|
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ |
|
|
ГОСТ |
|
ПЛИТЫ ГИПСОВЫЕ ПАЗОГРЕБНЕВЫЕ
ДЛЯ ПЕРЕГОРОДОК
Технические условия
(EN 12859-2011, NEQ)
|
|
Москва |
Предисловие
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным бюджетным образовательным учреждением высшего образования «Национальный исследовательский Московский государственный строительный университет» (НИУ МГСУ) при участии Российской гипсовой ассоциации (РГА) и Общества с ограниченной ответственностью «КНАУФ ГИПС» (ООО «КНАУФ ГИПС»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 мая 2018 г. № 109-П)
За принятие проголосовали:
|
Краткое наименование страны |
Код страны по |
Сокращенное наименование национального |
|
Армения |
AM |
Минэкономики Республики Армения |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Киргизия |
KG |
Кыргызстандарт |
|
Россия |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 25 сентября 2018 г. № 634-ст межгосударственный стандарт ГОСТ 6428-2018 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 мая 2019 г.
5 Настоящий стандарт разработан с учетом основных нормативных положений европейского стандарта EN 12859:2011 «Гипсовые пазогребневые плиты. Определения, требования и методики испытаний» («Gypsum blocks - Definitions, requirements and test methods», NEQ)
6 ВЗАМЕН ГОСТ 6428-83
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Содержание
ГОСТ 6428-2018
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛИТЫ ГИПСОВЫЕ ПАЗОГРЕБНЕВЫЕ ДЛЯ ПЕРЕГОРОДОК
Технические условия
Gypsum tongue-and-groove blocks for
partitions.
Specifications
Дата введения - 2019-05-01
1 Область применения
Настоящий стандарт распространяется на гипсовые пазогребневые плиты (далее - плиты), изготовляемые из гипсового вяжущего с минеральными, органическими добавками или без них. Плиты применяют для устройства ненесущих перегородок, ограждающих конструкций и противопожарной защиты колонн, лифтовых и вспомогательных шахт в зданиях различного назначения. В помещениях с сухим и нормальным влажностными режимами применяют плиты без гидрофобной добавки, а в помещениях с влажным влажностным режимом - гидрофобизированные.
Настоящий стандарт не распространяется на гипсовые пазогребневые плиты толщиной менее 50 мм и стеновые плиты на высоту этажа.
Обязательные требования к плитам, обеспечивающие безопасность для жизни, здоровья и имущества населения, охраны окружающей среды, изложены в разделе 5.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26254-84* Здания и сооружения. Методы определения сопротивления теплопередаче ограждающих конструкций
__________
* В Российской Федерации действует ГОСТ Р 54853-2011 «Здания и сооружения. Метод определения сопротивления теплопередаче ограждающих конструкций с помощью тепломера».
ГОСТ 27296-2012 Здания и сооружения. Методы измерения звукоизоляции ограждающих конструкций
ГОСТ 30108-94 Материалы и изделия строительные. Определение удельной эффективной активности естественных радионуклидов
ГОСТ 30244-94** Материалы строительные. Методы испытания на горючесть
__________
** В Российской Федерации действует ГОСТ Р 57270-2016 «Материалы строительные. Методы испытаний на горючесть».
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 плита: Плита в форме прямоугольного параллелепипеда, имеющая на двух противоположных стыковых опорных поверхностях паз или гребень (общий вид плиты приведен на рисунке 1).

1 -
предварительно сформированные пустоты; 2 - лицевая поверхность; 3
- толщина; 4 - ширина;
5 - длина; 6 - паз; 7 - гребень
Рисунок 1 - Гипсовая пазогребневая плита
3.2 полнотелая плита: Плита без пустот.
3.3 пустотелая плита: Плита со сформированными пустотами внутри плиты, проходящими параллельно лицевой поверхности в направлении длины или ширины плиты по всей плите или ее части.
3.4 лицевые поверхности плиты: Ровные и гладкие поверхности плиты без паза и гребня.
3.5 стыковая опорная поверхность плиты: Поверхность плиты, снабженная пазом или гребнем.
3.6 толщина плиты: Наименьшее расстояние между лицевыми поверхностями плиты.
3.7 отбитость: Механическое повреждение угла или ребра плиты.
3.8 раковина: Углубление на лицевой поверхности плиты, которое в процессе монтажа можно зашпаклевать.
