ИЗМЕНЕНИЕ № 1
«Элементы трубные поверхностей нагрева, трубы соединительные
в пределах котла и коллектора стационарных котлов.
Общие технические требования к изготовлению»
Утверждено и введено в действие Приказом генерального директора ОАО «НПО ЦКТИ» от 18 06.09 № 186
Дата введения 2009-09-01
1. Раздел 2. Заменить нормативный документ ИЦМ-02-28-93 на РД-13-05-2006 «Методические рекомендации о порядке проведения магнитопорошкового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах»
Ввести:
ГОСТ 2590-88 Прокат стальной горячекатаный круглый. Сортамент
ГОСТ 3619-89 Котлы паровые стационарные. Типы и основные параметры
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
РД-13-06-2006 Методические рекомендации о порядке проведения капиллярного контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах
И № 23 СД-80 Инструкция по дефектоскопии гибов трубопроводов из перлитной стали
ОСТ 108.958.03-96 Поковки стальные для энергетического оборудования. Методика ультразвукового контроля
EN 10028-1-2 Листовой стальной прокат, работающий под давлением.
2. Пункт 3.1.16. Заменить термин: «фасонная часть детали» на «фасонная часть (деталь)».
3. Пункт 3.1.17 Заменить термин: «колено» на «отвод (колено)».
4. Понятия пп. 3.1.18, 3.1.19, 3.1.20, 3.1.21 дополнить словом «(колено)».
5. Пункт 3.1.36. Заменить термин «ребристая труба» на «оребренная труба».
6. Раздел 3. Ввести новые термины и их определения:
- «3.1.38 отвод гнутый: Отвод, изогнутый на специальном оборудовании или приспособлении»;
- «3.1.39 гиб: Криволинейный участок гнутого отвода, гнутой трубы»;
- «3.1.40 образец-свидетель: Образец, используемый для определения состояния материала в процессе изготовления или эксплуатации изделия, изготовленный из того же материала и по той же технологии, что и изделие».
7. Таблица 3.1. Включить следующие условные обозначения и их наименование:
|
Условные обозначения |
Наименование |
Единица измерения |
|
s1 |
Толщина стенки трубы |
мм |
|
ss |
Толщина стенки штуцера |
мм |
Заменить обозначение «tmp» на «tэ» - шаги труб в мембранном или гладком экране.
8. Пункт 4.6. Заменить слова: «труб в пределах котла» на «трубопроводов в пределах котла».
9. Подраздел 5.2 дополнить пунктом 5.2.1.4:
«5.2.1.4. Изготовление трубных деталей (отводов, тройников, переходов, штуцеров, донышек) - должно производиться по стандартам организации на конструкцию и размеры деталей и сборочных единиц для трубопроводов тепловых станций или по чертежам предприятия-изготовителя котла».
10. Пункт 5.2.6.1:
- в последнем предложении заменить цифру: «45°» на «30°»;
- дополнить рисунком 5.2а:
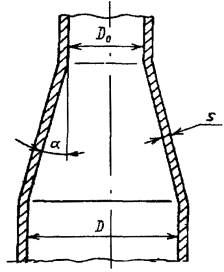
Рисунок 5.2а
где D - внутренний диаметр большего основания конического перехода, мм; a - угол конусности, равный половине угла у вершины конического перехода, градус.
11. Пункты 5.2.7.6 и 5.2.7.8 исключить.
12. Пункт 6.1.3. Первый абзац дополнить словами: «и методом УК по ГОСТ 24507 и ОСТ 108.958.03».
Третий абзац дополнить словами: «по ГОСТ 22727».
13. Пункт 6.1.4:
- первый абзац дополнить словами: «а также других НД, допускаемых ПБ 10-574»;
- во втором абзаце исключить сталь марки 2,25Cr1Mo;
- последний абзац изложить в новой редакции:
«Предельно допустимые температуры по окалинообразованию:
- сталь 20, P265GH - 500 °С;
- сталь 12МХ - 530 °С;
- сталь 12ХМ, 13CrМо4-5 - 540 °С;
- сталь 15ХМ - 550 °С.
