ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р (ИСО 683-15:1992) |

МЕТАЛЛОПРОДУКЦИЯ
ИЗ ЛЕГИРОВАННОЙ
СТАЛИ И СПЛАВОВ ДЛЯ КЛАПАНОВ
ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ
Технические условия
ISO 683-15:1992
Heat-treatable steels, alloy steels and free-cutting steels - Part 15: Valve
steels for internal combustion engines
(MOD)
|
|
Москва Стандартинформ 2012 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Центральный научно-исследовательский институт черной металлургии им. И.П. Бардина (ФГУП «ЦНИИчермет им. И.П. Бардина») на основе русской версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 375 «Металлопродукция из черных металлов и сплавов»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 1 июня 2012 г. № 101-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 683-15:1992 «Термоупрочняемые стали, легированные стали и автоматные стали. Часть 15. Клапанные стали для двигателей внутреннего сгорания» (ISO 683-15:1992 «Heat-treatable steels, alloy steels and free-cutting steels - Part 15: Valve steels for internal combustion engines») путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту, а также путем изменения его структуры для приведения в соответствие с правилами, установленными в ГОСТ Р 1.5-2004 (подразделы 4.2 и 4.3).
Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении ДЕ.
При этом дополнительные фразы, слова, ссылочные данные, показатели, их значения, включенные в текст стандарта для учета потребностей национальной экономики Российской Федерации и/или особенностей российской национальной стандартизации, выделены курсивом. Раздел 10 и приложение А полностью идентичны, а приложения ДА, ДБ, ДВ, ДГ, ДД, ДЕ дополняют его с учетом потребностей национальной экономики Российской Федерации и/или особенностей российской национальной стандартизации.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Введение
В настоящий стандарт включены дополнительные по отношению к международному стандарту ИСО 683-15 требования, отражающие потребности национальной экономики Российской Федерации:
- приведен химический состав отечественной клапанной стали;
- приведены механические свойства металлопродукции из отечественной клапанной стали.
В разделе 4 «Обозначения» приведены тождественные обозначения величин механических свойств по ИСО 683-15 и национальным стандартам Российской Федерации;
- приведена схема условных обозначений металлопродукции;
- приведены данные о клапанной стали по ЕН 10090.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЕТАЛЛОПРОДУКЦИЯ
ИЗ ЛЕГИРОВАННОЙ СТАЛИ И СПЛАВОВ
ДЛЯ КЛАПАНОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ
Технические условия
Metal products from alloyed steel and alloys for valves of internal combustion engines. Specifications
Дата введения - 2012-10-01
1 Область применения
1.1 Настоящий стандарт распространяется на металлопродукцию из легированной деформируемой стали и сплавов, предназначенную для изготовления клапанов двигателей внутреннего сгорания [далее - клапанные стали (сплавы)]:
- прутки;
- проволоку;
- катанку;
- поковки.
1.2 Настоящий стандарт не распространяется на износостойкие и коррозионно-стойкие стали, которые применяют для защиты поверхностей седла клапана.
1.3 В дополнение к требованиям настоящего стандарта применяют общие технические условия поставки по стандарту [1].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 53845-2010 (ИСО 377:1997) Прокат стальной. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 5582-75 Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7350-77 Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Методы отбора проб для определения химического состава
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 12363-79 Стали легированные и высоколегированные. Методы определения селена
ГОСТ 12364-84 Стали легированные и высоколегированные. Методы определения церия
ГОСТ 14955-77 Сталь качественная круглая со специальной отделкой поверхности. Технические условия
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18143-72 Проволока из высоколегированной коррозионно-стойкой и жаростойкой стали. Технические условия
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ГОСТ 28033-89 Сталь. Метод рентгенофлюоресцентного анализа
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
Клапанные стали применяют для изготовления впускных и выпускных клапанов двигателей внутреннего сгорания с возвратно-поступательным движением.
3.2 плавочный анализ: Анализ химического состава жидкой стали.
4 Обозначения
4.1 Обозначения химических элементов:
С - углерод, Si - кремний, Мп - марганец, Р - фосфор, S - сера, N - азот, Cr - хром, Ni - никель, Ti - титан, Al - алюминий, Nb - ниобий, Се - церий, Cu - медь, Zr - цирконий, Та - тантал, Мо - молибден, W - вольфрам, V - ванадий.
4.2 Обозначения характеристик механических свойств:
Rp0,2(σ0,2) - условный предел текучести при значении остаточной деформации 0,2 %, Н/мм2;
Rm(σв) - временное сопротивление, Н/мм2;
А5(δ5) - относительное удлинение,
%. Значение относится к образцам для испытаний
с расчетной длиной ![]()
Rp1,0;T;t - предел ползучести, соответствующий 1 % общей деформации, Н/мм2, при температуре Т за время t.
Примечание - В скобках приведены соответствующие обозначения, принятые в Российской Федерации.
5 Классификация стали
5.1 Клапанные стали (сплавы) по настоящему стандарту классифицируются в зависимости от их химического состава (таблица 1).
5.2 Клапанные стали в зависимости от структуры подразделяют на:
- мартенситные стали, применяемые в основном для впускных клапанов и стержней выпускных клапанов;
- аустенитные стали, применяемые в основном для выпускных клапанов.
6 Оформление заказа
Заказчик должен указать в заказе следующее:
- объем поставки;
- вид продукции (например, пруток);
- обозначение соответствующего стандарта на размеры/сортамент и, если не указано в стандарте, вид окончательной обработки поверхности (7.2.1, примечание 3) и предельные отклонения по размерам (7.6);
- термин: «клапанная сталь (сплав)»;
- обозначение настоящего стандарта;
- марку стали (сплава);
- режим термической обработки при поставке (7.2);
- другие необходимые сведения, включая способ изготовления клапанов (горячее прессование или высадка с контактным электронагревом);
- документ, подтверждающий качество продукции [2].
7 Технические требования
7.1 Метод выплавки
Если в заказе не оговорено иное, то выбор метода выплавки и способа изготовления металлопродукции предоставляется изготовителю.
Сплавы NiCr 15 Fe 7 TiAl, NiFe 25 Cr 20 NbTi и NiCr 20 TiAl изготовляют методами переплавов. Если в заказе не оговорено иное, то выбор метода переплава предоставляется изготовителю.
7.2 Режим термической обработки и вид окончательной обработки поверхности при поставке металлопродукции
Примечания
1 Металлопродукцию, предназначенную для последующей обработки давлением, обычно заказывают термически обработанной по одному из режимов, указанных в таблице 3.
2 В зависимости от химического состава готовые изделия используются в закаленном и отпущенном или дисперсионно упрочненном состоянии (таблицы А.1 и А.5, приложение А).
3 Клапанные материалы обычно поставляют в виде прутков с одним из следующих видов окончательной обработки поверхности:
- обточка (обдирка) и полировка;
- обточка (обдирка) и шлифовка;
- шлифовка;
- шлифовка и полировка;
- обточка (обдирка) и шлифовка, затем полировка;
- после прокатки.
7.3 Химический состав
7.3.1 Химический состав стали (сплавов) по плавочному анализу должен соответствовать нормам, приведенным в таблице 1 и таблице ДД.1 (приложение ДД).
7.3.2 Предельные отклонения по массовой доле химических элементов в готовой продукции от норм, указанных в таблицах 1 и ДД.1, приведены в таблице 2.
7.3.3 По согласованию изготовителя с заказчиком могут допускаться небольшие отклонения от установленных норм при условии обеспечения механических и эксплуатационных свойств металлопродукции из клапанной стали.
7.3.4 Сравнение марок клапанной стали, указанных в таблице 1, с марками клапанной стали по стандартам [14] и ГОСТ 5632 приведено в приложении ДА.