4 Классификация плит
4.1 Типы и виды плит
Плиты производят следующих типов и видов в различных сочетаниях:
- двух типов по прочности - A и R;
- трех типов по средней плотности - низкая (L), средняя (M) и высокая (D);
- двух типов по водопоглощению - H1 (гидрофобизированные) и H2 (без гидрофобизирующей добавки);
- двух видов - полнотелые и пустотелые.
4.2 Визуальная идентификация плит по объемной окраске
4.2.1 Общие положения
Плиты могут быть окрашены пигментами в соответствии с настоящим стандартом. Визуальная идентификация плит по окраске определена двумя критериями: средней плотностью и показателем водопоглощения.
4.2.2 Окраска по типу плотности
К изготовляемым плитам в зависимости от типа плотности применяют для идентификации объемную окраску, указанную в таблице 1.
Таблица 1 - Типы плотности, цвета плит и обозначения
|
Цвет |
Плотность |
Обозначение |
|
Красноватыйа) |
Высокая |
D |
|
Натуральный |
Средняя |
М |
|
Желтоватыйа) |
Низкая |
L |
|
а Визуальную идентификацию типа плотности по обозначению окраски применяют только для плит H2. |
||
4.2.3 Окраска гидрофобизированных плит
К изготовляемым плитам в зависимости от типа водопоглощения применяют для идентификации объемную окраску, указанную в таблице 2.
Таблица 2 - Типы водопоглощения, цвета плит и обозначения
|
Цвет |
Водопоглощение |
Обозначение |
|
Зеленоватый |
≤ 5% |
H1 |
|
Натуральный |
Требования отсутствуют |
H2а) |
|
а) Визуальную идентификацию типа водопоглощения по обозначению окраски применяют только для плит H2. |
||
4.3 Условное обозначение плит
Условное обозначение плит должно состоять из сокращенного названия (ПлГ), указания: типа по водопоглощению, размеров, а также сокращенного указания вида полнотелые (полн) или пустотелые (пуст), типа по прочности, типа по средней плотности и обозначения настоящего стандарта.
Примеры условных обозначений:
Плиты гипсовые пазогребневые размерами 900×300×80, полнотелые, типов прочности R, плотности M:
ПлГH2 - 900×300×80, полн, R, M/ГОСТ 6428-2018
Плиты гипсовые пазогребневые гидрофобизированные размерами 667×500×100, пустотелые, типов прочности A, плотности D:
ПлГH1 - 667×500×100, пуст, A, D/ГОСТ 6428-2018
5 Технические требования
5.1 Требования к документации
Плиты следует изготовлять в соответствии с требованиями настоящего стандарта по технологическому регламенту предприятия-изготовителя, утвержденному в установленном порядке.
5.2 Внешний вид
5.2.1 Лицевая поверхность плиты должна быть ровной, гладкой и не иметь жировых пятен. Допускается наличие не более трех отдельных раковин максимальным диаметром до 10 мм на одну лицевую поверхность плиты, которые можно зашпаклевать в процессе монтажа. Наличие меньших раковин, которые можно зашпаклевать в процессе монтажа, относится к малозначительным дефектам по ГОСТ 15467 и не является браковочным признаком.
5.2.2 Показатели внешнего вида плит
Показатели внешнего вида плит должны соответствовать значениям, указанным в таблице 3.
|
Наименование показателя |
Допускаемое предельное |
|
Отклонение от прямоугольности, мм, не более |
2,0 |
|
Отклонение от плоскостности лицевых поверхностей, мм, не более |
1,0 |
|
Отбитость углов длиной не более 25 мм и ребер длиной не более 100 мм на одной плите, шт., не более |
2 |
5.3 Требования к размерам плит
5.3.1 Номинальные размеры плит и предельные отклонения от номинальных размеров не должны быть более значений, указанных в таблице 4.
Таблица 4 - Размеры и отклонения
В миллиметрах
|
Размер плит |
Допускаемое предельное отклонение |
||||
|
Длина |
Ширина |
Толщина |
по длине |
по ширине |
по толщине |
|
900 |
300 |
100/80 |
±5 |
±2 |
±0,5 |
|
800 |
400 |
100/80 |
±5 |
±2 |
±0,5 |
|
667 |
500 |
100/80 |
±5 |
±2 |
±0,5 |
|
600 |
300 |
100/80 |
±5 |
±2 |
±0,5 |
|
Примечание - Предельные отклонения должны соответствовать приведенным в таблице 3. Допускается изготовление изделий других размеров, не вошедших в таблицу 3, по соглашению предприятия-изготовителя с потребителем. |
|||||
Размеры паза и гребня приведены в приложении А.
