ВЕДОМСТВЕННЫЕ СТРОИТЕЛЬНЫЕ НОРМЫ
ИЗГОТОВЛЕНИЕ,
МОНТАЖ
И ИСПЫТАНИЕ
ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
НА РУ ДО 10 МПа
ВСН 362-87
Минмонтажспецстрой СССР
МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ
СТРОИТЕЛЬНЫХ РАБОТ СССР
МОСКВА 1988
РАЗРАБОТАНЫ Минмонтажспецстроем СССР
ВНИИМонтажспецстрой (ведущая организация): кандидаты техн. наук Р.И. Тавастшерна (руководитель темы), В.С. Позднышев (ответственный исполнитель), инженеры Я. А. Гандельман, С.В. Васильева - разделы 1, 3-5, 9, 12, 13; канд. техн. наук В.И. Оботуров - раздел 6; канд. техн. наук Ю.В. Попов и А.В. Корниенко - раздел 7; П.М. Корольков - раздел 8.
Гипронефтеспецмонтаж: канд. техн. наук И.С. Гольденберг, Ж.М. Меблеванный, В.В. Скороспелов - разделы 2, 11.
Гипрохиммонтаж: И.П. Петрухин, Л.В. Осетрова - раздел 2.
Гипрометаллургмонтаж: Г.Д. Дудко, Б.В Матвеев - раздел 10.
ВНЕСЕНЫ И ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ Главным техническим управлением Минмонтажспецстроя СССР.
С введением в действие ВСН 362-87 "Изготовление, монтаж и испытание технологических трубопроводов на Ру до 10 МПа" утрачивает силу ВСН 362-76/ ММСС СССР "Инструкция по изготовлению, монтажу и испытанию технологических трубопроводов условным давлением до 100 кгс/см2 (10 МПа)".
|
Министерство монтажных и специальных строительных работ (Минмонтажспецстрой СССР) |
Ведомственные строительные нормы |
ВСН 362-87 |
|
Минмонтажспецстрой СССР |
||
|
Изготовление, монтаж и испытание технологических трубопроводов на Ру до 10 МПа |
Взамен ВСН 362-76/ММСС СССР |
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. При производстве работ по изготовлению и монтажу технологических трубопроводов необходимо соблюдать требования СНиП 3.01.01-85, СНиП 3.05.05-84, СНиП III-4-80, стандартов, технических условий и ведомственных нормативных документов, утвержденных в соответствии со СНиП 1.01.02-83.
1.2. Требования настоящих ВСН распространяется на производство и приемку работ по изготовлению, монтажу и испытанию технологических трубопроводов из углеродистой, легированной и высоколегированной стали, работающих при абсолютном давлении до 10 МПа и температурах от минус 70 до 700°С, включая трубопроводы вакуумные и холодильных установок, а также футерованные полиэтиленом и гуммированные.
Требования настоящих ВСН не распространяются на трубопроводы электростанций, шахт, временные, радиоактивных веществ, специального назначения (атомных установок, кислородопроводы, криогенные, пневмотранспорта и др.), изготовление, монтаж и испытание которых должны производиться в соответствии с нормативными документами, утвержденными в установленном порядке.
При изготовлении и монтаже смазочных гидравлических и пневматических систем, кроме требований настоящих ВСН, следует также соблюдать требования ВСН 411-87.
1.3. При изготовлении, монтаже и испытании трубопроводов пара и горячей воды, подконтрольных Госгортехнадзору СССР, трубопроводов горючих, токсичных и сжиженных газов, компрессорных установок необходимо также руководствоваться следующими нормативными документами, утвержденными Госгортехнадзором СССР:
"Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды";
"Правила устройства и безопасной эксплуатации трубопроводов для горючих, токсичных и сжиженных газов (ПУГ-69)" в части газопроводов низкого давления ;
"Правила устройства и безопасной эксплуатации компрессорных установок, воздуховодов и газопроводов".
Ссылки на другие нормативные документы, содержащие специальные требования к изготовлению и монтажу трубопроводов, приведены в соответствующих разделах настоящих ВСН.
1.4. Требования к изготовлению, монтажу и испытанию трубопроводов в настоящих ВСН установлены с учетом категорий трубопроводов по СН 527-80 и действующих правил Госгортехнадзора СССР.
1.6. Окраска межцеховых трубопроводов должна производиться в соответствии с требованиями СНиП 3.04.03-85, а также ОСТ 36-142-87.
Окраску внутрицеховых трубопроводов всех видов организации Минмонтажспецстроя СССР не выполняют.
1.7. Указанные в настоящих ВСН операции по промывке, продувке, специальным видам внутренней обработки трубопроводов, пневматическому испытанию трубопроводов на падение давления относятся к пусконаладочным работам, оплачиваются за счет сводной сметы на ввод объектов в эксплуатацию и выполняются заказчиком, пусконаладочными организациями с привлечением в отдельных случаях монтажных организаций.
|
Внесены Главным техническим управлением Минмонтажспецстроя СССР |
Утверждены
Минмонтажспецстроем СССР |
Срок введения в действие |
2. СОСТАВ И ПРАВИЛА ВЫПОЛНЕНИЯ ДЕТАЛИРОВОЧНЫХ ЧЕРТЕЖЕЙ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ
2.1. Генподрядчик должен обеспечить, а монтажная организация - получить от генподрядчика (или по согласованию с ним, непосредственно от заказчика) необходимый комплект рабочей документации с отметкой заказчика на каждом чертеже (экземпляре) о принятии их к производству.
2.2. Деталировочные чертежи, как правило, разрабатывают для трубопроводов условным диаметром 50 мм и более (в пределах отдельных установок, цехов и т.д.), имеющих свою маркировку (номер) в рабочих чертежах*. В отдельных случаях по заказам монтажных организаций могут быть разработаны деталировочные чертежи для трубопроводов условным диаметром менее 50 мм.
__________________
Деталировочные чертежи могут также разрабатываться на трубопроводы из пластмасс. Для трубопроводов из специальных материалов (с внутренним покрытием, графитопластовых, керамических, камнелитых и др.) в составе проекта должны быть разработаны аксонометрические схемы с указанием их размеров и спецификация материалов.
2.3. Деталировочные чертежи разрабатываются, как правило, проектными институтами подрядных организаций на объект в целом, отдельную его часть, группы линий или их частей.
2.4. При выполнении деталировочных чертежей следует соблюдать требования СПДС.
2.5. Комплект деталировочных чертежей (КТД) должен включать в себя: сводную ведомость документов, пояснительную записку, ведомости документов, сводные спецификации материалов и изделий, деталировочные чертежи.
2.6. Сводная ведомость документов определяет состав разработанной документации и выполняется по форме 2 ГОСТ 21.102-79.
2.7. Пояснительная записка составляется на объект в целом, его часть, группы линий или их частей, на которые разрабатываются деталировочные чертежи, и предназначается для характеристики объекта разработки, способа (варианта) исполнения деталировочных чертежей. В пояснительной записке должны быть указаны места отступлений от проекта, согласованные с автором проекта.
2.8. Ведомость документов составляется с целью определения состава документации каждой части объекта по форме 2 ГОСТ 21.102-79.
2.10. Деталировочные чертежи, разрабатываемые на каждую линию, должны содержать графическое изображение общего вида линии в виде аксонометрической схемы без масштаба с поясняющими данными (наименование и номер продукта, классификация линии трубопровода по СН 527-80, рабочие параметры (давление и температура), виды и параметры испытания на прочность и герметичность, количество узлов в линии, номера подключаемых трубопроводов, номера чертежей исходной документации, особые условия на изготовление и испытание линии) и спецификацию материалов и изделий.
2.11. Деталировочные чертежи выполняют по одному из двух вариантов:
с разбивкой на элементы, специфицируемые по системе шифровки, в соответствии с рекомендуемым приложением 1;
с простановкой цепочек размеров в соответствии с рекомендуемым приложением 2.
2.13. На деталировочном чертеже, выполняемом с разбивкой на элементы, специфицируемые по системе шифровки, кроме сведений, перечисленных в п.2.12, должны быть показаны размеры, координирующие места установки арматуры и номера позиций элементов и их границы.
2.14. В таблице элементов деталировочного чертежа, выполняемой по системе шифровки, в графе "характеристика элементов" указывается габарит элемента и перечисляются по порядку расположения в нем по ходу продукта все составляющие его детали. Элементы группируют по типоразмерам, стандартам и материалам труб.
Таблица 1
|
Наименование |
Обозначение на деталировочном чертеже |
|
|
Граница элемента |
|
|
|
Граница узла |
|
|
|
Позиция элемента |
|
|
|
Позиция узла: 1 - порядковый номер узла 4 - количество узлов в линии |
|
|
|
Участок трубопровода, устанавливаемый на монтаже |
|
|
|
Линия, не разрабатываемая на данной схеме |
|
|
|
Заглушка эллиптическая |
|
|
|
Кран фланцевый |
|
|
|
Кран фланцевый трехходовой |
|
|
|
Кран муфтовый |
|
|
|
Вентиль фланцевый с электромагнитным приводом |
|
|
|
Вентиль сильфонный фланцевый |
|
|
|
Задвижка |
|
|
|
Задвижка с электроприводом |
|
|
|
Клапан редукционный фланцевый |
|
|
|
Клапан регулирующий фланцевый |
|
|
|
Проход трубопровода через строительные конструкции, через стену, через перекрытие |
|
|
|
Углы поворота в плоскости |
|
|
|
Углы поворота в пространстве |
|
|
|
Днище плоское |
|
|
|
Клапан регулирующий мембранный проходной |
|
|
|
Клапан регулирующий мембранный угловой |
|
|
|
Конденсатоотводчик |
|
|
|
Фонарь смотровой |
|
|
|
фонарь смотровой угловой |
|
|
|
Огнепреградитель |
|
|
|
Ротаметр |
|
|
|
Диафрагма |
|
|
|
Диафрагма бескамерная |
|


2.15. Условные обозначения в деталировочных чертежах должны соответствовать требованиям ГОСТ 2.784-70, ГОСТ 2.785-70 и табл. 1.
2.16. Условные обозначения деталей, применяемые в деталировочных чертежах, выполняемых по системе шифровки:
отводы бесшовные с углом поворота 90° - Г90
-"- -"- -"- -"- 60° - Г60
-"- -"- -"- -"- 45° - Г45
-"- -"- -"- -"- 30° - Г30
тройники равнопроходные - Т
-"- переходные - Т57*
переходы концентрические - П57*
-"- эксцентрические - ПЭ57*
заглушки эллиптические - Д
-"- плоские - Дп
* Цифра определяет наружный диаметр присоединяемой трубы или детали, отличающийся от диаметра, по которому группируют элемент. В условное обозначение сварных деталей вводится буква С, например, СГ90, СП57.
2.17. Условные обозначения фланцев, применяемые в таблице элементов на деталировочном чертеже, должны соответствовать требованиям табл. 2.
Таблица 2
|
Тип фланца |
Нормативный документ |
Условное обозначение фланца |
|
Плоский приварной. |
Ф1-1 |
|
|
Приварной встык |
ФВ4-2 |
|
|
Свободный на приварном кольце |
ГОСТ 12822-60 |
ФК2,5-1 |
Условное обозначение фланца состоит из записанных по порядку слева направо условного обозначения типа фланца, величины его условного давления (в МПа) и исполнения уплотнительной поверхности в соответствии с ГОСТ 12815-80.
2.18. Условные обозначения элементов в деталировочных чертежах должны соответствовать требованиям табл. 3.
2.19. При выполнении деталировочных чертежей технологических трубопроводов с применением средств электронно-вычислительной техники входной информацией для АСКТД является набор необходимых сведений о каждом изделии (каждой характерной точке) трубопроводной линии, включающий в себя: наименование изделия (условное обозначение по нормативному документу), его массовые и геометрические характеристики, абсолютные координаты центра координации изделия в пространстве, привязанные к координатной сетке обрабатываемого объекта (к строительным рядам, осям и отметкам).
Информация заносится и хранится на магнитных носителях.
Таблица 3
|
Взаимное расположение деталей в элементе |
Обозначение элемента |
|
|
|
|
АГ90Г90 |
|
|
|
А1Г90Г90 |
|
|
|
А2Г45Г90 |
|
|
|
А3Г90Т А3Г90Т57 |
|
|
|
А4Г90Т А4Г90Т57 |
|
|
|
А5Г90П57 |
|
|
|
А6ПЭ57 |
|
|
|
А7Ф1-1 |
|
|
|
А8ФВ4-2 |
|
Примечания: 1. Точка условно обозначает сварной шов. 2. Аналогично обозначаются элементы с другими сочетаниями деталей. |
||
2.20. Входными документами АСКТД являются сведения, необходимые и достаточные для индустриального изготовления, монтажа и испытания линии.
Комплект документов включает в себя: ведомость документов; пояснительную записку; сводную спецификацию материалов и изделий; перечень чертежей и спецификаций по линиям; деталировочные чертежи; спецификации: развернутую и сводную по каждой линии; координатную сетку объекта; ведомость массовых характеристик линии и ее узлов; правила чтения чертежей АСКТД.
2.21. Выходные файлы АСКТД хранятся на магнитных носителях и являются входной информацией при разработке проектов производства работ (ППР), дают возможность определения объемов выполненных работ по каждой бригаде и т.д.
2.22. Ведомость документов выполняется на листах АЦПУ и включает в себя полный перечень проектных документов, входящих в состав АСКТД.
2.23. Пояснительная записка к проекту АСКТД выполняется на листах АЦПУ. Допускается внесение дополнительной информации вручную.
2.24. Сводная спецификация материалов и изделий выполняется на объект в целом, блок, участок, линию (по требованию заказчика) согласно рекомендуемому приложению 3.
Разделы спецификации располагаются в последовательности, указанной в п. 2.9. настоящих ВСН.
В пределах каждого раздела изделия группируются по диаметрам и условным обозначениям.
На печать выдаются перечень линий, которые обсчитывались в данной сводной спецификации (с учетом их тиражирования, если это заложено во входной документации), их протяженность (в метрах) и масса трубной заготовки.
2.25. Перечень чертежей и спецификации по линиям выполняется на листах АЦПУ на весь объект АСКТД и содержит полный перечень всех чертежей и спецификаций (сводной и развернутой) к ним.
2.26. Деталировочный чертеж трубопроводной линии представляет безмасштабную конфигурацию трассы трубопровода в заданных границах, выполненную в косоугольной фронтальной диметрии.
На чертеже АСКТД показываются:
общий вид линии, выполненный как в традиционном ракурсе, так и с поворотом координатных осей вокруг оси Z на 90°;
условные изображения изделий трубопроводов, входящих в состав данной линии, включая крепления, места врезок, места установки средств контроля и автоматизации, граничные точки, границы узлов;
коды центров координации этих изделий в соответствии со спецификацией материалов и изделий на данную линию;
расстояние между центрами координации соседних изделий при наличии между ними трубной заготовки;
габарит прямолинейного участка;
труба в плети (монтаже);
направление движения транспортируемой по трубопроводу среды;
направление и размеры смещения линий, идущих не по координатным осям (утки);
условные изображения разрывов линии при пересечениях;
направление осей штурвалов арматуры;
места прохода трубопровода через строительные конструкции;
границы узлов и их нумерация;
координатные оси;
привязка точки 01 и нескольких других граничных точек, информацию с которых можно уместить на свободном поле чертежа под координатными осями.
Если плотность заполнения листа деталировочного чертежа не позволяет проставить размеры на катетах уток, значение этих катетов выносится на свободное поле чертежа в виде таблицы.
Если направление штурвала арматуры не совпадает с направлением координатных осей, то отклонение штурвала указывается в таблице на свободном поле чертежа.
Условные обозначения, применяемые в АСКТД, приведены в табл. 4 и табл. 5. Возможно дополнение таблиц новыми символами.
Деталировочный чертеж выполняется на форматах, предусмотренных ЕСКД и каждый из них имеет собственный отличительный шифр в соответствии с рекомендуемым приложением 4.
2.27. Спецификации (развернутая и сводная) к данному деталировочному чертежу имеют тот же шифр и печатаются на листах АЦПУ, которые нумеруют для каждого из них внутри одной линии, на последнем листе указывается "Всего листов". Каждый лист спецификации идентифицируется по коду объекта, линии, блока.
В головке развернутой спецификации на каждую линию приводятся: номер работы; наименование и код объекта, блока; характеристика линии и транспортируемой среды; условия испытания; указания по изоляции; разработчики входной информации; номера деталировочных чертежей, используемые при подготовке входной информации.
Спецификация на линию выполняется по одному из трех вариантов:
без разбивки на узлы;
с разбивкой на узлы по сокращенному варианту в соответствии с рекомендуемым приложением 5;
с разбивкой на узлы по полному варианту в соответствии с рекомендуемым приложением 6.
В спецификацию включаются все характерные точки (изделия) трубопроводной линии, указанные на деталировочном чертеже, и отрезки соединяющих их труб.
|
Наименование |
Обозначение на деталировочном чертеже |
|
Позиция изделия в спецификации |
|
|
Позиция узла: АВ - код линии 02 - номер узла |
|
|
Номер узла, подсоединяемого в данной точке |
|
|
Код линии, подсоединяемой в данной точке |
|
|
Углы поворота в плоскости |
|
|
Углы поворота в пространстве |
|
|
Координатные оси |
|
|
Участок трубопровода, устанавливаемый на монтаже |
|



Таблица 5
|
Код |
Типовое изображение |
|
|
Арматура многоходовая |
9802 |
|
|
Арматура эксцентрическая |
9801 |
|
|
Бобышка прямая |
0901 |
|
|
Бобышка скошенная |
0902 |
|
|
Вентиль запорный проходной |
2001 |
|
|
Вентиль запорный угловой |
2002 |
|
|
Вентиль запорный трехходовой |
2003 |
|
|
Воронка сливная |
2801 |
|
|
Врезка |
0401 |
|
|
Граница узлов |
0501 |
|
|
Граничная точка |
0701 |
|
|
Диафрагма измерительная |
1701 |
|
|
Заглушка плоская |
0801 |
|
|
Заглушка сферическая |
0802 |
|
|
Задвижка |
2101 |
|
|
Задвижка со штурвалом |
2101 |
|
|
Задвижка со штурвалом |
2101 |
|
|
Задвижка с электроприводом |
2102 |
|
|
Затвор |
2701 |
|
|
Клапан всасывающий с сеткой |
1907 |
|
|
Клапан дроссельный |
1905 |
|
|
Клапан обратный проходной |
1904 |
|
|
Клапан пружинный предохранительный угловой |
1901 |
|
|
Клапан пружинный предохранительный проходной |
1902 |
|
|
Клапан пружинный предохранительный со штурвалом |
1902 |
|
|
Клапан пружинный предохранительный со штурвалом |
1902 |
|
|
Клапан регулирующий проходной |
1908 |
|
|
Клапан регулирующий угловой |
1909 |
|
|
Компенсатор линзовый |
2601 |
|
|
Компенсатор сальниковый |
2602 |
|
|
Конденсатоотводчик |
2201 |
|
|
Кран перекрытия |
6701 |
|
|
Кран |
1805 |
|
|
Кран пробный |
1806 |
|
|
Кран трехходовой |
1801 |
|
|
Кран трехходовой угловой |
1802 |
|
|
Кран угловой |
1804 |
|
|
Кран четырехходовой |
1803 |
|
|
Маслоотделитель |
2501 |
|
|
Огнепреградитель |
2401 |
|
|
Опора катковая |
1004 |
|
|
Опора неподвижная |
1001 |
|
|
Опора общего назначения |
1007 |
|
|
Опора пружинная |
1005 |
|
|
Отвод |
3101 |
|
|
Переход концентрический |
1601 |
|
|
Переход эксцентрический |
1602 |
|
|
Подвеска направляющая |
1102 |
|
|
Подвеска неподвижная |
1101 |
|
|
Тройник |
0101 |
|
|
Трубопровод с изоляцией |
1201 |
|
|
Трубопровод в трубе |
1401 |
|
|
Трубопровод в сальнике |
1501 |
|
|
Фильтр |
2901 |
|
|
фонарь смотровой проходной |
2301 |
|
|
фонарь смотровой угловой |
2302 |
|

Спецификация формируется по разделам:
трубная заготовка; детали трубопроводов; арматура и комплектующие к ней; опоры и бобышки; прочее.
В пределах каждого раздела группировка осуществляется по диаметру, условному обозначению и идентичности комплектующих.
Для изделий и трубной заготовки указываются: условное обозначение по нормативному документу; нормативный документ; материал; код центра координации (номер позиции по аксонометрической схеме); строительная длина плеч изделий; длина трубной заготовки; наружный диаметр присоединяемой трубы; количество при изготовлении; масса единицы и общая; примечания.
В разделе комплектующих указываются их количество на один комплект и всего.
В спецификации с разбивкой на узлы комплектующие, принадлежащие разъемному изделию, включаются в узлы, к которым они привариваются.
Коды линии и позиции аппаратов, к которым подключаются граничные точки данной линии, указываются в графе примечаний в соответствующей этому изделию отроке.
Сводная спецификация на линию формируется по образцу сводной спецификации на объект. В головке спецификации указываются протяженность трубопроводной линии, масса трубной заготовки и количество линий к изготовлению в соответствии с рекомендуемым приложением 7.
2.28. Координатная сетка объекта - графическая безмасштабная схема последовательного расположения строительных осей и рядов в данном проекте, выполняется в соответствии с рекомендуемым приложением 8.
2.29. Ведомость массовых характеристик печатается на листах АЦПУ и содержит сведения: о количестве узлов в линии; массе трубной заготовки в каждом узле; массе труб в плети по каждой линии; общей массе труб в линии и всего по объекту.
2.30. Правила чтения чертежей АСКТД и условные обозначения прилагаются как справочный материал.
3. ПРИЕМКА, СКЛАДИРОВАНИЕ ТРУБ, ДЕТАЛЕЙ, АРМАТУРЫ И ДРУГИХ ИЗДЕЛИЙ И МАТЕРИАЛОВ
Основные технические требования
3.1. До начала монтажных работ монтажная организация должна иметь сопроводительную документацию (паспорта, сертификаты другие документы) предприятий-поставщиков на трубы, детали, арматуру и другие изделия и материалы, подтверждающую их качество и соответствие техническим условиям на изготовление.
При отсутствии документов предприятий-поставщиков они могут быть заменены соответствующими им по содержанию документами, подписанными ответственными представителями заказчика.
По сопроводительной документации должно быть проверено соответствие марок, размеров и других характеристик изделий и материалов рабочей документации, согласно которой должен осуществляться монтаж трубопроводов.
3.2. В пределах срока действия гарантии предприятия-изготовителя арматура разборке и ревизии не подлежит, за исключением случаев, когда это предусмотрено государственными и отраслевыми стандартами и техническими условиями.
3.4. Разборка изделий трубопроводов, поступивших опломбированными с предприятий-изготовителей, запрещается, за исключением случаев, указанных в п. 3.3 настоящих ВСН.
3.5. Трубы, детали и другие изделия (кроме арматуры), не имеющие сертификатов или паспортов заводов-изготовителей, а также бывшие в употреблении, могут быть использованы для монтажа трубопроводов II категории и ниже при наличии документов, подписанных ответственными представителями заказчика, об их проверке и испытании на соответствие требованиям проекта, стандартов и технических условий.
3.6. При приемке труб и деталей визуальным осмотром и замером должны проверяться:
наличие маркировки и клейма ОТК завода-поставщика;
размеры наружного диаметра, толщины стенки и овальности на присоединительных концах в перпендикулярных плоскостях;
качество наружной и внутренней поверхностей. Поверхность не должна иметь плен, закатов, трещин, рванин, а также глубоких вмятин, рисок и других дефектов, приводящих к минусовым отклонениям толщины стенки более допустимых;
качество резьбы на концах труб;
соответствие марок материалов, механических свойств, химического состава, технологических испытаний и режимов термообработки указанным в проекте.
3.7. При приемке трубопроводной арматуры необходимо проверять:
наличие документов, подтверждающих проведение заводом-изготовителем испытаний на прочность и герметичность;
соответствие маркировки и отличительной окраски ее назначению, материалу, а также наличие стрелки, указывающей направление движения продукта;
комплектность (наличие ответных фланцев и крепежных деталей специального назначения);
плавность и легкость хода шпинделя и запорных устройств, затяжку сальников;
наличие заглушек на проходных отверстиях и уплотнительных поверхностях фланцев и отсутствие повреждений уплотнительных поверхностей;
наличие на фланцах отверстий под болты и шпильки;
отсутствие трещин на корпусах и крышках.
3.8. При приемке линзовых, сильфонных и сальниковых компенсаторов необходимо проверять:
комплектность - наличие стяжного устройства (если оно положено), ответных фланцев, прокладок и крепежных деталей (для фланцевых компенсаторов), инструкции, паспорта;
отсутствие механических повреждений на корпусе и стяжных устройствах;
соответствие компенсирующей способности компенсатора, приведенной в паспорте, проекту.
3.9. При приемке фланцев, прокладок, опор, подвесок и болтов (шпилек) с гайками необходимо проверить их комплектность, отсутствие механических повреждений уплотнительных поверхностей фланцев и резьб болтов и шпилек.
3.10. Устранение дефектов, обнаруженных в процессе приемки, является обязанностью заказчика.
Складирование, хранение и транспортирование
3.11. Трубы, детали, арматуру и другие изделия и материалы, полученные для монтажа трубопроводов, следует складировать и хранить рассортированными по типам, материалам и размерам.
3.12. Стальные трубы складируются на открытых специально подготовленных площадках, в штабелях или на стеллажах с использованием инвентарных приспособлений (ложементов, подкладок, прокладок с концевыми упорами, металлических башмаков), обеспечивающих устойчивость труб в штабеле (на стеллаже), безопасность рабочих и исключающих возможность механического повреждения огрунтованных и изолированных труб. Площадки должны иметь уклон 1,5-2° для обеспечения стока атмосферных осадков.
Подкладки и прокладки в штабелях следует располагать в одной вертикальной плоскости. Высота штабеля должна быть не более 3 м.
Склад открытого хранения труб должен иметь сквозной или круговой проезд шириной не менее 4,5 м для транспортных и грузоподъемных средств.
Между смежными штабелями (стеллажами) должны быть проходы шириной не менее 1 м.
Расстояние от штабеля до бровки естественного откоса или крепления выемки должно быть не менее 1 м.
При складировании труб не допускается:
укладывать в один штабель (стеллаж) трубы различного диаметра;
укладывать трубы верхнего ряда до закрепления труб нижнего ряда;
складировать вместе изолированные (или огрунтованные и неизолированные трубы;
укладывать трубы в наклонном положении, т.е. с опиранием поверхности трубы на кромки нижележащих труб.
3.13. Детали трубопроводов и арматура должны храниться в складских помещениях или под навесами (укрытиями). При хранении и транспортировании вентилей и задвижек их затворы должны быть плотно закрыты, а при транспортировании кранов - находиться в открытом состоянии.
3.14. Трубы, детали и арматуру из углеродистой и высоколегированной стали следует складировать и транспортировать раздельно, при этом трубы, детали и арматуру из высоколегированной стали необходимо предохранять от соприкосновения с изделиями и конструкциями из углеродистой стали.
3.15. Сварочные, лакокрасочные, а также полимерные и другие неметаллические материалы и изделия из них должны храниться и транспортироваться в соответствии с требованиями документации предприятий-изготовителей, ППР, а также ведомственных инструкций по их применению.
3.16. При строповке труб и других изделий из высоколегированной стали в местах соприкосновения их поверхностей с тросом необходимо применять неметаллические подкладки.
Строповка трубопроводной арматуры производится только за корпус; не допускается строповка ее за штурвалы, сальники, рычаги и т.п.
3.17. Транспортирование труб, деталей, арматуры и других изделий и материалов в зависимости от их размеров и количества следует осуществлять автомобильным транспортом общего или специального назначения. Во избежание продольного перемещения, перекатывания или падения трубы, узлы и секции должны быть надежно закреплены. Погрузка навалом допускается только до уровня бортов кузовов автомашин, которые при необходимости наращиваются. Транспортирование труб и сборочных единиц трубопроводов, превышающих размер кузова более чем на 1/3 его длины, должно производиться на автомобиле с прицепом-роспуском. С задней стороны кабины автомобиля или трактора должен быть закреплен стальной щит толщиной 8-10 мм для защиты кабины от надвижки труб при резком торможении или движении под уклон.
Для перевозки труб и секций с изоляцией или огрунтованных транспортные средства должны быть оснащены специальными устройствами или прокладками, предохраняющими наружную поверхность от повреждений.
3.18. Трубы, детали, арматура и другие изделия и материалы должны передаваться в монтаж комплектно на блок в соответствии с рабочими чертежами и храниться в соответствии с требованиями документации предприятий-изготовителей и ППР.
3.19. Комплектность поставки должна проверяться по спецификациям, числу упаковочных мест, ведомостям и другим сопроводительным документам, а состояние - внешним осмотром.
3.20. Промежуточное складирование труб, деталей и узлов трубопроводов следует производить комплектно по блокам и линиям с обеспечением условий, предотвращающих их перемешивание, механическое повреждение, попадание влаги и пыли во внутренние полости, а также свободного подхода и подъезда к ним для осмотра, проверки, маркировки и выполнения погрузочно-разгрузочных работ.
Изделия мелких типоразмеров следует хранить в ящиках или контейнерах. Узлы трубопроводов с установленной арматурой во избежание механических повреждений необходимо складировать в один ряд.
Торцевые полости арматуры, узлов и секций трубопроводов при транспортировании и хранении необходимо закрывать инвентарными пластмассовыми заглушками, пробками или деревянными щитками для предохранения их от засорения. Заглушки, пробки и щитки должны сниматься только непосредственно перед осмотром внутренней поверхности изделий и их монтажом.
3.21. При хранении монтажных заготовок (независимо от вида упаковки) на открытых площадках или под навесами (укрытиями) их следует укладывать на деревянные подкладки высотой не менее 200 мм с целью облегчения строповки при подаче в монтаж. Возле мест хранения изделий трубопроводов должны быть установлены таблички-указатели с указанием номера узла трубопровода и номера линии.
4. ПОДГОТОВКА ТРУБ, ДЕТАЛЕЙ И АРМАТУРЫ
Очистка и расконсервация
4.1. Операции очистки с целью удаления механическим или химическими способами консервационных материалов, продуктов окисления в виде прокатной окалины или ржавчины, металлических или полимерных включений, органических или минеральных загрязнений и влаги должны производиться:
при расконсервации труб, деталей, арматуры и других изделий;
перед защитой от коррозии наружных поверхностей труб, узлов и секций грунтами и изоляционными материалами;
при подготовке концов труб и деталей под сварку, склеивание и нарезку резьбы;
при подготовке к монтажу или в процессе монтажа трубопроводов специального назначения (очистка внутренних поверхностей).
4.3. Очистка труб и изделий под огрунтовку должна соответствовать не ниже третьей степени очистки (ГОСТ 9402-80)*, которая определяет, что не более чем на 5% поверхности могут иметься пятна и полосы прочно сцепленной окалины и точки ржавчины, видимые невооруженным глазом.
_____________
Перечень нормативно-технических документов приведен в справочном приложении 9.
4.4. Для подготовки наружных поверхностей труб и изделий под огрунтовку должны применяться механические способы очистки (дробеметный, дробеструйный, иглофрезерный, металлическими щетками, шлифовальными шкурками и кругами), при этом для очистки труб и секций необходимо использовать специализированные механизированные линии, а для узлов - механизированный инструмент.
4.5. Очистку под сварку кромок концов труб и деталей и прилегающих к ним поверхностей следует производить в соответствии с п. 5.66.
4.6. Очистку от загрязнений огрунтованных труб и изделий перед окраской необходимо производить обдувкой сжатым воздухом, протиркой салфетками или мягкими щетками, смоченными растворителем, а также другими способами, не повреждающими покрытие или неметаллические детали.
Для удаления дефектов лакокрасочных покрытий рекомендуется применять смывки марок СД, СП-7, АФТ-1, СБН-9, СПС-2. Смывки следует наносить кистью или распылителем, после отслаивания лакокрасочное покрытие удаляют щеткой или шпателем, затем поверхности протирают разбавителем 645, водным моющим средством типа КМ-2 или бензином-растворителем.
4.7. Химические способы очистки (обезжиривание и травление) должны применяться при наличии указаний проекта о высокой степени очистки поверхностей и производиться в соответствии с требованиями раздела 10 настоящих ВСН. Обезжиривание применяют для удаления жировых загрязнений, консервационных масел и смазок, а травление - при наличии окалины, ржавчины.
4.8. Расконсервацию труб, деталей, арматуры и других изделий с нанесенными на их поверхности консервационными материалами необходимо осуществлять в соответствии с ГОСТ 9.014-78 в зависимости от метода консервации и вида защитных покрытий, используя способы, приведенные в табл. 6.
Таблица 6
|
Способ расконсервации |
|
|
Консервационные масла: К-17, АУ, НГ-203, НГ-208, НГ-204у |
Промывка горячей водой или моющими растворами с пассиваторами и последующей сушкой. |
|
Рабочие масла с маслорастворимыми ингибиторами: АКОР-1, КП |
Протирка ветошью, смоченной маловязкими маслами или растворителями с последующим обдувом теплым воздухом или протиркой насухо. |
|
Смазки: ПВК, АМС-3, ГОИ-54п |
Погружение в растворители с последующей сушкой или протиркой насухо. Оплавление смазок в камерах или ваннах с минеральными маслами при температуре 110-120°С с протиркой (при необходимости) ветошью, смоченной растворителем, и последующим обдувом теплым воздухом или протиркой насухо |
|
Смываемые ингибированные покрытия: НГ-216 марок А, Б, В; ИС-1 |
Протирка ветошью, смоченной растворителем с последующей сушкой. Смывание горячими водно-щелочными растворами с последующей сушкой |
|
Контактный ингибитор коррозии - нитрит натрия (загущенные и водные растворы) |
Промывание в водно-щелочных растворах с добавлением не более 1% нитрита натрия с последующей сушкой. Протирка ветошью, смоченной в 2-5%-ном растворе нитрита натрия |
|
Летучие ингибиторы коррозии: ингибированные бумаги марок НДА, УНИ, МБГИ; растворы и порошок ингибитора НДА; линапон (с ингибитором НДА или Г-2); линасиль (с ингибитором ИФХАН-1) |
Разгерметизация тары, снятие чехла, удаление бумаги, мешочков с порошком ингибитора, пористых материалов с ингибитором, продувка полостей теплым воздухом. Удаление водно-спиртовых растворов ингибитора, порошка ингибитора, напиленного на поверхность изделия, производят при необходимости промывки водой с последующей сушкой |
|
Примечание. Горючие растворители применяют в случаях, когда другие средства не обеспечивают всех требований к качеству поверхности изделий после расконсервации. |
|
4.9. При разработке, организации и выполнении конкретных операций расконсервации необходимо строго выполнять требования охраны труда в соответствии с ГОСТ 12.3.002-75, ГОСТ 12.1.005-76, а противопожарной безопасности - в соответствии с ГОСТ 12.4.009-83.
4.10. Отходы консервационных средств необходимо убирать в закрывающиеся ящики для последующего сжигания. Горючие растворители должны храниться в специальных безопасных канистрах на окладе.
4.11. Лица, занятые на участках расконсервации, должны пользоваться средствами индивидуальной защиты по ГОСТ 12.4.011-75, выбор которых проводят в соответствии с нормами, утвержденными в установленном порядке.
Огрунтовка труб, деталей и трубопроводов
4.12. Огрунтовка труб и изделий должна производиться с целью защиты от коррозии их наружных поверхностей на межоперационный период хранения и транспортирования продолжительностью 6 мес. (умеренный климат) и 12 мес. (умеренный и холодный климат) при воздействии совокупности климатических факторов на открытом воздухе.
4.13. Поверхности, подготовленные к огрунтовке в соответствии с пп. 4.2-4.4, должны быть сухими, обеспыленными, без загрязнений маслами или смазками. Длительность перерыва между подготовкой поверхности и огрунтовкой не должна быть более 24 ч при хранении изделий в помещении и не более 6 ч - на воздухе в условиях, исключающих попадание атмосферных осадков.
При наличии на поверхностях жировых загрязнений следует производить их обезжиривание растворителями, приведенными в разделе 10.
4.14. Грунты на поверхность труб, деталей и узлов следует наносить преимущественно пневматическим или безвоздушным распылением, распылением в электростатическом поле, а при отсутствии условий и технических средств для применения указанных способов - струйным обливом, окунанием, кистью. Выбор грунтов следует осуществлять в соответствии с ОСТ 36-142-87. Перечень рекомендуемых грунтов приведен в табл. 7.
Таблица 7
|
Растворитель при нанесении пневматическим или безвоздушным распылением |
Рабочая вязкость по ВЗ-4, с, при нанесении |
Режим сушки каждого слоя |
|||||
|
пневматическим распылением |
безвоздушным распылением |
в электростатическом поле |
Температура, °С |
Время, ч |
|||
|
Умеренный климат |
|||||||
|
Противокоррозионная защита в течение 6 мес. |
|||||||
|
Грунтовка ГФ-0119 (по ГОСТ 23343-78) |
Смесь уайт-спирита с сольвентом или ксилолом (1:1), сольвент, ксилол |
16-24 |
18-25 |
15-18 |
18-22 |
48 |
|
|
Грунтовка ГФ-021 (по ГОСТ 25129-82) |
100-110 |
35 мин |
|||||
|
Грунтовка МС-067 (по ТУ 6-10-789-79) |
Ксилол, № 648, Р-4 |
25-30 |
18-25 |
15-18 |
18-22 |
1 |
|
|
Противокоррозионная защита в течение 12 мес. |
|||||||
|
Грунтовка ГФ-0119 (или ГФ-021) в один слой + эмаль ПФ-133 (по ГОСТ 926-82) в один слой |
Для ПФ-133 -сольвент, уайт-спирит, скипидар или их смесь |
25-30 |
30-45 |
15-20 |
18-22 80 100-110 |
24 1,5 30 мин |
|
|
Холодный климат |
|||||||
|
Противокоррозионная защита в течение 12 мес. |
|||||||
|
Грунтовка ВЛ-02 (по ГОСТ 12707-77) с алюминиевой пудрой в один слой + эмаль ПФ-115 (по ГОСТ 6465-76) в два слоя |
Для ВЛ-02 - Р-6, РФГ-1, № 648 |
16-20 |
16-20 |
- |
1822 |
15 мин |
|
|
Для ПФ-115 -сольвент, уайт-спирит, скипидар или их смесь |
20-30 |
30-45 |
15-20 |
15-25 100-110 |
24 1 |
||
|
Грунтовка ГФ-017 (ОСТ 6-10-428-79) в один слой + эмаль ПФ-115 в один слой |
Для ГФ-017 - смесь уайт-спирита с сольвентом или ксилолом (1:1), сольвент, ксилол |
16-24 |
18-24 |
16-18 |
125-130 |
30 мин |
|
|
Примечания: 1. При нанесении грунтов в электростатическом поле применяют растворитель РЭ-48. 2. При повторной ссылке на лакокрасочный материал растворители и режимы не указаны, они принимаются идентичными вышеприведенным. |
|||||||
4.15. При нанесении грунтов различными методами рекомендуется использовать специализированное оборудование, выпускаемое промышленностью:
при пневматическим распылении - пневматические распылители КРУ-1, СО-71А, КР-10, установки для перемешивания лакокрасочных материалов УП-1, 4, красконагнетательные баки СО-12А, СО-13А, воздухоочистители СО-15А и передвижные компрессорные установки СО-7Б;
при безвоздушном распылении - установки "Радуга-063", "Радуга-1,2", "Факел-3", 2600Н и 7000Н;
при распылении в электростатическом поле высокого напряжения - распылители ЭР-1М, ЭР-4 и установки УРЭГ-1, УЭРЦ-5.
4.16. Нанесение грунтов на наружные поверхности труб рекомендуется осуществлять на специальных механизированных линиях, как правило, перед их подачей в трубозаготовительный цех или в монтаж.
4.17. Грунты необходимо наносить в один слой толщиной не менее 20 мкм или в несколько слоев (при комплексной защите) общей толщиной 30-40 мкм для умеренного климата и 50-75 мкм для холодного климата с принятием мер для исключения технологических дефектов-пропусков, подтеков, пузырей и т.д.
4.18. Работы по огрунтовке наружных поверхностей труб и изделий необходимо осуществлять при положительной температуре окружающего воздуха и его относительной влажности не выше 75%.
