Технический комитет по
стандартизации
«Трубопроводная арматура и сильфоны»
(ТК 259)
Закрытое акционерное общество «Научно-производственная фирма
«Центральное конструкторское бюро арматуростроения»

ЦКБА
СТАНДАРТ ЦКБА
СТ ЦКБА 098-2011
Арматура трубопроводная
РЕМОНТ НАПЛАВКИ
Технические требования
НПФ «ЦКБА»
2011
Предисловие
1. РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»).
2. ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ приказом ЗАО «НПФ «ЦКБА» от 13.07.2011 г. № 44
3. СОГЛАСОВАН:
Техническим комитетом по стандартизации «Трубопроводная арматура и сильфоны» ТК 259
4. ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ с учетом изменений № 1 (2014 г.)
СОДЕРЖАНИЕ
СТАНДАРТ ЦКБА
Арматура трубопроводная
РЕМОНТ НАПЛАВКИ
Технические требования
Дата введения 01.01.2012
1 Область применения
1.1 Настоящий стандарт распространяется на ремонт наплавкой твердыми износостойкими материалами уплотнительных и трущихся поверхностей при ремонте трубопроводной арматуры:
- опасных производственных объектов, поднадзорных Ростехнадзору;
- заказов Министерства обороны РФ;
- применяемой в технологических процессах объектов использования атомной энергии (ОИАЭ) и/или расположенных и эксплуатируемых на их территории, отнесенных ко всем классам безопасности общими положениями обеспечения безопасности соответствующих ОИАЭ;
1.2 Стандарт устанавливает требования к наплавочным материалам, технологии наплавки, термообработке после наплавки, а также к контролю качества наплавленных поверхностей трубопроводной арматуры, ремонт которой производится как непосредственно ремонтными цехами на объектах, так и специализированными предприятиями, выполняющими ремонт.
2 Нормативные ссылки
2.1 В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 12.0.004-90 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические условия
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ОСТ 1.90078-72 Прутки литые из жаропрочных сплавов марок ВХН1 и ВЗК
РД 5Р.9537-80 Контроль неразрушающий. Полуфабрикаты и конструкции металлические. Капиллярные методы и средства контроля качества поверхности
(Измененная редакция. Изм. № 1)
OCT 5P.9633-75 Сварные соединения конструкций специальных судовых энергетических установок из стали аустенитного и перлитного классов и железоникелевых сплавов. Основные положения
OCT 5P.9937-84 «Наплавка уплотнительных и трущихся поверхностей износостойкими материалами. Типовой технологический процесс»
ПНАЭ Г-7-009-89 Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Основные положения
РБ-090-14 Унифицированная методика контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных энергетических установок. Капиллярный контроль
(Измененная редакция. Изм. № 1)
СНиП 41-01-2003 Отопление, вентиляция и кондиционирование
РД 2730.300.06-98 Арматура атомных и тепловых электростанций. Наплавка уплотнительных поверхностей. Технические требования
ПОТ Р О 14000-005-98 «Положение. Работы с повышенной опасностью. Организация проведения»
СТ ЦКБА 014-2004 Арматура трубопроводная. Отливки стальные. Общие технические условия
СТ ЦКБА 016-2005 Арматура трубопроводная. Термическая обработка деталей, заготовок и сварных сборок из высоколегированных сталей, коррозионностойких и жаропрочных сплавов
СТ ЦКБА 025-2006 «Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования»
СТ ЦКБА 046-2007 «Арматура трубопроводная. Методы обезжиривания»
СТ ЦКБА 053-2008 «Арматура трубопроводная. Наплавка и контроль качества наплавленных поверхностей. Технические требования»
ТУ 3-145-81 Проволока стальная наплавочная
ТУ 14-1-4894-90 Лента порошковая наплавочная марки ПЛ-Нп-08Х17Н8С5Г2Т (ПЛ-АН150)
ТУ 48-19-27-88 Вольфрам лантанированный в виде прутков
ТУ ИЭС 418-84 Порошковая лента наплавочная марки ПЛ-АН150М
ТУ ИЭС 510-85 Порошковая проволока наплавочная ПП-АН106М
ТУ ИЭС 511-85 Проволока порошковая наплавочная марки ПП-АН133А
ТУ ИЭС 555-86 Лента порошковая наплавочная марки ПЛ-АН151
ТУ ИЭС 654-87 Порошковая проволока наплавочная ПП-АН157
ТУ ИЭС 727-89 Порошковая лента наплавочная ПЛ-АН152
ТУ ИЭС 777-91 Порошковая проволока наплавочная ПП-АН177Р, ПП-АН177А
ТУ ИЭС 827-92 Порошковая проволока наплавочная ПП-АН188
3 Обозначения и сокращения
3.1 В настоящем стандарте использованы следующие сокращения и обозначения:
ВК - визуальный контроль;
DN - номинальный диаметр;
КД - конструкторская документация;
НД - нормативная документация;
ОТК - отдел технического контроля;
ТД - технологическая документация.
4 Порядок исправления дефектов наплавки
4.1 Ремонтные работы включают:
- установление марки материала наплавки и основного материала, на который произведена наплавка;
- удаление дефектного или изношенного (поврежденного) при эксплуатации наплавленного металла (слоя);
- контроль полноты удаления дефектов (трещин, пор, задиров и т.д.);
- входной контроль наплавочных материалов;
- отработку технологии наплавки на образцах-свидетелях;
- разработку окончательной технологии наплавки;
- восстановление (наплавка) уплотнительных поверхностей;
- термическую обработку наплавленных поверхностей в соответствии с техпроцессом;
- предварительную механическую обработку наплавки (при наплавке УОНИ-13/Н1-БК, ЭЛЗ-НВ1);
- предварительный визуальный контроль качества наплавленного металла на отсутствие дефектов и для контроля размеров;
- окончательную механическую обработку согласно КД;
- окончательный визуальный и капиллярный контроль наплавленных поверхностей.
4.2 Ремонт дефектной наплавленной поверхности следует подразделять на:
- полный - при удалении дефектного наплавленного металла по всей площади и на всю толщину (высоту) или изготовление новых деталей с наплавкой по КД. Допускается замена наплавочного материала по согласованию с разработчиком КД или замена наплавочного материала того же типа в зависимости от способа наплавки.
Основной материал должен соответствовать требованиям КД.
При контроле механических свойств и межкристаллитной коррозии основного материала необходимо учитывать все технологические нагревы при наплавке, при этом могут быть проведены имитационные нагревы, указанные в СТ ЦКБА 053 (приложение А). При ремонте наплавки типа Э-09Х31Н8АМ2 электродами марки УОНИ-13/Н1-БК, ЭЛЗ-НВ1 и др., если твердость наплавки HRC 41,5 - 49,5, исправление производится после полного удаления ранее наплавленного металла;
- частичный - при удалении дефектного наплавленного металла по всей площади, но не на всю толщину (высоту). Для ремонта применяется тот же наплавочный материал или того же состава;
- локальный (единичные дефекты) - при удалении дефектного наплавленного металла в одном или нескольких местах или без удаления.
Для заказов АС и судпрома применение новых наплавочных материалов, не указанных в КД и НД, в том числе и способов наплавки, должно быть согласовано с головной материаловедческой организацией.
4.3 Детали типа седел и колец, вваренные в корпус арматуры, которые невозможно исправить без вырезки, необходимо вырезать и заменить новыми. Допускается исправление или восстановление наплавки без вырезки этих деталей в случае возможности проведения ремонта (наплавки, термической и механической обработки) и контроля качества исправленной наплавленной поверхности.
4.4 Изготовление новых деталей с наплавкой взамен поврежденных и не подлежащих ремонту, производится в соответствии с КД, т.е. с применением указанных в КД основных и наплавочных материалов с учетом приложения А.
4.5 При выборе технологии ремонта необходимо учитывать:
- общий объем наплавленного металла по сравнению с удаляемым;
- применяемый метод наплавки и наличие оборудования. Для исправления мелких дефектов рекомендуется аргонодуговая или микроплазменная наплавка;
- необходимость и возможность механической обработки, подогрева и последующей термической обработки и контроля;
- необходимость применения формирующих устройств (подкладные кольца, приспособления).
