Технический
комитет по стандартизации
«Трубопроводная арматура и сильфоны» (ТК 259)
Акционерное
общество «Научно-производственная фирма
«Центральное конструкторское бюро арматуростроения»

СТАНДАРТ ЦКБА
СТ ЦКБА 025-2006
Арматура трубопроводная
СВАРКА И КОНТРОЛЬ КАЧЕСТВА
СВАРНЫХ СОЕДИНЕНИЙ
Технические требования
НПФ
«ЦКБА»
2018
Предисловие
1 РАЗРАБОТАН Акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (АО «НПФ «ЦКБА») и Научно-промышленной ассоциацией арматуростроителей (НПАА).
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом № 27 от 25.04.2006 г.
3 СОГЛАСОВАН:
Техническим комитетом по стандартизации «Трубопроводная арматура и сильфоны» (ТК259).
ФГУП ЦНИИ КМ «Прометей» письмом № 6-5/390 от 16.03.2006 г.
Федеральная служба по экологическому, технологическому и атомному надзору:
- Управление технического надзора (письмо № 09-03/1309 от 30.05.2006 г.).
4 ВЗАМЕН ОСТ 26-07-755-86, РД РТМ 26-07-246-80 (разделы с 1 по 8).
5 ПЕРЕИЗДАНИЕ с учетом изменений № 1 - № 5 в 2018 г.
Содержание
СТ ЦКБА 025-2006
СТАНДАРТ ЦКБА
Арматура трубопроводная
СВАРКА И КОНТРОЛЬ
КАЧЕСТВА
СВАРНЫХ СОЕДИНЕНИЙ
Технические требования
Дата введения 01-01-2007
1 Область применения
Настоящий стандарт распространяется на сварку узлов и конструкций трубопроводной арматуры из стали и железоникелевых сплавов:
- опасных производственных объектов, поднадзорных Ростехнадзору;
- заказов Министерства обороны РФ, за исключением заказов Судпрома;
- применяемой в технологических процессах объектов использования атомной энергии (ОИАЭ) и/или расположенных и эксплуатируемых на их территории, не отнесенных к первому, второму или третьему классу безопасности общими положениями обеспечения безопасности соответствующих ОИАЭ;
- общепромышленного применения, работающей в различных промышленных средах. Стандарт разработан с учетом требований ПБ 03-576-03, ПБ-03-585-03, ПБ 10-574-03, ПБ 10-573-03, ПБ 03-273-99, РД 03-606-03, РД 03-613-03, РД 03-614-03, РД 03-615-03, НП-044-03, НП-045-03, НП-046-03 (далее - Правила).
Стандарт устанавливает основные требования на подготовку кромок под сварку, сборку, сварку и термическую обработку сварных соединений, а также устанавливает методы, объем контроля и нормы оценки качества сварных соединений при проектировании, изготовлении и ремонте трубопроводной арматуры.
(Измененная редакция. Изм. 3)
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 2.312-72 ЕСКД. Условные изображения и обозначения швов сварных соединений
ГОСТ 2.314-68 Указания на чертежах о маркировании и клеймении изделий
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 535-88 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ГОСТ 1577-93 Прокат толстолистовой и широкополосный универсальный из конструкционной качественной стали. Технические условия
ГОСТ 2246-80 Проволока стальная сварочная
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5264-80 Швы сварных соединений. Ручная дуговая сварка. Основные типы, конструктивные элементы и размеры
ГОСТ 5520-79 Сталь матовая углеродистая низколегированная для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионностойкие жаростойкие и жаропрочные. Марки
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 6032-2003 Стали и сплавы коррозионностойкие. Методы испытания на стойкость против межкристаллитной коррозии
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7350-77 Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Технические условия
ГОСТ 8713-79 Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы, конструктивные элементы и размеры
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10994-74 Сплавы прецизионные. Марки
ГОСТ 11036-75 Сталь сортовая электротехническая нелегированная. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы. Конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы. Конструктивные элементы и размеры
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ГОСТ 21357-87 Отливки из хладостойкой и износостойкой стали общие технические условия
ГОСТ 23055-78 Классификация сварных соединений по результатам радиографического контроля
ГОСТ 24297-87 Входной контроль продукции
ГОСТ 24982-81 Прокат листовой из коррозионностойких, жаростойких и жаропрочных сплавов. Технические условия
ГОСТ 25054-81 Поковки из коррозионностойких сталей и сплавов. Общие технические условия
ОСТ 5Р.0170-81 Контроль неразрушающий. Металлические конструкции. Газовые и жидкостные методы контроля
ОСТ 5.9224-75 Электроды покрытые металлические для дуговой сварки и наплавки
ОСТ 5Р.9370-81 Электроды покрытые металлические марок ЭА-400/10У, ЭА-400/10Т, ЭА-898/21Б, ЭА-400/13, ЭА-902/14, ЗИО-8 для дуговой сварки
ОСТ В5Р.9374-81 Электроды покрытые металлические марок ЭА-112/15, ЭА-395/9, ЭА-606/11, ЭА-981/15 и ЭА-48М/22 для ручной дуговой сварки
ОСТ 108.030.113-87 Поковки из углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных станций. Технические условия
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
ПБ 03-440-02 Правила аттестации персонала в области неразрушающего контроля
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
ПБ 03-585-03 Правила устройства и безопасной эксплуатации технологических трубопроводов
ПБ 10-573-03 Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды
ПБ 10-574-03 Правила устройства и безопасной эксплуатации паровых и водогрейных котлов
ПНАЭ Г-7-030-91 Ультразвуковой контроль. Контроль сварных соединений и наплавки
НП-044-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением, для объектов использования атомной энергии
НП-045-03 Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды для объектов использования атомной энергии
НП-046-03 Правила устройства и безопасной эксплуатации паровых и водогрейных котлов для объектов использования атомной энергии
РД 03-444-02 Положение о порядке подготовки и аттестации работников организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, подконтрольных Госгортехнадзору России
РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства
РД 03-606-03 Инструкция по визуальному и измерительному контролю
РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 5Р.9537-80 Контроль неразрушающий. Полуфабрикаты и конструкции металлические. Капиллярные методы и средства контроля качества поверхности
СТ ЦКБА 005.1-2003 Арматура трубопроводная. Металлы, применяемые в арматуростроении. Часть 1. Основные требования к выбору материалов.
