|
Министерство энергетического Техническое управление |
Министерство энергетики Главтехуправление |
ИНСТРУКЦИЯ
ПО ДЕФЕКТОСКОПИИ ГИБОВ
ТРУБОПРОВОДОВ
ИЗ ПЕРЛИТНОЙ СТАЛИ
(И № 23 СД-80)

СОЮЗТЕХЭНЕРГО
Москва 1981
Составлено ПО «Союзтехэнерго», Винницаэнерго, Киевэнерго, ЦРМЗ Мосэнерго, Донбассэнерго, ЦНИИТмаш, ВТИ
Составители инженеры А.П. КИЖВАТОВ (Союзтехэнерго), Б.В. БАРХАТОВ (Винницаэнерго), И.А. ЗАПЛОТИНСКИЙ (Киевэнерго), В.И. БАРМИН (ЦРМЗ), В.А. МЕНЦОВ (Энергомонтажпроект), И.П. ЛЯМО (ТЭЦ-23), кандидаты техн. наук В.Г. ЩЕРБИНСКИЙ; В.Е. БЕЛЫЙ (ЦНИИТмаш), В.С. ГРЕБЕННИК (ВТИ), Н.В. БУГАЙ (Донбассэнерго), инж. Л.И. САВИНА (Союзтехэнерго)
|
Заместитель начальника Технического управления Министерства энергетического машиностроения А.К. КРЫЛОВ 31 июля 1981 г. |
УТВЕРЖДАЮ: Заместитель начальника Главного технического управления Министерства энергетики и электрификации СССР Д.Я. ШАМАРАКОВ 5 августа 1981 г. |
1. ВВЕДЕНИЕ
1.1. Инструкция разработана с учетом накопленного опыта по дефектоскопии гибов необогреваемых труб котлов и трубопроводов в процессе их изготовления, монтажа и эксплуатации.
1.2. С выходом настоящей Инструкции отменяется действие «Инструкции по дефектоскопическому контролю качества металла гибов различных типоразмеров необогреваемых труб котлов и паропроводов свежего пара и горячего промперегрева ТЭС» (М.: СЦНТИ ОРГРЭС, 1974).
1.3. Настоящая Инструкция составлена на основе экспериментального и производственного контроля большого количества гибов различных типоразмеров необогреваемых труб котлов и паропроводов, находящихся в эксплуатации на электростанциях Минэнерго СССР, а также новых гибов труб, изготавливаемых котельными заводами, монтажными и ремонтными предприятиями.
1.4. Инструкция разработана с учетом требований Правил Госгортехнадзора СССР, ТУ-14-3-460-75 «Трубы стальные бесшовные для паровых котлов и трубопроводов. Технические условия», ОСТ 108.030.129-79 «Фасонные детали и сборочные единицы станционных и турбинных трубопроводов тепловых электростанций. Общие технические условия», ГОСТ 20415-75 «Контроль неразрушающий. Методы акустические. Общие положения», ГОСТ 21105-75 «Контроль неразрушающий. Магнитопорошковый метод», ОСТ 108.030.40-79 «Элементы трубные поверхностей нагрева. Трубы соединительные в пределах котла. Коллекторы стационарных паровых котлов. Общие технические условия».
(Измененная редакция).
1.5. В Инструкции учтены рекомендации ГОСТ 14782-78 «Контроль неразрушающий. Швы сварные. Методы ультразвуковые», ГОСТ 17410-78 «Трубы металлические бесшовные цилиндрические. Метод ультразвуковой дефектоскопии», «Основных положений по ультразвуковой дефектоскопии сварных соединений котлоагрегатов и трубопроводов тепловых электростанций (ОП № 501-ЦД-75)» (М.: СПО Союзтехэнерго, 1978).
Срок введения установлен с 1 января 1982 г.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Инструкция определяет методы дефектоскопии гибов необогреваемых труб в пределах котлов, станционных трубопроводов пара и горячей воды, трубопроводов в пределах турбины и других труб, выполненных из сталей перлитного класса с наружным диаметром 57 мм и более, толщиной стенки 3,5 мм и более. Инструкция не распространяется на литые колена.
(Измененная редакция).
2.2. Инструкция предназначена для выявления дефектов типа пор, рисок, закатов, расслоений, трещин1, коррозионных язвин, раковин на наружной и внутренней поверхности гибов и в их сечениях.
2.3. Объемы и периодичность контроля гибов трубопроводов определяются соответствующими инструктивными документами Минэнерго СССР и Минэнергомаш.
2.4. Контроль включает в себя:
- визуальный осмотр и измерение овальности;
- магнитопорошковую дефектоскопию (МПД);
- измерение толщины стенки ультразвуковым методом;
- ультразвуковую дефектоскопию (УЗД).
2.5. Контроль новых гибов выполняется по всей поверхности гнутого участка с применением методов по п. 2.4, кроме МПД. Гибы труб диаметром 273 мм и более дополнительно подвергаются МПД.
2.6. Гибы, находящиеся в эксплуатации, подвергаются контролю методами по п. 2.4, кроме МПД. Гибы труб диаметром 273 мм и более, а также гибы диаметром 133 мм и более с температурой среды 450 °С и выше дополнительно подвергаются МПД.
Контроль гибов, находящихся в эксплуатации, выполняется не менее чем на двух третях поверхностей гибов, включая растянутую и нейтральные зоны (рис. 1).
1 При необходимости выявления дефектов типа поперечных трещин контроль выполняется по методике приложения 1.
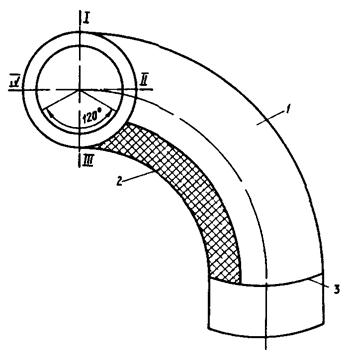
Рис. 1. Эскиз гиба:
1 - контролируемая поверхность; 2 - неконтролируемая поверхность; 3 - линия сопряжения гнутого участка с прямой трубой; I - растянутая зона; II, IV - нейтральная зона; III - сжатая зона.
2.7. Гибы, входящие в контрольные группы, подвергаются всем видам контроля, по п. 2.4 по всей поверхности гиба (в растянутой, сжатой и нейтральной зонах).
2.8. Контроль гибов по п. 2.4 (кроме визуального) выполняется дефектоскопистами не ниже 4-го разряда, прошедшими подготовку и аттестацию в установленном порядке по «Правилам контроля сварных соединений трубных систем котлоагрегатов и трубопроводов тепловых электростанций» (ПК-03-ЦС-66) и ОП № 501 ЦД-75.
2.9. Визуальный осмотр и измерение овальности в условиях завода выполняется контролерами.
3. ВИЗУАЛЬНЫЙ ОСМОТР И ИЗМЕРЕНИЕ ОВАЛЬНОСТИ
3.1. Визуальный осмотр гибов проводится в целях выявления на наружной поверхности дефектов, не допустимых по ТУ-14-3-460-75 на изготовление труб и ОСТ 108.030.129-79 на изготовление гибов.
Визуальный осмотр поверхности проводится без применения увеличительных приборов после зачистки, выполненной для новых гибов согласно ОСТ 108.030.129-79, а для гибов, находящихся в эксплуатации, после зачистки, выполненной согласно п. 6.16 настоящей Инструкции.
3.2. По результатам визуального осмотра гибы бракуются, если на наружной или внутренней поверхности обнаружены плены, закаты, трещины, расслоения, рванины, глубокие риски и грубая рябизна.
(Измененная редакция).
3.3. Допускаются поверхностные дефекты без острых углов (вмятины от окалины), мелкая рябизна и другие мелкие дефекты, обусловленные способом производства, не препятствующие проведению осмотра, глубиной не более 3 % номинальной толщины стенки, но не более 2 мм для горячедеформированных труб и 0,2 мм для холодно- и теплодеформированных труб при отношении наружного диаметра к толщине стенки более 5 и 0,6 мм для холодно- и теплодеформированных труб при отношении диаметра к толщине стенки 5 и менее при условии, что толщина стенки не выходит за пределы номинальных допустимых значений.
3.4. На вогнутой (сжатой) части гибов допускаются неровности типа гофр, а в местах переходов гнутых участков в прямые единичные плавные неровности. При этом допустимые размеры гофр и неровностей определяются ОСТ 108.030.129-79.
3.5. Контроль некруглости (овальности) выполняется согласно ОСТ 108.030.129-79 путем измерения наибольшего и наименьшего диаметров: для гибов с углом поворота, равным или меньшим 30°, - в среднем сечении; для гибов с углом поворота более 30° - не менее чем в трех сечениях гиба: в среднем и на расстояниях, равных 1/6 длины дуги (но не менее 50 мм) от начала и конца гиба, при этом овальность гиба определяется по максимальному из трех измеренных значений.
3.6. На заводах-изготовителях контроль овальности выполняется непосредственным измерением или путем применения непроходных шаблонов на каждый размер трубы по заводской инструкции, утвержденной главным инженером завода.
3.7. На ремонтных предприятиях и электростанциях овальность определяется непосредственным измерением с помощью микрометрических инструментов с ценой деления не более 0,01 мм.
3.8. Значение овальности фиксируется в процентах для каждого гиба отдельно и определяется по формуле:
![]()
где Dмакс, Dмин - наибольший и наименьший наружные диаметры, измеренные в одном сечении.
Значение овальности гибов не должно превышать значений, указанных в ОСТ 108.030.129-79.
3.9. Результаты измерения овальности оформляются в соответствии с п. 7 настоящей Инструкции.
