![]()
МИНИСТЕРСТВО ПУТЕЙ СООБЩЕНИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
Москва
УКАЗАНИЕ
|
«29» мая 2001 г. |
№ М-943у |
Руководителям
департаментов (по списку)
Начальникам железных дорог
Руководителям предприятий и
организаций (по списку)
Об
утверждении и введении в
действие РД 32.144-2000
В целях повышения качества колесных пар подвижного состава и недопущения поставки на железные дороги дефектной продукции, Министерство путей сообщения Российской Федерации ПРИКАЗЫВАЕТ:
1. Утвердить и ввести в действие с 1 октября 2001 года нормативный документ РД 32.144-2000 «Контроль неразрушающий приемочный. Колеса цельнокатаные, бандажи и оси колесных пар подвижного состава. Технические требования».
2. Руководителям департаментов: вагонного хозяйства С.С. Барбаричу, пассажирских сообщений В.Н. Шатаеву, локомотивного хозяйства А.Д. Русаку, руководителям предприятий и организаций разработать и, по согласованию с Департаментом технической политики, утвердить планы мероприятий по внедрению РД 32.144-2000, привести требования, содержащиеся в документации по приемочному неразрушающему контролю цельнокатаных колес, бандажей и осей колесных пар подвижного состава в соответствие с указанным нормативным документом.
Приложение: РД 32.144-2000 на 21 л.
|
Первый заместитель Министра |
А.С. Мишарин |
РУКОВОДЯЩИЙ ДОКУМЕНТ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ ПРИЕМОЧНЫЙ.
КОЛЕСА ЦЕЛЬНОКАТАНЫЕ, БАНДАЖИ И ОСИ КОЛЕСНЫХ ПАР ПОДВИЖНОГО СОСТАВА
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
МПС России
Предисловие
1 РАЗРАБОТАН Филиалом НК-ЦЕНТР ГУП «Научно-исследовательский институт мостов и дефектоскопии МПС России»
ВНЕСЕН Департаментом технической политики МПС России
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ указанием МПС России от 29.05.01 № М-943у
3 ВВЕДЕН ВПЕРВЫЕ
|
СОГЛАСОВАНО
_______________ Н.Г. Шабалин 06.04.2001 г. |
СОГЛАСОВАНО
_______________ С.И. Порядин 20.12.2000 г. |
|
Заместитель
руководителя _______________ А.М. Сидорук 20.03.2001 г. |
Заместитель
руководителя _______________ М.А. Емельянов 20.12.2000 г. |
|
Заместитель
директора _______________ В.М. Жданов 20.12.2000 г. |
СОДЕРЖАНИЕ
РУКОВОДЯЩИЙ ДОКУМЕНТ
Контроль неразрушающий приемочный. Колеса цельнокатаные, бандажи и осп колесных пар подвижного состава. Технические требования
Дата введения 2001-01-10
1 Область применения
Настоящий руководящий документ распространяется на приемочный неразрушающий контроль (НК) цельнокатаных колес (по ГОСТ 9036, ГОСТ 10791), бандажей (по ГОСТ 398, ГОСТ 3225, ГОСТ 5000) и осей колесных пар (по ГОСТ 22780, ГОСТ 30237, ГОСТ 30272) подвижного состава железнодорожного транспорта и обязателен для предприятий, изготавливающих указанные элементы колесных пар.
Настоящий РД устанавливает:
- условия, порядок проведения НК и перечень применяемых видов НК;
- требования к вариантам методов НК;
- общие требования к аппаратуре НК и квалификации персонала, выполняющего НК;
- значения приемочных критериев при оценке качества по результатам НК в соответствии с требованиями действующих стандартов на элементы колесных пар.
Настоящий РД составлен с учетом требований ИСО 5948 и ИСО 6933.
2 Нормативные ссылки
В настоящем РД использованы ссылки на следующие нормативные документы:
ГОСТ 2.601-95 Единая система конструкторской документации. Эксплуатационные документы.
ГОСТ 8.315-97 Государственная система обеспечения единства измерений. Стандартные образцы состава и свойство веществ и материалов. Основные положения.
ГОСТ 398-96 Бандажи из углеродистой стали для подвижного состава железных дорог широкой колеи и метрополитена. Технические условия.
ГОСТ 3225-80 Бандажи черновые для локомотивов железных дорог широкой колеи. Типы и размеры.
ГОСТ 4835-80. Колесные пары для вагонов магистральных железных дорог колеи 1520 (1524) мм. Технические условия.
ГОСТ 5000-83 Бандажи черновые для вагонов и тендеров железных дорог колеи 1520 мм. Размеры.
ГОСТ 9036-88 Колеса цельнокатаные. Конструкция и размеры.
ГОСТ 10791-89 (ИСО 1005-6-82) Колеса цельнокатаные. Технические условия.
ГОСТ 11018-87 (ИСО 1005-7-82) Колесные пары для тепловозов и электровозов железных дорог колеи 1520 мм. Технические условия.
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения.
ГОСТ 18353-79 Контроль неразрушающий. Классификация видов и методов.
ГОСТ 20911-89 Техническая диагностика. Термины и определения.
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод.
ГОСТ 22780-93 (ИСО 1005-9-86) Оси вагонов железных дорог колеи 1520 (1524) мм. Типы, параметры и размеры.
ГОСТ 23829-85 Контроль неразрушающий акустический. Термины и определения.