СТ ЦКБА 013-2007 Арматура трубопроводная. Приварка арматуры к трубопроводу. Технические требования
СТ ЦКБА 014-2004 Арматура трубопроводная. Отливки стальные. Общие технические условия
СТ ЦКБА 016-2005 Арматура трубопроводная. Термическая обработка деталей, заготовок и варных сборок трубопроводной арматуры из высоколегированных сталей, коррозионностойких и жаропрочных сплавов
ТУ 5.965-111-87-85 Электроды марок ЭА-855/51 и ЭА-582/23.Технические условия
ТУ 14-1-88-79 Сталь сортовая коррозионностойкая марок Х32Н8 (ЭП263), Х32Н8-ВД (ЭП263ВД)
ТУ 14-1-272-74 Прутки и полосы из жаропрочных сплавов марок ХН35ВТ (ЭИ 612), ХН35КВТ (ЭИ 612К), ХН75ТБЮ (ЭИ 869)
ТУ 14-1-286-72 Прутки из жаропрочного сплава ХН60В (ЭИ 868)
ТУ 14-1-463-72 Прутки из стали марки 09Х16Н4Б-Ш (ЭП 56-Ш)
ТУ 14-1-952-74 Сталь сортовая коррозионностойкая марки 07Х21Г7
ТУ 14-1-1141-74 Сталь сортовая коррозионностойкая марки 07Х21Г7АН5
ТУ 14-1-1541-73 Сталь сортовая коррозионностойкая с низким содержанием углерода марок 03X17H14M3 (ЭИ66), 03Х23Н6 (ЭИ68), 03Х22Н6М2 (ЭИ67)
ТУ 14-1-1554-75 Сталь сортовая коррозионностойкая марок 03Х23Н6 (ЭИ68) и 03Х22Н6М2 (ЭИ67)
ТУ 14-1-1665-76 Прутки сортовые из сплава марки ХН35ВТ-ВД (ЭИ612-ВД)
ТУ 14-1-1880-76 Проволока стальная сварочная марки Св-06Х15Н35Г7М6Б (ЭП582). Технические условия
ТУ 14-1-2143-77 Проволока стальная сварочная марки Св-03Х15Н35Г7М6Б (ЭП855). Технические условия
ТУ 14-1-2260-77 Прутки из коррозионностойкого сплава Н70МВФ-ВИ (ЭП 814-ВИ)
ТУ 14-1-2864-80 Сталь толстолистовая горячекатаная коррозионностойкая марок 03Х23Н6 и 03Х22Н6М2
ТУ 14-1-2674-79 Сортовой прокат из стали марок 08Х18Н10Т-ВД (ЭП 914-ВД), 10Х18Н10Т-ВД (ЭП 502-ВД)
ТУ 14-1-2878-80 Лист тонкий из сплава Н65М-ВИ (ЭП 982-ВИ)
ТУ 14-1-3018-80 Поковки из стали марки 09Х16Н4Б-Ш (ЭП 56-Ш)
ТУ 14-1-3239-81 Прутки из коррозионностойкого сплава ХН65МВ (ЭИ 567)
ТУ 14-1-3570-83 Поковки из коррозионностойкой стали марок 07Х16Н4Б и 07Х16Н4Б-Ш
ТУ 14-1-3573-83 Прутки из коррозионностойкой стали марок 07Х16Н4Б и 07Х16Н4Б-Ш
ТУ 14-1-3581-83 Прутки из стали марок 12Х18Н9Т-ВД, 12Х18Н10Т-ВД, 08Х18Н10Т-ВД
ТУ 14-1-3587-83 Лист толстый из сплава ХН65МВУ (ЭП 760).
ТУ 14-1-4296-87 Листы толстые горячекатаные из жаропрочных и жаростойких сталей и сплавов
ТУ 14-1-4300-87 Лист толстый из стали марки 09Х16Н4Б-Ш
ТУ 14-1-4684-89 Лист толстый из коррозионностойкого сплава Н70МВФ-ВИ (ЭП 814-ВИ)
ТУ 14-1-4719-89 Лист толстый из сплава Н65М-ВИ (ЭП 982-ВИ)
ТУ 14-3-460-75 Трубы стальные бесшовные для паровых котлов и трубопроводов.
ТУ 14-4-715-75 Электроды марки ОЗЛ-17У
ТУ 14-134-380-2000 Пруток из сплава ХН65МВУ-ВИ (ЭП 760-ВИ)
ТУ 26-02-19-75 Отливки стальные для оборудования нефтеперерабатывающих и нефтехимических заводов
ТУ 108-11-216-77 Заготовки из нержавеющей аустенитной стали
ТУ 108.11.937-87 Заготовки из стали марок 10Х18Н9, 10Х18Н9-ВД, 10Х18Н9-Ш
ТУ 0870-001-05785572-2007 Отливки из стали 20ГМЛ для деталей холодного климатического исполнения. Технические условия
AWS А 5 Технические условия на сварочные материалы
(Измененная редакция, Изм. 3)
3 Обозначения и сокращения
В настоящем стандарте приняты следующие обозначения и сокращения:
ЕТКС - единый тарифно-квалификационный справочник работ и профессий рабочих;
КД - конструкторская документация;
НАКС - Национальный аттестационный комитет по сварочному производству;
НД - нормативная документация;
ОИАЭ - объект использования атомной энергии;
ОТК - отдел технического контроля;
Ростехнадзор - Федеральная служба по экологическому, технологическому и атомному надзору;
ТУ - технические условия;
ТД - технологическая документация;
РД - ручная дуговая сварка покрытыми электродами;
РАД - ручная аргонодуговая сварка неплавящимся электродом;
МП - механизированная сварка плавящимся электродом в среде активных газов и смесях;
АПГ - автоматическая сварка плавящимся электродом в среде активных газов и смесях;
АФ - автоматическая сварка под флюсом;
МФ - механизированная сварка под флюсом;
ЭШ - электрошлаковая сварка;
ЭЛ - электронно-лучевая сварка.
4 Общие положения
4.1 Проектирование, изготовление, монтаж сварных соединений трубопроводной арматуры для опасных производственных объектов, поднадзорных Ростехнадзору, должны выполняться в соответствии с требованиями настоящего стандарта и соответствующих Правил безопасности (ПБ 03-576-03, ПБ-03-585-03, ПБ 10-574-03, ПБ 10-573-03, ПБ 03-273-99, РД 03-613-03, РД 03-614-03, РД 03-615-03) предприятиями, располагающими условиями выполнения соответствующих работ и подготовленными работниками (персоналом).
4.2 Проектирование, изготовление, монтаж сварных соединений трубопроводной арматуры для опасных производственных объектов, поднадзорных Ростехнадзору, и применяемой в технологических процессах объектов использования атомной энергии и (или) расположенных и эксплуатируемых на их территории, не отнесенных к первому, второму или третьему классу безопасности общими положениями обеспечения безопасности соответствующих ОИАЭ, должны выполняться в соответствии с требованиями настоящего стандарта и соответствующих нормативных документов (НП-044-03, НП-045-03, НП-046-03), предприятиями, располагающими условиями выполнения соответствующих работ и подготовленными работниками (персоналом).
4.3 Проектирование и изготовление сварных соединений трубопроводной арматуры заказов Министерства обороны РФ или общепромышленного применения, на которые не распространяются Правила, производится в соответствии с требованиями настоящего стандарта, если нет специальных указаний заказчика, при этом аттестация сварщиков и персонала производится по НД изготовителя в соответствии с установленным на предприятии порядком.
5 Основной материал и требования к нему
5.1 Материалы, применяемые для изготовления сварных соединений арматуры, должны обеспечивать ее надежную работу в течение срока службы с учетом заданных условий эксплуатации (рабочее давление, минимальная отрицательная и максимальная расчетная температура), состава и характера среды (коррозионная активность, взрывоопасность, токсичность и др.) и влияния температуры окружающего воздуха.