4. МАГНИТОПОРОШКОВАЯ ДЕФЕКТОСКОПИЯ (МПД)
4.1. Магнитопорошковая дефектоскопия производится перед УЗК в целях выявления поверхностных дефектов типа трещин, закатов, рыхлот и др.
В условиях эксплуатации на ТЭС допускается вместо МПД применение УЗК поверхностными волнами, методика которого изложена в приложении 2. Контроль выполняется после зачистки поверхности гиба согласно п. 6.16 настоящей Инструкции.
4.2. Магнитопорошковая дефектоскопия производится в соответствии с ГОСТ 21105-75 способом циркулярного намагничивания путем пропускания тока по контролируемой части изделия или продольного (полюсного) намагничивания электромагнитом.
4.3. Магнитопорошковый контроль производить по методике, изложенной в приложении 3.
(Новая редакция).
4.4. Дефектные места могут быть выбраны шлифовальной машинкой и повторно проконтролированы МПД или травлением или капиллярной дефектоскопией.
Решение о пригодности гибов после удаления дефектов принимается по результатам измерений толщины стенки в месте выборки по п. 5.5.
4.5. Результаты МПД оформляются в соответствии с п. 7 настоящей Инструкции.
4.4, 4.5. (Измененная редакция).
5. УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
5.1. Ультразвуковая толщинометрия производится в целях определения минимальной толщины стенки гиба, в том числе и в местах выборок, если таковые производились.
5.2. Ультразвуковая толщинометрия гибов осуществляется ультразвуковыми толщиномерами «Кварц-6», «Кварц-14», «ТИЦ-3» и другими согласно Инструкции по эксплуатации приборов с точностью измерения: ± 0,15 мм для толщины до 10 мм; ± 0,3 мм - до 25 мм; ± 0,6 мм - более 25 мм.
Допускается выполнение толщинометрии приборами УДМ-1м и УДМ-3 согласно рекомендуемому в приложении 4 методу.
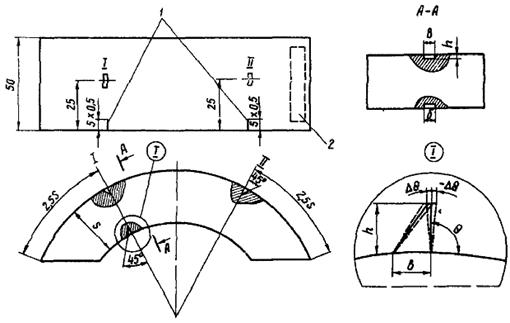
Рис. 2. Испытательный образец для контроля гибов:
1 - выносные риски; 2 - маркировка
Примечание. На образцах гибов труб толщиной до 15 мм верхний отражатель располагается в сечении II, нижний - в сечении I; свыше 15 мм - верхний и нижний отражатели располагаются в сечении I.
(Измененная редакция).
Измерения толщины производятся после подготовки поверхности согласно п. 6.16 настоящей Инструкции.
5.3. Перед проведением толщинометрии приборы должны быть подготовлены к работе: настроены по заводской инструкции по эксплуатации прибора и проверены на испытательном образце, применяемом для УЗД гибов данного типоразмера (рис. 2).
5.4. Измерение толщины стенки гиба производится на растянутой части по всей длине гиба.
В условиях ТЭС (монтажа, входного контроля) дополнительно проводятся измерения толщины стенки на обеих нейтралях на участках длиной 100 - 150 мм шириной 30 - 50 мм в местах измерения овальности и на одном из прямых участков вблизи гиба по периметру на кольце шириной 30 - 50 мм.
5.5. Для соединительных трубопроводов в пределах котла, турбины и станционных трубопроводов значение утонения стенки определяется по формуле:
![]()
где S - номинальная толщина стенки трубы;
Sмин - минимальная толщина стенки трубы в месте гиба на растянутой стороне.
Утонение стенки гибов для труб, выполненных с отклонениями от номинальных размеров по толщине, не должно превышать значений, указанных в ОСТ 106.030.40-79.
(Измененная редакция).
5.6. Результаты толщинометрии оформляются в соответствии с п. 7 настоящей Инструкции.
6. УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
6.1. Ультразвуковая дефектоскопия гибов производится для выявления дефектов как на внутренней и наружной поверхностях, так и в сечении гиба без установления типа дефекта.
6.2. Наиболее часто встречающимися дефектами в гибах могут быть: расслоения, риски, рыхлоты, коррозионно-усталостные трещины, коррозионные язвины.
6.3. Ультразвуковую дефектоскопию гибов рекомендуется производить после визуального осмотра, измерения овальности, МПД и измерения толщины стенки.
6.4. Оценка качества гибов производится на основании сопоставления параметров эхо-сигналов от дефекта и углового отражателя типа «зарубка» на испытательном образце соответствующего типоразмера.
6.5. Испытательные образцы для контроля гибов изготавливаются из прямых участков труб. Материал образцов должен соответствовать материалу контролируемого гиба. При контроле гибов, находящихся в эксплуатации более 50 тыс. ч, образцы рекомендуется изготавливать из труб, проработавших такой же срок.
Для настройки дефектоскопа на внутренней и наружной поверхностях испытательного образца (см. рис. 2) изготавливаются угловые отражатели («зарубки») по технологии, приведенной в приложении 5 ОП № 501-ПД-75.
Размеры угловых отражателей и параметры контроля гибов в зависимости от толщины стенки приведены в табл. 1.
|
Размеры углового отражателя («зарубки»), мм |
Рабочая частота, МГц |
Диаметр излучателя, мм |
||
|
Ширина |
Высота |
|||
|
До 15,0 вкл. |
2,0 |
1,0 |
5,0 |
8,0 |
|
Св. 15,0 до 18,0 вкл. |
2,5 |
1,5 |
2,5 |
12,0 |
|
Св. 18,0 до 22,0 вкл. |
2,5 |
2,0 |
2,5 |
12,0 |
|
Св. 22,0 |
3,5 |
2,0 |
2,0 |
12,0 |
|
Примечание. При контроле гибов с толщиной стенки до 12,0 мм допускается применение призм на частоту 2,5 МГц с пъезопластиной на частоту 5,0 МГц. При применении пъезопластин диаметром 8,0 мм (5,0 МГц) в призме искателя на 2,5 МГц рекомендуется применять центровочную шайбу из текстолита из гетинакса соответствующей толщины. |
||||
(Измененная редакция).
Правильность изготовления отражателей рекомендуется проверять методом свинцового оттиска. По форме оттиска с помощью инструментального микроскопа проверяются угловые и линейные размеры отражателя.
На отклонение угловых и линейных размеров отражателей устанавливаются следующие допуски: ± 0,1 мм - по ширине и высоте отражателя; ± 2,0° - по углу наклона отражающей грани.
На образце наносится маркировка, содержащая наружный диаметр, толщину стенки, марку стали, выносные риски местоположения отражающих граней, отражателя, площадь отражателя, регистрационный номер образца по журналу учета.
6.6. Для УЗД гибов применяются УДМ-1М, УДМ-3, ДУК-66П (ДУК-66ПМ) и другие ультразвуковые приборы, укомплектованные призматическими искателями. Для контроля гибов с отношением номинальной толщины стенки к номинальному диаметру трубы менее или равным 0,1 применяются искатели с углом призмы 40 или 30°, более 0,1 - 30°.
6.7. Контроль гибов диаметром менее 273 мм проводится притертыми искателями.
Перед притиркой допускается подбирать искатели согласно приложению 5. Оптимальный угол призмы искателя рекомендуется выбирать из рис. 9.
(Измененная редакция).
6.8. Для повышения чувствительности искателя на частоте 5 МГц допускается усовершенствование узла крепления пьезопластины согласно приложению 6.
6.9. Искатель пригоден для контроля, если значения амплитуды Ав эхо-сигнала от верхней зарубки испытательного образца соответствуют требованиям табл. 2. При этом амплитуда эхо-сигнала от нижней зарубки устанавливается равной 25 дел. шкалы I регулятора «Расстояние» в режиме Нимп для дефектоскопов типа УДМ или 20 дБ для дефектоскопов со шкалой амплитуды в децибелах.
|
Значение Ав для приборов типа |
||
|
УДМ (Нимп), дел, |
ДУК, дБ |
|
|
Св. 3,5 - до 19,5 вкл. |
25 ± 3 |
20 ± 1 |
|
Св. 20 до 40 вкл. |
20 ± 2 |
18 ± 1 |
|
Св. 40 |
12 ± 4 |
14 ± 2 |
|
Примечание. Если амплитуда эхо-сигнала от верхней зарубки больше указанного в табл. 2 значения, необходимо притереть переднюю кромку искателя или сместить каретку в пазах призмы назад. Если амплитуда эхо-сигнала (Ав) меньше указанного в табл. 2 значения, то притирается задняя кромка или каретка смещается вперед. |
||
(Измененная редакция).
6.10. Качество работы искателя рекомендуется проверять в процессе настройки чувствительности дефектоскопа и контроля согласно табл. 2.
6.11. Настройка дефектоскопа производится по зарубкам, выполненным на наружной и внутренней поверхности испытательного образца (см. рис. 2) в соответствии с выбранной схемой (рис. 3,а).