5.3.2 Дополнительные требования к пустотелым плитам
Для плит с пустотами расстояния между пустотами, пустотами и лицевыми поверхностями плиты в самом тонком месте должны быть не менее 15 мм. Общий объем пустот не должен превышать 40 % всего объема плиты (количество пустот, %, определяется как отношение объема пустот к объему плиты, умноженное на 100 %).
5.4 Характеристики плит
5.4.1 Средняя плотность плиты и классы по средней плотности приведены в таблице 5.
|
Класс средней плотности |
Средняя плотность, кг/м3 |
Обозначение |
|
Низкий |
От 600 до 800 включ. |
L |
|
Средний |
Св. 800 до 1100 » |
М |
|
Высокий |
» 1100 » 1500 » |
D |
Отклонения отдельных значений средней плотности в сухом состоянии внутри класса допускаются не более 5 %.
5.4.2 Предельные нагрузки на изгиб
Плиты типа A по плотности должны выдерживать предельные разрушающие нагрузки на изгиб, достаточные для целей их использования. Поэтому в процессе испытаний они должны выдерживать допустимые нагрузки, приведенные в таблице 6.
Таблица 6 - Предельные нагрузки для плит типа A длиной 650 мм и более и шириной 500 мма)
|
Толщина, мм |
Минимальное значение средней максимальной нагрузки, кН |
|
Плиты средней и высокой плотности |
|
|
50 |
1,7 |
|
60 |
1,9 |
|
70 |
2,3 |
|
80 |
2,7 |
|
100 |
4,0 |
|
Для всех толщин |
1,7 |
|
а) Для плит длиной менее 650 мм и/или с шириной, отличающейся от 500 мм, значения второй графы, выражающие соотношение расстояний между опорами, должны быть пересчитаны (см. 7.3.4). |
|
В особых случаях требуются плиты типа R, выдерживающие повышенную предельную нагрузку на изгиб. Эти плиты должны выдерживать предельные нагрузки, определенные в таблице 7.
Таблица 7 - Предельные нагрузки для полнотелых плит типа R длиной 650 мм и более и шириной 500 мма)
|
Толщина, мм |
Минимальное значение средней максимальной нагрузки, кН |
|
Плиты с пустотами и плиты с низкой плотностью |
|
|
50 |
2,0 |
|
60 |
2,2 |
|
70 |
3,0 |
|
80 |
3,0 |
|
100 |
5,0 |
|
а) Для плит длиной менее 650 мм и/или с шириной, отличающейся от 500 мм, значения второй графы, выражающие соотношение расстояния между опорами, должны быть пересчитаны (см. 7.3.4). |
|
Единичное значение максимальной нагрузки плиты каждого типа должно быть не ниже среднего значения более чем на 10 %.
5.4.3 Отпускная влажность плит по массе не должна превышать 12,0 %.
5.4.4 Водопоглощение гидрофобизированных плит типа H1 должно быть не более 5 %, водопоглощение плит типа H2 не нормируется.
5.4.5 Плиты относятся к негорючим строительным материалам (НГ) в соответствии с ГОСТ 30244 при отсутствии в их составе органических веществ.
5.4.6 Удельная эффективная активность естественных радионуклидов Аэфф в плитах должна быть не более 370 Бк/кг.
5.5 Теплоизоляционные показатели
Расчетные значения теплопроводности полнотелых плит, предназначенных в конструкциях для тепловой защиты зданий, приведены в приложении Б.
Значения теплопроводности пустотных плит, предназначенных в конструкциях для тепловой защиты зданий, определяют по просьбе потребителя в соответствии с ГОСТ 26254.
5.6 Показатель твердости поверхности плит
В приложении В приведены требования и метод определения твердости поверхности гипсовых плит. Твердость поверхности плит следует определять методом, приведенным в приложении В. Указанный показатель определяют по просьбе потребителя.
5.7 Показатель изоляции от воздушного шума
Показатель изоляции от воздушного шума определяют для конкретной конструкции. Значение показателя изоляции воздушного шума конструкции из плит определяют в соответствии с ГОСТ 27296. Указанный показатель определяют по просьбе потребителя.
5.8 Требования к сырью и материалам
Вяжущее гипсовое, вода, а также добавки (пенообразователи, наполнители, пластификаторы, гидрофобизаторы, пигменты и др.), применяемые для изготовления плит, должны соответствовать требованиям действующих нормативных документов и технической документации на эти материалы.