ГОСТ 24450-80 Контроль неразрушающий магнитный. Термины и определения.
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
ГОСТ 30237-96 (ИСО 1005-3-82) Оси чистовые для подвижного состава железных дорог колеи 1520 мм. Технические условия.
ГОСТ 30272-96 (ИСО 1005-3-82) Оси черновые (заготовки профильные) для подвижного состава железных дорог колеи 1520 мм. Технические условия.
ГОСТ 30489-97 (EN 473-92) Квалификация и сертификация персонала в области неразрушающего контроля. Общие требования.
Руководящий документ «Аккредитация лабораторий неразрушающего контроля. Основные положения» приказ Госстандарта России от 16.09.96 г. № 282.
ПР 32.113-98 Правила сертификации персонала по неразрушающему контролю технических объектов железнодорожного транспорта.
ПР 32.151-2000 Система аккредитации лабораторий неразрушающего контроля предприятий железнодорожного транспорта. Правила и порядок проведения аккредитации лабораторий неразрушающего контроля.
ПP 32.82-2000 Правила по метрологии. Метрологическое обеспечение. Система автоматизированного ведения отраслевого Реестра средств измерений, допущенных к применению в отрасли. Порядок ведения Реестра
ПР 32.140-99 Метрологическое обеспечение. Стандартные образцы предприятий отрасли. Порядок разработки, аттестации, утверждения, регистрации, контроля и надзора.
(Измененная редакция. Изм. № 1)
3 Определения и сокращения
В настоящем РД применяются следующие термины с соответствующими определениями по ГОСТ 14782, ГОСТ 16504, ГОСТ 20911, ГОСТ 23829:
Неразрушающий контроль - контроль качества продукции, который должен не нарушать ее пригодность к использованию по назначению.
Метод неразрушающего контроля - метод контроля, при котором не должна быть нарушена пригодность объекта к применению.
Вариант метода неразрушающего контроля - совокупность приемов и значений основных параметров данного метода неразрушающего контроля.
Контролепригодность - свойство объекта, характеризующее его пригодность к проведению диагностирования (контроля) заданными средствами диагностирования (контроля).
Достоверность контроля - степень объективного соответствия результатов контроля действительному техническому состоянию объекта.
Предельная чувствительность - чувствительность ультразвукового контроля, характеризуемая минимальной эквивалентной площадью (в мм2) отражателя, который еще обнаруживается на заданной глубине в изделии при данной настройке аппаратуры.
Зона контроля - часть объекта контроля или стандартного образца, в пределах которой контролируемый параметр может быть определен с заданной степенью достоверности.
Акустическая ось преобразователя - линия, соединяющая точки максимальной интенсивности акустического поля в дальней зоне преобразователя и ее продолжения в ближней зоне.
АРД-диаграмма - графическое изображение зависимости амплитуды отраженного или прошедшего сигнала от глубины залегания модели дефекта с учетом его размера и типа преобразователя.
Эквивалентная площадь отражателя - площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на том же расстоянии от поверхности ввода, что и дефект, при которой значения сигнала акустического прибора от дефекта и отражателя равны.
Плоскодонный искусственный отражатель - искусственный отражатель в виде плоского дна цилиндрического отверстия, ориентированного перпендикулярно оси цилиндра.
Цилиндрический боковой искусственный отражатель - искусственный отражатель в виде боковой поверхности цилиндрического отверстия, ось которого перпендикулярна направлению падающего акустического пучка.
Эталонный отражатель - искусственный отражатель в стандартном образце, используемый для настройки основных параметров контроля.
Условное расстояние между дефектами - минимальное расстояние между положениями точки ввода луча (центра преобразователя) на контролируемой поверхности, в которых амплитуда регистрируемых сигналов достигает величины, установленной в технологической документации на контроль.
В настоящем РД применяются следующие сокращения:
РД - руководящий документ
НК - неразрушающий контроль
4 Общие положения
4.1 Порядок проведения приемочного НК
4.1.1 Конкретные виды испытаний по ГОСТ 16504, виды НК по ГОСТ 18353 и варианты методов НК по ГОСТ 18353 при проведении приемочного НК по ГОСТ 16504 элементов колесных пар по ГОСТ 4835 и ГОСТ 11018, на которые распространяется настоящий РД, могут быть обязательными или дополнительными.
Виды испытаний, виды и варианты методов НК, приведенные в настоящем РД как дополнительные, применяются по указанию ПМС России и могут быть отнесены к обязательным, что должно быть отражено в заказе и технических условиях на продукцию
Применение видов и вариантов, методов НК, не предусмотренных настоящим РД, является предметом специального рассмотрения.
4.1.2 Требования к применяемым видам и вариантам методов НК устанавливаются для разных категории объектов НК - элементов, колесных пар. Выбор категории осуществляется заказчиком продукции с учетом назначения, условий эксплуатации и контролепригодности объекта НК и указывается в заказе на продукцию и технических условиях на продукцию, согласованных МПС России и предприятием-изготовителем.
4.1.3. Приемочный НК элементов колесных пар должен выполняться на основании технологической документации (инструкций, методик) на НК, соответствующей требованиям настоящего РД прошедшей экспертизу и согласование МПС России и утвержденной предприятием изготовителем.
4.1.4 Приемочный НК включает следующие виды испытаний:
- НК структуры металла осей;
- НК на отсутствие внутренних дефектов элементов колесных пар;
- НК на отсутствие поверхностных дефектов элементов колесных пар;
- НК распределения остаточных механических напряжений в ободьях цельнокатаных колес.