4.19. В условиях монтажной площадки, когда имеются трудности в подготовке наружных поверхностей под огрунтовку традиционными способами, рекомендуется использовать в качестве защитного покрытия грунтовки - преобразователи ржавчины ЭВА-01ГИСИ (ТУ 81-05-121-79) и ЭВА-0112 (ТУ 6-10-1234-79).
5. ИЗГОТОВЛЕНИЕ ТРУБОПРОВОДОВ
Общие требования
5.1. Изготовление технологических трубопроводов должно производиться индустриальными методами, позволяющими обеспечить рост производительности труда, сокращение сроков монтажа, улучшение качества и снижение стоимости работ за счет монтажа трубопроводов готовыми узлами, секциями и блоками с максимальной механизацией работ.
5.2. Индустриальное изготовление трубопроводов (узлов, секций) должно осуществляться на заводах монтажных заготовок, производственных базах или в приобъектных механизированных мастерских монтажных организаций, оснащенных механизированными линиями со специализированным оборудованием и средствами механизации.
5.3. При индустриальном изготовлении трубопроводов необходимо предусматривать преимущественное применение стандартизированных деталей. Изготовление фасонных сварных деталей следует производить только в случаях отсутствия деталей заводского изготовления (например, для трубопроводов из легированной стали, а также из углеродистой стали Ду более 500 мм) по отраслевым стандартам, техническим условиям или конструкторской документации, разработанной в составе проекта.
5.4. При индустриальном изготовлении трубопроводов должны соблюдаться следующие положения:
технологический процесс должен разделяться на операции;
перемещение труб, деталей и изделий в процессе изготовления должно производиться механизированными средствами межоперационного транспорта без встречных грузопотоков;
количество оборудования для выполнения каждой операции должно устанавливаться с учетом его производительности;
технологический процесс должен предусматривать возможность совмещения операций, например, операций кислородной резки и зачистки кромок, сборки и прихватки стыков и т.д.
5.5. При индустриальном изготовлении трубопроводов должна использоваться технологическая документация, разрабатываемая на основании деталировочных чертежей и включающая в себя:
спецификации комплектующих изделий на весь объем заказа или его часть;
выборки из деталировочных чертежей однотипных элементов и узлов с целью уменьшения количества переналадок оборудования;
эскизы, таблицы или другую документацию для выполнения рабочими отдельных операций (для резки, гибки труб; сборки и сварки элементов; сборки и сварки элементов в узлы и т.д.).
5.6. Комплектование заказов на изготовление трубопроводов (трубами, деталями трубопроводов, арматурой и другими изделиями и материалами) должно осуществляться согласно спецификациям в составе деталировочных чертежей трубопроводов.
5.7. Трубопроводы Ду 50 мм и более должны изготовляться в соответствии с деталировочными чертежами.
5.8. Трубопроводы Ду менее 50 мм могут изготовляться в соответствии с имеющимися деталировочными чертежами, а при их отсутствии отдельные элементы и узлы (с арматурой, гнутые и т.д.) изготовляются в соответствии с рабочими чертежами.
Изготовление трубопроводов должно осуществляться с соблюдением технических требований к их качеству по ОСТ 36-123-85.
Изготовленные трубопроводы должны поставляться в монтаж комплектно.
5.9. Межоперационный контроль качества узлов и секций должен осуществляться в течение всего технологического процесса их изготовления. Готовые узлы и секции проверяют наружным осмотром, а сварные стыки контролируют физическими неразрушающими методами (рентгеноскопией, гаммадефектоскопией, ультразвуком) по нормам, установленным проектом или нормативно-технической документацией, а также в соответствии с требованиями раздела 7 настоящих ВСН.
5.10. Гидравлическое или пневматическое испытание узлов и секций на прочность и герметичность производится в составе смонтированного трубопровода. В отдельных случаях допускается проведение указанных испытаний узлов и секций до их монтажа только при наличии специальных требований, устанавливаемых проектом и заказом. В этих случаях режимы гидравлического или пневматического испытания должны соответствовать режимам испытания всего трубопровода и осуществляться в соответствии с указаниями раздела 11 настоящих ВСН.
5.11. Изготовление трубопроводов пара и горячей воды, подконтрольных Госгортехнадзору СССР, должно осуществляться в соответствии с требованиями настоящих ВСН и "Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды". В частности, при их изготовлении должны учитываться следующие требования этих правил:
сварные швы электросварных труб должны подвергаться 100%-ному контролю на заводах -изготовителях труб;
каждая труба должна подвергаться гидравлическому испытанию на заводах-изготовителях в соответствии с действующими стандартами или техническими условиями;
бесшовные трубы, прошедшие 100%-ный контроль с помощью ультразвука или иного равноценного метода дефектоскопии без разрушения, гидравлическому испытанию могут не подвергаться.
Разметка и резка труб
5.12. Резку труб на патрубки, сектора и полусектора отводов, а также вырезку отверстий в трубах и обрезку концов штуцеров следует выполнять на станках и приспособлениях для механической, кислородной и плазменной резки, оснащенных механизмами для настройки на заданную конфигурацию реза. При отсутствии оборудования и устройств для фасонной резки разметку труб осуществляют с применением специальных приспособлений, а также шаблонов, изготовляемых из тонколистовой стали, картона или рубероида.
5.13. Разметку производят также при раскрое листового металла для изготовления переходов, при изготовлении гнутых трубных заготовок, а также шаблонов.
5.14. Разметка должна обеспечивать максимальное использование материала и сокращение отходов, при этом необходимо учитывать технологический припуск, величину которого назначают в зависимости от технологии последующей обработки, марки стали и размеров труб.
Рекомендуемая величина технологического припуска при разметке труб из углеродистой стали, мм:
при резке труб с толщиной стенки 5-25 мм:
кислородной ручной ....………………................................................................3-8
кислородной машинной .....………………......................................................... 2-4
плазменно-дуговой .....………………............................................…...........…..6-8
механической ....................……………….............….......................................…4-6
при механической обработке торцов после термической резки ...............…..2-3
при гибке труб .............….....………………........................................................(1-1,5)ДН
Величина припуска на механическую обработку торцов после плазменно-дуговой резки труб из высоколегированной стали должна быть не менее 4 мм.
5.15. Операции разметки выполняют путем геометрического построения разметочных линий и знаков с помощью специальных приспособлений, ручного немеханизированного инструмента и средств для линейных и угловых измерений (стальной рулетки, линейки, угольника, циркуля, нутромера, штангенциркуля, рейсмуса, транспортира, уровня, чертилки, кернера, молотка и шаблонов).
5.16. Места разметки рекомендуется окрашивать смесью меловой краски с жидким стеклом или столярным клеем (на 1 л воды берут 120 г мела и 7 г клея), затем на окрашенную поверхность чертилкой наносят риски и накернивают их с целью получения разметочных линий и знаков.
5.17. Резка труб должна производиться с соблюдением следующих основных требований:
торец трубы после резки должен быть чистым, без внешних и внутренних заусенцев и грата;
отклонение С от перпендикулярности (заданного угла) плоскостей торцевых срезов к оси прохода труб не должно превышать значений, приведенных в п. 5.73 настоящих ВСН.
5.18. Способы резки (механический, термический), а также типы станков и устройств следует применять в зависимости от требований к качеству сборочно-сварочных работ, условий их выполнения, материалов труб, их размеров и способа соединения.
5.19. Предпочтительным способом резки труб является механическая резка, осуществляемая на специализированном оборудовании и устройствах стационарного или переносного исполнения, токарных станках, рабочим инструментом которых являются резцы, фрезы, стальные диски и ролики, абразивные армированные круги. Наиболее высокое качество резки обеспечивается при резке труб резцами с помощью трубоотрезных (трубонарезных) станков, предназначенных не только для разделительной резки, но и для разделки кромок под сварку, обточки и расточки концов труб.
5.20. Отверстия в трубах из легированной и нержавеющей сталей рекомендуется вырезать на фрезерных или вертикально-сверлильных станках с применением фрезерной головки или специальных сверл.
5.21. Из термических методов резки применяют: кислородную - для труб из углеродистой и низколегированной сталей; плазменно-дуговую - из всех марок сталей.
Эти способы характеризуются высокой производительностью, возможностью получения в широком диапазоне диаметров труб различных по конфигурации резов: прямых (перпендикулярно к оси трубы) и фасонных (под углом к оси трубы для получения сегментов сварных отводов и ответвлений, штуцеров, отверстий).
5.22. После кислородной и плазменной резки труб кромки реза необходимо зачистить механическим способом. Механическую зачистку следует производить:
для труб из углеродистой и низколегированной сталей до полного удаления следов термической резки, а после воздушно-плазменной резки - на глубину не менее 2 мм;
для труб из легированных и высоколегированных сталей на глубину не менее 3 мм, в том числе для труб из теплоустойчивых сталей 15Х5, 15Х5М, 15Х5ВФ, 12Х1МФ, 30ХМА, 20ХЗМФ, 15ХМ и аналогичных по химическому составу.
Глубину снимаемого слоя металла следует принимать от максимальной впадины на поверхности после резки.
5.23. Термическая резка труб из теплоустойчивых сталей должна производиться с предварительным подогревом места реза до температуры 250-350°С с последующим медленным охлаждением. После зачистки поверхность реза должна быть проконтролирована на отсутствие трещин методов цветной дефектоскопии по ОСТ 36-76-83.
5.24. При кислородной резке необходимо руководствоваться "Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов", утвержденными Президиумов ЦК профсоюза рабочих машиностроения в 1967г., "Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением", утвержденными Госгортехнадзором СССР в 1970г., а также "Санитарными правилами при сварке, наплавке и резке металлов", утвержденными Минздравом СССР в 1972 г.
5.25. При плазменно-дуговой резке следует руководствоваться также "Правилами технической эксплуатации электроустановок потребителей" и "Правилами техники безопасности при эксплуатации электроустановок потребителей", утвержденными Госгортехнадзором СССР и Минэнерго СССР в 1969 г.
5.26. Перед резкой труб их поверхность в местах реза должна быть очищена от консервационной смазки, краски, грунтовки и загрязнений.
5.27. Рекомендуемые типы резаков для ручной и машинной кислородной резки (по ГОСТ 5191-79Е) приведены в табл. 8, 9, аппаратов для плазменно-дуговой резки (по ГОСТ 12221-79) - в табл. 10.
Таблица 8
|
Толщина разрезаемого металла, мм |
Расход, м3/ч |
Давление на входе в резак, МПа |
|||||
|
кислорода |
ацетилена |
пропан-бутана |
кислорода |
ацетилена |
пропан-бутана |
||
|
"факел" |
3-300 |
3-40 |
0,4-1,2 |
- |
0,3-1,2 |
0,001 |
- |
|
"Ракета-1" |
3-300 |
3-40 |
0,4-1,2 |
- |
0,3-1,2 |
0,001 |
- |
|
Р2А-01 |
3-200 |
1,8-40 |
0,4-1,3 |
- |
0,3-1,2 |
0,001 |
- |
|
Р3П-01 |
3-300 |
2,5-40 |
|
0,3-0,8 |
0,3-1,2 |
- |
0,002 |
|
РГМ-70* |
3-50 |
3-8 |
0,3-0,6 |
- |
0,3-0,5 |
0,001 |
- |
|
РГС-70* |
3-70 |
3-10 |
0,4-0,6 |
- |
0,3-0,6 |
0,001 |
- |
|
РАР-66 |
3-300 |
32 |
1,2 |
0,7 |
1,4 |
0,001 |
0,001 |
|
* Вставные резаки к горелкам типа Г2 и Г3. |
|||||||
|
Резак для машинной резки |
Толщина разрезаемого металла, мм |
Расход, м3/ч |
Давление кислорода, МПа |
|
|
кислорода |
ацетилена |
|||
|
РМ-О-РД-450 |
5-300 |
2-8 |
0,5-1,2 |
0,2-1,2 |
|
РМ-3-И-450 |
5-300 |
2-28 |
0,3-1,2 |
0,2-1,2 |
|
РШМ-3-И-395 |
5-100 |
2-13 |
0,3-0,8 |
0,2-0,8 |
|
РМ-2-И-330 |
5-300 |
2-28 |
0,3-1,2 |
0,2-1,2 |
|
РМ-3-И-265 |
5-50 |
2-8 |
0,3-0,8 |
0,2-0,6 |
|
Примечание. Для механизированной прямой и фасонной резки труб следует применять специализированные установки (УРТ-630М1, УРТ-1420), переносные машины "Спутник-3", "Орбита-2", труборезы типов ТП-1, МУРТ и другие, для вырезки отверстий - специализированные устройства. Допускается применять машины и установки общепромышленного назначения типа К, регламентированные ГОСТ 5614-74. |
||||
Таблица 10
|
Марка плазмотрона |
Максимальная толщина разрезаемого металла, мм |
Напряжение холостого хода, В |
Рабочий ток, А |
Максимальная мощность дуги, кВт |
|
|
Плр-20/250 |
РДП-2 |
20 |
180 |
250 |
30 |
|
Плр-50/250 |
РДП-1 |
50 |
180 |
250 |
30 |
|
Плм-10/100 |
ВПРМ-1 |
10 |
300 |
100 |
20 |
|
Плм-60/300 |
ПВР-1, ВПР-9 |
60 |
300 |
300 |
60 |
|
Плм-160/630 |
РПМ-6, РПР-6 |
160 |
400 |
630 |
180 |
|
Примечание. Плр - для ручной резки, Плм - для машинной резки. |
|||||
Обработка концов труб и деталей под сварку
5.28. Разделка концов труб и деталей трубопроводов для различных способов сварки производится в соответствии с требованиями ГОСТ 16037-80.
В табл. 11-20 приведены основные виды швов сварных соединений стальных трубопроводов, а также форма, угол скоса, величины зазора b между кромками свариваемых деталей после прихватки, притупления кромок с, ширины e и усиления сварного шва g по указанному ГОСТ и на основании опыта работы монтажных организаций Минмонтажспецстроя СССР.
В этих таблицах приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
5.29. Для угловых швов в табл. 16-19 приведен расчетный катет.
5.30. Подготовка под сварку стыковых соединений труб и деталей неодинаковой толщины при разнице, не превышающей значений, приведенных ниже, должна производиться так же, как деталей одинаковой толщины, при этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине (табл. 21).
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва.
При разнице в толщине свариваемых труб и деталей свыше указанных значений на детали, имеющей большую толщину S1, должен быть сделан скос до толщины тонкой детали S, как указано на черт. 1. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Таблица 11
|
Конструктивные элементы и размеры, мм |
Способ сварки |
S=S1, мм |
b, мм |
e, мм |
g, мм |
|
|||||
|
Номинальное |
Предельное отклонение |
Номинальное |
Предельное отклонение |
Номинальное |
Предельное отклонение |
||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
|||||||||
|
С2 |
|
|
ЗП; Р |
2 |
0,5 |
+0,5 |
4 |
+2 |
- |
- |
|
|
3 |
1 |
|
|||||||||
|
4-5 |
1,5 |
|
|||||||||
|
Ф |
4 |
8 |
|
||||||||
|
6 |
10 |
|
|||||||||
|
|
ЗН |
2-3 |
0 |
+0,3 |
- |
- |
|
||||
|
|
Г |
1-1,6 |
0,5 |
±0,3 |
3 |
+1 |
0,5 |
+0,5 |
|
||
|
2-3 |
1,0 |
±0,5 |
4 |
+2 |
1 |
±0,5 |
|
||||




Таблица 12
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры, мм |
Способ сварки |
S=S1, мм |
b, мм |
c, мм |
e, мм |
g, мм |
|
|||||
|
Номинальное |
Предельное отклонение |
Номинальное |
Предельное отклонение |
Номинальное |
Предельное отклонение |
Номинальное |
Предельное отклонение |
||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
|||||||||||
|
С17 |
|
|
ЗП; ЗН; Р; Г |
3 |
1 |
+0,5 |
0,5 |
+0,5 |
7 |
+2 |
1,5 |
+1,5 -1 |
|
|
4 |
8 |
|
|||||||||||
|
5 |
1,5 |
1 |
±0,5 |
9 |
|
||||||||
|
6 |
11 |
|
|||||||||||
|
7 |
12 |
+3 |
|
||||||||||
|
зп; ЗН; Р |
8 |
2 |
+1 |
13 |
|
||||||||
|
10 |
16 |
+4 |
2 |
+2 -1,5 |
|
||||||||
|
12 |
18 |
|
|||||||||||
|
14 |
21 |
|
|||||||||||
|
16 |
+1,5 |
1,5 |
23 |
+6 |
|
||||||||
|
18 |
26 |
|
|||||||||||
|
20 |
28 |
|
|||||||||||
|
Примечание. При способе сварки ЗН зазор b=0+0,5. |
|
||||||||||||

Таблица 13
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры, мм |
Способ сварки |
S=S1, мм |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||
|
С 47 |
|
|
ЗН |
5-6 |
|
* Допускается увеличение до 2 мм. |
||||
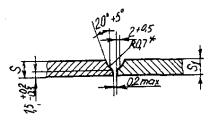
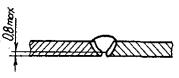
Таблица 14
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры, мм |
Способ сварки |
S=S1, мм |
e, мм |
g, мм |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номинальное |
Предельное отклонение |
Номинальное |
Предельное отклонение |
|||
|
С48 |
|
|
ЗН |
6 |
16 |
+3 |
2 |
±0,5 |
|
7 |
17 |
|||||||
|
8 |
||||||||
|
9 |
18 |
3 |
±1 |
|||||
|
10 |
||||||||
|
12 |
20 |
+4 |
||||||
|
14 |
23 |
|||||||
|
16 |
4 |
|||||||
|
18 |
27 |
|||||||
|
20 |
||||||||
|
25 |
30 |
|||||||
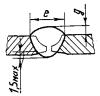
Таблица 15
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры, мм |
Способ сварки |
S=S1, мм |
b, мм |
e, мм |
g, мм |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номинальное |
Предельное отклонение |
Номинальное |
Предельное отклонение |
Номинальное |
Предельное отклонение |
|||
|
С54 |
|
|
ЗП; Р |
3 |
1,5 |
+1,5 -0,5 |
8 |
+2 |
1,5 |
+1,5 -1 |
|
4 |
9 |
|||||||||
|
5 |
10 |
|||||||||
|
6 |
12 |
+3 |
||||||||
|
7 |
13 |
+4 |
||||||||
|
8 |
14 |
|||||||||
|
|
|
10 |
2 |
+1 -0,5 |
16 |
|
2 |
+2 -1 |
||
|
12 |
18 |
+5 |
||||||||
|
14 |
20 |
|||||||||
|
16 |
3 |
22 |
||||||||
|
18 |
24 |
+6 |
||||||||
|
20 |
26 |
|||||||||
|
22 |
28 |
|||||||||
|
24 |
30 |
+7 |
||||||||
|
25 |
32 |
|||||||||

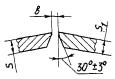

Таблица 16
|
Конструктивные элементы и размеры, мм |
Способ сварки |
S, мм |
b, мм, не более |
К, мм |
К1, мм |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||||
|
У5 |
|
|
ЗП; Р |
2-15 |
0,5 (при ДН до 45 вкл.) 1,0 (при ДН свыше 45 до 194 вкл.) 1,5 (при ДН свыше 194) |
S+1 |
S (при S до 3 вкл.) 3 (при S свыше 3) |
|
Примечание. В соответствии с ОСТ 36-123-85 фланцы, изготовленные по ГОСТ 12820-80 из углеродистой стали и стали марок 10Г2 и 09Г2С в трубопроводах III-IV категорий Ду до 250 мм, предназначенных для транспортирования неагрессивных веществ, допускается приваривать без выполнения сварного шва со стороны уплотнительной поверхности, если это не противоречит проектной документации. |
|||||||


Таблица 17
|
Конструктивные элементы и размеры, мм |
Способ сварки |
ДН, мм |
b, мм, не более |
f, мм |
K, мм, не менее |
К1, мм |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||||
|
У7 |
|
|
ЗП; Р |
14-25 |
0,5 |
К-1 |
3 |
S (при S до 3 вкл.) 3 (при S свыше 3) |
|
32-57 |
4 |
|||||||
|
76-159 |
1 |
5 |
||||||
|
194 |
6 |
|||||||
|
219 |
1,5 |
7 |
||||||
|
245 |
8 |
|||||||
|
273-325 |
9 |
|||||||
|
377-530 |
10 |
|||||||
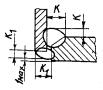
Таблица 18
|
Условное обозначение сварного соединения, тип соединения |
Конструктивные элементы и размеры, мм |
Способ сварки |
S=S1, мм |
K, мм |
g, мм |
e, мм |
|
||||
|
Номинальное |
Предельное отклонение |
Номинальное |
Предельное отклонение |
Номинальное |
Предельное отклонение |
||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
|||||||||
|
У16
|
|
|
ЗП; Р |
2 |
3 |
+1 |
1,5 |
+1 -0,5 |
4 |
+2 |
|
|
3 |
|
||||||||||
|
4 |
4 |
6 |
|
||||||||

Таблица 19
|
Условное обозначение сварного соединения, тип соединения |
Конструктивные элементы и размеры, мм |
Способ сварки |
S1, мм |
b, мм, не более |
K |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||
|
У17
|
|
|
Г |
1-7 |
1 |
1,3 толщины более тонкой детали |
|
зп; зн; Р |
2-20 |
2 |
||||
|
Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5. |
||||||
Таблица 20
|
Условное обозначение сварного соединения, тип соединения |
Конструктивные элементы и размеры, мм |
Способ сварки |
S1, мм |
е, мм
|
g, мм (предельное отклонение +2) |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номинальное |
Предельное отклонение |
||||
|
У19
|
|
|
ЗП; ЗН; Р |
4 |
8 |
+2 |
3 |
|
5 |
10 |
||||||
|
6 |
11 |
||||||
|
8 |
14 |
+3 |
|||||
|
10 |
16 |
+4 |
|||||
|
12 |
19 |
5 |
|||||
|
14 |
22 |
+5 |
|||||
|
16 |
24 |
+6 |
|||||
|
18 |
26 |
||||||
|
20 |
28 |
||||||
|
22 |
30 |
||||||
|
25 |
33 |
||||||
|
Примечание. Размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей. |
|||||||

Таблица 21
|
Разность толщин деталей, мм |
|
|
До 3 |
1 |
|
Свыше 3 до 7 |
2 |
|
Свыше 7 до 10 |
3 |
|
Свыше 10 |
4 |
Черт. 1. Форма и размеры скоса кромок при различной толщине свариваемых деталей
Отбортовка труб
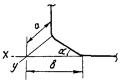
5.31. Отбортовка концов труб (черт. 2,а) из углеродистой стали для получения разъемных соединений трубопроводов со свободными фланцами должна осуществляться в холодном или горячем состоянии в штампах способом подкатки или осадки заготовок в торец или на концах труб с применением специализированных станков или прессов. Отбортовка методом осадки осуществляется в два перехода: вначале концы труб раздают коническим пуансоном с углом при вершине 90°, а затем их отбортовывают пуансоном с плоской поверхностью и калибрующей пробкой.
Черт. 2. Отбортовка концов труб (а) и отбортованный конец трубы (б)
При отбортовке на токарных или трубонарезных станках вращающаяся труба (патрубок) закрепляется на оправке в патроне станка, а пуансон-развальцовка - в резцедержателе суппорта.
Внутреннюю поверхность концов труб перед отбортовкой смазывают машинным маслом.
5.32. Нагрев концов труб (патрубков) из углеродистой стали при отбортовке осуществляют любым промышленным способом до температуры 1050°С в начальной стадии и 850°С в конечной.
5.33. При отбортовке выпуск конца трубы устанавливают в зависимости от диаметра и толщины стенки. Размеры отбортованного конца трубы и выпуска под отбортовку (в мм) приведены на черт. 2,б и в табл. 22.
5.34. Отбортовку ответвлений (штуцеров) в трубах вместо сварных тройниковых соединений врезкой производят при соотношении наружных диаметров ответвления и трубы не более 0,7; при этом толщина стенки штуцеров должна быть не менее 75% толщины стенки трубы, в которой отбортован штуцер.
5.35. Отбортовку ответвлений в трубах Ду от 65 до 500 мм со стенками толщиной до 12 мм для ответвлений Ду от 50 до 150 мм рекомендуется осуществлять с использованием механизированных устройств типа, показанного на черт. 3.
5.36. Технология отбортовки ответвлений в трубах из углеродистой стали включает в себя следующие операции:
вырезку в трубе сверлением, фрезерованием или кислородной резкой отверстия под отбортовку. Для получения равновысокого ответвления отверстие под отбортовку должно иметь овальную или эллипсную форму. Размеры отверстий в зависимости от диаметров ответвлений и труб, высоты ответвления и способа вырезки отверстия приведены на черт. 4 и в табл. 23;
нагрев участка трубы вокруг отверстия (площади круга диаметром, равным 1,5 диаметра ответвления) газовыми горелками до температуры 850-1050°С. Контроль температурных режимов следует осуществлять в соответствии с п. 5.63 настоящих ВСН;
нанесение смазки (смесь из графита, солидола и индустриального масла в процентном соотношении по массе соответственно 40, 40 и 20) на поверхность пуансона;
вытяжку ответвления с помощью пуансона и механическую обработку его торца;
Таблица 22
|
ДН |
S |
Дотб. |
R |
L |
|
|
10 |
14 |
1,6 |
35 |
1,5 |
16 |
|
20 |
25 |
2 |
50 |
2 |
20 |
|
25 |
32 |
2 |
60 |
2,5 |
22 |
|
32 |
38 |
2 |
70 |
3 |
24 |
|
40 |
45 |
2,5 |
80 |
3 |
27 |
|
50 |
57 |
3 |
90 |
3 |
28 |
|
65 |
76 |
3,5 |
110 |
3,5 |
30 |
|
89 |
4 |
128 |
4 |
32 |
|
|
100 |
108 |
4 |
148 |
5 |
34 |
|
125 |
133 |
4 |
178 |
5 |
36 |
|
150 |
159 |
4,5 |
202 |
6 |
36 |
|
200 |
219 |
6 |
258 |
8 |
38 |
|
250 |
273 |
8 |
320 |
9 |
38 |
Черт. 3. Установка для вытяжки ответвлений в трубах:
1 - станина; 2 - ползун; 3 - гидроцилиндр; 4 - быстроразъемный патрон; 5 - шток с пуансоном; 6 - стойка; 7 - гидростанция; 8 - труба; 9 - опора
Черт. 4. Форма отверстия (а) для ответвлений в трубах (б)
5.37. Отбортовка концов труб (или патрубков) из высоколегированной стали марок 00Х18Н10Т, 10Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, 10Х18Н12Т, 12Х18Н12Т и других для разъемных соединений трубопроводов и отбортовка ответвлений (штуцеров) в таких трубах должны производиться при нагреве до температуры 1050-1200°С а из среднелегированных сталей марок 15Х5М, 15Х5М-У 12Х1МФ - до 900-1150°С с последующей термообработкой по режимам, аналогичным при гибке труб (п. 5.5.5 настоящих ВСН).
Гибка труб
5.38. Гибка труб должна производиться в холодном или горячем состоянии. Способ гибки выбирается организацией-изготовителем трубопроводов, в том числе монтажной организацией.
5.39. Способ гибки в холодном состоянии по шаблону (гибочному диску) на двух опорах без наполнителя и с наполнителем (набивкой песком) следует использовать для труб Ду до 125 мм с применением гидравлических трубогибов с ручным приводом типов ТГС-60, ТГР-50 (для труб Ду до 50 мм) и с гидроприводом типа ТГС-127 (для труб Ду до 125 мм) и др.
Таблица 23
|
Отверстие |
|||||||||||||
|
b для труб ДН, мм |
|||||||||||||
|
dн |
S |
h |
a |
530 |
426 |
377 |
326 |
273 |
219 |
159 |
133 |
108 |
89 |
|
57 |
3,5 |
2 10 |
31 35 |
26 30 |
26 30 |
26 30 |
24 26 |
23 26 |
23 26 |
18 20 |
18 20 |
16 18 |
15 17 |
|
76 |
3,5 |
14 12 |
45 50 |
39 48 |
37 46 |
36 40 |
35 37 |
34 36 |
3 34 |
29 31 |
24 26 |
23 25 |
- |
|
89 |
4 |
15 12 |
56 65 |
51 58 |
47 54 |
45 50 |
43 48 |
42 46 |
39 42 |
34 36 |
28 30 |
- |
- |
|
108 |
4 |
16 14 |
20 80 |
52 62 |
53 60 |
49 56 |
42 54 |
45 52 |
41 48 |
38 43 |
- |
- |
- |
|
133 |
4 |
16 14 |
95 105 |
28 86 |
24 83 |
22 80 |
66 75 |
60 68 |
58 64 |
- |
- |
- |
- |
|
159 |
4,5 |
20 18 |
110 120 |
82 90 |
26 85 |
24 83 |
23 80 |
67 75 |
- |
- |
- |
- |
- |
|
219 |
6 |
22 20 |
152 164 |
103 115 |
101 112 |
101 112 |
92 102 |
- |
- |
- |
- |
- |
- |
|
Примечания. 1. В числителе указаны размеры отверстий, вырезаемых фрезерованием, а в знаменателе - кислородной резкой с зачисткой и соответственно им высота ответвления h. 2. Высота ответвления после механической обработки должна быть не менее h=R+S/2. |
|||||||||||||
5.40. Способ гибки труб в холодном состоянии обкаткой роликом без наполнителя следует использовать для труб Ду до 32 мм с применением трубогибов с ручным приводом типа СТВ и с электроприводом типа СТД-439 и др.
5.41. Способ гибки в холодном состоянии вращающимся гибочным диском с внутренним дорном (оправкой) и без дорна следует использовать для труб Ду от 32 до 150 мм с применением трубогибочных станков, выпускаемых Минстанкопромом и другими ведомствами.
5.42. Способ гибки с нагревом токами высокой частоты (ТВЧ) следует применять для труб Ду до 300 мм с применением трубогибочных станков с нажимным отклоняющим роликом типа ТГУ-325.
5.43. Способ гибки по шаблонам с наполнителем (набивкой песком) в холодном состоянии, а также с нагревом в печах или горнах следует применять в исключительных случаях только для труб из углеродистой стали при отсутствии трубогибочного оборудования. Для труб из легированной и высоколегированной сталей такой способ горячей гибки с нагревом в печах или горнах не рекомендуется.
5.44. Независимо от способа гибки радиус изгиба следует принимать 2ДН и более, при этом утонение стенки трубы на гнутом участке не нормируется.
При радиусе изгиба менее 2ДН допустимое утонение стенки должно устанавливаться в проектной документации.
5.45. Овальность на гнутом участке должна быть не более 8%. При Ру до 4 МПа допускается большее значение овальности, устанавливаемое в проектной документации.
Овальность следует определять по формуле
![]() ,
,
где ДНмакс и ДНмин - соответственно наибольший и наименьший наружные диаметры труб в месте изгиба, измеренные в одном сечении.
5.46. Отклонение взаимного расположения прямых участков гнутой трубы должно быть не более 1 мм на каждые 150 мм длины.
5.47. Высота волн на гнутых участках должна быть не более номинальной толщины стенки трубы, но не более 10 мм.
Расстояние между вершинами соседних волн должно быть не менее трех толщин стенки труб.
5.48. Гибку труб из углеродистой стали марок Ст2, Ст3, 10 и 20 можно выполнять различными способами в холодном и горячем состояниях (в том числе с нагревом ТВЧ) без последующей термической обработки, за исключением случаев, специально оговоренных в проекте.
5.49. Гибку труб со стенками толщиной до 20 мм из сталей марок 10Г2 и 17ГС можно выполнять в холодном состоянии без последующей термической обработки, за исключением случаев, специально оговоренных в проекте.
5.50. Гибку труб из высоколегированной стали аустенитного класса (марок 12Х18Н10Т, 10Х17Н13М2Т, 08Х17Н16М3Т, 10Х23Н18) следует производить преимущественно на станках с нагревом ТВЧ и охлаждением труб за индуктором водой без последующей термической обработки. Гибка труб при этом совмещается с термической обработкой - аустенизацией.
5.51. Гибку труб из легированной стали мартенситного класса (марок 15Х5, 15Х5М, 15Х5ВФ, 12Х5МА, 12Х8ВФ), а также труб из легированной стали перлитного класса (марок 15ХМ, 30ХМА и др.) следует производить преимущественно на станках с нагревом ТВЧ с их последующей термической обработкой.
5.52. Гибку труб из легированной стали марок, не предусмотренных настоящими ВСН, следует производить только после их предварительной экспериментальной гибки и отработки режимов нагрева с контролем свойств и структуры металла согнутых труб. Эти свойства не должны уступать требованиям к исходному металлу трубы до гибки.
5.53. При гибке прямошовных электросварных и водогазопроводных труб продольные швы следует располагать в зоне наименьших деформаций (на боковых поверхностях изгиба).
5.54. Термическая обработка труб из углеродистой и легированной сталей перед их гибкой любыми способами не производится, за исключением случаев, специально оговоренных в проекте.
5.55. Термическая обработка труб после гибки выполняется в соответствии с рекомендуемыми режимами (табл. 24).
В случае необходимости (по условиям производства или монтажа) допускается производить термообработку гнутых труб после их сборки и сварки с деталями трубопроводов или в виде готовых узлов.
Термическая обработка производится в электропечах, в пламенных печах либо индукционным нагревом с применением специальных индукторов.
5.56. Согнутые трубы после гибки и термической обработки подвергаются следующему контролю:
проверяется качество гибов путем осмотра наружной поверхности труб;
проверяются габаритные размеры, угол изгиба, длина прямых участков, овальность труб в месте изгиба;
проверяется тщательность очистки внутренней поверхности труб от песка в случае гибки с наполнителем.
При необходимости должны быть определены механические свойства по ГОСТ 1497-84; твердость металла труб (любым способом); склонность к межкристаллитной коррозии по ГОСТ 6032-84 (для труб из высоколегированных сталей).
Вырезка образцов для контрольных испытаний производится в растянутых и сжатых зонах гнутых труб.
Таблица 24
|
Вид термической обработки |
Температура нагрева, °С |
Скорость, нагрева, °С/ч |
Время выдержки при данной температуре, ч |
Среда охлаждения |
Скорость охлаждения, °С/ч |
Условия применения термообработки |
|
|
12Х18Н10Т, 10Х17Н13М2Т (аустенитного класса) |
Стабилизирующий отжиг |
850-900 |
100 |
2-2,5 |
Воздух |
Произвольная |
Применяется только после холодной гибки при специальном указании в проекте |
|
Аустенизация |
1050-1100 |
|
15-20 (мин) |
Воздух или вода |
Произвольная |
Возможно быстрая посадка в печь с температурой 800°С |
|
|
15Х5ВФ, 15Х5, 15Х5М, 12Х5МА, 12Х8ВФ (мартенситного класса) |
Отжиг |
850-870 |
100 |
2 |
Вместе с печью до температуры 600°С, далее - при открытой дверце печи |
15-20 |
Применяется после любого способа гибки |
|
Изотермический отжиг |
850-860 |
30-40 |
0,5 |
Вместе с печью до температуры 730°С, далее - при открытой дверце печи |
60-70 |
Загрузка в печь с температурой 700°С |
|
|
30ХМА, 15ХМ, 12Х1М1Ф (перлитного класса) |
Нормализация |
850-900 |
100 |
1 |
Воздух, укрыть изделия во время охлаждения изоляционным материалом |
200-250 |
Применяется после любого способа гибки. Посадка в печь с температурой 700°С |
|
Отпуск |
650-680 |
300-400 |
2-3 |
Воздух |
Возможно медленная |
||
|
Ст2, Ст3, 10, 20 и 10Г2 |
Отпуск |
650-680 |
Произвольная |
1 |
Воздух |
Произвольная |
Применяется только после холодной гибки при специальном указании в проекте |
5.57. Трубы, предназначенные для холодной гибки, продувают сжатым воздухом и протирают снаружи, при применении внутренних дорнов внутреннюю поверхность труб дополнительно смазывают машинным маслом марок А, С, СУ (ГОСТ 20799-75), мыльной эмульсией или смазочным веществом.
5.58. При холодной гибке труб оснастка должна подбираться и изготовляться в строгой зависимости от размера трубы и радиусов изгиба с учетом следующих рекомендаций:
выбор формы и размеров дорнов (черт. 5 и табл. 25), а также определение возможности гибки без них производятся в зависимости от величины радиуса изгиба R, наружного диаметра трубы Dн и толщины стенки трубы S по графику, приведенному на черт. 6;
дорн шарообразной формы должен устанавливаться с опережением в зависимости от радиуса изгиба (табл. 26);
Черт. 5. Стальные дорны:
а - ложкообразный; б - шарообразный
Таблица 25
|
Диаметр дорна dk меньше, номинального внутреннего диаметра трубы на, мм |
Длина цилиндрической части дорна l, мм |
|
|
До 50 |
0,5-1 |
5 |
|
50-100 |
1-1,5 |
4о |
|
100-200 |
1,5-2 |
3 |
Черт. 6. Определение формы внутреннего дорна:
1 - граница возможности гибки труб без дорна; 2 - то же с применением шарообразного дорна; 3 - то же с применение ложкообразного дорна
размер ручья гибочного диска должен быть равен номинальному размеру трубы или больше его на величину плюсового допуска на наружный диаметр трубы; при этом глубина ручья диска должна быть равна 0,58 наружного диаметра (черт. 7);
Таблица 26
|
2Dн |
2,5Dн |
2,75Dн |
3Dн |
3,5Dн |
4Dн |
|
|
Величина опережения установки дорна |
0,25Dв |
0,28Dв |
0,31Dв |
0,33Dв |
0,38Dв |
0,41Dв |
ползуны должны иметь ручьи, ширина которых на 0,6-1 мм больше наружного диаметра трубы;
зазор между ползуном и гибочным диском при зажатии трубы перед гибкой устанавливается не менее 1,5-2 мм (см. черт. 7);
при гибке тонкостенных труб в холодном состоянии без дорнов во избежание образования гофров и овальности трубу следует наполнять чистым кварцевым или речным песком (ГОСТ 2138-84) любой марки;
при гибке труб, особенно малых диаметров (Ду до 40 мм), без дорна и наполнителя в результате упругой деформации имеет место пружинение. Угол пружинения при изгибах с углом 90° составляет 3-5° и уточняется опытным путем для каждой партии труб. Для получения требуемого угла изгиба необходимо его увеличить при гибке на угол, равный величине пружинения.
5.59. Радиус изгиба труб должен приниматься в соответствии с проектом, нормалями или техническими условиями на изготовление гнутых деталей трубопроводов, при этом в целях сокращения количества сменной оснастки (особенно для гибки труб в холодном состоянии) радиус изгиба труб данного наружного диаметра дожжен приниматься исходя из наличия сменных гибочных шаблонов (дисков).
5.60. При гибке труб на станках с нагревом ТВЧ подбор и изготовление сменной оснастки следует производить с учетом следующих рекомендаций:
нагрев труб каждого типоразмера производится в кольцевых индукторах соответствующих размеров. Рекомендуется применять индукторы с двумя камерами для подачи охлаждающей воды, из которых одна служит спрейером для подачи воды на охлаждение трубы (черт. 8 и табл. 27);
Черт. 7. Зазор между ползуном и гибочным диском:
1 - гибочный диск; 2 - ползун
Черт. 8. Двухкамерный индуктор
Таблица 27
|
Толщина стенки, мм |
Размеры индуктора |
||||
|
d, мм |
а, мм |
b, мм |
В, мм |
||
|
273 |
8 |
286 |
16 |
20 |
365 |
|
245 |
8 |
261 |
16 |
20 |
337 |
|
219 |
7 |
233 |
15 |
19 |
309 |
|
194 |
7 |
208 |
15 |
19 |
284 |
|
159 |
7 |
173 |
14 |
18 |
249 |
|
133 |
6 |
145 |
12 |
16 |
224 |
|
108 |
6 |
120 |
12 |
16 |
196 |
|
89 |
6 |
101 |
10 |
14 |
177 |
|
76 |
5 |
86 |
9 |
13 |
162 |
|
70 |
5 |
80 |
8 |
12 |
156 |
|
57 |
5 |
67 |
8 |
12 |
143 |
конструкция индуктора должна обеспечивать зону нагрева шириной 1,5-2,5 S и охлаждение трубы на выходе из зоны нагрева от 400 до 200°С;
профили ручьев направляющего и нажимного роликов для гибки труб с толщиной стенки менее 4 мм должны соответствовать наружному диаметру изгибаемых труб с учетом их плюсового допуска во избежание образования вмятин на наружной поверхности труб.