- сталь 12Х1МФ - 585 °С;
- сталь 10CrМо9-10 - 580 °С.
- дополнить абзацем: «Для изготовления элементов котлов допускается использование зарубежных и отечественных материалов, не указанных в ПБ 10-574, только после получения разрешения на их применение от Ростехнадзора».
14. Пункт 6.1.5. Включить сталь марки 03Х8СЮЦ по ГОСТ 2590.
15. Таблицы 6.1. При измерительном контроле исключить критерии контроля: «разностенность» и «спиралеобразность»; исключить испытание гидравлическим давлением.
16. Таблицы 6.2 и 6.3. Исключить испытание гидравлическим давлением для труб 1 категории безопасности.
Таблица 6.3. Вид испытаний «Электромагнитный или вихретоковый контроль» дополнить словами: «по дополнительному требованию заказчика».
17. Пункт 6.1.7. Пятый абзац изложить в редакции: «Размеры труб (диаметр, толщина стенки, овальность) и допуски на них должны соответствовать нормативным документам – ТУ 14-3Р-55, ТУ 14-3-190, ГОСТ 8731 и ГОСТ 8733»;
Последний абзац и таблицу 6.4 исключить.
18. Пункт 6.2.8 исключить.
19. Пункт 9.3.4 исключить.
20. Пункт 10.1.3. Заменить слова: «при штамповке гибов» на «отводов».
21. Подраздел 10.2. Исключить слова: «под гибку».
22. Пункт 10.2.1 изложить в новой редакции:
«10.2.1. Нагрев труб под деформацию может производиться всеми видами нагревательных устройств по технологии предприятия-изготовителя».
23. Пункт 10.2.2. Второй абзац исключить.
24. Пункт 10.2.3 исключить.
25. Пункт 10.2.4. Заменить слово: «гибки» на «деформации» (2 раза).
26. Пункт 10.3.4.
- в первом абзаце после слова «металлурга» дополнить словами: «или специалистов, назначенных приказом или указанием руководителя предприятия», после слова «инженером» добавить слова: «или руководителем».
- в четвертом абзаце заменить слова: «и низколегированных» на «марганцовистых и кремнемарганцовистых».
27. Пункт 10.4.2:
- в минусовом допуске на толщину стенки заменить размерность: «мм» на «%».
- последний абзац перенести в п. 10.4.1.
- в формуле для соединительных необогреваемых труб исправить «3,5» на «1,5».
- после формулы smin дополнить словами: «и при необходимости указываться в конструкторской документации».
- дополнить абзацем: «Допускается большее утонение стенки, чем величина, рассчитанная по формуле, при условии, что минимальная толщина стенки на внешней образующей гиба удовлетворяет условиям прочности согласно РД 10-249-98».
28. Пункт 10.5.1 изложить в новой редакции:
«10.5.1. Аттестация гибов проводится специалистами отделов главного технолога или технического контроля при внедрении нового трубогибочного оборудования или новых типоразмеров труб, марок стали, радиусов гиба. Для аттестации используются 2 - 3 образца.
Контроль образцов с соотношением R/Da ≥ 1,7 проводится в объеме, указанном в п. 10.5.2.1 настоящего стандарта.
Контроль образцов с соотношением R/Da < 1,7 проводится в объеме, указанном в п. 10.5.2.2 настоящего стандарта.
Результатом аттестации являются: отработка технологических режимов гибки, обеспечивающих качество гибов, удовлетворяющих требованиям п. 10.4 настоящего стандарта, и составление документа в соответствии с формой, разработанной на предприятии-изготовителе».
29. Пункт 10.5.2 изложить в новой редакции:
«10.5.2. Контроль образцов гибов.
10.5.2.1. Контроль образцов гибов с соотношением R/Da ≥ 1,7 включает в себя:
- визуально-измерительный контроль гиба;
- УТ растянутой части гиба (при Da ≥ 60 мм - на трубах, при Da < 60 мм - на пробах, вырезанных из контрольного гиба по плоскостям А, В и С (рис. 10.2);
- прогонку контрольного шара (диаметр шара регламентируется пунктом 11.1.4 настоящего стандарта).
