Изменение № 1 РДМУ 80-76 Методические указания по проектированию штампов листовой штамповки для разделительных операций
Утверждено и введено в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.10.90 № 2721
Дата введения 01.03.91
Пункты 2.1, 2.2 после слова «зазоры» дополнить обозначением: z.
Пункт 3.7. Таблицу 4 изложить в новой редакции
мм
|
Поля допусков штампуемой детали D при квалитетах точности |
Припуск на износ П при квалитетах точности размеров штампуемой детали |
Поля допусков матриц δ и пуансонов δ´ при квалитетах точности размеров штампуемой детали |
||||||||||||||
|
9 |
11 |
12 |
14 |
9 |
11 |
12 |
14 |
9 |
11 |
12 |
14 |
|||||
|
δ |
δ´ |
δ |
δ´ |
δ |
δ´ |
δ |
δ´ |
|||||||||
|
До 3 |
0,025 |
0,060 |
0,100 |
0,250 |
0,025 |
0,060 |
0,080 |
0,200 |
0,006 |
0,004 |
0,014 |
0,010 |
0,060 |
0,100 |
||
|
Св. 3 до 6 |
0,030 |
0,075 |
0,120 |
0,300 |
0,030 |
0,075 |
0,095 |
0,240 |
0,008 |
0,005 |
0,018 |
0,012 |
0,075 |
0,120 |
||
|
» 6 » 10 |
0,036 |
0,090 |
0,150 |
0,360 |
0,036 |
0,090 |
0,120 |
0,290 |
0,009 |
0,006 |
0,022 |
0,015 |
0,090 |
0,150 |
||
|
» 10 » 18 |
0,043 |
0,110 |
0,180 |
0,430 |
0,043 |
0,090 |
0,145 |
0,345 |
0,011 |
0,008 |
0,027 |
0,018 |
0,110 |
0,180 |
||
|
» 18 » 30 |
0,052 |
0,130 |
0,210 |
0,520 |
0,052 |
0,105 |
0,170 |
0,415 |
0,013 |
0,009 |
0,033 |
0,021 |
0,130 |
0,210 |
||
|
» 30 » 50 |
0,062 |
0,160 |
0,250 |
0,620 |
0,062 |
0,130 |
0,200 |
0,495 |
0,016 |
0,011 |
0,039 |
0,025 |
0,160 |
0,250 |
||
|
» 50 » 80 |
0,074 |
0,190 |
0,300 |
0,740 |
0,074 |
0,150 |
0,240 |
0,590 |
0,019 |
0,013 |
0,046 |
0,030 |
0,190 |
0,300 |
||
|
» 80 » 120 |
0,087 |
0,220 |
0,350 |
0,870 |
0,087 |
0,175 |
0,280 |
0,695 |
0,022 |
0,015 |
0,054 |
0,035 |
0,220 |
0,350 |
||
|
» 120 » 180 |
0,100 |
0,250 |
0,400 |
1,000 |
0,080 |
0,200 |
0,320 |
0,800 |
0,025 |
0,018 |
0,063 |
0,040 |
0,250 |
0,400 |
||
|
» 180 » 250 |
0,115 |
0,290 |
0,460 |
1,150 |
0,090 |
0,230 |
0,370 |
0,920 |
0,029 |
0,020 |
0,072 |
0,046 |
0,290 |
0,460 |
||
|
» 250 » 315 |
0,130 |
0,320 |
0,520 |
1,300 |
0,105 |
0,255 |
0,415 |
1,040 |
0,032 |
0,023 |
0,081 |
0,052 |
0,320 |
0,520 |
||
|
» 315 » 400 |
0,140 |
0,360 |
0,570 |
1,400 |
0,110 |
0,290 |
0,455 |
1,120 |
0,036 |
0,025 |
0,089 |
0,057 |
0,360 |
0,570 |
||
|
» 400 » 500 |
0,155 |
0,400 |
0,630 |
1,550 |
0,125 |
0,320 |
0,505 |
1,240 |
0,040 |
0,027 |
0,097 |
0,063 |
0,400 |
0,630 |
||
Таблица 5. Головка. Заменить слова: «Предельные отклонения размеров» на «Поля допусков»;
заменить поля допусков: А на Н7 (4 раза); С на h6 (4 раза); A3 на Н9 (2 раза); С3 на h9 (2 раза).
Пункт 7.2. Заменить ссылки: ГОСТ 18736-73 на ГОСТ 18736-80, ГОСТ 18737-73 на ГОСТ 18737-80.
Пункт 7.3. Заменить ссылки: ГОСТ 18734-73 на ГОСТ 18734-80, ГОСТ 18735-73 на ГОСТ 18735-80.
Пункт 7.4. Заменить ссылку: ГОСТ 18734-73 на ГОСТ 18734-80.
Пункт 8.3. Заменить ссылки: ГОСТ 18740-73 на ГОСТ 18740-80, ГОСТ 13743-73 на ГОСТ 18743-80, ГОСТ 18744-73 на ГОСТ 18744-80.
Пункт 9.3. Заменить слова: «с округленной» на «скругленной».
Пункт 9.4. Заменить ссылки: ГОСТ 16621-71 - ГОСТ 16636-71 на ГОСТ 16621-80 -ГОСТ 16623-80, ГОСТ 16625-80, ГОСТ 16626-80, ГОСТ 16629-80 - ГОСТ 16635-80.
Пункт 10.7. Заменить ссылки: ГОСТ 14672-69 - ГОСТ 14674-69 на ГОСТ 14672-83 - ГОСТ 14674-83.
Пункт 10.8. Таблица 11. Головка. Заменить обозначение твердости: HRC на HRCэ.
графа «Марка стали». Заменить марку: Х12М на Х12МФ (2 раза); графа «Номера стандартов». Заменить ссылку: ГОСТ 1050-74 на ГОСТ 1050-88;
графа «Твердость HRCэ». Заменить значения твердости: 58...62 на 59...63; 54...58 на 55...59 (3 раза); 56...60 на 57...61; 28...32 на 30...34; 40...45 на 42...46, 34...38 на 36...40.
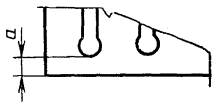
Пункт 10.14. Рис. 22. Проставить размер перемычки, как указано на чертеже:
Пункт 10.15. Исключить слова: «Р2 = Р1 - при штамповке материалов с пределом прочности».
Пункт 10.17 после формулы «σb £ 500 МПа (50 кгс/мм2)» дополнить абзацем «Р2 = Р1 - при штамповке материалов с пределом прочности».
Пункт 10.18. Таблица 16. Графа D. Заменить размер: 210 на 200.
Пункт 10.20 после слова «отверстия» дополнить обозначением: d1.
Пункт 10.25. Подпункт а. Заменить обозначения: i на L, i1 на Ll.
Приложение 1. Таблица 1. Головка. Заменить слова: «класс точности» на «квалитет» (2 раза).
графа «класс точности». Заменить значения: 3 на 9 (4 раза); 2 на 7; 2 - 3 на 7 - 9 (2 раза).
Пункт 10. Чертеж. Заменить обозначение: Sд на Sd.
Пункт 11. Таблица 2. Заменить обозначение и значения твердости: HRC на HRCэ, 58...62 на 59...63; заменить марку стали: Х12М на Х12МФ.