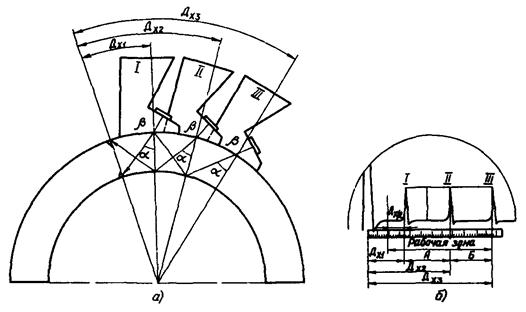
Рис. 3. Схема настройки дефектоскопа:
а - настройка по испытательному образцу; б - осциллограмма дефектоскопа; положения искателя при прозвучивании: I - зарубки прямым лучом; II - однажды отраженным лучом; III - дважды отраженным лучом; b - угол наклона призмы искателя; a - угол ввода ультразвукового луча; Дх - расстояние от точки ввода до плоскости расположения зарубки; А, Б - зоны прозвучивания (А - для положений I, II; Б - для положений II, III)
Для УЗД гибов применяется схема контроля прямым и однажды отраженным лучом (положения I, II на рис. 3,а). Для УЗД гибов толщиной стенки менее 12 мм допускается применение схемы контроля прямым, однажды и дважды отраженным лучом (положения I, II, III на рис. 3,а).
6.12. Настройка выполняется после установки регуляторов в следующие положения:
- для прибора типа УДМ:
ВРЧ - левое, «Мощность» - правое; «Отсечка» - нулевое; «Вид измерения» - Нимп; «Расстояние, см» - левое; «Чувствительность» - правое; «Частота» - по табл. 1;
- для прибора ДУК-66П:
ВАРУ - левое; «Отсечка» - нулевое; «Ослабление» - левое; «Режим работы» - I; «Частота» - по табл. 1; «Развертка плавно» - левое; «Задержка» - «откл».
При работе приборами типа УДМ и ДУК-66П диапазон прозвучивания устанавливается по табл. 3.
|
Толщина стенки контролируемого гиба, мм |
Схема контроля |
||
|
типа УДМ |
ДУК-66П |
||
|
I |
I |
До 19,5 |
Прямым и однажды отраженным лучом |
|
II |
I |
Св. 20 до 40 вкл. |
То же |
|
III |
III |
Св. 40 |
-"- |
|
Примечание. Допускается контроль гибов толщиной до 12 мм производить прямым, однажды и дважды отраженным лучом. |
|||
(Измененная редакция).
6.13. Последовательность операций при настройке дефектоскопа:
- искатель устанавливают на испытательный образец и, перемещая его возвратно-поступательными движениями перпендикулярно образующей, убеждаются в наличии эхо-сигнала от нижней и верхней зарубок. Скорость развертки устанавливают с помощью регуляторов «Развертка плавно» такой, чтобы эхо-сигнал от верхней зарубки находился во второй половине экрана. Положение эхо-сигнала на линии развертки фиксируют по шкале экрана или на полоске миллиметровой бумаги, наклеенной ниже линии развертки;
- устанавливают браковочный уровень чувствительности для дефектов, находящихся в нижних двух третях сечения гиба. Для этого искатель устанавливают в положение максимального сигнала от нижней зарубки (положение I на рис. 3,а). При фиксированном положении регулятора «Расстояние, см» - 25 дел шкалы 1 (УДМ) или «Ослабление» - 20 дБ высоту сигнала уменьшают до 10 мм по экрану прибора регуляторами «Отсечка», «Мощность», «Чувствительность»;
- регуляторы «Расстояние, см» (УДМ) или «Ослабление» (ДУК) устанавливают на нуль при неизменных положениях остальных регуляторов;
- устанавливают браковочный уровень чувствительности для дефектов, расположенных в верхней трети сечения гиба. Для этого искатель переводят в положение максимального сигнала от верхней зарубки (положение II на рис. 3,а) и амплитуду его уменьшают до высоты 10 мм по экрану дефектоскопа регуляторами «Расстояние, см» или «Ослабление»;
- устанавливают контрольный уровень чувствительности в соответствии с табл. 4 и измеряют пробег эхо-сигнала (условная высота) от верхней и нижней зарубок в миллиметрах по экрану дефектоскопа.
|
Контрольный уровень чувствительности для дефектов |
||||
|
В нижних двух третях сечения гиба и нижней зарубки приборов |
в верхней трети сечения гиба и верхней зарубки |
|||
|
ДУК-66П, дБ |
УДМ, дел. |
ДУК-66П, дБ |
УДМ, дел. |
|
|
Св. 3,5 до 19,5 вкл. |
14 |
12 |
14 |
12 |
|
Св. 20 до 40 вкл. |
14 |
12 |
12 |
10 |
|
Св. 40 |
14 |
12 |
8 |
8 |
(Измененная редакция).
6.14. В процессе настройки дефектоскопа записывают следующие параметры контроля:
- амплитуда эхо-сигнала от верхней (Ав) и нижней (Ан) зарубок;
- пробег эхо-сигнала от верхней (Пв) и нижней (Пн) зарубок.
6.15. Ультразвуковая дефектоскопия гибов производится по совмещенной схеме одним искателем.
Допускается применение раздельно-совмещенной схемы контроля двумя искателями. В приложении 7 приведена методика контроля с помощью акустического блока.
6.16. Перед проведением УЗД гибов выполняются подготовительные работы в соответствии с требованиями ОП № 501 ЦД-75 (п.п. 1.4.1; 1.4.2; 1.4.7 - 1.4.10).
В целях обеспечения надежности акустического контакта поверхность контролируемого гиба по всей длине (до мест сопряжения с прямыми участками плюс 100 мм) освобождают от изоляции, отслаивающейся окалины, грязи, зачищают металлическими щетками или наждачной бумагой. Для удаления плотной окалины допускается применение термического способа (см. приложение 3 ОП № 501 ПД-75).
Подготовленную поверхность гиба перед контролем протирают ветошью и покрывают тонким слоем контактной смазки (автол, машинное масло). Солидол применять не рекомендуется.
Подготовку поверхности и удаление контактной смазки после окончания УЗД выполняет специально выделенный персонал.
6.17. Сканирование поверхности гиба осуществляется возвратно-поступательными движениями искателя, ориентированного перпендикулярно образующей гиба, с одновременным поворотом на 10 - 15° в обе стороны относительно собственной оси (рис. 4).
В местах повышенной против номинальной кривизны рекомендуется легкое покачивание искателя относительно точки ввода луча в плоскости, перпендикулярной образующей гиба.
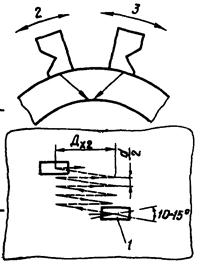
Рис. 4. Схема контроля гибов:
1 - точка ввода; 2 - контроль слева; 3 - контроль справа
Примечание. Стороны контроля определяются по отношению к ходу среды.
6.18. Контроль гибов осуществляется на поисковом уровне чувствительности, который устанавливается с помощью регуляторов «Расстояние» (УДМ) или «Ослабление» (ДУК-66П) следующим образом:
- при выполнении контроля новых гибов: 8 дел. шкалы Нимп (УДМ); 8 дБ шкалы «Ослабление» (ДУК-66П);
- при контроле гибов, находящихся в эксплуатации: 5 дел. шкалы Нимп (УДИ); 4 дБ шкалы «Ослабление» (ДУК-66П).
(Измененная редакция).
6.19. Признаком дефекта в металле гиба служит появление эхо-сигнала на участке развертки, ограниченном рабочей зоной (см. рис. 3): зона А - при контроле прямым и однажды отраженным лучом; зона Б - при контроле однажды и дважды отраженным лучом.
Появление эхо-сигнала вблизи переднего края рабочей зоны (положение I на рис. 3,б) или заднего края (положение III на рис. 3,б) указывает на расположение дефекта у внутренней поверхности.
Эхо-сигнал в рабочей зоне (вблизи положения II на рис. 3) указывает на расположение дефекта у наружной поверхности.
В этом случае местоположение дефекта может быть установлено путем прощупывания поверхности гиба пальцем, смоченным в масле.
6.20. При обнаружении дефекта производится определение его местоположения по периметру гиба и измерение параметров:
амплитуды эхо-сигнала А при контроле с противоположных сторон и пробега эхо-сигнала П при контроле с противоположных сторон.
Амплитуду эхо-сигнала измеряют путем уменьшения высоты эхо-сигнала на экране прибора до 10 мм с помощью регулятора «Расстояние, см» (УДМ) или «Ослабление» (ДУК-66П). Измеренные значения амплитуды записывают.
Пробег эхо-сигнала измеряют в миллиметрах по шкале экрана на контрольном уровне чувствительности (по табл. 4).
Если огибающие эхо-сигналов на поисковом уровне чувствительности (по п. 6.18) от двух дефектов накладываются одна на другую, то считается, что обнаружен один дефект.
Местоположение дефекта (дефектов) по периметру гиба приближенно относится к одной из зон - растянутой, нейтральной или сжатой.
При необходимости точного указания местоположения дефектов измеряют их координаты Дх относительно середины каждой из зон при поперечном сканировании справа и слева (см. рис. 4) после настройки скорости развертки, рекомендуемой в приложении 8.
6.21. Качество гибов по результатам УЗД оценивается двумя оценками «Негоден» (брак) и «Годен».
Гиб негоден (бракуется), если:
- обнаружены дефекты, амплитуда или пробег эхо-сигнала от которых равны или превышают браковочные значения для соответствующей зарубки. При этом дефекты в нижних двух третях сечения гиба оцениваются по зарубке на внутренней поверхности испытательного образца, остальные - по верхней зарубке (см. табл. 4);
- на внутренней поверхности нейтральной зоны обнаружен дефект, превышающий по амплитуде контрольный уровень чувствительности.
