование процесса |
Номер фасета для пересчета показателей |
Единица измерения |
Объем работ |
Обоснование (ЕНиР и др. нормы) |
Норма времени |
Расценка, р.-к. |
Затраты труда |
Заработная плата Р.-р. |
Время пребывания машины на объекте, маш.-ч |
Заработная плата машиниста с учетом пребывания машины на объекте, р. -к. |
||||
|
рабочих, чел.-ч |
машиниста чел.-ч (маш.-ч) |
рабочих |
машиниста |
рабочих, чел.-ч |
машиниста, чел.-ч. (маш.-ч.) |
рабочих |
машиниста |
|||||||
|
1. Разгрузка на приобъектный оклад металлических ограждений лестничных маршей и площадок инвентаря и приспособлений башенным краном грузоподъемностью 10 т при массе пакета до 0,5 т |
100 т |
0,1 |
ЕНиР, § E 1-7, № 22 а, б К=0,8 (ПР-2) |
37,00 |
18,50 |
23-68 |
16-84 |
0,30 |
0,15 |
0-19 |
0-13 |
0,15 |
0-13 |
|
|
2. Подача к месту работы металлических ограждений лестничных маршей и площадок в пакетах массой до 0,5 т башенным краном грузоподъемностью 10 т на 1-5 этаж |
100 т |
0,0027 |
ЕНиР, § E 1-7, № 22 а, б |
37,00 |
18,50 |
23-68 |
16-84 |
0,10 |
0,05 |
0-06 |
0-05 |
0,05 |
0-05 |
|
|
3. То же, на 6-9 этаж |
100 т |
0,0028 |
ЕНиР, § E 1-7, № 22 (а+2в), (б+2г) |
48,20 |
24,10 |
30-84 |
21-94 |
0,13 |
0,07 |
0-09 |
0-06 |
0,07 |
0-06 |
|
|
4. Установка металлических ограждений лестничных маршей и площадок с креплением электродуговой сваркой на 1-5 этажах |
1 м решетки |
26,8 |
ЕНиР, § Е 4-1-11, № 1 |
0,37 |
- |
0-27,6 |
- |
9,92 |
- |
7-40 |
- |
- |
- |
|
|
5. То же, на 6-9 этажах |
1 м решетки |
16,6 |
ЕНиР, § Е 1-1-11, № 1, К=1,1 (ВЧ-2) |
0,37 |
- |
0-27,6 |
- |
6,76 |
- |
5-04 |
- |
- |
- |
|
|
6. Установка соединительных элементов с креплением электродуговой сваркой на 1-5 этажах |
1 шт. |
.20 |
ЕНИР, § Е 4-1-11 примечание |
0,028 |
- |
0-02,2 |
- |
0,56 |
- |
0-44 |
- |
- |
- |
|
|
7. Установка соединительных элементов с креплением электродуговой сваркой на 6-9 этажах |
1 шт. |
12 |
ЕНиР, § Е 4-1-11, Примечание К=1,1 (ВЧ-2) |
0,028 |
- |
0-02,2 |
- |
0,37 |
- |
- |
.- |
- |
- |
|
|
8. Установка поливинил-хдоридных поручней с подгибанием концов |
10 м поручня |
4,34 |
ЕНиР, § Т 1-44,*) № 2 |
1,00 |
- |
0-71,5 |
- |
4,34 |
- |
3-10 |
- |
- |
- |
|
|
9. Погрузка на транспорт инвентаря и приспособлений |
100 т |
0,005 |
ЕНиР, § E 1I-7, № 22 а, б, К=0,8(ПР-2) |
37,00 |
18,50 |
23-68 |
16-84 |
0,15 |
0,07 |
0-09 |
0-07 |
0,07 |
- |
|
|
ИТОГО: |
|
|
|
|
|
|
|
|
22,63 |
0,34 |
16-70 |
0-31 |
0,34 |
0-31 |
Примечание. *) Расценка пересчитана в соответствии с новыми тарифными ставками (Постановление ЦК КПСС, СМ СССР и ВЦСПС № 1115 от 17.09.86 г.).