При наплавке порошковыми материалами (проволокой, лентой, порошком) или при автоматической наплавке под флюсом, исправление разрешается производить электродами или сплошной проволокой, обеспечивающими аналогичные состав и твердость наплавленного металла.
При выполнении основной наплавки электродами разрешается аргонодуговой способ или автоматическая наплавка порошковыми материалами или сплошной проволокой, обеспечивающими аналогичные состав и твердость наплавленного металла.
Отработка технологии наплавки проводится с целью проверки возможности практического выполнения ремонтными подразделениями технологических процессов наплавки, механической обработки и контроля в соответствии с требованиями КД.
Наплавку штатной детали (корпус, седло и т.д.) необходимо производить после получения качественной наплавки на образце-свидетеле после термической и механической обработки и окончательного контроля.
На образце-свидетеле определяется химический состав а, твёрдость и качество наплавленного металла путём визуального и капиллярного контроля.
Наплавка образца-свидетеля производится после входного контроля наплавочного материала (определение химсостава и твердости) или может быть совмещена со входным контролем.
Производственная контрольная проба должна быть идентична производственным наплавленным деталям по:
- марке основного металла или того же класса, например, сталь 08Х18Н10Т или сталь 12Х18Н10Т, или сталь 12Х18Н9Т; сталь 20, 22К или сталь 3 и т.д.;
- марке и партии наплавочных материалов;
- подготовке под наплавку;
- способу наплавки;
- технологии наплавки (режимы наплавки, подогрев, термообработка);
- размерам наплавки (ширина, высота);
- термической и механической обработке.
Производственная контрольная проба должна выполняться в условиях, максимально приближенных к реальному ремонту детали.
Капиллярный контроль производится по II классу чувствительности по ГОСТ 18442, РБ-090-14 или РД 5Р.9537 в зависимости от заказа и применяемой НД по исправлению наплавки согласно КД.
(Измененная редакция. Изм. № 1)
4.7 Режимы и высота наплавленного металла могут уточняться по результатам отработки технологии наплавки или в зависимости от способа наплавки и применяемого наплавочного материала.
4.8 Руководство работами по ремонту наплавленных поверхностей на деталях арматуры должно производиться специалистами, принимающими решения по ремонту.
5 Подготовка деталей под наплавку
5.1 Выявленные дефекты в наплавке деталей необходимо удалить механическим способом (строжкой, сверлением, фрезерованием, шлифованием и т.д.).
Необходимость удаления наплавленного металла и его размеров определяется характером дефектов.
5.2 Если ремонт производится тем же наплавочным материалом (т.е. согласно КД), то дефекты в наплавке (трещины, задиры и т.д.) удаляются до чистого металла.
5.3 Если ремонт производится другим наплавочным материалом, отличающимся от ранее наплавленного, то удаляется вся первоначально выполненная наплавка и зона сплавления 2 - 3 мм (рекомендуемая). С целью уменьшения высоты твердой износостойкой наплавки может производиться наплавка подслоя сварочными материалами по СТ ЦКБА 025 (или другими НД) в зависимости от марки металла исправляемой детали для восстановления размеров детали под наплавку согласно КД.
5.4 Если обнаружены единичные дефекты, подлежащие ремонту, то в каждом конкретном случае решается вопрос технологии исправления и, следовательно, подготовки под наплавку.
Отдельные риски, вскрытые поры могут исправляться без механической выборки, т.е. путем их исправления методом поверхностной обработки «заподлицо» с ранее наплавленным металлом, если позволяют размеры по КД или путем местной наплавки (см. 9.3).
Если обнаружены дефекты в виде задиров с налипанием, то необходимо «сгладить» их механическим способом и восстановить размеры наплавки тем же наплавочным материалом или без дополнительной наплавки, если позволяет допуск согласно КД.
Выборки должны иметь плавные очертания, острые углы не допускаются. Размеры выборок должны быть минимальными и определяются размерами удаляемых дефектов и технологией ремонта.
Полнота удаления дефектов контролируется визуально, а дефекты типа трещин контролируются капиллярным контролем, или травлением.
Если необходимо удалить после наплавки зону сплавления, а она не видна невооруженным глазом, то необходимо применять лупу по ГОСТ 25706.
5.5 Наплавляемые поверхности и прилегающие к ней участки (на расстоянии не менее 5 мм при их наличии) должны быть зачищены от заусенцев, загрязнений и обезжирены. Шероховатость поверхностей под наплавку - не более Rz 20.
Обезжиривание производится ацетоном или уайт-спиритом.
5.6 Для защиты от брызг металла, прилегающие к наплавке поверхности деталей, если не предусмотрена механическая обработка, рекомендуется нанести защитное покрытие (например, водным раствором каолина). Защитное покрытие перед началом выполнения наплавки должно быть просушено на воздухе или при температуре 50 - 100 °С.
5.7 Для выполнения ремонтной наплавки рекомендуется предусмотреть применение формирующих устройств (вкладышей, втулок, подкладных колец) из сталей марок 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т, стали 3, стали 20, меди, в зависимости от марки материала наплавляемой детали исправляемой поверхности и возможности удаления их после наплавки.
Наружный или внутренний диаметр кольца (втулки и т.д.) подгоняется под внутренний диаметр корпуса или другой детали при обеспечении минимального диаметрального зазора ≤ 0,5 мм.
5.8 Полный ремонт наплавленных поверхностей или изготовление новых деталей производится в соответствии с требованиями НД, указанных в КД.
5.8.1 Перед наплавкой деталей из сталей перлитного класса электродами марки ЦН-12М для арматуры с номинальным диаметром DN > 65 или электродами марки ЦН-6Л для арматуры с DN > 600, необходимо наплавлять подслой. Подслой выполняется высотой 3 - 5 мм электродами марок ОЗЛ-6, ЗИО-8 проволокой или лентой Св-07Х25Н13. При отработке технологии наплавки типа ЦН-6Л, допускается подслой не наплавлять.
Предварительную наплавку (подслой):
- на углеродистые стали выполняют без подогрева;
- на поверхности деталей из легированных (теплоустойчивых) и высокохромистых сталей выполняют с предварительным подогревом.
Температура подогрева и режим термообработки после наплавки подслоя устанавливаются по аналогии с требованиями к выполнению сварных соединений из стали той же марки, что и наплавляемые детали (ПНАЭ Г-7-009, OCT 5P.9633, СТ ЦКБА 025, СТ ЦКБА 053 и др.).
Если после наплавки подслоя для материалов, требующих термообработку, будет производиться механическая обработка под твердую износостойкую наплавку, то производится термообработка после наплавки подслоя.
Термообработка не требуется, если сразу после наплавки подслоя выполняется твердая износостойкая наплавка. При этом не допускается снижение температуры поверхности под наплавку ниже температуры подогрева.
Наплавка должна производиться в нижнем положении, на постоянном токе обратной полярности, возможно короткой дугой, ширина валиков не должна превышать трех диаметров электрода. Рекомендуемые режимы наплавки подслоя электродами ЗИО-8, ЦЛ-25/1, ЦЛ-25/2, ОЗЛ-6 приведены в таблице 1.
В процессе наплавки после наложения каждого слоя необходимо тщательно удалять шлак и контролировать отсутствие дефектов
Таблица 1 - Режимы наплавки подслоя
|
Сила тока при наплавке, А |
|
|
3 |
70 - 90 |
|
4 |
120 - 140 |
|
5 |
140 - 160 |
6 Материалы для наплавки
6.1 Перечень основных наплавочных материалов, применяемых при изготовлении и ремонте наплавленных поверхностей деталей арматуры, приведен в таблице 2.
Допускаются другие наплавочные материалы, в том числе импортные того же состава, но другого способа изготовления, обеспечивающие требования КД, а также в случае применения новых способов наплавки. Также могут применяться наплавочные материалы, указанные в РД 2730.300.06
Химический состав наплавленного металла приведен в таблице 3.