10.5.2.2. Контроль образцов гибов с соотношением R/Da < 1,7 включает в себя:
- визуально-измерительный контроль гиба;
- УТ растянутой части гиба (при Da ≥ 60 мм - на трубах, при Da < 60 мм - на пробах, вырезанных из контрольного гиба по плоскостям А, В и С (рис. 10.2);
- для гибов труб, работающих при температуре выше 450 °С, изготовление контрольных проб в виде поперечных колец, вырезанных из контрольного гиба по плоскостям А, В и С (рис. 10.2), а также образца, продольно-фрезерованного в плоскости гиба, с последующей оценкой их соответствия требованиям подраздела 10.4 настоящего стандарта».
30. Пункт 10.5.3 изложить в новой редакции:
«10.5.3. Перед началом производственной гибки, после переналадки оборудования или замены оснастки необходимо произвести контрольную гибку образцов с последующим их предъявлением представителям технического контроля.
Контроль образцов - в объеме, указанном в п. 10.5.2.1 настоящего стандарта».
31. Пункт 10.5.7 исключить.
32 Пункт 11.2.2.
- в первом абзаце заменить слова: «Допуск излома» на «Допуск соосности в радиусном выражении...»;
- во втором абзаце второе предложение исключить;
- дополнить новым абзацем: «Смещение кромок свариваемых труб относительно друг друга не должно превышать значений, указанных в таблице 2 подраздела 5.6 ПБ 10-574»;
- рисунок 11.2. В рамке
указать ![]()
33. Пункт 11.2.6.3. Во втором абзаце заменить: «±0,01» на «±0,01 · В1».
34. Пункт 11.3.1.1. Исключить слова: «и других типов».
35. Пункт 13.1.3. Второй абзац изложить в новой редакции: «Допускается применение листового проката для котлов с рабочим давлением р ≤ 3,9 МПа (по ГОСТ 3619) при условии 100 % ультразвукового контроля заготовки (изготовленного донышка) или при радиусе кривизны поверхности изготовленного донышка более 500 мм.
36. Пункт 13.2.4. В первом и третьем абзацах заменить слова: «безштуцерный» на «бесштуцерный».
37. Таблица 13.1. В отклонении от прямолинейности оси для толщины стенки свыше 30 мм заменить цифру «5» на «6».
38. Пункт 13.3.6 и рисунок 13.4 исключить.
39. Таблица 13.3. В пятой строке после слов «плоскостью фланца» дополнить слова: «или торца штуцера».
40. Таблица 13.4. В таблицу включить трубу с наружным диаметром 36 мм.
|
Номинальный наружный диаметр трубы |
Наименьший диаметр отверстия |
Допуск на диаметр отверстия |
|
36 |
36,4 |
+0,34 |
41. Таблица 13.5. Исключить трубу с наружным диаметром 31 мм.
42. Таблица 14.1:
- в графу «Материал полосы» включить марки сталей 15ХМ, 13CrМо4-5, 10CrМо9-10;
- в графе «Номинальная толщина стенки трубы» для трубы диаметром 36 мм заменить цифры: «3,0 - 6,0» на «3,0 - 8,0»;
- в графе «Материал трубы» исключить сталь 2,25Cr1Мо.
43. Таблица 14.2.
- в графе «Наименование поверхности» исключить слово «Водяной»;
- в допуске на шаг труб между трубами заменить «±1,0» на «±2,0».
44. Пункт 14.3.5 изложить в новой редакции:
«14.3.5. Относительная овальность отдельных гнутых труб для панелей должна соответствовать требованиям таблицы 10.4. Относительная овальность и проходное сечение гибов панели проверяется прогонкой контрольного шара диаметром 0,8Dmin, где Dmin - наименьший внутренний диаметр трубы с учетом допуска на наружный диаметр и толщину стенки трубы согласно п. 11.1.2».
45. Пункт 14.4.3.3. Заменить цифры «360 ± 20 мм» на «не менее 50 мм».
46. Пункт 14.5.11. Последний абзац изложить в новой редакции: «После сварки труб прорези и «окошки» завариваются по технологии предприятия-изготовителя».