Окончательная оценка сплошности металла гиба производится после удаления наружных дефектов и повторной УЗД.
Гибы годны, если в процессе контроля не обнаружены дефекты с браковочными признаками.
В случае затруднений в оценке выявленных на частоте 5 МГц дефектов находящихся в эксплуатации гибов с толщиной стенки до 15 мм рекомендуется дополнительно проводить контроль на частоте 2,5 МГц.
Если амплитуда эхо-сигнала от дефекта при контроле на частоте 2,5 МГц превышает амплитуду эхо-сигнала от зарубки, дефект считается недопустимым.
(Измененная редакция).
7. ОФОРМЛЕНИЕ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ ПО РЕЗУЛЬТАТАМ ДЕФЕКТОСКОПИИ
7.1. По результатам дефектоскопии оформляется документация раздельно по видам контроля (см. п. 2.4).
7.2. На заводах-изготовителях сведения по каждому виду контроля представляются по установленной на заводе форме. Документация может быть оформлена на группу гибов.
7.3. Объем сведений в документах определяется видами контроля. Результаты контроля при изготовлении гибов представляются без расшифровки характера дефектов. При контроле гибов на ТЭС должны представляться размеры и зоны расположения дефектов.
7.4. В документации по каждому виду контроля указывается:
- дата проведения контроля и номер заключения (или записи в журнале);
- заводское клеймо (или номер, позиция по месту установки) и типоразмер гиба;
- марка стали;
- место проведения контроля (в цехе, на плазу, на котле и др.);
- наименование документа, регламентирующего необходимость и объем контроля;
- результаты контроля и оценка качества;
- фамилия и подпись лица, проводившего контроль. Номер удостоверения дефектоскописта (при контроле на ТЭС);
- фамилия и подпись ИТР, ответственного за проведение контроля (начальника лаборатории, группы и др.).
(Измененная редакция).
7.5. Объем сведений, фиксируемых в документах по контролю:
- при измерении овальности - тип инструмента, устройства;
- при МПД - способ намагничивания, тип (марка) прибора или устройства, характеристика обнаруженных дефектов (размеры и зоны расположения), способ устранения дефектов, размеры участка выборки;
- при ультразвуковой толщинометрии - тип (марка), заводской номер прибора, тип искателя, частота ультразвуковых колебаний (кроме заводов-изготовителей), регистрационный номер испытательного образца, результаты измерений (минимальная толщина стенок в нейтральной и растянутой зонах, прямого участка вблизи гиба);
- при УЗД - тип (марка) заводской номер, дефектоскопа, тип искателя, угол призмы, частота, диаметр пъезопластины, регистрационный номер искателя, регистрационный номер испытательного образца, параметры настройки по п. 6.14, размеры и местоположение обнаруженных дефектов.
(Измененная редакция).
7.6. Пример составления заключения по контролю гибов приведен в приложении 9.
8. МЕРЫ ТЕХНИКИ БЕЗОПАСНОСТИ
8.1. К работе по дефектоскопическому контролю гибов допускаются лица, прошедшие инструктаж по технике безопасности с регистрацией в специальном журнале.
8.2. Инструктаж проводится в сроки, установленные приказом по предприятию (организации).
8.3. В условиях электростанции дефектоскопический контроль проводится звеном в составе двух человек (при применении циркулярного намагничивания - не менее трех человек - одного рабочего и двух операторов) по нарядной системе допуска к производству работ.
8.4. Перед любым включением дефектоскопы (при УЗД или МПД) должны быть надежно заземлены неизолированным гибким медным проводом сечением не менее 2,5 мм (для циркулярного намагничивания не менее 10 мм).
8.5. В случае отсутствия на рабочем месте штепсельных розеток с указанием напряжения подключение дефектоскопов к сети отключение их от нее производится дежурным персоналом электроцеха (на заводе - дежурным электриком).
8.6. Дефектоскописты должны работать в спецодежде, не стесняющей движения, и головных уборах.
8.7. Запрещается выполнять контроль вблизи места проведения сварочных работ.
8.8. При проведении УЗД должны соблюдаться требования гигиены труда при работе с маслами.
8.9. Во избежание загорания масляная ветошь должна храниться в металлическом ящике.
Приложение 1
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО УЗД ГИБОВ НА НАЛИЧИЕ ПОПЕРЕЧНЫХ ТРЕЩИН
1. Контроль на поперечные трещины выполняется после проведения УЗК согласно разд. 6 настоящей Инструкции.
2. Для контроля применяются ультразвуковые эхо-импульсные дефектоскопы УДМ-1М, УДМ-3, ДУК-66П с призматическими искателями согласно табл. 5. При контроле гибов толщиной стенки 20 мм и более дефектоскопы должны иметь накладные шкалы согласно п. 1.3.2 ОП № 501 ПД-75.
Допускается применение дефектоскопов других типов при наличии дополнительных методических указаний, учитывающих специфику аппаратуры.
|
Рабочая частота, МГц |
Угол призмы искателя, град. |
|
|
До 15 вкл. |
5,0 |
40 |
|
Св. 15 до 20 вкл. |
2,5 |
40 |
|
Св. 20 |
1,8 |
40 |
3. Ультразвуковая дефектоскопия гибов труб диаметром до 200 мм производится притертым искателем согласно п. 1.4.6 ОП № 501 ЦД-75.
4. Длительность развертки должна быть установлена такой, чтобы в пределах экрана дефектоскопа укладывалась удвоенная толщина стенки контролируемого гиба. Настройка глубиномера производится в соответствии с инструкцией по эксплуатации дефектоскопов.
5. Настройка чувствительности дефектоскопа производится:
- при контроле гибов толщиной свыше 20,0 мм - по боковому цилиндрическому отражателю диаметром 6 мм на глубине 44 мм в стандартном образце № 2 по ГОСТ 14783-76.
При этом ручками, регулирующими чувствительность дефектоскопа и мощность зондирующего импульса, устанавливается максимум амплитуды эхо-сигнала от этого отражателя на уровне 10 мм по экрану при установке аттенюатора в соответствии с табл. 1 ОП № 501 ПД-75 на контрольные точки (для дефектоскопов УДМ) или в соответствующие этим точкам значения ослабления в децибелах (для дефектоскопов ДУК-66П);
- при контроле гибов толщиной от 5,0 до 20,0 мм - по зарубкам на испытательных образцах для контроля сварных соединений трубопроводов без подкладных колец согласно табл. 6 и в соответствии с п. 2.4 ОП № 501 ПД-75.
При этом ручками, регулирующими чувствительность дефектоскопа и мощность зондирующего импульса, устанавливается максимум амплитуды эхо-сигнала от зарубки на внутренней поверхности образца на уровне 10 мм по экрану при установке аттенюатора:
- 25 мм по шкале «Расстояние I» в режиме Нимп для дефектоскопов типа УДМ;
- 20 дБ для дефектоскопов ДУК-66П.
Таблица 6
|
Толщина стенки гиба, мм |
|||||
|
До 6,0 |
Св. 6,0 до 15,0 вкл |
Св. 15,0 до 18,0 вкл. |
Св. 18,0 до 20,0 вкл. |
Св. 20 |
|
|
Площадь зарубки, мм |
1,6 |
2,0 |
3,75 |
5,0 |
Боковой отражатель С.О. № 2 |
|
Размеры зарубки, (ширина ´ глубина), мм |
2,0´0,8 |
2,0´1,0 |
2,5´1,5 |
2,5´2,0 |
- |
6. В режиме поиска дефектов аттенюаторы устанавливаются в положения:
0 - 5 дел. - для дефектоскопов типа УДМ;
0 дБ - для дефектоскопов ДУК-66П.
Контроль выполняется по схеме прямого и однажды отраженного луча. Сканирование ведется вдоль образующей гиба с поперечным шагом не более 5 мм.
7. При обнаружении эхо-сигнала от дефекта гибы бракуются, если:
- при контроле гибов толщиной до 20 мм значение амплитуды эхо-сигнала от дефекта равно или превышает 15 мм по шкале «Расстояние I» для дефектоскопов типа УДМ или 14 дБ для дефектоскопов ДУК-66П;
- при контроле гибов толщиной 20 мм и более значение амплитуды эхо-сигнала от дефекта равно значению контрольного уровня, определяемого с учетом глубины залегания дефекта, или превышает его (по внутренней шкале 3 для дефектоскопов типа УДМ либо на 6 дБ меньше значения уровня, установленного для данной глубины по дополнительной шкале на координатной линейке дефектоскопа ДУК-66П).
8. Результаты контроля оформляются в соответствии с требованиями разд. 7 настоящей Инструкции.
Приложение 2
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ ГИБОВ ПОВЕРХНОСТНЫМИ ВОЛНАМИ
1. Ультразвуковой контроль поверхностными волнами применяется для обнаружения растрескиваний на внешней поверхности растянутой части гибов паропроводов.
2. Для контроля применяются приборы УДМ-1М, УДМ-3, укомплектованные несерийными призматическими искателями на частоту 1,8 МГц с углом наклона призмы 68° (рис. 5), и испытательные образцы, применяемые для УЗК (см. рис. 2).
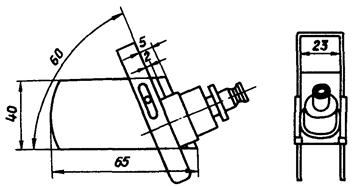
Рис. 5. Искательная головка
3. Призмы искателей изготавливаются из оргстекла. Узел крепления пъезоэлемента применяется от серийных призматических искателей на частоту 1,8 МГц.