5.9 Маркировка
5.9.1 Маркировку транспортного пакета осуществляют с помощью этикеток. Этикетка должна содержать:
- наименование предприятия-изготовителя, товарный знак и адрес;
- условное обозначение плиты по 4.3;
- номер партии и дату изготовления;
- количество плит, шт. (м2);
- гарантийный срок хранения.
5.9.2 Предприятие-изготовитель имеет право наносить на упаковку транспортного пакета дополнительную информацию, не противоречащую требованиям настоящего стандарта и позволяющую идентифицировать продукцию и ее изготовителя.
5.9.3 Каждая упаковка транспортного пакета должна иметь маркировку в соответствии с ГОСТ 14192 (манипуляционные знаки «Хрупкое. Осторожно» и «Беречь от влаги»).
5.10 Упаковка
5.10.1 В каждом транспортном пакете должны быть плиты одинаковых типа, вида и размера.
5.10.2 Транспортный пакет формируют на деревянных поддонах и упаковывают в полиэтиленовую термоусадочную пленку по ГОСТ 25951, или полиэтиленовую пленку по ГОСТ 10354, или полиэтиленовую стрейч-пленку. При необходимости в качестве обвязок применяют полипропиленовую ленту. Для предотвращения смерзания плит в зимний период необходимо между плитами прокладывать полиэтиленовую пленку. Схемы упаковки, число обвязок, размеры поддонов и упаковок устанавливают в технологической документации предприятия-изготовителя.
По согласованию с потребителем допускаются другие виды упаковки, обеспечивающие сохранность плит при транспортировании.
6 Правила приемки
6.1 Плиты должны быть приняты службой контроля качества предприятия-изготовителя.
6.2 Плиты принимают партиями. Объем партии устанавливают в количестве не более суточной выработки всех работающих машин.
6.3 Партия должна состоять из плит одного типа, вида и размера, изготовленных по одной технологии, из одинаковых сырьевых материалов.
6.4 Для проверки соответствия плит требованиям настоящего стандарта проводят приемо-сдаточные и периодические испытания.
Приемо-сдаточные испытания осуществляют по следующим показателям: показатели внешнего вида, размеры, отпускная влажность.
6.5 Периодические испытания проводят:
- один раз в месяц для определения средней плотности, водопоглощения и разрушающей нагрузки;
- один раз в год для определения Аэфф в том случае, если отсутствуют данные поставщика гипсового камня или вяжущего гипсового о значении Аэфф в поставляемых материалах;
- при постановке плит на производство и по просьбе потребителя для определения твердости по Шору и теплопроводности для пустотных плит.
Результаты периодических испытаний распространяются на все поставляемые партии изделий до проведения следующих периодических испытаний.
6.6 Пожарно-технические характеристики определяют при постановке продукции на производство, а также при изменениях в рецептуре плит, которые могут приводить к изменению пожарно-технических характеристик.
6.7 Для проведения приемо-сдаточных и периодических испытаний плиты отбирают методом случайного отбора из разных мест партии в количестве, указанном в таблице 8.
|
Наименование показателя |
Количество образцов, шт. |
|
Показатель внешнего вида, размеры |
10 |
|
Отпускная влажность |
3 |
|
Средняя плотность |
3 |
|
Водопоглощение |
3 |
|
Разрушающая нагрузка |
3 |
|
Твердость по Шору |
3 |
|
Теплопроводность |
3 |
Отобранные плиты проверяют на соответствие требованиям настоящего стандарта по показателям внешнего вида и размерам, а затем испытывают.
6.8 Если при проверке показателей внешнего вида и размеров, отобранных от партии плит, окажется одна плита, не соответствующая требованиям настоящего стандарта, проводят поштучную разбраковку партии и повторную приемку.
6.9 Если при испытаниях изделий по показателям, указанным в таблице 8 (кроме показателей внешнего вида и размеров), получены неудовлетворительные результаты, проводят повторные испытания изделий по этому показателю удвоенного числа образцов, отобранных от этой партии.
Партию принимают, если результаты повторных испытаний удовлетворяют требованиям настоящего стандарта; если не удовлетворяют, партия приемке не подлежит.
Результаты периодических испытаний распространяются на все поставляемые партии плит до проведения следующих периодических испытаний.
6.10 Партия гидрофобизированных плит, не соответствующая требованиям настоящего стандарта по водопоглощению, может быть принята как партия плит типа H2 (негидрофобизированные) при условии соответствия остальным показателям и дополнительной маркировки «H2» в верхнем левом углу плиты.