4.1.5 Приемочный НК элементов колесных пар выполняется до и после окончательной механической обработки, но после термообработки с учетом того, что дефекты могут возникнуть через определенное время после остывания металла.
4.2 Объемы проведения приемочного НК
4.2.1 Виды и варианты методов приемочного НК, отнесенные настоящим РД к обязательным, применяются к каждому поставляемому элементу колесной пары.
4.2.2 Виды и варианты методов приемочного НК, отнесенные настоящим РД к дополнительным, применяются к каждому поставляемому элементу или выборке из каждой партии элементов колесных пар. Объем выборки определяется настоящим РД. Объем и порядок формирования выборки указываются в технологической документации на приемочный НК элементов колесных пар. Несоответствие требованиям настоящего РД одного элемента колесной пары в выборке влечет за собой проверку еще одной выборки из той же партам. Несоответствие требованиям настоящего РД одного элемента колесной пары в повторной выборке влечет за собой проверку всей партии.
Допускается применять виды и варианты методов НК, отнесенные настоящим РД к дополнительным, для уточнения характеристик дефектов, обнаруженных при использовании видов и методов НК, отнесенных к обязательным. В таком случае порядок и объемы их применения определяются предприятием-изготовителем и должны быть отражены в технологической документации на НК.
4.2.3 Элементы колесных пар признаются соответствующими требованиям (критериям) приемочного НК только в том случае, если они соответствуют требованиям (критериям) приемочного НК по результатам всех установленных видов испытаний и всех видов и вариантов методов НК (как обязательных, так и дополнительных), применение которых регламентировано технологической документацией на НК.
4.2.4 Проводимый по решению предприятия-изготовителя или заказчика инспекционный НК по ГОСТ 16504 элементов колесных пар признанных годными по результатам приемочного НК, должен выполняться с использованием тех же средств НК по ГОСТ 16504, по той же технологической документации и в таком же состоянии объекта контроля, как и paнее проведенный приемочный НК.
4.3 Виды, методы НК и выявляемые дефекты
4.3.1 Структура металла осей оценивается путем сравнения проницаемости оси для ультразвуковых волн («прозвучиваемости») с «прозвучиваемостью» стандартного образца, а также по результатам НК зеркально-теневым акустическим методом по ГОСТ 23829.
4.3.2 Отсутствие внутренних дефектов элементов колесных пар проверяется по результатам НК эхоимпульсным методом акустического (ультразвукового) НК по ГОСТ 23829. Выявлению подлежат внутренние дефекты, расположенные в зонах контроля по 5.1.1, 6.2.1 и не соответствующие требованиям, приведенным в 5.1.3, 6.2.3.
4.3.3 Отсутствие поверхностных дефектов элементов колесных пар проверяется по результатам визуального контроля по ГОСТ 16504.
В качестве обязательного или дополнительного применяют также магнитопорошковый метод НК по ГОСТ 24450 или вихретоковый вид НК по ГОСТ 18353. Выявлению подлежат произвольно ориентированные поверхностные дефекты (закалочные трещины, волосовины, плены и расслоения), расположенные в зонах контроля по 5.3.1, 6.3.1 и не соответствующие требованиям, приведенным в 5.3.5, 6.3.3.
4.3.4 НК распределения остаточных механических напряжений в ободьях цельнокатаных колес выполняется акустическим (ультразвуковым) методом, основанным на измерении скоростей распространения поперечных ультразвуковых волн, поляризованных в радиальном и окружном направлениях, и обеспечивающим оценку распределения окружных компонент напряжений по глубине от поверхности катания колеса.
4.3.5 Зоны контроля элементов колесных пар, а также типы и размеры эталонных отражателей и стандартных образцов регламентируются в разделах 5 и 6 настоящего РД.
4.4 Требования к контролепригодности
4.4.1 Приемочный НК элементов колесных пар должен выполняться по поверхности, удовлетворяющей требованиям, указанным в технологической документации на НК.
4.4.2 Содержащиеся в технологической документации на требования к поверхностям элементов колесных пар, подвергаемым НК, а также поверхностям, по которым в процессе НК производится сканирование, и отражающим поверхностям должны обеспечивать достоверность НК. Шероховатость поверхностей, прошедших механическую обработку, должна соответствовать стандартам и техническим условиям на продукцию; необработанные поверхности должны быть очищены от отслаивающейся окалины и загрязнений. Не допускается наличие на поверхностях клейм и поверхностям по которым в процессе НК производится сканирование, и отражающим поверхностям должны обеспечивать достоверность НК. Шероховатость поверхностей, прошедших механическую обработку, должна соответствовать стандартам и техническим условиям на. продукцию; необработанные поверхности должны быть очищены от отслаивающейся окалины и загрязнений. Не допускается наличие на поверхностях клейм и маркировок, кроме тех, которые предусмотрены стандартами и техническими условиями на изделие и упомянуты в технологической документации на НК.
4.5 Требования к средствам НК
4.5.1 Для приемочного НК элементов колесных пар должны использоваться средства НК, функциональные возможности и характеристики которых обеспечивают реализацию требований к видам и вариантам методов НК, содержащихся в настоящем РД.
Средства НК должны быть укомплектованы эксплуатационной документацией по ГОСТ 2.601.