47. Пункт 14.6.2, таблицу 14.5 и рисунок 14.15 изложить в новой редакции.
«14.6.2. Требования к основным размерам пакетов, допускаемые отклонения должны соответствовать рисунку 14.15 и рекомендуемым данным таблицы 14.5».
Таблица 14.5
В миллиметрах
|
DA |
t1 |
R1 |
R2 |
b1 |
b2 |
В |
DB |
С |
DC |
t3 |
Dt |
L |
DL |
||
|
оребренные трубы |
t1 = t2 |
28 |
90 |
45 |
- |
2 - 3 |
2 - 3 |
90 |
+0,2 -0,8 |
50 |
±2 |
10 20 |
±2 |
175 |
+2,0 -1,0 |
|
t1 ¹ t2 |
90 |
45 |
135 |
66 |
140 |
- |
|||||||||
|
t1 = t2 |
32 |
94 |
47 |
- |
94 |
183 |
|||||||||
|
t1 ¹ t2 |
94 |
47 |
141 |
70 |
144 |
||||||||||
|
гладкие трубы |
t1 = t2 |
28 |
90 |
45 |
- |
- |
- |
- |
- |
42 |
±2 |
10 20 |
±2 |
175 |
+2,0 -1,0 |
|
t1 ¹ t2 |
90 |
45 |
135 |
- |
- |
- |
- |
140 |
- |
||||||
|
t1 = t2 |
32 |
94 |
47 |
- |
- |
- |
- |
- |
183 |
||||||
|
t1 ¹ t2 |
94 |
47 |
141 |
- |
- |
- |
- |
144 |
|||||||
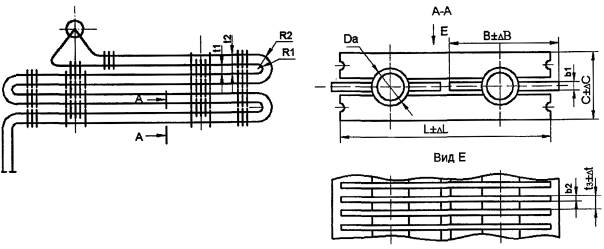
Рисунок 14.15
48. Рисунки 14.13 и 14.14. В размере «окошек» заменить цифры: «≥ 6» на «50 ± 20».
49. Рисунок 14.14. Исключить размеры: «b со стрелкой» и «1».
50. Пункт 15.1.1 дополнить абзацем: «Допускается применение шипов без фасок».
51. Таблица 15.1. В графу «Марка стали шипа» включить сталь марки 20 (два раза).
52. Таблицу 15.2 исключить.
53. Пункт 15.2.3. Заменить слова: «таблице 15.2» на «таблице 14.1».
54. Пункт 15.3.1. В обозначениях в формуле, на рисунке 15.3 и в таблице 15.4 заменить «tm» на «tэ», где tэ - шаг труб в гладком или мембранном экране, мм.
55. Таблица 15.4. В колонке «плотность шипования (fш)» для трубы 32/48-10-2-20П* заменить цифру «4,5» на «24,5».
56. Пункт 15.4.1. Второй абзац исключить.
57. Пункт 17.1.3:
- в первом абзаце исключить слово «электрошлаковая»,
- последний абзац дополнить словами (в скобках): «сварочной проволокой марок: Св-08Х19Н10Г2Б (ЭИ 898), Св-04Х20Н10Г2Б (ЭП 762).
58. Пункт 17.4.4. Заменить слова: «Сваренный и зачищенный» на «Сваренные и зачищенные», а значение «3 мм» на «6 мм».
59. Пункт 17.6.1. Исключить слова: «в зависимости от параметров работы котла».
На рисунках 17.1, 17.2 и 17.3 исключить заголовки.
60. Таблица 17.1.