Таблица 2 - Перечень наплавочных материалов
|
Наплавочные материалы |
|||||
|
Способ наплавки |
Марка |
Обозначение документа |
Твердость, HRC |
Высота наплавки, не менее* |
|
|
Э-08Х17Н8С6Г |
Ручная электродуговая |
Электроды ЦН-6Л |
29,5 - 39,0 |
6 |
|
|
08Х17Н8С6Г (ЦН-6Л) |
Таблица 7 |
Порошковая проволока ПП-АН133 |
ТУ ИЭС 511 |
27 - 34 |
3 |
|
Порошковая лента: ПЛ-АН150, ПЛ-НП-08Х17Н8С5Г2Т |
ТУ ИЭС 418 ТУ 14-1-4894-90 |
27 - 34 |
3 |
||
|
Автоматическая под легированным флюсом |
Проволока Св-04Х19Н9С2, Св-04Х19Н9С2Ф2 |
27 - 36 |
5 |
||
|
Э-13Х16Н8М5С5Г4Б |
Ручная электродуговая |
Электроды: ЦН-12М |
39,5 - 49,5 |
4 |
|
|
13Х16Н8М5С5Г4Б (ЦН-12М) |
Таблица 7 |
Порошковая лента ПЛ-АН151 |
ТУ ИЭС 555 |
38 - 50 |
3 |
|
Порошковая проволока ПП-АН157 |
ТУ ИЭС 654 |
36 - 50 |
|||
|
Э-190К62Х29В5С2 (стеллит) |
Ручная электродуговая |
Электроды ЦН-2 |
41,5 - 51,5 |
4 |
|
|
В среде защитных газов |
Прутки ВЗК, Пр ВЗК Стеллит № 6 (импорт) |
ВЗК - ОСТ 1.90078 Пр ВЗК - ГОСТ 21449 |
|||
|
Э-20Х13 |
Ручная электродуговая |
Электроды УОНИ-13/НЖ, 48Ж-1 |
В зависимости от термообработки (см. раздел 10) |
5 |
|
|
20X13 |
Таблица 7 |
Порошковая проволока ПП-Нп-10Х14Т (ПП-АН106), ПП-АН188 |
ТУ ИЭС 510 ТУ ИЭС 827 |
(240 - 400) НВ В зависимости от термообработки (см. раздел 10) |
5 |
|
Автоматическая под флюсом или аргонодуговая или аргонодуговая +(1 - 2) % O2 |
Проволока Нп-13Х15АГ13ТЮ |
ТУ-3-145 |
≥ 20 |
5 |
|
|
Автоматическая под флюсом |
Проволока Св-10Х17Т под флюсом |
В зависимости от термообработки (см. раздел 10) |
3 |
||
|
Проволока Св-13Х25Т под флюсом |
- |
3 |
|||
|
Э-09Х31Н8АМ2 |
Ручная электродуговая |
Электроды УОНИ-13/Н1-БК, ЭЛ3-НВ1 |
41,5 - 49,5 после термообработки, 22 - 28 без термообработки |
5 |
|
|
06Х20Н10М3Д3С4К |
Ручная электродуговая или аргонодуговая |
Прутки, электроды на основе прутков |
См. 9.1.11 |
Не менее 40 |
|
|
ПН-ХН80С2Р2 |
Плазменно-порошковый |
ПГ-СР2 |
40 - 50 |
4 |
|
|
ПР-НХ15СР2 |
ТУ 14-127-309-01 |
||||
|
ПН-ХН80С3Р3 |
ПГ-СР3 |
||||
|
ПР-НХ16СР3 |
ТУ 14-127-309-01 |
||||
|
DELORO-40 |
- |
Не менее 40 |
|||
|
Э-10Х25Н13Г2 |
Ручная электродуговая |
Электроды ОЗЛ-6, ЗИО-8 |
- |
3 |
|
|
* Без учета припуска на механическую обработку Примечания 1 В таблице 2 и в дальнейшем по тексту указан тип наплавленного металла независимо от способа наплавки, который аналогичен по основным элементам химическому составу наплавленного металла по ГОСТ 10051 или ТУ. 2 Допускается повышение твердости при наплавке деталей порошковыми лентой и проволокой (см. таблицу 7). |
|||||
Таблица 3 - Химический состав наплавленного металла
|
Марка наплавочного материала |
Химический состав, % |
||||||||||
|
С |
Si |
Cr |
Mn |
Ni |
Мо |
Nb |
Прочие элементы |
S |
Р |
||
|
Не более |
|||||||||||
|
Э-190К62Х29В5С2 (стеллит) |
ЦН-2 |
1,60 - 2,20 |
1,5 - 2,6 |
26,0 - 32,0 |
- |
- |
- |
- |
W 4,0 - 5,0 Со 59,0 - 65,0 |
0,035 |
0,040 |
|
190К62Х29В5С2 (стеллит) |
Пр ВЗК |
1,0 - 1,3 |
2,0 - 2,7 |
28,0 - 32,0 |
- |
0,5 - 2,0 |
- |
W 4,0 - 5,0 Со - основа |
0,07 |
0,03 |
|
|
Стеллит № 6 (импорт) |
0,7 - 1,4 |
Мах 2,0 |
25,0 - 32,0 |
Мах 2,0 |
Мах 3,0 |
Мах 1,0 |
- |
W 3,0 - 6,0 Со - основа Fe Max 5,0 |
0,07 |
0,07 |
|
|
ВЗК ОСТ 1.90078 |
1,0 - 1,3 |
2,0 - 2,75 |
28,0 - 32,0 |
- |
< 2 |
- |
- |
Со 58,0 - 63,0 W 4,0 - 5,0; Fe ≤ 2 |
0,070 |
0,070 |
|
|
Э-13Х16Н8М5С5Г4Б |
ЦН-12М |
0,08 - 0,18 |
3,8 - 5,2 |
14,0 - 19,0 |
3,0 - 5,0 |
6,5 - 10,5 |
3,5 - 7,0 |
0,5 - 1,2 |
- |
0,025 |
0,030 |
|
Э-08Х17Н8С6Г |
ЦН-6Л |
0,05 - 0,12 |
4,8 - 6,4 |
15,0 - 18,4 |
1,0 - 2,0 |
7,0 - 9,0 |
- |
- |
- |
0,025 |
0,030 |
|
Э-09Х31Н8АМ2 |
УОНИ-13/Н1-БК, ЭЛЗ-НВ1 |
0,06 - 0,12 |
До 0,5 |
30,0 - 33,0 |
≤ 1,4 |
7,0 - 9,0 |
1,8 - 2,4 |
- |
Азот 0,3 - 0,4 |
0,030 |
0,035 |
|
Э-20Х13 |
УОНИ-13/НЖ, 48Ж-1 |
0,15 - 0,25 |
До 0,7 |
12,0 - 14,0 |
£0,8 |
- |
- |
- |
- |
0,03 |
0,03 |
|
Тип наплавленного металла (см. табл. 1) |
ПП-АН157 |
Не более 0,12 |
4,4 - 5,8 |
17,0 - 21,0 |
0,5 - 1,6 |
8,4 - 10,2 |
1,1 - 2,5 |
- |
В 0,3 - 0,8 |
0,04 |
0,04 |
|
ПП-Нп-10Х17Н9С6ГТ (ПП-АН133 по ГОСТ 26101) |
Не более 0,12 |
5,0 - 5,8 |
16,9 - 18,6 |
1,0 - 2,0 |
8,2 - 9,6 |
- |
- |
Ti 0,1 - 0,3 |
0,04 |
0,04 |
|
|
ПЛ-АН150 |
Не более 0,12 |
5,0 - 5,8 |
16,0 - 19,0 |
1,0 - 2,0 |
8,0 - 9,6 |
- |
- |
Ti 0,1 - 0,3 |
0,04 |
0,4 |
|
|
ПЛ-АН151 |
Не более 0,18 |
4,1 - 5,3 |
14,0 - 18,0 |
3,0 - 5,0 |
6,5 - 10,0 |
5,0 - 7,0 |
0,9 - 1,4 |
- |
0,04 |
0,04 |
|
|
ПП-НП-10Х14Т (ПП-АН106 по ГОСТ 25101) |
0,12 - 0,2 |
0,2 - 0,7 |
12,5 - 14,8 |
0,3 - 0,8 |
- |
- |
- |
Ti 0,1 - 0,3 |
0,04 |
0,04 |
|
|
Наплавленный металл типа 20X13 |
Св-13Х25Т |
0,15 - 0,4 |
- |
12,0 - 18,0 |
- |
- |
- |
- |
- |
- |
- |
|
НП-13Х15АГ13ТЮ |
|||||||||||
|
СВ-10Х17Т (типа 20X13) |
|||||||||||
|
ПН-ХН80С2Р2 ГОСТ 21448 |
ПГ-СР2 |
0,2 - 0,5 |
2,0 - 3,0 |
12,0 - 15,0 |
- |
Основа |
- |
- |
В 1,5 - 2,1 |
0,04 |
0,04 |
|
ПН-ХН80С3Р3 ГОСТ 21448 |
ПГ-СР3 |
0,4 - 0,7 |
2,5 - 3,5 |
13,5 - 16,5 |
- |
Основа |
- |
- |
В 2,0 - 2,8 |
0,04 |
0,04 |
|
ТУ 14-127-309-01 |
ПР-НХ15СР2 |
0,35 - 0,6 |
2,8 - 3,5 |
14 - 16 |
- |
Основа |
- |
- |
В 1,8 - 2,3 |
0,04 |
0,04 |
|
ПР-НХ16СР3 |
0,6 - 0,9 |
2,7 - 3,7 |
15 - 17 |
- |
Основа |
- |
- |
В 2,3 - 3,0 |
0,04 |
0,04 |
|
|
DELORO 40 |
0,10 - 0,3 |
2, - 3,5 |
7 - 7,9 |
- |
Основа |
- |
- |
В 2 - 2,25 |
0,04 |
0,04 |
|
7 Входной контроль, хранение и порядок запуска в производство наплавочных материалов
7.1 Организация, проведение и оформление результатов входного контроля наплавочных материалов - в соответствии с ГОСТ 24297.