4.5.2 Средства акустического (ультразвукового) и вихретокового НК должны быть оснащены автоматизированным сканирующим устройством и автоматической системой сигнализации обнаружения дефекта, а также обеспечивать регистрацию в электронном виде и на бумажном носителе протоколов НК каждого элемента колесной пары.
Применение средств акустического (ультразвукового) и вихретокового НК без автоматизированного сканирующего устройства и ведение рукописных журналов НК, форма которых регламентирована технологической документацией на НК, допускается по согласованию с МПС России.
4.5.3 Средства приемочного НК элементов колесных пар в том числе автоматизированные установки или блоки, входящие в их состав, дефектоскопы с преобразователями и стандартные образцы (государственные, отраслевые или стандартные образцы предприятий по ГОСТ 8.315, ГОСТ 14782), должны быть сертифицированы (аттестованы) в соответствии с нормативной документацией Госстандарта России и МПС России (ПP 32.82-2000, ПР 32.140-99) и указаны в технологической документации на НК.
(Измененная редакция. Изм. № 1)
4.5.4 Средства НК должны проходить периодическую поверку (калибровку) в установленные сроки в организациях, имеющих право проведения указанных работ, а также ежедневную проверку работоспособности и значений основных параметров в соответствии с технологической документацией на НК.
4.5.5 Шероховатость контактной поверхности стандартного образца должна соответствовать шероховатости поверхности контролируемого элемента. В случае несоответствия шероховатости поверхностей при настройке чувствительности должны учитываться соответствующие поправочные коэффициенты, значения которых указываются в технологической документации.
(Новая редакция. Изм. № 1)
4.6 Требования к персоналу по НК
4.6.1 Персонал по НК должен быть сертифицирован на соответствующий уровень квалификации по ГОСТ 30489 (EN 473-92) и иметь квалификационное удостоверение (сертификат) установленного образца по ПР 32.113.
4.6.2 К проведению приемочного НК элементов колесных пар допускается персонал, имеющий I-ый или II-ой уровень квалификации по соответствующему виду НК элементов колесных пар.
4.6.3 К оценке качества элементов колесных пар по результатам приемочного НК допускается персонал, имеющий уровень квалификации не ниже II-го по соответствующему виду НК элементов колесных пар.
4.6.4 Руководитель или заместитель руководителя лаборатории (подразделения), выполняющей приемочный НК, должен иметь II-ой уровень квалификации - по всем видам НК, применяемым при НК элементов колесных пар, или III-й уровень квалификации по одному из видов НК, применяемых при НК элементов колесных пар.
4.7 Требования к организации НК
4.7.1 Приемочный НК элементов колесных пар вводится на предприятии-изготовителе при наличии средств НК, удовлетворяющих требованиям 4.5 настоящего РД, технологической документации на НК, прошедшей экспертизу, согласованной МПС России и утвержденной предприятием-изготовителем в установленном порядке, а также персонала, удовлетворяющего требованиям 4.6 настоящего РД.
4.7.2 Лаборатория (подразделение) НК предприятия-изготовителя должна быть аккредитована на право осуществлять НК элементов колесных пар в соответствии с приказом Госстандарта России от 16.09.96 № 282 и ПР 32.151.
5 Приемочный неразрушающий контроль цельнокатаных колес и бандажей
5.1 Требования к акустическому (ультразвуковому) НК
5.1.1 Порядок применения и варианты методов акустического (ультразвукового) НК.
Характеристики вариантов методов акустического (ультразвукового) НК (зоны контроля, схемы прозвучивания и значения основных параметров) приведены в таблице 1 и на рисунках 1 и 2.
Зоны контроля определяются с учетом минимальных допусков на размеры контролируемого элемента.
(Измененная редакция. Изм. № 1)
5.1.1.1 Обод цельнокатаного колеса, бандаж
К обязательным относятся следующие варианты методов акустического (ультразвукового) НК, основные параметры которых указаны в таблице 1:
- D1 - контроль эхоимпульсным методом с поверхности катания обода (бандажа) продольными волнами в радиальном направлении;
- D2a - контроль эхоимпульсным методом с внутренней боковой поверхности обода (бандажа) продольными волнами в осевом направлении.
К дополнительным, применяемым к каждому колесу (бандажу), относятся следующие варианты методов акустического (ультразвукового) НК, основные параметры которых указаны в таблице 1:
- D2b - контроль зеркально-теневым методом с внутренней боковой поверхности обода (бандажа) продольными волнами в осевом направлении (за исключением участков с нанесенными клеймами);
- D3 - контроль эхоимпульсным методом с внутренней боковой поверхности обода (бандажа) поперечными волнами в окружном направлении (угол ввода 40°).
5.1.1.2 Диск цельнокатаного колеса
К дополнительному, применяемому к выборке объемом 10 процентов из каждой партии колес, относится следующий вариант метода НК, основные параметры которого указаны в таблице 1:
- W - контроль эхоимпульсным методом с внутренней боковой поверхности диска продольными волнами в направлении, перпендикулярном поверхности.
5.1.1.3 Ступица цельнокатаного колеса К обязательным относится следующий вариант метода НК, основные параметры которого указаны в таблице 1:
- Н - контроль эхоимпульсным методом с внутренней боковой поверхности ступицы продольными волнами в осевом направлении.
5.1.2 Настройка чувствительности
5.1.2.1 Настройка предельной чувствительности при НК эхоимпульсным методом по вариантам, указанным в таблице 1, выполняется по отраслевым стандартным образцам или стандартным образцам предприятия с плоскодонными эталонными отражателями, залегающими на минимальной, средней и близко к максимальной глубине зоны контроля при данном варианте метода. Стандартные образцы должны быть изготовлены из контролируемого материала или материала с близкими значениями коэффициента затухания ультразвука.