Для изготовления сварных соединений трубопроводной арматуры должны применяться основные материалы, указанные в СТ ЦКБА 005.1, и приведенные в таблице 1.
Таблица 1 - Стали, применяемые при изготовлении сварных соединений трубопроводной арматуры
|
Марка материала |
Температура рабочей среды (стенки), °С |
Дополнительные указания по применению |
|
10895 (Э12) |
От -60 до 350 |
Для сварных узлов магнитопровода электромагнитных приводов |
|
15Л |
От -40 до 400 |
Для деталей магнитопровода (крышка, кожух), электромагнитных приводов, работающих при номинальном давлении не более 6,3 МПа |
|
20Л, 25Л 20, 20К, 22К |
От -30 до 450 |
Для сварных элементов содержание углерода в стали должно быть не более 0,25 %. Допускается применять стали марок 20Л, 25Л, 20 до температуры эксплуатации минус 40 °С при условии проведения термической обработки в режиме нормализации плюс отпуск или закалка плюс отпуск |
|
Ст3сп, Ст3пс |
От -20 до 300 |
|
|
20ГМЛ |
От -40 до 450 |
Для деталей арматуры, работающих в средах, содержащих сероводород (H2S). Предел применения стали марки 20ГМЛ для работы в нейтральных средах может быть расширен до минус 60 °С при обеспечении требуемой ударной вязкости |
|
20ГМЛ ТУ 0870-001-05785572 |
От -60 до 450 |
Для деталей арматуры, эксплуатируемой в макроклиматическом районе с холодным климатом (средняя температура наружного воздуха самой холодной пятидневки минус 60 °С), с обязательным испытанием ударной вязкости, при этом KCV-60 ≥ 245 кДж/м2 (2,45 кгс∙м/см2) |
|
20ХЛ |
От -40 до 450 |
|
|
20Х, ГОСТ 4543 |
||
|
20Х5МЛ, 15Х5М |
||
|
20ХМЛ |
От -40 до 540 |
|
|
15ХМ, 20ХМ, 12ХМ |
||
|
12Х1МФ |
От -20 до 560 |
|
|
09Г2С, 10ХСНД |
От -70 до 475 |
|
|
10Г2 |
||
|
15ГСЛ ТУ У 27.1-21871578-002:2008 |
От -60 до 350 |
|
|
20ГСЛ |
От -40 до 350 |
|
|
20ГЛ |
От -60 до -350 |
Для деталей арматуры в северном исполнении с испытанием ударной вязкости KCU-60 ≥ 300 кДж/м2 (3,0 кгс∙м/см2) KCV-60 ≥ 200 кДж/м2 (2,0 кгс∙м/см2) |
|
16ГС, 14ХГС |
От -40 до 475 |
|
|
20ЮЧ ТУ 14-1-4853 |
||
|
20Х13Л |
От -40 до 450 |
|
|
20Х13 |
||
|
08Х13, 12Х13 |
От -40 до 420 |
|
|
12Х17 |
От -20 до 300 |
Применяется для сварных деталей магнитопровода электромагнитных приводов |
|
14Х17Н2 |
От -70 до 350 |
Для сварки применяется сталь с твердостью 22,5 … 31 HRC (229 ... 285 НВ) |
|
10Х18Н9Л 12Х18Н9ТЛ |
От -253 до 600 |
|
|
08Х18Н10Т-Ш ТУ 108-668 |
||
|
08Х18Н10Т 12ХН9Т 12Х18Н10Т 12Х18Н9 |
От -270 до 610 |
|
|
08Х18Н10Т-ВД ТУ 14-1-3581 |
||
|
10Х18Н9 10Х18Н9-ВД 10Х18Н9-Ш ТУ 108.11.937 |
||
|
12Х18Н12М3ТЛ |
От -196 до 600 |
|
|
10Х17Н13М3Т (ЭИ 432) 10Х17Н13М2Т (ЭИ 448) 08Х17Н15М3Т (ЭИ 580) |
||
|
16Х18Н12С4ТЮЛ (ЭИ 654ЛК) |
От -70 до 300 |
|
|
15Х18Н12СЧТЮ (ЭИ 654) |
||
|
07Х20Н25М3Д2ТЛ |
От -70 до 80 |
|
|
06ХН28МДТ (ЭИ 943) |
От -196 до 400 |
|
|
14Х18Н4Г4Л |
От -100 до 350 |
|
|
07Х16Н4Б 07Х16Н4Б-Ш |
От -70 до 350 |
|
|
10Х14Г14Н4Т (ЭИ 711) |
От -196 до 500 |
|
|
07Х21Г7АН5 (ЭП 222) |
От -270 до 400 |
|
|
03Х17Н14М3 (ЭИ 66) |
От 196 до 450 |
|
|
03Х22Н6М2 (ЭИ 67) ТУ 14-1-1554 |
От -40 до 300 |
|
|
08Х22Н6Т (ЭП 53) 08Х21Н6М2Т (ЭП 54) |
От -40 до 300 |
|
|
09Х16Н4Б-Ш 07Х16Н4Б 07Х16Н4Б-Ш |
От -70 до 400 |
|
|
Х32Н8 ТУ 14-1-88 |
От -40 до 250 |
|
|
09Х14Н16Б (ЭИ 694) |
До 650 |
|
|
09Х14Н19В2БР (ЭИ 695Р) |
До 700 |
|
|
ХН35ВТ (ЭИ 612) |
От -100 до 650 |
|
|
ХН35ВТ-ВД (ЭИ 612-ВД) ТУ 14-1-1665 |
||
|
ХН60ВТ (ЭИ 868) |
До 800 |
|
|
Н70МФВ-ВИ (ЭП 814А-ВИ) ТУ 14-1-1665 |
От -70 до 300 |
|
|
ХН65МВ (ЭП 567), ХН65МВУ (ЭП 760) |
||
|
Н65М-ВИ (ЭП 982-ВИ) ТУ 14-1-2878 |
||
|
ХН65МВ (ЭП 567) |
От -70 до 500 |
|
|
ХН65МВУ (ЭП 760) |
||
|
Примечание - Марки сталей указаны по основному обозначению. Разрешается применение сталей других промышленных способов выплавки, по другим ИД согласно КД. |
||
Применение материалов для изготовления сварных соединений трубопроводной арматуры опасных производственных объектов, поднадзорных Ростехнадзору, не указанных настоящим стандартом, допускается в установленном порядке.
Для изготовления арматуры других заказов применение материалов, не указанных настоящим стандартом, допускается по согласованию с разработчиком КД.
5.2 Основной материал (сортовой прокат, поковки, трубы, отливки) по химическому составу, механическим и другим свойствам должен соответствовать требованиям стандартов или технических условий, указанных в КД.
5.3 Основные материалы, подлежащие сварке, должны быть термически обработаны в соответствии с требованиями стандартов и ТУ на поставку материалов, а также отвечать дополнительным требованиям, указанным в КД или в ТУ на изготовление арматуры.