7.4 Механические свойства
Механические свойства и твердость металлопродукции при температуре
![]() °C
приведены в таблице 3 и в таблицах ДД.2 и ДД.3 (приложение ДД) после смягчающего отжига, закалки и отпуска
для мартенситных сталей и регулируемого охлаждения и/или закалки для
аустенитных сталей, а также в таблицах А.1
- А.4
для готовых изделий.
°C
приведены в таблице 3 и в таблицах ДД.2 и ДД.3 (приложение ДД) после смягчающего отжига, закалки и отпуска
для мартенситных сталей и регулируемого охлаждения и/или закалки для
аустенитных сталей, а также в таблицах А.1
- А.4
для готовых изделий.
7.5 Внутренняя структура и качество поверхности
7.5.1 Контроль на загрязненность клапанной стали (сплава) неметаллическими включениями должен быть согласован при заказе.
Нормы и методику оценки неметаллических включений устанавливают по согласованию изготовителя с заказчиком.
7.5.1.1 Необходимо учитывать, что загрязненность неметаллическими включениями клапанной стали (сплава) открытой выплавки будет высокой из-за высокого содержания легирующих элементов и неметаллические включения могут быть распределены неравномерно.
7.5.2 Величина аустенитного зерна для сплава марки NiCr 20 TiAl должна быть не крупнее номера 4 по стандарту [3]. Допустимо наличие отдельных более крупных зерен.
Таблица 1 - Химический состав клапанной стали (сплава)
|
Массовая доля химических элементов, % |
|||||||||
|
углерода |
кремния |
марганца |
фосфора |
серы |
хрома |
молибдена |
никеля |
других |
|
|
не более |
|||||||||
|
Мартенситные стали |
|||||||||
|
X 50 CrSi 8 2 |
0,45 - 0,55 |
1,00 - 2,00 |
Не более 0,60 |
0,030 |
0,030 |
7,50 - 9,50 |
- |
Не более 0,60 |
- |
|
X 45 CrSi 9 3 |
0,40 - 0,50 |
2,70 - 3,30 |
Не более 0,80 |
0,040 |
0,030 |
8,00 - 10,00 |
- |
Не более 0,60 |
- |
|
X 85 CrMoV 18 2 |
0,80 - 0,90 |
Не более 1,00 |
Не более 1,50 |
0,040 |
0,030 |
16,50 - 18,50 |
2,00 - 2,50 |
- |
Ванадий: 0,30 - 0,60 |
|
Аустенитные стали |
|||||||||
|
X 55 CrMnNiN 20 8 |
0,50 - 0,60 |
Не более 0,25 |
7,00 - 10,00 |
0,050 |
0,030 |
19,50 - 21,50 |
- |
1,50 - 1,75 |
Азот: 0,20 - 0,40 |
|
X 53 CrMnNiN 21 9 |
0,48 - 0,58 |
Не более 0,25 |
8,00 - 10,00 |
0,050 |
0,030 |
20,00 - 22,00 |
- |
3,25 - 4,50 |
Азот: 0,35 - 0,50 |
|
X 53 CrMnNiNbN 21 9 |
0,48 - 0,58 |
Не более 0,45 |
8,00 - 10,00 |
0,050 |
0,030 |
20,00 - 22,00 |
- |
3,25 - 4,50 |
Азот: 0,38 - 0,50; углерод + азот: не более 0,90; ниобий + тантал: 2,00 - 3,00 |
|
X 50 CrMnNiNbN 21 9 |
0,45 - 0,55 |
Не более 0,45 |
8,00-10,00 |
0,050 |
0,030 |
20,00 - 22,00 |
- |
3,50 - 5,50 |
Вольфрам: 0,80 - 1,50; ниобий + тантал: 1,80 - 2,50; азот: 0,40 - 0,60 |
|
X 33 CrNiMnN 23 8 |
0,28 - 0,38 |
0,50 - 1,00 |
1,50-3,50 |
0,050 |
0,030 |
22,00 - 24,00 |
Не более 0,50 |
7,00 - 9,00 |
Вольфрам: не более 0,50; азот: 0,25 - 0,35 |
|
Сплавы на основе никеля |
|||||||||
|
NiCr 15 Fe 7 TiAl |
0,03 - 0,10 |
Не более 0,50 |
Не более 0,50 |
0,015 |
0,015 |
14,00 - 17,00 |
Не более 0,50 |
Основа |
Алюминий: 1,10 - 1,35; железо: 5,00 - 9,00; ниобий + тантал: 0,70 - 1,20; титан: 2,00 - 2,60 |
|
NiFe 25 Cr 20 NbTi |
Не более 0,10 |
Не более 1,00 |
Не более 1,00 |
0,030 |
0,015 |
18,00 - 21,00 |
- |
Основа |
Алюминий: 0,30 - 1,00; железо: 23,00 - 28,00; ниобий + тантал: 1,00 - 2,00; титан: 1,00 - 2,00; бор: не более 0,008 |
|
NiCr 20 TiAl |
0,04 - 0,10 |
Не более 1,00 |
Не более 1,00 |
0,020 |
0,015 |
18,00 - 21,00 |
- |
Не менее 65 |
Железо: не более 3,00; медь: не более 0,20; кобальт: не более 2,00; бор: не более 0,008; алюминий: 1,00 - 0,80; титан: 1,80 - 2,70 |
|
Примечание - Знак «-» означает, что массовая доля элемента не нормируется и не контролируется. |
|||||||||
Таблица 2 - Предельные отклонения массовой доли химических элементов в готовой металлопродукции
В процентах
|
Массовая доля элементов по плавочному анализу, % |
Предельное отклонение от плавочного анализа в готовой продукции, % |
|
|
С |
До 0,20 включ. |
±0,01 |
|
Св. 0,20 до 0,60 включ. |
±0,02 |
|
|
Св. 0,60 до 0,90 включ. |
±0,03 |
|
|
Si |
До 1,00 включ. |
±0,05 |
|
Св. 1,00 до 3,30 включ. |
±0,10 |
|
|
Mn |
До 1,00 включ. |
±0,03 |
|
Св. 1,00 до 2,00 включ. |
±0,04 |
|
|
Св. 2,00 до 10,00 включ. |
±0,06 |
|
|
Р |
До 0,040 включ. |
±0,005 |
|
Св. 0,040 до 0,050 включ. |
±0,010 |
|
|
S |
До 0,030 включ. |
±0,005 |
|
N |
До 0,60 включ. |
±0,02 |
|
Cr |
Св. 7,50 до 10,00 включ. |
±0,10 |
|
Св. 10,00 до 15,00 включ. |
±0,15 |
|
|
Св. 15,00 до 20,00 включ. |
±0,20 |
|
|
Св. 20,00 до 24,00 включ. |
±0,25 |
|
|
Мо |
До 1,75 включ. |
±0,05 |
|
Св. 1,75 до 2,50 включ. |
±0,10 |
|
|
Ni |
До 5,00 включ. |
±0,07 |
|
Св. 5,00 до 10,00 включ. |
±0,10 |
|
|
Св. 10,00 до 20,00 включ. |
±0,15 |
|
|
Nb + Та |
Св. 1,80 до 3,00 включ. |
±0,05 |
|
V |
Св. 0,30 до 0,60 включ. |
±0,03 |
|
W |
До 1,50 включ. Св. 1,50 до 5,00 включ. |
±0,05 |
|
Примечания 1 По согласованию изготовителя с заказчиком предельные отклонения по химическому составу в готовой металлопродукции из сплавов NiCr 20 TiAl, NiFe 25 Cr 20 NbTi и NiCr 15 Fe 7 TiAl должны быть установлены при оформлении заказа. 2 Знак «±» означает, что предельное отклонение по одному из элементов в готовом прокате одной плавки стали может быть только ниже нижнего предела или только выше верхнего предела заданного интервала в ковшевой пробе, но не одновременно плюсовым и минусовым. |
||
Таблица 3 - Механические свойства термически обработанной металлопродукции в состоянии поставки
|
Термическая обработка в состоянии поставки |
Твердость1), НВ |
Временное сопротивление1), σв, Н/мм2 |
|
|
Не более |
|||
|
Мартенситные стали |
|||
|
X 50 CrSi 8 2 |
Смягчающий отжиг |
300 |
- |
|
Закалка и отпуск |
|||
|
X 45 CrSi 9 3 |
Смягчающий отжиг |
300 |
- |
|
Закалка и отпуск |
|||
|
X 85 CrMoV 18 2 |
Смягчающий отжиг |
300 |
- |
|
Аустенитные стали |
|||
|
X 55 CrMnNiN 20 8 |
Контролируемое охлаждение2) |
3854) |
13004) |
|
Закалка с температуры 1000 °С - 1100 °С3) |
385 |
1300 |
|
|
X 53 CrMnNiN 21 9 |
Контролируемое охлаждение2) |
3854) |
13004) |
|
Закалка с температуры от 1000°С - 1100 °С3) |
385 |
1300 |
|
|
X 50 CrMnNiNbN 21 9 |
Контролируемое охлаждение2) |
3854) |
13004) |
|
Закалка с температуры 1000 °С - 1100 °С3) |
385 |
1300 |
|
|
X 53 CrMnNiNbN 21 9 |
Контролируемое охлаждение2) |
3854) |
13004) |
|