4. Постоянство точки ввода ультразвука в металл достигается с помощью фиксатора П-образной формы, изготовленного из металлической пластины толщиной 1 - 2 мм. Фиксатор закрепляется на призме винтами в прорезях пластины.
5. Настройка дефектоскопа производится по испытательным образцам путем перемещения фиксатора до получения эхо-сигнала высотой 40 мм на экране от верхней зарубки установленной площади. Фиксатор закрепляется винтами. Местоположение эхо-сигнала на экране прибора отмечается строб-импульсом и измеряется расстоянием от искателя до зарубки (Дх). Максимальный сигнал от зарубки и от дефекта необходимо измерять при постоянном расстоянии искателя от зарубки (например, 50 мм по поверхности). Контроль производится путем продольного перемещения искателя, ориентированного перпендикулярно образующей гиба (рис. 6).
6. Признаком дефектов служит серия импульсов высотой более 10 мм, появляющихся на экране дефектоскопа в зоне контроля. Местоположение дефектов определяется после совмещения импульсов от дефектов с меткой на экране. При этом дефект будет располагаться на расстоянии Дх от искателя.
7. Дефектные места зашлифовываются и снова проверяются МПД или травлением, в случае подтверждения дефекта производится его выборка или зашлифовка с последующей проверкой полноты выборки методом МПД или травлением.
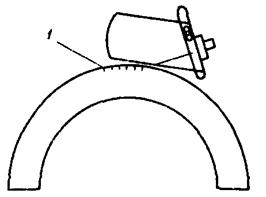
Рис. 6. Схема прозвучивания гибов:
1 - зона ползучести
Приложение 3
МЕТОДИКА ЦИРКУЛЯРНОГО НАМАГНИЧИВАНИЯ
1. СРЕДСТВА ДЛЯ МАГНИТНОГО КОНТРОЛЯ
1.1. В качестве намагничивающих устройств для циркулярного и продольного вида намагничивания могут применяться дефектоскопы ДМП-3М, МД-10Ц, МД-50П и другого типа, обеспечивающие аналогичные параметры.
1.2. Для продольного (полюсного) намагничивания используются электромагниты переменного тока с параметрами, указанными в «Инструкции по применению портативных намагничивающих устройств для проведения магнитно-порошковой дефектоскопии деталей энергооборудования без зачистки поверхностей» (М.: СПО Союзтехэнерго, 1978), ДМЭ-20Ц и другие, обеспечивающие напряженность магнитного поля в центре межполюсного пространства на изделии не ниже значения, рассчитанного по рекомендуемому приложению 2 ГОСТ 21105-75 (условный уровень чувствительности «Б»).
Продольное намагничивание участка гиба трубопровода на наличие поперечных дефектов допускается производить с помощью гибкого силового кабеля, навитого на трубу по обеим сторонам контролируемого участка.
1.3. Аппаратура для магнитопорошкового контроля должна обеспечивать напряженность приложенного магнитного поля не менее 30 А/см для магнитомягких (коэрцитивная сила Hc < 10 А/см, остаточная индукция Br > 1 Тл) сталей.
1.4. В качестве индикатора дефектов используются магнитные порошки и пасты, которые наносятся на контролируемую поверхность гиба в виде суспензии. Дисперсионной средой суспензии служит вода с антикоррозионными и смачивающими веществами.
1.5. Содержание магнитного порошка в 1 л дисперсионной среды составляет:
черного (ТУ 5-14-1009-79) или цветного...................................................... 25 ± 5 г
магнитно-люминесцентного.......................................................................... 4 ± 1 г
Составы магнитной суспензии приведены в рекомендуемом приложении 4 ОСТ 108.004.109-80 «Изделия и швы сварных соединений энергооборудования АЭС. Методика магнитопорошкового контроля».
Вязкость дисперсионной среды должна быть не выше 30 · 10-6 м2/с (30 сСт) при температуре контроля.
2. ТЕХНОЛОГИЯ КОНТРОЛЯ
2.1. При магнитопорошковом контроле гибов трубопроводов выполняются следующие операции:
подготовка аппаратуры и поверхности гиба трубопровода к контролю;
намагничивание;
нанесение индикатора в виде порошка или суспензии на контролируемый участок;
отметка дефектных мест и оценка результатов контроля.
2.2. Перед контролем производится проверка работоспособности узлов намагничивающего устройства. Операция выполняется с помощью измерительных приборов, входящих в комплект устройства, измерителей магнитного поля и контрольного образца, изготовленного согласно рекомендуемому приложению 6 ОСТ 108.004.109-80, или образца с трещинами, подобранного из числа забракованных гибов труб. Одновременно на контролируемом образце проверяются технологические свойства магнитной суспензии по признакам наличия плотного валика порошка на имеющихся трещинах.
2.3. Выбор значения приложенного поля для контролируемой марки стали производится по рекомендуемому приложению 2 ГОСТ 21105-75 (условный уровень чувствительности «Б»). При расчете значения тока намагничивания по значению Нпр для циркулярного и продольного намагничивания можно руководствоваться рекомендациями приложения 8 (п.п. 2, 3, 4) ОСТ 108.004.109-80.
2.4. Поверхность гибов трубопроводов, подлежащая контролю, должна иметь шероховатость не хуже Ra = 10 мкм (Rz = 40 мкм).
(Измененная редакция).
2.5. Намагничивание гиба осуществляется по участкам способом приложенного поля. При циркулярном намагничивании расстояние l между электроконтактами должно быть в пределах 70 - 250 мм; при этом ширина зоны контроля должна быть не более 0,6 l.
2.6. Для выявления различно ориентированных дефектов намагничивание участка гиба производится во взаимно перпендикулярных направлениях.
2.7. Нанесение магнитной суспензии на контролируемый участок при способе приложенного поля должно прекращаться на 2 - 3 сек до выключения источника поля.
2.8. Освещенность контролируемой поверхности должна быть не менее 500 лк (при использовании ламп накаливания).
2.9. Результаты контроля оцениваются по наличию на контролируемой поверхности плотного валика магнитного порошка, воспроизводимого каждый раз при многократных (2 - 3 раза) проверках.
2.10. Результаты магнитопорошкового контроля регистрируются в журнале (п. 7 настоящей инструкции), а при необходимости дефектное место фотографируется или снимается дефектограмма с помощью прозрачной липкой ленты. Место дефекта отмечается краской, мелом и другими средствами.
2.11. После контроля при необходимости производится зачистка мест установки электроконтактов».
(Новая редакция).
Приложение 4
МЕТОДИКА ТОЛЩИНОМЕТРИИ С ПОМОЩЬЮ ПРИБОРОВ УДМ-1М и УДМ-3
1. При измерении толщины гибов приборами УДМ-1М или УДМ-3 используются следующие искатели:
- раздельно-совмещенные на частоту 5 МГц при толщине до 20 мм;
- раздельно-совмещенные (РС) на частоту 2,5 МГц при толщине 20 - 45 мм;
- прямые нормальные, совмещенные на частоту 1,8 (1,25) МГц при толщине более 45 мм.
При этом, если применяются нормальные искатели, настройка глубиномерного устройства и толщинометрия выполняется в соответствии с заводской инструкцией по эксплуатации, при применении РС-искателей согласно п. 4 настоящего приложения.
2. Перед применением дефектоскопов с РС-искателями производится проверка их пригодности, для чего регуляторы прибора устанавливаются в следующие положения:
- «Мощность», «Чувствительность», «Развертка плавно» - крайнее правое;
- «Отсечка», «ВРЧ», «Расстояние» - крайнее левое;
- «Вид измерений» - развертка плавно;
- «Диапазон прозвучивания» - 1;
- переключатель «Вид измерений» устанавливается в положение «Развертка плавно» и проверяется совмещение передних фронтов зондирующего и строб-импульса.
При наличии совмещений передний фронт строб-импульса должен находиться между точкой начала развертки и передним фронтом зондирующего импульса при установке регулятора «Расстояние, см» на нуль.
Если импульсы совмещаются, переключатель «Вид измерений» переводят в положение «Ду» и приступают к настройке прибора.
При отсутствии совмещений прибор следует заменить.
3. Настройка дефектоскопа производится по ступенчатым образцам, изготовленным из стали той же марки, что и контролируемый гиб. Для контроля гибов диаметром до 133 мм включительно образцы изготавливаются согласно рис. 7,а, для гибов диаметром более 133 мм - рис. 7,б.
На поверхность испытательного образца наносится маркировка с указанием номинального диаметра и толщины трубы, марки стали, числовых значений высоты ступеньки, а также минимальной и максимальной толщин стенки образца.
4. Настройка дефектоскопов для измерения толщины до 20 мм производится в следующем порядке:
- искатель устанавливается на ступеньку испытательного образца с максимальным отрицательным допуском (Sмин). Регуляторами «Отсечка» и «Чувствительность» амплитуда сигнала уменьшается до 15 - 20 мм по экрану прибора;
- регулятор «Расстояние, см» переводится на отметку, соответствующую номинальному значению толщины измеряемой ступеньки в соответствующем масштабе;
- потенциометром «Начало Ду» передний фронт строб-импульса совмещается с передним фронтом эхо-сигнала;
- искатель устанавливается на ступеньку испытательного образца с максимальным положительным допуском (Sмакс). Регулятором «Отсечка» эхо-сигнал увеличивается до высот 15 - 20 мм по экрану;
- регулятор «Расстояние, см» переводится на отметку, соответствующую номинальному значению толщины измеряемой ступеньки в соответствующем масштабе;
- потенциометром «Конец Ду» совмещаются передние фронты строб-импульса и эхо-сигнала.