- заменить первую строку:
|
Марка стали свариваемых элементов |
Способ сварки |
|
|||||
|
Ручная электродуговая сварка |
Автоматическая электродуговая сварка под флюсом |
Аргоно-дуговая сварка |
Дуговая сварка в углекислом газе (в т.ч. добавление в СО2 до 25 % аргона) |
|
|||
|
Труб |
Полос |
Марки применяемых сварочных материалов |
|
||||
|
электродов ГОСТ 9467 |
проволоки ГОСТ 2246 |
флюса ОСТ 24.948.02 |
проволоки ГОСТ 2246 |
проволоки ГОСТ 2246 |
|
||
|
20 |
20 |
Э42А Э46А |
Св-08ГА Св-08Г2 Св-08А |
ОСЦ-45 ОСЦ-45М АН-348А |
Св-08Г2С Св-08ГС |
Св-08Г2С |
|
|
Э50А |
Св-10Г2 Св-08Г2С |
ФЦ-11 ФВТ-1 |
|||||
|
15ХМ |
20 |
Св-08ХМ Св-08ХГСМА |
Св-08ХГСМА Св-08Г2С |
|
|||
- в графе «Марка стали» исключить марки сталей 12ХМ и НСМ2 для труб и НСМ2 + 12Х1МФ и 2,25Cr1Мо;
- во все графы на флюс включить флюс Lincoln-780.
61. Пункт 17.7.2. В первом абзаце исключить слова: «сварка токами высокой частоты».
62. Пункт 17.8.2. Изложить в новой редакции:
«17.8.2. Приварка шипов к трубным элементам поверхностей нагрева может осуществляться автоматической контактной сваркой или механизированной сваркой по технологии предприятия-изготовителя. Допускается применение ручной аргонодуговой и ручной дуговой сварки электродами при устранении дефектов приварки шипов и при невозможности применения указанных выше способов сварки».
63. Пункт 17.8.4 и таблицу 17.4 исключить.
64. Пункт 17.8.7. Третий абзац дополнить маркой стали 10 и словами: «а шипов из стали марки 03Х8СЮЦ - аргонодуговой сваркой по технологии предприятия-изготовителя».
65. Подраздел 18.1 дополнить пунктом 18.1.9:
«18.1.9. Контроль готовых сварных соединений проводится после окончания всех технологических операций, связанных с нагревом изделия свыше 450 °С, термической обработкой, деформированием и наклепом металла».
66. Пункт 18.1.3. Исключить слова: «приборов для дефектоскопии».
67. Пункт 18.1.8. Первый абзац изложить в новой редакции:
«Указанный выше контроль по пп. 18.1.4 - 18.1.7 проводит служба технического контроля предприятия-изготовителя. Результаты контроля оформляются протоколом (актом) или другим документом, принятым на предприятии».
68. Таблица 18.1.
- пункты 1.1 и 1.2 изложить в новой редакции:
|
№ |
Виды объектов и типы сварных соединений |
Штуцер, патрубок, Da (D), мм |
Толщина стенки, мм |
Метод контроля |
Объем контроля |
Минимальное число стыков |
|
|
1.1 |
Коллектора |
||||||
|
1.1.1 |
Соединения стыковые продольные и поперечные |
независимо |
≥ 15 |
ВИК + УК |
100 % |
- |
|
|
< 15 |
ВИК + УК или РК |
100 % |
|||||
|
1.1.2 |
Угловые сварные соединения (с полным проплавлением по толщине стенки) приварки штуцеров, труб |
D ≥ 100 |
независимо |
ВИК + УК или РК |
100 % |
||
|
1.1.3 |
Угловые сварные соединения приварки штуцеров, труб |
60 ≤ D < 100 |
независимо |
ВИК + МК или ПВК |
100 % |
||
|
D < 60 |
ВИК |
100 % |
|||||
|
МК или ПВК |
10 % в доступных местах |
||||||
|
1.1.4 |
Угловые сварные соединения приварки труб поверхностей нагрева |
D > 60 |
независимо |
ВИК |
100 % |
||
|
МК или ПВК |
10 % в доступных местах |
||||||
|
1.2 |
Трубопроводы в пределах котла |
||||||
|
1.2.1 |
Стыковые поперечные сварные соединения |
независимо |
≥ 15 |
ВИК + УК |
100 % |
- |
|
|
Da ³ 200 |
< 15 |
ВИК + УК или РК |
100 % |
||||
|
1.2.2 |
Стыковые поперечные сварные соединения, выполненные дуговой сваркой: |
при р > 4,0 МПа |
Da < 200 |
< 15 |
ВИК |
100 % |
- |
|
УК или РК |
20 % |
5 |
|||||
|
при р ≤ 4,0 МПа |
ВИК |
100 % |
- |
||||
|
УК или РК |
10 % |
5 |
|||||
- в строках 1.4.4 и 1.4.5 в графе «Метод контроля» заменить «ВИК + РК» на «ВИК + УК или РК»;
- в строке 1.5 графу «Виды объектов» дополнить: «Ремонтные заварки по пп. 1.1, 1.2, 1.4 (включая зону термического влияния). При технической невозможности проведения УК или РК следует проводить послойный ВИК».