Профиль ручья для гибки труб с толщиной стенки более 4 мм может быть круглым или призматическим. При круглом профиле диаметр ручья должен быть на 4-6 мм больше наружного диаметра трубы. При призматическом профиле ручья угол призмы принимается в пределах 15-20°.
Черт. 9. Схема подготовки станка к работе
5.61. При гибке труб с нагревом ТВЧ на станках с нажимным отклоняющим роликом необходимо руководствоваться следующим (черт. 9):
индуктор 1 должен подбираться и устанавливаться в соответствии с наружным диаметром изгибаемых труб. Относительно трубы он устанавливается: при гибке по радиусу от 1,5 до 2ДН - эксцентрично на 2-3 мм в сторону внутренней части изгиба, а при гибке по радиусу от 2,5 до 3ДН - концентрично;
ширина нагреваемого участка
для данной трубы определяется конструкцией индуктора и режимом охлаждения и
должна быть равной толщине стенки трубы. Для тонкостенных труб ![]() допускается ширина
нагретой зоны (1,5-2)S;
допускается ширина
нагретой зоны (1,5-2)S;
расстояние l между индуктором 1 и осью нажимного ролика 2 устанавливается в зависимости от радиуса изгиба и диаметра трубы по формуле
![]() ,
,
где R - заданный радиус изгиба трубы, мм;
Dн - наружный диаметр трубы, мм;
r - радиус нажимного ролика, мм;
b - угол изгиба при максимально необходимом смещении нажимного ролика, град; sinb£0,707, так как угол b не должен превышать 45°;
стойка II радиусоугломера устанавливается на расстоянии от оси трубы, равном заданному радиусу изгиба. Хомут 3 закрепляется на свободном конце трубы. Втулка 6 закрепляется зажимным винтом на штанге 7 в таком месте, чтобы конец стрелки 8 оказался против индекса 9 на плате 10. Стрелка 4 угломера устанавливается на нулевом делении транспортира 5. Радиус и угол изгиба труб контролируются по показаниям радиусоугломера, а при его отсутствии - шаблоном;
скорость продольной подачи трубы, от которой зависит производительность станка, определяется скоростью ее нагрева и охлаждения;
температура нагрева трубы (табл. 28) при гибко контролируется с помощью оптических пирометров ОШир-017, ОШир-09 по ГОСТ 6616-74, а также по электрическим параметрам генератора:
мощности, напряжению и силе тока;
скорость поперечной подачи нажимного ролика принимается равной 0,7-1 скорости продольной подачи и регулируется в процессе гибки по показаниям радиусоугломера;
Таблица 28
|
Температура нагрева, °С |
|||
|
Начало процесса |
Окончание процесса |
||
|
не более |
не менее |
не менее |
|
|
Ст3оп, 10 20, 10Г2, 09Г2С |
1050 |
1000 |
|
|
1030 |
980 |
750 |
|
|
18Х3М3, 15ХМ, 18ХГ |
1060 |
1000 |
|
|
12Х1МФ, 30ХМА 15Х5, 15Х5М, 15Х5ВФ |
1080 |
1030 |
800 |
|
08Х18Н10Т, 12Х18Н10Т |
1100 |
1030 |
|
|
10Х17Н13М2Т, 08Х17Н16М3Т |
1150 |
1100 |
850 |
ограничитель хода нажимного ролика устанавливается на расстоянии l1 (мм), определяемом по формуле
![]() .
.
5.62. При работе на установке с нагревом ТВЧ должны соблюдаться следующие требования:
установка обслуживается не менее чем двумя рабочими-гибщиками - оператором и электриком. Замена оператора и электрика необученными рабочими запрещается;
в помещении высокочастотной установки вход посторонним лицам должен быть запрещен;
двери шкафов электропитания должны быть заперты, открывать их можно только при снятии напряжения на шинах;
все токоведущие детали на трансформаторах, шинах, дросселях должны быть недоступны для случайного прикосновения;
в случае необходимости регулировки емкостей конденсаторов напряжение должно быть снято. Перед прикосновением к токоведущим частям необходимо разрядить конденсаторы путем заземления каждого элемента конденсатора на общий контур заземления;
регулировка работы нагревательной станции должна производиться квалифицированными электриками только с разрешения главного механика или главного энергетика предприятия и в соответствии с инструкцией завода-изготовителя.
5.63. Гибку труб в горячем состоянии с набивкой песком следует производить с учетом следующего:
в качестве наполнителя используется кварцевый или чистый речной песок (ГОСТ 2138-84). Перед использованием для набивки песок необходимо просушить и просеять. Сушку песка производят при температуре 150-500°С на стальном поддоне, установленном на горне или в печи, периодически перемешивая. Время сушки зависит от исходной влажности песка. Просеивают песок с помощью сита или грохота через сетку № 2,5 (ГОСТ 6613-86) с ячейками размерами 2,5х2,5 мм;
для удержания песка в концах трубы устанавливают деревянные пробки из сухой древесины любой породы или металлические заглушки (съемные или приварные). Размеры конусных деревянных пробок в зависимости от внутреннего диаметра труб принимают: начальный диаметр 0,85dв и конечный 1,2dв, длину пробки 1,5dв;
набивку песком труб небольших диаметров (до 60 мм) производят вручную обстукиванием металлическим молотком. Трубы больших диаметров обстукивают пневматическим вибратором или молотком. Плотность набивки контролируется прекращением усадки песка в трубе;
нагрев изгибаемых участков труб после набивки песком производят в горнах или специальных электропечах. Нагреву подлежат только изгибаемые участки трубы.
Нагрев труб наружным диаметром до 80 мм допускается выполнять с помощью ацетилено-кислородных горелок. Температурные режимы горячей гибки труб из сталей марок Ст2, Ст3, 10 и 20 должны быть в пределах 1050 (начало гибки) - 750°С (окончание гибки).
Текущий контроль температурных режимов осуществляют с помощью термопар касания, термокарандашей или по цвету свечения (вишнево-красный - 700°С, светло-красный - 800°С, густо-оранжевый - 900°С, оранжево-желтый -1000°С, соломенно-желтый - 1100°С, светло-соломенный -1200°С).
Сборка элементов, узлов и секций трубопроводов под сварку
5.64. При сборке стыков трубопроводов должно быть обеспечено правильное фиксированное взаимное расположение соединяемых концов труб, деталей и арматуры, при этом разностеннооть (разница толщин стенок) и смещение внутренних кромок при их стыковке под сварку (черт. 10,а) не должны превышать величин, указанных в табл. 29.
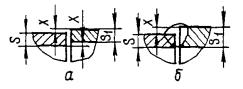
Черт. 10. Взаимное расположение соединяемых стенок концов труб и деталей:
а - при S=S1;б - приS<S1 и Х<30%S; S, S1, - толщины стенок труб; Х - смещение кромок
При S<S1 допускается увеличение внутреннего смещения кромок до половины разности их толщины, но не более чем на 1 мм, а при больших значениях смещение кромок должно быть устранено за счет плавного скоса кромок трубы или детали большей толщины под углом не более 30°, а для трубопроводов, подведомственных Госгортехнадзору СССР, не более 15°. При этом смещение кромок с наружной стороны допускается до 0,35 , но не более 4 мм, при этом плавный переход осуществляется за счет наклонного расположения поверхности сварного шва без обработки кромки (см. черт. 10,б).
При Х>0,3S (или более 4 мм) с наружной стороны должен быть сделан скос под углом не более 15°.
Допускается совмещение продольных швов стыкуемых элементов при условии контроля места пересечения швов радиографическим или ультразвуковым методом в соответствии с разделом 7 настоящих ВСН.
Таблица 29
|
Толщина стенки труб и деталей S, мм |
|||||
|
1-3 |
3,5-6 |
7-10 |
11-20 |
Более 20 |
|
|
На Ру до 10 МПа,. общего назначения* по ОСТ 36-123-85 |
Не должна превышать 0,35S , но не более 3 мм |
||||
|
Для пара и горячей воды, подведомственные Госгортехнадзору СССР |
0,2S |
0,1S+ +0,3 |
0,15S |
0,05S +1 |
0,1S, но не более 3 мм |
|
Для горючих, токсичных и сжиженных газов (ПУГ-69) |
Не должна превышать 0,1S, но не более 3 мм |
||||
|
Для тепловых сетей по СНиП 3.05.03-85 |
Не должна превышать 0,2S, но не более 3 мм |
||||
|
* Допускаемая разностенность и смещение кромок при сборке продольных стыков трубопроводов не должны превышать 0,15S, но не более 2 мм |
|||||
5.67. Сборку стыков производят на равномерно распределенных по их периметру прихватках после проведения операционного контроля правильности подготовки кромок в соответствии с требованиями ОСТ 36-57-81, ОСТ 36-39-80, ОСТ 36-79-83.
Число и длила прихваток зависят от способа сварки и диаметра трубопровода и должны обеспечивать жесткость собранного изделия в процессе сварки. В табл. 30 приведено количество и длина прихваток при механизированной сварке плавящимся электродом в углекислом газе.
Таблица 30
|
Количество прихваток по окружности трубы, шт. |
Длина прихваток, мм |
|
|
До 100 |
3 |
10-20 |
|
100-300 |
3-4 |
20-30 |
|
300-600 |
4-6 |
30-40 |
|
Более 600 |
6-10 |
60-80 |
Прихватку стыков следует выполнять с полным проваром корня шва теми же сварочными материалами, что и при сварке стыка.
К качеству прихваток и основного сварного шва предъявляются одинаковые требования. При обнаружении внешним осмотром в прихватке пор и трещин они должны быть полностью удалены механическим способом.
Сборку и сварку стыков трубопроводов на специальных установках с внутренним силовым центратором допускается осуществлять без прихватки.
5.68. Вмятины на трубах из углеродистой стали допускается выправлять с помощью специальных приспособлений (винтовых, гидравлических), ручного инструмента при местном нагреве стенки трубы до 850-900°С.
5.69. Сборка элементов и узлов трубопроводов должна осуществляться с помощью сборочных стендов, центрирующих устройств и приспособлений, обеспечивающих установку и закрепление труб и деталей в заданном положении, а также позволяющих равномерно распределить по периметру стыка смещения кромок и зазоры, возникающие из-за погрешностей размеров и формы стыкуемых концов труб и деталей.
Изготовление прямолинейных секций трубопроводов должно производиться на специальных стационарных и передвижных установках, которые позволяют механизировать сборочно-сварочные и подъемно-транспортные операции, применять высокопроизводительные методы сварки, организовать поточный контроль качества.
5.70. Трубы и детали трубопроводов (особенно Ду=200 мм и более), фактические размеры концов которых находятся в пределах допускаемых отклонений по ГОСТ или ТУ, но не позволяют выполнить требования к точности сборки стыка под сварку, указанные в табл. 29, должны подвергаться правке (калибровке) с обеспечением плавного перехода от большого диаметра к меньшему под углом не более 15°.
При Ду до 150 мм требуемая точность концов труб по внутреннему диаметру может быть достигнута раздачей конусными или разжимными оправками (черт. 11).
Черт. 11. Схемы устройств для калибровки концов труб и деталей трубопроводов:
а - коническая оправка; б - разжимная оправка
При Ду=200-500 мм правку концов труб и деталей осуществляют механизированным способом с помощью специальных установок для калибровки или внутренних силовых центраторов.
При калибровке концов труб и деталей из углеродистой стали и сталей марок 10Г2, 12Х1МФ, 12Х18Н10Т, 10Х17Н13М2Т в холодном состоянии без последующей термической обработки допускается изменение периметров присоединительных концов не более чем на 2%. Для других марок легированных сталей, а также при большей раздаче необходимость термообработки устанавливается производственными инструкциями.
Для трубопроводов из углеродистой стали с толщиной стенки до 20 мм в процессе сборки стыков допускается подготовка кромок методом подкатки (подбивки кувалдой) по всему периметру или его части с предварительным их подогревом до 850-900°С, при этом должен обеспечиваться плавный переход от деформированной кромки к недеформированной части трубы под углом не более 15°.
После калибровки концов сварных труб и деталей должен производиться визуальный осмотр деформированной части шва на отсутствие надрывов и трещин путем осмотра наружной и внутренней его поверхностей с помощью лупы 4-6-кратного увеличения, а в сомнительных случаях цветным или люминесцентным методом.
5.71. При сборке элементов и узлов трубопроводов должны соблюдаться следующие требования:
а) вварка штуцеров, бобышек и других деталей в сварные швы, а также в гнутые участки (детали) трубопроводов не допускается. В порядке исключения на изогнутом участке допускаются размещение не более одного штуцера (бобышки) внутренним диаметром не более 20 мм, а в сварном шве или зоне термического влияния - отверстия диаметром не более 5 мм для приварки труб или штуцеров приборов контроля и управления;
б) сварные соединения должны располагаться с учетом минимальных допускаемых расстояний, мм:
между соседними сварными
стыковыми соединениями ...………. 100
от сварного стыкового соединения до начала изогнутого участка трубопровода ..100;
от наружной поверхности элемента трубопровода, соединяемого угловым швом с трубой (штуцером), до начала изогнутого участка трубы (штуцера) или до оси симметрии поперечного сварного шва:
при ДН трубы (штуцера) менее 50 мм .…....... 50
-"- -"- -"- от 50 до 100 мм ....……….. ДН трубы
-"- -"- -"- -"- более 100 мм ............100
от сварного стыкового соединения до опор … 50
Эти требования не распространяются на детали и сборочные единицы (блоки, узлы), изготовляемые по техническим условиям или стандартам (ГОСТ, ОСТ), а также на трубопроводы пара и горячей воды, подконтрольные Госгортехнадзору СССР;
в) длина свободных участков в обе стороны от поперечного сварного стыка, подлежащего термической обработке или ультразвуковому контролю, должна выбираться из условия выполнения указанных видов работ в соответствии с требованиями ОСТ 36-50-86 и ОСТ 36-75-83.
5.72. Допускаемое отклонение линейных размеров каждого узла трубопроводов ±3 мм на каждый метр, но не более ±10 мм на всю длину изделия. Допускаемое отклонение от прямолинейности собираемых элементов и узлов, измеренное на расстоянии 200 мм в обе стороны от стыка, не должно превышать ±0,5 мм (черт. 12,а) (или ±2,5 мм на 1 м, но не более ±8 мм на весь последующий участок). Замеры следует производить линейкой в 3-4 точках по окружности трубы.
5.73. Неперпендикулярность С подготовленных под сварку торцов элементов и узлов к оси трубы (см. черт. 12,б), измеренная наложением угольника на базовую поверхность длиной не менее 100 мм в зависимости от наружного диаметра, не должна превышать, мм:
ДН, мм:
до 133 ................. 1
159-219 ................ 2
273-325 ................ 2,5
377-630 ................ 3
более 630 .............. 3
5.74. При перевозке узлов и секций железнодорожным и автомобильным транспортом их габаритные размеры не должны выходить за нормальные транспортные габариты. Рекомендуются следующие максимальные размеры изделий: 1,5´1,5´6 м при размещении узлов внутри зданий и сооружений; 1,5´2´6 м или 2,5´10 м при размещении узлов на открытой площадке; до 36-40 м для секций.
Черт. 12. Контроль прямолинейности (а) и неперпендикулярности торцов (б) собираемых элементов:
1, 3 - собираемые элементы; 2 - линейка; 4 - угольник
5.75. Возможность поставки в монтаж узлов с установленной арматурой определяется условиями транспортирования. Сильфонную арматуру следует устанавливать после испытания, промывки или продувки трубопроводов, вставляя вместо нее при изготовлении и монтаже трубопроводов инвентарные катушки.
Арматура должна устанавливаться с учетом направления потока среды в трубопроводе, указываемого в чертежах.
5.76. Приварная арматура перед ее приваркой должна быть полностью открыта. Если приварка производится без подкладочных колец, закрывать арматуру по окончании приварки можно только после ее внутренней очистки.
5.77. Фланцы на концах узлов, присоединяемые к аппаратам, арматуре или приваренным фланцам на других узлах, в отдельных случаях допускается поставлять вместе с узлами, не приваривая их.
5.78. При проверке готовых узлов и секций производят внешний осмотр и сопоставление их с чертежами с целью установления комплектности и степени завершения сборочных, сварочных и других операций; проверяют правильность размеров, сборки разъемных и неразъемных соединений и установки арматуры, наличие прокладок и шайб в местах установки диафрагм КИП, готовность узлов и секций к проведению испытаний на прочность и плотность. При проверке качества изготовления оформляют необходимые документы в соответствии с требованиями технических условий для соответствующей категории трубопровода и свидетельства об изготовлении элементов и узлов трубопроводов, подведомственных Госгортехнадзору СССР.
При проверке готовности узлов и секций в монтаж контролируют выполнение следующих требований: наружная поверхность узлов из углеродистой стали должна быть огрунтована; все отверстия труб и узлов должны быть закрыты инвентарными пластмассовыми или деревянными заглушками или пробками, а наружные обработанные поверхности арматуры и фланцев защищены от коррозии консервирующими материалами; внутренние поверхности узлов и труб, прошедшие специальную химическую обработку, запорные части арматуры, средства регулирования и автоматики консервируются в соответствии со специальными инструкциями; наружная поверхность секций для межцеховых трубопроводов должна быть окрашена (для надземных трубопроводов) или защищена изоляционным покрытием (для подземных трубопроводов).
Приемка узлов трубопроводов, изготовленных сторонними организациями и предприятиями, должна производиться в соответствии с указаниями настоящих ВСН.
5.79. Изготовленные узлы и секции должны маркироваться в соответствии с указаниями проекта. Маркировка узла должна содержать номер заказа или числовой индекс установки, номер блока, номер линии, номер узла. Например, узел 8, изготовленный по заказу 349 для блока III линии 16а, маркируется: 349-III-16а/8. Маркировка секций должна содержать номер эстакады, номер линии трубопровода и длину секции. Маркировку следует наносить цветной краской или другим способом на расстоянии не менее 50 мм от концов узла или секции. Знаки и шифр маркировки должны быть ясными и легко читаемыми. Высота знаков не менее 20 мм. Кроме цифровой маркировки на один конец узла могут наноситься краской условные цветовые обозначения в виде кольцевой полоски, которая определяет место его установки (корпус, цех) на данном объекте. Цвет полоски должен быть указан в проекте.
5.80. Изготовленные узлы и секции следует поставлять в монтаж на каждую линию трубопровода комплектно с трубами для прямых участков, опорами, подвесками и арматурой (с прокладками и крепежными изделиями), не вошедшей в узлы трубопроводов.
Сборка фланцевых соединений
5.81. При сборке фланцевых соединений трубопроводов уплотнительные поверхности приварных фланцев, а также буртов и приварных колец для свободных фланцев должно быть перпендикулярны к осям труб и деталей и соосны с ними.
Отклонение от параллельности на наружном периметре уплотнительных поверхностей не должно превышать 10% толщины прокладки.
Отклонение от перпендикулярности С уплотнительной поверхности фланца к оси трубы или детали (черт. 13) не должно превышать, мм:
Наружный диаметр уплотнительной поверхности фланца, мм:
25-60 ................. 0,15
60-160 ................ 0,25
160-400 ............... 0,35
400-750 ............... 0,5
750-1000 .............. 0,6
5.82. При сборке фланцевых соединений должно обеспечиваться симметричное расположение отверстий под болты и шпильки относительно вертикальной оси фланцев и не совпадать с ней. Несовпадение отверстий соединяемых фланцев не должно превышать половины разности номинальных диаметров отверстия и устанавливаемого болта (шпильки).
Черт. 13. Контроль отклонения от перпендикулярности уплотнительной поверхности фланца:
1 - угольник; 2 - фланец; 3 - труба
5.83. При оборке труб и деталей с плоскими приварными фланцами расстояние между уплотнительной поверхностью фланца и торцом трубы (детали), а также конструктивные элементы и размеры соединения должны соответствовать указанным в табл. 17.
5.84. При установке и затяжке болтов и шпилек во фланцевых соединениях необходимо выполнять следующие требования:
гайки болтов должны быть расположены с одной стороны фланцевого соединения;
высота выступающих над гайками концов болтов и шпилек должна быть не менее 1,5 и не более 3 шагов резьбы;
гайки соединений с мягкими прокладками затягивают по способу крестообразного обхода: сначала затягивают одну пару противоположно расположенных болтов, затем вторую, находящуюся под углом 90° к первой, и после этого таким же способом затягивают все болты;
гайки соединений с металлическими прокладками затягивают по способу кругового обхода (при 3- или 4-кратном круговом обходе равномерно затягивают все гайки);
болты и шпильки соединений трубопроводов, работающих при температуре свыше 300°С, предварительно должны быть покрыты графитовой смазкой, предохраняющей их от заедания и пригорания. Графитовые смазки готовят из чешуйчатого графита, густо разведенного на воде или смеси глицерина с водой в соотношении 2:1. Мягкие прокладки, применяемые для сборки соединений паропроводов, натирают с обеих сторон сухим графитом. Не допускается смазывать прокладки маслами, графитом с маслами или красками и мастиками во избежание их пригорания к зеркалам фланцев;
для проверки совпадений отверстий под болты и шпильки следует применять болты, монтажные коликовые ключи или специальные оправки.
Выравнивание перекосов фланцевых соединений натяжением болтов или шпилек, а также применение клиновых прокладок не допускается.
Правильность установки фланцев проверяют с помощью контрольного угольника (см. черт. 13) и щупа.
5.85. Фланцы на замыкающих концах узлов приваривают только в случаях, когда расположение болтовых отверстий в них не ограничено. Ответные фланцы, связанные с аппаратами, арматурой или фланцами на других узлах, должны быть только прихвачены к трубе сваркой, а затем после уточнения их положения по месту приварены.
5.86. Сборку фланцевых соединений начинают только после проверки отсутствия перекоса фланцев. Для этого соединение предварительно собирают без установки прокладок, при этом фланцы должны сближаться строго параллельно уплотнительным поверхностям. Непараллельность двух фланцев не должна превышать удвоенного допускаемого отклонения от перпендикулярности одного фланца к оси трубы, при этом зазор должен быть одинаковым по всей окружности и соответствовать толщине прокладки.
Для предотвращения выпадения прокладки из зазора при горизонтальном положении участка трубопровода в нижние отверстия фланцев вставляют предварительно два болта, после чего прокладку фиксируют на одинаковом расстоянии от краев фланцев.
5.87. Гайки фланцевых соединений рекомендуется затягивать с помощью пневматических или электрических гайковертов со специальными приспособлениями (шарнирами, удлинителями).
6. СВАРКА И СКЛЕИВАНИЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Сварка стальных трубопроводов
6.1. При изготовлении и монтаже трубопроводов сварка может осуществляться всеми промышленными методами, обеспечивающими качество сварных соединений, в соответствии с требованиями настоящих ВСН и действующих нормативных документов. При этом должно быть обеспечено максимальное применение механизированных и автоматических методов сварки.
6.2. Руководство сборочными и сварочными работами и контроль за соблюдением технологии сборки и сварки, а также контроль за качеством сварных соединений должны осуществлять инженерно-технические работники, изучившие настоящие ВСН, действующие нормативные документы, рабочие чертежи и технологические процессы сборки и сварки монтируемых трубопроводов.
Указанные работники должны быть аттестованы аттестационной комиссией, назначаемой руководителем организации, выполняющей монтаж и сварку трубопроводов. Аттестацию следует проводить не реже одного раза в три года.
6.3. К сварке трубопроводов I, II, III, IV категорий по СН 527-80 допускаются сварщики при наличии у них документов о сдаче испытаний в соответствии с "Правилами аттестации сварщиков", утвержденными Госгортехнадзором СССР. К сварке стыков трубопроводов I категории могут быть допущены сварщики, не прошедшие указанной аттестации, но заварившие пробные (контрольные) стыки.
6.4. Сварщики (по любому виду сварки), впервые приступающие к сварке трубопроводов или имевшие перерыв в работе более 2 мес. а также все сварщики в случае применения новых сварочных материалов или оборудования, независимо от наличия у них документов об аттестации, должны заварить пробные (контрольные) стыки в условиях, тождественных таким, в которых производится сварка трубопроводов на данном объекте.
6.5. Пробные (контрольные) стыки должны подвергаться внешнему осмотру, механическим испытаниям по ГОСТ 6996-66 в соответствии с обязательным приложением 3 к СНиП 3.05.05-64, а также проверке сплошности неразрушающими методами контроля в соответствии с требованиями раздела 7 настоящих ВСН.
При неудовлетворительном качестве сварки пробных (контрольных) стыков:
а) выявленном при внешнем осмотре, стык бракуют и другим методам контроля не подвергают;
б) выявленном при проверке сплошности неразрушающими методами контроля, сварщик, допустивший брак, сваривает еще два пробных (контрольных) стыка и, если при этом хотя бы один из стыков при контроле неразрушающими методами будет забракован, сварку пробных стыков бракуют;
в) выявленном при механических испытаниях, производят повторное испытание удвоенного количества образцов, взятых из того же стыка или из вновь сваренного данным сварщиком стыка, и, если хотя бы один из образцов при повторных механических испытаниях будет забракован, сварку пробных (контрольных) стыков бракуют.
В указанных выше случаях сварщик, выполнявший сварку забракованных пробных (контрольных) стыков, может быть вновь допущен к сварке пробных (контрольных) стыков трубопроводов только после сдачи испытаний по программам, утвержденным министерством.
6.6. Сварку стальных трубопроводов разрешается производить при температурах, указанных в правилах, утвержденных Госгортехнадзором СССР, и отраслевых стандартах.
Ручную аргонодуговую сварку необходимо осуществлять в соответствии с требованиями ОСТ 36-57-81.
Механизированную сварку плавящимся электродом в углекислом газе следует выполнять в соответствии с требованиями ОСТ 36-79-83.
Автоматическую сварку под флюсом необходимо выполнять в соответствии с требованиями ОСТ 36-145-88.
6.8. Газовую (ацетилено-кислородную) сварку допускается производить нейтральным пламенем только для трубопроводов из углеродистых и низколегированных сталей Ду до 80 мм и толщиной стенки до 3,5 мм.
При этом должны применяться инжекторные сварочные горелки (по ГОСТ 1077-79Е), наконечники которых выбираются в зависимости от толщины стенок свариваемых труб.
Техническая характеристика
|
|
Номер наконечника |
|||
|
1 |
2 |
3 |
4 |
|
|
Толщина свариваемого металла, мм |
0,5-1,5 |
1,0-3,0 |
2,5-4,0 |
4,0-8,0 |
|
Расход ацетилена, л/ч |
50-135 |
123-250 |
250-400 |
400-700 |
|
Расход кислорода, л/ч |
50-140 |
140-260 |
260-420 |
420-720 |
|
Диаметр отверстий, мм: |
|
|
|
|
|
инжектора |
0,25 |
0,35 |
0,45 |
0,60 |
|
смесительной камеры |
0,85 |
1,25 |
1,60 |
2,0 |
|
мундштука |
0,80 |
1,05 |
1,50 |
1,90 |
|
Давление кислорода, МПа |
0,1-0,4 |
0,15-0,4 |
0,2-0,4 |
0,2-0,4 |
6.9. В зависимости от диаметра и толщины стенки трубы газовую сварку можно выполнять в правом или левом направлении: стыки труб диаметром 14-48 мм - в левом, диаметром 57-89 мм - в правом. Сварные швы, на которые неизбежно воздействие циклических нагрузок, должны быть сварены: корневой слой - в правом направлении, заполняющие слой - в правом или левом направлении.
6.10. Для ацетилено-кислородной сварки следует применять сварочную проволоку марок Св-08, Св-08А, Св-08АА, Св-08ГА. Диаметр сварочной проволоки принимается в зависимости от толщины стенки труб, мм:
Толщина стенки труб, мм:
1-2 ................... 2
2-4 ................... 2-3
4-8 ................... 3-4
6.11. Газопрессовой сваркой следует соединять трубопроводы наружным диаметром до 50 мм, у которых соотношение диаметра к толщине стенки не превышает 15:1. Сварка осуществляется при нагреве соединяемых концов труб и деталей до пластического состояния с постоянным давлением осадки.
Торцы труб перед газопрессовой сваркой должны быть обработаны перпендикулярно к поверхности любым механическим способом. На торцах не допускаются глубокие диски, ржавчина, масло и другие загрязнения. Непосредственно перед сваркой торцы труб необходимо зачистить плоским напильником.
6.12. Сборку и газопрессовую сварку стыков труб необходимо производить с применением специального устройства для сборки, центровки и осадки. Устройство устанавливают на неподвижном конце трубы, фиксируют с помощью зажима. Вторую (подвижную) трубу устанавливают в другом зажиме и стыкуют с первой.
Удельное давление осадки должно составлять 15-20 МПа, величина осадки равна толщине стенки свариваемой трубы.
6.13. Нагрев труб при газопрессовой сварке следует производить ацетилено-кислородным пламенем с помощью кольцевой многопламенной горелки ГСТН-1. Пламя должно быть восстановительным с небольшим избытком ацетилена.
6.14. Сварочные материалы должны приниматься в зависимости от вида сварки по ОСТ на типовые технологические процессы, приведенным в п.6.7, соответствовать требованиям действующих стандартов или технических условий, а также данным паспортов или сертификатов на поставленную партию материала.
6.15. Сварочные материалы (кроме газов) следует хранить в сухих и преимущественно отапливаемых помещениях, предотвращающих их увлажнение, и доставлять к месту сварочных работ в неповрежденной упаковке.
6.16. Электроды и флюсы независимо от условий транспортирования, хранения и температуры окружающего воздуха запрещается применять без предварительной прокалки.
6.17. Сварочные материалы необходимо доставлять к месту сварочных работ в количестве, необходимом для обеспечения только сменной потребности. Оставшиеся на следующий день электроды и флюс следует вновь прокалить.
6.18. Для производства сварочных работ должны быть использованы серийно выпускаемые источники питания (преобразователи, выпрямители, трансформаторы), автоматы и полуавтоматы для сварки в защитных газах и под флюсом с соответствующими источниками питания.
6.19. Сварочное оборудование должно быть укомплектовано в соответствии с паспортами, налажено и смонтировано по инструкции предприятий-изготовителей.
6.20. Колебание напряжения питающей сети, к которой подключено сварочное оборудование, допускается не более 5% номинального.
Склеивание стальных трубопроводов
6.21. Клеевые соединения следует применять при монтаже трубопроводов из углеродистой и низколегированной сталей (в том числе имеющих коррозионноcтойкие покрытия - оцинкованных, эмалированных, алюминированных и т.д.) до Ду 100 мм, работающих при избыточном давлении до 1,0 МПа, рабочей температуре от минус 60 до 90°С и предназначенных для транспортирования различных веществ, к которым при указанных рабочих параметрах химически стойки эпоксидные клеи или стеклопластик на эпоксидной основе.
Химическая стойкость устанавливается проектной организацией.
6.22. Клеевые соединения подразделяются на три вида (черт. 14): бандажные, клеемеханические и раструбные (муфтовые).
Клеевые соединения бандажного типа получают методом многослойной намотки на концы стыкуемых труб ленты из конструкционной стеклоткани с нанесением на нее слоя эпоксидного клея. После холодного или горячего отверждения клея на месте стыка образуется монолитный стеклотекстолитовый бандаж с высокими упруго-механическими и прочностными характеристиками, имеющий прочную адгезионную связь с поверхностями труб, что обеспечивает надежное и герметичное соединение стыка, а также его антикоррозионную защиту.
Раструбные (муфтовые) соединения получают методом нанесения клея на наружную поверхность конца трубы и внутреннюю поверхность раструба (муфты), последующих ввода конца трубы в раструб или надвижки муфты на концы стыкуемых труб и отверждения клея.
Клеемеханические соединения идентичны раструбным (муфтовым). Отличие их состоит в фиксации клеевого соединения трехточечным обжатием по периметру раструба или муфты, за счет чего обеспечивается механический контакт сопрягаемых поверхностей.
Черт. 14. Схемы клеевого соединения бандажного типа (а), клеемеханического (б) и муфтового (раструбного) (в):
1 - концы склеиваемых труб; 2 - клей; 3 - стеклоткань; 4 - муфта (раструб); L - длина нахлестки; Дн - наружный диаметр склеиваемых труб; Дн, Дв - соответственно наружный и внутренний диаметры муфты (раструба); С - фаска
6.23. При производстве работ по склеиванию трубопроводов с помощью клеевых соединений бандажного типа, а также клеемеханических соединений необходимо руководствоваться требованиями ВСН 461-85 к поставке, приемке и хранению используемых материалов; подготовительным работам; непосредственно технологии получения соединений; контролю качества соединений; основным правилам техники безопасности и охраны труда.
6.24. Конструктивно-технологические параметры раструбных (муфтовых) клеевых соединений определены ОСТ 5.9508-79 и их следует принимать в соответствии с табл. 31. Детали соединений изготовляют из труб по ГОСТ 8732-78 и ГОСТ 8734-75. Раструбы получают с помощью специализированного оборудования.
Таблица 31
|
Муфтовое соединение |
Раструбное соединение |
|||||||||
|
2L, мм |
Дв, мм |
Дм, мм |
С, мм |
Типоразмер трубы (ДНхS) для муфты, мм |
Расход клея на одно соединение, г |
2L, мм |
Дв, мм |
С, мм |
Расход клея на одно соединение, г |
|
|
22 |
40 |
23 |
28 |
1,0 |
32х5 |
3 |
- |
- |
- |
- |
|
25 |
45 |
26 |
31 |
1,0 |
32х3 |
4 |
- |
- |
- |
- |
|
32 |
50 |
33 |
38 |
1,0 |
38х3 |
5 |
35 |
33,0 |
1,0 |
4 |
|
38 |
60 |
39 |
45 |
1,0 |
45х3 |
7 |
40 |
39,0 |
1,0 |
5 |
|
45 |
70 |
46 |
53 |
1,0 |
57х3 |
10 |
45 |
46,0 |
1,0 |
7 |
|
57 |
80 |
58 |
65 |
1,0 |
65х5 |
14 |
55 |
58,0 |
1,0 |
10 |
|
76 |
90 |
77,4 |
85 |
1,5 |
89х6 |
29 |
65 |
77,4 |
1,5 |
22 |
|
89 |
100 |
90,4 |
98 |
1,5 |
108х10 |
39 |
70 |
90,4 |
1,5 |
27 |
|
108 |
100 |
109,6 |
118 |
2,0 |
127х14 |
54 |
80 |
109,6 |
2,0 |
43 |
|
133 |
120 |
134,6 |
143 |
2,0 |
146х7 |
79 |
90 |
134,6 |
2,0 |
59 |
|
Примечание. Дв, Дн - соответственно внутренний и наружный диаметры муфты и раструба; С - фаска. |
||||||||||
6.25. Для раструбных (муфтовых) соединений рекомендуется применять клеевую композицию, состоящую из следующих компонентов (мас.ч): смола эпоксидная ЭД-20 (ГОСТ 10587-84) - 100; смола полиамидная ТО-18 или ТО-19 (ТУ 6-05-1123-74) - 100; кварц молотый КП-2 или КП-3 (ГОСТ 9077-82) - 50 (или двуокись титана Р-02 по ГОСТ 9808-84 или окись хрома по ГОСТ 2912-79Е в количестве 20 мас.ч), асбест М-6-30 или М-6-40 (ГОСТ 12871-83Е) - 20. Клей для раструбных (муфтовых) соединений следует наносить поступательным движением в одну сторону на длину раструба (или муфты) шпателем или жесткой плоской кистью равномерным тонким слоем толщиной 0,1-0,2 мм. Подготовку оклеиваемых поверхностей, клеевого состава, режимы и средства отверждения клея, продолжительность выдержки соединений в неподвижном состоянии, контроль качества соединений раструбного типа принимают (так же, как для бандажных и клеемеханических соединений) в соответствии с ВСН 461-85.
7. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
7.1. Общие требования к контролю качества сварных соединений, объемы и виды контроля, требования к предельно допускаемым размерам дефектов сварных соединений, методы оценки их качества, требования к исправлению дефектов сварных швов установлены СНиП 3.05.05-84.
7.2. Контроль качества сварных соединений трубопроводов, подконтрольных Госгортехнадзору СССР, должен производиться в соответствии с требованиями "Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды", "Правил устройства и безопасной эксплуатации трубопроводов для горючих, токсичных и сжиженных газов (ПУГ-69)".
7.3. Сварные соединения трубопроводов должны подвергаться предварительному контролю; систематическому операционному контролю в процессе изготовления и монтажа трубопроводов; внешнему осмотру и измерению готовых сварных швов; физическим методам неразрушающего контроля (радиационный, ультразвуковой, магнитный, цветной); разрушающим испытаниям; механическим испытаниям на растяжение, изгиб или сплющивание, ударную вязкость; металлографическим исследованиям; коррозионным испытаниям; стилоскопированию; испытаниям на твердость, а также последующим гидравлическим или пневматическим испытаниям согласно разделу 11 настоящих ВСН.
7.4. При необходимости термической обработки сварных соединений контроль их качества физическими методами должен выполняться после ее проведения.
7.5. Радиационный, ультразвуковой, магнитный и цветной методы контроля следует проводить после устранения недопустимых наружных дефектов, выявленных внешним осмотром и измерениями.
7.6. Предварительный контроль проводится с целью уменьшения вероятности возникновения брака при выполнения сварочных работ, при этом проверяют:
квалификацию сварщиков, термистов, дефектоскопистов и инженерно-технических работников, руководящих сборочно-сварочными работами и контролем качества сварки;
техническое состояние сварочного и термического оборудования, сборочно-сварочной оснастки, аппаратуры, приборов для дефектоскопии и контрольно-измерительных приборов;
наличие проектной и исполнительной нормативно-технической документации.
7.7. При операционном контроле проверяют:
состояние и качество подлежащих сварке концов труб, деталей, элементов трубопроводов, арматуры (в том числе правильность подготовки кромок, чистоту их поверхностей) и сварочных материалов;
точность и качество сборки стыков под сварку;
технологические параметры и режимы предварительного подогрева;
технологические параметры и режимы сварки, включая порядок наложения отдельных слоев, зачистку шлака между слоями, наличие надрывов, пор, трещин и других внешних дефектов в швах, а также режимы термообработки сварных соединений.
7.8. Контроль готовых сварных соединений технологических трубопроводов выполняют в соответствии с указаниями проекта, как правило, в следующем порядке: внешний осмотр и измерение; стилоскопирование металла шва; измерение твердости металла после термообработки; физические методы неразрушающих испытаний; механические испытания; металлографические исследования; коррозионные испытания.
7.9. Внешний осмотр и измерение проводятся с целью выявления следующих возможных дефектов:
трещин, выходящих на поверхность шва или основного металла в зоне термического влияния; наплывов и подрезов в зоне перехода от основного металла к наплавленному; прожогов и кратеров; неравномерности усиления сварного шва по ширине и высоте, а также его отклонения от оси; непроваров в случаях возможности осмотра сварного стыка внутри трубопровода; несоответствие геометрических размеров швов допустимым значениям; пор и включений, выходящих на поверхность шва.
7.10. Перед внешним осмотром и измерением сварные швы и прилегающая к ним поверхность труб шириной не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг, расплавленного металла, окалины и других загрязнений.
7.11. Внешнему осмотру и измерению должны подвергаться все швы по всему периметру стыка в соответствии с ГОСТ 3242-79 и ГОСТ 23479-79.
Геометрические размеры швов в зависимости от способа сварки должны соответствовать требованиям ГОСТ 16037-80.
7.12. Дефекты, если их размеры и количество превышают допускаемые нормы СНиП 3.05.05-84, подлежат исправлению.
Границы дефектных участков сварных соединений должны быть отмечены краской или мелом.
7.13. Обнаруженные при внешнем осмотре стыков трубопроводов наружные дефекты сварных швов должны быть исправлены следующим образом:
а) чрезмерную выпуклость сварных швов удаляют механическим способом, недостаточную выпуклость исправляют подваркой;
б) наплывы удаляют механическим способом и при необходимости подваривают;
в) подрезы и углубления между валиками подваривают;
г) кратеры и трещины, выходящие на поверхность шва, удаляют механическим способом без оставления острых углов и подваривают;
д) свищи удаляют механическим способом и подваривают;
е) прожоги и непровары исправляют сваркой.
7.14. Внутренние дефекты сварных швов должны быть полностью удалены механическим способом или кислородной и плазменной резкой с исследующей зачисткой до металлического блеска.
7.15. Сварку и наплавку дефектного участка следует выполнять тем же способом и с применением того же присадочного материала, которые были приняты для сварки исправляемого шва.