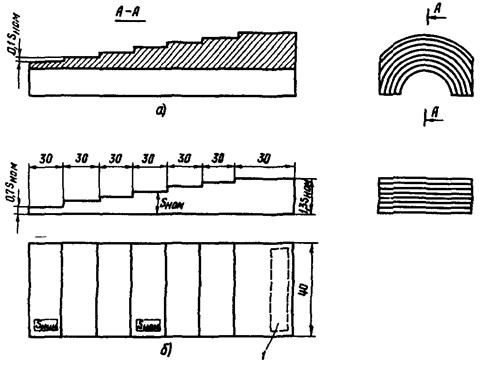
Рис. 7. Испытательные образцы для толщинометрии гибов диаметром:
а - до 133 мм; б - свыше 133 мм; 1 - маркировка
Для обеспечения необходимой точности настройки все перечисленные операции повторяются несколько раз.
5. Измерение толщины с применением РС-искателей производится в следующем порядке:
- через слой контактной смазки искатель прикладывается к измеряемой поверхности таким образом, чтобы плоскость излучения-приема была ориентирована вдоль образующей и имелся четкий донный эхо-сигнал;
- ручками «Мощность» и «Чувствительность» устанавливается высота эхо-сигнала 10 - 15 мм на экране прибора;
- регулятором «Расстояние, см» передний фронт строб-импульса совмещается с передним фронтом эхо-сигнала.
Значение измеренной толщины записывается по шкале I «Расстояние, см».
Приложение 5
МЕТОДИКА ПРОВЕРКИ ПРИГОДНОСТИ ИСКАТЕЛЕЙ ДЛЯ КОНТРОЛЯ ГИБОВ
1. Методика определяет способ подбора искателей по чувствительности и проверки правильности их притирки в соответствии с табл. 2.
2. Проверка выполняется по стандартному образцу (ГОСТ 14782-76). При этом производится измерение амплитуды эхо-сигнала от боковых сверлений С.О. № 1 при чувствительности контроля, настроенной по отверстию диаметром 6 мм на глубине 44 мм на заданный уровень по С.О. № 2 в соответствии с табл. 7.
|
Угол призмы искателя, град. |
Уровень чувствительности прибора, настроенного по С.О. № 2 |
Амплитуда сигнала Нимп от боковых сверлений С.О. № 1, расположенных на глубине, мм |
Разность значений амплитуд сигналов (дБ) от боковых сверлений С.О. № 1, расположенных на глубине, мм |
||||||||
|
Нимп |
дБ |
10 |
15 |
20 |
30 |
10 |
20 |
15 |
30 |
||
|
5,0 |
40 |
40 |
Св. 3 до 10 вкл. |
70 ± 5 |
- |
15 ± 2 |
- |
12 ± 2 |
12 ± 2 |
8 ± 2 |
8 ± 2 |
|
2,5 |
30 |
90 |
- |
80 ± 5 |
- |
35 ± 2 |
12 ± 2 |
12 ± 2 |
8 ± 2 |
8 ± 2 |
|
|
2,5 |
40 |
72 |
- |
60 ± 5 |
- |
20 ± 2 |
12 ± 2 |
12 ± 2 |
8 ± 2 |
8 ± 2 |
|
(Измененная редакция).
Искатель считается пригодным для контроля, если амплитуда эхо-сигнала от боковых сверлений диаметром 2 мм С.О. № 1 соответствует значениям табл. 7.
Для измерения амплитуды эхо-сигнала приборами типа УДМ переключатель «Вид измерений» устанавливают в положение «Нимп». Отсчет амплитуды производят по шкала I «Расстояние, см», полное значение которой принимается равным 100 дел. «Нимп».
Измерение чувствительности искателей выполняют не притертыми по кривизне гибов призмами с углами 30 и 40°.
При необходимости проверки чувствительности искателей с притертыми призмами каретку с пъезопластиной переставляют на непритертую призму и выполняют операции, перечисленные в п. 2.
3. Рабочую поверхность искателей притирают по кривизне трубы следующим образом:
- определяют положение точки ввода по С.О. № 3 ГОСТ 14782-76;
- на листе бумаги изображают полный контур призмы искателя в масштабе 1:1 (рис. 8), на котором отмечают точку ввода (m);
- по графику (рис. 9) устанавливают значение оптимального угла призмы (b0) для контроля данного типоразмера гибов;
- на контуре искателя (см. рис. 8) проводят прямую (Кп) под углом b0 к поверхности электроакустического контакта (Кl) через вершину прямого угла задней части призмы;
- в точке пересечения в указанной прямой с линией dm, соединяющей центр пъезопластины d с точкой ввода искателя m, восстанавливают перпендикуляр;
- вдоль перпендикуляра от точки в откладывают отрезок, равный радиусу кривизны рабочей поверхности искателя R, и из полученной точки 0 проводят дугу окружности abc;
![]()
где Rт - радиус трубы;
- полученный в результате построения контур переносят на призму искателя;
- призму опиливают по контуру, а затем притирают на наждачном полотне, наложенном на поверхность испытательного образца данного типоразмера.
(Измененная редакция).
Пример. Требуется проконтролировать гиб диаметром 159 мм и толщиной 12 мм.
Отношение толщины стенки к диаметру равно 0,075.
Из графика на рис. 9 (сплошная линия) определяют, что оптимальный угол призмы (при котором обеспечивается угол встречи с дефектом, равный 45°) составляет 30°.
(Измененная редакция).
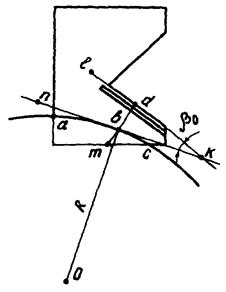
Рис. 8. Схема построения рабочей поверхности искателя
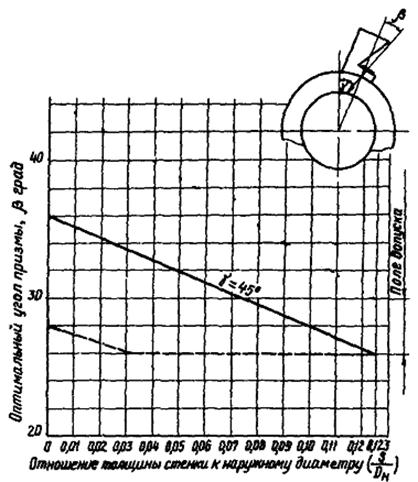
Рис. 9. График выбора оптимальных углов призмы
(Измененная редакция).
Приложение 6
УСОВЕРШЕНСТВОВАНИЕ УЗЛА КРЕПЛЕНИЯ ПЪЕЗОПЛАСТИНЫ
Корпус узла изготавливает из оргстекла по ТУ 26-57, ТУ 1783-53 или по классу 1 ГОСТ 9389-60.
Оргстекло нарезают брусками 15´15 мм длиной 150 - 250 мм и обтачивают на токарном станке до диаметра 10 мм.
Дальнейшую обработку производят в следующем порядке (рис. 10,а):
- цилиндрическую заготовку протачивают до диаметра 9 мм и торцуют;
- отверстие 1 просверливают сверлом диаметром 5 мм;
- полость 2 растачивают до диаметра 7 мм;
- полость 3 растачивают по диаметру пъезопластины с учетом плотной ее посадки. После посадки пъезопластины на буртик полости 3 внешняя кромка корпуса должна быть проточена заподлицо с поверхностью пъезопластины;
- обработанную часть заготовки обрезают по линии 4-4;
- внутрь корпуса 4 вставляют контактную накладку 5, пружину 6 и пъезопластину 7 (см. рис. 10,б);
- для установки узла в стандартный искатель на частоту 5 МГц натяжную втулку узла крепления пъезопластины обрезают и в центральном отверстии нарезают резьбу М6´0,75.
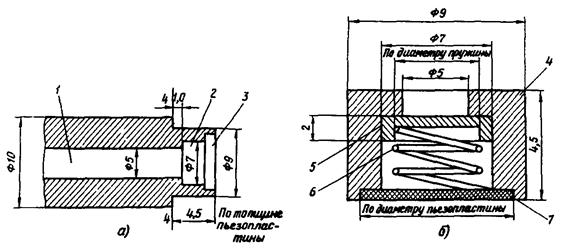
Рис. 10. Узел крепления пъезопластины:
а - технология изготовления; б - технология сборки
Эскиз узла крепления пъезопластины представлен на рис. 11. Для повышения надежности электрического контакта применяется фидерный разъем, представленный на рис. 12.
Приложение 7
МЕТОДИКА КОНТРОЛЯ ШВОВ С ПОМОЩИ АКУСТИЧЕСКОГО БЛОКА
1. Акустический блок (рис. 13) состоит из корпуса 1, в котором заключено два искателя 2, помещенных в магнитном контуре 3. Один из искателей фиксирован в корпусе, а другой может перемещаться в пазах 4.
2. Рабочая частота искателей должна соответствовать значениям, приведенным в табл. 1.
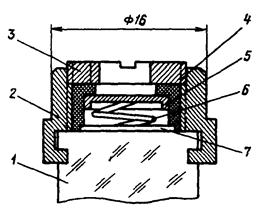
Рис. 11. Эскиз узла крепления пъезопластины:
1 - призма; 2 - каретка; 3 - натяжная гайка; 4 - корпус; 5 - контактная накладка; 6 - контактная пружина; 7 - пъезопластина
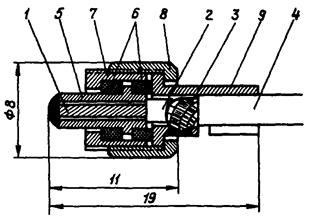
Рис. 12. Эскиз разъема искателя:
1 - центральная жила фидера; 2 - изоляция центральной жилы фидера; 3 - оплетка фидера; 4 - изоляция фидера; 5 - контактная втулка; 6 - центрирующие шайбы; 7 - зажимная втулка; 8 - корпус разъема; 9 - хвостовик разъема
3. Искатели должны обладать одинаковой чувствительностью и не должны отличаться один от другого по амплитуде эхо-сигнала более чем на 2 - 3 ед. шкалы «Расстояние, см» или на 1 дБ шкалы «Ослабление».