6.11 При проведении испытаний плит потребителем необходимо руководствоваться методикой отбора пробы потребителем для проведения независимого контроля, приведенной в приложении Г; при инспекционном контроле и сертификационных испытаниях объем выборки устанавливают и оценку результатов контроля осуществляют в соответствии с требованиями раздела 6, применяя методы контроля по разделу 7.
6.12 Каждая партия поставляемых плит (или часть партии) должна сопровождаться документом о качестве, в котором указывают:
- наименование предприятия-изготовителя и его товарный знак;
- условное обозначение плит по 4.3;
- дату изготовления, номер партии и количество отгружаемых плит в штуках и квадратных метрах;
- среднюю плотность,
- отпускную влажность;
- разрушающую нагрузку;
- водопоглощение гидрофобизированных плит;
- дату выдачи документа.
7 Методы контроля
7.1 Определение показателей внешнего вида и размеров плит
7.1.1 Показатели внешнего вида и размеры плит измеряют с погрешностью не более 1 мм металлической рулеткой по ГОСТ 7502, металлической линейкой по ГОСТ 427, лекальной линейкой по ГОСТ 8026 и штангенциркулем по ГОСТ 166; отклонение лицевой поверхности плиты от плоскостности измеряют с погрешностью до 0,1 мм измерительными щупами.
Допускается применять другие средства измерений, погрешность которых не ниже требований настоящего стандарта.
7.1.2 Проведение измерений. Обработка результатов
7.1.2.1 Отклонение плит от прямоугольности определяют по разности длин диагоналей. Показания средства измерения округляют до 1 мм. Отклонение от прямоугольности каждой плиты должно соответствовать требованиям 5.2.2.
7.1.2.2 Отклонение лицевой поверхности плиты от плоскостности измеряют щупом, прикладывая лекальную линейку или ребро металлической линейки к поверхности вдоль каждой диагонали и измеряя наибольший зазор между поверхностью плиты и лекальной линейкой или ребром линейки. За результат принимают наибольшее значение из всех полученных результатов измерений на одной плите. Показания средства измерений округляют до 0,1 мм. Отклонение лицевой поверхности плиты от плоскостности должно соответствовать требованиям 5.2.2.
7.1.2.3 Отбитости углов и ребер измеряют металлической линейкой по максимальной длине участка отбитости. Показания средства измерения округляют до 1 мм. Число отбитостей углов и ребер на одной плите должно соответствовать требованиям 5.2.2.
7.1.2.4 Для определения размеров плиты замеры проводят в трех местах: длины, ширины и толщины - по середине плиты и на расстоянии (50 ± 5) мм от каждого края. Длину и ширину измеряют металлической линейкой или рулеткой параллельно продольным кромкам плиты по краям на расстоянии (50 ± 5) мм от каждого края и в середине плиты без учета пазов и гребней. Толщину плиты измеряют штангенциркулем в середине каждой плиты и на расстоянии (50 ± 5) мм от краев. За результат принимают среднее значение трех замеров. Среднее арифметическое значение каждого размера должно соответствовать требованиям 5.3.1.
7.1.2.5 Для плит с пустотами используют методы измерения, изложенные в 7.1.2. Дополнительно измеряют расстояние между пустотами, пустотами и лицевыми поверхностями плиты в самом тонком месте. За окончательный результат принимают среднее арифметическое значение шести измерений расстояния между пустотами и шести измерений расстояния между лицевыми поверхностями плиты. Показания средства измерений округляют до 1 мм. Расстояние между пустотами и лицевыми поверхностями плиты должно соответствовать требованиям 5.3.2.
7.2 Определение средней плотности плиты
7.2.1 Краткое описание
Среднюю плотность плиты определяют на плитах или на образцах-кубах размером ребра, равным толщине плиты, вырезанных из фрагментов плит, полученных после их испытания на предельную разрушающую нагрузку при изгибе. Последний способ в основном применяют к плитам с пустотами при условии, что вырезанный куб не включает в себя фрагмент пустоты.
7.2.2 Средства измерения
Весы с погрешностью измерений 0,1 %, по отношению к взвешиваемой массе.
Шкаф сушильный, установленный на температуру (40 ± 2) °С.
Эксикатор (для образцов-кубов).
7.2.3 Проведение испытания
7.2.3.1 Плиты взвешивают и результат записывают как массу M1. Затем их сушат в сушильном шкафу при температуре (40 ± 2) °C до постоянной массы1), взвешивают еще раз и записывают результат как массу M2.