69. Пункт 18.2.4:
- перед словами: «допускается в соответствии» ввести фразу: «(например, швов приварки штуцеров и труб внутренним диаметром менее 100 мм)»;
- дополнить абзацем: «Порядок контроля таких сварных соединений должен быть указан в КД или ПТД».
70. Пункт 18.4.2.3. После слов: «ПБ 10-574 (приложение 8)» и «РД 34.17.302 (приложение 8)» дополнить «РД 2730.940.103» (два раза).
71. Пункт 18.4.3.1. Заменить ИЦМ-02-28-93 на РД-13-05-2006.
72. Пункт 18.4.4.1. Заменить ИЦК 28.03-93 на РД 13-06-2006. Дополнить абзацем: «Нормы оценки качества по РД 2730.940.103».
73. Пункт 18.4.7.1:
- в пятом абзаце после слова «с коллекторами» дополнить «, трубопроводами»;
- дополнить строкой: «- при контроле производственных сварных стыковых соединений, выполненных сваркой оплавлением (контактной сваркой) или ТВЧ».
74. Пункт 18.4.7.5. После слов «к качеству» дополнить слова «по результатам».
75. Пункт 18.5.1. Заменить слова: «... на предприятии-изготовителе карте технологического процесса ремонта» на слова: «... и утвержденной инструкции на ремонт на предприятии-изготовителе».
76. Таблица 19.1.
- в заголовке таблицы заменить слово «труб» на «гнутых труб».
- в графе «Элемент» исключить слово «трубы»;
- в строку со сталями марок 20 и 15ГС добавить сталь марки 20-ПВ, строку со сталью марки 15ХМ дополнить сталью марки 12МХ, строку со сталями марок 12Х1МФ и 15Х1М1Ф дополнить сталью марки 12Х1МФ-ПВ;
- включить в таблицу новую строку:
|
13CrМо4-5 10CrМо9-10 |
независимо |
≥ 12 |
независимо |
77. Таблица 19.2.
- строку со сталью марки 15ХМ дополнить сталью марки 12МХ;
- включить в таблицу новую строку:
|
13CrМо4-5 10CrМо9-10 |
700 - 730 |
не менее 1 ч |
78. Таблица 19.3.
- строку со сталью марки 15ХМ дополнить сталью марки 12МХ.
79. Пункт 19.3.1. Заменить слова: «обработки труб» на «обработки гнутых труб».
80. Пункт 19.5.3. Исключить слова: «с использованием воздушного охлаждения или без принудительного охлаждения».
81. Пункт 19.6.2.4. Заменить слова: «дуговой сваркой» на «дуговой или электроннолучевой сваркой».
82. Подраздел 19.7 исключить.
83. Пункт 19.8.1:
- исключить слова: «и плавниковых труб 12Х1МФ»;
- второй абзац дополнить предложением: «Допускается отмена термической обработки панелей из труб с толщиной стенки до 6 мм включительно при условии ограничения температуры эксплуатации не более 520 °С и среднего значения твердости металла сварного шва не более 270 HV».
84. Пункт 19.10.5. Исключить слова: «и сплющивание».
85. Заменить название раздела 20:
«20. КОНТРОЛЬНЫЕ И ПРОИЗВОДСТВЕННЫЕ СВАРНЫЕ СОЕДИНЕНИЯ».