Таблица 1 - Характеристики вариантов методов ультразвукового контроля цельнокатаных колес (бандажей)
|
Контролируемый элемент |
Область сканирования (зона контроля) |
Схема (направление) прозвучивания |
Вариант метода контроля |
Метод контроля |
Основные параметры |
Критерий браковки (см. п.) |
||||
|
обозначение |
применение |
Тип волн |
Угол ввода, град |
Частота, МГц |
Предельная чувствительность, мм2 |
|||||
|
Обод, Бандаж |
рисунок 1.б рисунок 2.б |
С поверхности катания - радиальное |
D1 |
О |
эхоимпульсный |
Продольные |
0 ± 2 |
2,0
- 2,5 |
0,8 - для категории А; 3,2 - категории В; 7,1 - категории С |
|
|
рисунок 1.а рисунок 2.а |
С внутренней боковой поверхности - осевое |
D2a |
О |
эхоимпульсный |
|
|||||
|
рисунок 1.в рисунок 2.а |
D2b |
Д |
зеркально-теневой |
- |
||||||
|
С внутренней боковой поверхности - окружное |
D3 |
Д |
эхоимпульсный |
Поперечные |
40 ± 2 |
7,1 |
||||
|
Диск |
рисунок 1.а |
С внутренней поверхности - перпендикулярно поверхности |
W |
Д |
эхоимпульсный |
Продольные |
0 ± 2 |
19,6 и 7,1 |
||
|
Ступица |
рисунок 1.а |
С внутренней боковой поверхности - осевое |
Н |
О |
эхоимпульсный |
Продольные |
0 ± 2 |
|||
|
Варианты методов НК: О - обязательные; Д - дополнительные. |
||||||||||
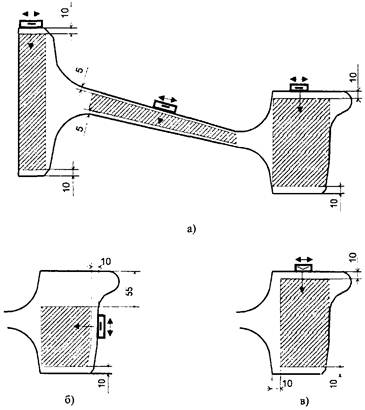
Рисунок 1 - Зоны контроля при ультразвуковом НК колес
(Новая редакция. Изм. № 1)
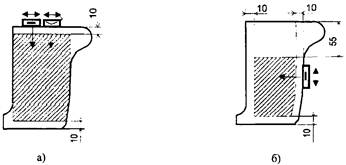
Рисунок 2 - Зоны контроля при ультразвуковом НК бандажей
(Новая редакция. Изм. № 1)
5.1.2.2 Допускается применять для настройки предельной чувствительности стандартные образцы с альтернативными эталонными отражателями (например, в виде цилиндрических боковых искусственных отражателей), глубина залегания и эквивалентная площадь которых равны глубине залегания и площади плоскодонных эталонных отражателей в стандартном образце по 5.1.2.1.
5.1.2.3 Допускается выполнять настройку предельной чувствительности при НК эхоимпульсным методом по одному плоскодонному или альтернативному эталонному отражателю, в том числе по донному эхо-сигналу в стандартном образце или в контролируемом ободе (бандаже) или ступице, если при этом применяются также АРД-диаграммы, которые построены по экспериментальным данным, полученным на эталонном отражателе и стандартном образце по 5.1.2.1 с помощью электроакустических преобразователей, используемых при НК.
5.1.2.4 Настройка чувствительности при контроле зеркально-теневым методом выполняется по донному эхо-сигналу в стандартном образце или в контролируемом ободе (бандаже).
5.1.3.1 Обод цельнокатаного колеса, бандаж
а) Не соответствуют требованиям (критериям) приемочного НК колеса, в которых при контроле по эхоимпульсному методу (варианты D1, D2a по 5.1.1.1) обнаружены внутренние дефекты:
амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя, залегающего на той же глубине, что и дефект. Диаметры эталонных отражателей для колес различных категорий составляют: категория А - 1,0 мм;
категория В - 2,0 мм; категория С - 3,0 мм. (Эквивалентная площадь дефекта - равна или более 0,8 мм2, 3,2 мм2 и 7,1 мм2 для колес категорий А, В и С соответственно.);
б) Не соответствуют требованиям (критериям) приемочного НК колеса, в которых при контроле по эхоимпульсному методу (вариант D3 по 5.1.1.1) обнаружены внутренние дефекты:
• амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя диаметром 3,0 мм, залегающего на той же глубине, что и дефект (эквивалентная площадь которых равна или более 7,1 мм2).
в) Не соответствуют требованиям (критериям) приемочного НК колеса, в которых при контроле по зеркально-теневому методу (вариант D2b по 5.1.1.1) обнаружены зовы, в которых:
- ослабление донного сигнала превышает значение, установленное технологической документации на НК, и если они не соответствуют требованиям 5.1.3.1 а) для колес следующей боле высокой категории.