Закалка с температуры 1000 °С - 1100 °С3) |
385 |
1300 |
|
|
X 33 CrNiMnN 23 8 |
Контролируемое охлаждение2) |
3604) |
12504) |
|
Закалка с температуры 1000 °С - 1100 °С3) |
360 |
1200 |
|
|
Сплавы на основе никеля |
|||
|
NiCr 15 Fe 7 TiAl |
Закалка с температуры 930 °С - 1030 °С |
325 |
1100 |
|
NiFe 25 Cr 20 NbTi |
Закалка с температуры 930 °С - 1030 °С |
295 |
1000 |
|
NiCr 20 TiAl |
Закалка с температуры 930 °С - 1030 °С |
325 |
1100 |
|
1) В спорных случаях для металлопродукции из стали аустенитного класса значение временного сопротивления является определяющим. 2) Данный режим термической обработки применяют для металлопродукции, предназначенной для изготовления клапанов методом горячего прессования. 3) Данный режим термической обработки применяют для металлопродукции, предназначенной для изготовления клапанов методом высадки с контактным электронагревом. 4) Нормы факультативны до набора статистических данных. Результат заносят в документ о качестве. Примечание - Знак «-» означает, что временное сопротивление не контролируют и не нормируют. |
|||
7.5.3 Структура металлопродукции
7.5.3.1 Макроструктура металлопродукции из клапанной стали (сплава) не должна иметь внутренних трещин, осевой неоднородности или других несплошностей, видимых без применения увеличительных приборов на поперечных шлифованных темплетах методом травления. Контроль макроструктуры - по ГОСТ 10243. Допускается применять ультразвуковой контроль (УЗК) по методике изготовителя.
7.5.3.2 Нормы и методика контроля макроструктуры устанавливаются по согласованию изготовителя с заказчиком.
7.5.4 Для прутков, подвергнутых обточке (обдирке) или шлифовке (7.2.3), глубина поверхностных дефектов не должна превышать предельного отклонения для квалитета h11 по стандарту [4].
7.5.5 Для горячекатаных круглых прутков и катанки требования к качеству поверхности - по стандарту [5].
7.5.6 В остальных случаях требования к качеству поверхности устанавливают при заказе с учетом приложения ДБ.
7.6 Размеры и предельные отклонения по размерам
7.6.1 Размеры металлопродукции и предельные отклонения по ним должны быть согласованы при заказе.
7.6.1.1 Размеры и предельные отклонения по ним должны соответствовать:
- для горячекатаных прутков - по стандартам [6] и [7];
- для катанки - по стандарту [8].
7.6.1.2 Если ни один из стандартов, приведенных в 7.6.1.1, не может быть применен, то размеры и предельные отклонения по ним должны быть согласованы при заказе по стандартам с учетом приложения ДВ.
7.7 Дополнительные требования к металлопродукции
По согласованию изготовителя с заказчиком металлопродукцию изготовляют с дополнительными требованиями, которые указывают в заказе:
- для стали марки X 55 CrMnNiN 20 8 - с массовой долей кремния не более 0,45 %;
- для стали марки X 53 CrMnNiN 21 9 - с массовой долей кремния не более 0,45 %, с массовой долей азота 0,30 % - 0,50 %;
- для стали марок X 53 CrMnNiNbN 21 9 и X 50 CrMnNiNbN 21 9 - с массовой долей азота 0,30 % - 0,50 %.
8 Проведение испытаний
8.1 Соответствие между испытаниями и документами контроля
8.1.1 Для каждой поставки металлопродукции перечень документов контроля, указанный в 8.6, может быть установлен при заказе.
8.1.2 Если в заказе согласовано предоставление заводского сертификата качества, то он должен включать результаты плавочного анализа по всем химическим элементам для всех типов стали и сплавов.
8.1.3 Если в заказе согласовано предоставление сертификата приемо-сдаточных испытаний, то должны быть проведены испытания по 8.2 - 8.5 и указаны их результаты.
8.2 Число испытаний
Примечания
1 К вакуумно-дуговой плавке и вакуумно-индукционной плавке с последующим вакуумно-дуговым переплавом относятся слитки, выплавленные в кристаллизаторе одного сечения, при идентичном электрическом режиме из электродов одной и той же плавки.
2 К электрошлаковой плавке и вакуумно-индукционной плавке с последующим электрошлаковым переплавом относятся слитки, выплавленные из одной исходной плавки, на установках одного типа, по одному режиму, в кристаллизаторах одного сечения, на флюсе одной партии.
8.2.1.2 Для контроля механических свойств и твердости в состоянии поставки (таблица 3 и таблицы ДД.2 и ДД.3, приложение ДД), если не оговорено иное, из испытуемых партий отбирают один образец на 10 т, как указано в 8.2.1.1. По возможности контроль твердости проводят стандартным способом, а не путем перевода значений временного сопротивления в значения твердости, полученные при испытаниях на растяжение.
8.2.2 Другие испытания
Проведение других испытаний в дополнение к испытаниям, указанным в 8.2.1, и оформление сертификата приемо-сдаточных испытаний должны быть согласованы при заказе вместе с дополнениями, касающимися испытуемой единицы продукции и числа испытаний.
8.3 Подготовка проб и образцов для испытаний
8.3.1 Отбор и подготовка проб и образцов для определения химического состава стали (сплава) - в соответствии со стандартом [9].
При использовании спектрографического метода определение химического состава стали (сплава) проводят на поверхности изделия. При необходимости определение химического состава проводят в равномерно распределенных местах на поперечном сечении продукции. За результат принимают среднеарифметическое значение.
Определение массовой доли остаточных элементов допускается не проводить, если иное не указано в заказе.
8.3.2 Испытания на растяжение и твердость
8.3.2.1 Образцы для испытания на растяжение должны быть вырезаны вдоль продольной оси заготовки, как указано на рисунке 1. Общие условия отбора и подготовки проб и образцов - в соответствии с ГОСТ Р 53845.
8.3.2.2 Испытание на твердость должно быть проведено на поперечном сечении образцов по отношению к направлению оси образцов, предназначенных для испытания на растяжение.
8.3.3 Определение величины зерна
Отбор проб и подготовка образцов для определения величины аустенитного зерна - в соответствии со стандартом [3].
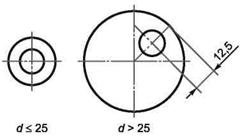
Рисунок 1 - Место вырезки образцов для сортового проката
8.4 Методы испытаний
8.4.1 Химический состав стали (сплава) должен быть определен в соответствии с одним из стандартов, приведенных в стандарте [10] или вышедших после него или по национальным стандартам, обеспечивающим требуемую точность определения.