5. ГРАФИК ПРОИЗВОДСТВА РАБОТ НА МОНТАЖ МЕТАЛЛИЧЕСКИХ ОГРАЖДЕНИЙ ЛЕСТНИЧНЫХ МАРШЕЙ И ПЛОЩАДОК ТИПОВОЙ БЛОК-СЕКЦИИ
Таблица 4
Примечание. ![]() -
технологический перерыв, связанный с выполнением монтажных работ, т.к.
установка поручней выполняется в период отделочных работ. Графическая часть
выполнена условно, без учета монтажа других конструкций.
-
технологический перерыв, связанный с выполнением монтажных работ, т.к.
установка поручней выполняется в период отделочных работ. Графическая часть
выполнена условно, без учета монтажа других конструкций.
6. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
Потребность в инструменте, инвентаре и приспособлениях приведена в табл. 5.
Таблица 5
|
Наименование |
Марка, техническая характеристика, ГОСТ, № чертежа |
Количество |
Назначение |
|
Траверса универсальная (четырехветвевая самобалансирная) |
3408.05.000 ЦНИИОМТП Госстроя СССР |
1 |
Строповка пакета металлических ограждений |
|
Строп кольцевой |
CKK1-1,0/1500 ГОСТ 25573-82 |
2 |
То же |
|
Приспособление для установки поручней из ПВХ |
Р.Ч. 1493/2 Гипрооргшахтострой г. Караганда |
1 |
Установка поручней |
|
Осветительное устройство |
CM-188 Киевское КБ Главтяжстроймеханизации Минтяжстроя УССР |
2 |
Освещение строительной площадки |
|
Бачок для разогрева поливинилхлоридных поручней |
К-647-00 трест Ленинградоргстрой |
2 |
Разогрев поливинилхлоридных поручней |
|
Нож для отделочных работ |
НД ГОСТ 18975-85 |
2 |
Резка поручней |
|
Пенал для электродов |
3294.71.000 ЦНИИОМТП Госстроя СССР |
2 |
Хранение и транспортирование электродов |
|
Электрододержатель |
1 |
Сварка |
|
|
Зубило слесарное |
ГОСТ 7211-86E |
2 |
Очистка закладных деталей от бетона |
|
Щетка из стальной проволоки |
ОСТ 17-830-80 |
1 |
Зачистка сварных швов |
|
Молоток слесарный стальной |
ГОСТ 2310-77*Е |
2 |
То же |
|
Будка монтажников |
3295.07.000 ЦНИИ0МТП Госстроя СССР |
1 |
Помещение для обогрева в зимнее время и хранения инструмента |
|
Отвес стальной строительный |
ОТ-400 |
1 |
Определение вертикальности |
|
Рулетка измерительная металлическая |
ЗПКЗ-20АУТ/1 |
1 |
Измерение элементов |
|
Метр окладной стальной |
ТУ 2-17-303-84 |
1 |
То же |
|
Штангенциркуль |
ШЦ-1 |
1 |
" |
|
Линейка измерительная металлическая |
1 |
" |
|
|
Щиток защитный лицевой для электросварщика |
1 |
Защита лица сварщика при сварочных работах |
|
|
Каска строительная |
5 |
Защита головы |
|
|
Перчатки резиновые технические |
1 |
Защита от поражения электрическим током |
|
|
Рукавицы специальные |
5 пар |
Защита рук от травмирования |
Потребность в материалах и полуфабрикатах для выполнения работ по монтажу металлических ограждений лестничных маршей и площадок приведена в табл. 6.
Таблица 6
|
Наименование материала, полуфабриката, конструкции (марка, ГОСТ) |
Вариант (фасет-код) |
Исходные данные |
Потребность в материале |
||
|
единица измерения |
объем работ в нормативных единицах |
принятая норма расхода материала |
|||
|
Металлические ограждения лестниц (ГОСТ 25772-83*) |
- |
шт./кг |
- |
- |
16/497,12 |
|
Ограждения лестничных площадок (ГОСТ 25772-83*) |
- |
шт./кг |
- |
- |
1/8,8 |
|
Изделия монтажные |
- |
кг |
- |
- |
48,9 |
|
Электроды Э-42 |
- |
кг |
- |
- |
1,76 |
|
Поливинилхлоридные поручни |
- |
100 м |
0,434 |
102 |
44,28 |
7. ТЕХНИКА БЕЗОПАСНОСТИ
7.1. Работы по монтажу металлических ограждений лестничных маршей выполняют с соблюдением СНиП III-4-80* "Техника безопасности в строительстве", а также "Правил устройства и безопасной эксплуатации грузоподъемных кранов", утвержденных Госгортехнадзором СССР.