5.4 Если конструкция в процессе изготовления подвергается дополнительной термической обработке (за исключением термообработки по режиму 12 СТ ЦКБА 016) после сварки или наплавки, то необходимо производить проверку механических свойств основного металла в соответствии с требованиями чертежа. Для коррозионностойкой стали (если по условиям работы требуется стойкость к межкристаллитной коррозии) необходимо проводить испытание стойкости к межкристаллитной коррозии после всех циклов термической обработки, что должно быть предусмотрено техпроцессом.
5.5 Для сталей аустенитного класса проверка механических свойств и стойкости к межкристаллитной коррозии металла, подвергнутого технологическим нагревам, может быть заменена контролем правильности выполнения нагревов, что должно быть подтверждено диаграммами.
В случае термообработки после сварки контроль механических свойств основного металла допускается не проводить, если температура отпуска не превышает:
650 °С - для сталей марок Ст3, 20К, 16ГС, 09Г2С;
710 °С - для сталей марок 12ХМ, 12МХ.
(Измененная редакция. Изм. 3)
5.6 Кромки литых деталей, подлежащих сварке, на участке шириной L от торца кромки (см. рисунок 1) должны быть перед сваркой проконтролированы методами, указанными в КД, из числа ниже перечисленных:
- визуальным и измерительным контролем, который проводится невооруженным глазом, а в сомнительных случаях при помощи лупы от четырехкратного до семикратного увеличения;
- капиллярным контролем;
- радиографическим контролем.
Контроль следует производить по всему периметру свариваемых кромок, подлежащих сварке.
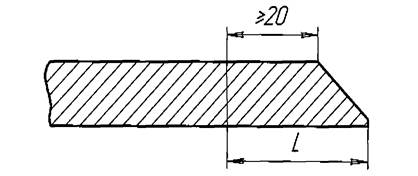
Рисунок 1 - Кромка литой детали
Радиографический контроль должен проводиться после механической обработки или зачистки литой детали (шероховатость поверхности должна быть в соответствии с требованиями чертежа) перед разделкой кромки под сварку или после разделки с применением компенсационных колец или планок.
Дефекты, выявленные в кромках под сварку визуальным контролем, а также внутренние дефекты, выявленные радиографическим контролем, на участке шириной L не должны превышать норм настоящего стандарта для категории сварных соединений, указанной в КД. При наличии специальных указаний в КД нормы дефектов могут оцениваться по другим НД или другим нормам.
Допустимые дефекты, выявленные в кромках под сварку, при оценке качества сварного соединения не учитываются.
Капиллярный контроль кромок литых деталей производится по II классу чувствительности, а также разрешается производить и по III классу чувствительности РД 5Р.9537 для определения отсутствия трещин. Трещины не допускаются и подлежат исправлению.
Детали бракуются в случае невозможности их ремонта по заключению специалистов.
5.7 Рекомендуется для литой арматуры, а также для арматуры, материал которой отличается от материала трубопровода, предназначенной для приварки к трубопроводу, изготавливать переходники из проката, труб и пр. в соответствии с СТ ЦКБА 013.
6 Сварочные материалы
6.1 Требования к сварочным материалам и область их применения
6.1.1 Сварочные материалы» применяемые для сварки арматуры, приведены в таблицах 5, 6, 7, 8 в зависимости от марки основного материала и условий работы арматуры. В графе «Дополнительные указания» указана термообработка без учета требований таблицы 9.
Разрешается применение импортных материалов. Если импортные сварочные материалы имеют отечественные аналоги или аттестованы Ростехнадзором, то допускается их применение, без дополнительных исследований, по результатам входного контроля.
Допускается применение сварочных материалов, не указанных настоящим стандартом, по согласованию с разработчиком КД.
6.1.2 Сварочные материалы, применяемые для сварки узлов и конструкций стальной трубопроводной арматуры опасных производственных объектов, поднадзорных Ростехнадзору, должны быть аттестованы в соответствии с требованиями РД 03-613-03.
6.1.3 Сварочные материалы, применяемые при изготовлении и ремонте арматуры, должны удовлетворять требованиям соответствующих стандартов или ТУ и иметь сертификат.
При отсутствии сертификата сварочные материалы допускается использовать после проведения испытаний и получения положительных результатов по всем показателям, установленным соответствующими стандартами» ТУ или паспортом на данный вид материала.
При получении неудовлетворительных результатов по какому-либо виду испытаний разрешаются повторные испытания. Повторные испытания проводят на удвоенном количестве образцов по тем видам испытаний, которые показали неудовлетворительные результаты. Если при повторных испытаниях получены неудовлетворительные результаты даже по одному из видов, данная партия сварочных материалов бракуется.
6.1.4 Для аустенитных сварочных материалов, предназначенных для сварки арматуры, работающей:
- при температуре до 350 °С содержание ферритной фазы в наплавленном металле должно быть в пределах от 2 % до 8 %;
- при температуре свыше 350 °С содержание ферритной фазы должно быть от 2 % до 5 %. Разрешается засчитывать результаты сертификатных данных.
6.1.5 Электроды каждой партии и проволока каждой плавки, предназначенные для сварки арматуры из сталей аустенитного класса и железо-никелевых сплавов, согласно требованию КД, независимо от наличия сертификата, перед запуском в производство если после сварки производится термообработка, должны быть испытаны на стойкость к межкристаллитной коррозии по ГОСТ 6032. Без термообработки засчитываются результаты сертификатных данных.
При наличии термообработки после сварки (за исключением термообработки по режиму 12 СТ ЦКБА 016) испытание стойкости к межкристаллитной коррозии проводится на контрольных образцах, подвергнутых термообработке по режиму, аналогичному режиму термообработки сварных соединений изделия.
6.1.7 Сварочные материалы, применяемые для конструкций, которые подвергаются после сварки термической обработке (за исключением термообработки по режиму 12 СТ ЦКБА 016), необходимо подвергать испытаниям механических свойств металла шва при входном контроле, сварного соединения при аттестации технологии сварки или в соответствии с требованиями НД, КД.
6.2 Входной контроль сварочных материалов
6.2.1 Организация, проведение и оформление результатов входного контроля сварочных материалов должны соответствовать требованиям ГОСТ 24297.
6.2.2 Контроль качества и приемка сварочных материалов, поступающих на предприятие, а также контроль правильности хранения сварочных материалов производятся отделом технического контроля совместно с соответствующими службами предприятия
6.2.3 Контроль качества сварочных материалов должен быть проведен до начала их производственного использования.
6.2.4 Входной контроль качества сварочных материалов включает:
- проверку сопроводительной документации,
- проверку упаковки и состояния сварочных материалов,
- контроль металла шва или наплавленного металла.
6.2.4.1 Входной контроль аргона, поставляемого в баллонах по ГОСТ 10157, и двуокиси углерода, поставляемой в баллонах по ГОСТ 8050 (марка сварочная или пищевая), должен производиться в следующем объеме:
- проверка паспортных данных;
- контроль проверкой качества газовой защиты (только при проверке аргона);
- проверка давления в каждом баллоне;
- контроль маркировки на каждом баллоне с проверкой соответствия указанным на ней сведениям данным паспорта.