86. Пункт 20.1.1. В пятой строке исключить слово «производственных».
87. Пункт 20.2.1. Добавить новый абзац: «Сварку контрольных сварных соединений следует выполнять в условиях, максимально приближенных к производственным, с соблюдением требований ПТД на термообработку производственных сварных соединений».
88. Пункт 20.4.1. Второй абзац изложить в новой редакции: «Объем и методы неразрушающего контроля после термической обработки должны соответствовать требованиям раздела 18 стандарта».
89. Пункт 20.5.2. Последний абзац изложить в новой редакции:
«Результаты испытаний не учитываются при выявлении в изломе образцов дефектов металлургического производства».
90. Пункт 20.6.2. В первом абзаце исключить слово «включительно» и заменить слова: «более 5 мм» на: «5 мм и более».
91. Пункт 20.7.2. Заменить слова: «удаляются механическим способом» на «испытываются на изгиб со срезом или динамометрическим ключом».
92. Пункт 20.7.5. Заменить цифру: «3 %» на «1 %».
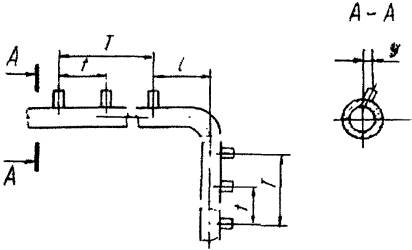
93. Пункт 21.2.9. Рисунок 21.11 дополнить разрезом А-А.
94. Рисунок 21.15 изложить в редакции:
95. Таблица 21.7. Таблицу дополнить новой строкой:
|
Размеры |
Предельные отклонения |
|
Смещение и перекос оси приварной детали от номинального расположения, у |
±3,0 |
96. Пункт 21.3.2. Первый абзац дополнить словами: «Отклонение осей труб, d - в соответствии с пунктом 11.2.6.2 стандарта».
97. Пункт 21.3.3. Заменить «30°» на «30'».
98. Таблица 23.1.
- в строке «Дефектоскопия» записать виды контроля: «магнитопорошковая по ГОСТ 21105, И № 23 СД-80 или капиллярная по ГОСТ 18442, ОСТ 108.004.101;
- в строке «контроль УК» заменить ГОСТ 14782 и ОП 501-ЦД на инструкцию И № 23 СД-80.
99. Пункт 23.1.3. Исключить слова: «- выборочному контролю аустенитных труб на магнитные свойства».
100. Пункт 23.1.7. Во втором и третьем абзацах заменить слова: «Излом» и «Отсутствие переломов» на слова: «отклонение от соосности».
101. Пункт 23.3.1.
- первый абзац изложить в новой редакции: «Технологические стадии, методы и объемы контроля устанавливаются предприятием-изготовителем в соответствии с требованиями ПБ 10-574. Учетная документация ведётся по форме, установленной на предприятии»;
- после слов «- контроль состояния поверхности» добавить слова: «в целях выявления наружных дефектов, не допускаемых ПБ 10-574, конструкторской документацией, в том числе: поверхностных трещин всех видов и направлений, вмятин, раковин, а также полноты удаления дефектов, выявленных при визуальном контроле трубы».
102. Пункт 23.4.1 изложить в новой редакции:
«23.4.1. Тройники принимаются партиями (согласно п. 23.1.2), изготовленными из труб одного типоразмера, одной плавки и термически обработанными по одному режиму (в случае необходимости). Количество изделий в партии зависит от категории безопасности, указываемой в ПКД».
103. Пункт 23.4.2. Заменить слова: «- МК или ПВК радиусов сопряжения отбортовки» на «- МК или ПВК наружного радиуса сопряжения отбортовки. Объем контроля -10 %, но не менее двух тройников от партии».
104. Пункт 23.5.7. Второй абзац дополнить словами: «Образцы-свидетели для деталей, изготавливаемых с местным нагревом зоны деформации под вытяжку, должны пройти нагрев и термообработку (в случае необходимости) по режимам, установленным для контролируемой партии деталей».