7.16. К качеству исправленного участка шва следует предъявлять такие же требования, как и к основному шву.
7.17. Контроль качества неразрушающими физическими методами выполняют по заявкам, поступившим в подразделение по контролю. Результаты контроля неразрушающими физическими методами фиксируются в журналах по видам контроля, а оценка качества сварных соединений стыков - в заключениях. Формы заявок, журналов и заключений приведены в ВСН 478-86.
7.18. Стилоскопирование основного металла и металла шва проводится по ГОСТ 7122-81 и ГОСТ 18895-81 в случаях, предусмотренных проектом и нормативно-технической документацией на трубопроводы, с целью установление соответствия марок основного металла и использованных сварочных материалов требованиям нормативно-технической документации.
По результатам стилоскопирования качество сварных соединений считается неудовлетворительным, если химической состав металла шва не соответствует требованиям нормативно-технической документации.
При получении неудовлетворительных результатов должно быть выполнено стилоскопирование 100% стыков, сваренных данным сварщиком со времени последней проверки.
При несоответствии (по результатам стилоскопирования) химического состава металла шва требуемому должен быть произведен спектральный или химический анализ, результаты которого считаются окончательными.
По результатам спектрального или химического анализа стыки, выполненные сварочными материалами, не предусмотренными технологией, бракуются окончательно.
7.19. Стилоскопирование основного металла шва проводится также в случаях, если после термической обработки твердость основного металла в зоне термического влияния или металла шва не соответствует указанной в нормативно-технической документации.
7.20. Испытание твердости металла шва следует проводить в соответствии с п. 8.21 настоящих ВСН.
7.21. Контролю физическими методами должны подвергаться сварные соединения трубопроводов по всему периметру стыка, наихудшие по результатам внешнего осмотра в объеме, предусмотренном нормативно-технической документацией.
7.22. По результатам контроля физическими методами сварные швы должны быть забракованы, если в них обнаружены трещины любых размеров, несплавления по кромке, поры, непровары, шлаковые и другие включения, а также подрезы, размеры которых превышают допускаемые нормы по СНиП 3.05.05-84 или другим нормативно-техническим документам на трубопроводы.
7.23. Цветной метод контроля применяют для выявления дефектов, выходящих на поверхность сварного соединения, подвергаемого контролю, в соответствии с требованиями ГОСТ 18442-80 и ОСТ 36-76-83.
7.24. Радиационная и ультразвуковая дефектоскопия используется для выявления внутренних дефектов в шве сварного соединения.
7.25. Ультразвуковой метод, как правило, применяют для контроля сварных соединений трубопроводов из низколегированных и низкоуглеродистых сталей и толщиной стенки от 6 мм и более в соответствии с ГОСТ 14782-76 и ОСТ 36-75-83. Наиболее эффективно применение ультразвукового контроля для толщины стенок более 15 мм.
7.26. Радиационные методы рекомендуется использовать для контроля сварных соединений трубопроводов с толщиной стенки до 20 мм в соответствии с требованиями ГОСТ 7512-82, ГОСТ 23055-78 и ОСТ 36-59-81.
7.27. Магнитные методы (магнитопорошковый и магнитографический) применяют в основном для выявления поверхностных и подповерхностных дефектов сварных соединений трубопроводов из ферромагнитных сталей с толщиной стенки не более 14 мм.
Магнитопорошковый контроль качества сварных соединений трубопроводов выполняется согласно ГОСТ 21105-75, ОСТ 5.9851-81, ОСТ 26-01-84-78.
Магнитографический контроль качества сварных соединений трубопроводов проводится согласно ГОСТ 25225-82 и ВСН 176-84.
7.28. При получении неудовлетворительных результатов контроля физическими методами хотя бы одного стыка проводится контроль удвоенного (от первоначального объема контроля) количества стыков, выполненных сварщиком, допустившим брак. Если при повторном контроле хотя бы один стык будет забракован, а для трубопроводов III и IV категорий дана оценка 4 и 5 баллов, контролю подвергаются 100% стыков, выполненных данным сварщиком.
7.29. Все подвергшиеся исправлению участки стыков должны быть повторно проверены физическими методами контроля.
7.30. Механические испытания металла сварных швов проводят по ГОСТ 6996-66 с целью проверки соответствия механических свойств требованиям проекта или нормативно-технической документации. При этом проверяют предел прочности, предел текучести, относительное удлинение, ударную вязкость, угол загиба, а также проводят испытание на сплющивание.
7.31. Металлографические исследования сварных соединений проводят по ГОСТ 1778-70 и ГОСТ 5639-82 для контроля макро- и микроструктуры основного металла, а также сварного соединения.
7.32. Проверку механических свойств, а также металлографические исследования сварных соединений проводят на образцах, изготовленных из пробных (контрольных) стыков, а в спорных случаях - из производственных стыков. Все пробные (контрольные) стыки подлежат проверке неразрушающими методами. Количество образцов для механических испытаний и металлографических исследований, изготовляемых из пробных (контрольных) стыков, устанавливается проектом производства сварочных работ.
Вырезку образцов для металлографических исследований необходимо производить из наихудших (но не забракованных) участков сварного шва по результатам неразрушающего контроля.
Заготовку для получения образцов вырезают из контрольных стыков механическим способом. Разрешается вырезать заготовки из стыков трубопроводов при толщине стенки 12 мм и более кислородной (стыки из перлитной стали) или плазменной (стыки из высоколегированной стали) резкой. В последнем случае заготовка должна быть получена до термообработки (если она предусмотрена) с припуском не менее 5 мм на каждую сторону реза для образцов, подвергаемых механическим испытаниям, и 10 мм - для образцов, предназначенных для металлографических исследований. Окончательная форма придается образцам путем механической обработки без применения предварительной правки в холодном и горячем состояниях.
7.33. Металлографические исследования сварных соединений трубопроводов из легированной стали, воспринимающей закалку на воздухе или склонной к образованию трещин при сварке, являются обязательными.
7.34. Сварные соединения бракуют, если при металлографическом исследовании макроструктуры хотя бы на одном образце (шлифе), вырезанном из пробного (контрольного) сварного соединения. выявлены следующие дефекты:
макро- и микротрещины в наплавленном или основном металле по зонам сплавления и термического влияния;
непровары, расположенные в корне шва угловых и тавровых соединений и по сечению сварного соединения (между отдельными валиками и слоями шва и между основным металлом и металлом шва);
поры, расположенные в виде сплошной сетки, свищи, смещения внутренних кромок состыкованных труб, превышающие нормы;
шлаковые и вольфрамовые включения, размеры которых превышают предельно допустимые.
7.35. Коррозионные испытания проводят для определения коррозионной стойкости основного металла и сварных соединений в соответствии с требованиями ГОСТ 6032-84, ГОСТ 26294-84, ГОСТ 9.905-82, ГОСТ 9.903-81, ГОСТ 9.907-83, ГОСТ 26388-4, ГОСТ 26389-84.
8. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ
8.1. Термическая обработка сварных соединений технологических трубопроводов должна проводиться с целью снижения уровня остаточных сварочных напряжений, выравнивания механических свойств металла в различных зонах сварного соединения, снижения твердости металла сварного шва и околошовной зоны.
Необходимость выполнения термической обработки указывается в проектной документации на сооружаемый объект или в ППР.
8.2. Режимы термической обработки сварных соединений технологических трубопроводов, технологические приемы ее проведения и средства нагрева следует принимать в соответствии с ОСТ 36-50-86.
При термической обработке сварных соединений паропроводов необходимо руководствоваться руководящими техническими материалами по сварке, термообработке и контролю трубных систем котлов и трубопроводов при монтаже и ремонте оборудования тепловых электростанций (РТМ-1С-81).
8.3. К самостоятельным работам по термической обработке сварных соединений следует допускать термистов-операторов, имеющих квалификацию не ниже 4-го разряда и удостоверение об окончании курсов по специальности термистов-операторов на передвижных термических установках по термической обработке сварных соединений.
Термисты-операторы ежегодно должны проходить аттестацию в комиссии, назначаемой руководителем организации, выполняющей работы по термической обработке сварных соединений стальных технологических трубопроводов.
8.4. К обслуживанию установок для термической обработки сварных соединений и приборов контроля температуры следует допускать электромонтеров по обслуживанию электрооборудования передвижных термических установок, имеющих квалификацию не ниже 4-го разряда.
8.5. Руководство работами по термической обработке сварных соединений должны осуществлять инженерно-технические работники, прошедшие специальную подготовку, изучившие нормативно-техническую документацию и проект производства сварочных работ.
Указанные работники должны не реже одного раза в три года пройти аттестацию в комиссии, назначаемой руководителем организации, выполняющей работы по термической обработке сварных соединений.
Для трубопроводов из хромоникелевых аустенитных сталей независимо от давления применение газопламенного нагрева не допускается.
8.7. Режимы нагрева, выдержки и охлаждения сварного соединения в процессе термической обработки необходимо принимать в соответствии с обязательными приложениями 4 и 5 ОСТ 36-60-86. Допускается использование режимов термической обработки сварных соединений трубопроводов по другим нормативно-техническим документам в случаях применения новых марок сталей, новых типов сварочных материалов и изменения условий эксплуатации трубопроводов.
8.8. Сварные соединения следует подвергать термической обработке непосредственно после сварки, если продолжительность допустимого перерыва между окончанием сварки и началом термической обработки не указана в нормативно-технической документации. При перерыве между сваркой и термической обработкой сварное соединение необходимо медленно охладить под слоем теплоизоляции.
8.9. Перерывы в процессе термической обработки не допускаются. При вынужденных перерывах (отключение электроэнергии, выход из строя нагревателя и т.п.) необходимо обеспечить медленное охлаждение сварного соединения до 300°С. При повторном нагреве время пребывания сварного соединения при температуре выдержки суммируется с временем выдержки при первоначальном нагреве (в сумме оно должно быть равно заданному нормативно-технической документацией).
8.10. Для питания ГЭН и КЭН следует использовать сварочные трансформаторы однофазные однопостовые для ручной дуговой сварки по ГОСТ 95-77Е. Допускается применение сварочных преобразователей постоянного тока для дуговой сварки по ГОСТ 7237-82Е, однопостовых и многопостовых сварочных выпрямителей для дуговой сварки по ГОСТ 13821-77Е и ГОСТ 5384-84Е, сварочных агрегатов с двигателями внутреннего сгорания по ГОСТ 2402-82Е.
8.11. Для питания гибких индукторов необходимо использовать сварочные трансформаторы с жесткой или падающей характеристикой по ГОСТ 7012-77Е.
8.12. Питание однопламенных универсальных ацетилено-кислородных горелок и кольцевых многопламенных горелок должно осуществляться от отдельных баллонов или групповых газобаллонных установок. Горючие газы не должны содержать сернистых соединений.
8.13. Для термической обработки одиночных сварных соединений рекомендуется использовать переносную установку ЭТОП-300-И1 (справочное приложение 2 ОСТ 36-50-86), позволяющую осуществлять программное управление процессом термической обработки.
8.14. При термической обработке не менее трех сварных соединений в смену следует использовать установки для программной термической обработки сварных соединений ЭТОГ-600-И1 и ЭТОГ-600-И2 по ТУ 36.1758-85. Допускается применение установок с дистанционным ручным управлением режимом термической обработки сварных соединений.
8.15. Для тепловой изоляции при нагреве следует использовать высокотемпературные теплоизоляционные маты МВТ по ТУ 36.1846-77, асбестовую ткань по ГОСТ 6102-78, асбестовый картон по ГОСТ 2850-80, асбестовый шнур по ГОСТ 1779-83, кремнеземные ткани КТ-11-ТО и КТ-11-ТОА по ТУ 6-11-175-77.
8.16. Контроль температурного режима термической обработки необходимо осуществлять автоматическими самопишущими потенциометрами КСП-2, КСП-3 и КСП-4 градуировки ХА или Ш-ПП-1 по ГОСТ 7164-78.
8.17. В качестве датчиков температуры используют термоэлектрические преобразователи (термопары) ТХА-0806, ТХА-1489, а также ТХА-0279-01, ТХА-0179, ТПП-0679 и ТПП-0679-01 (без защитной арматуры) по ГОСТ 6616-74.
8.18. В качестве термоэлектродных удлиняющих проводов следует применять провода ПТВ, ПТВП, ПТГВ, ПТПЭ типа М по ГОСТ 24335-80Е.
8.19. Технологические приемы выполнения термической обработки сварных соединений с использованием средств нагрева, указанных в п. 8.6 настоящих ВСН, приведены в разделах 2.2-2.6 ОСТ 36-60-86.
8.20. После термической обработки сварных соединений технологических трубопроводов составляется техническая документация (учетная и отчетная), перечень и правила оформления которой приведены в разделе 2.7 ОСТ 36-60-86.
8.22. При термической обработке сварных соединений необходимо соблюдать правила безопасности, основные положения которых изложены в разделе 4 ОСТ 36-50-86.
9. МОНТАЖ ТРУБОПРОВОДОВ
Общие требования
9.1. Монтажу трубопроводов должна предшествовать подготовка работ в соответствии со СНиП 3.01.01-85, СНиП 3.05.05-84 и настоящих ВСН, в том числе должны быть:
выполнены работы по подготовке площадок для промежуточного складирования и укрупнительной оборки трубопроводов в блоки;
подготовлены грузоподъемные и транспортные средства, устройства для монтажа и индивидуального испытания трубопроводов, инвентарные производственные и санитарно-бытовые здания и сооружения, предусмотренные ППР;
выполнены предусмотренные нормами и правилами мероприятия по охране труда, противопожарной безопасности и охране окружающей среды.
9.2. В зданиях и сооружениях, сдаваемых под монтаж трубопроводов, должны быть выполнены строительные работы, предусмотренные ППР, в том числе: выполнены отверстия для прокладки трубопроводов; установлены закладные детали для крепления на них опор; нанесены с необходимой точностью и в порядке, установленном СНиП 3.01.03-85, оси и высотные отметки, определяющие положение монтируемых трубопроводов; освобождены от строительного мусора и посторонних предметов проходы и проезды.
9.3. При сдаче-приемке зданий, сооружений и строительных конструкций под монтаж должна одновременно передаваться исполнительная схема расположения закладных и других деталей крепления трубопроводов.
Отклонения фактических размеров от указанных в рабочих чертежах не должны превышать величин, установленных соответствующими главами СНиП.
К приемке под монтаж должны предъявляться одновременно здания, сооружения и фундаменты, необходимые для установки оборудования и трубопроводов, образующих технологический узел.
На приемку зданий, сооружений, фундаментов и других конструкций под монтаж составляют акт по форме приложения 7 СНиП 3.01.01-85.
9.4. Выполнение на монтажной площадке работ по разметке, резке, обработке труб и деталей, сборке стыков под сварку, сборке фланцевых соединений, сварке стыков, контролю качества сварных соединений, термической их обработке и т.д. должно производиться в соответствии с требованиями, приведенными в разделах 4-8 настоящих ВСН.
9.5. Окончанием работ по монтажу трубопроводов следует считать завершение индивидуальных испытаний, выполненных в соответствии со СНиП 3.05.05-84 и настоящих ВСН, и подписание рабочей комиссией акта их приемки по форме 4 ВСН 478-86.
9.6. На каждом объекте строительства в процессе монтажа трубопроводов следует вести общий и специальные журналы производства работ согласно СНиП 3.01.01-85 и своевременно оформлять производственную документацию, виды и содержание которой должны соответствовать СНиП III-3-81, СНиП 3.05.05-84, а также ВСН 478-86.
9.7. Во время перерывов в работе все внутренние отверстия в монтируемых трубопроводах должны быть закрыты.
Непосредственно перед сборкой и сваркой труб необходимо производить визуальный осмотр каждого участка на отсутствие в трубопроводе посторонних предметов и мусора. О проверке чистоты внутренней поверхности перед установкой трубопроводов в проектное положение составляется акт.
9.8. При монтаже трубопроводов должен осуществляться операционный контроль качества выполненных работ. Выявленные дефекты подлежат устранению до начала последующих операций.
Разбивка трасс (осей) трубопроводов
9.9. Прокладке трубопроводов должна предшествовать разбивка их трасс (осей) с указанием отметок трубопроводов. Разбивка прямолинейных горизонтальных осей трубопроводов производится с помощью стальной струны толщиной 0,2-0,5 мм или капроновой нити, по которой на строительных конструкциях наносятся оси трубопроводов с указанием вертикальных отметок (с учетом требуемого уклона трубопровода).
9.10. При невозможности получения отметок трубопроводов отмерами от полов или перекрытий следует с помощью горизонтального луча лазера, нивелира или гидравлического уровня перенести вдоль трассы будущего трубопровода через каждые 50-200 м абсолютные отметки от ближайших реперов. После этого на строительные конструкции наносятся условные отметки, близкие к отметкам прокладываемого трубопровода. От них проводятся необходимые отмеры для нанесения осей трубопроводов с учетом заданных им уклонов. При этом визируются не только крайние точки прямой, но и промежуточные, на расстоянии 10 м одна от другой (или на расстоянии между стойками эстакады).
9.11. Разбивку осей следует производить по линиям трубопроводов. Сначала разбивают ось главной магистрали, а затем оси ответвлений к оборудованию, арматуре или другим линиям.
9.12. После разбивки осей трубопроводов должна быть произведена разметка мест расположения подвижных и неподвижных опор, подвесок, арматуры, ответвлений к аппаратам, положения компенсаторов.
9.13. Трубопроводы, прокладываемые по стенам зданий, не должны пересекать оконные и дверные проемы. При прокладке вдоль наружных стен зданий трубопроводы следует размещать не менее чем на 0,5 м выше или ниже оконных проемов.
Монтаж опор и подвесок
9.14. Подвижные опоры и их детали (верхние части опор, ролики, шарики) должны устанавливаться с учетом теплового удлинения (сжатия) каждого участка трубопровода, для чего опоры и их детали необходимо смещать от оси опорной поверхности в сторону, противоположную удлинению трубопровода, на величину от половины до полного температурного удлинения данного участка трубопровода. Величина смещения и направление смещения должны быть указаны в проекте.
При определении величины смещения опор и подвесок должна учитываться фактическая температура окружающего воздуха в момент их монтажа. Поправка на разницу расчетной и фактической температур воздуха должна приниматься согласно указаниям проекта или п.9.46 настоящих ВСН.
9.16. При установке опор и опорных конструкций под трубопроводы отклонение их положения от проектного не должно превышать в плане ±5 мм для трубопроводов, прокладываемых внутри помещений, и ±10 мм для наружных трубопроводов, а по уклону не более +0,001, если другие допуски специально не оговорены в проекте.
9.17. При необходимости регулирования положения трубопровода в вертикальной плоскости и для обеспечения его проектного уклона допускается установка под подошвы опор металлических прокладок соответствующей толщины, привариваемых к опорным конструкциям. Регулировка положения трубопровода с помощью прокладок между трубопроводами и опорами не допускается. Изменение длины тяг подвесок производится за счет резьбы на них.
9.18. Опоры должны плотно прилегать к опорным конструкциям по всей площади соприкосновения, без перекоса. Ролики, шарики и катки должны свободно вращаться и не выпадать из гнезд.
9.19. При установке пружинных подвесок и опор вертикальных трубопроводов опорные конструкции пружин и верхние тарелки должны быть строго перпендикулярны к оси пружины.
Пружины опор и подвесок должны быть затянуты на величину, указанную в проекте. На время монтажа и испытания трубопроводов пружины должны быть разгружены с помощью жестких стяжек, которые удаляются по окончании испытания трубопровода.
9.20. Неподвижные опоры следует закреплять к опорным конструкциям после соединения трубопроводов с оборудованием. Они должны быть приварены к опорным конструкциям и надежно закреплены на трубе с помощью хомутов болтами с контргайками. Подушка и хомут опоры должны плотно прилегать к трубе. Во избежание сдвига трубы в неподвижной опоре к трубе необходимо приварить упоры ("сухари"), которые должны упираться в торцы хомутов. Вогнутую поверхность упоров и поверхность трубы в местах их установки перед приваркой следует зачищать шлифовальной машинкой.
Между трубой из легированной стали и опорой или хомутом из углеродистой стали следует устанавливать алюминиевые прокладки (для защиты мест контакта от электрохимической коррозии).
9.21. На секциях трубопроводов опоры рекомендуется крепить заранее (до подъема и укладки секций) по снятой с натуры схеме расстановки опор с учетом их смещения в соответствии с пп. 9.14 и 9.15 настоящих ВСН.
9.22. Кронштейны, укрепляемые на колоннах и стенах, должны плотно прилегать к бетону или кирпичной кладке, с опорной поверхности которых должен быть удален слой штукатурки.
9.23. При необходимости предварительного крепления монтируемых трубопроводов на временных опорах и подвесках (трубопроводы сложной конфигурации, монтаж в стесненных условиях) их прочность должна соответствовать нагрузкам от массы закрепляемых на них трубопроводов. После установки всех узлов трубопровода и сварки монтажных стыков должны быть установлены постоянные опоры и подвески, а временные удалены.
Монтаж узлов и блоков
9.24. Укрупнительную сборку узлов и элементов трубопроводов в монтажные блоки перед установкой трубопроводов в проектное положение рекомендуется производить в случаях, предусмотренных ППР, а также, исходя из конкретных условий монтажа (при технической целесообразности). Габаритные размеры и масса собираемых монтажных блоков трубопроводов, а также типы механизмов и приспособлений для их сборки должны определяться ППР, а при его отсутствии - в каждом отдельном случае условиями монтажа.
9.25. Укрупнительную сборку трубопроводов рекомендуется производить на стендах с применением специальных приспособлений (кондукторов и центраторов).
9.26. Сборку узлов в блоки следует выполнять после контрольных замеров готовых узлов и проверки правильности расположения штуцеров оборудования в местах установки блока. При необходимости на узлах отрезают припуски или вваривают патрубки.
9.27. На готовом блоке должны быть закончены все сборочные и сварочные работы, произведены термическая обработка стыков (если она требуется по проекту) и контроль качества сварных швов. Приварка на трубы крепежных деталей для тепловой изоляции должна выполняться в процессе укрупнительной сборки блоков.
9.28. Перед установкой узлов трубопроводов в проектное положение должна проверяться чистота внутренних полостей на отсутствие в них загрязнений и посторонних предметов.
9.29. Такелажные работы при монтаже трубопроводов следует выполнять с применением монтажного оборудования, механизмов и приспособлений, предусмотренных ППР, а также с соблюдением требований ОСТ 36-100.3.09-86.
9.30. Тали, блоки и другие грузоподъемные средства, применяемые при монтаже трубопроводов, разрешается крепить к деталям строительных конструкций. Возможность крепления (при отсутствии указаний в ППР) должна быть согласована с проектной организацией (заказчиком). Освобождение оборудования и трубопроводов от стропов следует производить после надежного их закрепления или установки в устойчивое положение.
9.31. Перед установкой в проектное положение наружные поверхности трубопроводов должны быть очищены от консервирующих смазок и покрытий, за исключением поверхностей, которые должны оставаться покрытыми защитными составами в процессе монтажа и эксплуатации.
Трубопроводы загрязненные, деформированные, с повреждением защитных покрытий и обработанных поверхностей и другими дефектами монтажу не подлежат до их устранения.
9.32. Узлы и блоки трубопроводов допускается присоединять только к оборудованию, закрепленному на опорах, без натяжения.
9.33. При установке в проектное положение узлы и блоки, а также трубы должны быть уложены не менее чем на две опоры и надежно закреплены от опрокидывания и разворота.
9.34. Устранение зазоров между торцами труб и смещений осей труб, возникших при прокладке трубопроводов, путем нагрева, натяжения или искривления оси трубопровода не допускается. При необходимости допускаются обрезка и вварка вставок.
9.35. Сварные стыки трубопроводов должны находиться на расстоянии не менее 50 мм от опор, а трубопроводов пара и горячей воды, подконтрольных Госгортехнадзору СССР, - не менее 200 мм. Фланцевые соединения трубопроводов рекомендуется располагать по возможности непосредственно у опор.
9.36. Смещение продольных швов двух соединяемых сварных труб должно приниматься в соответствии с требованиями п. 5.65 настоящих ВСН.
Трубопроводы из сварных труб с продольными швами следует укладывать так, чтобы эти швы на всем протяжении трубопроводов были доступны для осмотра.
9.37. При прокладке трубопроводов через стены, перекрытия и другие элементы зданий или строительных сооружений необходимо проверить наличие в них стальных гильз в соответствии с указаниями проекта. При отсутствии указаний в проекте рекомендуется использовать в качестве гильз отрезки труб внутренним диаметром на 10-20 мм больше наружного диаметра заключенного в них участка трубопровода, выступающие на 20-25 мм с обеих сторон пересекаемого трубопроводом элемента здания или сооружения.
9.38. Участки трубопроводов, заключенные в гильзы, не должны иметь стыков. Зазор между трубопроводом и гильзой следует заполнять с обеих ее концов асбестом или другим негорючим материалом, допускающим перемещение трубопровода в гильзе.
Трубопроводы со сварными стыками (секции), прокладываемые по проекту под строительными конструкциями в специальных гильзах, должны быть предварительно испытаны гидравлическим методом, а все сварные стыки проверены физическими методами контроля.
9.39. Обвязочные трубопроводы вертикального оборудования, присоединяемые к нему на высоких отметках, следует монтировать на этом оборудовании и изолировать, как правило, до подъема и установки его в проектное положение.
Монтаж компенсаторов и трубопроводной арматуры
9.40. Подготовка компенсаторов и арматуры к монтажу (приемка, проверка комплектности, расконсервация и т.д.) осуществляется в соответствии с общими требованиями, изложенными в разделах 3 и 9 настоящих ВСН.
9.41. Сильфонные, линзовые и сальниковые компенсаторы следует монтировать в собранном виде.
9.42. Осевые сильфонные, линзовые и сальниковые компенсаторы следует устанавливать соосно с трубопроводами.
Допускаемые отклонения от проектного положения присоединительных патрубков компенсаторов при их установке и сварке должны быть не более указанных в технических условиях на изготовление и поставку компенсаторов.
9.43. При установке линзовых, волнистых и сальниковых компенсаторов, а также арматуры направление стрелки на их корпусе должно совпадать с направлением движения вещества в трубопроводе.
9.44. При монтаже сильфонных и линзовых компенсаторов следует исключить окручивающие нагрузки относительно продольной оси и провисание под действием собственной массы и массы примыкающих трубопроводов, а также обеспечить защиту гибкого элемента от механических повреждений и попадания искр при сварке.
9.45. Монтажная длина сильфонных, линзовых и сальниковых компенсаторов должна быть принята по рабочим чертежам с учетом поправки на температуру наружного воздуха при монтаже.
Если температура воздуха в момент монтажа отличается от принятой в проекте, то величину растяжения (сжатия) компенсатора следует увеличить (если в проекте указано растяжение) или уменьшить (если указано сжатие) на значение
b=aL(tп-tм),
где a - температурный коэффициент линейного расширения металла трубопровода, °С-1, принимаемый для углеродистых и низколегированных сталей 0,012 и высоколегированных - 0,017;
L - расчетная длина участка трубопровода, м;
tп - принятая в проекте температура воздуха в момент монтажа, °С;
tм - фактическая температура воздуха в момент монтажа, °С.
9.47. Растяжение компенсаторов до монтажной длины следует производить с помощью приспособлений, предусмотренных конструкцией компенсатора или натяжными монтажными устройствами.
9.48. При подъеме строповку П-образного компенсатора следует производить в трех точках, а сильфонного и линзового - только за патрубки. Строповка за распорное приспособление не допускается.
9.49. При монтаже сальниковых компенсаторов должны быть обеспечены свободное перемещение подвижных частей и сохранность набивки.
9.50. Монтаж односекционных осевых сильфонных, линзовых, сальниковых и П-образных компенсаторов с приспособлениями для растяжения производят в такой последовательности (черт. 15,а):
а) компенсатор одной стороной присоединяется сваркой или на фланце к трубопроводу;
б) участок трубопровода с присоединенным компенсатором устанавливается в направляющих и скользящих опорах и закрепляется в неподвижной опоре.
Примечание. В зависимости от условий монтажа (например, для П-образных компенсаторов) могут производиться сначала установка трубопровода в направляющих и скользящих опорах и закрепление его в неподвижной опоре, а затем присоединение к этому участку компенсатора;
в) с помощью распорных приспособлений компенсатор подвергается растяжению на проектную величину. Допускается производить предварительную растяжку компенсатора до его присоединения к трубопроводу;
г) участок трубопровода с другой стороны, свободно лежащий в направляющих и скользящих опорах, подтягивается к свободному стыку компенсатора и присоединяется к нему сваркой или на фланце;
д) присоединяемый участок трубопровода закрепляется в другой неподвижной опоре;
е) с компенсатора снимается устройство для предварительной растяжки.
Черт. 15. Последовательность операций (1-5) при монтаже компенсаторов:
а - П-образных, осевых сильфонных односекционных, линзовых и сальниковых с приспособлением для растяжки; б - то же без приспособления для растяжки; в - П-образного компенсатора при групповой прокладке
9.51. Монтаж осевых сильфонных компенсаторов без приспособления для растяжения производят в такой последовательности (см. черт. 15,б):
а) участок трубопровода с одной стороны от компенсатора устанавливается в направляющих и скользящих опорах и закрепляется в неподвижной опоре;
б) участок трубопровода с другой стороны от компенсатора устанавливается так, чтобы расстояние между торцами участков трубопровода равнялось монтажной длине, компенсатора, и закрепляется в другой неподвижной опоре. Монтажная длина компенсатора должна быть равна его строительной длине (компенсатор разгружен) плюс предварительное натяжение (сжатие);
в) компенсатор присоединяется к одному из участков трубопровода;
г) с помощью монтажных приспособлений компенсатор подвергается растяжке и присоединяется к другому участку трубопровода;
д) монтажные приспособления снимаются.
9.52. При групповом расположении П-образных компенсаторов (см. черт. 15,в) параллельно прокладываемых трубопроводов растяжку компенсаторов следует производить натяжением трубопровода в холодном состоянии. В этом случае растяжку П-образного компенсатора следует выполнять после окончания монтажа трубопровода, контроля качества сварных стыков (кроме замыкающего, используемого для натяжения) и закрепления трубопровода в неподвижных опорах.
9.53. Сварной стык, у которого следует производить растяжку компенсатора, указывают в проекте. Если такого указания нет, то во избежание снижения компенсационной способности компенсатора и его перекоса следует использовать стык, расположенный на расстоянии не менее 20 ДН от оси симметрии компенсатора.
9.54. В качестве стяжного устройства для натяжения используют съемные или приварные хомуты с монтажными удлиненными шпильками и гайками.
9.55. При групповом расположении П-образных компенсаторов последовательность монтажа следующая:
а) участки трубопровода и П-образный компенсатор устанавливают на опоры. В зазор, оставленный для натяжения стыка, вставляется деревянная проставка шириной, равной величине растяжения;
б) компенсатор с помощью сварки обеими сторонами присоединяется к соответствующим участкам трубопровода;
в) участок трубопровода закрепляется в неподвижных опорах;
г) проставка удаляется, осуществляется предварительное натяжение компенсатора, стык соединяется сваркой;
д) монтажные приспособления удаляются.
9.56. Для трубопроводов тепловых сетей согласно требованиям СНиП 3.05.03-85 растяжение компенсатора натяжением следует выполнять одновременно с двух сторон в стыках, расположенных на расстоянии не менее 20 ДН и не более 40 ДН от оси симметрии компенсатора.
9.57. О растяжении (сжатии) компенсатора должен быть составлен акт по форме приложения 6 СНиП 3.01.01-85.
9.58. П-образные компенсаторы следует устанавливать с соблюдением общего уклона трубопровода, указанного в проекте.
9.59. Линзовые, волнистые и сальниковые компенсаторы рекомендуется устанавливать в узлах и блоках трубопроводов при их оборке, применяя при этом дополнительные жесткости для предохранения компенсаторов от деформации и повреждения во время транспортирования, подъема и установки. По окончании монтажа временно установленные жесткости удаляют.
9.60. При монтаже вертикальных участков трубопроводов следует исключить возможность сжатия компенсаторов под действием массы вертикального участка трубопровода. Для этого параллельно компенсаторам на трубопроводах следует приваривать по три скобы, которые срезают по окончании монтажа.
9.61. Для определения, правильного положения арматуры, устанавливаемой на трубопроводе, необходимо руководствоваться указаниями каталогов, технических условий и рабочих чертежей. Положение осей штурвалов определяется проектом.
9.62. Трубопроводную арматуру надлежит монтировать в закрытом состоянии. Фланцевые и приварные соединения арматуры должны быть выполнены без натяжения трубопровода. Во время сварки приварной арматуры ее затвор следует открыть до отказа, чтобы предотвратить заклинивание его при нагревании корпуса.
Монтаж надземных межцеховых трубопроводов
9.63. Монтаж надземных межцеховых трубопроводов, прокладываемых по отдельно стоящим стойкам, одно- и многоярусным эстакадам, следует производить в соответствии с ППР секциями, длина которых определяется возможностью их транспортирования и установки в проектное положение, либо блоками (трубопроводными или комбинированными).
Примечания: 1. Трубопроводный блок - это собранный до подъема и установки в проектное положение: прямой участок трубопровода (одна или несколько секций из труб) или П-образный компенсатор в пределах температурного блока; узел трубопровода с трубопроводной арматурой, линзовыми, сильфонными или сальниковыми компенсаторами, опорами и теплоизоляционным покрытием.
2. Комбинированный блок - это собранное до подъема пролетное строение металлической эстакады с установленными и закрепленными трубопроводными блоками.
Виды монтажных блоков и степень их укрупнения определяются при разработке ППР.
9.64. Разбивку на блоки линий трубопроводов, прокладываемых по отдельно стоящим стойкам, а также вне контура поперечного сечения эстакад, следует производить исходя из следующей оптимальной длины блоков: для трубопроводов Ду£150 и Ду>400 мм - не более 36-40 м; для трубопроводов Ду=200-400 мм - не более 60 м.
9.65. Укрупнительную сборку блоков следует производить на стационарных сборочных или монтажных площадках (непосредственно в монтажной зоне).
Сборочная площадка разграничивается на зоны: оборки, складирования материалов, движения грузоподъемных машин и транспортных средств.
Примерные схемы организации сборочных площадок приведены на черт. 16 и 17.
Тип, размеры и место размещения сборочных площадок определяются ППР в зависимости от типов блоков, объемов работ, наличия грузоподъемных машин и транспортных средств и конкретных условий производства.
9.66. Укрупнительную оборку нетранспортабельных блоков строительных конструкций, а также трубопроводных блоков длиной более 40 м следует осуществлять только и зоне действия монтажного крана.
9.67. Приемку элементов строительных конструкций пролетных строений эстакад, укрупняемых в блоки, следует производить в соответствии с требованиями СНиП III-15-76 - по железобетонным эстакадам и СНиП III-18-75 - по металлическим эстакадам.
9.68. Трубопроводные и комбинированные блоки металлических эстакад следует устанавливать огрунтованными.
9.69. Трубопроводные блоки допускается складировать не более чем в три яруса в штабеля высотой не более 1,7 м. В ППР должны быть предусмотрены мероприятия, обеспечивающие устойчивость каждого отдельного блока и штабеля в целом.
9.70. Теплоизоляция трубопроводных блоков до установки на проектные отметки допускается (СНиП III-20-74) по согласованию с монтирующей трубопроводы организацией при обосновании экономической целесообразности и наличии необходимых условий.
9.71. Изоляция трубопроводов до их монтажа и испытания допускается с соблюдением требований, указанных в разделе 11 настоящих ВСН.
При теплоизоляции трубопроводных блоков в местах стыков трубопровода оставляются неизолированные участки длиной не менее 500 мм, а на концах блоков - не менее 250 мм и, как правило, кратной длине примененных теплоизоляционных изделий.
Разрывы теплоизоляции для строповки блоков оставляются только в случаях невозможности строповки в неизолированных местах (недостаточная длина стропов, недопустимые прогибы и т.д.).
9.72. Предварительные теплоизоляция и установка опор трубопроводных блоков, входящих в состав комбинированных блоков, производятся в соответствии с предусмотренным в ППР делением линий трубопроводов на блоки.
9.73. Предварительное закрепление трубопроводных блоков в комбинированных блоках следует осуществлять с помощью хомутов в местах опирания трубопровода на строительные конструкции, но не менее чем в двух точках.
9.74. Блоки всех видов, узлы и секции трубопроводов, изготовляемые за пределами монтажной площадки, должны маркироваться.
На готовых монтажных блоках необходимо указывать места строповки путем нанесения несмываемой краской условного знака.
Черт. 16. Схема организации площадки для сборки трубопроводных блоков в зоне действия монтажных кранов:
а - зона сборки; б - зона движения грузоподъемных и транспортных средств; в - зона складирования; 1 - укрупняемые блоки; 2 - складируемые секции; 3 - эстакада; 4 - кран; 5 - шпалы
9.75. При оборке трубопроводных блоков на монтажной площадке, а также во всех случаях при оборке комбинированных блоков качество их изготовления контролируется на промежуточной и заключительной стадиях оборки.
При промежуточном контроле качества выполняется проверка изделий, входящих в состав блока.
При заключительной проверке блоков производятся:
а) внешний осмотр блока для определения его комплектности и степени завершения сборочных, сварочных и других операций, а также наличия крепления и элементов жесткости;
б) контроль качества сварных швов;
в) проверка основных размеров блока;
г) проверка качества очистки внутренней полости трубопроводов, огрунтовки и окраски наружной поверхности, теплоизоляции и других видов антикоррозионной защиты.
Черт. 17. Схема организации стационарной площадки для сборки блоков строительных конструкций и комбинированных блоков металлических форменных эстакад:
а - зона сборки; б - зона движения грузоподъемных машин; в- зона складирования; г - зона движения автотранспорта и грузоподъемных машин; 1 - ферма; 2 - трубы; 3 - балки; 4 - связи; 5 - стойки; 6 - мостики и ограждения; 7 - подвески и опоры трубопроводов; 8 - изоляционные материалы
9.76. Перевозку монтажных блоков следует осуществлять на специальных транспортных средствах: автомобильных и тракторных поездах, прицепах, санях с устройствами, обеспечивающими проектное опирание блоков и надежность их крепления при транспортировании. Выбор транспортных средств производится сопоставлением технико-экономических показателей возможных вариантов.
9.77. При перевозке уложенных в несколько рядов трубопроводных блоков высота штабеля должна быть не более 1,5 м и не более 3,8 м от уровня земли.
Трубопроводные блоки диаметром 500 мм и более при перевозке по грунтовым дорогам допускается укладывать в два ряда, по дорогам с твердым покрытием - в три. Перевозить блоки следует в сопровождении рабочих. Пребывание людей на транспортируемых блоках не допускается.
При перевозке блоков необходимо соблюдать ограничения по скорости, предусмотренные ППР и правилами перевозки крупногабаритных грузов.
9.78. На монтажной площадке блоки следует размещать в зоне действия монтажных кранов, в местах, предусмотренных ППР.
Блоки укладывают на спланированных площадках с использованием жестких инвентарных переставных стеллажей, деревянных подкладок, а также других устройств и приспособлений. Расстояния между опорами должны соответствовать указанным в проекте.
9.79. Способ строповки блоков определяется ППР на основании расчетов и должен обеспечивать их устойчивое положение и цельность теплоизоляции при подъеме и установке блоков в проектное положение.
Для монтажа блоков применяют в соответствии с требованиями Госгортехнадзора СССР, как правило, полуавтоматические или автоматические стропы, траверсы и захваты.
9.80. Комбинированные блоки следует стропить в узлах сопряжения конструкций не менее чем в четырех точках.
Запрещается строповка блоков за подъемные петли железобетонных конструкций.
9.81. Секции и блоки трубопроводов следует стропить не менее чем в двух точках по схеме, исключающей возникновение остаточных деформаций от прогибов при подъеме. При этом учитываются условия размещения трубопроводов на эстакаде, типы и количество монтажных кранов, монтажные параметры блоков, а также имеющаяся в наличии такелажная оснастка.
Строповку трубопроводных блоков с домонтажной теплоизоляцией следует осуществлять в местах разрывов теплоизоляции или с помощью монтажных полотенец (в случае применения жестких теплоизоляционных материалов).
9.82. Монтажную площадку следует разграничивать на зоны монтажа, движения и маневрирования монтажных кранов и транспортных средств, а в случае необходимости - на зоны складирования и укрупнительной сборки блоков.