7.2. К монтажным работам допускаются лица не моложе 18 лет, имеющие профессиональные навыки, прошедшие обучение безопасным методам труда и приемам этих работ и получившие соответствующие удостоверения. До прохождения обучения такие лица к самостоятельной работе не допускаются.
7.3. К выполнению сварки допускаются лица, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие квалификационную группу по электробезопасности не ниже 2-й и имеющие соответствующие удостоверения (ГОСТ 12.3.003-86*, п. 6.1).
7.4. К сварочным работам на высоте (более 5 м от поверхности земли) допускаются работающие, прошедшие специальное медицинское освидетельствование, имеющие стаж верхолазных работ не менее одного года и разряд сварщика не ниже 3-го (ГОСТ 12.3.003-86*, п. 6.3).
7.5. Допуск к производству сварочных работ должен осуществляться после ознакомления с технической документацией (ППР, ТК) и проведением инструктажа по эксплуатации оборудования и охране труда.
Подключение и отключение сети питания электросварочного оборудования, а также его ремонт должен производить электротехнический персонал (ГОСТ 12.3.003-86*, п. 4.2).
7.6. Все работающие на строительной площадке должны быть обеспечены средствами индивидуальной защиты, спецодеждой и спецобувью.
Рабочие при получении средств индивидуальной защиты должны быть проинструктированы о порядке пользования этими средствами и ознакомлены с требованиями по уходу за ними.
7.7. Перед началом работ монтажник-электросварщик обязан:
осмотреть и привести в порядок рабочее место;
убедиться в исправности средств индивидуальной защиты и предохранительных приспособлений;
проверить исправность электроустановки, изоляции сварочных проводов;
проверить надежность соединения всех контактов, наличие заземления сварочной установки;
убедиться в исправности пусковых и регулирующих устройств и приборов;
очистить поверхность свариваемых деталей от окалины, смазки и других загрязнений, просушить и, при необходимости, обезжирить поверхность составами, допущенными к применению органами санитарии и пожарного надзора.
7.8. Получить разрешение мастера (прораба) на производство работ. При сварочных работах, выполняемых на участке, где имеется или может возникнуть производственная опасность, исходящая от других видов работ, выполняемых на смежных участках, получить от мастера (прораба) наряд-допуск.
7.9. В процессе монтажа монтажники должны находиться на ранее установленных и надежно закрепленных конструкциях.
7.10. При производстве монтажных и сварочных работ на высоте более 5 м электросварщики должны пользоваться предохранительными поясами. Рабочие должны иметь специальные сумки для инструмента и сбора огарков электродов (ГОСТ 12.3.003-86*, п. 4.12).
7.11. Сварочную установку следует размещать так, чтобы обеспечить свободный доступ к ней, удобство и безопасность при производстве сварочных работ. При установке одностороннего источника питания у стены, расстояние от стены должно быть не менее 0,5 м.
7.12. Приступать к проведению электросварочных работ можно только после выполнения всех требований пожарной безопасности: наличие пожарной техники для защиты объекта, очистка рабочего места от сгораемых материалов (ГОСТ 12.3.003-86*).
7.13: Электросварочную установку следует включать в электросеть только при помощи пускового устройства. Длина проводов между питающей сетью и передвижной установкой не должна превышать 10 м.
7.14. Сварочную установку следует заземлять до включения ее в электросеть.
7.15. Монтажник-электросварщик должен содержать рабочее место в порядке и чистоте в течение рабочего дня, не загромождать его и проходы.
7.16. Запрещается в радиусе 10 м от места проведения электросварочных работ размещать легковозгораемые материалы.
7.17. Производство электросварочных работ во время дождя или снегопада при отсутствии навесов над электросварочным оборудованием и рабочим местом электросварщика не допускается.
7.18. Во избежание повреждения электрическим током запрещается прикасаться к открытым токоведущим частям электрооборудования и оголенным проводам.
7.19. О всех случаях обрыва проводов, неисправности заземляющих устройств и других повреждениях электрооборудования следует немедленно сообщить мастеру (прорабу) или дежурному электрику.