5.1.3.2 Диск цельнокатаного колеса
Не соответствуют требованиям (критериям) приемочного НК колеса, в которых при контроле по эхоимпульсному методу (вариант УУ по 5.1.1.1) обнаружены внутренние дефекты:
- амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя диаметром 5,0 мм, залегающего на той же глубине, что и дефект (эквивалентная площадь которых равна или более 19,6 мм2);
- амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя диаметром 3,0 мм, залегающего на той же глубине, что и дефект (эквивалентная площадь которых равна или более 7,1 мм2), если:
1) в одном колесе их обнаружено 10 или более;
2) минимальное условное расстояние между любыми двумя из них менее 50 мм.
5.1.3.3 Ступица цельнокатаного колеса
Не соответствуют требованиям (критериям) приемочного НК колеса, в которых при контроле по эхоимпульсному методу (вариант Н по 5.1.1.1) обнаружены внутренние дефекты:
- амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя диаметром 5,0 мм, залегающего на той же глубине, что и дефект (эквивалентная площадь которых равна или более 19,6 мм2);
- амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя диаметром 3,0 мм, залегающего на той же глубине, что и дефект (эквивалентная площадь которых равна или более 7,1 мм2), если:
1) в одном колесе их обнаружено 4 или более;
2) минимальное условное расстояние между любыми двумя из них менее 50 мм.
5.2 Требования к НК распределения остаточных механических напряжений в ободьях цельнокатаных колес
5.2.1 Оценка распределения остаточных механических напряжений применяется как дополнительный метод НК к выборке колес объемом 5 процентов из каждой партии колес.
5.2.2 Для оценки остаточных механических напряжений в ободьях цельнокатаных колес следует применять метод НК, заключающийся в осевом прозвучивании обода поперечными ультразвуковыми волнами, поляризованными в радиальном и окружном направлении, измерении относительной разности времени распространения волн и расчете по известному значению коэффициента акустоупругости разности радиальных и осевых напряжений.
Значение коэффициента акустоупругости, а также необходимость и метод учета влияния анизотропии упругих свойств указывается в технологической документации на НК.
5.2.3 НК остаточных механических напряжений должен выполняться в ряде точек по высоте обода на глубинах от 10 мм и более от круга катания.
5.2.4 Максимальное значение остаточных напряжений вблизи круга катания должно быть отрицательным (сжимающим). Разница значений напряжений, измеренных в разных точках по высоте обода, не должна превышать значения, указанного в технологической документации на контроль. Глубина точки под поверхностью обода, в которой напряжения достигают нулевого значения (становятся растягивающими) должна быть не менее 40 мм.
5.3 Требования к магнитопорошковому и вихретоковому НК
5.3.1 Магнитопорошковый или вихретоковый НК применяется в качестве дополнительного к выборке цельнокатаных колес (бандажей) объемом 10 процентов от каждой партии колес (бандажей).
Магнитопорошковому или вихретоковому НК подвергаются следующие зоны поверхности цельнокатаных колес и бандажей:
- внутренние и наружные боковые поверхности обода;
- внутренняя расточенная поверхность бандажа;
- внутренние и наружные боковые поверхности ступицы;
- внутренние и наружные поверхности диска в зонах галтельных переходов в обод и ступицу в пределах до 150 мм.
5.3.2 Варианты магнитопорошкового метода НК
Магнитопорошковый НК должен выполняться способом приложенного поля или способом остаточной намагниченности. Напряженность магнитного поля, тип магнитного индикатора и способ его нанесения указываются в технологической документации на НК.
5.3.3 Настройка (проверка) чувствительности магнитопорошкового НК выполняется по стандартным образцам предприятия с поверхностным дефектом, ширина раскрытия которого не превышает 25 мкм (условный уровень чувствительности - «В» по ГОСТ 21105).
5.3.4 Настройка (проверка) чувствительности вихретокового НК выполняется по стандартным образцам предприятия с поверхностным дефектом, размер которого указывается в технологической документации на НК.
Не соответствуют требованиям (критериям) приемочного НК колеса, в которых при магнитопорошковом или вихретоковом НК обнаружены поверхностные дефекты, длина которых превышает 6 мм.
6 Приемочный неразрушающий контроль осей
6.1 Требования к акустическому НК структуры металла осей
6.1.1 Приемочный НК структуры осей выполняется:
а) методом контроля «прозвучиваемости» (проницаемости оси для ультразвуковых волн) - в качестве обязательного для чистовых и черновых осей;
б) зеркально-теневым ультразвуковым методом НК - в качестве дополнительного для чистовых осей.
В случае изготовления черновых и чистовых осей на одном предприятии или при условии введения на предприятии обязательного контроля структуры чистовых осей зеркально-теневым ультразвуковым методом с помощью автоматизированных установок, обеспечивающих регистрацию параметров и данных контроля, допускается выполнять контроль «прозвучиваемости» чистовых осей в качестве дополнительного (выборочного).
Контроль структуры металла осей полой конструкции следует проводить до высверливания в них продольного осевого отверстия.
(Измененная редакция. Изм. № 1)
6.1.2 Обязательный приемочный НК «прозвучиваемости» осей выполняется методом акустического (ультразвукового) НК, заключающимся в прозвучивании оси с торцевой поверхности продольными волнами в осевом направлении и сравнении амплитуды эхо-сигнала от противоположного торца с амплитудой эхо-сигнала от эталонного отражателя в стандартном образце.
Характеристики метода контроля «прозвучиваемости» (вариант Т1) приведены в таблице 2.