8.4.2 Испытания на растяжение при температуре (2015) °С должны проводиться в соответствии со стандартом [11].
8.4.3 Определение твердости по Бринеллю - в соответствии со стандартом [12], по Роквеллу - в соответствии со стандартом [13].
8.4.4 Определение величины аустенитного зерна - в соответствии со стандартом [3]. Если не оговорено иное, то выбор метода из перечисленных в стандарте [3] предоставляется изготовителю.
8.4.5 Качество поверхности проверяют без применения увеличительных приборов.
При разногласиях глубина поверхностных дефектов должна определяться по стандарту [5] металлографическим методом на поперечных шлифах. При невозможности определения дефекты должны быть удалены запиловкой для их определения соответствующим способом.
8.5 Повторные испытания
Повторные испытания - в соответствии с ГОСТ 7566 или стандартом [1].
8.6 Документы контроля
В соответствии со стандартом [2] документами контроля являются сертификаты приемо-сдаточных испытаний по формам 3.1 или 3.2.
8.7 Марка клапанной стали по стандарту [14], не вошедшая в настоящий стандарт, приведена в приложении ДГ.
8.8 Дополнительные требования по химическому составу отечественных марок клапанной стали для двигателей внутреннего сгорания, механическим свойствам металлопродукции из нее, а также схема условного обозначения и пример условного обозначения металлопродукции приведены в приложении ДД.
9 Маркировка и упаковка
9.1 Маркировка должна быть нанесена на ярлык, прочно прикрепленный к каждому мотку проволоки или связке прутков, и должна содержать:
- наименование или товарный знак изготовителя,
- марку стали (сплава),
- номер плавки,
- номинальный размер.
Дополнительно может быть нанесена маркировка, на которой указаны вид окончательной обработки поверхности и/или масса мотка или связки.
9.2 Маркировка на ярлыке должна оставаться четкой даже после продолжительного пребывания мотка или связки на открытом воздухе.
9.3 Для прутков диаметром 30 мм и более или с равноценным размером площади поперечного сечения изготовитель должен обеспечить, чтобы один пруток из связки был замаркирован как ведущий. Его торец окрашивают в белый цвет и к нему прикрепляют ярлык изготовителя с маркой материала и номером плавки, выполненный клеймением (чеканочным штампом) или типографским способом (резиновым штампом), или с использованием липкой ленты.
Для прутков диаметром 30 мм и менее или с равноценным размером площади поперечного сечения необходим второй ярлык с указанием изготовителя, марки стали и номера плавки.
9.4 Металлопродукцию упаковывают в пачки. Особые условия упаковки - по согласованию изготовителя с заказчиком.
10 Рекламации
10.1 Рекламации оформляют в соответствии со стандартом [1].
11 Требования безопасности к металлопродукции по радионуклидам
11.1 Содержание техногенных радионуклидов в металлопродукции, изготовляемой по настоящему стандарту, не должно превышать значений, указанных в гигиенических нормативах [15].
11.2 По результатам контроля радионуклидов оформляют соответствующий сертификат.
Приложение А
(справочное)
Техническая информация о клапанных сталях
А.1 Введение
Требования, приведенные в настоящем стандарте, являются требованиями поставки.
Данные, указанные в настоящем приложении, не входят в число требований, предъявляемых при поставке [за исключением указанных в таблице А.1, сноска 3)]. Данные приведены только для сведения о режимах термической обработки и соответствующем поведении различных сталей. Они не предназначены для использования при проектировании, разработке, закупке, производстве и других целях. Данные приведены в основном для потребителей с целью ознакомления их с реальными свойствами клапанных сталей, получаемых на практике.
А.2 Механические свойства
А.2.1 Для установленных режимов термической обработки (таблица А.5) значения механических свойств при комнатной температуре приведены в таблице А.1.
А.2.2 Для установленных режимов термической обработки (таблица А.5) значения временного сопротивления и предела текучести R0,2 при повышенных температурах приведены в таблицах А.2 и А.3 соответственно.
А.2.3 Значения предела ползучести после 1000 ч выдержки под нагрузкой приведены в таблице А.4.
А.2.3.1 В настоящее время разрабатывается международный стандарт ИСО на метод испытания на ползучесть. Этот стандарт следует применять после его выхода, т.к. испытания на ползучесть существенно зависят от условий самих испытаний.
А.2.4 При необходимости проверки механических свойств, приведенных в таблицах А.1 - А.3, их проверяют на термически обработанных образцах по соответствующим рекомендуемым режимам.
Механические испытания при температуре ![]() °C
необходимо проводить в соответствии с 8.3.2,
8.4.2 и 8.4.3, при повышенной температуре - в соответствии с
рисунком 1 и стандартом [16].
°C
необходимо проводить в соответствии с 8.3.2,
8.4.2 и 8.4.3, при повышенной температуре - в соответствии с
рисунком 1 и стандартом [16].
А.3 Физические свойства клапанных сталей
Физические свойства клапанных сталей (плотность, модуль упругости, коэффициент термического расширения, теплопроводность, удельная теплоемкость, намагниченность) приведены в таблице А.6.
А.4 Последующая обработка и термическая обработка
А.4.1 Металлопродукция, перечисленная в настоящем стандарте, пригодна для горячей деформации. Основное правило заключается в том, что горячую деформацию становится сложнее осуществить с возрастанием легирующих элементов в стали (сплаве) из-за снижения текучести материала.
Как следствие необходимо избегать любого резкого обжатия поперечного сечения при единичном проходе.
Перед установлением параметров нагрева перед ковкой необходимо учесть низкую теплопроводность аустенитных сплавов. Любой температурный градиент в клапанных сплавах может вызвать существенные внутренние напряжения во время ковки и обработки давлением и как результат образование внутренних расслоений и поверхностных трещин.
Руководство по температурным режимам для горячей деформации и термической обработки приведено в таблице А.5.
А.4.2 Механическая обработка
Механическая обработка возможна, но затруднительна из-за высокой прочности, низкой степени обрабатываемости и способности к упрочнению аустенитных сталей. При этом для предотвращения образования трещин необходимо выбирать соответствующие условия обработки.