7.2 Контроль качества и приемка наплавочных материалов (входной контроль), а также контроль правильности хранения наплавочных материалов проводятся отделом технического контроля совместно с соответствующими службами.
7.3 Контроль качества наплавочных материалов должен быть проведен до начала их производственного использования (или см. 4.6).
7.4 Входной контроль качества наплавочных материалов включает:
- проверку сопроводительной документации;
- проверку упаковки и состояния наплавочных материалов;
- проверку на соответствие требованиям стандартов или технических условий на материалы;
- контроль химического состава и твердости;
- оценку качества наплавочного металла.
7.4.1 Входной контроль аргона (высшего и первого сорта), поставляемого в баллонах по ГОСТ 10157, и двуокиси углерода (высшего и первого сорта), поставляемой в баллонах по ГОСТ 8050, должен проводиться в следующем объеме:
- проверка паспортных данных;
- контроль проверки качества газовой защиты (при проверке аргона);
- проверка давления в каждом баллоне;
- контроль маркировки на каждом баллоне, с проверкой соответствия на ней указанных паспортных данных.
Допускается проведение проверки паспорта и его соответствия требованиям НД по прикрепленным к клапанам этикеткам и по цвету окраски баллонов.
7.4.2 Контроль наплавочных материалов.
7.4.2.1 При поступлении проволоки, ленты, электродов, флюса ОТК должен проверить:
- каждую партию наплавочных материалов на наличие сертификата с проверкой полноты приведенных в нем данных и их соответствия требованиям стандартов и технических условий контролируемой марки;
- наличие на каждом упаковочном месте (ящике, пачке, коробке, бухте) маркировки (этикеток, бирок) с проверкой соответствия указанных марки, сортамента, номера партии материала данным сертификата;
- отсутствие повреждений (порчи упаковки или самих материалов);
- каждую партию флюса на соответствие цвета, однородности и гранулометрического состава требованиям ГОСТ 9087 или другой НД контролируемой марки.
7.4.2.2 При отсутствии сертификата партия материалов может быть допущена к использованию только после получения положительных результатов полной проверки всех показателей, установленных для данного материала стандартами или техническими условиями на изготовление.
7.4.3 Наплавочные материалы должны храниться рассортированными по партиям и маркам.
7.4.4 Порядок учета, хранения, выдачи и возврата наплавочных материалов устанавливается предприятием, выполняющим ремонт арматуры.
7.4.5 Поступившие с предприятия-изготовителя наплавочные материалы перед запуском в производство и перед испытанием, независимо от времени их изготовления, подлежат прокалке в соответствии с НД на их изготовление.
Рекомендуемые режимы прокалки и срок годности наплавочных материалов указаны в таблице 4.
Таблица 4 - Рекомендуемые режимы прокалки и срок годности наплавочных материалов
|
Марки наплавочных материалов |
Температура, °С |
Время выдержки, ч |
Срок годности при хранении в кладовых, сутки |
|
|
Электроды |
ЦН-6Л, ЦН-12М |
350 - 400 |
1,0 - 1,5 |
|
|
ЦН-12М/К2 |
350 - 400 |
1,0 - 1,5 |
15 |
|
|
ЦН-2 |
300 - 320 |
1,0 - 1,5 |
||
|
Порошковые ленты, проволоки |
ПП-Нп-10Х17Н9С5ГТ (ПП-АН133), |
260 - 280 |
2,0 - 5,0 |
5 |
|
ПП-АН133Г |
260 - 280 |
|||
|
ПП-АН157 |
270 - 300 |
|||
|
ПЛ-АН150 |
300 - 320 |
|||
|
ПЛ-АН151 |
300 - 320 |
|||
|
Флюсы |
АН26П |
500 - 600 |
2,0 - 2,2 |
15 |
|
АН-26С |
500 - 600 |
2,0 - 2,2 |
||
|
АН-15М |
650 - 900 |
1,0 - 1,2 |
||
|
АН-20П |
380 - 450 |
2,0 - 2,2 |
||
|
АН-348 |
300 - 400 |
1,0 - 2,0 |
||
|
АНЦ-1 |
300 - 400 |
1,0 - 2,0 |
Допускается изменение или уточнение режимов прокалки наплавочных материалов в соответствии с действующим на них НД.
Для наплавочных материалов, не указанных в таблице 4, режимы прокалки и срок годности при хранении должны выполняться в соответствии с НД на соответствующий материал.
При влажности флюса, соответствующей требованиям НД, прокалка не производится.
7.4.6 После прокалки электроды и флюсы следует хранить в сушильных шкафах при температуре от 60 °С до 100 °С или в герметичной таре. При соблюдении указанных условий хранения срок использования наплавочных материалов после прокалки не ограничивается. Температура в сушильных шкафах должна регистрироваться в журнале.
Допускается хранение прокаленных электродов и флюсов в специальных кладовых с температурой воздуха не ниже 15 °С при его относительной влажности не более 50 %. При этом срок использования электродов и флюсов ограничен и должен соответствовать сроку, указанному в таблице 4.
Дата каждой повторной прокалки электродов, порошковой проволоки, ленты должна быть указана в специальном журнале. Прокалка электродов, порошковой проволоки, и ленты и флюса может производиться не более трех раз, не считая прокалки при их изготовлении, после чего принимают решение об их применении после получения положительных результатов полной проверки всех показателей, установленных для данного материала стандартами или техническими условиями. Количество повторных прокалок флюса не ограничивается.
7.4.7 Входной контроль материалов, предназначенных для наплавки подслоя, а также для наплавки с целью увеличения размеров деталей под наплавку согласно КД, производится на соответствие сертификатных данных сварочных материалов требованиям НД на соответствующий материал.
7.4.8 Перед запуском в производство, независимо от сертификатных данных, должен производиться следующий контроль наплавленного металла:
- химический состав наплавленного металла;
- твердость наплавленного металла;
- качество наплавленного металла.
Допускается контроль производить как на контрольных пробах, так и непосредственно на наплавленных деталях при отработке технологии.
Наплавленный металл контролируется при выполнении каждой партии наплавочных материалов под флюсом одной марки.
Партией электродов считаются электроды из проволоки одной плавки данного химического состава и одного диаметра, изготовленные по одному и тому же технологическому процессу из компонентов шихты одной партии.
7.4.9 Входной контроль химического состава и твердости производится на контрольных образцах, отвечающих требованиям стандарта или технических условий на наплавочные материалы или на заготовках другого размера согласно технологии на ремонт.
7.4.10 При наплавке порошковой проволокой, порошковой лентой контроль химического состава и твердости производится на наплавке.
7.4.11 Стружка для проведения анализа наплавленного металла должна отбираться из верхних слоев наплавки, т.е. выше поверхности, на которой должна измеряться твердость.