Размеры и взаимное размещение зон определяются ППР и зависят от принятого метода и организации укрупнительной оборки и монтажа блоков.
9.83. Монтаж конструкций пролетных строений эстакад и трубопроводов следует выполнять с обеспечением устойчивости смонтированной части эстакады.
При оборке блоков на стационарных сборочных площадках или производственных базах монтажных организаций монтаж их рекомендуется осуществлять "с колес". Монтаж выполняется с помощью самоходных стреловых кранов. Тип крана выбирается исходя из монтажных параметров элементов конструкций и трубопроводов, принятого метода монтажа, наличия кранов и обосновывается технико-экономическим расчетом.
9.84. Перед монтажом блоков проверяется готовность под монтаж строительных конструкций стоек эстакад (для блоков строительных конструкций, комбинированных и трубопроводных блоков, прокладываемых по отдельно стоящим стойкам) и пролетных строений (для трубопроводных блоков) в соответствии с требованиями СНиП 3.05.05-84, СНиП III-18-75 и СНиП III-15-76. Составляется исполнительная схема, учитывающая отклонения отметок и положения в плане опорных конструкций эстакады. Исполнительные схемы составляются до установки и закрепления опор трубопроводов.
9.85. В комплекс работ по монтажу блоков входят: устройство подмостей, разбивка осей трубопроводов (для трубопроводных блоков), строповка, подъем и установка блока в проектное положение, крепление блока, расстроповка, сборка монтажных стыков, сварка стыков, испытание и приемка трубопроводов, заделка стыков теплоизоляцией.
Монтаж каждого температурного блока начинается только после окончания монтажа промежуточных анкерных стоек со сваркой всех соединений.
9.86. При прокладке трубопроводов, расположенных внутри контура поперечного сечения эстакады, монтаж трубопроводных блоков в зависимости от типов эстакад осуществляется несколькими методами:
а) предварительная укладка блоков внутри контура поперечного сечения эстакады до установки конструкций верхнего яруса (для сборных железобетонных двухъярусных эстакад балочного типа);
б) заводка трубопроводных блоков в открытый торец эстакады (для всех типов эстакад);
в) заводка блоков внутрь контура через специально предусмотренный для этого проем в плоскости верхнего пояса эстакады (для металлических эстакад форменного типа).
9.87. Монтаж конструкций пролетных строений эстакады следует начинать от неподвижной (анкерной) стойки и вести в обе стороны от нее.
9.88. Временное крепление монтируемых элементов следует осуществлять болтами, струбцинами и другими инвентарными приспособлениями. Способы крепления определяются ППР.
9.89. Временные элементы жесткости строительных конструкций блоков, установленные на период транспортирования и монтажа, следует демонтировать только после полного закрепления блока в проектном положении.
Монтаж подземных трубопроводов и зашита их от коррозии
9.90. Монтаж подземных трубопроводов следует производить, как правило, секциями, узлами и блоками, изготовленными на базах и заводах монтажных организаций.
9.91. Укладку трубопроводов в траншею или канал следует производить по технологии, предусмотренной ППР и исключающей возникновение остаточных деформаций в трубопроводах, нарушение целостности антикоррозионного покрытия и тепловой изоляции путем применения соответствующих монтажных приспособлений, правильной расстановки одновременно работающих грузоподъемных машин и механизмов.
9.92. Трубопроводы, прокладываемые в непроходных каналах, перед закрытием последних должны быть тщательно проверены, испытаны, окончательно закреплены на опорах и изолированы.
Каналы закрываются только после завершения всех работ и сдачи проложенных в них трубопроводов заказчику.
9.93. Опоры, устанавливаемые на дне лотков и каналов, не должны препятствовать стоку воды по дну лотка или канала.
9.94. До начала монтажа трубопроводов в траншеях производитель работ или мастер должен проверить устойчивость откосов и прочность креплений, которые, как правило, должны быть инвентарными.
9.95. Бесканальная прокладка трубопроводов в траншею должна производиться предварительно тепло- или гидроизолированными секциями или трубами. Секции развозят по трассе, раскладывают вдоль бровки траншеи и в зависимости от условий на площадке (отсутствие стесненности) сваривают в плети длиной до 1000 м. В условиях стесненности, не позволяющих осуществлять укладку плетями, трубопровод прокладывается секциями.
9.96. Трубоукладчики и краны, с помощью которых производится укладка плетей и труб в траншеи, следует располагать на расстоянии от бровки траншеи, исключающем ее обрушение, руководствуясь требованиями табл. 32.
Таблица 32
|
Наименьшее расстояние от подошвы откоса до ближайшей опоры подъемного крана, м |
||||
|
Грунт ненасыпной |
||||
|
песчаный и гравийный |
супесчаный |
суглинистый |
суглинистый |
|
|
1 |
1,5 |
1,25 |
1 |
1 |
|
2 |
3 |
2,4 |
2 |
1,5 |
|
3 |
4 |
3,6 |
3,25 |
1,75 |
|
4 |
5 |
4,4 |
4 |
3 |
|
5 |
6 |
5,3 |
4,75 |
3,5 |
9.97. Для укладки плети в траншею двумя или несколькими трубоукладчиками (кранами) последние располагаются вдоль плети на расстоянии 10-20 м один от другого. При укладке плети двумя трубоукладчиками один из них придвигает плеть к траншее, второй поднимает поданный к траншее участок плети, укладывает его над траншеей на лежках, перемещается вперед по ходу опускания на 20-25 м и подвигает новый участок плети к траншее. Первый трубоукладчик опускает плеть на дно траншеи, приподнимая ее сначала для уборки двух-трех лежек. При работе более чем двух трубоукладчиков (кранов) передвижение плети производится постепенно на часть расстояния первым и далее последующими механизмами.
9.98. После опускания трубопровода в траншею монтажные (замыкающие) стыки плетей или секций подгоняют и сваливают в приямках неповоротно. Эти операции следует выполнять в наиболее прохладное время суток.
9.99. После укладки трубопровода на дно траншеи и сварки монтажных стыков производят геодезическую проверку отметок укладки, просветы подбивают грунтом и трубы присыпают сверху мягким грунтом слоем в 200 мм, оставляя свободными сварные стыки. Уложенный трубопровод подвергают гидравлическому испытанию, на которое составляется акт. После испытания и составления акта траншеи полностью засыпают грунтом.
9.100. В зимнее время трубопроводы должны быть уложены немедленно после подчистки дна траншей и засыпаны талым грунтом на высоту не менее 0,3 м над трубопроводом.
9.101. При бесканальной прокладке тепловых сетей следует руководствоваться СНиП 3.05.03-85.
Сварные и фланцевые соединения не должны быть изолированы на ширину 150 мм по обе стороны соединений до выполнения испытаний трубопроводов на прочность и герметичность.
Возможность производства теплоизоляционных работ на трубопроводах, подконтрольных Госгортехнадзору СССР, до выполнения испытаний на прочность и герметичность должна быть согласована с его местными органами.
9.102. Запрещается: пребывание людей в траншее во время опускания в нее плети, секций или отдельных труб; спуск рабочих в траншею по распоркам креплений (для этого должны быть установлены стремянки с перилами, а там, где это не позволяет ширина траншеи, - приставные лестницы); хождение по трубам, уложенным в траншеях и каналах; спуск труб в траншеи с помощью ломов и лаг.
9.103. Число рабочих, занятых выполнением работ в колодцах, камерах, траншеях и туннелях, при всех условиях должно быть не менее двух -один из них должен оставаться снаружи и вести наблюдение за работающими.
9.104. Перед спуском в колодцы, камеры и туннели необходимо предварительно убедиться в отсутствии в них вредных газов.
В случае обнаружения газа колодец, камеру или туннель необходимо провентилировать. Рабочие, опускающиеся в колодцы, должны иметь противогазы, предохранительные пояса с прочными сигнальными веревками, концы которых закрепляются наверху и находятся под наблюдением рабочего, оставшегося снаружи.
9.105. Запрещается выполнять работы в колодцах, камерах и туннелях с температурой воздуха +40°С и выше без устройства в них приточной вентиляции.
9.106. Производство работ при подземном (надземном) пересечении трубопроводами железнодорожных путей, автодорог, проездов и других инженерных сооружений следует осуществлять в соответствии со СНиП III-8-76 и требованиями настоящих ВСН.
9.107. При проколе, продавливании, горизонтальном бурении или других способах бестраншейной прокладки трубопроводов следует применять стальные футляры, внутренний диаметр которых должен быть на 100-200 мм больше наружных диаметров прокладываемых в них трубопроводов с учетом толщины тепловой изоляции. На укладку футляров должен быть составлен акт.
9.108. Участок трубопровода, прокладываемый внутри футляра, должен иметь минимальное количество сварных швов, которые предварительно должны быть проверены радиографическими методами контроля.
Участок трубопровода до его установки внутри футляра должен быть испытан на прочность, герметичность и изолирован.
9.109. Защита трубопроводов от подземной коррозии должна выполняться с помощью изоляционных покрытий и средств электрохимической защиты в соответствии с проектом и соблюдением требований ГОСТ 9.015-74, СНиП 3.04.03-85, СНиП III-42-80, стандартов и ТУ на изоляционные и оберточные материалы.
9.110. Изоляционные покрытия на трубопроводы или трубы могут наноситься непосредственно на трассе, на заводах и производственных базах. Как правило, они должны наноситься механизированным способом на специальных установках и линиях, укомплектованных устройствами и механизмами для сушки и очистки труб, приготовления, нанесения и сушки грунтов, приготовления и нанесения изоляционных мастик или полимерных лент.
9.111. Изоляция стыковых соединений (при применении труб с заводской изоляцией), отремонтированных участков (поврежденных изоляционных покрытий), мест присоединения к трубопроводу арматуры, деталей, проводов и кабелей средств электрохимической защиты должна, как правило, производиться теми же материалами, что и изоляция трубопроводов.
Допускается также изоляция их полимерными липкими лентами.
9.112. Изолируемые трубопроводы перед нанесением грунтовок или изоляционного покрытия следует очистить от ржавчины, земли, пыли, снега, наледи, копоти, масла, поддающейся механической очистке окалины и других загрязнений, а при необходимости высушить и подогреть. Очищенная сухая поверхность трубопровода сразу же должна быть покрыта ровным слоем грунта без пропусков, подтеков, сгустков и пузырей.
9.113. Применяемые для изоляционного покрытия трубопроводов полимерные ленты должны удовлетворять требованиям ГОСТ 9.015-74.
Перечень и основные свойства материалов, применяемые для изоляции трубопроводов полимерными лентами, приведены в табл. 33.
9.114. Применяемые для изоляционного покрытия трубопроводов битумно-резиновые мастики должны удовлетворять требованиям ГОСТ 15836-79 (табл. 34).
9.115. Под изоляционные покрытия битумно-резиновыми мастиками должны применяться битумные грунтовки, а также клеевые, приведенные в табл. 33.
Таблица 33
|
ОСТ, ТУ |
Толщина, мм |
Масса 1 м2, кг |
Температура, °С |
||
|
эксплуатации |
нанесения |
||||
|
Клеевые грунтовки |
|||||
|
ВИКСИНТ У-4-21 |
ОСТ 38.03238-81 |
- |
- |
-40...+120 |
-40...+60 |
|
ГТП-760 ИН |
ТУ 102-340-83 |
- |
- |
-60...+60 |
-40...+50 |
|
ГТ-832 НИК |
ТУ 102-50-83 |
- |
- |
-45...+60 |
-40...+50 |
|
Изоляционные ленты |
|||||
|
ПВХ-БК |
ТУ 102-166-82 |
0,4 |
0,51 |
-45...+40 |
-35...+50 |
|
ПВХ-Л |
ТУ 102-320-86 |
0,4 |
0,5 |
-40...+30 |
+5...+50 |
|
ПИЛ |
ТУ 619-103-78 |
0,4 |
0,5 |
-30...+40 |
+5...+50 |
|
ЛПТ (лента Лэтсар) |
ТУ 38-103418-78 |
0,6 |
0,8 |
-40...+120 |
-40...+60 |
|
Оберточные материалы |
|||||
|
Пленка ПЭКом |
ТУ 102-284-81 |
0,6 |
0.53 |
-30...+50 |
-30...+50 |
|
Пленка ПДБ |
ТУ 21-27-49-76 |
0,55 |
0,58 |
-50...+60 |
-30...+50 |
|
Лента полимерная |
ТУ 102-123-78 |
0,5 |
0,634 |
-20...+40 |
-20...+40 |
|
Оберточный материал для газонефтепродуктопроводов |
ТУ 102-216-79 |
0,6 |
0,705 |
-10...+40 |
-10...+40 |
|
Примечание. Допускается применение других материалов, предусмотренных проектом или ТУ, утвержденным в установленном порядке. |
|||||
Таблица 34
|
Состав, % по массе |
Рекомендуемая температура воздуха при нанесении мастики, °С |
||||
|
Битум БН-70/30 (ГОСТ 9812-74) |
Битум Ш-90/10 (ГОСТ 9812-74) |
Резиновая крошка из амортизированных покрышек (ТУ ,38-105590-85) |
Масло зеленое пластификатор |
||
|
МРБ-65 |
88 |
- |
5 |
7 |
+5...-30 |
|
МТБ-75 |
88 |
- |
7 |
5 |
+15...-15 |
|
МРБ-90 |
93 |
- |
7 |
- |
+35...-10 |
|
МРБ-100 |
45 |
45 |
10 |
- |
+40...-6 |
|
|
- |
83 |
12 |
5 |
+40...-5 |
9.116. Битумные грунтовки должны изготовляться: для летнего времени - из битума БН-90/10, растворенного в бензинах Б-70, А-72 и А-76 в объемном соотношении 1:3; для зимнего времени - из битума БН-70/30, растворенного в бензине Б-70 в том же объемном соотношении.
Битум должен быть разогрет в битумоварочном котле до 170-180°С и выдержан при этой температуре до полного обезвоживания с периодическим перемешиванием его во время плавления деревянной мешалкой, а затем перелит в металлический бак и при непрерывном перемешивании охлажден до 70-80°С. При этой температуре битум вливается небольшими порциями в металлический бак с бензином с тщательным перемешиванием смеси до полного растворения битума и получения однородной вязкой (готовой) грунтовки плотностью 0,8-0,82 г/см3 (0,0008-0,00082 кг/м3).
Срок хранения готовой грунтовки 10-12 дней. Загустевшую грунтовку следует разбавлять бензином до указанной плотности.
9.117. Битумно-резиновые мастики, как правило, следует изготовлять в условиях баз. В случае изготовления их на трассе в битумоплавильных установках либо в передвижных котлах должно осуществляться механическое перемешивание мастики.
9.118. Не допускается хранение битумно-резиновой мастики в разогретом виде при температуре 190-200°С более 1 ч и при температуре 160-180°С более 3 ч.
9.119. Для защиты изоляционных покрытий из битумно-резиновых мастик применяют оберточные материалы, приведенные в табл. 33, а также рулонные гидроизоляционные материалы толщиной не менее 1 мм: бризол (ГОСТ 17176-71), гидроизол (ГОСТ 7415-86), изол (ГОСТ 10296-79).
Оберточные рулонные материалы наносят путем намотки по спирали с нахлестом витков на 20-25 мм без гофр, морщин и складок.
9.120. Не разрешается нанесение грунтовок и изоляционных покрытий на влажную поверхность трубопровода, проведение очистных и изоляционных работ во время снегопада, дождя, тумана, сильного ветра, пылевых бурь. В случае образования влаги на трубопроводе (в виде инея или росы) грунтовки и изоляционные покрытия наносятся только после предварительной просушки поверхности трубопровода с помощью сушильных устройств, исключающих образование копоти и попадание топлива на поверхность трубопровода.
9.121. Битумно-резиновые мастики должны наноситься сплошным слоем заданной толщины с обеспечением необходимого сцепления с поверхностью трубопровода и последующими слоями.
Допускаемые отклонения по толщине битумных покрытий не должны превышать, мм: до 4 мм - 0,3, более 4 мм - 0,5.
9.122. Выполнение изоляционно-укладочных работ по совмещенному методу с применением битумно-резиновых мастик допускается при температуре окружающего воздуха не ниже минус 30°С. Опущенный в траншею трубопровод в тот же день должен быть проверен и засыпан грунтом с соблюдением требований п. 9.125 настоящих ВСН. При раздельном способе производства изоляционно-укладочных работ очистку и изоляцию трубопровода битумно-резиновой мастикой допускается производить при температуре не ниже минус 30°С, а опускание изолированного трубопровода - при температуре не ниже минус 20°С, избегая длительного хранения его незакрытым. Сплошность изоляции таких трубопроводов следует проверять повторно.
9.123. Липкие полимерные ленты, как правило, должны применяться при совмещенном методе изоляционно-укладочных работ. Температурные пределы нанесения и эксплуатации покрытий из липких лент должны соответствовать показателям технических условий на данный тип ленты.
9.124. Нахлест витков ленты при однослойной намотке должен быть в пределах 20-25 мм. Для получения двухслойного покрытия нахлест наматываемой ленты должен перекрыть ранее уложенный виток на 50% его ширины плюс 20-25 мм. Ширина ленты должна составлять 0,5-0,7 диаметра изолируемого трубопровода.
9.126. Противокоррозионную защиту трубопроводов тепловых сетей, прокладываемых в проходных и непроходных каналах, туннелях, и при бесканальной прокладке следует выполнять с соблюдением требований ВСН 454-84 - при применении изола и ВСН 436-82 - при применении органосиликатной композиции.
9.127. Контроль качества изоляционных работ следует выполнять пооперационно в процессе очистки, огрунтовки, изоляции и укладки трубопровода в траншею в соответствии с требованиями СНиП III-42-80.
9.128. Промежуточной приемке с составлением актов на скрытые работы подлежат:
а) изоляционные покрытия;
б) средства электрохимической защиты;
в) конструктивные элементы (глухие электроперемычки, контрольно-измерительные колонки, изолирующие фланцы).
Окончательная приемка защиты металлических подземных сооружений в целом по объекту должна производиться с проверкой наличия и полноты актов, составленных по результатам промежуточной приемки каждой операции и результатам измерений разности потенциалов "труба-земля", проведенных приемочной комиссией.
10. ОБЕЗЖИРИВАНИЕ И ТРАВЛЕНИЕ ТРУБОПРОВОДОВ
Обезжиривание трубопроводов
10.1. Необходимость и степень обезжиривания трубопроводов устанавливаются проектом. Обезжиривание обычно выполняют в процессе пусконаладочных работ. Методы обезжиривания и обезжиривающие средства принимаются монтажной организацией на основании ППР или технологической записки, при этом предпочтительно использование пожаро- и взрывобезопасных обезжиривающих средств.
10.2. Технология и контроль качества обезжиривания на конкретном объекте должны быть предусмотрены в инструкции по обезжириванию, разработанной на основе нормативных документов (см. пп. 10.19-10.25) и утвержденной руководителем организации, выполняющей эти работы.
10.3. Руководитель работ по обезжириванию назначается приказом по организации, осуществляющей эти работы, на него полностью возлагается ответственность за соблюдение технологии обезжиривания, осуществление технического контроля и соблюдение правил техники безопасности.
10.4. Рабочие, осуществляющие работы по обезжириванию, должны пройти инструктаж по технике безопасности, быть ознакомлены со свойствами химикатов и строго выполнять требования инструкции по обезжириванию.
10.5. Обезжиривание поверхностей труб, деталей и изделий рекомендуется осуществлять в соответствии с ГОСТ 9.402-80, ГОСТ 9.014-78, ГОСТ 9.302-84 готовыми к употреблению водными моющими средствами (табл. 35), водно-щелочными растворами (табл. 36), органическими растворителями (табл. 37) в зависимости от условий производства работ, требуемой чистоты обрабатываемой поверхности, габаритов изделий, протяженности трубопровода, а также от характера загрязнений и вида металла. В отдельных случаях, например, перед огрунтовкой труб, для этих целей может быть использована газопламенная обработка их поверхностей.
10.6. Горючие растворители (Нефрас-С50/170 по ГОСТ 8505-80, бензин-растворитель для резиновой промышленности по ГОСТ 443-76, уайт-спирит по ГОСТ 3134-78) следует применять тогда, когда другие средства обезжиривания не обеспечивают всех требований к подготовке поверхности.
10.7. Обезжиривание труб, деталей и узлов должно осуществляться одним из следующих способов: погружением в ванны; заполнением внутренних полостей; протиркой загрязненных мест обезжиривающими средствами (кроме хлорированных углеводородов). Смонтированные участки трубопроводов обезжиривают следующими способами: циркуляцией; комбинированным способом; конденсацией паров растворителя.
10.8. Обезжиривание водно-щелочными растворами методом заполнения или погружения в ванны в зависимости от степени загрязнения поверхностей осуществляют за один-два раза с последующей промывкой горячей (60-80°С) водой. По окончании промывки изделия должны быть продуты подогретым (15-33°С) воздухом по ГОСТ 9.010-80 или газообразным азотом по ГОСТ 9293-74, или просушены в сушильных камерах с циркуляцией нагретого воздуха (60-110°С).
10.9. Для приготовления растворов и промывки используют питьевую воду, удовлетворяющую требованиям ГОСТ 2874-82.
Контрольные анализы состава водных моющих растворов в ваннах для обезжиривания производятся методом определения общей щелочности раствора. Корректировку растворов производят по результатам контрольных анализов, показавших снижение качества обезжиривания. Отработанный обезжиривающий раствор сливают после того, как на корректировку израсходована половина моющего раствора от исходной загрузки.
10.10. Для промывки изделий из черных металлов после обезжиривания водными моющими растворами рекомендуется применять воду с добавками ингибитора коррозии - нитрита натрия технического по ГОСТ 19906-74Е в количестве 2 г/дм3 воды.
10.11. Растворители, поступающие на обезжиривание, перед употреблением должны пройти входной контроль по показателям, приведенным в табл. 38.
10.12. При первичном обезжиривании должны применяться растворители с содержанием жировых загрязнений не более 500 мг/дм3, при этом перед повторным обезжириванием должен быть обеспечен полный слив растворителя из изделия.
При повторном обезжиривании должны использоваться растворители с содержанием жировых загрязнений не более 50 мг/дм3.
10.13. Растворители, содержащие более 500 мг/дм3 масла, не могут быть использованы и должны быть регенерированы. Остатки после регенерации должны быть захоронены в специально предназначенном для этого месте или уничтожены. Захоронение или уничтожение остатков должно быть согласовано с санэпидемстанцией.
Таблица 35
|
Массовая концентрация, г/дм3 |
Щелочность "точки" |
Режим обработки |
||
|
Температура, °С |
Продолжительность, мин |
|||
|
КМ-1, КМ-2, КМ-5, МЛ-51, МЛ-52, ОС-1, лабомид-203, аэрол, вимол |
15-30 20-40 |
10-30 32-65 |
50-70 60-80 |
5-20 3-15 |
|
Примечание. В числителе приведены данные для обработки стали, в знаменателе - меди, титана и их сплавов. |
||||
Таблица 36
|
Массовая концентрация, г/дм3 |
Режим обработки |
Область применения |
||
|
Температура, °С |
Продолжительность, мин |
|||
|
1. Натр едкий технический марки ТР (ГОСТ 2263-79) |
5-15 |
|
|
Стали различных марок |
|
Тринатрийфосфат (ГОСТ 201-76) |
15-35 |
60-80 |
3-20 |
|
|
Сода кальцинированная техническая (ГОСТ 5100-85Е) |
15-35 |
|
|
|
|
Синтанол ДС-10 (ТУ 6-14-577-77) |
3-5 |
|
|
|
|
2. Тринатрийфосфат (ГОСТ 201-76) |
3-5 |
60-80 (50-70 для алюминия) |
0,5-3 |
Металлы и сплавы, металлические покрытия |
|
Стекло натриевое жидкое (ГОСТ 13078-81) |
1,5-3 |
|
||
|
Вещество вспомогательное ОП-7 или ОП-10 (ГОСТ 8433-81) |
1-2 |
|
|
|
|
3. Тринатрийфосфат (ГОСТ 201-76) |
5-60 |
60-80 |
0,5-3 |
Металлы и сплавы (кроме магния и его сплавов) |
|
Синтанол ДС-10 (ТУ 6-14-677-77) |
3-6 |
|
|
|
|
4. Натр едкий технический марки ТР (ГОСТ 2263-79) |
10 |
|
|
Для сильно загрязненных изделий из высоколегированной стали всех марок, меди, латуни и их сплавов |
|
Стекло натриевое жидкое (ГОСТ 13078-81) |
2-3 |
60-80 |
15 |
|
|
Вещество вспомогательное ОП-7 или ОП-10 (ГОСТ 8433-81) |
2-3 |
|
|
|
|
Тринатрийфосфат (ГОСТ 201-76) |
15 |
|
|
|
|
5. Натр едкий технический марки ТР (ГОСТ 2263-79) |
20-30 |
|
30-60 (15-30 при принудительной циркуляции) |
Для стали, меди, латуни и их сплавов с повышенными требованиями к чистоте поверхности |
|
Тринатрийфосфат (ГОСТ 201-76) |
50-60 |
70-80 |
||
|
Сода кальцинированная техническая (ГОСТ 5100-85] |
50-60 |
|
||
|
Стекло натриевое жидкое (ГОСТ 13076-81) |
5-10 |
|
||
|
Примечания: 1. После промывки раствором (см. п. 2) могут остаться налеты солей, которые удаляют салфетками. 2. Массовую концентрацию тринатрийфосфата в растворе (см. п. 3) выбирают в зависимости от загрязнения поверхности. Для меди, алюминия и их сплавов она должна составлять не более 15 г/дм3. |
||||
10.14. Содержание масла в растворителях определяется одним из следующих методов анализа:
нефелометрическим - при содержании масла 0,1-8 мг/дм3;
люминесцентным - при содержании масла 1-50 мг/дм3;
весовым - при содержании масла от 50 мг/дм3 и более;
пробой на образование масляного пятна при содержании масла более 500 мг/дм3.
10.15. Перед обезжириванием изделия должны иметь температуру 12-30°С. При необходимости выполнения обезжиривания при более низких или высоких температурах в каждом конкретном случае должен быть разработан специальный технологический процесс.
Перед обезжириванием растворителями во избежание коррозии изделия должны быть тщательно просушены.
10.16. Метод циркуляции рекомендуется применять для обезжиривания трубопроводов и изделий в сборе, конструкции которых обеспечивают возможность многократной циркуляции в изделии растворителя или моющего раствора со скоростью 0,5-1,0 м/с.
Таблица 37
|
ГОСТ, ТУ |
Температура обработки, °С |
Продолжительность обработки, мин |
||
|
методом погружения |
в парах растворителя |
|||
|
Перхлорэтилен |
ТУ 6-01-956-86 |
20±5 |
1-5 |
- |
|
121±5 |
- |
2-3 |
||
|
Трихлорэтилен технический |
ГОСТ 9976-83 |
40±5 |
1-3 |
- |
|
87±5 |
- |
2-3 |
||
|
Хладон-113, хладон-30 |
ГОСТ 23844-79 |
20±5 |
1-5 |
- |
|
Примечания: 1. Трихлорэтилен взрывоопасен в смеси с кислородом. Пределы взрываемости: нижний - 10, верхний - 65. 2. Не допускается обрабатывать трихлорэтиленом изделия, смоченные водой или водными растворами; изделия из алюминия толщиной менее 0,5 мм, титана и его сплавав. 3. Обезжиривание растворителями производят при наличии оборудования, позволяющего регенерировать отработанные растворители. 4. Обезжиривание хладоном производят на оборудовании, исключающем попадание паров в атмосферу. |
||||
Таблица 38
|
Норма |
Метод контроля |
|
|
Внешний вид |
Бесцветная, прозрачная жидкость |
Определяется визуально |
|
Содержание механических примесей и воды |
Должен быть прозрачным и не содержать взвешенных и осевших на дно цилиндра посторонних примесей |
Растворитель налить в стеклянный цилиндр диаметром 40-50 мм |
|
Реакция среды |
Водный слой не должен окрашиваться в розовый цвет |
Растворитель в количестве 15 см помещают в делительную воронку, прибавляют 40 см дистиллированной воды и взбалтывают в течение 3-5 мин; после отстаивания водный слой сливают и добавляют к нему метиловый оранжевый 0,1%-ный водный раствор |
|
Содержание масла |
По действующим нормам на данный трубопровод |
Предусматривается проектом |
При циркуляции должны соблюдаться следующие условия:
длительность циркуляции растворителя - не менее 20 мин и не более 1,5 ч, а водного моющего раствора - не менее 30 мин и не более 2 ч;
количество циркулируемого растворителя или моющего раствора должно быть не менее объема изделия, при этом должно быть гарантировано соприкосновение растворителя со всей обезжириваемой поверхностью;
необходимость повторного обезжиривания растворителем устанавливают по результатам анализа содержания масел в растворителе, слитом из изделия. Для повторного обезжиривания используют чистый растворитель.
При циркуляции моющего раствора обезжиривание производят двукратно с промежуточной и окончательной промывками горячей водой.
10.17. Комбинированный способ обезжиривания применяется с целью сокращения расхода растворителя и заключается в перемещении внутри трубопровода (черт. 18) определенного объема растворителя, заключенного между двумя ограничительными пробками (перемещение производится сжатым инертным газом).
Пробки должны изготовляться из материала, не образующего с транспортируемой средой взрыво- и огнеопасных соединений, например, из пенополиуретана.
Черт. 18. Схема обезжиривания комбинированным методом:
1, 3, 6, 9 - вентили; 2 - ограничительная пробка; 4 - зарядный патрубок; 5 - растворитель; 7 - обезжириваемый трубопровод; 8-емкость
10.18. Обезжиривание конденсацией паров растворителя производится подачей в трубопровод горячих паров растворителя, образовавшихся в специальном сосуде при нагревании растворителя до температуры кипения, и последующей конденсацией пара на обезжириваемой поверхности. Конденсат периодически сливают из изделия. Расход растворителя должен быть не менее 0,45 дм3 на 1 м2 обезжириваемой поверхности.
10.19. Допускаемое содержание жировых загрязнений на обрабатываемых поверхностях устанавливается проектом. Визуальную сценку состояния обработанной поверхности проводят по ГОСТ 9.032-74. Степень обезжиривания определяют методом смачиваемости, капельным методом или методом протирки в соответствии с ГОСТ 9.402-80.
При обезжиривании кислородопроводов необходимо руководствоваться требованиями ГОСТ 12.2.052-61, ОСТ 26-04-312-83, ОСТ 26-04-2574-80.
10.20. Участок для производства работ по обезжириванию (черт. 19) в зависимости от конкретного монтируемого объекта дожжен быть размещен в специально оборудованном помещении или на специальной площадке с ограждением вблизи места монтажа трубопроводов.
Черт. 19. Схематический план участка обезжиривания:
1 - мостовой кран; 2 и 3 - стеллаж и козлы для необезжиренных изделий; 4 - контейнер для обезжиривания мелких изделий; 5 - ванны для обезжиривания; 6 - бортовой отсос. 7 и 8 - козлы и стеллаж для обезжиренных изделий; 9 -баки для растворов; 10 - насос; 11 - вентилятор; 12 - средства пожаротушения; 13 - умывальник
10.21. Разработку, организацию в выполнение конкретных операций по обезжириванию следует производить в соответствии с требованиями ГОСТ 12.3.006-75, ГОСТ 12.3.002-75, а также "Санитарных правил организаций технологических процессов и гигиенических требований к производственному оборудованию".
10.22. На участках обезжиривания предельно допустимые концентрации вредных веществ в воздухе рабочей зоны, а также температура, влажность и подвижность воздуха не должны превышать норм, установленных ГОСТ 12.1.005-76 санитарными нормами проектирования промышленных предприятий, а также нормативно-техническими документами, утвержденными Министерством здравоохранения СССР.
Анализ проб воздуха на содержание вредных веществ следует производить по методам, разработанным в соответствии с ГОСТ 12.1.014-84 и ГОСТ 12.1.016-79. Выбросы воздуха после сушки и продувки должны соответствовать ГОСТ 17.2.302-78.
10.23. Участки обезжиривания должны быть оборудованы средствами противопожарной безопасности в соответствии с требованиями ГОСТ 12.4.009-83 и иметь знаки безопасности по ГОСТ 12.4.026-76.
10.24. В монтажной организации должны быть утверждены инструкции до технике безопасности для проведения работ до обезжириванию с учетом местных условий, действующих норм по технике безопасности, промышленной санитарии и пожарной опасности.
10.25. После выполнения всех подготовительных работ, включая медосмотр и инструктаж работающих, ответственное лицо по обезжириванию обязано лично проверить подготовку работ, обеспеченность работающих средствами индивидуальной защиты по ГОСТ 12.4.011-75, вызвать представителя санэпидемстанции и получить письменное разрешение на производство работ с применением хлорорганических соединений.
10.26. Обезжиривание отдельных деталей путем погружения их в ванны с растворителями должно производиться в аппаратах с замкнутым или полузамкнутым циклом обезжиривания, оборудованных местной вентиляцией и исключающих поступление паров растворителей в воздух производственных помещений. При этом необходимо создать непрерывность процесса обезжиривания, сушки и выгрузки деталей. Слив растворителя из оборудования и ванн должен производиться в закрытые сосуды по трубопроводам.
10.27. Для укладки обезжиренных деталей, труб и арматуры необходимо предусмотреть металлические стеллажи, которые следует предварительно обезжирить и покрыть обезжиренной оберточной бумагой.
Обезжиривание бумаги производить смачиванием ее в растворителе с последующим высушиванием на открытом воздухе или в вытяжном шкафу.
10.28. Монтаж обезжиренных трубопроводов необходимо выполнять в чистой, незамасленной спецодежде. С целью исключения попадания смазки на обезжиренные поверхности необходимо удалить с механизмов тележки грузоподъемного крана и блоков полиспаста лишнее масло.
10.29. При работе с компонентами водных моющих растворов и растворителей следует выполнять требования безопасности, изложенные в нормативно-технических документах на применяемые материалы.
10.30. Количество хладона-113 и хладона-114В2, заливаемое в обезжириваемые системы или во вспомогательное оборудование, не должно превышать 0,3 кг на 1 м3 помещения.
10.31. При работе с электрическими приборами необходимо соблюдать требования ГОСТ 12.1.019-79.
10.32. Вопросы слива остатков водных моющих растворов и утилизации должны быть решены проектной организацией в соответствии с "Правилами охраны поверхностных вод от загрязнения сточными водами".
Травление внутренних поверхностей трубопроводов
10.33. Необходимость травления внутренней поверхности трубопровода, вид и способ травления определяются ППР. Травление выполняют, как правило, в период пусконаладочных работ.
10.34. Руководство работами по травлению трубопроводов, технический контроль и соблюдение правил техники безопасности осуществляет руководитель работ, назначенный письменным распоряжением администрации.
10.35. Рабочие по травлению трубопроводов должны пройти инструктаж по технике безопасности, быть знакомы со свойствами применяемых химикатов и данными ВСН.
10.36. Перед травлением целесообразно очистить внутреннюю поверхность труб и изделий механическим способом от окалины, ржавчины, грата, шлака и других загрязнений с последующей продувкой сжатым воздухом. При этом особое внимание должно быть обращено на удаление грата и шлака, которые не растворяются травильным раствором.
10.37. Сварочные работы, газовая резка и гибка труб с нагревом должны предшествовать травлению. При производстве таких работ на протравленных трубопроводах (для устранения дефектов) повторное травление не требуется. Исключение составляют трубопроводы гидравлических систем и систем смазки ПЖТ, которые в указанных случаях рекомендуется подвергнуть повторному травлению.
Таблица 39
|
Составляющие компоненты травильных растворов |
концентрация, кг/м3 |
Режим обработки погружением |
Наименование обрабатываемого материала |
|
|
Температура, °С |
продолжительность, мин |
|||
|
Серная кислота |
200-250 |
60-80 |
10-30 |
Углеродистые, низколегированные и легированные стали |
|
Ингибитор (катапин, ПБ-6, ХОСП-10) |
1-5 |
|||
|
Соляная кислота |
30-50 |
15-35 |
3-30 |
|
|
Серная кислота |
175-200 |
|||
|
Ингибитор (катапин, ПБ-6. ХОСП-10) |
1-5 |
|||
|
Соляная кислота |
200-300 |
15-35 |
30 |
Коррозионностойкие стали |
|
Азотная кислота |
50-100 |
|||
|
Хлорное железо |
20-120 |
|||
|
Серная кислота |
80-110 |
15-35 |
10-60 |
|
|
Азотная кислота |
100-200 |
|||
|
Фтористоводородная кислота |
15-50 |
|||
|
Ортофосфорная кислота |
100-150 |
70-80 |
20-60 |
Стальные изделия со сварными, швами |
|
Состав 1120 |
100-150 |
15-40 |
20-60 |
|
|
Едкий натр |
10-15 |
40-55 |
до 2 |
Алюминий и его сплавы |
|
Азотнокислый натрий |
5-10 |
|||
|
Кальцинированная сода |
12-15 |
|||
|
Едкий натр |
400-600 |
136-145 |
20-0 |
Медь и ее сплавы |
|
Азотнокислый натрий |
200-250 |
|||
|
Серная кислота |
180-200 |
15-35 |
1-20 |
|
|
Серная кислота |
8-12 |
|
|
|
|
Сернокислое железо (III) |
90-110 |
15-35 |
0,2-0,3 |
|
10.38. Травление туб, узлов и других изделий производят в стационарных ваннах или принудительной циркуляцией в основном растворами серной (ГОСТ 2184-77), соляной (ГОСТ 857-78) и ортофосфорной (ГОСТ 10678-76Е) кислот (табл. 38) в соответствии с требованиями ГОСТ 9.305-84, ГОСТ 9.402-80.
10.39. Предельно допустимые концентрации (кг/м3) солей железа в травильных растворах при обработке методом погружения: сернокислого - 150-180; хлористого - 200-220; фосфорнокислого - 20-25. Составы растворов корректируют добавлением концентрата или соответствующих компонентов.
10.40. Для очистки поверхностей стальных труб эффективно применение способа одновременного обезжиривания и травления, режимы которого приведены в табл. 40.
Таблица 40
|
Концентрация, кг/м3 |
Режим обработки погружением |
||
|
Температура, °С |
Продолжительность, мин |
||
|
Серная кислота |
200-250 |
60-70 |
5-15 |
|
Синтанол ДС-10 |
2-5 |
||
|
Ортофосфорная кислота |
150-200 |
70-80 |
5-15 |
|
Синтанол ДС-10 |
2-5 |
||
10.41. Для образования на очищенных поверхностях защитной пленки, предохраняющей их в дальнейшем от коррозии, применяют пассивирование, режимы которого приведены в табл. 41.
Таблица 41
|
Концентрация, кг/м3 |
Режим обработки погружением |
||
|
Температура, °С |
Продолжительность, мин |
||
|
Азотнокислый натрий |
4-5 |
50-60 |
1-2 |
|
КП-2А |
2-6 |
40-50 |
0,3-0,4 |
|
Основной бихромат хрома |
0,7-1,5 |
20-50 |
0.1-0,2 |
|
Моно- или триэтаноламин |
5-10 |
40-60 |
2-3 |
|
Примечания. 1. Пассивирущие растворы КП-2А, основной бихромат хрома нейтрализуют 20%-ным раствором едкого натра до значений показателя рН 3,0-5,0. 2. При пассивировании азотнокислым натрием перед сушкой проводят промывку водой. |
|||
10.42. Технологический процесс очистки травлением в зависимости от вида металла и состава травильного раствора включает в себя следующие операции: промывку холодной водой для удаления травильного раствора; нейтрализацию щелочным раствором оставшихся на поверхности металла следов травильного раствора и контроль нейтральности промывных вод; промывку горячей водой (при необходимости); пассивирование (при необходимости); сушку сжатым подогретым воздухом, углекислым газом или азотом; контроль пыжом или визуально; закрытие открытых полостей труб и изделий инвентарными заглушками.
10.43. Травильные ванны должны изготовляться из кислотостойкого листового металла или углеродистой стали с противокоррозионной внутренней защитой резиной, слоем битума или кислотоупорного цемента толщиной 5-25 мм.
Наружные и внутренние поверхности ванн для осуществления операции нейтрализации должны быть защищены бакелитовым лаком.
Для подогрева растворов кислот и воды ванны должны оборудоваться змеевиками для подачи пара.
10.44. Травильные растворы приготавливал следующим образом. Промытую и очищенную от загрязнений ванну заполняют на 2/3 рабочего объема водой, после чего осторожно, небольшими порциями (тонкой струей) добавляют кислоту, перемешивая одновременно раствор деревянной лопаткой.