Допускается проведение проверки на наличие паспорта и его соответствия требованиям НД по прикрепленным к клапанам этикеткам и по цвету окраски баллонов.
Для проверки качества газовой защиты аргона сварщик должен выполнить валик (без присадки) на пластине или отрезке трубы из стали 08Х18Н10Т, 12Х18Н9Т или 12Х18Н10Т. При хорошей защите дуга горит спокойно, поверхность выполненного валика светлая или с цветами побежалости без какого-либо налета.
6.2.4.2 Контроль сварочной проволоки, покрытых электродов и флюса.
При поступлении сварочной проволоки, электродов и флюса ОТК должен проверить:
- каждую партию сварочных, наплавочных материалов на наличие сертификата с проверкой полноты приведенных в нем данных и их соответствия требованиям стандартов и технических условий на сварочные и наплавочные материалы контролируемой марки;
- наличие на каждом упаковочном месте (ящике, пачке, коробке, бухте) маркировки (этикеток, бирок) с проверкой соответствия указанных в ней марки, сортамента, номера партии материала данным сертификата;
- отсутствие повреждений (порчи упаковки или самих материалов);
- каждую партию электродов на соответствие номинальных размеров электродов данным сертификата и качества их покрытия (отсутствие повреждений, наплывов и других видимых дефектов) требованиям ГОСТ 9466 или другой НД на электроды, контролируемой марки;
- каждую партию сварочной проволоки на соответствие номинальных размеров данным сертификата и вида поверхности (отсутствие коррозии и других видимых дефектов) требованиям НД на контролируемую марку проволоки;
- каждую партию флюса на соответствие цвета, однородности и гранулометрического состава требованиям ГОСТ 9087 или другой НД на флюс контролируемой марки.
6.2.4.3 Для заказов, изготавливаемых по Правилам, перед применением сварочных материалов, должны быть проконтролированы:
- каждая партия электродов - на сварочно-технологические свойства. Если применяемые сварочные материалы аттестованы в соответствии с требованиями РД 03-613-03, то проверку сварочно-технологических свойств разрешается не проводить.
- каждая партия электродов, каждая бухта (моток, катушка) легированной сварочной проволоки - на наличие основных легирующих элементов путем стилоскопирования или проверки химического анализа на соответствие содержания легирующих элементов нормированному составу (типов Э-09Х1М, Э-09Х1МФ, аустенитных и др.).
6.2.4.4 При контроле металла шва или наплавленного металла:
1) если входной контроль совмещен с контролем контролируемых сварных соединений (см. разделы 6.1, 13.4) определяются:
- химический состав путем стилоскопирования или химического анализа;
- механические свойства (предел прочности, предел текучести, относительное удлинение, относительное сужение) при нормальной температуре (таблица 20);
- механические свойства при повышенной температуре в случаях, предусмотренных КД (таблица 20);
- содержание ферритной фазы в наплавленном металле;
- стойкость к межкристаллитной коррозии;
2) если входной контроль не совмещен с контролем контролируемых сварных соединений (см. разделы 6.1) определяются:
- химический состав путем стилоскопирования или химического анализа;
- содержание ферритной фазы в наплавленном металле;
- стойкость к межкристаллитной коррозии по усмотрению предприятия-изготовителя;
6.2.4.5 При контроле химического состава контролируется:
- каждая партия электродов на соответствие содержания легирующих элементов;
- каждая плавка сварочной проволоки, предназначенная для автоматической или механизированной сварки под флюсом.
При контроле покрытых электродов или проволоки для аргонодуговой сварки (при отсутствии титана или ниобия в высоколегированных сварочных материалах) допускается не определять химический состав наплавленного металла или металла шва и могут засчитываться данные сертификата.
6.2.4.6 Сварные соединения, предназначенные для испытания механических свойств и проверке стойкости к межкристаллитной коррозии, подлежат визуальному контролю и радиографическому.
6.2.4.7 Допускается совмещать входной контроль сварочных материалов с испытаниями контрольных образцов и аттестацией технологии сварки.
6.3 Порядок подготовки и хранения сварочных материалов
6.3.1 Сварочные материалы должны храниться рассортированными по партиям и маркам.
6.3.2 Порядок учета, хранения, выдачи и возврата сварочных материалов устанавливается на предприятии.
6.3.3 Электроды и флюс перед использованием должны быть прокалены. Рекомендуемые режимы прокалки электродов приведены в таблице 2, флюсов - в таблице 3.
Таблица 2 - Рекомендуемые режимы прокалки электродов
|
Электроды, тип по ГОСТ, ТУ (рекомендуемые марки) |
Температур прокалки, °С |
Время выдержки, ч |
Срок годности при условии хранения в кладовых, сутки |
|
Э42, Э42А, Э46, Э46А (УОНИ-13/45, УОНИ-13/45А)* Э50А ГОСТ 9467 (УОНИ-13/55) Э-09Х1М ГОСТ 9467 (ТМЛ-1У) Э-09Х1МФ ГОСТ 9467 (ТМЛ-3У, ЦЛ-29, ЦЛ-20) Э-12Х13 ГОСТ 10052 (УОНИ-10X13) |
380 - 420 |
3 |
5 |
|
ОЗЛ-17У ТУ 14-4-715 |
160 - 200 |
1 |
15 |
|
Э-07Х19Н11М3Г2Ф (ЭА-400/10Т, ЭА-400/10У) Э-08Х19Н10М2Б (ЭА-400/ 13, ЭА-902/14) Э-08Х19Н10Г2МБ (ЭА-898/21Б) 48А-1, 48А-1Т, 48А-2, 48А-2Т |
120 - 150 |
2 |
15 |
|
Э-10Х25Н13Г2 (ОЗЛ-6, ЗИО-8) Э-10Х15Н25М6АГ2 (ЭА-395/9) |
200 - 250 |
2 |
15 |
|
ЦТ-15 |
1 - 1,5 |
5 |
|
|
Примечания: 1 Загрузку производить в печь, нагретую до температуры не выше 150 °С. Скорость нагрева печи при прокалке должна быть в пределах от 100 до 120 °С в час. 2 Допускается прокалку электродов проводить по режимам, указанным на этикетке предприятия изготовителя электродов. 3* - наряду с маркой электродов УОНИ 13/... возможно применение марки УОНИИ 13/..., в зависимости от обозначения марки в НД изготовителя электродов |
|||
Таблица 3 - Рекомендуемые режимы прокалки флюсов
|
Марка флюса по ГОСТ 9087 |
Температура прокалки, °С |
Минимальное время выдержки, ч |
Срок годности при условии хранения в кладовых, сутки |
|
АН-348А, ОСЦ-45, АН-32, АН-26С, АН-26 |
380 - 420 |
3 |
5 |
|
ОФ-6 ОСТ 5Р.9206 |
905 - 930 |
5 |
15 |
|
ОФ-10 ОСТ 5Р.9206 |
950 - 970 |
5 |
3 |
|
АН-43 |
380 - 450 |
2 - 2,5 |
15 |
|
Примечание - Загрузку производить в печь, нагретую до температуры не выше 150 °С. Скорость нагрева печи при прокалке должна быть в пределах от 100 до 120 °С в час |
|||
Для неуказанных в настоящем стандарте сварочных материалов - режимы прокалки принимаются в соответствии с НД на сварочные материалы.