Допускаются другие методы определения химического состава.
7.4.12 Твердость наплавленного металла измеряется по ГОСТ 9013 на поверхности образца, с которой снималась стружка для химического анализа, на высоте наплавки, указанной в таблице 2 или на высоте наплавки, указанной в КД.
7.4.13 Твердость наплавленного металла при входном контроле должна соответствовать таблице 2, химический состав - таблице 3.
7.4.14 До измерения твердости должен быть проведен контроль качества наплавки на образце визуальным контролем с помощью лупы по ГОСТ 25706 не менее 7 - 10 кратного увеличения или капиллярным контролем по II классу чувствительности. Дефекты не допускаются.
7.4.15 При наличии дефектов и несоответствия требованиям, предъявляемым к твердости, химическому составу, должна быть определена причина их возникновения и выполнена повторная наплавка на удвоенном количестве образцов. При отрицательных результатах повторной наплавки необходимо выполнить наплавку высотой на 2 - 3 мм больше, минимальной, и определить возможность применения партии наплавочных материалов для ремонта.
8 Требования к квалификации сварщика по наплавке
8.1 Ремонт дефектов твердой износостойкой наплавки арматуры должны выполнять сварщики, имеющие квалификационный разряд не ниже 4, и имеющие допуск к наплавке конкретным способом, предусмотренным для ремонта наплавки.
Если отсутствует допуск, то перед допуском к выполнению наплавки сварщики должны пройти дополнительную подготовку по наплавке износостойкими материалами трубопроводной арматуры по программе, утвержденной на предприятии, выполняющим ремонт арматуры.
8.2 Программа должна содержать теоретическую и практическую подготовку. Программа по теоретической подготовке должна содержать основные требования настоящего стандарта с учетом РД 2730.300.06 или OCT 5P.9937 или СТ ЦКБА 053 в зависимости от заказа или НД, указанного в КД на арматуру, подлежащую ремонту.
При практической подготовке должны изготавливаться контрольные образцы-свидетели с наплавкой применительно к ремонтируемой арматуре и контролироваться:
- химический состав наплавленного металла;
- твердость наплавленного металла;
- качество наплавленного металла:
а) визуальным осмотром;
б) на отсутствие трещин - капиллярным контролем.
8.3 Сварщики, сдавшие теоретические и практические испытания, получают допуск к наплавке конкретным способом, о чем производится запись в удостоверении.
Срок действия удостоверения 2 года. Через 2 года (по истечении первого срока действия) срок действия удостоверения может быть продлен на 1 год, но не более двух раз подряд. При этом сварщик должен быть занят постоянно на наплавке уплотнительных и трущихся поверхностей, перерыв может составлять не более 6 месяцев в год.
8.4 При перерыве в работе по наплавке свыше 6 месяцев сварщик перед допуском к работе, вновь должен пройти дополнительную практическую подготовку и подтвердить право на допуск к наплавочным работам.
8.5 Каждый сварщик по наплавке должен иметь личное индивидуальное клеймо в установленном порядке.
9 Общие технологические указания по ремонту наплавки
9.1. Полный ремонт наплавки
9.1.1 Электродуговая наплавка
9.1.1.1 Наплавка осуществляется на детали после полного удаления первичной наплавки или на вновь изготовленные детали. Рекомендуемый припуск по обрабатываемым впоследствии поверхностям основного металла и наплавки не менее 2 мм. Подготовка деталей под наплавку осуществляется в соответствии с требованиями раздела 5.
9.1.1.2 Наплавка производится по технологии согласно ТД.
9.1.1.3 Наплавка электродами марок ЦН-2, ЦН-12М/К2, должна производиться на постоянном токе обратной полярности (плюс на электроде, минус на изделии).
9.1.1.4 Наплавку твердыми износостойкими материалами следует производить с предварительным и сопутствующим подогревом наплавляемых деталей в соответствии с таблицей 5 или СТ ЦКБА 053 (или другой НД согласно КД).
Таблица 5 - Температура подогрева
|
Масса наплавляемой детали, кг |
Температура подогрева, °С |
|
|
ЦН-6Л |
до 3 включительно |
- |
|
свыше 3 до 6 включ. |
200 - 350 |
|
|
св. 6 |
300 - 450 |
|
|
ЦН-12М; ЦН-12М7К2; Стеллит ВЗК; ПР-ВЗК; ЦН-2 |
до 1 включ. |
- |
|
св. 1 до 3 включ. |
200 - 350 |
|
|
св. 3 до 6 включ. |
350 - 450 |
|
|
св. 6 |
500 - 650 |
9.1.1.5 В процессе наплавки не допускается охлаждение детали ниже температуры, указанной в таблице 5. В случае вынужденного перерыва в работе, температуру детали следует поддерживать в установленном диапазоне температур или выполнить термическую обработку.
9.1.1.6 При наплавке электродами в труднодоступных местах (пазах, отверстиях и т.д.) допускается увеличивать силу тока на 25 %.
9.1.1.7 Для питания сварочного поста рекомендуется использовать однопостовые или многопостовые источники питания постоянного тока.
9.1.1.8 Для получения твердости наплавленного металла в пределах, указанных в таблице 2, высота твердой износостойкой наплавки после окончательной механической обработки без учета подслоя при наплавке электродами марки ЦН-6Л должна быть не менее 6 мм, а при наплавке другими электродами - не менее 4 мм или в соответствии с СТ ЦКБА 053, или по таблице 1.
9.1.1.9 Рекомендуемые режимы наплавки в зависимости от диаметра электрода приведены в таблице 6.
В процессе наплавки деталей необходимо следить за отсутствием перегрева (например, при наплавке электродами марки ЦН-2 диаметром 6 мм, перегрев наблюдается при силе тока свыше 260 А).
Таблица 6 - Режим ручной электродуговой наплавки
|
Сила тока при наплавке, А для электродов |
||
|
ЦН-2 |
ЦН-6Л, ЦН-12М, ЦН-12М/К2 |
|
|
3 |
- |
80 - 100 |
|
4 |
100 - 140 |
110 - 140 |
|
5 |
160 - 200 |
160 - 190 |
|
6 |
200 - 240 |
- |
Результатом перегрева является пятнистость (в местах пятен отсутствует металлический блеск) наплавленной поверхности после механической обработки и уменьшение твердости в этих местах, т.е. отсутствие стабильности твердости на поверхности согласно требованиям КД, ТД и настоящего стандарта.
9.1.1.10 При наплавке первого слоя необходимо стремиться к меньшему проплавлению основного металла, для чего рекомендуется выполнять наплавку на нижнем пределе по значениям сварочного тока.
9.1.2 Аргонодуговая наплавка стеллита
9.1.2.1 Аргонодуговую наплавку стеллита следует производить на постоянном токе прямой полярности (минус на электроде и плюс на изделии).
9.1.2.2 В качестве неплавящегося электрода следует применять прутки из иттрированного или лантанированного вольфрама по ТУ 48-19-27.
9.1.2.3 В качестве присадочного прутка для наплавки следует применять стеллит марки ВЗК по ОСТ 1.90078 или Пр ВЗК по ГОСТ 21449. В качестве защитного газа - аргон сортов: высший, 1 или 2 по ГОСТ 10157.
9.1.2.4 Конец вольфрамового электрода должен быть заточен на конус на длине, равной 3 - 4 диаметрам электрода. Вылет вольфрамового электрода из сопла горелки не должен превышать 15 мм.
9.1.2.5 Рекомендуемая сила тока при диаметре вольфрамового электрода 5 мм - от 140 А до 160 А, при диаметре электрода 4 мм - от 100 А до 140 А, при диаметре 3 мм - от 80 А до 100 А. Количество слоев - не менее двух.
9.1.3 Плазменная наплавка
9.1.3.1 Наплавка плазменным способом порошковыми материалами марки ПГ-СР2 (тип ПН-ХН80С2Р2), ПГ-СР3 (тип ПН-ХН80С3Р3) по ГОСТ 21448 производится по технологии предприятия, выполняющего ремонт арматуры.