10.45. Концы труб и деталей, имеющие резьбу, перед травлением должны быть покрыты бакелитовым или другим кислотостойким лаком. Не пускается смазывание резьбы перед травлением солидолом или другой консистентной смазкой.
10.46. Продолжительность травления зависит от состояния внутренней поверхности труб изделий, концентрации раствора, его температуры и наличия встряхивающего устройства.
10.47. После травления трубы и изделия извлекают из раствора и держат над ванной 5-10 мин для отекания травильного раствора, а затем многократно промывают, погружая в ванну с проточной водой. При отсутствии проточной воды частота смены воды в ванне должна быть 0,2-0,5 объема ванны в час.
10.48. Для нейтрализации остатков кислоты трубы и изделия выдерживают в течение 1 ч в ванне с 3-5%-ным содовым или известковым раствором.
10.49. После нейтрализации и пассивации (при необходимости) трубы и изделия следует промыть в ванне с водой, подогретой до температуры 80-90°С, а затем просушить.
10.50. При наличии большого количества труб и изделий необходимо устанавливать ряд ванн, в которых последовательно осуществляется технологический процесс травления. В этом случае над ваннами устанавливается монорельс с электроталью и встряхивающим устройством для периодического встряхивания труб в процессе травления и транспортирования из одной ванны в другую.
10.51. Просушенные трубы и узлы трубопроводов при необходимости смазывают маслом, погружая их в ванну. После извлечения из ванны трубы должны быть уложены на стеллажи в наклонном положении для стекания масла. Продолжительность этой операции - не менее 2-3 ч.
Внутреннюю поверхность труб и изделий можно также смазывать мягким ершом, насаженным на длинный стержень, или протаскивая смоченную в масле салфетку.
10.52. Наиболее целесообразно травление труб и изделий ортофосфорной кислотой, которая в слабых растворах образует на поверхности металла тонкую пленку, предохраняющую ее от коррозии. Тем самым отпадает необходимость проведения промежуточных операций и расхода специальных пассивирующих средств. При травлении ортофосфорной кислотой трубы, детали и узлы трубопроводов помещают на 6-12 ч в 20%-ный раствор при температуре 50-60°С. Затем после удаления отработанного раствора и продувки изделий сжатым воздухом производят их пассивацию в ванне с 2%-ным раствором ортофосфорной кислоты в течение 1 ч, продувают сжатым воздухом и закрывают присоединительные торцы инвентарными пластмассовыми или металлическими заглушками.
10.53. При травлении трубопроводов методом принудительной циркуляции раствора ортофосфорной кислоты по закольцованному контуру смонтированных (либо временно собранных в контуры) трубопроводов необходимо учитывать следующие рекомендации:
вместимость закольцованного участка не должна превышать 80% объема раствора в баке во избежание попадания в трубопровод пены, образующейся в баке на поверхности раствора;
для обеспечения слива раствора после травления участок должен быть собран с уклоном в сторону движения травильного раствора;
если участок собран из труб различных диаметров, необходимо обеспечить постепенное уменьшение диаметра в сторону слива; в пределах одного участка должна быть обеспечена скорость потока раствора кислоты не менее 3 м/с;
конфигурация участка рекомендуется такой, чтобы при травлении не образовывались воздушные пробки; все отводы и патрубки должны быть расположены горизонтально.
10.54. При закольцовке на все штуцера необходимо поставить заглушки, а арматуру снять.
Закольцовку следует производить как с помощью инвентарных ответвлений, изготовленных из труб, так и с помощью гибких шлангов из кислотостойкой резины, рассчитанных на давление 0,6 МПа.
10.55. Перед присоединением к установке для травления (черт. 20) участок трубопровода продувают сжатым воздухом, затем его подсоединяют к установке, заполняют травильным раствором и осуществляют травление его внутренней поверхности.
Черт. 20. Принципиальная схема установки для травления трубопроводов растворами ортофосфорной кислоты:
1 - фильтр; 2 и 3 - баки соответственно для 15-20%-ного и 2%-ного раствора кислоты; 4 - подогреватель раствора, 5 - подвод сжатого воздуха; 6 - калорифер; 7 - центробежный насос; 8 - обрабатываемый участок трубопровода
10.56. Требуемое количество ортофосфорной кислоты Q (кг) для составления раствора определяется по формуле
![]() ,
,
где V - полезный объем бака для приготовления раствора, л;
С - требуемая концентрация рабочего раствора кислоты, %;
g - плотность требуемого рабочего раствора, г/см3;
К - концентрация (по сертификату) имеющейся кислоты, %.
10.57. Для определения плотности и температуры приготовляемых растворов необходимо иметь ареометры, стеклянные цилиндры для проб раствора и два термометра со шкалой до 100°С. Зависимость плотности ортофосфорной кислоты от ее концентрации приведена в табл. 42.
10.58. Травление внутренних поверхностей закольцованных участков трубопроводов необходимо производить в два этапа. Сначала внутреннюю поверхность обрабатывают 15-20%-ным раствором кислоты с температурой 50-60°С, затем удаляют отработанный раствор и продувают трубопровод сжатым воздухом. На второй стадии производят пассивацию протравленных поверхностей 2%-ным раствором ортофосфорной кислоты.
После пассивации и сушки необходимо принять меры, предупреждающие попадание воды и пара на обработанную поверхность. Технологические операции должны быть выполнены без перерыва.
Таблица 42
|
Концентрация, % |
|
|
1,009 |
2 |
|
1,02 |
4 |
|
1,025 |
5 |
|
1,031 |
6 |
|
1,042 |
8 |
|
1,054 |
10 |
|
1,066 |
12 |
|
1,083 |
15 |
|
1,115 |
20 |
|
1,182 |
30 |
|
1,255 |
40 |
|
1,336 |
50 |
|
1,425 |
60 |
|
1,524 |
70 |
10.59. Прокачку подогретого 15-20%-ного травильного раствора осуществляют в течение 1-6 ч в зависимости от состояния внутренней поверхности труб, при этом направление движения раствора следует периодически (1-2 раза) изменять путем соответствующего переключения вентилей.
Температуру раствора 50-60°С необходимо поддерживать в течение всего периода прокачки.
По окончании процесса травления и слива раствора снимают заглушки с наиболее удобных для осмотра патрубков. Осмотр производят с помощью переносной лампочки, питающейся от источника тока напряжением не выше 12 В. Осмотр осуществляют с целью проверки степени очистки внутренней поверхности трубопровода и решения вопроса с прекращении травления, после чего открытые патрубки вновь закрывают заглушками. Хорошо протравленный металл имеет поверхность серого цвета.
При необходимости дополнительной обработки раствор оставляют в трубопроводе на 5-6 ч, после чего вновь включают насос для дополнительной прокачки раствора в течение 2-2,5 ч.
В процессе травления необходимо периодически проверять концентрацию раствора химическим анализом, так как определение концентрации с помощью ареометра будет неточным из-за наличия в растворе окислов железа и других соединений.
После окончания травления раствор сливают в бак для 15-20%-ного раствора кислоты.
10.60. Пассивацию производят подогретым до 50-60°С 2%-ным раствором ортофосфорной кислоты в течение 1 ч (при непрерывной циркуляции). Качество обработки определяют по наличию загрязнений в растворе, взятом из обрабатываемого участка.
По окончании пассивации раствор кислоты должен быть слит в бак для 2%-ного раствора, а участок трубопровода продут от остатков раствора и просушен сжатым воздухом. Предварительно воздух должен быть очищен от влаги и масла.
10.61. Качество сушки контролируют с помощью фильтровальной бумаги, подставленной при продувке под струю воздуха, выходящую из участка трубопровода. Если на бумаге следы влаги отсутствуют, трубопровод считается просушенным. Внутренняя поверхность труб по окончании всех операций травления должна иметь темно-серый цвет с едва заметным зеленоватым оттенком, перетравленный металл имеет серо-черный цвет.
10.62. После просушки участки трубопровода раскольцовывают, а все патрубки или отводы закрывают заглушками во избежание попадания внутрь влаги и загрязнений.
10.63. При производстве работ по травлению труб и изделий необходимо строго соблюдать правила техники безопасности при обращении с вредными химическими веществами в соответствии с ГОСТ 12.3.008-75, ГОСТ 12.3.002-75, а также нормативно-техническими документами на применяемые материалы.
10.64. Работники, занятые выполнением работ по травлению и промывке, должны иметь суконную спецодежду, защитные светлые очки, резиновые сапоги, перчатки и фартуки.
10.65. В помещениях, где выполняются работы по травлению труб и изделий кислотами, должна быть установлена надежно работающая приточно-вытяжная вентиляция. Помещения должны быть удалены от других рабочих мест и оборудованы предупредительными надписями о необходимых мерах предосторожности. В травильное помещение разрешается допуск только специально обученных и ответственных лиц.
10.66. Удалять отработанные кислоты и щелочи необходимо только в специальные места, согласованные письменно с заказчиком и местной санэпидемстанцией.
11. ИСПЫТАНИЕ И СДАЧА ТРУБОПРОВОДОВ В ЭКСПЛУАТАЦИЮ
Общие требования к испытаниям
11.1. Перед индивидуальными испытаниями производят проверку законченности всех монтажных работ, а также готовности к проведению испытаний. Проверке подлежат:
правильность выполнения всех монтажных работ и их соответствие проекту, включая термообработку и контроль качества сварных соединений;
соответствие проекту заданных уклонов трубопроводов, типов установленной, арматуры, а также правильность ее монтажа и дистанционных приводов к ней, легкость открывания и закрывания запорных устройств;
законченность и правильность расположения и установки дренажей, воздушников, сливных линий, штуцеров и диафрагм;
отсутствие защемлений трубопроводов в опорах и строительных конструкциях, перекрытиях и стенах;
наличие и соответствие проекту расстояний между параллельно расположенными трубопроводами, между трубопроводами и строительными конструкциями;
наличие контрольно-измерительных приборов и автоматики;
наличие площадок и лестниц для обслуживания арматуры, расположенной в труднодоступных местах;
соответствие проекту типов опор и подвесок, мест их расположения и правильность их установки и закрепления;
комплектность и правильность оформления производственной документации по монтажу трубопроводов в соответствии со СНиП 3.05.05-84 и ВСН 478-86.
11.2. Проверка производится представителями монтажной организации и заказчика. После устранения выявленных недоделок монтажная организация должна подучить от заказчика письменное разрешение на проведение испытаний трубопровода.
11.3. Трубопроводы пара и горячей воды, подведомственные Госгортехнадзору СССР (трубопроводы 1-й категории Ду более 70 мм, а также 2-й и 3-й категорий Ду более 100 мм), до пуска их в эксплуатацию подлежат техническому освидетельствованию, которое заключается в проверке монтажной технической документации, наружном осмотре и проведении гидравлических испытаний. Техническое освидетельствование проводится инспектором местного органа Госгортехнадзора СССР.
11.4. К индивидуальным испытаниям трубопроводов относят их испытание на прочность и герметичность, гидравлическим или пневматическим способом.
Трубопроводы, транспортирующие горючие, токсичные и сжиженные газы, подвергают также (в период пусконаладочных работ) дополнительным испытаниям пневматическим способом на герметичность с определением падения давления во время испытания.
При испытании на прочность и герметичность следует преимущественно принимать гидравлический способ как наиболее безопасный. Пневматический способ допускают в следующих случаях: если опорные конструкции или газопровод не рассчитаны на заполнение водой; если температура воздуха отрицательная и отсутствуют средства, предотвращающие замораживание системы.
Не допускаются пневматические испытания на прочность трубопроводов: расположенных в действующих цехах; расположенных на эстакадах, в каналах и лотках рядом с действующими трубопроводами; при избыточном давлении свыше 0,4 МПа, если на трубопроводе установлена арматура из серого чугуна.
11.5. Вид и способы испытаний, продолжительность и оценку результатов испытаний следует принимать в соответствии с указаниями в рабочей документации. При отсутствии этих указаний способ испытаний (гидравлический или пневматический) выбирает монтажная организация и согласовывает с заказчиком, а вид и значения испытательных давлений принимают в соответствии с указаниями СНиП 3.05.05-84, ПУГ-69 или правилами Госгортехнадзора СССР. Значения испытательных давлений для трубопроводов общего назначения приведены в табл. 43.
11.6. Смонтированные трубопроводы, как правило, испытывают до их изоляции. Разрешается проводить испытания трубопроводов из бесшовных труб или заранее изготовленных и испытанных блоков независимо от вида труб с нанесенной тепловой или антикоррозионной изоляцией при условии, что сварные монтажные стыки и фланцевые соединения оставляют неизолированными и доступными для осмотра.
Трубопроводы пара и горячей воды, подконтрольные Госгортехнадзору СССР, испытывают с нанесенной изоляцией (кроме сварных и фланцевых стыков) после получения разрешения местного органа Госгортехнадзора.
Таблица 43
|
Давление при испытании, МПа |
||
|
на прочность |
на герметичность |
|
|
Трубопроводы с рабочим давлением до 0,5 МПа при температуре среды до 400°С |
1,5 Рраб, но не менее 0,2 |
Рраб |
|
Трубопроводы с рабочим давлением 0,5 МПа и выше при температуре среды до 400°С |
1,25 Рраб, но не менее 0,3 |
Рраб |
|
Трубопроводы с рабочей температурой выше 400°С независимо от рабочего давления |
1,5 Рраб, но не менее 0,2 |
Рраб |
|
Трубопроводы для пара и горячей воды с рабочей температурой выше 115°С* |
1,25 Рраб |
Рраб |
|
* Трубопроводы для пара и горячей воды, подконтрольные Госгортехнадзору СССР, подвергают только гидравлическим испытаниям. |
||
11.7. Испытанию следует по возможности подвергать целиком линию трубопровода. В случае невозможности испытывать линию трубопровода допускается испытание отдельными участками. Разбивка трубопровода на участки производится монтажной организацией по согласованию с заказчиком и с учетом требования раздела 5 СНиП 3.05.05-84.
11.8. При групповой прокладке трубопроводов на общих конструкциях или эстакадах в тех случаях, когда проектная организация не дает расчетной схемы, показывающей, что эстакады рассчитаны на нагрузки, возникающие при гидравлическом испытании всех трубопроводов одновременно, в проекте должна быть оговорена последовательность его проведения.
11.9. При подготовке к испытаниям должна быть разработана схема трубопровода с указанием мест подключения временных трубопроводов и подачи воды или воздуха, установки опрессовочных агрегатов, врезки спускных линий, установки воздушников и временных заглушек, а также должны быть определены порядок и последовательность заполнения и опорожнения трубопроводов.
11.10. Испытываемый трубопровод должен быть отключен от оборудования и неиспытываемых участков трубопроводов инвентарными заглушками. В отдельных случаях допускается применять плоские приварные заглушки. Для испытания трубопроводов с фланцевыми соединениями применяют временные межфланцевые заглушки с хвостовиком, раз меры которых в зависимости от диаметра трубопровода и испытательного давления принимаются в соответствии с табл. 44. Использование для этой цели установленной на трубопроводе запорной арматуры не допускается.
11.11. Присоединение испытываемого трубопровода к опрессовочному агрегату (насосу, компрессору), водопроводу или воздухопроводу, создающим давление, осуществляется временным трубопроводом через два проверенных запорных вентиля или крана.
Таблица 44
|
Давление при испытании (МПа) и размеры заглушек (мм) |
||||||||||
|
До 1 |
От 1,1 до 2 |
От 2,1 до 3,2 |
От 3,3 до 8 |
От 8,1 до 12,5 |
||||||
|
Д |
S |
Д |
S |
Д |
S |
Д |
S |
Д |
S |
|
|
50 |
93 |
3 |
102 |
5 |
103 |
6 |
88 |
8 |
88 |
10 |
|
70 |
110 |
4 |
122 |
6 |
122 |
9 |
110 |
11 |
110 |
14 |
|
80 |
128 |
4 |
138 |
6 |
138 |
10 |
121 |
12 |
121 |
15 |
|
100 |
148 |
6 |
158 |
8 |
158 |
12 |
150 |
14 |
150 |
18 |
|
125 |
178 |
6 |
188 |
9 |
188 |
14 |
176 |
18 |
176 |
21 |
|
150 |
202 |
7 |
212 |
10 |
212 |
16 |
204 |
20 |
204 |
24 |
|
200 |
258 |
10 |
268 |
14 |
268 |
22 |
250 |
28 |
260 |
36 |
|
250 |
312 |
12 |
320 |
18 |
320 |
28 |
313 |
36 |
- |
- |
|
300 |
365 |
16 |
378 |
22 |
378 |
36 |
- |
- |
- |
- |
|
350 |
415 |
18 |
438 |
25 |
- |
- |
- |
- |
- |
- |
|
400 |
465 |
20 |
490 |
28 |
- |
- |
- |
- |
- |
- |
|
450 |
520 |
22 |
550 |
32 |
- |
- |
- |
- |
- |
- |
|
500 |
570 |
24 |
610 |
36 |
- |
- |
- |
- |
- |
- |
|
Примечания: 1. При испытании трубопроводов, отмеченных прочерком, а также диаметром свыше 500 мм, следует применять приварные эллиптические заглушки или сварные ребристые заглушки в соответствии с ГОСТ 17379-83 и ОСТ 36-48-81. 2. Д - диаметр заглушки; S - толщина заглушки. |
||||||||||
Трубы, трубопроводные детали и арматура, применяемые для временного трубопровода, должны по прочности соответствовать параметрам испытания и быть надежно закреплены. Трассы прокладки временных опрессовочных трубопроводов выбираются по месту ответственным представителем монтажной организации с учетом несущей способности конструкций, воспринимающих нагрузки от временного трубопровода.
11.12. Опорожнение испытываемого трубопровода должно осуществляться во временный трубопровод через дренажные устройства, устанавливаемые в нижних точках трубопровода. Дренажные устройства должны иметь арматуру, соответствующую испытательным параметрам трубопровода, с условным проходом не менее проходного сечения арматуры воздушников.
11.13. При испытании трубопроводов для установки манометров, воздушников, термометров, дренажей, узлов ввода и вывода испытательной среды следует пользоваться штуцерами, муфтами и гильзами, врезанными по проекту. Дополнительная врезка штуцеров и гильз, необходимых для проведения испытания трубопроводов после монтажа и повторных освидетельствований в эксплуатационный период, должна быть согласована с заказчиком, проектной организацией и внесена в техническую документацию.
11.14. Во время испытания арматура, установленная на трубопроводах, должна быть открыта, дренажи закрыты, а штуцера для подключения контрольно-измерительных приборов и предохранительной арматуры - заглушены.
При наличии на трубопроводе вентилей направление движения испытательной жидкости при заполнении трубопровода должно быть только под клапан.
11.15. Измерение давления при испытании трубопроводов должно выполняться не менее чем двумя манометрами, которые устанавливаются: один - у опрессовочного агрегата после запорного вентиля, второй - в конце линии (участка).
Манометры, применяемые при испытании трубопроводов, должны быть проверены и опломбированы.
Манометры должны соответствовать классу точности не ниже 1,5 по ГОСТ 8625-77Е, иметь диаметр корпуса не менее 150 мм и шкалу номинального давления на 1/3-2/3 выше измеряемого давления.
11.16. Испытание трубопроводов должно производиться персоналом, прошедшим инструктаж о порядке и последовательности испытаний и соблюдений техники безопасности под непосредственным руководством производителя работ или мастера, при участии представителя заказчика. По результатам испытаний составляется акт испытаний трубопроводов по форме, предусмотренной ВСН 478-86.
Гидравлическое испытание трубопроводов
11.17. Гидравлическое испытание трубопроводов, как правило, проводят одновременно на прочность и герметичность и преимущественно при положительной температуре окружающего воздуха.
11.18. Для создания испытательного давления в трубопроводе применяют опрессовочные или эксплуатационные насосы и действующую водопроводную сеть.
11.19. Гидравлическое испытание на прочность и герметичность производится в такой последовательности:
заполнение трубопровода водой (водным раствором). При этом все воздушники должны быть открытыми до появления в них воды, что свидетельствует о полном вытеснении воздуха из трубопровода;
осмотр трубопровода при заполнении водой с целью выявления течей через трещины и неплотности в соединениях;
спуск воды (при обнаружении течи) и устранение выявленных дефектов;
вторичное заполнение трубопровода водой и постепенный подъем давления до рабочего, предусмотренного рабочей документацией, и повторный осмотр трубопровода;
подъем давления до испытательного и выдержка при этом давлении в течение 5 мин (испытание на прочность);
снижение давления до рабочего и окончательный осмотр трубопровода с легким обстукиванием сварных швов на расстоянии 15-20 мм по обе стороны шва: трубопроводов из углеродистой стали - молотком с закругленным бойком массой 1-1,5 кг, трубопроводов из легированной стали - медным молотком (испытание на герметичность).
Время проведения испытаний на герметичность (при отсутствии указаний в рабочей документации) должно определяться продолжительностью осмотра трубопровода.
11.20. Трубопровод считается выдержавшим гидравлическое испытание на прочность и герметичность, если во время испытаний не произошло падения давления по манометру и не обнаружены течи и запотевания в сварных швах, фланцевых соединениях, на корпусах и сальниках арматуры, на поверхности труб и деталей трубопроводов, а также признаки разрывов и видимых остаточных деформаций.
11.21. Дефекты следует устранять только после снижения давления в трубопроводе до атмосферного. Исправление дефектов в сварных швах должно производиться в соответствии с требованием СНиП 3.05.05-84. Запрещается исправление дефектов сварных швов подчеканкой.
11.22. При обнаружении течи во фланцевых соединениях их следует разобрать, определить причину течи и устранить ее.
11.23. После устранения дефектов (повреждений или неплотностей), обнаруженных во время окончательного осмотра, испытания повторяются, включая этап подъема давления до испытательного на прочность, выдержку под ним, снижение до рабочего, повторный осмотр.
По окончании испытания воздушники должны быть обязательно открыты и трубопровод полностью освобожден от воды.
11.24. При испытании запрещается оставлять трубопровод под давлением без надзора. В летний период нельзя оставлять трубопровод длительное время полностью заполненным водой, так как от нагрева солнечными лучами или окружающим воздухом давление в трубопроводе может повышаться.
11.25. В осенне-зимний период при отрицательных температурах, а при соответствующих требованиях проектной и нормативно-технической документации - и в другое время года, трубопроводы после их испытания и опорожнения должны быть продуты воздухом.
11.26. При необходимости проведения испытаний трубопровода при отрицательных температурах окружающего воздуха должны быть приняты меры против замерзания воды в трубопроводе (особенно в спускных линиях, тупиковых ответвлениях) и обеспечивающие надежное освобождение его от воды, а именно: предварительный прогрев трубопровода паром или прокачиванием горячей воды и испытание его горячей водой с температурой не выше 50°С, при этом все дренажные штуцера и опускные линии должны быть утеплены; испытание трубопровода с применением водных растворов, имеющих температуру замерзания ниже 0°С, например, раствора хлористого кальция, этиленгликоля, с последующей промывкой трубопровода горячей водой и продувкой воздухом.
При содержании хлористого кальция в растворе (%) температура замерзания раствора хлористого кальция (°С)
11,5 ............... -7,1
16,5 ............... -12,7
18,9 ............... -15,7
20,9 ............... -19,2
22,8 ............... -23,3
25,7 ............... -31,2
Испытывать трубопровод с применением раствора хлористого кальция следует ограниченными участками при Ду до 100 мм - не более 1000 м, Ду до 250 мм - не более 250 м, Ду 300 мм и более - 150 м. Использованный раствор хлористого кальция должен быть слит в специальную емкость.
11.27. Объемы воды или растворов, необходимых для проведения гидравлических испытаний трубопроводов наиболее часто применяемых диаметров, приведена в табл. 45.
Пневматическое испытание трубопроводов
11.28. Пневматическое испытание трубопроводов на прочность и герметичность производится воздухом или инертным газом, для чего используют компрессоры или воздуходувки.
При пневматическом испытании на прочность предельное давление и длина испытываемого участка трубопровода при надземной прокладке не должны превышать значений, приведенных в табл. 46.
Таблица 46
|
Предельное давление при испытании, МПа |
Наибольшая длина участка трубопровода, м |
||
|
внутреннего |
наружного |
||
|
До 200 |
2 |
100 |
250 |
|
Св. 200 до 500 |
1,2 |
75 |
200 |
|
Св. 500 |
0,6 |
50 |
150 |
|
Примечание. В исключительных случаях допускается проводить пневматическое испытание трубопроводов на прочность с отступлением от приведенных в табл. 46 данных. При этом испытание должно проводиться в строгом соответствии со специально разработанной инструкцией, обеспечивающей надлежащую безопасность работ. |
|||
11.29. Если испытательное давление превышает давление воздуха или газа в действующей сети, допускается заполнять испытываемый трубопровод от действующей сети, а подъем давления до требуемого производить с помощью передвижного компрессора.
11.30. Персонал, допущенный к проведению испытаний, должен пройти инструктаж о порядке и последовательности проведения испытаний, а также инструктаж по технике безопасности.
11.31. В процессе заполнения трубопровода воздухом или инертным газом и подъема давления необходимо постоянное наблюдение за испытываемым трубопроводом. Утечки обнаруживаются по звуку. При обнаружении значительных утечек во фланцевых соединениях или сальниках арматуры испытание прекращают, давление снижаю до атмосферного и устраняют обнаруженные дефекты.
Таблица 45
|
Объем воды в 1 м трубопровода (л), при толщине стенки трубы (мм) |
||||||||||||||
|
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
|
|
18 |
0,15 |
0,13 |
0,11 |
0,1 |
0,08 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
25 |
0,35 |
0,31 |
0,28 |
0,25 |
0,23 |
0,2 |
0,18 |
0,13 |
- |
- |
- |
- |
- |
- |
|
32 |
0,62 |
0,57 |
0,53 |
0,49 |
0,45 |
0,42 |
0,4 |
0,32 |
0,2 |
- |
- |
- |
- |
- |
|
38 |
0,91 |
0,86 |
0,81 |
0,76 |
0,71 |
0,66 |
0,62 |
0,53 |
0,38 |
- |
- |
- |
- |
- |
|
45 |
1,32 |
1,26 |
1,20 |
1,14 |
1,08 |
1,02 |
0,96 |
0,86 |
0,66 |
0,49 |
- |
- |
- |
- |
|
57 |
2,21 |
2,13 |
2,04 |
1,96 |
1,89 |
1,81 |
1,74 |
1,59 |
1,32 |
1,08 |
0,86 |
- |
- |
- |
|
76 |
4,07 |
3,96 |
3,85 |
3,74 |
3,63 |
3,53 |
3,42 |
3,22 |
2,83 |
2,46 |
2,13 |
1,81 |
- |
- |
|
89 |
5,67 |
5,54 |
5,41 |
5,28 |
5,15 |
5,03 |
4,9 |
4,66 |
4,19 |
3,74 |
3,32 |
2,92 |
2,56 |
- |
|
108 |
8,46 |
8,33 |
8,17 |
8,01 |
7,86 |
7,7 |
7,54 |
7,24 |
6,65 |
6,08 |
5,54 |
5,03 |
4,54 |
4,07 |
|
133 |
- |
12,87 |
12,67 |
12,47 |
12,27 |
12,08 |
11,88 |
11,5 |
10,75 |
10,03 |
9,33 |
8,66 |
8,02 |
7,39 |
|
159 |
- |
18,63 |
18,38 |
18,15 |
17,91 |
17,77 |
17,44 |
16,97 |
16,06 |
15,17 |
14,31 |
13,48 |
12,67 |
11,88 |
|
219 |
- |
- |
- |
36,3 |
34,97 |
34,64 |
34,31 |
33,65 |
32,37 |
31,1 |
29,86 |
28,65 |
27,46 |
26,3 |
|
273 |
- |
- |
- |
- |
55,15 |
54,74 |
54,32 |
53,5 |
51,87 |
50,27 |
48,69 |
47,14 |
45,62 |
44,11 |
|
325 |
- |
- |
- |
- |
- |
78,43 |
77,93 |
76,94 |
74,99 |
73,06 |
71,16 |
69,28 |
67,43 |
65,6 |
|
377 |
- |
- |
- |
- |
- |
106,4 |
105,8 |
104,6 |
102,4 |
100,1 |
97,87 |
95,66 |
93,48 |
91,33 |
|
426 |
- |
- |
- |
- |
- |
136,6 |
135,9 |
134,6 |
132,0 |
129,5 |
126,9 |
124,4 |
121,9 |
119,5 |
|
530 |
- |
- |
- |
- |
- |
- |
212,4 |
210,7 |
207,5 |
204,3 |
201,1 |
197,9 |
194,8 |
191,7 |
|
630 |
- |
- |
- |
- |
- |
- |
301,9 |
300,0 |
296,1 |
292,2 |
288,4 |
284,6 |
280,9 |
277,1 |
|
820 |
- |
- |
- |
- |
- |
- |
515,3 |
512,8 |
507,7 |
502,7 |
497,6 |
492,7 |
487,7 |
482,7 |
|
1020 |
- |
- |
- |
- |
- |
- |
801,2 |
798,0 |
791,7 |
785,4 |
779,1 |
772,9 |
766,7 |
760,5 |
|
1220 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1131,0 |
1123, |
1116,0 |
1108,5 |
1101,0 |
|
1420 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1539,4 |
1530,6 |
1521,8 |
1513,1 |
1504,4 |
|
1620 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2010,6 |
2000,6 |
1990,6 |
1980,6 |
1970,7 |
11.32. При пневматическом испытании давление в трубопроводе поднимают постепенно с осмотром на следующих ступенях:
при достижении 60% испытательного давления - для трубопроводов, эксплуатируемых при рабочем давлении до 0,2 МПа;
при достижении 30 и 60% испытательного давления - для трубопроводов, эксплуатируемых при рабочем давлении 0,2 МПа и выше. На время осмотра подъем давления прекращается.
Испытательное давление выдерживают в течение 5 мин, после чего его снижают до рабочего и окончательно осматривают трубопровод, при этом увеличение давления не допускается. Если пневматическому испытанию предшествовало гидравлическое, трубопровод следует продуть воздухом для удаления оставшейся воды.
Обстукивание молотком трубопроводов, находящихся под давлением, при пневматическом испытании запрещается.
11.33. При испытании дефекты выявляют обмазкой мыльным раствором (эмульсией) сварных и фланцевых соединений трубопроводов, сальников арматуры и других сомнительных мест, одоризацией воздуха или инертного газа, которыми испытывается трубопровод, галоидными течеискателями и т.д.
11.34. Мыльная эмульсия приготавливается растворением мыла или мыльного порошка в воде с соотношением 40 г мыла на 1 л воды. Чтобы раствор не засыхал, в него добавляют несколько капель глицерина.
11.35. На сварные стыки и разъемные соединения трубопроводов мыльный раствор наносят кистью, а в недоступных местах - с помощью краскораспылителя и следят за появлением пузырей. Для наблюдения за соединениями, недоступными для визуального осмотра, могут быть использованы небольшие зеркала.
11.36. При испытании трубопроводов в зимнее время при температуре окружающего воздуха до -25°С мыльный раствор следует приготовлять на незамерзающем растворителе - техническом глицерине. Готовят раствор из 460 г глицерина, 515 г воды и 35 г мыла.
11.37. Выявление дефектов методами одоризации воздуха жидкими одорантами и введением галоидосодержащих газов должно осуществляться в соответствии с нормативно-техническими документами, утвержденными в установленном порядке.
11.38. При обнаружении дефектов давление в трубопроводе снижается до атмосферного, производится их устранение, а затем вновь повторяются испытания на прочность и плотность.
11.39. Трубопровод считается выдержавшим пневматическое испытание, если за время испытаний на прочность не произошло падения давления по манометру и при последующих испытаниях на плотность в сварных швах, фланцевых соединениях, сальниках арматуры, на поверхности корпусов арматуры, деталей и труб не обнаружено течей.
11.40. Пневматическое испытание трубопроводов на прочность не разрешается в действующих цехах (на производства) и эксплуатируемых помещениях, а также на эстакадах, в каналах и лотках, где проложены трубопроводы, находящиеся в работе.
11.41. Во время проведения пневматического испытания трубопроводов на прочность как внутри помещения, так и снаружи должна быть установлена охраняемая зона. Расстояние от испытываемого трубопровода до границы охраняемой зоны в любом месте должно быть не менее 25 м при надземной прокладке и не менее 10 м при подземной прокладке трубопроводов.
11.42. Границы охраняемой зоны обозначаются флажками. Для наблюдения за охраняемой зоной необходимо устанавливать контрольные посты. Количество постов для наружных трубопроводов в условиях хорошей видимости определяется из расчета один пост на 200 м длины трубопровода.
В остальных случаях количество постов должно определяться с учетом местных условий так, чтобы охрана зоны была обеспечена надежно. Освещенность охраняемой зоны должна быть не менее 50 лк. Пребывание людей в зоне во время подъема давления при испытаниях на прочность запрещается.
11.43. Компрессор и ресивер, используемые при испытании трубопроводов, должны находиться за пределами охраняемой зоны. Подводящую линию от компрессора к испытываемому трубопроводу предварительно проверяют гидравлическим способом на прочность.
11.44. Осмотр испытываемых трубопроводов при давлении не выше испытательного на плотность должен производиться специально выделенными для этой цели и проинструктированными лицами. Нахождение в охраняемой зоне кого-либо, кроме этих лиц, запрещается.
11.45. Замеры давления в трубопроводе во время его испытания следует начинать только после выравнивания температуры в трубопроводе.
Для наблюдения за температурой в испытываемом трубопроводе в его начале и конце должны быть установлены жидкостные лабораторные термометры (ГОСТ 215-73Е).
11.46. Трубопроводы с установленной на них арматурой из серого чугуна могут испытываться на прочность при пневматических испытаниях избыточным давлением не выше 0,4 МПа. Газопроводы по ПУГ-69 с такой арматурой могут испытываться на герметичность воздухом или инертным газом при давлениях выше 0,4 МПа, если весь трубопровод прошел гидравлические испытания на прочность.
Промывка и продувка трубопроводов
11.47. Промывку или продувку трубопроводов производят по окончании монтажа и испытания трубопроводов на прочность и плотность с целью очистки внутренней поверхности от механических загрязнений или удаления влаги и выполняют обычно в период пусконаладочных работ.
11.48. Промывку и продувку трубопроводов производят в определенной технологической последовательности согласно разработанным схемам.
11.49. Промываемый или продуваемый трубопровод должен быть отсоединен от других трубопроводов заглушками.
11.50. Все запорные органы во время промывки необходимо полностью открывать, а регулирующие и обратные клапаны вынимать. Установка временных фильтров или сеток перед машинами и аппаратами производится при наличии и в соответствии с указаниями об этом в проекте. Временный фильтр или конусная сетка, устанавливаемые на всасывающем патрубке трубопровода, должны иметь отверстия диаметром 4 мм. Размеры конуса и число отверстий выбирают с таким расчетом, чтобы суммарная площадь отверстий (живое сечение) была в 2-3 раза больше площади поперечного сечения всасывающей трубы.
11.51. Промывку трубопроводов следует производить при скорости воды в трубопроводе 1-1,5 м/с до устойчивого появления чистой воды из выходного патрубка или спускного устройства, диаметр которых должен быть не менее 50% сечения промываемого трубопровода.
Промывку ведут, как правило, в 3-4 этапа с перерывами. Каждый этап промывки осуществляют в течение 10-15 мин.
11.52. По окончании промывки трубопроводы должны быть полностью опорожнены и при необходимости (по указанию в проекте) продуты сжатым воздухом.
11.53. Продувка трубопроводов воздухом должна производиться под давлением, равным рабочему, но не более 4,0 МПа. Продолжительность продувки, если нет указаний в проекте, должна составлять не менее 10 мин.
11.54. Во время промывки обстукивают те участки трубопровода, где возможна задержка загрязнений (переходы, отводы и др.).
11.55. После окончания промывки или продувки следует восстановить проектную схему трубопровода, демонтировать временный промывочный трубопровод, осмотреть и очистить арматуру, установленную на спускных линиях и тупиках. Монтажные шайбы, временно установленные в контрольно-измерительных приборах, должны быть вынуты и заменены диафрагмами.
Приемо-сдаточная производственная документация
11.56. Монтажная организация передает генподрядчику для предъявления рабочей комиссии документацию, предусмотренную в СНиП III-3-81, СНиП 3.01.01-85, СНиП 3.05.05-84, а также ВСН 478-86.
11.57. Производственная документация на трубопроводы, подлежащие инспекции со стороны органов государственного надзора, должна быть составлена согласно правилам и нормам этих органов.
11.58. При сдаче трубопроводов в эксплуатацию монтажная организация должна передать рабочей комиссии следующую производственную документацию:
акт испытания трубопроводов (на каждую линию трубопровода);
акт освидетельствования скрытых работ (укладки футляров, очистки внутренней поверхности, предварительной растяжки компенсаторов, промывки и продувки и др.);
журнал сварочных работ (только для трубопроводов I и II категорий);
список сварщиков и термистов-операторов;
журнал учета и проверки качества контрольных (пробных) сварных соединений (только для трубопроводов I и II категорий);
журнал термической обработки сварных соединений;
исполнительные чертежи трубопроводов (только для трубопроводов I категории). В качестве исполнительных чертежей должны, как правило, использоваться деталировочные чертежи трубопроводов с внесением в них фактических данных и подписанных ответственным представителем монтажной организации.
11.59. Сведения о производственной документации по монтажу технологических трубопроводов по линиям приводят в описи, а передачу ее рабочей комиссии осуществляют по реестрам. Формы описи и реестра приведены в рекомендуемых приложениях 2 и 3 ВСН 478-86.
11.60. При производстве трубопроводных работ монтажная организация совместно с другими участниками строительства при необходимости оформляет оперативную документацию по формам, приведенным в рекомендуемых приложениях 6-19 ВСН 478-86. В оперативную документацию входят:
журнал учета качества сварочных материалов и защитных газов для сварки технологических трубопроводов;
протокол проверки внешним осмотром и измерением размеров сварных соединений;
протокол вырезки производственных сварных стыков;
список дефектоскопистов по контролю качества сварных соединений трубопроводов;
заявка на механическое испытание образцов сварных соединений;
протокол механических испытаний сварных соединений;
протокол металлографических исследований образцов сварных соединений;
заявка на выполнение радиографического контроля качества сварных соединений;
заключение о результатах радиографического контроля;
журнал радиографического контроля;
заключение с проверке качества сварных соединений трубопроводов ультразвуковым методом;
журнал ультразвукового контроля;
заключение с цветной дефектоскопии;
журнал цветной дефектоскопии.
11.61. Порядок ведения производственной оперативной документации при монтаже трубопроводов приведен в рекомендуемом приложении 4 ВСН 478-86.
12. ОСОБЕННОСТИ МОНТАЖА СТАЛЬНЫХ ТРУБОПРОВОДОВ С ВНУТРЕННИМИ НЕМЕТАЛЛИЧЕСКИМИ ПОКРЫТИЯМИ
Общие требования
12.1. Требования раздела данных ВСН распространяются на работы по монтажу и испытанию трубопроводов, футерованных полиэтиленом, гуммированных и эмалированных.
12.2. Трубы, детали трубопроводов и арматура для стальных трубопроводов с внутренними неметаллическими покрытиями должны передаваться монтажной организации заказчиком в готовом для монтажа виде.
12.3. Подготовку труб и деталей под гуммирование должна выполнять организация, изготовляющая трубопроводы (в том числе монтажная организация).
В отдельных случаях до гуммирования должна производиться контрольная сборка узлов.
12.4. Для компенсации при монтаже возможных отклонений трубопровода от проектного положения следует применять стальные гуммированные, футерованные полиэтиленом и эмалированные вставки (катушки) и кольца.
Вставки и кольца необходимо включать в ассортимент комплектной поставки трубопроводов и получать от заказчика.
В отдельных случаях при отсутствии специальных вставок для подгонки размеров линии трубопровода замыкающий участок монтируется по месту путем замера с натуры. В этих случаях допускается по согласованию с заказчиком и проектной организацией применять вставки или кольца из нержавеющей стали и других материалов, стойких к данной агрессивной среде(с учетом рабочих эксплуатационных параметров трубопровода).
Подготовка труб и деталей трубопроводов под гуммирование
12.5. Габаритные размеры труб и деталей трубопроводов, подлежащих гуммированию, следует согласовывать с заказчиком или с предприятием, выполняющим гуммирование.
12.6. Внутренний диаметр труб, подлежащих гуммированию, как правило, принимают не мене 37 мм, а максимальную длину прямых труб - не более 2 м.