Перед прокалкой электроды должны быть подвергнуты проверке на выявление ржавчины на стержнях. При наличии ржавчины вся партия электродов бракуется.
6.3.4 После прокалки электроды и флюсы следует хранить в сушильных шкафах при температуре от 60 °С до 100 °С или в герметичной таре. При соблюдении указанных условий хранения срок использования прокаленных электродов и флюсов не ограничивается. Температура в сушильных шкафах должна регистрироваться в журнале.
Допускается хранение прокаленных электродов и флюсов в специальных кладовых с температурой воздуха не ниже 15 °С при его относительной влажности не более 50 %. При этом срок использования электродов и флюсов ограничен и должен соответствовать сроку, указанному в таблицах 2 и 3.
Применение электродов и флюсов, срок годности которых истек, разрешается только после повторной прокалки. Дата каждой дополнительной прокалки должна быть указана в специальном журнале. Прокалка электродов может производиться не более трех раз, не считая прокалки при их изготовлении, после чего электроды бракуются. Количество прокалок флюса не ограничивается.
6.3.5 Транспортирование прокаленных электродов и флюсов следует производить в закрытой таре (в барабанах, контейнерах, бочках, водонепроницаемой бумаге или полиэтиленовой пленке).
6.3.6 Электроды следует выдавать сварщикам в количестве, необходимом для односменной работы. Выдача электродов должна производиться с проверкой отличительной окраски торцов или покрытия данной марки электродов. Неиспользованные электроды возвращаются.
6.3.7 Непосредственно перед выдачей аустенитные электроды и проволоку следует контролировать магнитом для подтверждения отсутствия среди них ферритных материалов.
6.3.8 Сварочная проволока в бухтах и прутки, изготовленные из них, должны храниться в сухом закрытом помещении. Поверхность проволоки и прутков для сварки в среде защитных газов должна быть чистой без следов загрязнений, не должна иметь царапин и заусенцев на торцах.
6.3.9 Кассеты с проволокой или нарезанную проволоку следует подавать на рабочее место в пеналах или другой упаковке, исключающей загрязнение проволоки, в количестве, необходимом для односменной работы. Неиспользованная проволока возвращается.
6.4 Подготовка и контроль вольфрамовых электродов
6.4.1 При поступлении вольфрамовых прутков должно контролироваться соответствие сертификата требованиям НД на поставку.
6.4.2 Для легкого возбуждения дуги и повышения стабильности горения конец вольфрамового электрода рекомендуется затачивать по рисунку 2. При этом электроды затачиваются на станке с обоих концов под углом а, определяемым длиной заточки L, которая равна 2 - 3 диаметром электрода (D).
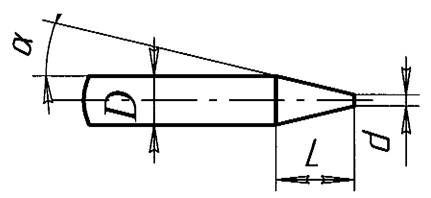
Рисунок 2 - Форма заточки вольфрамового электрода
6.4.3 Рекомендуемые диаметры притупления вольфрамовых электродов приведены в таблице 4.
Таблица 4 - Диаметры притупления вольфрамовых электродов
|
Диаметр электрода (D), мм |
Диаметр притупления (d), мм |
|
2,5 |
0,2 - 0,3 |
|
3 |
0,3 - 0,5 |
|
4 |
1,0 - 1,5 |
|
5 |
1,5 - 2,5 |
Заточка должна производиться:
- грубая - на наждачном круге зернистостью 32 - 40 мкм;
- чистовая - на наждачном круге с зернистостью 16 - 20 мкм.
6.4.4 Перед запуском в производство вольфрамовые электроды контролируются внешним осмотром на отсутствие расслоений, трещин, раковин. При обнаружении дефектов электроды бракуются.
6.4.5 После заточки концы электрода должны быть осмотрены заточником для проверки качества. Заточенные и очищенные электроды упаковываются в плотную бумагу и хранятся в сухом закрытом помещении.
7 Требования к сборочно-сварочному оборудованию и аппаратуре для дефектоскопии
7.1 Для сварки и наплавки должны применяться сварочные установки постоянного тока, оборудование и измерительная аппаратура, позволяющие обеспечить заданные режимы сварки, надежность в работе и контроль режимов сварки в процессе работы.
7.2 Для сварки узлов и конструкций стальной трубопроводной арматуры опасных производственных объектов, поднадзорных Ростехнадзору, следует применять оборудование, отвечающее требованиям и аттестованное в соответствии с РД 03-614-03.
7.3 Каждый пост для аргонодуговой сварки должен быть подключен к отдельному источнику питания сварочного тока. Использование общей сварочной цепи не рекомендуется. В отдельных случаях допускается использование многопостовых источников питания.
Рекомендуется для аргонодуговой сварки применение осцилляторов или других устройств, облегчающих зажигание дуги и ее плавное гашение.
7.4 Пригодность приборов, кабелей периодически проверяется в соответствии с требованиями паспортов или другой документации по установленному графику проверки оборудования, принятому на предприятии-изготовителе арматуры, а также после ремонта.
7.5 Правильность показаний измерительной аппаратуры или устройств должна проверяться периодически, а также после ремонта, при помощи контрольных приборов.
7.6 Колебания режимов сварки в процессе работы не должны выходить за пределы, установленные технологическим процессом. Если сварочное оборудование, измерительная аппаратура или вспомогательное оборудование не обеспечивают выполнение или контроль заданного режима сварки, сварочные работы с применением этого оборудования запрещаются.
7.7 Колебания напряжения питающей сети, к которой подключено сварочное оборудование, допускается в пределах ±5 % от номинального значения.
7.8 Горелки и шланги, используемые при аргонодуговой сварке и при механизированной сварке в защитных газах, следует не реже двух раз в месяц промывать спиртом-ректификатом с целью очистки от следов грязи (расход спирта - 12,5 г на один погонный метр шланга, 15 г - на одну горелку, 62 г - на защитные приспособления).
Допускается промывка шлангов и горелок, предназначенных для сварки в углекислом газе, уайт-спиритом.
7.9 Проверка состояния аппаратуры для дефектоскопии производится по графику, утвержденному на предприятии-изготовителе арматуры, который составляется в соответствии с действующими инструкциями по каждому виду дефектоскопии, а также после ремонта аппаратуры.
7.10 Перед началом сборочно-сварочных работ необходимо проверить:
- качество электрических соединений и заземление;
- исправность сборочно-сварочных приспособлений;
- исправность нагревательных устройств и приборов, контролирующих температуру;
- обеспечение применяемым сварочным оборудованием и аппаратурой заданных технологическим процессом сварочных режимов;
- наличие и исправность амперметров и вольтметров;
- наличие и исправность расходометров (при аргонодуговой сварке) и других устройств (приборов) на постах для других способов сварки;
- проведение периодической промывки горелок, газовых шлангов и других элементов постов.