Применяются также импортные гранулированные порошки марок:
- DELORO Alloy 45 по ТУ № 21 ДС и Hoganas 1550 SP486 по ТУ 14793-011-51286179-2010, являющихся аналогами порошка марки ПР-НХ15СР2. Твердость наплавленного металла 42-51 HRC;
- DS ZN12 по ТУ № 0108.12 и Hoganas X-Fe SP573 по ТУ 14793-009-51286179-2009, обеспечивающие состав наплавленного металла, аналогичный металлу типа 13Х16Н8М5С5Г4Б (ЦН-12М). Твердость наплавленного металла 39,5 - 51,5 HRC.
9.1.4 Наплавка порошковыми лентой и проволокой
9.1.4.1 Порошковые лента и проволока, изготавливаемые ИЭС им. Патона, приведены в таблице 7. Наплавка ими производится по технологии предприятия, выполняющего ремонт арматуры, разработанной по рекомендации ИЭС им. Патона г. Киев.
9.1.4.2 Для наплавки под флюсом и в среде защитного газа (аргона) применяются также импортные порошковые проволоки:
- порошковая проволока AF Antinit Dur 500 по ТВ № 02/00 и Corodur NCO 500R по ТВ № 02/10 типа ЦН-12М, диаметр 1,6 мм; 2,2 мм; 2,4 мм; 2,8 мм и др. с твердостью 39 - 51 HRC;
- порошковая проволока марки SK AF Antinit Dur 290 типа ЦН-6, диаметром 1,6 - 2,8 мм и др. по ТВ № 03/03 с твердостью 30 - 39 HRC.
Высота наплавки от 3 мм до 5 мм.
Допускаются другие порошковые материалы (лента, проволока), (в том числе импортные наплавочные материалы) в соответствии с КД.
9.1.5 Наплавка типа 06Х20Н10М3Д3С4К
9.1.5.1 Наплавка типа 06Х20Н10М3Д3С4К уплотнительных поверхностей деталей из стали марки 06ХН28МДТ (ЭИ-943) по ГОСТ 5632 или 5Х20Н25М3Д2ТЛ по СТ ЦКБА 014 производится аргонодуговым или электродуговым способами.
9.1.5.2 Для изготовления электродов, а также присадочных прутков для аргонодуговой наплавки следует применять прутки из стали 06Х20Н10М3Д3С4К, которые отливаются диаметром 4, 5, 6 мм и длиной не менее 100 мм. Допустимое отклонение по диаметру прутков не должно превышать ±0,5 мм. Химический состав прутков и наплавленного металла должен соответствовать нормам, указанным в таблице 8.
Таблица 7 - Наплавка порошковыми лентой, проволокой
|
Твердость после термообработки, HRC* |
Диаметр проволоки и сечение ленты, мм |
Область применения |
|
|
ПП-Нп-10Х14Т (ПП-АН106) ТУ ИЭС 510 |
27 - 35 |
2,0; 2,8 |
Наплавка открытой дугой под флюсом или в СO2 (тип 10Х14Т) |
|
ПП-АН188 ТУ ИЭС 827 |
27 - 36 |
2,0; 2,8 |
Наплавка открытой дугой и под флюсом (тип 10X13С2М) |
|
ПП-НП-10Х17Н9С5ГТ (ПП-АН133) ТУ ИЭС 511 |
27 - 45 |
2,8; 3,4 |
Наплавка под флюсом (ПП-АН133Ф), в аргоне (ПП-АН133А) и в углекислом газе (ПП-АН133Г) взамен электродов ЦН-6Л |
|
ПП-АН133Р |
38 - 52 |
2,8; 3,4 |
Наплавка под флюсом или в аргоне взамен электродов ЦН-6Л и ЦН-12М |
|
ПП-АН177 ТУ ИЭС 777 |
36 - 54 |
2,8; 3,4 |
Наплавка под флюсом или в аргоне, тип 08Х32Н8МСР |
|
ПП-АН157 ТУ ИЭС 654 |
38 - 52 |
2,6; 2,8; 3,4 |
Наплавка под флюсом (ПП-АН157Ф) или в аргоне (ПП-АН157А), взамен электродов ЦН-12М |
|
ПЛ-АН150 ТУ ИЭС 418 |
27 - 45 |
16,5×3,5 |
Наплавка арматуры больших диаметров под флюсом. Взамен электродов ЦН-6Л |
|
ПЛ-АН151 ТУ ИЭС 555 |
39 - 52 |
16,5×3,5 |
Наплавка арматуры больших диаметров под флюсом. Взамен электродов ЦН-12М |
|
* Твердость определяется в четвертом слое наплавки. |
|||
9.1.5 Наплавка типа 06Х20Н10М3Д3С4К
9.1.5.1 Наплавка типа 06Х20Н10М3Д3С4К уплотнительных поверхностей деталей из стали марки 06ХН28МДТ (ЭИ-943) по ГОСТ 5632 или 5Х20Н25М3Д2ТЛ по СТ ЦКБА 014 производится аргонодуговым или электродуговым способами.
9.1.5.3 Высота наплавки без припуска на механическую обработку должна быть не менее 4 мм.
9.1.5.4 Перед наплавкой детали должны быть подвергнуты предварительному нагреву при температуре (400 - 650) °С, после наплавки необходимо произвести термообработку согласно разделу 10 настоящего стандарта.
Таблица 8 - Химический состав прутков и наплавленного металла
|
Химический состав, %, не более |
Твердость наплавленного металла, HRC, не менее |
|||||||
|
С |
Si |
Cr |
Ni |
Cu |
Мо |
Со |
||
|
Прутки для аргонодуговой наплавки |
До 0,06 |
От 4,6 до 5,0 |
От 22 до 24 |
От 12 до 14 |
От 2,0 до 2,6 |
От 2,3 до 3,0 |
От 0,5 до 1,0 |
- |
|
От 5,0 до 5,5 |
||||||||
|
Прутки для изготовления электродов с обмазкой ОЗЛ-17У |
От 3,6 до 5,0 |
|||||||
|
От 5,0 до 5,5 |
||||||||
|
Наплавленный металл |
До 0,08 |
От 4,6 до 5,0 |
От 19 до 24 |
От 10 до 14 |
От 2,0 до 2,6 |
От 2,3 до 3,1 |
От 0,5 до 1,0 |
32 |
|
От 5,0 до 5,5 |
40 |
|||||||
9.2 Частичный ремонт наплавленных поверхностей
9.2.1 Частичный ремонт наплавленных поверхностей производится теми же наплавочными материалами, указанными в КД или в настоящем стандарте по ТД. Наплавка с трещинами частичному ремонту не подлежит.
9.3 Ремонт единичных локальных участков наплавленных поверхностей
9.3.1 Заварке подлежат единичные выборки или участки, подготовленные под наплавку в соответствии с рекомендациями, изложенными в разделе 5. Ремонт наплавки производится материалами, которые применялись для исправляемой наплавки или другими в соответствии с КД.
9.3.2 Допускается исправление дефектов наплавки аргонодуговым способом с использованием присадочных прутков (стержней), полученных из металла, наплавленного в медную форму или вырезанных из верхних слоев (не ниже третьего) металла, наплавленного на стальную пластину, или изготовленных любым другим способом.
Ремонт наплавки, ранее выполненной:
- электродами, разрешается производить порошковыми материалами того же состава (типа).
- порошковыми материалами ремонт допускается производить электродами, обеспечивающими аналогичный состав (тип) наплавленного металла.
В качестве присадочного материала используются также прутки диаметром от 2 до 3 мм из спеченного или расплавленного порошка вышеуказанных марок.
В исключительных случаях, при размере вскрытой поры диаметром не более 2 мм, допускается исправление наплавки типа ЦН-12М выполнять проволокой Св.08Х19Н10Г2Б аргонодуговым способом, а наплавку типа ЦН-6Л - проволокой Св-04Х19Н9С2 или Св-15Х18Н12С4ТЮ.
9.3.3 Ремонт единичных дефектов производится с предварительным подогревом детали.
Температура предварительного подогрева приведена в таблице 5 . Окончательная температура устанавливается в каждом конкретном случае путем отработки технологии с учетом марки основного материала детали и наплавочного материала, а также габаритов детали, с тем чтобы при температуре подогрева не произошло изменение свойств материала и после исправления отсутствовали трещины в наплавленном металле и в зоне термического влияния.
После наплавки допускается цвет побежалости основного металла до коричневого.