12.7. Гнутые участки должны быть плоскими, с развернутой длиной не более 400 мм углом изгиба до 90°.
12.8. Длина прямых участков тройников и ответвлений должна быть не более, мм:
при Ду до 40 мм ..........……. 150
при Ду до 150 мм ........….... 200
при Ду до 200 мм .....…....... 200
при Ду свыше 200 мм ......... 2 ДН.
12.9. Фланцы на поверхности соединительного выступа не должны иметь уплотнительных канавок и должны привариваться к трубам и фасонным деталям до гуммирования.
12.10. Внутренние кромки фланцев и приварных колец штуцеров ответвлений, соприкасающихся с резиновой обкладкой, должны иметь радиус закругления не менее 8 мм, что достигается механической обработкой (зачисткой или другими способами).
12.11. Внутренняя поверхность труб и соединительных деталей, подлежащих гуммированию, должна быть очищена от ржавчины и загрязнений металлическими щетками или другими способами.
12.12. Поверхность труб и соединительных деталей, предназначенных под гуммирование не должна иметь раковин, трещин, а также дефектов, нарушающих их прочность и герметичность.
12.13. Все сварные швы должны быть в проверены на герметичность любым из существующих способов.
Приемка, контроль качества, хранение и транспортирование труб, деталей и арматуры с внутренними неметаллическими покрытиями
12.14. Гуммированные, футерованные полиэтиленом и эмалированные трубы, арматура и фасонные детали должны соответствовать действующим ГОСТ, ТУ, чертежам проектной документации и иметь паспорт-сертификат завода-изготовителя.
12.15. Внешний вид гуммированного слоя должен отвечать следующим требованиям:
а) покрытие должно быть оплошным, без пропусков и трещин; допускается утолщение покрытия до двойной толщины в нахлесточных швах или стыковых швах гуммировки за счет кольцевой ленточной накладки;
б) отставание обкладки от поверхности металла на концах буртов и фланцев допускается в пределах не более 10% площади и не более чем в трех разных участках;
в) допускается не более двух вздутий и отставаний обкладки от поверхности металла внутри каждой трубы или детали: высота вздутия не должна превышать 3 мм при длине не более 50 мм и ширине не более 20 мм.
Детали с дефектами больше допускаемых бракуются.
12.16. Внешний вид футерующего слоя из полиэтилена и стеклоэмали должен отвечать требованиям нормативно-технической документации.
12.17. Контроль качества гуммированных, футерованных и эмалированных труб, фасонных деталей и арматуры производится путем наружного осмотра, простукивания и испытания на электропробой. Контролю качества подвергаются все трубы, детали и арматура.
Такой контроль осуществляется заказчиком, а принятые изделия передаются по акту монтажной организации.
12.18. Наружный осмотр производится невооруженным глазом с целью выявления дефектов на поверхности покрытия (отверстия, проколы, трещины, вздутия и т.д.).
12.19. Простукивание производится легким деревянным или металлическим молотком для обнаружения по звуку мест отставания покрытий от металлической поверхности.
12.20. Испытания на электропробой производятся с целью более тщательного контроля местных дефектов гуммированного и футерованного слоев, обнаруженных при наружном осмотре.
Такой способ контроля позволяет обнаружить незаметные на глаз проколы, микропоры, трещины и другие дефекты с помощью искровых дефектоскопов типа ДИ-74.
В этом случае искателем дефектоскопа проводят по внутренней поверхности покрытия, и при наличии в покрытии сквозного дефекта в разряднике возникает ярко пульсирующая искра длиной 3-30 мм.
12.21. Трубы, детали и арматуру с внутренним покрытием при транспортировании следует предохранять от повреждения, для чего отверстия закрывают заглушками, крепящимися болтами к фланцам. Такие изделия упаковывают в ящики или обрешетки на мягкую подкладку (стружку, войлок, гофрированный картон и т.д.).
12.22. Хранить гуммированные трубы, детали и арматуру следует в упакованном виде в затемненном помещении при положительной температуре не выше 20°С, а футерованные полиэтиленом - в закрытых помещениях или под навесом во избежание постоянного воздействия солнечных лучей, вызывающих старение футерованного слоя.
Хранение труб и деталей, (футерованных полиэтиленом, в непосредственной близости от нагревательных приборов запрещается, а при минусовых температурах (не ниже минус 40°С) допускается не более одного зимнего сезона.
Монтаж трубопроводов с внутренними неметаллическими покрытиями
12.23. До начала монтажа трубопроводов, гуммированных и футерованных полиэтиленом или эмалированных, должны быть выполнены следующие работы:
а) закончены все электрогазосварочные работы в зоне монтажа;
б) очищена внутренняя поверхность труб, узлов и деталей от пыли и других загрязнений продувкой воздухом или способами, исключающими повреждение гуммированного и футерующего слоев;
в) праведен наружный осмотр каждой трубы, узла, детали и арматуры, чтобы исключить возможность их установки с механическими повреждениями гуммированного и футерующего слоев. Особое внимание необходимо обратить на состояние привалочных плоскостей в местах соединений.
12.24. Рабочие и инженерно-технический персонал, занятые на монтаже стальных трубопроводов, футерованных полиэтиленом, эмалированных и гуммированных, должны пройти специальный производственный инструктаж и знать особенности монтажа указанных трубопроводов.
12.25. Монтаж таких трубопроводов должен производиться только при положительной температуре окружающего воздуха.
Трубы, узлы, детали и арматура, хранившиеся или транспортировавшиеся при температуре ниже 0°С, перед сборкой и монтажом должны быть выдержаны в течение 24 ч при температуре не ниже +10°С.
12.26. При монтаже таких трубопроводов запрещается:
а) подгибать трубы с применением нагрева;
б) врезать или устанавливать на резьбе в собранные трубопроводы стальные штуцера, муфты или бобышки КИП и А;
в) производить какие-либо приварки к этим трубопроводам;
г) прокладывать такие трубопроводы на расстоянии менее 0,5 м от трубопроводов и устройств (в том числе временных), транспортирующих пар и другие, горячие продукты, имеющие температуру свыше 80°С;
д) собирать фланцевые соединения без уплотнительных прокладок;
е) применять удлинители ключей при затяжке фланцевых соединений.
12.27. Для установки приборов КИП и А, на футерованных и гуммированных трубопроводах (манометры, термометры, импульсные трубки и т.д.) должны использоваться тройники или детали, имеющие согласно проекту защитное покрытие. Места установки таких деталей должны быть выполнены согласно проекту.
12.28. При прокладке через стены, перекрытия, перегородки и т.д. трубопроводы следует помешать в стальные гильзы, укрепленные в строительных конструкциях. Диаметр гильзы следует принимать из расчета свободного прохода футерованной или гуммированной трубы с фланцем.
12.29. Гуммированные, футерованные и эмалированные трубопроводы при отсутствии специальных указаний в проекте следует укладывать с соблюдением уклона не менее 0,003 для обеспечения полного слива продукта в сторону дренажных устройств или аппаратов.
Испытание трубопроводов с внутренними неметаллическими покрытиями
12.30. Стальные гуммированные, футерованные полиэтиленом и эмалированные трубопроводы после окончания монтажа должны подвергаться испытанию на прочность и герметичность, а также испытанию на сплошность внутреннего неметаллического покрытия.
12.31. Испытание трубопроводов на прочность и герметичность следует производить гидравлическим способом (согласно указаниям раздела 11 настоящих ВСН) путем поднятия испытательного давления и выдержки при этом давлении не менее 10 мин.
При рабочих давлениях в трубопроводе до 0,5 МПа непитательное давление следует принимать равным 1,5 рабочего давления, но не менее 0,2 МПа, а свыше 0,5 МПа - 1,25 рабочего давления, но не менее Рраб +0,3 МПа.
12.32. Испытание на проверку сплошности внутреннего неметаллического покрытия следует производить электролитическим способом при испытательном давлении, равном рабочему, но не менее 0,6 МПа и выдержке при этом давлении не менее 15 мин (черт. 21).
Черт. 21. Принципиальная схема испытаний на сплошность покрытия гуммированного или футерованного трубопровода:
1 - манометр; 2 - электроизолирующий фланец; 3 - изоляционные опоры; 4 - испытываемые участки трубопровода; 5 - зажимы электросети; 6 - электролампочка; 7 - электроизолированная заглушка; 8 - электробатарея; 9 - миллиамперметр
12.33. В качестве электролита, заполняющего испытываемый трубопровод, следует использовать 5%-ный раствор поваренной соли или двууглекислой соды.
12.34. При электролитическом способе один конец испытываемой трубы или участка трубопровода заглушается с помощью электроизолированной заглушки по типу, приведенному на черт. 22,а.
Испытываемая труба или участок трубопровода изолируется от трубопровода и насоса, подводящего электролит, с помощью электроизолирующего соединения с патрубком (см. черт. 22,б), а также путем установки изолирующих подставок и прокладок под опоры и подвески.
12.35. Для контроля оплошности гуммированного или футерующего слоев один конец цепи электрического тока подключают к изолированному болту заглушки, а второй - к фланцу испытываемой трубы или участка трубопровода.
Питание цепи электрического тока осуществляется от электросети переменного тока напряжением 36 В или батареи напряжением 6 В и от миллиамперметра. Оба предлагаемых способа (см. черт. 22) являются равноценными.
12.36. Трубопровод считается выдержавшим испытание на сплошность внутреннего покрытия если в течение указанного времени в электрической цепи отсутствует ток (прибор не дает показания или не горит электрическая лампочка) и если при наружном осмотре не обнаружено нарушение герметичности или других дефектов.
Черт. 22. Конструкция заглушек на конце трубопровода при электролитическом способе испытания:
а - электроизолированная заглушка; б - изолирующий фланец; 1 - заглушка, 2 - изолированный болтовой контакт; 3 - изолирующая шайба; 4 - стальная шайба; 5 - изолирующая втулка; 6 - прокладка; 7 - испытываемый трубопровод; 8 - патрубок к насосу
12.37. При наличии в цепи электрического тока давление снимают и выявляют дефектный участок трубопровода путем последовательного его разделения на более короткие участки и испытания каждого отдельно.
Поврежденный участок ремонтируют или заменяют новым, после чего трубопровод снова собирают и испытывают на прочность, герметичность и сплошность покрытия до получения удовлетворительных результатов.
Результаты испытания оформляются актом.
12.38. При испытаниях на сплошность гуммированного и футерующего слоев жидким электролитом должно быть обеспечено надежное опорожнение трубопровода.
12.39. После испытаний гуммированных и футерованных трубопроводов их следует промыть водой. Скорость воды в трубопроводе при промывке 1-1,5 м/с; продолжительность промывки - до устойчивого появления чистой воды из выходного патрубка или спускного устройства трубопровода.
13. ОСОБЕННОСТИ МОНТАЖА И ИСПЫТАНИЯ СТАЛЬНЫХ ТРУБОПРОВОДОВ, РАБОТАЮЩИХ ПОД ВАКУУМОМ, И ХОЛОДИЛЬНЫХ УСТАНОВОК
Монтаж и испытание стальных трубопроводов, работающих под вакуумом
13.1. Требования данного подраздела ВСН распространяются на выполнение работ по монтажу и испытанию стальных трубопроводов, транспортирующих нерадиоактивные и невзрывоопасные среды в условиях низкого, среднего и высокого вакуума при температуре не выше 600°С в соответствии с классификацией ГОСТ 5197-85: низкий вакуум - давление более 1·102 Па; средний вакуум - от 1·10-1 Па и высокий - от 1·10-1 до 1·10-5 Па.
13.2. Все операции по монтажу и испытанию вакуумных систем должны выполняться рабочими, прошедшими соответствующие подготовку и инструктаж.
13.3. Перед началом монтажа все узлы и сборочные единицы трубопроводов должны пройти обезжиривание, травление, нейтрализацию с промывкой водой и сушкой (в соответствии с указаниями раздела 10 настоящих ВСН). Для трубопроводов низкого вакуума травление и дальнейшая нейтрализация необязательны, если нет на то указаний в проекте. Наличие на внутренней поверхности трубопроводов и арматуры каких-либо загрязнений, жиров и ржавчины недопустимо.
13.4. Вакуумные трубопроводы должны иметь минимальное число соединений, причем преимущественным видом соединения является сварное. Для получения прочных и вакуумно-герметичных сварных соединений необходимо соблюдать следующие требования:
торцы и поверхности труб и деталей, подлежащих сварке, должны быть обработаны механическим способом;
сварные швы должны быть полностью проварены и исключать возможность образования полостей, в которых могут скапливаться загрязнения;
категорически запрещается выполнять сварку необезжиренных и загрязненных поверхностей, так как это нарушение вызывает длительную откачку вакуумной системы, а иногда делает ее безрезультатной.
13.6. Мыльная эмульсия для проверки на плотность должна изготовляться из мыла с содержанием щелочи не более 0,05%. Газы (воздух или азот), применяемые для пневмоиспытаний, продувок, сушки изделий, должны быть обезжирены и соответствовать требованиям: воздух ГОСТ 9.010-80, азот - ГОСТ 9293-74.
13.7. Перед сборкой и сваркой трубопроводов, арматуры и других изделий должны быть:
проконтролирована чистота поверхности внутренних полостей и наружных поверхностей, обращенных в вакуумную полость, на отсутствие следов коррозии, грязи, влаги, масла и других загрязнений;
торцы свариваемых кромок и прилегающие к ним поверхности на участках длиной не менее 30 мм с каждой стороны зачищены до металлического блеска. Зачистка труб и изделий из высоколегированной стали должна производиться только с применением щеток из высоколегированной стали;
для трубопроводов среднего и высокого вакуума зачищенные кромки и прилегающие к ним поверхности на участке не менее 50 мм с каждой стороны обезжирены и подсушены. Сварка должна производиться не позднее 2 ч после обезжиривания.
13.8. Объемы и методы контроля, а также нормы и оценка качества сварных соединений должны устанавливаться проектом или нормативно-технической документацией в зависимости от категории вакуума.
13.9. Трубопроводы, работающие под вакуумом, должны подвергаться:
а) пневматическим испытаниям на прочность и герметичность сжатым воздухом или инертным газом (см. пп. 13.5 и 13.6 настоящих ВСН). Величина испытательных давлений на прочность и герметичность должна быть указана в проекте;
б) испытаниям на вакуумную герметичность (кроме трубопроводов низкого вакуума, если нет на то указаний в проекте).
13.10. Способы испытаний на вакуумную герметичность, их сочетание и последовательность, а также параметры испытаний (величины давления гелиево-воздушной смеси, допустимые величины натекания и другие данные) должны указываться в проекте. Методика испытаний указанными способами, область их применения, необходимое оборудование, схема его подключения, методика расчета утечек и накоплений гелиево-воздушной смеси для трубопроводов с различной глубиной вакуума должны приниматься в соответствии с указаниями ОСТ 26-04-2569-80 и нормативно-технической документацией.
Монтаж и испытание стальных трубопроводов холодильных установок
13.11. Требования настоящего подраздела ВСН распространяются на трубопроводы промышленных холодильных установок, транспортирующих хладагенты и хладоносители при температуре от минус 70 до 140°С и рабочем давлении до 2,5 МПа.
Монтаж и испытания трубопроводов промышленных холодильных установок, работающих в других пределах температур и при большем давлении, должны выполняться по специальным ТУ, разрабатываемым проектными организациями.
13.12. При прокладке трубопроводов холодильных установок, транспортирующих аммиачные, пропановые, хладоновые и другие хладагенты, особое внимание должно уделяться предотвращению образования "мешков", в которых могут скапливаться конденсирующиеся хладагенты. Необходимо выдерживать уклоны по длине всех линий, следить за правильной установкой эксцентричных переходов и т.д.
13.13. Уклоны аммиачных, хладоновых и пропановых трубопроводов указываются в проекте. При отсутствии таких указаний необходимо руководствоваться табл. 46.
Таблица 46
|
Трубопровод |
Направление уклона |
Уклон, %, трубопроводов длиной, м |
||
|
10 |
10-25 |
Более 25 |
||
|
Всасывающий |
В сторону испарителя |
2 |
1 |
0,2-0,5 |
|
Нагнетательный |
В сторону конденсатора |
1 |
0,5 |
0,2 |
|
Трубопровод теплоносителей для открытых систем |
В сторону слива |
0,5-1 |
0,1-0,5 |
0,5-0,1 |
|
Трубопровод хдадона: |
|
|
|
|
|
всасывающий |
В сторону испарителя |
До 2 |
- |
- |
|
нагнетательный |
В сторону компрессора |
До 1 |
- |
- |
13.14. Запорную арматуру необходимо устанавливать так, чтобы обеспечить направление потока хладагентов под клапан, за исключением специальной арматуры (например, электромагнитных - соленоидных вентилей).
13.15. На хладопроводах установка запорной арматуры маховиком вниз запрещается.
13.16. Поверхность скольжений подвижных опор перед их установкой следует смазать солидолом, а на трубопроводах с температурой рабочей среды ниже 0°С - мастикой (маслом, применяемым для смазки цилиндров холодильных компрессоров, смешанным с серебристым графитом до густой консистенции).
13.17. Смонтированные хладопроводы подвергаются наружному осмотру, испытанию на прочность и герметичность в соответствии с указаниями раздела 11 настоящих ВСН.
Аммиачные, пропановые и хладоновые трубопроводы компрессионных холодильных установок Ду<300 мм испытывают пневматическим способом, а трубопроводы Ду>300 мм рекомендуется предварительно испытывать на прочность гидравлическим способом, для чего проектом должны быть предусмотрены воздушники и дренажные устройства.
Величина испытательных давлений на прочность и герметичность должна приниматься в соответствии с проектом.
Приложение 1
Рекомендуемое
Деталировочный чертеж технологического трубопровода, выполняемого с разбивкой на элементы, специфицируемые по системе шифровки
Спецификация
|
Позиция |
Шифр |
Наименование изделия |
Материал |
Количество, шт |
Масса, кг |
Позиция |
Шифр |
Наименование изделия |
Материал |
Количество, шт |
Масса, кг |
|||
|
единицы |
общая |
единицы |
общая |
|||||||||||
|
Арматура |
Отводы ГОСТ 17375-83 |
|||||||||||||
|
15* |
|
Вентиль Dу 65 |
|
|
|
|
11 |
|
90°-76х3,5 |
Сталь 20 |
6 |
1,2 |
7,2 |
|
|
|
|
Ру 4 15с 22нж |
Угл. сталь |
1 |
32,6 |
32,6 |
12 |
|
90°-57х3,0 |
Сталь 20 |
1 |
0,6 |
0,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
|
Вентиль Dу 65 |
|
|
|
|
Тройники ГОСТ 17376-83 |
|||||||
|
|
|
Ру 2,5 15кч 16нж |
Ковк. чугун |
2 |
25,0 |
50,0 |
13 |
|
76х3,5 |
Сталь 20 |
1 |
1,5 |
1,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17 |
|
Вентиль Dу 32 |
|
|
|
|
Переходы ГОСТ 17378-83 |
|||||||
|
|
|
Ру 2,5 15кч 16нж |
Ковк. чугун |
2 |
8,0 |
16,0 |
14 |
|
К 76х3,5-57х3 |
Сталь 20 |
3 |
0,4 |
1,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
|
Поз. Ап118 Dу 10 |
|
|
|
|
Фланцы ГОСТ 12821-80 |
|||||||
|
|
|
Ру 10 3кч-47-70 |
Сталь 20 |
1 |
0,56 |
0,6 |
15* |
|
1-65-4 |
Сталь 20 |
2 |
3,71 |
7,4 |
|
|
|
|
|
|
|
|
|
19 |
|
4-50-1,6 |
Сталь 20 |
2 |
2,17 |
4,3 |
|
|
Шпильки ГОСТ 9066-75 |
||||||||||||||
|
15* |
|
БМ 16х100.32.35. IV2 |
Сталь 35 |
16 |
0,139 |
2,2 |
16* |
|
1-65-2,5 |
Вст 3. сп 5 |
4 |
3,22 |
12,9 |
|
|
|
|
|
|
|
|
|
17* |
|
1-32-2,5 |
Вст 3. сп 5 |
4 |
1,77 |
7,1 |
|
|
Болты ГОСТ 7798-70 |
|
|
|
|
|
|
|
|||||||
|
16 |
|
М 16х70 |
Сталь 20 |
32 |
0,135 |
4,6 |
Опоры ГОСТ 14911-82 |
|||||||
|
17 |
|
М 16х65 |
Сталь 20 |
16 |
0,137 |
2,2 |
20 |
|
ОПП-2/100х76 |
Вст 3. сп 6 |
3 |
1,17 |
3,5 |
|
|
19 |
|
М 16х55 |
Сталь 20 |
8 |
0,122 |
1,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Гайки ГОСТ 9064-75 |
|
|
|
|
|
|
|
|||||||
|
15* |
|
АМ 16.25.IV.3 |
Сталь 25 |
32 |
0,039 |
1,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Гайки ГОСТ 5915-70 |
|
|
|
|
|
|
|
|||||||
|
16 |
|
М 16 |
Сталь 10 |
32 |
0,033 |
1,1 |
|
|
|
|
|
|
|
|
|
17 |
|
М 16 |
Сталь 10 |
16 |
0,033 |
0,5 |
|
|
|
|
|
|
|
|
|
19 |
|
М 16 |
Сталь 10 |
8 |
0,033 |
0,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шайбы ГОСТ 9065-75 |
|
|
|
|
|
|
|
|||||||
|
15 |
|
16 |
Сталь 10 |
32 |
0,009 |
0,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Прокладки ГОСТ 15180-86 |
|
|
|
|
|
|
|
|||||||
|
15 |
|
А-65-4 |
Патрон. ПМБ |
2 |
- |
- |
|
|
|
|
|
|
|
|
|
16 |
|
А-65-2,5 |
Патрон. ПМБ |
4 |
- |
- |
|
|
|
|
|
|
|
|
|
17 |
|
А-32-2,5 |
Патрон. ПМБ |
4 |
- |
- |
|
|
|
|
|
|
|
|
|
19 |
|
В-50-1,6 |
Патрон. ПМБ |
2 |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Масса трубной заготовки 141,2 кг Общая масса 255,5 кг |
|||||||
|
|
|
|
|
|
|
|
||||||||
Таблица элементов
|
Труба ДНхS, ГОСТ, материал, шифр |
Позиция |
Количество элементов |
Элемент |
Патрубок |
Примечание |
|||||
|
Характеристика |
Взаимное расположение деталей |
В мастерской |
На монтаже |
Конец трубы подготовить под врезку в трубу ДН |
Вырезать отверстие |
|||||
|
Двн |
Расстояние от оси отверстий до конца патрубка |
|||||||||
|
57х3, Сталь 20 |
1 |
1 |
657 Г90 П76 |
|
|
|
|
|
|
См. |
|
|
|
Фв 4-1 (Dу 65) |
|
|
459 |
|
|
|
чертеж |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Итого метров |
|
0,5 |
|
|
|
|
|||
|
|
Масса труб 4,0х0,5=2,0 кг (в мастерской) |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
76х3,5, Сталь 20 |
2 |
1 |
453 Г90 Фв 4-1 |
|
300 |
|
|
|
|
|
|
3 |
1 |
5720 Г90 |
|
5620 |
|
|
|
|
|
|
|
4 |
1 |
5680 Г90 |
|
5580 |
|
|
|
|
|
|
|
5 |
1 |
885 |
|
885 |
|
|
|
|
|
|
|
6 |
1 |
1065 Г90 Т |
|
835 |
|
|
|
|
|
|
|
7 |
1 |
327 Г90 |
|
227 |
|
|
|
|
|
|
|
8 |
2 |
200 Ф 2,5-1 |
|
200 |
|
|
|
|
|
|
|
9 |
2 |
484 Ф 2,5-1П57 |
|
|
|
|
|
|
|
|
|
|
|
Фв 1,6-4 (Dу 50) |
|
369 |
|
|
|
|
|
|
|
10 |
1 |
362 Г90 |
|
262 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Итого метров |
|
14,9 |
|
|
|
|
|
||
|
|
Масса труб 6,26х14,9=93,3 кг (в мастерской) |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
38х2, Сталь 20 |
|
|
|
|
|
|
|
|
|
|
|
|
Итого метров |
|
|
1,0 |
|
|
|
|
||
|
|
Масса труб 1,78х1,0=1,8 кг (на монтаже) |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Основная надпись по ГОСТ 21.103-78 Форма 1 |
||||||||||
Приложение 2
Рекомендуемое
Деталировочный чертеж технологического трубопровода, выполняемого с простановкой цепочек размеров
Спецификация
|
Позиция |
Наименование и размер |
ГОСТ, ОСТ, нормаль, марка |
Единица измерения |
Количество |
Материал |
Масса, кг |
Примечение |
|
|
единицы |
общая |
|||||||
|
14 |
Переход К 76х3,5-57х3 |
шт. |
3 |
Сталь 20 |
0,4 |
1,2 |
|
|
|
15* |
Фланец 1-65-4 |
" |
2 |
Сталь 20 |
3,71 |
7,4 |
|
|
|
16* |
" 1-65-2,5 |
" |
4 |
В Ст3сп.5 |
3,22 |
12,9 |
|
|
|
17 |
" 4-50-1,6 |
" |
2 |
Сталь 20 |
2,17 |
4,3 |
|
|
|
18 |
" 1-32-2,5 |
" |
4 |
В Ст3сп.5 |
1,77 |
7,1 |
|
|
|
19* |
Вентиль Dу 65 Ру 4 |
15с 22нж |
" |
1 |
Угл. сталь |
32,6 |
32,6 |
|
|
20* |
" Dу 65 Ру 2,5 |
15кч 16нж |
" |
2 |
Ковкий чугун |
25,0 |
50,0 |
|
|
21 |
" Dу 32 Ру 2,5 |
15кч 16нж |
" |
2 |
Ковкий чугун |
8,0 |
16,0 |
|
|
22 |
поз. Ап 118 Dу 10 Ру 10 |
3кч-47-70 |
" |
1 |
Сталь 20 |
0,56 |
0,6 |
|
|
23* |
Шпилька БМ 16х100.32.35.IV.2 |
" |
16 |
Сталь 35 |
0,139 |
2,2 |
|
|
|
24 |
Болт М 16х70 |
" |
32 |
Сталь 20 |
0,145 |
4,6 |
|
|
|
25 |
" М 16х65 |
" |
" |
16 |
Сталь 20 |
0,137 |
2,2 |
|
|
26 |
" М 16х55 |
" |
" |
8 |
Сталь 20 |
0,122 |
1,0 |
|
|
27* |
Гайка АМ 16.25.IV.3 |
" |
32 |
Сталь 25 |
0,039 |
1,3 |
|
|
|
28 |
" М 16 |
" |
56 |
Сталь 10 |
0,033 |
1,9 |
|
|
|
29 |
Шайба 16 |
" |
32 |
Сталь 10 |
0,009 |
0,3 |
|
|
|
30 |
Прокладка А-65-4 |
" |
2 |
Паронит ПМБ |
- |
- |
|
|
|
31 |
" А-65-2,5 |
" |
" |
4 |
Паронит ПМБ |
- |
- |
|
|
32 |
" А-65-1,6 |
" |
" |
2 |
Паронит ПМБ |
- |
- |
|
|
33 |
" А-32-2,5 |
" |
" |
4 |
Паронит ПМБ |
- |
- |
|
|
34 |
Опора ОПП-2/100х76 |
ГОСТ 14911-82 |
" |
3 |
В Ст3 пс.6 |
1,17 |
3,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Масса трубной заготовки |
141,2 кг |
|
|
|
|
|
|
|
|
Общая масса |
255,5 кг |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Позиция |
Наименование и размер |
ГОСТ, ОСТ, нормаль, марка |
Единица измерения |
Количество |
Материал |
Масса, кг |
Примечение |
|
|
единицы |
общая |
|||||||
|
1 |
Труба Æ57хd l=459 |
шт. |
1 |
Сталь 20 |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Всего труб Æ57х3 |
м |
0,5 |
Сталь 20 |
4,00 |
2,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
Труба Æ76х3,5 l=300 |
шт. |
1 |
Сталь 20 |
- |
- |
|
|
|
3 |
" Æ76х3,5 l=5620 |
" |
" |
1 |
Сталь 20 |
- |
- |
|
|
4 |
" Æ76х3,5 l=5580 |
" |
" |
1 |
Сталь 20 |
- |
- |
|
|
5 |
" Æ76х3,5 l=885 |
" |
" |
1 |
Сталь 20 |
- |
- |
|
|
6 |
" Æ76х3,5 l=835 |
" |
" |
1 |
Сталь 20 |
- |
- |
|
|
7 |
" Æ76х3,5 l=227 |
" |
" |
1 |
Сталь 20 |
- |
- |
|
|
8 |
" Æ76х3,5 l=200 |
" |
" |
2 |
Сталь 20 |
- |
- |
|
|
9 |
" Æ76х3,5 l=369 |
" |
" |
2 |
Сталь 20 |
- |
- |
|
|
10 |
" Æ76х3,5 l=262 |
" |
" |
1 |
Сталь 20 |
- |
- |
|
|
|
|
|
|
|
|
- |
- |
|
|
|
Всего труб Æ76х3,5 |
м |
14,9 |
Сталь 20 |
6,26 |
93,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Всего труб Æ38х2 |
м |
1,0 |
Сталь 20 |
1,78 |
1,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
Отвод 90°-76х3,5 |
шт. |
6 |
Сталь 20 |
1,2 |
7,2 |
|
|
|
12 |
Отвод 90°-57х3 |
" |
1 |
Сталь 20 |
0,6 |
0,6 |
|
|
|
13 |
Тройник 76х3,5 |
" |
1 |
Сталь 20 |
1,5 |
1,5 |
|
|
|
Основная надпись по ГОСТ 21.103-78 форма 1 |
||||||||
ПРИЛОЖЕНИЕ 3
Рекомендуемое
КОД ОБЪЕКТА 01 ЛИСТ 1
|
ГНСМ ОАП-87.СВ |
|||||
СВОДНАЯ СПЕЦИФИКАЦИЯ |
|||||
|
ОБЪЕКТ КОНТРОЛЬНЫЙ ОБЪЕКТ СУММАРНАЯ ДЛИНА ЛИНИЙ - 1256 М МАССА ТРУБНОЙ ЗАГОТОВКИ - 122880 КГ |
|||||
|
КОДОБЬЕКТА 01 |
|||||
|
УСЛОВНОЕ ОБОЗНАЧЕНИЕ |
ДЛИНА, М |
ДИАМЕТР, ММ |
КОЛ-ВО, ШТ. |
МАССА, КГ |
|
|
НОРМАТИВНЫЙ ДОКУМЕНТ МАТЕРИАЛ |
ЕД. |
ОБЩАЯ |
|||
|
ТРУБА 57Х3 ГОСТ 8732-78/В 20 ГОСТ 8731-74 |
12,812 |
57 |
1 |
4,62 |
285,21 |
|
ТРУБА 108Х4 ГОСТ 8732-78/ВСТ3СП ГОСТ 8731-74 |
17,387 |
108 |
1 |
10,26 |
178,39 |
|
ТРУБА 325Х8 ГОСТ 8732-78/ В 20 ГОСТ 8731-74 |
687,545 |
325 |
1 |
62,34 |
44146,64 |
|
ТРУБА 530Х9-17ПС ГОСТ 20295-85 |
109,800 |
530 |
1 |
115,63 |
12696,17 |
|
ТРУБА 630Х10-20 ТУ 14-3-808-78 |
20,113 |
630 |
1 |
152,90 |
3075,27 |
|
ОТВОД 90 57Х3 ГОСТ 17375-83 |
|
57 |
26 |
0,50 |
13,00 |
|
20 |
|
57 |
|
|
|
|
ОТВОД 90 108Х4 ГОСТ 17375-83 |
|
108 |
8 |
2,50 |
20,00 |
|
20 |
|
108 |
|
|
|
|
ОТВОД 90 325Х10 ГОСТ 17375-83 |
|
325 |
24 |
54,90 |
1317,60 |
|
20 |
|
325 |
|
|
|
|
ОТВОД 90 426Х10 ГОСТ 17375-83 |
|
426 |
10 |
121,00 |
1210,00 |
|
20 |
|
426 |
|
|
|
|
ОТВОД 45 426Х10 ГОСТ 17375-83 |
|
426 |
3 |
86,80 |
260,40 |
|
20 |
|
426 |
|
|
|
|
ТРОЙНИК 426Х9 ЧЕРТЕЖ Т-101-5 |
|
426 |
4 |
275,00 |
1100,00 |
|
20 |
|
426 |
|
|
|
|
ТРОЙНИК 630Х9-426Х9 ЧЕРТЕЖ Т-101-5 |
|
630 |
6 |
192,00 |
1152,00 |
|
ВСТ5 |
|
426 |
|
|
|
|
ПЕРЕХОД 219Х8-108Х4,5 ЧЕРТЕЖ Л-401-8 |
|
219 |
1 |
5,73 |
5,73 |
|
12Х18Н9Т |
|
108 |
|
|
|
|
ПЕРЕХОД 529Х9-426Х9 ЧЕРТЕЖ Т-101-3 |
|
530 |
3 |
69,91 |
209,73 |
|
20 |
|
426 |
|
|
|
|
ДНИЩЕ 630-16 ГОСТ 6533-78 20 |
|
630 |
3 |
56,90 |
170,70 |
|
ОПОРА СПБ2-530 ГОСТ 14911-82 |
|
530 |
1 |
6,41 |
6,41 |
|
09Г2С |
|
530 |
|
|
|
|
ОПОРА 630-95 ЧЕРТЕЖ Т-501-2 |
|
630 |
3 |
29,65 |
88,95 |
|
СТ |
|
630 |
|
|
|
|
БОБЫШКА КИП |
|
426 |
3 |
0,75 |
2,25 |
|
ЗАДВИЖКА 3КЛ2-16 |
|
57 |
7 |
21,00 |
147,00 |
|
СТ |
|
57 |
|
|
|
|
ЗАДВИЖКА 30С941 НЖ |
|
57 |
10 |
24,35 |
243,50 |
|
СТ |
|
57 |
|
|
|
|
ЗАДВИЖКА 3КЛ2-16 |
|
108 |
2 |
56,75 |
113,50 |
|
СТ |
|
108 |
|
|
|
|
КЛАПАН 160133НЖ |
|
57 |
1 |
12,00 |
12,00 |
|
СТ |
|
57 |
|
|
|
КОД ОБЪЕКТА 01 ЛИСТ 2
|
УСЛОВНОЕ ОБОЗНАЧЕНИЕ |
ДЛИНА, М |
ДИАМЕТР, ММ |
КОЛ-ВО, ШТ. |
МАССА, КГ |
||
|
НОРМАТИВНЫЙ ДОКУМЕНТ |
МАТЕРИАЛ |
ЕД. |
ОБЩАЯ |
|||
|
ФЛАНЕЦ 1-50-16 СТ.20 ГОСТ 12821-80 |
20 |
|
57 |
14 |
2,28 |
31,92 |
|
ФЛАНЕЦ 1-50-40 СТ.20 ГОСТ 12821-80 |
20 |
|
57 |
2 |
2,81 |
5,62 |
|
МАНЕЦ 1-100-1,6 СТ.20 ГОСТ 12820-80 |
20 |
|
108 |
12 |
4,73 |
56,76 |
|
ФЛАНЕЦ 2-300-2,5 СТ.20 ГОСТ 12820-80 |
20 |
|
325 |
6 |
25,53 |
153,18 |
|
БОЛТ М16Х50.58.25 ГОСТ 7798-70 |
25 |
|
|
56 |
0,12 |
6,38 |
|