Таблица А.1
- Механические свойства металлопродукции (для диаметров более 40 мм) при
температуре ![]() °C
°C
|
Базовый режим термической обработки1) (приведен в таблице А.5) |
Твердость3) |
Условный предел текучести Rp0,2(σ0,2)2), Н/мм2 |
Временное сопротивление, Rm(σв), Н/мм2 |
Относительное удлинение (L0 = 5D0)2) А5, % |
Относительное сужение2), % |
||
|
НВ |
HRC2) |
||||||
|
Мартенситные стали |
|||||||
|
X 50 CrSi 8 2 |
TQ + Т3) |
266 - 325 |
- |
685 |
900 - 1100 |
14 |
40 |
|
X 45 CrSi 9 3 |
TQ + Т3) |
266 - 325 |
- |
700 |
900 - 1100 |
14 |
40 |
|
X 85 CrMoV 18 2 |
TQ + T |
296 - 355 |
- |
800 |
1000 - 1200 |
7 |
12 |
|
Аустенитные стали |
|||||||
|
X 55 CrMnNiN 20 8 |
ST + P |
- |
284) |
550 |
900 - 1150 |
8 |
10 |
|
X 53 CrMnNiN 21 9 |
ST + P |
- |
304) |
580 |
950 - 1200 |
8 |
10 |
|
X 50 CrMnNiNbN 21 9 |
ST + P |
- |
304) |
580 |
950 - 1150 |
12 |
15 |
|
X 53 CrMnNiNbN 21 9 |
ST + P |
- |
304) |
580 |
950 - 1150 |
8 |
10 |
|
X 33 CrNiMnN 23 8 |
ST + P |
- |
254) |
550 |
850 - 1100 |
20 |
30 |
|
Сплавы на основе никеля |
|||||||
|
NiCr 15 Fe 7 TiAl |
ST + P |
- |
32 |
750 |
1100 - 1300 |
12 |
20 |
|
NiFe 25 Cr 20 NbTi |
ST + P |
- |
28 |
500 |
900 - 1100 |
25 |
30 |
|
NiCr 20 TiAl |
ST + P |
- |
32 |
725 |
1100 - 1400 |
15 |
25 |
|
1) TQ - закалка, T - отпуск, ST - термическая обработка на твердый раствор, Р - дисперсионное упрочнение. 2) Значения ограничиваются нижним пределом. 3) Возможно использование в состоянии поставки. В этом случае значения величин должны применяться в качестве установленных требований. 4) Для сталей аустенитного класса, начиная с X 55 CrMnNiN 20 8 до X 33 CrNiMnN 23 8, при невозможности перевода значений твердости в значения временного сопротивления за основу должны быть приняты величины временного сопротивления в случае разногласий. Примечание - Знак «-» означает, что информация о твердости по Бринеллю и Роквеллу отсутствует. |
|||||||
Таблица А.2 - Значения временного сопротивления металлопродукции при повышенных температурах
|
Базовый режим термической обработки1) (приведен в таблице А.5) |
Временное сопротивление2, Н/мм2, при температуре, °С |
|||||||
|
500 |
550 |
600 |
650 |
700 |
750 |
800 |
||
|
Мартенситные стали |
||||||||
|
X 50 CrSi 8 2 |
TQ + T |
500 |
360 |
230 |
160 |
105 |
- |
- |
|
X 45 CrSi 9 3 |
TQ + T |
500 |
360 |
250 |
170 |
110 |
- |
- |
|
X 85 CrMoV 18 2 |
TQ + T |
550 |
400 |
300 |
230 |
180 |
140 |
- |
|
45Х22Н4М3 |
TQ + T |
- |
- |
- |
- |
- |
- |
190 |
|
Аустенитные стали |
||||||||
|
X 55 CrMnNiN 20 8 |
ST + P |
640 |
590 |
540 |
490 |
440 |
360 |
290 |
|
X 53 CrMnNiN 21 9 |
ST + P |
650 |
600 |
550 |
500 |
450 |
370 |
300 |
|
X 50 CrMnNiNbN 21 9 |
ST + P |
680 |
650 |
610 |
550 |
480 |
410 |
340 |
|
X53CrMnNiNbN21 9 |
ST + P |
680 |
650 |
600 |
510 |
450 |
380 |
320 |
|
X 33 CrNiMnN 23 8 |
ST + P |
600 |
570 |
530 |
470 |
400 |
340 |
280 |
|
55Х20Г9АН4М |
TQ + T |
- |
- |
- |
- |
- |
- |
250 |
|
Сплавы на основе никеля |
||||||||
|
NiCr 15 Fe 7 TiAl |
ST + P |
1000 |
980 |
930 |
850 |
770 |
650 |
510 |
|
NiFe 25 Cr 20 NbTi |
ST + P |
800 |
800 |
790 |
740 |
640 |
500 |
340 |
|
NiCr 20 TiAl |
ST + P |
1050 |
1030 |
1000 |
930 |
820 |
680 |
500 |
|
1) TQ - закалка, T - отпуск, ST - термическая обработка на твердый раствор, Р - дисперсионное упрочнение. 2) Значения ограничиваются нижним пределом. Примечание - Знак «-» означает, что информация о временном сопротивлении отсутствует. |
||||||||
Таблица А.3 - Значения условного предела текучести при относительной деформации 0,2 % металлопродукции при повышенных температурах
|
Базовый режим термической обработки1) (приведен в таблице А.5) |
Условный предел текучести2) при относительной деформации 0,2 %, Н/мм2, при температуре, °С |
|||||||
|
500 |
550 |
600 |
650 |
700 |
750 |
800 |
||
|
Мартенситные стали |
||||||||
|
X 50 CrSi8 2 |
TQ + T |
400 |
300 |
220 |
110 |
75 |
- |
- |
|
X 45 CrSi 9 3 |
TQ + T |
400 |
300 |
240 |
120 |
80 |
- |
- |
|
X 85 CrMoV 18 2 |
TQ + T |
500 |
370 |
280 |
170 |
120 |
80 |
- |
|
Аустенитные стали |
||||||||
|
X 55 CrMnNiN 20 8 |
ST + P |
300 |
280 |
250 |
230 |
220 |
200 |
170 |
|
X 53 CrMnNiN 21 9 |
ST + P |
350 |
330 |
300 |
270 |
250 |
230 |
200 |
|
X 50 CrMnNiNbN 21 9 |
ST + P |
350 |
330 |
310 |
285 |
260 |
240 |
220 |
|
X 53 CrMnNiNbN 21 9 |
ST + P |
340 |
320 |
310 |
280 |
260 |
235 |
220 |
|
X 33 CrNiMnN 23 8 |
ST + P |
270 |
250 |
220 |
210 |
190 |
180 |
170 |
|
Сплавы на основе никеля |
||||||||
|
NiCr 15 Fe 7 TiAl |
ST + P |
725 |
710 |
690 |
660 |
650 |
560 |
425 |
|
NiFe 25 Cr 20 NbTi |
ST + P |
450 |
450 |
450 |
450 |
430 |
380 |
250 |
|
NiCr 20 TiAl |
ST + P |
700 |
650 |
650 |
600 |
600 |
500 |
450 |
|
1) TQ - закалка, T - отпуск, ST - термическая обработка на твердый раствор, Р - дисперсионное упрочнение. 2) Значения ограничиваются нижним пределом. Примечание - Знак «-» означает, что информация об условном пределе текучести при относительной деформации 0,2% при повышенных температурах отсутствует. |
||||||||
Таблица А.4 - Значения предела ползучести после 1000 ч испытания (базовые режимы термической обработки указаны в таблице А.5)
|
Предел ползучести1) после 1000 ч испытаний, Н/мм2, при температуре, °С |
||||
|
500 |
650 |
725 |
800 |
|
|
Мартенситные стали |
||||
|
X 50 CrSi 8 2 |
190 |
- |
- |
- |
|
X 45 CrSi 9 3 |
190 |
40 |
- |
- |
|
X 85 CrMoV 18 2 |
260 |
52 |
18 |
- |
|
Аустенитные стали |
||||
|
X 55 CrMnNiN 20 8 |
- |
160 |
85 |
45 |
|
X 53 CrMnNiN 21 9 |
- |
200 |
110 |
50 |
|
X 50 CrMnNiNbN 21 9 |
- |
220 |
120 |
55 |
|
X 53 CrMnNiNbN 21 9 |
- |
215 |
115 |
50 |
|
X 33 CrNiMnN 23 8 |
- |
285 |
130 |
60 |
|
Сплавы на основе никеля |