4. Углы призмы искателей не должны отличаться более чем на ± 2° от номинальных значений, определяемых по графику (см. рис. 9).
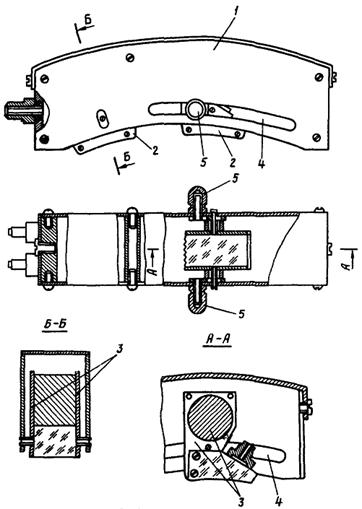
Рис. 13. Акустический блок
5. Искатели блока включают по раздельно-совмещенной схеме (п. 3.1, черт. 15, 16 ГОСТ 14782-76) в соответствии с рис. 14. Гибы с толщиной стенки свыше 10 мм контролируют прямым лучом (рис. 14,а), а гибы с толщиной станки до 10 мм - однажды отраженным лучом (см. рис. 14,б).
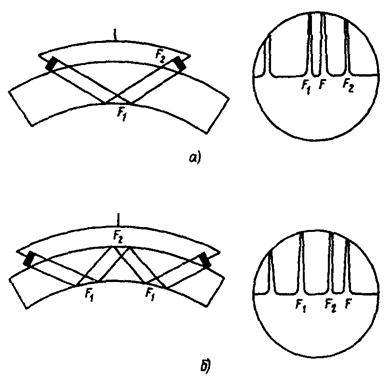
Рис. 14. Схемы контроля гибов
6. Контроль гибов с применением акустического блока выполняют приборами типа УДМ или ДУК. При работе приборами типа УДМ контроль ведут в режиме Нимп.
Допускается применение приборов других типов при наличии дополнительных методических указаний, учитывающих специфику аппаратуры.
7. Настройку дефектоскопа осуществляют по испытательному образцу после установки регуляторов в следующие положения: «ВРЧ», «Отсечка» (ДУК/66П) и «ВРЧ», «Отсечка» (УДМ) - в крайнее левое, «Мощность» - в крайнее правое для всех типов. Диапазон прозвучивания - «I», регуляторы «Ослабление» - 4 дБ (ДУКП), «Расстояние, см» (УДМ) - 5 дел. Нимп.
8. Акустический блок устанавливают на испытательный образец и удерживают на нем с помощью магнитных контуров. Искатель 2 перемещают по направляющим до появления на экране прибора импульса F, условно называемого «служебным» и при максимальном его значении фиксируют винтами 5 искателя 2 (см. рис. 13).
9. Перемещая блок по испытательному образцу, получают сигнал от нижнего отражателя F, регуляторы «Расстояние» или «Ослабление» ставят в положение 25 дел. Нимп (или 20 дБ) и регулятором «Чувствительность» прибора типа УДМ или «Мощность» («Отсечка») прибора типа ДУК устанавливают амплитуду эхо-сигнала на уровне 10 - 15 мм по экрану прибора.
10. При настроенной чувствительности производят измерение амплитуды от верхнего отражателя.
11. При совпадении местоположения эхо-сигнала от отражателя и «служебного» импульса производят их разделение путем перемещения искателя 2 в ту или иную сторону, после чего вновь измеряют амплитуду эхо-сигнала от отражателей.
12. Оценку качества поверхности контролируемого гиба производят путем сравнения амплитуды «служебного» импульса на испытательном образце и на двух - трех участках контролируемой поверхности.
13. Если амплитуда «служебных» импульсов на испытательном образце и на контролируемом гибе отличается более чем на 5 дел. Нимп (4 дБ) вследствие отслаивающихся окислов, плохого акустического контакта, шероховатости, то поверхность гиба подлежит дополнительной зачистке напильником, наждачной бумагой или термическим способом.
14. Контроль гибов производят путем перемещения блока по поверхности перпендикулярно образующей возвратно-поступательными движениями. «Служебный» импульс должен быть на экране прибора во все время прозвучивания. В случае его исчезновения необходимо установить причину (плохой контакт, неисправность прибора, искателя, кабеля и др.).
15. При обнаружении эхо-сигнала от дефекта производят его оценку в соответствии с п.п. 6.20, 6.21 настоящей Инструкции.
Приложение 8
МЕТОДИКА НАСТРОЙКИ СКОРОСТИ РАЗВЕРТКИ ПРИБОРОВ ТИПА УДМ И ДУК
Скорость развертки при работе с призматическими искателями настраивается по угловым отражателям испытательного образна в соответствии с выбранной схемой контроля.
2. Настройку скорости развертки прибора типа УДМ производят в следующем порядке:
- регуляторы «Отсечка» и «ВРЧ» устанавливают в левое положение, «Мощность» - в правое; «Вид измерения» - Дх; «Частота» - в положение, соответствующее рабочей частоте выбранного искателя;
- искатель устанавливает на испытательном образце в положение максимального сигнала от нижнего отражателя (положение I на рис. 3,а);
(Измененная редакция).
- линейкой измеряют расстояние Дх1 от точки ввода искателя до плоскости, в которой находится отражающая поверхность нижней зарубки, и это значение устанавливают на шкале «Расстояние, см»;
- потенциометром «Начало шкалы ДХ» совмещают передний фронт строб-импульса с передним фронтом эхо-сигнала;
- искатель устанавливают в положение максимального сигнала от верхнего отражателя (положение II на рис. 3,а). Регулятором «Чувствительность» амплитуду эхо-сигнала уменьшает до 10 - 15 мм над линией развертки;
- линейкой измеряют расстояние Дх2, от точки ввода искателя до отражающей поверхности верхней зарубки, и это значение устанавливают на шкале «Расстояние, см»;
- потенциометром «Конец шкалы Дх» совмещают передний фронт эхо-сигнала с передним фронтом строб-импульса;
- для обеспечения точности настройки (± 1 мм) все вышеизложенные операции следует повторить несколько раз.
После настройки координаты Дх производят согласование скорости развертки в режиме «Дх» и «Нимп». Для этого на экране УДМ отмечают местоположение эхо-сигналов от верхнего и нижнего отражателей. Переключатель «Вид измерений» переводят в положение Нимп, и регулятором «Скорость УЗК» развертка устанавливается такой, чтобы эхо-сигналы находились в положениях, зафиксированных при настройке Дх.
3. Настройку скорости развертки прибора ДУК-66П производят в следующее порядке:
- искатель устанавливают на испытательном образце в положение максимального сигнала от верхнего отражателя (положение II на рис. 3,а);
- линейкой измеряют расстояние от точки ввода до отражающей поверхности верхней зарубки Дх2 и отмечают в удобном масштабе на шкале экрана. Масштаб следует выбирать таким, чтобы эхо-сигнал находился во второй трети шкалы;
- ручкой «Развертка плавно» эхо-сигнал от верхней зарубки совмещают с меткой (положение I на рис. 3,б);
- искатель устанавливает в положение максимального сигнала от нижнего отражателя (положение I на рис. 3,а);
- линейкой измеряют расстояние Дх1 от точки ввода до плоскости, в которой находится отражающая поверхность нижней зарубки;
- на шкале экрана в выбранном масштабе отмечают значение Дх1;
- если метка Дх1 на шкале экрана не совпадает с положением эхо-сигнала от нижней зарубки, прибор необходимо заменить.
Приложение 9
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО УЗД ГИБОВ ПРИ ОТНОШЕНИИ ТОЛЩИНЫ СТЕНКИ К НАРУЖНОМУ ДИАМЕТРУ БОЛЕЕ 0,17
1. Для контроля гибов с отношением номинальной толщины стенки к номинальному наружному диаметру более 0,17 применяются стандартные пьезоэлектрические преобразователи с частотой 1,8 (1,25) и 2,5 МГц, обеспечивающие угол встречи (g) ультразвукового луча с дефектом, равным 90°. Оптимальные углы наклона призмы выбираются по прилагаемому графику (рис. 15).
2. Настройка дефектоскопа производится по испытательному образцу, изготовленному из прямого участка трубы. Материал образца должен соответствовать материалу контролируемого гиба (рис. 16).
2.1. При контроле гибов с толщиной стенки до 30 мм на внутренней поверхности образца соответствующего размера изготавливается угловой отражатель («зарубка»), при контроле гибов с толщиной стенки более 30 мм - отверстие диаметром 2 мм и глубиной 15 мм на боковой поверхности образца (см. рис. 16).