Контроль «прозвучиваемости» осей должен проводиться после механической обработки торцевых поверхностей. Торцевые поверхности должны быть плоскопараллельными и в соответствии с ГОСТ 24507 иметь параметр шероховатости не более Rz = 10 мкм.
(Измененная редакция. Изм. № 1)
6.1.3 Настройка чувствительности при контроле «прозвучиваемости» выполняется по донному эхо-сигналу в стандартном образце СО-2 по ГОСТ 14782 (рисунок 3).
Допускается применять для настройки чувствительности стандартные образцы предприятия с альтернативными эталонными отражателями, обеспечивающими воспроизводимость настройки чувствительности, при условии, что значение отношения амплитуд эхо-сигнала от альтернативного эталонного отражателя и донного эхо-сигнала в СО-2 для данного варианта метода указано в паспорте на стандартный образец и в технологической документации на НК.
6.1.4 Не соответствуют требованиям (критериям) приемочного контроля оси, для которых отношение (в дБ) амплитуды донного эхо-сигнала в СО-2 к амплитуде эхо-сигнала от противоположного торца оси превышает 46 дБ.
6.1.5 Приемочному НК структуры металла осей зеркально-теневым методом акустического (ультразвукового) НК подвергается каждая ось. НК выполняется с цилиндрической поверхности оси продольными волнами в радиальном направлении при значениях основных параметров, приведенных в таблице 2 (вариант Т2).
(Измененная редакция. Изм. № 1)
6.1.6 Настройка чувствительности при контроле зеркально-теневым методом выполняется по донному эхо-сигналу в изготовленном из оси стандартном образце предприятия или по среднему значению донных эхо-сигналов, измеренных на каждой образующей контролируемой оси.
(Новая редакция. Изм. № 1)
6.1.7 Не соответствуют требованиям (критериям) приемочного контроля оси, в которых при контроле по зеркально-теневому методу (вариант Т2 по 6.1.5) обнаружены структурные неоднородности (одна или более), приводящие к ослаблению донного сигнала более, чем на 6 дБ.
(Измененная редакция. Изм. № 1)
6.2 Требования к акустическому (ультразвуковому) НК на отсутствие внутренних дефектов
6.2.1 Варианты методов акустического (ультразвукового) НК Обязательно применение вариантов методов ультразвукового НК, схемы прозвучивания и значения основных параметров которых приведены в таблице 2:
- А1 - контроль эхоимпульсным методом с каждого торца оси (чистовой, черновой) продольными волнами в осевом направлении;
- А2 - контроль эхоимпульсным методом с цилиндрической поверхности чистовой оси продольными волнами в радиальном направлении.
- А3 - контроль эхоимпульсным методом с цилиндрической поверхности чистовой оси поперечными волнами в осевом направлении (угол ввода 50°).
В случаях изготовления черновых и чистовых осей на одном предприятии с проведением контроля черновых осей по варианту метода А1 или введения на предприятии обязательного контроля чистовых осей по вариантам методов А2 и А3 с помощью автоматизированных установок, обеспечивающих регистрацию основных параметров и результатов контроля, допускается выполнять контроль чистовых осей по варианту метода А1 в качестве дополнительного (выборочного).
Для осей полой конструкции вариант метода А2 применяется как дополнительный.
Зоны контроля указаны на рисунке 4 и определяются с учетом допусков на размеры контролируемого элемента.
(Измененная редакция. Изм. № 1)
6.2.2 Настройка чувствительности
6.2.2.1 Настройка чувствительности при НК эхоимпульсным методом по вариантам, указанным в таблице 2, выполняется по отраслевым стандартным образцам или стандартным образцам предприятия с плоскодонными эталонными отражателями, залегающими на минимальной, средней и близко к максимальной глубине зоны контроля при данном варианте метода. Стандартные образцы должны быть изготовлены из оси, прошедшей приемочный контроль, для которой колебания амплитуды донного эхо-сигнала при контроле с цилиндрической поверхности в соответствии с 6.1.5 не превышают 4 дБ, а отношение амплитуды донного эхо-сигнала в СО-2 к амплитуде эхо-сигнала от противоположного торца оси составляет от 40 до 46 дБ.
Допускается изготовление стандартных образцов из оси, для которой отношение амплитуды донного эхо-сигнала в СО-2 к амплитуде эхо-сигнала от противоположного торца оси менее 40 дБ. В этом случае при настройке чувствительности учитываются соответствующие поправочные коэффициенты, значения которых указываются в технологической документации.
(Измененная редакция. Изм. № 1)
6.2.2.2 Допускается применять для настройки чувствительности стандартные образцы предприятий с альтернативными эталонными отражателями (например, в виде цилиндрических боковых искусственных отражателей), залегающими на той же глубине и дающими такую же амплитуду эхо-сигнала, что и плоскодонные эталонные отражатели в стандартном образце по 6.2.2.1.