БОЛТ М24Х80.58.25 ГОСТ 7798-70 |
25 |
|
|
80 |
0,402 |
32,16 |
|
ШПИЛЬКА АМ16Х90.32.35.III.2 ГОСТ 9066-75 |
35 |
|
|
8 |
0,126 |
1,06 |
|
ГАЙКА М16.5 ГОСТ 5915-70 |
20 |
|
|
56 |
0,03 |
1,84 |
|
ГАЙКА М24.5 ГОСТ 5315-70 |
20 |
|
|
80 |
О,П |
8,80 |
|
ГАЙКА АМ16.25.III ГОСТ 9064-75 |
25 |
|
|
16 |
0,04 |
0,64 |
|
ШАЙБА 16 ГОСТ 9065-75 |
20 |
|
|
208 |
0,01 |
2,08 |
|
ПРОКЛАДКА А-50-16 ГОСТ 15180-86 |
ПАРОНИТ |
|
57 |
14 |
0,03 |
0,48 |
|
ПРОКЛАДКА А-50-40 ГОСТ 15180-86 |
ПАРОНИТ |
|
57 |
2 |
0,03 |
0,06 |
|
ПРОКЛАДКА А-100-40 ГОСТ 15180-86 |
ПАРОНИТ |
|
108 |
12 |
0,05 |
0,60 |
|
ПРОКЛАДКА Б-300-63 ГОСТ 15180-86 |
АСБОАЛЮМ |
|
325 |
6 |
0,09 |
0,54 |
|
ПРОКЛАДКА 475Х421 (СПЕЦЗАКАЗ) |
ПОН |
|
426 |
2 |
0,16 |
0,32 |
|
ВСЕГО ЛИСТОВ - 2 |
||||||
|
СВОДНАЯ СПЕЦИФИКАЦИЯ СОСТАВЛЕНА ДЛЯ СЛЕДУЮЩИХ ЛИНИЙ (С УЧЕТОМ ПОВТОРЕНИЯ ЛИНИЙ) |
||||||
|
А1 А2 Б1 (3) Е2 Б3 Б4 (2) Б5 |
||||||
|
КОЛ-ВО ВИДОВ ТРУБ В СПЕЦИФИКАЦИИ - 5 |
||||||
|
КОЛ-ВО ВИДОВ ИЗДЕЛИЙ В СПЕЦИФИКАЦИИ - 33 |
||||||
|
КОЛ-ВО ЦИКЛОВ РАСЧЕТА В СПЕЦИФИКАЦИИ - 1 |
||||||
Приложение 4
Рекомендуемое
Деталировочный чертеж технологического трубопровода, выполняемого с разбивкой на элементы, специфицируемые по системе шифровки
ПРИЛОЖЕНИЕ 5
Рекомендуемое
КОД ОБЪЕКТА Г1 КОД ЛИНИИ А1 ЛИСТ 1
|
ГНСМ ОАП-87-1.СП |
|||||||||||||
СПЕЦИФИКАЦИЯ НА ЛИНИЮ |
|||||||||||||
|
ОБЪЕКТ КОНТРОЛЬНЫЙ ОБЪЕКТ ДЛИНА ЛИНИИ - 60,30 М |
|||||||||||||
|
ЛИНИЯ ОВ/1 МАССА ТРУБНОЙ ЗАГОТОВКИ 5619.94 КГ |
|||||||||||||
|
БЛОК |
|||||||||||||
|
ШИФР ТРАНСПОРТИРУЕМОЙ СРЕДЫ |
РАБОЧИЕ УСЛОВИЯ |
КАТЕГОРИЯ ТРУБОПРОВОДА |
ДАВЛЕНИЕ ИСПЫТАНИЯ НА |
УКАЗАНИЯ ПО ИЗОЛЯЦИИ |
|||||||||
|
Р, МПА |
Т |
ПРОЧНОСТЬ |
ПЛОТНОСТЬ ПНЕВМАТИЧ |
||||||||||
|
ГИДРАВЛИЧ |
ПНЕВМАТИЧ |
||||||||||||
|
ВОДА ОБРАТНАЯ |
2.9 |
57 |
1В |
|
|
|
ИЗОЛИРУЕТСЯ |
||||||
|
КРАЙНИЕ ТОЧКИ ПО ХОДУ СРЕДЫ ИЗ ТЭЦ К НАСОСУ |
|||||||||||||
|
+++++ ЛИНИЮ ИЗГОТОВИТЬ В КОЛИЧЕСТВЕ 3 ШТ. |
|||||||||||||
|
РАЗРАБОТАЛ |
ПОДПИСЬ |
ДАТА |
ПРОВЕРИЛ |
ПОДПИСЬ |
ДАТА |
ЧЕРТЕЖИ 209.ТС-002.006 |
|||||||
|
КОД ОБЪЕКТА Г1 КОД ЛИНИИ А1 |
|||||||||||||
|
УСЛОВНОЕ ОБОЗНАЧЕНИЕ НОРМАТИВНЫЙ ДОКУМЕНТ МАТЕРИАЛ |
КОД, Ц.К. |
ДЛИНА, М |
ДИАМЕТР, ММ |
КОЛ-ВО, ШТ |
МАССА, КГ |
ПРИМЕЧАНИЕ +++ |
|||||||
|
ЕД. |
ОБЩАЯ |
||||||||||||
|
ТРУБА 57Х3,5 ГОСТ 8732-78/В 20 ГОСТ 8731-74 |
0,840 |
57 |
1 |
4,62 |
3,88 |
|
|||||||
|
|
#02 07 08 |
0,150 |
|
3 |
0,69 |
2,07 |
|
||||||
|
|
#03 19 42 |
|
|
|
|
|
|
||||||
|
|
#04 25 26 |
|
|
|
|
|
|
||||||
|
|
#02 08 09 |
0,085 |
|
2 |
0,39 |
0,78 |
|
||||||
|
|
#03 42 41 |
|
|
|
|
|
|
||||||
|
|
#04 26 27 |
0,175 |
|
1 |
0,80 |
0,80 |
|
||||||
|
ТРУБА 325Х8 ГОСТ 8732-78/В 20 ГОСТ 8731-74 |
12,979 |
325 |
1 |
62,54 |
811,70 |
|
|||||||
|
|
0,330 |
|
1/3 |
20,64 |
61,92 |
|
|
||||||
|
|
#01 03 02 |
1,441 |
|
1/3 |
90,12 |
270,36 |
|
||||||
|
|
#01 04 03 |
0,191 |
|
1/3 |
11,94 |
35,82 |
|
||||||
|
|
#01 05 04 |
1,300 |
|
1/3 |
81,30 |
243,90 |
|
||||||
|
|
#021105 |
2,433 |
|
1 |
152,16 |
152,16 |
|
||||||
|
|
#02 12 11 |
1,128 |
|
3 |
70,54 |
211,62 |
|
||||||
|
|
#03 14 15 |
|
|
|
|
|
|
||||||
|
|
#04 21 20 |
|
|
|
|
|
|
||||||
|
|
#03 15 17 |
1,703 |
|
1 |
106,50 |
106,50 |
|
||||||
|
|
#04 20 23 |
2,197 |
|
1 |
137,40 |
137,40 |
|
||||||
|
ТРУБА 426Х9 ГОСТ 8732-78/В 20 ГОСТ 8731-74 |
10,640 |
426 |
1 |
92,56 |
984,83 |
|
|||||||
|
|
ПЛЕТЬ 36 44 |
6,000 |
|
1 |
555,36 |
555,36 |
|
||||||
|
|
#06 34 33 |
1,090 |
|
1 |
100,89 |
100,83 |
|
||||||
|
|
#06 35 34 |
0,167 |
|
1 |
15,45 |
15,45 |
|
||||||
|
|
#06 44 35 |
3,383 |
|
1 |
268,49 |
268,49 |
|
||||||
|
(АНОЛОГИЧНО ДЛЯ ДРУГИХ ТРУБ ДАННОЙ ЛИНИИ) |
|
|
|
|
|
||||||||
|
ОТВОД 90 57Х3 ГОСТ 17375-83 |
|
0,075 |
57 |
6 |
0,50 |
3,00 |
|
||||||
|
20 |
#02 07 |
|
|
|
|
|
|
||||||
|
|
#02 08 |
|
|
|
|
|
|
||||||
|
|
#03 19 |
|
|
|
|
|
|
||||||
|
|
#04 25 |
|
|
|
|
|
|
||||||
|
|
#04 26 |
|
|
|
|
|
|
||||||
|
|
#03 42 |
|
|
|
|
|
|
||||||
КОД ОБЪЕКТА Г1 КОД ЛИНИИ А1 ЛИСТ 2
|
УСЛОВНОЕ ОБОЗНАЧЕНИЕ НОРМАТИВНЫЙ ДОКУМЕНТ МАТЕРИАЛ |
КОД, Ц.К. |
ДЛИНА, М |
ДИАМЕТР, ММ |
КОЛ-ВО, ШТ |
МАССА, КГ |
ПРИМЕЧАНИЕ +++ |
|
|
ЕД. |
ОБЩАЯ |
||||||
|
ОТВОД 90 325Х10 ГОСТ 17375-83 |
|
0.450 |
325 |
8/12 |
54.90 |
648.80 |
|
|
20 |
#01 02 |
|
|
|
|
|
|
|
|
#01 04 |
|
|
|
|
|
|
|
|
#02 05 |
|
|
|
|
|
|
|
|
#02 11 |
|
|
|
|
|
|
|
|
#03 15 |
|
|
|
|
|
|
|
|
#03 17 |
|
|
|
|
|
|
|
|
#04 20 |
|
|
|
|
|
|
|
|
#04 23 |
|
|
|
|
|
|
|
ОТВОД 90 426Х10 ГОСТ 17375-83 |
|
0,600 |
425 |
1 |
121,00 |
121,00 |
|
|
20 |
#06 34 |
|
|
|
|
|
|
|
ОТВОД 45 426Х10 ГОСТ 17375-83 |
|
0,248 |
426 |
1 |
36,80 |
86,80 |
|
|
20 |
#08 36 |
|
|
|
|
|
|
|
ПЕРЕХОД 630Х7-426Х6 ЧЕРТЕЖ Т-101-3 |
|
|
630 |
1 |
52,60 |
52,60 |
|
|
ВСТ5 |
#06 32 |
0,490 |
426 |
|
|
|
|
|
ТРОЙНИК 426Х25 ЧЕРТЕЖ Т-101-5 |
|
0,450 |
426 |
1 |
275,00 |
275,00 |
|
|
20 |
#08 37 |
0,450 |
426 |
|
|
|
|
|
|
|
0,405 |
426 |
|
|
|
|
|
(АНАЛОГИЧНО ДЛЯ ДРУГИХ ИЗДЕЛИЙ ДАННОЙ ЛИНИИ) |
|
|
|
|
|
|
|
|
ЗАДВИЖКА 3КЛ2-16 |
|
0,090 |
57 |
2 |
21,00 |
42,00 |
|
|
СТ |
#02 09 |
0,090 |
57 |
|
|
|
|
|
|
#03 41 |
|
|
|
|
|
|
|
ФЛАНЕЦ 1-50-16 СТ.20 ГОСТ 12821-80 |
|
0,048 |
57 |
2/4 |
2,28 |
9,12 |
|
|
ПРОКЛАДКА А-50-16 ГОСТ 15180-86 |
|
0,002 |
57 |
2/4 |
0,03 |
0,12 |
|
|
ПАРОНИТ |
|
|
|
|
|
|
|
|
БОЛТ М16Х50.58.25 ГОСТ 7798-70 |
|
|
|
8/16 |
0,11 |
1,76 |
|
|
25 |
|
|
|
|
|
|
|
|
ГАЙКА М16.5 ГОСТ 5915-70 |
|
|
|
8/16 |
0,03 |
0,48 |
|
|
20 |
|
|
|
|
|
|
|
|
ЗАДВИЖКА ЗОНЖ65НЖ |
|
0,247 |
325 |
1/3 |
298,00 |
894,00 |
|
|
08Х |
#01 03 |
0,247 |
325 |
|
|
|
|
|
ФЛАНЕЦ 2-300-25 СТ.35 ГОСТ 12820-80 |
|
0,010 |
325 |
2/6 |
25,53 |
15318 |
|
|
35 |
|
|
|
|
|
|
|
|
ПРОКЛАДКА Б-300-40 ГОСТ 15180-86 |
|
0,002 |
325 |
2/6 |
0,10 |
0,60 |
|
|
ПАРОНИТ |
|
|
|
|
|
|
|
|
БОЛТ М27Х110.58.25 ГОСТ 7798-70 |
|
|
|
32/96 |
0,67 |
64,47 |
|
|
25 |
|
|
|
|
|
|
|
|
ГАЙКА М 27.20 ГОСТ 5916-70 |
|
|
|
|
|
|
|
|
20 |
|
|
|
32/96 |
0,16 |
1506 |
|
|
ОПОРА 630-95 ЧЕРТЕЖ Т-501-2 |
|
|
630 |
1 |
2965 |
29,65 |
|
|
СТ |
#05 22 |
|
630 |
|
|
|
|
ВСЕГО ЛИСТОВ - 2
ПРИЛОЖЕНИЕ 6
Рекомендуемое
КОД ОБЪЕКТА Г1 КОД ЛИНИИ А1 ЛИСТ 1
|
ГНСМ ОАП-87-1.СП |
||||||||||||||
СПЕЦИФИКАЦИЯ НА ЛИНИЮ |
||||||||||||||
|
ОБЪЕКТ КОНТРОЛЬНЫЙ ОБЪЕКТ ДЛИНА ЛИНИИ - 60,30 М |
||||||||||||||
|
ЛИНИЯ ОВ/1 МАССА ТРУБНОЙ ЗАГОТОВКИ 5619.94 КГ |
||||||||||||||
|
БЛОК |
||||||||||||||
|
ШИФР ТРАНСПОРТИРУЕМОЙ СРЕДЫ |
РАБОЧИЕ УСЛОВИЯ |
КАТЕГОРИЯ ТРУБОПРОВОДА |
ДАВЛЕНИЕ ИСПЫТАНИЯ НА |
УКАЗАНИЯ ПО ИЗОЛЯЦИИ |
||||||||||
|
Р, МПА |
Т |
ПРОЧНОСТЬ |
ПЛОТНОСТЬ ПНЕВМАТИЧ |
|||||||||||
|
ГИДРАВЛИЧ |
ПНЕВМАТИЧ |
|||||||||||||
|
ВОДА ОБРАТНАЯ |
2.9 |
57 |
1В |
|
|
|
ИЗОЛИРУЕТСЯ |
|||||||
|
КРАЙНИЕ ТОЧКИ ПО ХОДУ СРЕДЫ ИЗ ТЭЦ К НАСОСУ |
||||||||||||||
|
+++++ ЛИНИЮ ИЗГОТОВИТЬ В КОЛИЧЕСТВЕ 3 ШТ. |
||||||||||||||
|
РАЗРАБОТАЛ |
ПОДПИСЬ |
ДАТА |
ПРОВЕРИЛ |
ПОДПИСЬ |
ДАТА |
ЧЕРТЕЖИ 209.ТС-002.563 |
||||||||
|
КОД ОБЪЕКТА Г1 КОД ЛИНИИ А1 |
||||||||||||||
|
УСЛОВНОЕ ОБОЗНАЧЕНИЕ НОРМАТИВНЫЙ ДОКУМЕНТ МАТЕРИАЛ |
КОД, Ц.К. |
ДЛИНА, М |
ДИАМЕТР, ММ |
КОЛ-ВО, ШТ |
МАССА, КГ |
ПРИМЕЧАНИЕ +++ |
||||||||
|
ЕД. |
ОБЩАЯ |
|||||||||||||
|
ТРУБА 325Х8 ГОСТ 8732-78/В 20 ГОСТ 8731-74 |
3,262 |
325 |
1 |
62,54 |
204,00 |
|
||||||||
|
|
02 01 |
0,330 |
|
1 |
20,64 |
20,64 |
|
|||||||
|
|
03 02 |
1,441 |
|
1 |
90,12 |
90,12 |
|
|||||||
|
|
04 03 |
0,191 |
|
1 |
11,94 |
11,94 |
|
|||||||
|
|
05 04 |
1,300 |
|
1 |
81,30 |
81,30 |
|
|||||||
|
ОТВОД 90 325Х10 ГОСТ 17375-83 |
|
0,450 |
325 |
2 |
54,90 |
109,80 |
|
|||||||
|
20 |
02 |
0,450 |
325 |
|
|
|
|
|||||||
|
|
04 |
|
|
|
|
|
|
|||||||
|
ЗАДвижкА ЗОНЖ65НЖ |
|
0,247 |
325 |
1 |
298,00 |
298,00 |
|
|||||||
|
|
03 |
0,247 |
325 |
|
|
|
|
|||||||
|
ФЛАНЕЦ 2-300-2,5 СТ.35 ГОСТ 12820-80 |
|
0,010 |
325 |
2/2 |
25,53 |
51,06 |
|
|||||||
|
35 |
|
|
|
|
|
|
|
|||||||
|
ПРОКЛАДКА Б-300-40 ГОСТ 15180-86 |
|
0,002 |
325 |
2/2 |
0,10 |
0,20 |
|
|||||||
|
ПАРОНИТ |
|
|
|
|
|
|
|
|||||||
|
БОЛТ М27Х110.58.25 ГОСТ 7798-70 |
|
|
|
32/ |
0,67 |
64,47 |
|
|||||||
|
25 |
|
|
|
|
|
|
|
|||||||
|
ГАЙКА М27.20 ГОСТ 5915-70 |
|
|
|
32/ |
0,16 |
15,06 |
|
|||||||
|
20 |
|
|
|
|
|
|
|
|||||||
|
ГРАНИЧНАЯ ТОЧКА |
01 |
|
325 |
1 |
+++ 01 К АПП. Е-226-4 |
|||||||||
(Далее в отдельных для какого узла таблицах приводятся данные по трубам и изделиям, входящим в состав этих узлов.)
ПРИЛОЖЕНИЕ 7
Рекомендуемое
КОД ОБЪЕКТА Г1 КОД ЛИНИИ А1 ЛИСТ 1
|
ГНСМ ОАП-87-1.СВ |
||||||||
СВОДНАЯ СПЕЦИФИКАЦИЯ НА ЛИНИЮ |
||||||||
|
ОБЪЕКТ КОНТРОЛЬНЫЙ ОБЪЕКТ ДЛИНА ЛИНИИ - 60,30 М |
||||||||
|
ЛИНИЯ ОВ/1 МАССА ТРУБНОЙ ЗАГОТОВКИ 5619,94 КГ |
||||||||
|
БЛОК |
||||||||
|
+++++ ЛИНИЮ ИЗГОТОВИТЬ В КОЛИЧЕСТВЕ 3 ШТ. СУММАРНАЯ ДЛИНА 3 ЛИНИЙ - 180,9 М |
||||||||
|
КОД ОБЪЕКТА Г1 КОД ЛИНИИ А1 |
||||||||
|
УСЛОВНОЕ ОБОЗНАЧЕНИЕ |
ДЛИНА, М |
ДИАМЕТР, ММ |
КОЛ-ВО, ШТ |
МАССА, КГ |
||||
|
НОРМАТИВНЫЙ ДОКУМЕНТ МАТЕРИАЛ |
НА ЛИН. |
ВСЕГО |
НА ЛИН. |
ВСЕГО |
ЕД. |
НА ЛИН. |
ВСЕГО |
|
|
+++ ТРУБА В МОНТАЖЕ |
|
|
|
|
|
|
|
|
|
ТРУБА 426Х9 ГОСТ 8732-78/В 20 ГОСТ 8731-74 |
6,000 |
18,000 |
426 |
1 |
3 |
92,56 |
555,36 |
1666,08 |
|
+++ ТРУБА В МАСТЕРСКОЙ |
|
|
|
|
|
|
|
|
|
ТРУБА 57Х3.5 ГОСТ 8732-78/В 20 ГОСТ 8731-74 |
0,840 |
2,520 |
57 |
1 |
3 |
4,62 |
3,881 |
И ,64 |
|
ТРУБА 325Х8 ГОСТ 8732-78/В 20 ГОСТ 8731-74 |
19,503 |
58,509 |
325 |
1 |
3 |
62,54 |
1219,72 |
3659,16 |
|
ТРУБА 426Х9 ГОСТ 8732-78/В 20 ГОСТ 8731-74 |
4,640 |
13,920 |
426 |
1 |
3 |
92,56 |
429,48 |
1288,44 |
|
ТРУБА 630Х10-20 ТУ 14-3-808-78 |
4-,745 |
14,235 |
630 |
1 |
3 |
152,90 |
725,5 |
2176,53 |
|
ОТВОД 90 57Х3 ГОСТ 17375-83 |
|
|
57 |
6 |
18 |
0,50 |
3,00 |
9,00 |
|
20 |
|
|
57 |
|
|
|
|
|
|
ОТВОД 90 325Х10 ГОСТ 17375-83 |
|
|
325 |
12 |
36 |
54,90 |
658,80 |
1976,40 |
|
20 |
|
|
325 |
|
|
|
|
|
|
ОТВОД 90 426Х10 ГОСТ 17375-83 |
|
|
426 |
1 |
3 |
121,00 |
121,00 |
363,00 |
|
20 |
|
|
426 |
|
|
|
|
|
|
ОТВОД 45 426Х10 ГОСТ 17375-83 |
|
|
426 |
1 |
3 |
86,80 |
86,80 |
260,40 |
|
20 |
|
|
426 |
|
|
|
|
|
|
ПЕРЕХОД 630Х7-426Х6 ЧЕРТЕЖ Т-101-3 |
|
|
630 |
1 |
3 |
52,60 |
52,60 |
157,80 |
|
ВСТ5 |
|
|
426 |
|
|
|
|
|
|
ТРОЙНИК 426Х10 ЧЕРТЕЖ Т-101-5 |
|
|
426 |
1 |
3 |
275,00 |
275,00 |
825,00 |
|
20 |
|
|
426 |
|
|
|
|
|
|
ТРОЙНИК 630Х9-426Х9 ЧЕРТЕЖ Т-101-6 |
|
|
630 |
2 |
6 |
192,00 |
384,00 |
1152,00 |
|
20 |
|
|
426 |
|
|
|
|
|
|
ТРОЙНИК 630Х10 ЧЕРТЕЖ Т-101-5 |
|
|
630 |
2 |
6 |
237,00 |
474,00 |
1422,00 |
|
20 |
|
|
630 |
2 |
|
|
|
|
|
ДНИЩЕ 630-16 ГОСТ 6533-78 20 |
|
|
630 |
1 |
3 |
56,90 |
56,90 |
170,70 |
|
ВЕНТИЛЬ Т-107Б |
|
|
57 |
1 |
3 |
0,00 |
0,00 |
0,00 |
|
ЗАДВИЖКА ЗКЛ2-16 |
|
|
57 |
2 |
6 |
21,00 |
42,00 |
126,00 |
|
СТ |
|
|
57 |
|
|
|
|
|
|
ЗАДВИЖКА ЗОНЖ 65НЖ |
|
|
325 |
3 |
9 |
298,00 |
894,00 |
2682,00 |
|
08Х |
|
|
325 |
|
|
|
|
|
|
ЗАДВИЖКА МА.11062-01 |
|
|
426 |
1 |
3 |
359,90 |
359,90 |
1070,70 |
|
СТ |
|
|
426 |
|
|
|
|
|
|
КЛАПАН РЕГУЛИРУЮЩИЙ |
|
|
426 |
1 |
3 |
0,00 |
0,00 |
0,00 |
|
|
|
426 |
|
|
|
|
|
|
|
ОПОРА 630-95 ЧЕРТЕЖ Т-501-2 |
|
|
630 |
1 |
3 |
29,65 |
29,65 |
88,95 |
|
СТ |
|
|
630 |
|
|
|
|
|
КОД ОБЪЕКТА Г1 КОД ЛИНИИ А1 ЛИСТ 2
|
УСЛОВНОЕ ОБОЗНАЧЕНИЕ |
ДЛИНА, М |
ДИАМЕТР, ММ |
КОЛ-ВО, ШТ |
МАССА, КГ |
||||
|
НОРМАТИВНЫЙ ДОКУМЕНТ МАТЕРИАЛ |
НА ЛИН. |
ВСЕГО |
НА ЛИН. |
ВСЕГО |
ЕД. |
НА ЛИН. |
ВСЕГО |
|
|
БОБЫШКА КИП |
|
630 |
1 |
3 |
0,00 |
0,00 |
0,00 |
|
|
|
|
630 |
|
|
|
|
|
|
|
ФЛАНЕЦ 1-50-16 СТ.20 ГОСТ 12821-80 |
|
57 |
4 |
12 |
2,28 |
9,12 |
27,36 |
|
|
ФЛАНЕЦ 2-300-25 СТ.35 ГОСТ 12820-80 |
|
325 |
6 |
18 |
25,53 |
153,18 |
459,54 |
|
|
ФЛАНЕЦ 2-400-10 СТ.20 ГОСТ 12821-80 |
|
426 |
2 |
6 |
30,35 |
60,70 |
182,10 |
|
|
БОЛТ М27Х110.58.25 ГОСТ 7798-70 |
|
|
96 |
288 |
0,67 |
64,32 |
192,96 |
|
|
25 |
|
|
|
|
|
|
|
|
|
БОЛТ МГ6Х50.58.25 ГОСТ 7798-70 |
|
|
16 |
48 |
0,11 |
1,76 |
5,28 |
|
|
25 |
|
|
|
|
|
|
|
|
|
ШПИЛЬКА БМ48Х300.90.35.III.2 ГОСТ 9066-75 |
|
|
32 |
96 |
3,50 |
112,00 |
336,00 |
|
|
35 |
|
|
|
|
|
|
|
|
|
ГАЙКА М27.25 ГОСТ 5915-70 |
|
|
96 |
288 |
0,16 |
15,36 |
46,08 |
|
|
25 |
|
|
|
|
|
|
|
|
|
ГАЙКА М16.5 ГОСТ 5915-70 |
|
|
16 |
48 |
0,03 |
0,48 |
1,44 |
|
|
20 |
|
|
|
|
|
|
|
|
|
ГАЙКА АМ48.25.111.2 ГОСТ 9064-75 |
|
|
64 |
192 |
1,19 |
76,68 |
229,84 |
|
|
25 |
|
|
|
|
|
|
|
|
|
ШАЙБА 48 ГОСТ 3065-75 |
|
|
64 |
192 |
0,35 |
22,80 |
64,40 |
|
|
20 |
|
|
|
|
|
|
|
|
|
ПРОКЛАДКА А-50-16 ГОСТ 15180-86 |
|
57 |
4 |
12 |
0,03 |
0,12 |
0,36 |
|
|
ПАРОНИТ |
|
|
|
|
|
|
|
|
|
ПРОКЛАДКА Б-300-63 ГОСТ 15180-86 |
|
325 |
6 |
18 |
0,09 |
0,54 |
1,62 |
|
|
ПАРОНИТ |
|
|
|
|
|
|
|
|
|
ПРОКЛАДКА 473Х421 (СПЕЦЗАКАЗ) |
|
426 |
2 |
6 |
0,16 |
0,32 |
0,96 |
|
|
ПОН |
|
|
|
|
|
|
|
|
ВСЕГО ЛИСТОВ - 2
Приложение 8
Рекомендуемое
Графическая безмасштабная схема последовательного расположения строительных осей и рядов*
|
|
|
|
|
АСКТД ОАП-87.КС |
|||
|
|
|
|
|
||||
|
|
|
|
|
||||
|
|
|
|
|
Г1 Контрольный объект |
|||
|
|
|
|
|
||||
|
Проект. |
|
|
|
|
Стадия |
Лист |
Листов |
|
Разраб |
|
|
|
|
|
|
|
|
Рук. бриг. |
|
|
|
|
|
|
|
|
Гл. констр. |
|
|
|
Координатная сетка |
Минмонтажспецстрой СССР |
||
|
Н. Контр |
|
|
|
||||
|
Нач. отд. |
|
|
|
||||
* САПР АСКТД ГИПРОНЕФТЕСПЕЦМОНТАЖ
Приложение 9
Справочное
ПЕРЕЧЕНЬ
нормативно-технических документов
|
Обозначение |
Наименование |
|
1 |
2 |
|
СНиП 1.01.02-83 |
Система нормативных документов в строительстве. Порядок разработки и утверждения нормативных документов |
|
Организация строительного производства |
|
|
СНиП 3.01.03-85 |
Геодезические работы в строительстве |
|
Защита строительных конструкций и сооружений от коррозии |
|
|
Тепловые сети |
|
|
Технологическое оборудование и технологические трубопроводы |
|
|
СНиП III-3-81 |
Приемка в эксплуатацию законченных строительством объектов. Основные положения |
|
Техника безопасности в строительстве |
|
|
СНиП III-8-76 |
Земляные сооружения |
|
СНиП III-15-76 |
Бетонные и железобетонные конструкции и монолитные |
|
Металлические конструкции |
|
|
СНиП III-20-74 |
Кровли, гидроизоляция, пароизоляция и теплоизоляция |
|
Магистральные трубопроводы |
|
|
Инструкция по проектированию технологических стальных трубопроводов на Ру до 10 МПа |
|
|
ГОСТ 2.784-70 |
ЕСКД. Обозначения условные графические. Элементы трубопроводов |
|
ЕСКД. Обозначения условные графические. Арматура трубопроводная |
|
|
ГОСТ 9.010-80 |
ЕСЗКС. Воздух сжатый для распыления лакокрасочных материалов. Технические требования. Методы контроля |
|
ЕСЗКС. Временная противокоррозионная защита изделии. Общие требования |
|
|
ГОСТ 9.015-74 |
ЕСЗКС. Подземные сооружения. Общие технические требования |
|
ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения |
|
|
ГОСТ 9.302-84 |
ЕСЗКС. Покрытия металлические и неметаллические неорганические. Правила приемки и методы контроля |
|
ГОСТ 9.305-84 |
ЕСЗКС. Покрытия металлические и неметаллические неорганические. Операции технологических процессов получения покрытий |
|
ГОСТ 9.402-80 |
ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием |
|
ГОСТ 9.903-81 |
ЕСЗКС. Стали и сплавы высокопрочные. Методы ускоренных испытаний на коррозионное растрескивание |
|
ГОСТ 9.905-82 |
ЕСЗКС. Методы коррозионных испытаний. Общие требования |
|
ГОСТ 9.907-83 |
ЕСЗКС. Металлы, сплавы, покрытия металлические. Методы удаления продуктов коррозии после коррозионных испытаний |
|
ГОСТ 12.1005-76 |
ССБТ. Процессы производственные. Общие санитарно-гигиенические требования |
|
ССБТ. Воздух рабочей зоны. Метод измерения концентрации вредных веществ индикаторными трубками |
|
|
ССБТ. Воздух рабочей зоны. Требования к методикам измерения концентраций веществ |
|
|
Электробезопасность. Общие требования |
|
|
ГОСТ 12.2.052-81 |
ССБТ. Оборудование, работающее с газообразным кислородом. Общие требования безопасности |
|
ССБТ. Процессы производственные. Общие требования безопасности |
|
|
ГОСТ 12.3.008-75 |
ССБТ. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности |
|
ССБТ. Пожарная техника для защиты объектов. Основные виды. Размещение и обслуживание |
|
|
ГОСТ 12.4.011-75 |
ССБТ. Средства защиты работающих. Классификация |
|
ССБТ. Цвета сигнальные и знаки безопасности |
|
|
Охрана природы. Атмосфера. Метод определения величины каплеуноса после мокрых пылегазоочистных аппаратов |
|
|
СПДС. Общие данные по рабочим чертежам |
|
|
ГОСТ 21.103-78 |
СПДС. Основные надписи |
|
ГОСТ 21.401-87 |
СПДС. Технология производства. Общие требования к рабочим чертежам |
|
ГОСТ 95-77Е |
Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические требования |
|
ГОСТ 201-76 |
Тринатрийфосфат. Технические условия |
|
ГОСТ 215-73Е |
Термометры ртутные стеклянные лабораторные. Технические условия |
|
ГОСТ 443-76 |
Бензин-растворитель для резиновой промышленности. Технические условия |
|
ГОСТ 857-78 |
Кислота соляная синтетическая техническая. Технические условия |
|
ГОСТ 926-82 |
Эмаль ПФ-133. Технические условия |
|
ГОСТ 1077-79Е |
Горелки однопламенные универсальные для ацетиленокислородной сварки, пайки и подогрева. Типы, основные параметры, размеры и общие технические требования |
|
Металлы. Методы испытания на растяжение |
|
|
ГОСТ 1778-70 |
Сталь. Металлографические методы определения неметаллических включений |
|
Шнуры асбестовые. Технические условия |
|
|
ГОСТ 2138-84 |
Пески формовочные. Общие технические условия |
|
ГОСТ 2184-77 |
Кислота серная техническая Технические условия |
|
ГОСТ 2263-79 |
Натр едкий технический. Технические условия |
|
ГОСТ 2402-82Е |
Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия |
|
ГОСТ 2405-80 |
Манометры, вакуумметры и мановакуумметры показывающие. Общие технические условия |
|
Картон асбестовый. Технические условия |
|
|
Вода питьевая. Гигиенические требования и контроль за качеством |
|
|
ГОСТ 2912-79Е |
Хрома окись техническая. Технические условия |
|
ГОСТ 3134-78 |
Уайт-спирит. Технические условия |
|
Соединения сварные. Методы контроля качества |
|
|
ГОСТ 3584-73 |
Сетки проволочные тканые с квадратными ячейками контрольной и высокой точности Технические условия |
|
ГОСТ 5100-85Е |
Сода кальцинированная техническая. Технические условия |
|
ГОСТ 5191-79Е |
Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования |
|
ГОСТ 5197-85 |
Вакуумная техника. Термины и определения |
|
ГОСТ 5384-84Е |
Прессы холодноштамповочные кривошипно-коленные. Основные параметры и размеры |
|
ГОСТ 5614-74 |
Машины для термической резки металлов. Типы, основные параметры и размеры |
|
ГОСТ 5639-82 |
Стали и сплавы. Методы выявления и определения величины зерна |
|
Гайки шестигранные класса точности В. Конструкция и размеры |
|
|
ГОСТ 6032-84 |
Стали и сплавы коррозионно-стойкие. Методы определения стойкости против межкристаллитной коррозии |
|
ГОСТ 6102-78 |
Ткани асбестовые. Технические условия |
|
ГОСТ 6465-76 |
Эмаль ПФ-115. Технические условия |
|
Сетки проволочные тканые с квадратными ячейками. Технические условия |
|
|
ГОСТ 6616-74 |
Преобразователи термоэлектрические. Номинальные статические. ГСП. Общие технические условия |
|
Сварные соединения. Методы определения механических свойств |
|
|
ГОСТ 7012-77Е |
Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические .условия |
|
ГОСТ 7122-81 |
Швы сварные. Методы отбора проб для определения химического состава |
|
ГОСТ 7164-78 |
Приборы автоматические следящего уравновешивания. ГСП. Общие технические условия |
|
ГОСТ 7237-82Е |
Преобразователи сварочные. Общие технические условия |
|
Гидроизол. Технические условия |
|
|
Контроль неразрушающий. Соединения сварные. Радиографический метод |
|
|
Болты с шестигранной головкой класса точности В. Конструкция и размеры |
|
|
ГОСТ 8433-81 |
Вещества вспомогательные ОП-7 и СП-10. Технические условия |
|
ГОСТ 8505-80 |
Нефрас - С 50/170. Технические условия |
|
ГОСТ 8625-77Е |
Манометры избыточного давления, вакуумметры, мановакуумметры показывающие. Основные параметры и размеры |
|
Трубы стальные бесшовные горячедеформированные. Сортамент |
|
|
Трубы стальные бесшовные холоднодеформированные. Сортамент |
|
|
ГОСТ 9077-82 |
Кварц молотый пылевидный. Общие технические условия |
|
Азот газообразный и жидкий. Технические условия |
|
|
ГОСТ 9808-84 |
Двуокись титана пигментная. Технические условия |
|
Битумы нефтяные изоляционные. Технические условия |
|
|
ГОСТ 9976-83 |
Трихлорэтилен технический. Технические условия |
|
Изол. Технические условия |
|
|
Смолы эпоксидно-диановые неотвержденные. Технические условия |
|
|
ГОСТ 10678-76В |
Кислота ортофосфорная термическая. Технические условия |
|
ГОСТ 10704-76 |
Трубы стальные электросварные прямошовные. Сортамент |
|
Трубы стальные электросварные. Технические условия |
|
|
ГОСТ 12221-79 |
Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры |
|
ГОСТ 12707-77 |
Грунтовки фосфатирующие. Технические условия |
|
Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20 МПа (от 1 до 200 кгс/см2). Типы. Присоединительные размеры и размеры уплотнительных поверхностей |
|
|
Фланцы стальные плоские приварные на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры |
|
|
фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Конструкция и размеры |
|
|
фланцы стальные свободные на приварном кольце на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкции и размеры |
|
|
ГОСТ 12871-83Е |
Асбест хризотиловый. Технические условия |
|
Стекло натриевое жидкое. Технические условия |
|
|
ГОСТ 13821-77Е |
Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки. Общие технические условия |
|
ГОСТ 14782-76 |
Контроль не разрушающий. Швы сварные. Методы ультразвуковые |
|
Прокладки плоские эластичные. Основные параметры |
|
|
Мастика битумно-резиновая изоляционная. Технические условия |
|
|
Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры |
|
|
ГОСТ 17176-71 |
Бризол |
|
Детали трубопроводов стальные бесшовные приварные на Ру£10 МПа (£100 кгс/см2). Отводы крутоизогнутые. Конструкция и размеры |
|
|
Детали трубопроводов стальные бесшовные приварные на Ру£10 МПа (£100 кгс/см2). Тройники. Конструкция и размеры |
|
|
Детали трубопроводов стальные бесшовные приварные на Ру£10 МПа (£100 кгс/см2). Переходы. Конструкция и размеры |
|
|
Детали трубопроводов стальные бесшовные приварные на Ру£10 МПа (£100 кгс/см2). Заглушки эллиптические. Конструкция и размеры |
|
|
Контроль неразрушающий. Капиллярные методы. Общие требования |
|
|
ГОСТ 18895-81 |
Сталь. Метод фотоэлектрического спектрального анализа |
|
ГОСТ 19906-74Е |
Нитрит натрия технический. Технические условия |
|
Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения |
|
|
ГОСТ 20799-75 |
Масла индустриальные общего назначения. Технические условия |
|
ГОСТ 21105-75 |
Контроль неразрушающий. Магнитопорошковый метод |
|
Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединении по результатам радиографического контроля |
|
|
ГОСТ 23343-78 |
Грунтовка ГФ-0119. Технические условия |
|
. ГОСТ 23479-79 |
Контроль неразрушающий. Методы оптического вида. Общие требования |
|
ГОСТ 23844-79 |
Хладон 113. Технические условия |
|
ГОСТ 24335-80Е |
Провода термоэлектродные. Технические условия |
|
Грунтовка ГФ-021. Технические условия |
|
|
Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод |
|
|
ГОСТ 26294-84 |
Соединения сварные. Методы испытаний на коррозионное растрескивание |
|
ГОСТ 26388-84 |
Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением |
|
ГОСТ 26389-84 |
Соединения сварные. Методы испытаний на сопротивляемость образованию горючих трещин при сварке плавлением |
|
ОСТ 5.9508-79 |
Соединения клеевые судовых трубопроводов. Типы, основные размеры и технические требования |
|
ОСТ 5.9810-80 |
Системы судовые и системы судовых энергетических установок. Основные положения технологии изготовления и монтажа трубопроводов. Технические требования |
|
ОСТ 5.9851-81 |
Контроль неразрушающий. Изделия из ферромагнитных сталей. Магнитопорошковый метод |
|
ОСТ 6-10-428-79 |
Грунтовки марок ГФ-017Р и ГФ-0170К. Технические условия |
|
ОСТ 26-01-84-78 |
Швы сварных соединений стальных сосудов и аппаратов, работающих под давлением. Методика магнитопорошкового метода контроля |
|
ОСТ 26-04-312-83 |
Оборудование кислородное. Методы обезжиривания. Применяемые материалы |
|
ОСТ 26-04-2569-80 |
Изделия криогенно-вакуумной техники. Масс-спектрометрический и манометрический методы контроля герметичности |
|
ОСТ 26-04-2574-80 |
Газы, криопродукты, вода. Методы определения содержания минеральных масел |
|
ОСТ 36-39-80 |
Трубопроводы стальные технологические на давление Ру до 9,81 МПа (100 кгс/см2). Ручная дуговая сварка покрытыми металлическими электродами. Типовой технологический процесс |
|
ОСТ 36-48-81 |
Детали трубопроводов из углеродистой стали сварные и гнутые Ду до 500 мм на Ру до 10 МПа (100 кгс/см2). Заглушки ребристые. Конструкция и размеры |
|
ОСТ 36-50-86 |
Трубопроводы стальные технологические. Термическая обработка сварных соединений. Типовой технологический процесс |
|
ОСТ 36-57-81 |
Трубопроводы стальные технологические на давление Ру до 9,81 МПа (100 кгс/см2). Ручная аргонодуговая сварка. Типовой технологический процесс |
|
ОСТ 36-59-81 |
Контроль неразрушающий. Сварные соединения трубопроводов и конструкций. Радиографический метод |
|
ОСТ 36-75-83 |
Контроль неразрушающий. Сварные соединения трубопроводов. Ультразвуковой метод |
|
ОСТ 36-76-83 |
Контроль неразрушающий. Сварные соединения трубопроводов и конструкций. Цветной метод |
|
ОСТ 36-79-83 |
Трубопроводы стальные технологические из углеродистых и низколегированных сталей на Ру до 10 МПа (100 кгс/см2). Полуавтоматическая сварка плавящимся электродом в углекислом газе. Типовой технологический процесс |
|
ОСТ 36-100.3.09-86 |
ССБТ. Монтаж технологических трубопроводов. Требования безопасности |
|
ОСТ 36-123-85 |
Трубопроводы технологические стальные на Ру до 10 МПа. Общие технические требования |
|
ОСТ 36-142-87 |
Противокоррозионная защита технологических трубопроводов лакокрасочными покрытиями. Типовой технологический процесс |
|
ОСТ-38.03238-61 |
Герметики кремнийорганические |
|
ТУ 6-С1-956-86 |
Перхлорэтилен технический. Технические условия |
|
ТУ 6-05-1123-74 |
Смолы низкомолекулярные полиамидные марок Л-18, Л-19 и Л-20 |
|
ТУ 6-05-5119-81 |
Дибутилфталат для изделий спецназначения |
|
ТУ 6-10-789-79 |
Грунтовка МС-067. Красно-коричневая |
|
ТУ 6-10-1234-79 |
Грунтовка Э-ВА-0112 |
|
ТУ 6-11-175-77 |
Ткань кремнеземная термообработанная |
|
ТУ 6-14-577-77 - |
Синтанол ДС-10 |
|
ТУ 6-81-05-121-79 |
Грунтовка Э-А-0112 |
|
ТУ 21-27-49-76 |
Пленка оберточно-гидроизоляционная ПДБ |
|
ТУ 36.1758-85 |
Установка для термической обработки сварных швов в монтажных условиях |
|
ТУ 36.1846-77 |
Маты высокотемпературные МВТ |
|
ТУ 38-103418-78 |
Лента изоляционная термостойкая для противокоррозионной защиты трубопроводов ЛЭТСАР-ЛПТ |
|
ТУ 38-105590-85 |
Крошка резиновая из вулканизированных отходов |
|
ТУ 81-05-121-79 |
Грунтовка - модификатор ржавчины Э-ВА-01 ГИСИ |
|
ТУ 102-123-78 |
Лента полимерная для защиты изоляционных покрытий газонефтепродуктопроводов |
|
ТУ 102-166-82 |
Лента поливинилхлоридная для изоляции газонефтепродуктопроводов ПВХ-БК |
|
ТУ 102-216-79 |
Оберточный материал для изоляции газонефтепродуктопроводов |
|
ТУ 102-284-81 |
Лента оберточная ПЭКОМ |
|
ТУ 102-320-86 |
Лента поливинилхлоридная ПВХ-1 |
|
ТУ 102-340-83 |
Грунтовка ГТ-760 ИН. Технические условия |
|
ТУ 102-350-83 |
Грунтовка Г 1832 НИК |
|
ТУ-619-103-78 |
Лента ПВХ изоляционная ПИЛ |
|
ВСН 2-149-82 |
Инструкция по производству работ при сооружении магистральных стальных трубопроводов. .Изоляционно-укладочные работы |
|
ВСН 176-84 Миннефтегазстрой |
Инструкция по магнитографическому контролю сварных соединений магистральных трубопроводов |
|
ВСН 411-87 ММСС СССР |
Монтаж смазочных, гидравлических и пневматических систем общепромышленного назначения |
|
ВСН 461-85 ММСС СССР |
Инструкция по склеиванию стыков стальных трубопроводов |
|
ВСН 436-82 ММСС СССР |
Инструкция по применению органосиликатной композиции для защитных покрытий стальных трубопроводов тепловых сетей |
|
ВСН 454-84 ММСС СССР |
Инструкция по применению изола для противокоррозионной защиты стальных трубопроводов тепловых сетей |
|
ММСС СССР |
Производственная документация по монтажу технологического оборудования и технологических трубопроводов |
СОДЕРЖАНИЕ