__________
1) Постоянная масса достигается, когда результаты двух взвешиваний, следующих друг за другом через 24 ч, отличаются не менее чем на 0,1 %.
Образцы-кубы вырезают из разных плит и взвешивают, результат записывают как массу M1. Кубы должны быть высушены в сушильном шкафу при температуре (40 ± 2) °C до постоянной массы. Затем их охлаждают в эксикаторе и взвешивают с точностью до 0,1 %, результат записывают как массу M2.
7.2.3.2 Определяют размеры плиты или образца-куба, которые будут использованы для вычисления их объемов.
7.2.4 Обработка результатов
Плотностью плиты является среднее арифметическое значение соотношения массы и объема плиты или образца-куба, вырезанного из фрагмента плиты. Значение средней плотности должно соответствовать требованиям 5.4.1.
7.3 Определение разрушающей нагрузки
7.3.1 Краткое описание
Принцип измерения состоит в определении значений разрушающей нагрузки плиты.
7.3.2 Средство измерений
Испытательное устройство состоит из двух параллельно расположенных опор (одна из которых жестко закреплена, а другая может отклоняться в направлении непрерывно действующей нагрузки), установленных на ровной опорной поверхности, а также детали нагрузочного устройства, которое передвигается в направлении нагрузки параллельно опорам. Нагрузочное устройство установлено в центре по отношению к опорам (см. рисунок 2). Опоры и деталь, передающая нагрузку, в месте соприкосновения с плитой должны иметь овальную или цилиндрическую форму радиусом от 9,5 до 20,0 мм; длина опор и деталь нагрузочного устройства должны быть не менее ширины плиты. Расстояние между опорами может быть установлено по длине плиты, расстояние между опорами составляет 566 мм.
Если длина плиты менее 650 мм, опоры должны быть установлены на расстоянии 50 мм от края плиты.
Испытательное устройство должно обеспечивать скорость нарастания нагрузки до 20 Н/с.
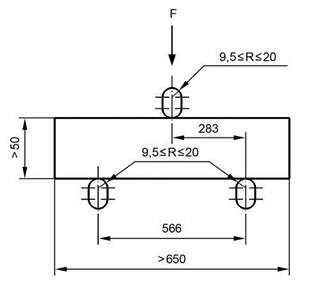
Рисунок 2 - Схема испытания плит на разрушающую нагрузку при изгибе
7.3.3 Проведение испытаний
Плиты, высушенные до постоянной массы, следует испытывать в горизонтальном положении. Для этого их необходимо расположить на обеих опорах и нагрузить по центру.
Нагрузку следует подавать с непрерывным увеличением со скоростью 20 Н/с до разрушения плиты.
Если длина плиты менее 650 мм, расстояние между опорами равно разности длины плиты и 50 мм с каждой стороны. В этом случае значения разрушающей нагрузки, приведенные в таблицах 6 или 7, пропорционально пересчитывают в соотношении с фактическим расстоянием между опорами к расстоянию между опорами, равному 566 мм.
Если ширина плиты не равна 500 мм, значения разрушающей нагрузки по таблице 6 или 7, пропорционально пересчитывают в соотношении с фактическим значением ширины плиты к ширине, равной 500 мм.
За результат разрушающей нагрузки принимают среднее арифметическое значение, полученное в результате проведения испытания трех плит.
Полученное значение разрушающей нагрузки должно соответствовать требованиям 5.4.2.
7.4 Определение отпускной влажности
7.4.1 Подготовка проб
От каждой из трех плит, отобранных по 6.7, высверливанием отбирают пробу массой не более 30 г каждая. Пробу отбирают в трех местах: по диагонали, в середине и на расстоянии не более 10 см от углов на глубине середины плиты.
7.4.2 Средства измерений
Весы лабораторные.
Шкаф сушильный.
Бюксы.
7.4.3 Проведение испытания
Пробы помещают в предварительно взвешенные стеклянные бюксы, взвешивают и высушивают до постоянной массы. Высушивание проводят при температуре (40 ± 2) °C до тех пор, пока разница между результатами двух последних взвешиваний не будет превышать 0,1 %. Время сушки между двумя последующими взвешиваниями должно быть не менее 3 ч.
7.4.4 Обработка результатов
Отпускную влажность плит V, %, вычисляют по формуле
|
|
(1) |
где m - масса пробы до высушивания, г;
m1 - масса пробы, высушенной до постоянной массы, г.
Отпускную влажность плит вычисляют как среднее арифметическое значение результатов испытания девяти проб. Отпускная влажность плит должна соответствовать требованиям 5.4.3.