||||
|
NiCr 15 Fe 7 TiAl |
- |
475 |
260 |
125 |
|
NiFe 25 Cr 20 NbTi |
- |
400 |
180 |
60 |
|
NiCr 20 TiAl |
- |
500 |
290 |
150 |
|
1) Ориентировочные данные, набор которых продолжается до настоящего времени. Примечание - Знак «-» означает, что информация о пределе ползучести отсутствует. |
||||
Таблица А.5 - Рекомендуемая температура нагрева металлопродукции под горячую деформацию и режимы термической обработки прутков
|
Рекомендуемая температура нагрева под горячую деформацию, °С |
Базовый режим смягчающего отжига: температура, °С/среда охлаждения |
Базовый режим термической обработки на твердый раствор |
Базовый режим отпуска или искусственного старения: температура, °С/время выдержки, ч/среда охлаждения |
||
|
Температура закалки или обработки на твердый раствор, °С |
Закалочная среда |
||||
|
Мартенситные стали |
|||||
|
X 50 CrSi 8 2 |
900 - 1100 |
780 - 820/воздух или вода |
1000 - 1050 |
Масло |
720 - 820/воздух или вода1) |
|
X 45 CrSi 9 3 |
900 - 1100 |
780 - 820/воздух или вода |
1000 - 1050 |
Масло |
780 - 820/воздух или вода1) |
|
X 85 CrMoV 18 2 |
900 - 1100 |
820 - 860/замедленное охлаждение (например, с печью) |
1050 - 1080 |
Масло |
780 - 820/воздух1) |
|
Аустенитные стали |
|||||
|
X 55 CrMnNiN 20 8 |
950 - 1100 |
- |
1140 - 1180 |
Вода |
760 - 815/4 - 8/воздух |
|
X 53 CrMnNiN 21 9 |
950 - 1150 |
- |
1140 - 1180 |
Вода |
760 - 815/4 - 8/воздух |
|
X 50 CrMnNiNbN 21 9 |
950 - 1150 |
- |
1160 - 1200 |
Вода |
760 - 815/4 - 8/воздух |
|
X 53 CrMnNiNbN 21 9 |
980 - 1150 |
- |
1160 - 1200 |
Вода |
760 - 850/6/воздух |
|
X 33 CrNiMnN 23 8 |
980 - 1150 |
- |
1150 - 1170 |
Вода |
800 - 830/8/воздух |
|
Сплавы на основе никеля |
|||||
|
NiCr 15 Fe 7 TiAl |
940 - 1150 |
- |
1100 - 1150 |
Воздух |
840/24 + 700/2/воздух |
|
NiFe 25 Cr 20 NbTi |
1050 - 1150 |
- |
1000 - 1180 |
Воздух или вода |
690 - 710/16/воздух |
|
NiCr 20 TiAl |
1050 - 1150 |
- |
1000 - 1180 |
Воздух или вода |
690 - 710/16/воздух |
|
1) Время выдержки выбирает изготовитель. |
|||||
Таблица А.6 - Физические свойства клапанных сталей (базовый режим термической обработки указан в таблице А.5)
|
Плотность при температуре 20 °С, кг/дм3 |
Модуль упругости при температуре 20 °С, кН/мм |
Коэффициент термического расширения при температуре между 20 °С и |
Теплопроводность при 20 °С, Вт/(м ∙ К) |
Удельная теплоемкость при температуре 20 °С, Дж/кг ∙ К |
Намагниченность |
||||
|
100 °С |
300 °С |
500 °С |
700 °С |
||||||
|
10-6, К-1 |
|||||||||
|
Мартенситные стали |
|||||||||
|
X 50 CrSi 8 2 |
7,7 |
210 |
10,9 |
11,2 |
11,5 |
11,8 |
21 |
500 |
Существует |
|
X 45 CrSi 9 3 |
7,7 |
210 |
10,9 |
11,2 |
11,5 |
11,8 |
21 |
500 |
Существует |
|
X 85 CrMoV 18 2 |
7,7 |
210 |
10,9 |
11,2 |
11,5 |
11,8 |
21 |
500 |
Существует |
|
Аустенитные стали |
|||||||||
|
X 55 CrMnNiN 20 8 |
7,8 |
205 |
15,5 |
17,5 |
18,5 |
18,8 |
14,5 |
500 |
Не существует1) |
|
X 53 CrMnNiN 21 9 |
7,8 |
205 |
15,5 |
17,5 |
18,5 |
18,8 |
14,5 |
500 |
Не существует1) |
|
X 50 CrMnNiNbN 21 9 |
7,8 |
205 |
15,5 |
17,5 |
18,5 |
18,8 |
14,5 |
500 |
Не существует1) |
|
X 53 CrMnNiNbN 21 9 |
7,8 |
205 |
15,5 |
17,5 |
18,5 |
18,8 |
14,5 |
500 |
Не существует1) |
|
X 33 CrNiMnN 23 8 |
7,8 |
205 |
16,5 |
17,1 |
17,3 |
17,4 |
14,5 |
500 |
Не существует1) |
|
Сплавы на основе никеля |
|||||||||
|
NiCr 15 Fe 7 TiAl |
8,3 |
215 |
13,0 |
14,0 |
14,5 |
15,5 |
13 |
460 |
Не существует |
|
NiFe 25 Cr 20 NbTi |
8,1 |
215 |
14,1 |
15,5 |
15,9 |
16,8 |
13 |
460 |
Не существует |
|
NiCr 20 TiAl |
8,3 |
215 |
11,9 |
13,1 |
13,7 |
14,5 |
13 |
460 |
Не существует |
|
1) Аустенитные стали могут быть слабомагнитными после старения. Их намагниченность может возрастать с увеличением степени холодной деформации. |
|||||||||
Приложение ДА
(справочное)
Марки-аналоги
клапанной стали (сплавов)
по ГОСТ Р 54909-2012, ГОСТ 5632-72 и ЕН 10090:1998
Таблица ДА.1
|
ГОСТ Р 54909-2012 |
ЕН 10090:1998 |
|
|
Марка стали (сплава) |
Марка стали (сплава) |
Марка стали (сплава) |
|
Мартенситные стали |
||
|
X 50 CrSi 8 2 |
40Х9С2 |
- |
|
X 45 CrSi 9 3 |
40Х9С2 |
X 45 CrSi 9-3 (1.4718) |
|
X 85 CrMoV 18 2 |
90Х18МФ1) |
X 85 CrMoV 18-2 (1.4748) |
|
Аустенитные стали |
||
|
X 55 CrMnNiN 20 8 |
55Х20Г9АН4 |
X 55 CrMnNiN 20-8 (1.4875) |
|
X 53 CrMnNiN 21 9 |
55Х20Г9АН4 |
X 53 CrMnNiN 21-9 (1.4871) |
|
X 50 CrMnNiNbN 21 9 |
55Х20Н4АГ9Б |
X 50 CrMnNiNbN 21-9 (1.4882) |
|
X 53 CrMnNiNbN 21 9 |
55Х20Н4АГ9Б |
X 53 CrMnNiNbN 21-9 (1.4870) |
|
X 33 CrNiMnN 23 8 |
- |
X 33 CrNiMnN 23-8 (1.4866) |
|
Сплавы на основе никеля |
||
|
NiCr 15 Fe 7 TiAl |
ХН70ТЮ |
- |
|
NiFe 25 Cr 20 NbTi |
- |
NiFe 25 Cr 20 NbTi (2.4955) |
|
NiCr 20 TiAl |
ХН77ТЮР |
NiCr 20 TiAl (2.4952) |
|
1) Продукция из стали марки 90X18М производилась в Российской Федерации по техническим условиям. Примечание - Знак «-» означает отсутствие аналога. |
||
Приложение ДБ
(рекомендуемое)
Требования к качеству поверхности металлопродукции из клапанной стали
Таблица ДБ.1
|
Вид проката |
Качество поверхности |
|
Горячекатаные прутки |
По ГОСТ 5949 |
|
Прутки со специальной отделкой поверхности |
По ГОСТ 14955 |
|
Поковки |
По ГОСТ 25054 |
|
Проволока |
По ГОСТ 18143 |
Приложение ДВ
(рекомендуемое)
Требования к сортаменту металлопродукции из клапанной стали
Таблица ДВ.1
|
Вид проката |
Сортамент |
|
Горячекатаные прутки |
По ГОСТ 2590 |
|
Прутки со специальной отделкой поверхности |
По ГОСТ 14955 |
|
Поковки |
По согласованию изготовителя с заказчиком |
|
Проволока |
По ГОСТ 18143 |
Приложение ДГ
(справочное)
Данные о клапанной стали по ЕН 10090
ДГ.1 Введение
Данные о клапанной стали по ЕН 10090, не вошедшие в настоящий стандарт, приведены только для сведения.