После ремонта единичных дефектов необходимо произвести охлаждение с печью или в песке (лучше подогретом) и разрешается последующую термообработку не производить.
После исправления наплавленного металла обязателен капиллярный контроль всей наплавки и прилегающих поверхностей (10 - 20 мм) на отсутствие трещин.
10 Термическая обработка наплавленного металла
10.1 Необходимость проведения термической обработки наплавленных деталей и режимы ее определяются маркой основного и наплавленного материала и должны оговариваться технологической документацией.
Если не указан режим термообработки в настоящем стандарте, то его необходимо указывать в ТД, при этом необходимо учитывать влияние режима термообработки на свойства основного и наплавленного металла.
10.2 После наплавки электродами марки ЦН-12М, ЦН-6Л, ЦН-2, а также после аргонодуговой и автоматической наплавки материалами аналогичного типа по таблице 2, наплавленные детали подвергаются термообработке, если нет специальных указаний в КД, согласно таблице 9. Допускается производить после наплавки загрузку деталей в печь, а также выгрузку после термообработки при температуре согласно технологии предприятия-изготовителя арматуры.
10.3 Для обеспечения заданной твердости наплавленного металла типа 20X13 и для снятия внутренних напряжений необходимо производить термическую обработку (отпуск). Температура отпуска и время выдержки от 2 ч до 5 ч устанавливается в зависимости от заданной твердости наплавленного металла и размеров наплавленных деталей.
Ориентировочно температура отпуска наплавленных деталей в зависимости от заданной твердости принимается в пределах:
1) при твердости НВ 240 - 300 температура отпуска (600 - 650) °С;
2) при твердости НВ 301 - 350 температура отпуска (550 - 600) °С;
3) при твердости НВ 351 - 400 температура отпуска (400 - 540) °С и уточняется при отработки технологии наплавки.
Температура печи при загрузке в нее наплавленных деталей должна быть не более 300 °С. Охлаждение деталей производится с печью до температуры 300 °С, после чего допускается производить охлаждение в печи с открытой дверцей или на воздухе.
10.4 Если термическую обработку невозможно выполнить непосредственно после наплавки типа ЦН-6, стеллита, допускается наплавленные детали охлаждать в горячем песке или в печи с последующим обязательным проведением термической обработки, за исключением наплавки на сталь марки 14Х17Н2 и наплавки электродами марки ЦН-12М, для которых термическая обработка должна производиться непосредственно после наплавки.
10.5 Наплавленные детали после термообработки должны предъявляться ОТК вместе с диаграммой записи проведенного режима. На диаграмме должна быть указана дата выполнения термической обработки.
Таблица 9 - Режимы термообработки
|
Марка наплавочного материала |
Режим термической обработки непосредственно после наплавки |
|
|
12Х18Н10Т 08Х18Н10Т 12Х18Н9ТЛ 10Х18Н9ТЛ 10Х18Н9 12Х18Н9 |
ЦН-2, ВЗК, Пр ВЗК |
Загрузка в печь при температуре не ниже 500 °С; нагрев до температуры (850 - 870) °С, выдержка при температуре (2 ± 0,5) ч; охлаждение с печью или до температуры не выше 300 °С, далее на воздухе |
|
ЦН-12М |
||
|
ЦН-6Л |
||
|
10Х17Н13М2Т 10Х17Н13М3Т 12Х18Н12М3ТЛ 10Х18Н12М3ТЛ 08Х17Н15М3Т |
ЦН-2, ВЗК, Пр ВЗК |
Загрузка в печь при температуре не ниже 500 °С; нагрев до температуры (950 - 970) °С, выдержка при температуре (2 ± 0,5) ч; охлаждение с печью или до температуры не выше 300 °С, далее на воздухе |
|
ЦН-12М |
||
|
ЦН-2, ВЗК, Пр ВЗК |
||
|
06ХН28МДТ (ЭИ-943), 5Х20Н25М3Д2ТЛ |
06Х20Н10М3Д3С4 |
Загрузка в печь при температуре не ниже 500 °С; нагрев до температуры (950 - 970) °С, выдержка при температуре (2 ± 0,5) ч; охлаждение с печью |
|
20, 22К, 20Л, 25Л, 20ЮЧ, 20ГМЛ, 09Г2С, 20ГСЛ, 20ГЛ, 10ХСНД, 10Г2 |
ЦН-2, ВЗК, Пр ВЗК |
Загрузка в печь при температуре не ниже 600 °С. Нагрев до температуры (600 - 650) °С, выдержка при температуре (2 - 3) ч; охлаждение с печью или до температуры не выше 300 °С, далее на воздухе |
|
ЦН-12М |
||
|
ЦН-6Л |
||
|
12МХ, 15ХМ, 20ХМЛ, 12Х1МФ |
ЦН-2, ВЗК, Пр ВЗК |
Загрузка в печь при температуре не ниже 600 °С. Нагрев до температуры (710 ± 20) °С, выдержка (2 - 3) ч. Охлаждение с печью до температуры не выше 300 °С, далее на воздухе |
|
ЦН-12М |
||
|
ЦН-6Л |
||
|
20ХЛ, 20Х |
ЦН-2, ВЗК, Пр ВЗК |
Загрузка в печь при температуре не ниже 600 °С. Нагрев до температуры (710 - 740) °С, выдержка (2 - 3) ч. Охлаждение с печью до температуры не выше 300 °С, далее на воздухе |
|
ЦН-12М |
||
|
ЦН-6Л |
||
|
12X18Н10Т, 12X18Н9Т, 08Х18Н10Т, 12Х18Н9ТЛ, 15Х18Н12С4ТЮ (ЭИ-654) |
УОНИ-13/Н1-БК ЭЛЗ-НВ1 |
Загрузка в печь при температуре от 20 °С до 500 °С. Нагрев (800 - 820) °С, выдержка (4 - 6) ч. Охлаждение на воздухе |
11 Контроль качества и нормы оценки качества наплавленных поверхностей
11.1 При контроле качества исправленных участков наплавленных поверхностей следует руководствоваться требованиями, указанными в НД и КД на ремонтируемые узлы и детали. Допускается применять в полном объеме требования РД 2730.300.06, OCT 5P.9937, СТ ЦКБА 053 в зависимости от требования заказчика.
11.2 Перед наплавкой ОТК контролирует:
- соответствие размеров и качества подготовки поверхностей деталей под наплавку требованиям технологии;
- наличие технологической документации на наплавку и термическую обработку;
- исправность измерительных приборов;
- соответствие наплавочных материалов требованиям настоящего стандарта.
11.3 В процессе наплавки ОТК осуществляет постоянный контроль за соблюдением технологического процесса наплавки.
11.4 Наплавленные детали контролирует и принимает ОТК. Контроль следует производить визуальным осмотром и измерением размеров наплавки. При заниженных размерах производится повторная наплавка с соблюдением требований настоящего стандарта.
11.5 Контроль размеров производится с помощью специальных шаблонов или мерительного инструмента.
11.6 Визуальный контроль и измерение также производят и после окончательной механической обработки.
11.7 Окончательная приемка ОТК наплавленных поверхностей после механической обработки включает:
- визуальный контроль и контроль размеров;
- капиллярный контроль.
Фиксации подлежат округлые одиночные включения с максимальным размером свыше 0,2 мм. Единичные включения размером до 0,2 мм включительно не учитываются.
11.8 Для выявления трещин в наплавке на исправленных деталях арматуры необходимо производить капиллярный контроль в соответствии с ГОСТ 18442, РБ-090-14 или РД 5Р.9537 (в зависимости от НД на наплавку).
В сомнительных случаях производится контрольная проверка лупой 7 - 10 кратного увеличения по ГОСТ 25706.
В наплавленном и основном металле, прилегающим к наплавленным поверхностям деталей арматуры всех типов, а также в подслое, трещины не допускаются.
Допускается проведение окончательного капиллярного контроля на поверхности наплавленного металла с припуском до 0,5 мм.
(Измененная редакция. Изм. № 1)
11.9 На плоских наплавленных уплотнительных поверхностях арматуры DN ≤ 150 после окончательной механической обработки наличие пор, шлаковых включений и других дефектов не допускается.
Конусные уплотнения, ширина контактной поверхности которых составляет 10 и более мм, приравниваются к плоским уплотнениям.