7.4.5 Кроме основного метода измерения отпускной влажности с использованием сушильного шкафа и весов допускается определение отпускной влажности с использованием экспресс-влагомеров, поверенных и аттестованных в установленном порядке.
7.5 Определение водопоглощения плит типа H1 (гидрофобизированных плит)
7.5.1 Краткое описание
Массу гидрофобизированных плит измеряют до и после 2-часового выдерживания в воде.
7.5.2 Средства измерений
Весы с погрешностью показаний 0,1 %
Шкаф сушильный, установленный на температуру (40 ± 2) °C.
Емкость с водой.
Две опоры.
7.5.3 Подготовка образца
Для данного испытания необходимы три плиты. Плиты должны быть высушены способом по 7.2.3.1 до постоянной массы и затем взвешены (масса M2).
В пустотелых плитах пустоты должны быть предварительно заполнены герметично монтажной пеной до погружения в воду.
7.5.4 Проведение испытаний
Плиты должны быть помещены в емкость с водой температурой (23 ± 2) °C и плоско лежать на двух опорах, установленных так, чтобы нижняя поверхность плиты не касалась дна емкости и вода покрывала плиту слоем (50 ± 10) мм.
После 2-часового выдерживания в воде плиты вынимают из воды, удаляют имеющиеся на ее поверхности капли воды и не позднее 5 мин взвешивают (масса M3).
7.5.5 Обработка результатов
Водопоглощение W, %, вычисляют по формуле
|
|
(2) |
Водопоглощением плит является среднее арифметическое значение трех полученных измерений.
Значение показателя водопоглощения должно соответствовать требованиям 5.4.4.
7.6 Определение удельной эффективной активности естественных радионуклидов
Удельную эффективную активность естественных радионуклидов определяют по ГОСТ 30108.
8 Транспортирование и хранение
8.1 Плиты транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта.
8.2 Сформированные транспортные пакеты следует хранить в один ярус в сплошных штабелях. Допускается установка пакетов друг на друга не выше четырех ярусов при условии соблюдения требований безопасности и сохранности продукции.
8.3 Допускается хранение плит на ровных площадках с твердым покрытием в одноярусных штабелях пакетами без поддонов при условии соблюдения требований безопасности и сохранности продукции.
8.4 Плиты без упаковки необходимо хранить в помещениях с сухим и нормальным влажностными режимами раздельно по типам, видам и размерам, уложенными на ребро в соответствии с правилами безопасности и при условии сохранности продукции.
8.5 После длительного хранения транспортных пакетов при температуре окружающего воздуха ниже 0 °С при отсутствии прокладочной полиэтиленовой пленки между плитами возможно их смерзание. В таких случаях до их использования необходимо транспортный пакет поместить в помещение с температурой воздуха выше 0 °С и снять упаковку. Спустя несколько часов плиты можно использовать по назначению.
8.6 Хранение плит у потребителя в целях сохранности продукции следует осуществлять в соответствии с требованиями 8.2 - 8.5 и правилами техники безопасности.
8.7 При погрузочно-разгрузочных, транспортно-складских и других работах следует принимать меры, исключающие возможность повреждения и увлажнения плит.
9 Указания по применению
При применении плит следует руководствоваться проектной документацией, а также нормативными документами на проектирование конструкций с применением гипсовых пазогребневых плит.
10 Гарантии изготовителя
10.1 Предприятие-изготовитель гарантирует соответствие плит требованиям настоящего стандарта при соблюдении потребителем условий хранения и транспортирования.
10.2 Гарантийный срок хранения плит - 1 год с момента изготовления.
10.3 По истечении гарантийного срока хранения продукция может быть использована по назначению после предварительной проверки плит на их соответствие требованиям раздела 5.
Приложение А
(справочное)
Размеры паза и гребня
На рисунке А.1 приведены размеры паза и гребня.

Примечание - Размеры приведены как справочные и не являются браковочным признаком.
Рисунок А.1
Приложение Б
(справочное)
Расчетные значения теплопроводности гипса
Расчетные значения теплопроводности гипса, применяемого для изготовления плит, в зависимости от их плотности приведены в таблице Б.1.
|
Средняя плотность, кг/м3 |
Теплопроводность, Вт/м ∙ °С |
|
600 |
0,15 |
|
700 |
0,17 |
|
800 |
0,20 |
|
900 |
0,25 |
|
1000 |
0,30 |
|
1100 |
0,36 |
|
1200 |
0,42 |
|
1300 |
0,46 |
|
1400 |
0,52 |
|
1500 |
0,57 |
Приложение В
(справочное)
Определение твердости поверхности
В.1 Требования
Плиты в зависимости от плотности должны иметь твердость поверхности по Шору, не менее:
80C - для плит с высокой плотностью;
55C - для плит со средней плотностью;
40C - для плит с низкой плотностью.