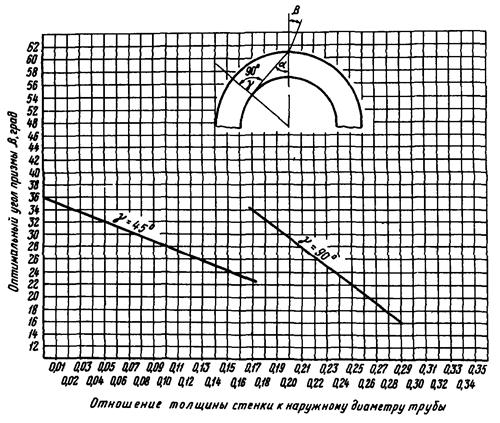
Рис. 15. График выбора оптимальных углов призмы:
b - наклона призмы; g - встречи с дефектом; a - ввода
Примечание. При угле наклона призмы меньше 1-го критического угла в связи с наличием криволинейной поверхности продольная волна не играет роли и основной является поперечная (сдвиговая) волна.
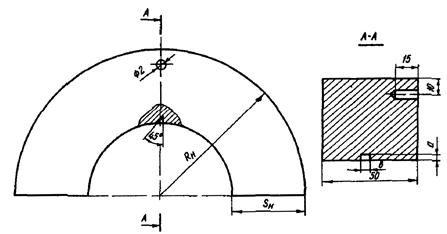
Рис. 16. Испытательный образец:
RH - номинальный радиус трубы; SH - номинальная толщина трубы; а - высота зарубки; в - ширина зарубки
2.2. Размеры угловых отражателей и параметры пьезопреобразователя в зависимости от толщины стенки гибов приведены в табл. 8.
|
Размеры отражателя, мм |
Рабочая частота, МГц |
Диаметр пьезопреобразователя, мм |
||
|
Ширина |
Высота |
|||
|
15,0 - 18,0 |
2,5 |
1,5 |
2,5 |
12 |
|
Св. 18,0 до 22,0 вкл |
2,5 |
2,0 |
2,5 |
12 |
|
Св. 22,0 до 60,0 вкл. |
3,5 |
2,0 |
2,5 |
12 |
|
Св. 60,0 |
3,5 |
2,0 |
1,8 (1,25) |
12 |
3. Настройка дефектоскопа производится в следующем порядке:
3.1. В соответствии с инструкцией по эксплуатации прибора производится настройка глубиномера по боковому сверлению и зарубке на внутренней поверхности испытательного образца (рис. 17).
3.2. Настройка скорости развертки производится путем плавного перемещения преобразователя по поверхности образца. При этом находят эхо-сигналы от зарубки и бокового сверления и располагают их на экране прибора таким образом, как показано на рис. 18. Положение эхо-сигнала на линии развертки фиксируют по шкале на экране прибора.
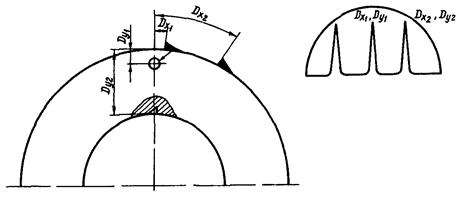
Рис. 17. Настройка глубиномера:
DX1, DY1 - начало; DX2, DY2 - конец
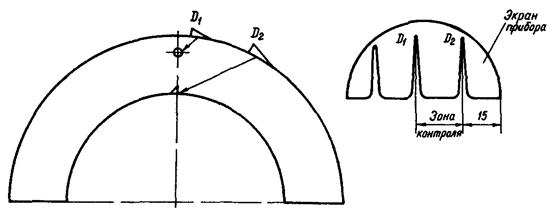
Рис. 18. Настройка скорости развертки
3.3. Настройка чувствительности заключается в установлении уровней чувствительности контроля:
3.3.1. Поисковый уровень - при котором производится поиск дефектов.
3.3.2. Контрольный уровень - при котором производится оценка допустимости обнаруженного на внутренней поверхности нейтральной зоны дефекта по амплитуде эхо-сигнала или по пробегу эхо-сигнала (условной высоте) в любом месте.
3.3.3. Первый браковочный уровень - при котором производится оценка допустимости дефекта, обнаруженного на внутренней поверхности, по амплитуде эхо-сигнала.
3.3.4. Второй браковочный уровень - при котором производится оценка допустимости дефекта, обнаруженного в верхней 3/4 сечения гиба, по амплитуде эхо-сигнала.
3.4. Настройка 1-го браковочного уровня чувствительности производится по зарубке. Для этого, плавно перемещая преобразователь по рабочей поверхности образца, находят положение максимального эхо-сигнала от зарубки при фиксированном положении регулятора «Расстояние, см» - 25 делений шкалы I (УДМ) или «Ослабление» - 20 дБ (ДУК). Высоту эхо-сигнала уменьшают до 10 мм по экрану прибора регуляторами «Отсечка», «Мощность», «Чувствительность».
Контрольный уровень составляет 14 дБ, или 15 ед., 2-й браковочный уровень - 26 дБ, или 35 ед.
3.5. Контроль гибов осуществляется на поисковом уровне чувствительности, который устанавливается с помощью регуляторов «Расстояние, см» или «Ослабление» следующим образом:
- при выполнении контроля новых гибов: 8 делений шкалы Нимп (УДМ), 8 дБ шкалы «Ослабление» (ДУК);
- при контроле гибов, находящихся в эксплуатации: 5 делений шкалы Нимп (УДМ), 4 дБ шкалы «Ослабление» (ДУК).
4. Качество гибов оценивается по результатам УЗД следующим образом: «Негоден» (брак) и «Годен».
Негоден (брак), если:
- на внутренней поверхности гиба обнаружены дефекты, амплитуда или пробег эхо-сигнала от которых равны или превышают 1-й браковочный уровень;
- на внутренней поверхности нейтральной зоны гиба обнаружен дефект, превышающий по амплитуде контрольный уровень чувствительности;
- в сечении гиба обнаружен дефект, превышающий по амплитуде 2-й браковочный уровень чувствительности.
Гибы считаются годными, если в процессе контроля не обнаружены дефекты с браковочными признаками».
Приложение 10
Заключение № 7 от 07.03.81 г. по контролю гибов необогреваемых труб котла № 8 ТП-87
наименование объекта, узла
Контроль производился: ультразвуковым прибором УДМ-3 (заводской № 1305), толщиномером «Кварц-6» (заводской № 1407), магнитопорошковым прибором ДМП-2 (заводской № 1211), микрометрической скобой (№ 325). На основании Циркуляра № Т-3/77, в соответствии с «Инструкцией по дефектоскопии гибов трубопроводов из перлитной стали (И № 23 СД-80)» (М.: Союзтехэнерго, 1981)
Контроль проводил: УЗД-дефектоскопист 4-го разряда Иванов И.И. (удостоверение № 127-19к), МПД - Иванов И.И. (способ намагничивания - циркулярное), толщинометрию - Иванов И.И., измерение овальности ст. инженер КТЦ Петров П.П.
Место проведения контроля на котле (в цехе, на плазу, на котле и др.)
|
Номер гиба по схеме |
Номинальный диаметр трубы, мм |
Марка стали |
Рабочие параметры среды в гибе |
Число пусков, в том числе из холодного состояния |
Измерение овальности, % |
Измерение толщины стенки, мм |
Ультразвуковой контроль и магнитопорошковая дефектоскопия |
Результат контроля и место расположения обнаруженных дефектов (по результатам МПД, УЗД и измерения толщины стенки) |
Способ устранения дефектов |
Примечание |
|||||||||||||
|
Сечение I-I |
Сечение II-II |
Сечение III-III |
Кольцо прямого участка |
Растянутая зона |
Нейтральные зоны |
Тип искателя |
Частота, МГц |
Угол призмы, град. |
Диаметр пъезопластин, мм |
Оценка результатов контроля |
|||||||||||||
|
Давление МПа, (кгс/см2) |
Температура, °С |
Наработка, тыс. ч |
|||||||||||||||||||||
|
левая |
правая |
МПД |
УЗД |
||||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
|
|
4 |
159´12 |
20 |
15,5 (155) |
340 |
87 |
240/210 |
7,4 |
7,1 |
7,5 |
12 |
11, |
12 |
11,9 |
Призматический |
5 |
30 |
8 |
Негоден |
Годен |
На наружной поверхности растянутой части гиба |
Удален выборкой размером 21´10´1,0 мм. Оставлен в эксплуатации |
|
|
|
27 |
133´10 |
20 |
15,5 (155) |
340 |
87 |
240/210 |
6,8 |
6,5 |
6,4 |
10,7 |
9,8 |
10,2 |
10,1 |
То же |
5 |
29 |
8 |
Годен |
Негоден |
На внутренней поверхности дефекты Ад > 32 дел. на длине 30 мм |
Гиб заменен |
|
|
|
35 |
108´10 |
20 |
15,5 (155) |
340 |
87 |
240/210 |
7,9 |
8,2 |
7,8 |
Не проводилось |
Не проводилось |
- |
- |
- |
- |
Забракован и заменен |
|
||||||
|
47 |
76´6 |
20 |
15,5 (155) |
340 |
87 |
240/210 |
7,8 |
7,9 |
7,5 |
6,1 |
5,4 |
6,0 |
5,9 |
Не проводилось |
- |
- |
- |
Недопустимое утонение стенки |
Заменен |
|
|||
|
48 |
76´6 |
20 |
15,5 (155) |
340 |
87 |
240/210 |
7,4 |
7,5 |
7,3 |
6,2 |
5,9 |
6,1 |
6,2 |
Призматический |
5 |
29 |
8 |
Годен |
годен |
Дефектов нет |
- |
|
|
Подпись лица проводившего контроль _____________________.
(фамилия, подпись)
Подпись лица ответственного за контроль ______________________
(фамилия, подпись)
Начальник лаборатории материалов (участка)___________________________________
(фамилия, подпись)
(Измененная редакция).
СОДЕРЖАНИЕ