Проверка должна производиться:
- сварщиками и сборщиками - перед началом работы на данном оборудовании;
- мастерами по сварке или другими лицами, ответственными за состояние оборудования, - периодически, но не реже одного раза в неделю;
- метрологической службой - по утвержденному графику.
7.11 Результаты контроля сборочно-сварочных приспособлений оборудования и приборов, а также аппаратуры для дефектоскопии фиксируются в принятой на предприятии-изготовителе арматуры документации.
8 Требования к квалификации персонала
8.1 Требования к квалификации сварщиков
8.1.1 К сварочным работам при изготовлении и ремонте стальной трубопроводной арматуры опасных производственных объектов, поднадзорных Ростехнадзору, могут быть допущены сварщики, аттестованные на I уровень профессиональной подготовки в соответствии с ПБ 03-273-99 и имеющие аттестационное удостоверение, в котором указывается, к каким видам работ допущен сварщик (способ сварки, наименование изделий, группа сталей, положение шва в пространстве).
8.1.2 Аттестационное удостоверение получает сварщик, прошедший первичную аттестацию, и допускается только к тем видам сварочных работ, которые указаны в этом удостоверении. Срок действия аттестационного удостоверения 2 года. Через 2 года (по истечении первого срока действия аттестационного удостоверения) срок действия удостоверения может быть продлен на 1 год, но не более двух раз подряд.
8.1.3 После окончания срока действия аттестационного удостоверения (с учетом продлений) сварщик подвергается периодической аттестации со сдачей специального и практического экзамена. После прохождения периодической аттестации сварщику оформляется новое удостоверение.
8.1.4 Если у сварщика был перерыв в работе свыше 6 месяцев, он должен пройти дополнительную аттестацию путем сдачи специального и практического экзаменов.
8.1.5 Если сварщик был временно отстранен от работы за нарушение технологии сварки или повторяющееся неудовлетворительное качество выполненных им производственных сварных соединений, он должен быть подвергнут внеочередной аттестации со сдачей общего, специального и практического экзаменов.
8.1.6 Содержание и объем первичной, периодической, дополнительной и внеочередной аттестации регламентируется в РД 03-495-02.
8.2 Требования к квалификации специалистов сварочного производства
К руководству и техническому контролю за проведением сварочных работ должны быть допущены специалисты сварочного производства, аттестованные на II, III или IV уровень профессиональной подготовки в соответствии с ПБ 03-273-99 и имеющие удостоверение НАКС на право руководства и технического контроля за производством сварочных работ в соответствии с данными, указанными в их удостоверении.
8.3 Требования к квалификации специалистов неразрушающего контроля и дефектоскопистов
8.3.1 Специалисты неразрушающего контроля для арматуры производственных объектов, поднадзорных Ростехнадзору должны быть аттестованы в соответствии с ПБ 03-440-02. Заключение о качестве сварных соединений подписывается специалистами не ниже II уровня квалификации.
(8.2, 8.3.1 - измененная редакция. Изм. 3)
8.3.2 К дефектоскопистам относятся рабочие, осуществляющие контроль качества сварных соединений и оценку качества по результатам неразрушающего контроля.
8.3.3 К выполнению работ допускаются дефектоскописты, прошедшие теоретическое и практическое обучение по специальной программе и получившие удостоверение о допуске к контролю сварных соединений по соответствующему виду контроля.
Дефектоскописты, независимо от стажа работы, подвергаются контрольным испытаниям не реже одного раза в год, а также в случае перерыва в работе более 3 месяцев.
8.3.4 К выполнению контроля в соответствии с ЕТКС допускаются дефектоскописты:
- при визуальном контроле - не ниже 4 разряда;
- при капиллярном и магнитопорошковом контроле - не ниже 4 разряда;
- при радиографическом контроле - не ниже 4 разряда; просмотр и расшифровка радиограмм должны производиться специалистами не ниже 5 разряда;
- при ультразвуковом контроле - не ниже 4 разряда; составление карт ультразвукового контроля и оформление заключения по результатам контроля должны выполняться специалистами не ниже 5 разряда;
- при контроле герметичности - не ниже 4 разряда.
8.3.5 Состав квалификационной комиссии по испытанию дефектоскопистов утверждается приказом руководителя предприятия, выполняющего сварку.
В состав комиссии могут быть привлечены высококвалифицированные специалисты из других организаций, аттестованные в соответствии с требованиями ПБ 03-440-02.
8.3.6 Проведение испытаний по контролю неразрушающими методами производится в присутствии комиссии или выделенного ею представителя путем наблюдения за правильностью выполнения операций и точностью определения дефектов на контрольных пробах или эталонных образцах с имеющимися в них дефектами.
8.3.7 Объем и характер испытаний дефектоскопистов по каждому методу контроля регламентируется программой испытаний на допуск к работам по проведению контроля, разработанной предприятием, производящим контроль, на основании типовой программы.
8.3.8 В случае получения неудовлетворительных результатов по какому-нибудь из видов испытаний дефектоскопистов разрешается проведение повторных испытаний. Повторные испытания проводятся на удвоенном количестве образцов и лишь по тому виду испытаний, по которому получены неудовлетворительные результаты.
В случае получения неудовлетворительных результатов при повторных испытаниях дефектоскопист может быть допущен к испытаниям вновь не раньше, чем через один месяц после дополнительной подготовки.
9 Подготовка деталей под сварку
9.1 Детали на сварку должны поступать механически обработанными в соответствии с требованиями чертежа, технологического процесса и настоящего стандарта. Подготовленные под сварку кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
Шероховатость подготовленных под сварку кромок должна быть не более Rz 80.
9.2 Подготовка кромок и поверхностей под сварку должна выполняться механическим способом.
Допускается подготовку кромок деталей из неподкаливающейся стали перлитного класса производить газовой резкой с обязательной последующей зачисткой кромок до чистого металла, т.е. до полного удаления следов резки.
Подготовку кромок деталей из сталей аустенитного класса допускается производить плазменной, воздушно-дуговой или газо-флюсовой резкой с последующей механической обработкой или зачисткой наждачным кругом до полного удаления следов резки на глубину не менее 1 мм.
9.3 Подготовленные под сварку кромки и прилегающие к ним наружная и внутренняя поверхности деталей, подлежащих сварке, должны быть механически обработаны или зачищены до чистого металла от окалины, ржавчины, краски, масла и других поверхностных загрязнений на ширину не менее 20 мм при подготовке деталей под дуговую сварку и не менее 50 мм при подготовке под электрошлаковую сварку и обезжирены.
Глубина зачистки не должна выходить за пределы допуска на толщину кромки.
9.4 Обезжиривание может производиться ацетоном, уайт-спиритом или спиртом ректификатом.
9.5 Обезжиривание сильфонных сборок необходимо производить спиртом ректификатом.