ДГ.2 Химический состав
Требования к химическому составу по плавочному анализу клапанной стали по [14] приведены в таблице ДГ.1.
Таблица ДГ.1 - Химический состав клапанной стали по ЕН 10090
|
Массовая доля элементов, % |
|||||||||
|
углерода |
кремния |
марганца |
фосфора |
серы |
азота |
хрома |
никеля |
других |
|
|
не более |
|||||||||
|
Мартенситные стали |
|||||||||
|
X 40 CrSiMo 10-2 (1.4731) |
0,35 - 0,45 |
2,00 - 3,00 |
0,80 |
0,040 |
0,030 |
- |
9,50 - 11,50 |
Не более 0,50 |
Молибдена: 0,80 - 1,30 |
|
Примечание - Знак «-» означает, что массовая доля азота не контролируется и не нормируется. |
|||||||||
ДГ.3 Механические свойства
Механические свойства металлопродукции из клапанной стали в состоянии поставки приведены в таблице ДГ.2.
Таблица ДГ.2 - Механические свойства металлопродукции из клапанной стали в состоянии поставки
|
Рекомендуемая термическая обработка |
Твердость НВ |
Временное сопротивление, Н/мм2 |
|
|
Мартенситные стали |
|||
|
X 40 CrSiMo 10-2 (1.4731) |
Смягчающий отжиг: нагрев до температуры 780 °С - 820 °С, охлаждение на воздухе или в воде |
Не более 300 |
- |
|
Примечание - Знак «-» означает, что временное сопротивление не контролируется и не нормируется. |
|||
Приложение ДД
(обязательное)
Эти требования являются дополнительными по отношению к требованиям международного стандарта ИСО 683-15:1992 и приведены для учета основополагающих межгосударственных стандартов, устанавливающих требования в части химического состава клапанной стали и методов его контроля (ГОСТ 5632, ГОСТ 7565, ГОСТ 12344 - ГОСТ 12348, ГОСТ 12350, ГОСТ 12352, ГОСТ 12354 - ГОСТ 12357, ГОСТ 12361, ГОСТ 12363, ГОСТ 12364, ГОСТ 17745, ГОСТ 18895, ГОСТ 28033), механических свойств металлопродукции из клапанной стали (ГОСТ 5582, ГОСТ 5949, ГОСТ 7350, ГОСТ 14955, ГОСТ 25054), а также другие требования.
ДД.1 Химический состав
ДД.1.1 Химический состав отечественной клапанной стали должен соответствовать нормам, приведенным в таблице ДД.1.
Таблица ДД.1 - Химический состав отечественной клапанной стали
|
Массовая доля элементов, % |
|||||||||
|
углерода |
кремния |
марганца |
фосфора |
серы |
хрома |
молибдена |
никеля |
других |
|
|
не более |
|||||||||
|
Мартенситные стали |
|||||||||
|
30Х13Н7С2 |
0,25 - 0,34 |
2,00 - 3,00 |
Не более 0,80 |
0,030 |
0,025 |
12,00 - 14,00 |
- |
6,00 - 7,50 |
Титана: не более 0,20; меди: не более 0,30 |
|
40X10С2М |
0,35 - 0,45 |
1,90 - 2,60 |
Не более 0,80 |
0,027 |
0,025 |
9,00 - 10,50 |
0,70 - 0,90 |
- |
Титана: не более 0,20; меди: не более 0,30 |
|
80Х20НС |
0,70 - 0,80 |
1,25 - 1,75 |
0,40 - 0,70 |
0,035 |
0,030 |
19,00 - 21,00 |
- |
1,00 - 2,00 |
Меди: не более 0,30 |
|
Аустенитные стали |
|||||||||
|
45Х22Н4М3 |
0,40 - 0,50 |
0,10 - 1,00 |
0,85 - 1,25 |
0,035 |
0,030 |
21,00 - 23,00 |
2,50 - 3,00 |
4,00 - 5,00 |
- |
|
45Х14Н14В2М |
0,40 - 0,50 |
Не более 0,80 |
Не более 0,70 |
0,035 |
0,020 |
13,00 - 15,00 |
0,25 - 0,40 |
13,00 - 15,00 |
Вольфрама: 2,00 - 2,80 |
|
55Х20Г9АН4М |
0,50 - 0,60 |
Не более 0,45 |
8,00 - 10,00 |
0,040 |
0,030 |
20,00 - 22,00 |
0,50 - 1,00 |
3,50,50 |
Азота: 0,30 - 0,60 |
|
Примечания 1 Массовая доля остаточных элементов - в соответствии с ГОСТ 5632. 2 Знак «-» означает, что массовая доля химических элементов не контролируется и не нормируется. |
|||||||||
ДД.1.2 Предельные отклонения по химическим элементам в готовой продукции от норм плавочного анализа приведены в таблице 2 настоящего стандарта.
ДД.2 Твердость
ДД.2.1 Твердость металлопродукции из отечественной клапанной стали в состоянии поставки приведена в таблице ДД.2.
Таблица ДД.2 - Твердость металлопродукции из отечественной клапанной стали в состоянии поставки
|
Термическая обработка в состоянии поставки |
Твердость НВ |
|
|
Мартенситные стали |
||
|
30Х13Н7С2 |
Отжиг или отпуск |
- |
|
40X10С2М |
Отжиг |
269 - 197 |
|
80Х20НС |
Отжиг |
Не более 302 |
|
Аустенитные стали |
||
|
45Х22Н4М3 |
Отжиг или нормализация |
Не более 302 |
|
45Х14Н14В2М |
Отжиг |
285 - 197 |
|
55Х20Г9АН4М1) |
- |
- |
|
1) Металлопродукцию из стали марки 55Х20Г9АН4М поставляют без термической обработки. |
||
ДД.3 Механические свойства
ДД.3.1 Механические свойства металлопродукции из клапанной стали отечественных марок, определенные на образцах, вырезанных из термически обработанных заготовок, должны соответствовать нормам, указанным в таблице ДД.3.