Таблица 2 - Характеристики вариантов методов ультразвукового НК осей
|
Область сканирования (зона контроля) |
Схема (направление) прозвучивания |
Вариант метода контроля |
Метод контроля |
Номинальные значения основных параметров |
Критерий браковки (см. п.) |
||||
|
обозначение |
применение |
Тип волн |
Угол ввода, град |
Частота, МГц |
Предельная чувствительность, мм2 |
||||
|
НК структуры |
|||||||||
|
рисунок 4, а |
С торца - осевое |
T1 |
О |
«прозвучиваемость» |
продольные |
0 ± 2 |
2,0-2,5 |
- |
|
|
рисунок 4, б |
С цилиндрической поверхности - радиальное |
Т2 |
О |
зеркально-теневой |
0 ± 2 |
4,0 - 5,0 |
- |
||
|
НК на отсутствие внутренних дефектов |
|||||||||
|
рисунок 4, а |
С торца - осевое |
А1 |
О |
эхоимпульсный |
продольные |
0 ± 2 |
2,0 - 2,5 |
7,1
(глубина до 380 мм); |
|
|
рисунок 4, б |
С цилиндрической поверхности - радиальное |
А2 |
О |
эхоимпульсный |
0 ± 2 |
2,0 - 2,5 |
19,6 и 7,1 |
||
|
Рисунок 4, в |
С цилиндрической поверхности - осевое |
А3 |
О |
эхоимпульсный |
поперечные |
50 ± 2 |
2,0 - 2,5 |
7,1 |
|
|
Варианты методов НК: О - обязательные; Д - дополнительные. |
|||||||||
(Новая редакция. Изм. № 1)
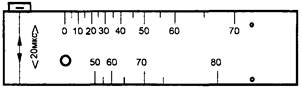
Рисунок 3 - Стандартный образец СО-2 по ГОСТ 14782-96
(Новая редакция. Изм. № 1)
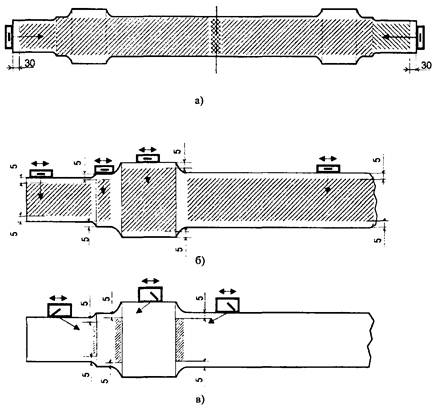
Рисунок 4 - Зоны контроля при ультразвуковом НК осей
(Новая редакция. Изм. № 1)
6.2.2.3 Допускается выполнять настройку чувствительности эхоимпульсного метода по одному отражателю, в том числе по донному эхо-сигналу в стандартном образце или в контролируемой оси (при контроле с цилиндрической поверхности), если при этом применяются также АРД-диаграммы или калиброванная временная регулировка чувствительности дефектоскопа, построенные по экспериментальным данным, полученным на стандартном образце по 6.2.2.1 с помощью электроакустических преобразователей, используемых при НК.
(Измененная редакция. Изм. № 1)
6.2.3 Оценка результатов НК
а) Не соответствуют требованиям (критериям) приемочного контроля оси, в которых при контроле по эхоимпульсному методу (вариант А1 по 6.2.1) обнаружены внутренние дефекты:
- амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя, залегающего на той же глубине, что и дефект и имеющего диаметр:
1) 3,0 мм (эквивалентная площадь 7,1 мм2), при глубине залегания до 380 мм
2) 6,0 мм (эквивалентная площадь 28,3 мм2)
3) 9,0 мм (эквивалентная площадь 63,6 мм2), при глубине залегания более 700 мм
б) Не соответствуют требованиям (критериям) приемочного контроля оси, в которых при контроле по эхоимпульсному методу (вариант А2 по 6.2.1) обнаружены внутренние дефекты:
- амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя диаметром 5,0 мм, залегающего на той же глубине, что и дефект (эквивалентная площадь которых равна или более 19,6 мм2);
- амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя диаметром 3,0 мм, залегающего на той же глубине, что и дефект (эквивалентная площадь которых равна или более 7,1 мм2), если:
1) в одной оси их обнаружено 6 или более;
2) минимальное условное расстояние между любыми двумя из них менее 50 мм;
3) условная протяженность хотя бы одного из них более 40 мм.
в) Не соответствуют требованиям (критериям) приемочного контроля оси в которых при контроле по эхо-импульсному методу (вариант А3 по 6.2.1) обнаружены внутренние дефекты: амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя диаметром 3,0 мм, бегающего на той же глубине, что и дефект (эквивалентная площадь которых равна или более 7,1 мм2).
(Измененная редакция. Изм. № 1)
6.3 Требования к магнитопорошковому НК
Магнитопорошковый НК применяется в качестве обязательного для контроля чистовых осей на отсутствие поверхностных дефектов.
Магнитопорошковому НК подвергаются цилиндрические поверхности осей.
НК должен выполняться способом приложенного поля. Напряженность магнитного поля, тип магнитного индикатора и способ его нанесения указываются в технологической документации на НК.
6.3.2 Настройка (проверка) чувствительности магнитопорошкового НК производится по стандартным образцам предприятия с поверхностным дефектом, минимальная ширина раскрытия которого не превышает - 10 мкм (условный уровень чувствительности - «Б» по ГОСТ 21105).
Не соответствуют требованиям (критериям) приемочного контроля оси, в которых обнаружены поверхностные дефекты, длина, количество и расположение которых не соответствует требованиям ГОСТ 30237.
|
Ключевые слова: контроль неразрушающий приемочный, колеса цельнокатаные, бандажи, оси колесных пар, технические требования |
Филиал НК-ЦЕНТР ГУП «Научно-исследовательский институт мостов и дефектоскопии МПС России»
|
Директор НК-Центра |
Г.Я. Дымкин |
|
Научн. сотрудник |
А.В. Шевелев |
|
Вед. инженер |
Т.А. Борисова |