7.20. Запрещается загромождать доступы и проходы к средствам пожаротушения (инвентарю, огнетушителям, гидрантам и т.д.) и запасным выходам.
7.21. Во время передвижения сварочной установки ее необходимо отключать от сети.
7.22. Рабочие, занятые на установке поливинилхлоридных поручней, должны один раз в 6 месяцев проходить медицинский осмотр.
7.23. При складировании поливинилхлоридных поручней следует помнить, что остаточная полимеризация в них веществ, не вступивших в реакцию в процессе изготовления, продолжается еще длительный период времени (1 - 2 месяца). Вследствие этого в помещениях, где сложена продукция, полученная с завода, необходимо обеспечить эффективную вентиляцию (не менее чем двукратный обмен воздуха в час).
7.24. Инструменты должны быть исправны, с плотно насаженными рукоятками. Рукоятки ручного инструмента должны быть изготовлены из древесины твердых и вязких пород. Запрещается применять ручной инструмент, имеющий выбоины, сколы рабочих концов, заусеницы и острые ребра в местах зажима рукой, трещины и сколы на "затылочной" части.
8. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ НА ТИПОВУЮ БЛОК-СЕКЦИЮ
Нормативные затраты труда рабочих, чел.-ч 22,63
Нормативные затраты машинного времени, маш.-ч. 0,34
Заработная плата рабочих-монтажников, р.-к. 16-70
Заработная плата механизаторов, р.-к. 0-31
Продолжительность выполнения работ, смен 1,01
Выработка на одного рабочего в смену, м ограждения 15,73
Условные затраты на механизацию, р.-к. 1-56
Сумма изменяемых затрат, р.-к. 18-26
9. ФАСЕТНЫЙ КЛАССИФИКАТОР ФАКТОРОВ
ФАСЕТ 01
Разгрузка металлических ограждений на приобъектный склад и подача их к
месту работы
|
Наименование фактора |
Обоснование |
Код |
Значение фактора |
|
Масса разгружаемых пакетов, т, до: |
|
|
|
|
0.5 |
§ E 1-7. № 22 а, б, при разгрузке К=0,8 (ПР-2) |
1 |
По калькуляции |
|
0,75 |
То же, № 23 а, б |
2 |
Норму времени и расценку умножить на 0,676 |
|
1,0 |
№ 24 а, б |
3 |
Норму времени и расценку умножить: для машиниста на 0,508, для такелажников на 0,514 |
ФАСЕТ 02
Высота подъема металлических ограждений к месту работы башенным краном
|
Наименование фактора |
Обоснование |
Код |
Значение фактора |
|
Высота подъема, м, до: |
|
|
|
|
12 |
§ Е 1-7, № 22 а, б |
1 |
По калькуляции |
|
18 |
То же, № 22 а, 6+ в, г |
2 |
Норму времени и расценку умножить на 1,151 |
|
24 |
" № 22 а, 6+ 2 в, г |
3 |
По калькуляции |
|
30 |
" № 22 а, 6+ 3 в, г |
4 |
Норму времени и расценку умножить на 1,454 |
|
40 |
" № 22 а, б+ 4 в, г |
5 |
То же, 1,605 |
ФАСЕТ 03
Высота от уровня планировочных отметок
|
Наименование фактора |
Обоснование |
Код |
Значение фактора |
|
Высота, м, до: |
|
|
|
|
15 |
ЕНиР, сб. 4 вып. 1, Вводная часть, п. 3 |
1 |
По калькуляции |
|
20 |
То же, ВЧ-1 |
2 |
Норму времени и расценку умножить на 1,05 |
|
30 |
" ВЧ-2; |
3 |
По калькуляции |
|
40 |
" ВЧ-3 |
4 |
Норму времени и расценку умножить на 1,2 |
ФАСЕТ 04
Установка поливинилхлоридных поручней
|
Наименование фактора |
Обоснование |
Код |
Значение фактора |
|
С подгибанием концов |
§ T-I-44, № 2 |
1 |
По калькуляции |
|
Без подгибания концов |
То же, № 1 |
2 |
Норму времени и расценку умножить на 0,55 |
|
Одновременное закругление с марша на марш |
" № 3 |
3 |
То же, 1,5 |
|
Установка перехода с марша на марш под прямым углом |
" № 4 |
4 |
" 2,8 |