Таблица ДД.3 - Механические свойства металлопродукции из клапанной стали отечественных марок
|
Базовый режим термической обработки заготовок для изготовления образцов |
Предел текучести σт, Н/мм2 |
Временное сопротивление σв, Н/мм2 |
Относительное удлинение δ5, % |
Относительное сужение ψ, % |
|
|
не менее |
|||||
|
Мартенситные стали |
|||||
|
30Х13Н7С2 |
Закалка с температуры 1040 °С - 1060 °С, охлаждение в воде, отжиг при температуре 860 °С - 880 °С, охлаждение до температуры 700 °С в течение 2 ч, затем с печью, отжиг при температуре 660 °С - 680 °С - 30 мин, охлаждение на воздухе, закалка с температуры 790 °С - 810 °С, охлаждение в масле |
785 |
1180 |
8 |
25 |
|
40X10С2М |
Закалка с температуры 1010 °С - 1050 °С, охлаждение на воздухе или в масле, отпуск при температуре 720 °С - 780 °С, охлаждение в масле |
735 |
930 |
10 |
35 |
|
80Х20НС |
- |
- |
- |
- |
- |
|
Аустенитные стали |
|||||
|
45Х22Н4М3 |
Закалка с температуры 950 °С, охлаждение на воздухе, отпуск при температуре 780 °С - 800 °С в течение 10 - 20 ч, охлаждение на воздухе |
- |
950 |
- |
- |
|
45Х14Н14В2М |
Высокий отпуск при температуре 810 °С - 830 °С, охлаждение на воздухе |
315 |
710 |
20 |
35 |
|
55Х20Г9АН4М |
Закалка с температуры 1180 °С - 1190 °С, охлаждение в воде, отпуск при температуре 760 °С - 780 °С в течение 2 - 16 ч, охлаждение на воздухе |
- |
980 |
- |
- |
|
Примечания 1 Нормы механических свойств относятся к образцам, отобранным от металлопродукции диаметром или толщиной до 60 мм. Для металлопродукции диаметром и толщиной св. 60 мм до 100 мм допускается понижение относительного удлинения на 1 абс. %, св. 100 мм до 150 мм - на 3 абс. %. Свойства металлопродукции диаметром или стороной квадрата более 100 мм допускается проверять на пробах, перекованных или перекатанных на размер от 80 до 100 мм. Нормы механических свойств образцов в этом случае должны соответствовать приведенным в настоящей таблице, с учетом вышеуказанных допущений. 2 Знак «-» означает, что механические свойства не контролируются и не нормируются. |
|||||
ДД.4 Условное обозначение металлопродукции
Схема условных обозначений длинномерной и плоской металлопродукции из клапанной стали
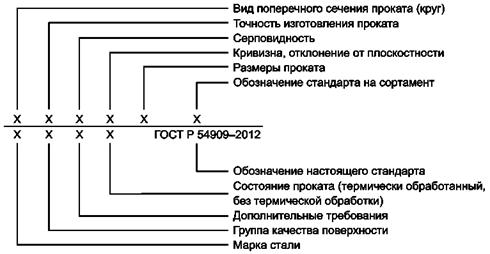
Пример условного обозначения прутка горячекатаного круглого, обычной точности прокатки (N), допуска на длину класса (О), обычной кривизны (А), диаметром 40 мм по стандарту [6], из стали марки Х 45 CrSi 9 3, группы качества поверхности 3, термически обработанного (ТО) по ГОСТ Р 54909-2012:
![]()
Приложение ДЕ
(справочное)
Таблица ДЕ.1
|
Структура настоящего стандарта |
Структура международного стандарта ИСО 683-15:1992 |
|
1 Область применения |
1 Область применения |
|
2 Нормативные ссылки |
2 Нормативные ссылки |
|
3 Термины и определения |
3 Термины и определения |
|
4 Обозначения |
- |
|
5 Классификация стали |
4 Классификация стали |
|
6 Оформление заказа |
5 Оформление заказа |
|
7 Технические требования |
6 Технические требования |
|
7.1 Метод выплавки |
6.1 Метод выплавки |
|
7.2 Режим термической обработки и вид окончательной обработки поверхности при поставке металлопродукции |
6.2 Режим термической обработки и качество поверхности при поставке |
|
7.3 Химический состав |
6.3 Химический состав |
|
7.4 Механические свойства |
6.4 Механические свойства |
|
7.5 Внутренняя структура и качество поверхности |
6.5 Внутренняя структура и качество поверхности |
|
7.6 Размеры и предельные отклонения по размерам |
6.6 Размеры и допуски |
|
7.7 Дополнительные требования к металлопродукции |
- |
|
8 Проведение испытаний |
7 Проведение испытаний |
|
8.1 Соответствие между испытаниями и документами контроля |
7.1 Соответствие между испытаниями и документами контроля |
|
8.2 Число испытаний |
7.2 Число испытаний |
|
8.3 Подготовка проб и образцов для испытаний |
7.3 Подготовка проб и образцов для испытаний |
|
8.4 Методы испытаний |
7.4 Методы испытаний |
|
8.5 Повторные испытания |
7.5 Повторные испытания |
|
8.6 Документы контроля |
7.6 Документы контроля |
|
9 Маркировка и упаковка |
8 Маркировка |
|
10 Рекламации |
- |
|
11 Требования безопасности к металлопродукции по радионуклидам |
- |
|
Приложение А Техническая информация о клапанных сталях |
Приложение А Техническое дополнение |
|
Приложение ДА Марки-аналоги клапанной стали (сплавов) по ГОСТ Р 54909-2012, ГОСТ 5632-72 и ЕН 10090:1998 |
- |
|
Приложение ДБ Требования к качеству поверхности металлопродукции из клапанной стали |
- |
|
Приложение ДВ Требования к сортаменту металлопродукции из клапанной стали |
- |
|
Приложение ДГ Данные о клапанной стали по ЕН 10090 |
- |
|
Приложение ДД Дополнительные требования к металлопродукции из клапанной стали, устанавливаемые в межгосударственных стандартах |
- |
|
Приложение ДЕ Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта |
- |
|
Библиография |
Библиография |
|
Рисунки1) |
Рисунки1) |
|
1) Рисунок размещен непосредственно после текста, в котором упоминается, или на следующей странице. |
|
Библиография
|
[1] |
ИСО 404:1992 |
Сталь и стальные заготовки. Общие технические условия поставки |
|
(ISO 404:1992) |
(Steel and steel products - General technical delivery requirements)* |
|
|
[2] |
ДИН EH 10204:2005 |
Изделия металлические. Типы актов приемочного контроля. Немецкая версия ЕН |
|
(DIN EN 10204:2005) |
(Metallic products - Types of inspection documents. German version EN)* |
|
|
[3] |
ИСО 643:2003 |
Стали. Микрографическое определение размера аустенитного зерна |
|
(ISO 643:2003) |
(Steels - Micrographic determination of the ferritic or austenitic grain size)* |
|
|
[4] |
ISO 286-1:2010 |
Geometrical product specifications (GPS) - ISO code system for tolerances on linear sizes - Part 1: Basis of tolerances, deviations and fits |
|
[5] |
ISO 9443:1991 |
Heat-treatable and alloy steels - Surface quality classes for hot-rolled round bars and wire rods - Technical delivery conditions |
|
[6] |
ISO 1035-1:1980 |
Hot-rolled steel bars - Part 1: Dimensions of round bars |
|
[7] |
ISO 1035-4:1982 |
Hot-rolled steel bars - Part 4: Tolerances |
|
[8] |
ISO 16124:2004 |
Steel wire rod - Dimensions and tolerances |
|
[9] |
ИСО 14284:1996 |
Сталь и чугун. Отбор и приготовление образцов для определения химического состава |
|
(ISO 14284:1996) |
(Steel and iron - Sampling and preparation of samples for the determination of chemical composition)* |
|
|
[10] |
ISO/TR 9769:1991 |
Steel and iron - Review of available methods of analysis |
|
[11] |
ИСО 6892-1:2009 |
Материалы металлические. Испытания на растяжение. Часть 1. Испытание при комнатной температуре |
|
(ISO 6892-1:2009) |
(Metallic materials - Tensile testing - Part 1: Method of test at room temperature)* |
|
|
[12] |
ИСО 6506-1:2005 |
Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод испытания |
|
(ISO 6506-1:2005) |
(Metallic materials - Brinell hardness test - Part 1: Test method)* |
|
|
[13] |
ИСО 6508-1:2005 |
Материалы металлические. Определение твердости по Роквеллу. Часть 1. Метод определения (шкалы А, В, С, D, E, F, G, Н, К, N, Т) |
|
(ISO 6508-1:2005) |
[Metallic materials - Rockwell hardness test - Part 1: Test method (scales A-B-C-D-E-F-G-H-K-N-T)]* |
|
|
[14] |
EH 10090:1998 |
Стали и сплавы для изготовления клапанов двигателей внутреннего сгорания |
|
(EN 10090:1998) |
(Valve steels and alloys for internal combustion engines)* |
|
|
[15] |
Гигиенические нормативы ГН 2.6.1.2159-07 |
Содержание техногенных радионуклидов в металлах |
|
[16] |
ISO 6892-2:2011 |
Metallic materials - Tensile testing - Part 2: Method of test at elevated temperature |
______________
* Официальный перевод этого стандарта находится в Федеральном информационном фонде технических регламентов и стандартов.
Ключевые слова: металлопродукция, легированные стали и сплавы для клапанов двигателей внутреннего сгорания, марки, сортамент, технические требования