11.10 На плоских наплавленных уплотнительных поверхностях арматуры допускаются дефекты:
а) не более 5 штук - для DN свыше 150 до 500 включительно размером не более 1,5 мм;
б) не более 10 штук - для DN свыше 500 до 800 включительно размером не более 2 мм;
в) не более 15 штук - для DN свыше 800 размером не более 2 мм.
Расстояние между дефектами не должно быть более 20 мм.
11.11 На боковых не уплотнительных поверхностях, а также на направляющих поверхностях не допускаются раковины или поры размером более 1 мм, расположенные на расстоянии менее 20 мм друг от друга.
Допускается скопление пор (размером каждая до 0,5 мм) на площади не более 0,4 см2.
11.12 В конструкциях, выполненных с конусным или ножевым уплотнением, по линии уплотнения (или пояску) дефекты не допускаются.
Допускаются отдельные поры или раковины размером не более 1 мм в количестве не более 3, находящиеся на расстоянии не менее 2,5 мм от линии или пояска уплотнения, расстояние между ними должно быть не менее 20 мм.
11.13 На границе соединения наплавленного и основного металла для всех видов уплотнения не допускаются трещины, непровары, подрезы. Допускаются черновины длиной не более 20 мм, шириной не более 1 мм и глубиной не более 0,5 мм.
11.14 Для деталей с открытыми наплавленными поверхностями, доступными для замера, твердость следует контролировать на высоте рабочей поверхности наплавки по чертежу с припуском на окончательную механическую обработку не более 0,5 мм.
На деталях с наплавленными поверхностями, недоступными для замеров твердости, контроль должен проводиться на контрольных образцах (образцах-свидетелях), идентичных контролируемым производственным наплавленным деталям по марке основного металла, подготовке под наплавку, способу наплавки, партии (сочетанию партий) наплавочных материалов, технологии выполнения наплавки и термической обработки.
11.15 Если на отдельных видах арматуры по условиям работы могут быть допущены дефекты, превышающие по размерам или по количеству, в этом случае оформляется совместное решение предприятия, выполняющего ремонтную на плавку, с проектной организацией, а в особых случаях - согласовывается с головной материаловедческой организацией.
12 Требования безопасности
12.1 В процессе выполнения работ по наплавке износостойких материалов на организм работающих оказывают влияние опасные и вредные факторы.
К опасным факторам относятся:
- брызги расплавленного металла;
- опасный уровень напряжения в электрической цепи.
К вредным факторам относятся:
- сварочный аэрозоль (в состав которого входят окислы железа, никеля, кремния, хрома, марганца);
- газы (СО2);
- повышенный уровень ультрафиолетовой и инфракрасной радиации;
- повышенный уровень вибрации;
- повышенный уровень шума.
12.2 К выполнению конкретного вида работ допускаются лица, которые по состоянию здоровья не имеют противопоказаний, препятствующих выполнению этих работ. Допуск лиц к этим работам решается индивидуально во время медосмотра при поступлении на работу и периодических медицинских осмотрах.
12.3 Работающие должны знать требования безопасности труда в соответствии с ГОСТ 12.0.004.
12.4 При наплавке концентрация вредных веществ в зоне дыхания не должна превышать предельно допустимую концентрацию (ПДК), устанавливаемую ГОСТ 12.1.005.
При повышении ПДК необходимо использовать средства индивидуальной защиты органов дыхания типа «Лепесток», полумаски ППМ-1 с подачей очищенного воздуха в зону дыхания и т.п.
12.5 Необходимо периодически проводить контроль состояния воздуха рабочей зоны по методикам, согласованным с Минздравом РФ в соответствии с ГОСТ 12.1.005.
12.6 Отопление, вентиляция, а также местные отсосы и кондиционирование воздуха на рабочих местах должны соответствовать требованиям ГОСТ 12.4.021, СНиП 41-01-2003.
12.7 Для защиты рабочих от ультрафиолетового и инфракрасного излучений электрический дуги рабочие места электросварщиков, находящиеся как в помещениях, так и на открытом воздухе, должны ограждаться переносным ограждением (щитками или ширмами).
12.8 Для предотвращения поражений слизистой оболочки глаз и кожного покрова следует применять защитные маски со стеклами.
12.9 Рабочие должны своевременно обеспечиваться индивидуальными защитными средствами согласно действующим «Типовым отраслевым нормам бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты рабочим и служащим».
12.10 Учитывая возможную травмоопасность производства (падение людей и предметов на них, электротравматизм, травматизм, связанный с транспортировкой материала), эксплуатация сварочного оборудования и эксплуатация грузоподъемных устройств должны осуществляться в соответствии с ГОСТ 12.3.009.
12.11 При работе с пневматическим инструментом необходимо руководствоваться требованиями «Санитарных норм и правил при работе с инструментами, механизмами и оборудованием, создающими вибрации, передаваемые на руки работающих».
12.12 Для защиты от шума следует использовать противошумные наушники ВЦНИИОТ-I.
12.13 Условия работы при наплавке должны соответствовать требованиям действующей технической документации по вопросам безопасности, производственной санитарии и пожарной безопасности.
12.14 Административный и технический персонал предприятия, связанный с наплавкой деталей, должен хорошо изучить приведенные в приложении правила, нормы и инструкции, руководствоваться ими в практической работе и строго соблюдать их в процессе производства.
12.15 На основе перечисленного в настоящем разделе и действующих на предприятии, выполняющего ремонт арматуры, правил, норм и инструкций, должны быть разработаны и выданы на руки рабочим подробные инструкции по требованиям безопасности.
12.16 Ответственность за полноту изложения требований безопасности в инструкциях и контроль за соблюдением этих требований возлагается на администрацию предприятия, выполняющего ремонт арматуры, начальников цехов и на руководителей отдельных участков и работ.
12.17 Санитарно-гигиенические условия на участке ремонта в части требований к производственным помещениям, оборудованию, технологическому процессу, приспособлениям, отоплению, вентиляции и освещению должны соответствовать требованиям ПОТ Р О 14000-005-98.
Приложение
А
(Рекомендуемое)
Распределение твердости наплавки на запирающих элементах и седлах корпусов
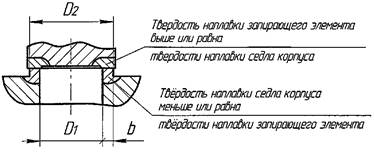
Рисунок А.1 Плоское уплотнение в затворе
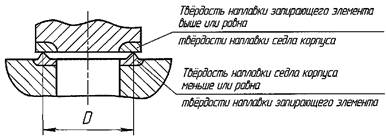
Рисунок А.2 Ножевое уплотнение в затворе
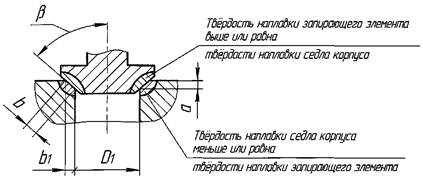
Рисунок А.3 Конусное уплотнение в затворе
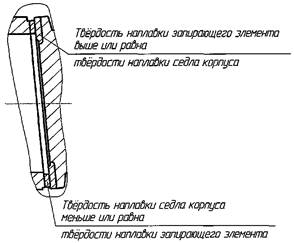
Рисунок А.4 Уплотнение в затворе клиновых задвижек
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
№ документа |
Входящий № сопроводительного документа и дата |
Подпись |
Дата |
|||
|
изменённых |
заменённых |
новых |
аннулированных |
||||||
|
1 |
5 |
6, 10, 28 |
- |
- |
36 |
Изм. № 1 |
Пр. № 90 15.12.14 |
01.01.2015 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Генеральный директор |
В.П. Дыдычкин |
|
|
Заместитель генерального директора - директор по научной работе |
Ю.И. Тарасьев |
|
|
Заместитель генерального директора - главный конструктор |
В.В. Ширяев |
|
|
Заместитель директора - начальник технического отдела |
С.Н. Дунаевский |
|
|
Начальник лаборатории 115 |
Е.С. Семенова |
|
|
Исполнители: |
||
|
Главный специалист технического отдела 121 |
В.Б. Ларионов |
|
|
Специалист по сварке и наплавке |
Г.А. Сергеева |
|
|
Согласовано: |
||
|
Председатель ТК 259 |
М.И. Власов |