105. Пункт 23.5.10 дополнить предложением: «Визуальный контроль гибов производится с целью выявления дефектов, недопустимых по ТУ 14-3Р-55».
106. Пункт 23.5.11 изложить в новой редакции:
«23.5.11. Магнитопорошковый контроль проводится на гибах из стали перлитного класса в соответствии с требованиями ГОСТ 21105, И № 23 СД-80. Капиллярный контроль проводится на гибах из стали любых марок в соответствии с требованиями ГОСТ 18442, ОСТ 108.004.101-80.
Контроль магнитопорошковой или капиллярной дефектоскопией проводится по наружной поверхности растянутой и нейтральной зон с целью выявления поверхностных дефектов типа трещин, закатов и др., недопустимых по ТУ 14-3Р-55».
107. Пункт 23.5.12 изложить в новой редакции:
«23.5.12. Ультразвуковой контроль проводится в соответствии с требованиями И № 23 СД-80. Контроль проводят по поверхности растянутой и нейтральной зон на выявление дефектов как на внутренней и наружной поверхностях, так и в сечении гиба без установления типа дефекта. Настройку чувствительности аппаратуры, соответствующей браковочному уровню, проводят по стандартным образцам предприятия с искусственными отражателями, тип и размеры которых приведены в И № 23 СД-80».
108. Пункт 23.6.1 изложить в новой редакции:
«23.6.1. Переходы принимаются партиями согласно п. 23.1.2 стандарта, изготовленными из труб одного типоразмера, одной плавки и термообработки по одному режиму».
109. Пункт 23.6.2:
- в первом предложении исключить слова: «и объем»;
- второй абзац после слов: «осадки в торец» дополнить словами: «без проведения дополнительной зачистки»;
- абзац дополнить словами: «Дефекты большей глубины подлежат пологой зачистке при условии, что толщина стенки в месте обнаружения дефекта не выходит за пределы допускаемых значений».
110. Пункт 23.6.3. Слова: «а трубы диаметром более 108 мм, кроме того, должны проверяться неразрушающим контролем (ПВК)» заменить на слова: «а на трубах диаметром более 108 мм, кроме того, неразрушающим контролем (ПВК или МК) проверяется механически обработанная наружная поверхность обжатого конца перехода».
111. Пункт 23.6.4 исключить.
112. Пункт 23.7.5. В пятом абзаце заменить слова: «с варкой» на «с вваркой».
Во втором и пятом абзацах заменить «100 %» на «50 %», в четвертом абзаце заменить марку стали полосы «12ХМ» на «12МХ».
113. Таблица 23.2.
- в заголовке второй колонки исключить слово «кромок»;
- в третьей колонке исключить все цифры и записать: «не более 0,5 при общей протяженности подреза трубы вокруг шипа не более 20 % периметра шипа»;
- в первой колонке исключить размеры толщин стенок труб: 8,5; 9,0 - 9,5; 10,0.
114. Пункт 23.9.2. В первом абзаце исключить слово «пакета».
115. Пункт 23.9.3. Во втором и пятом абзацах заменить слова «соответствия панелей» на «соответствия оребренных труб».
116. Пункт 23.9.5. Заменить слово: «кольцевых» на «стыковых».
117. Пункт 23.10.3. Во втором абзаце в слове «прочность» добавить букву «m».
118. Пункт 23.10.6:
- в первом абзаце исключить слово «повторные».
- последний абзац изложить в новой редакции: «Методика проведения ПВК и нормы оценки качества сварного шва - согласно п. 18.4.1 стандарта».
119. Пункт 23.10.7. Последнее предложение дополнить словами: «или в акт гидравлического испытания».
120. Пункт 26.1.2. В последнем абзаце заменить цифры: «100 - 200» на «200 - 300».
121. Пункт 26.1.4. В первом предложении после слов «металлические ярлыки» добавить слова: «ламинированные бумажные ярлыки».
122. Пункт 1.2. Для оборудования III категории безопасности заменить: «до 350 ºС включительно» на «до 300 ºС, а при наличии пароперегревателя до 450 °С».