В.2 Метод испытания
При определенных условиях измеряют глубину проникания сферического наконечника в поверхность материала.
В.2.1 Средства измерений
Твердомер (шкала Шора С), состоящий из следующих частей:
- пресс, имеющий отверстие диаметром (3,2 ± 0,1) мм, расположенное по центру на расстоянии не менее 6 мм от всех граней опорной плиты;
- наконечник диаметром (1,3 ± 0,1) мм, изготовленный из закаленной стали, по форме и размеру соответствующий рисунку В.1;
- пружина калиброванная для приложения к наконечнику усилия с показателями 44,5 Н на 100 единиц твердости;
- индикатор для измерения расстояния между острием наконечника и поверхностью пресса; это расстояние измеряют в единицах твердости от 0 до 100, где 0 является минимальным, а 100 - максимальным значением твердости.
Значение твердости обратно пропорционально глубине вдавливания. Форма наконечника, прилагаемое к нему усилие и продолжительность действия усилия влияют на результаты измерения, поэтому между результатами, полученными с применением разных приборов твердости, зависимости не существует.
В.2.2 Проведение измерения
Плиты высушивают при температуре (40 ± 2) °C 24 ч и взвешивают. Затем плиты продолжают сушить до постоянной массы1). Время сушки между двумя последующими взвешиваниями должно быть не менее 2 ч.
__________
1) Постоянная масса достигается, когда результаты двух взвешиваний, следующих друг за другом через 24 ч, отличаются не менее чем на 0,1 %.
Плиты помещают на прочную горизонтальную ровную поверхность. Твердомер удерживают в вертикальном положении, помещая пресс на плиту таким образом, чтобы его основание и поверхность плиты были параллельны. Регистрируют максимальное значение, полученное на приборе.
На каждой плите проводят 12 измерений, равномерно распределенных по лицевой поверхности.
В.2.3 Результат измерения
За твердость поверхности плит принимают среднее арифметическое значение из 10 измеренных максимальных значений.

Рисунок В.1 - Схема прибора для измерения твердости (шкала С по Шору)
Приложение Г
(справочное)
Отбор пробы потребителем для проведения независимого контроля
Г.1 Общие положения
При необходимости проверки и подтверждения соответствия плит настоящему стандарту рекомендуются следующие методы взятия проб. Необходимое для проверки характеристик число плит должно быть отобрано из одной партии. Соответствующий объем партии должен быть согласован представителями обеих сторон, присутствующих на взятии пробы.
Г.2 Методы взятия проб
Г.2.1 Общие положения
Выбор метода взятия проб в соответствии с Г.2.2 и Г.2.3 должен быть согласован сторонами.
Г.2.2 Метод выборочного контроля1)
__________
1) Как правило, метод выборочного контроля применяют, если плиты из партии не упакованы и готовы к перекладке или к расфасовке на более мелкие партии.
По возможности следует применять метод выборочного контроля, при котором любая плита партии имеет равные шансы быть выбранной в качестве образца для взятия пробы.
Плиты отбирают без учета их состояния и качества из одной партии в соответствии с таблицей 8.
Г.2.3.1 Общие положения
Если метод выборочного контроля не применим, например для большого штабеля плит, когда в распоряжении имеются только отдельные плиты, отбирают представительную пробу.
Г.2.3.2 Взятие пробы из штабеля
Партию необходимо разделить минимум на три фактических или подразумеваемых относительно равных частей. Из каждой такой части выбирают по плите, пока не будет достигнуто число образцов проб, требуемое в соответствии с таблицей 8.
При взятии пробы необходимо переложить некоторые части штабеля(ей), чтобы сохранить последовательность плит внутри штабеля(ей).
Г.2.3.3 Взятие пробы из упакованного транспортного пакета
Из партии плит отбирают минимум три транспортных пакета. Упаковку выбранных пакетов удаляют и из каждого пакета без учета состояния и качества плит отбирают пробу. Отбирают такое число плит, которое необходимо для проведения испытаний в соответствии с таблицей 8.
Ключевые слова: плиты гипсовые пазогребневые, технические требования, правила приемки, методы испытаний, маркировка, упаковка, транспортирование, хранение