9.6 Правильность подготовки кромок под сварку должна контролироваться ОТК.
10 Сборка под сварку
10.1 Все поступившие на сборку детали и сборочные единицы должны иметь маркировку и/или сопроводительную документацию, подтверждающую их приемку службой технического контроля.
10.2 Сборка конструкций под сварку должна производиться в соответствии с требованиями технологического процесса, в котором должно быть указано:
- порядок сборки;
- способ крепления деталей;
- методы контроля сборки;
- другие необходимые технологические операции.
10.3 В процессе сборки должно быть исключено попадание влаги, масла и других загрязнений в разделку и зазоры соединений и на прилегающие к разделке поверхности.
10.4 При сборке под сварку, непосредственно перед сваркой, должно быть проконтролировано снаружи и внутри качество зачистки и обезжиривания подготовленных под сварку кромок и прилегающего к ним основного металла на ширине не менее 20 мм.
Обезжиренная по п. 9.5 сильфонная сборка должна быть просушена в термостате при температуре от 120 °С до 150 °С в течение от 1,5 до 2 часов и упакована в тару, исключающую загрязнение при транспортировке.
10.5 При сборке деталей из коррозионностойких сталей аустенитного класса под ручную элекгродуговую сварку и прихватку, при отсутствии механической обработки шва и прилегающей поверхности, с наружной стороны околошовная зона основного металла на ширине не менее 100 мм должна быть покрыта защитным покрытием и просушена на воздухе. В качестве защитного покрытия рекомендуется использовать каолин (размолотый и просеянный), разведенный водой. Защитное покрытие наносится на расстоянии от 2 до 3 мм от границы максимального размера усиления шва. Попадание покрытия на скосы кромок под сварку не допускается. Удаление каолина с поверхности производится водой после окончания сварки. Разрешается применение других защитных покрытий и способов защиты околошовной зоны, не снижающих качество сварного соединения.
При аргонодуговой сварке околошовную зону разрешается не защищать.
10.6 При контроле сборки деталей под сварку проверяют:
- величину зазоров (по чертежу);
- перелом осей или плоскостей соединяемых деталей (по чертежу);
- смещение кромок (по чертежу);
- качество зачистки и обезжиривания;
- правильность сборки деталей и их крепление в сборочных приспособлениях.
10.7 Прихватки должны выполнять сварщики, допущенные к сварке соединений, на которых производится прихватка.
Для выполнения прихваток и приварки временных технологических креплений разрешается применять дуговую сварку покрытыми электродами или аргонодуговую сварку. При сборке деталей под аргонодуговую или электронно-лучевую сварку (в том числе при аргонодуговой заварке корневой части шва) прихватки следует выполнять аргонодуговой сваркой.
10.8 Прихватки выполняют в условиях, исключающих сквозняки, особенно при использовании защитных газов.
10.9 Для выполнения прихваток следует применять сварочные материалы, предназначенные для выполнения сварных соединений деталей из сталей соответствующих марок и указанных в таблицах 5, 6, 7, 8 и КД.
Допускается прихватки выполнять аргонодуговым способом, независимо от способа выполнения сварных швов, с применением сварочных материалов в соответствии с настоящим стандартом.
При аргонодуговой сварке штуцеров и тонкостенных конструкций из сталей аустенитного класса и неподкаливающихся сталей перлитного класса (толщиной до 5 мм) прихватки разрешается выполнять без присадки (за исключением сварки сталей ХН35ВТ, ХН35ВТ-ВД, 08Х18Н10Т, 03X17H14M3, ХН60В и сварки сталей аустенитного класса со сталями перлитного класса).
10.10 Наложение прихваток в местах пересечения или сопряжения двух или нескольких подлежащих сварке соединений не допускается.
10.11 В зависимости от размеров свариваемых деталей и применяемого способа сварки рекомендуется прихватки выполнять длиной от 3 до 20 мм, а число прихваток должно быть таким, чтобы обеспечивалась надежная фиксация положения деталей.
Прихватки рекомендуется выполнять:
- для продольных соединений через каждые 100 - 150 мм;
- для кольцевых соединений диаметром до 32 мм - в количестве 2 штук размером от 5 до 10 мм в диаметрально противоположных направлениях;
- для кольцевых соединений диаметром от 32 до 100 мм - в количестве 2 - 4 штук размером от 10 до 15 мм равномерно по диаметру;
- для кольцевых соединений диаметром свыше 100 мм - в количестве 3 - 4 штук размером от 10 до 20 мм равномерно по диаметру.
10.12 Качество прихваток, их расположение, количество и размеры должны быть оговорены в технологическом процессе. Прихватки должны быть зачищены от шлака, брызг и окислов. Прихватки, имеющие дефекты, должны быть удалены механическим способом.
10.13 Собранный под сварку узел подлежит приемке службой ОТК. Результаты приемки должны фиксироваться в журнале учета сварочных работ.
11 Сварка
11.1 Общие указания
11.1.1 Выполнение сварки разрешается производить после приемки сборочных работ представителем ОТК.
11.1.2 Сварка конструкций должна производиться в соответствии с технологическим процессом.
В технологическом процессе должны быть указаны: квалификация сварщика, способы и режимы сварки, род и полярность тока, марка и диаметр сварочной проволоки, электродов, марка флюса, последовательность выполнения сварочных операций, температура подогрева при сварке с подогревом, режим термической обработки (в случае необходимости), а также другие необходимые технологические операции; методы и объем контроля сварных соединений.
11.1.3 Технология сварки, применяемая при изготовлении стальной трубопроводной арматуры опасных производственных объектов, поднадзорных Ростехнадзору, должна быть аттестована в соответствии с требованиями РД 03-615-03.
Использование не аттестованных технологий при изготовлении стальной трубопроводной арматуры опасных производственных объектов, поднадзорных Ростехнадзору, не допускается.
11.1.4 Для выполнения сварных соединений рекомендуется применять следующие способы сварки:
- ручная дуговая сварка покрытыми электродами (РД);
- ручная аргонодуговая сварка неплавящимся электродом (РАД);
- механизированная сварка плавящимся электродом в среде активных газов и смесях (МП);
- автоматическая сварка плавящимся электродом в среде активных газов и смесях (АПГ);
- автоматическая аргонодуговая сварка неплавящимся электродом (ААД);
- автоматическая аргонодуговая сварка плавящимся электродом (ААДП);
- автоматическая сварка порошковой проволокой в среде инертных газов и смесях (АПИ);
- автоматическая сварка под флюсом (АФ);
- механизированная сварка под флюсом (МФ);
- механизированная аргонодуговая сварка плавящимся электродом (МАДП);
- электрошлаковая сварка (ЭШ);
- лазерная (Л);
- электронно-лучевая сварка (ЭЛ).
Допускаются другие способы, а также использование двух или нескольких способов сварки из числа перечисленных для выполнения одного сварного соединения (комбинированная сварка).
(Измененная редакция. Изм. 3)
11.1.5 Рекомендуемые режимы сварки указаны в приложении А.
11.1.6 Сварку следует выполнять в закрытых помещениях при температуре окружающего воздуха не ниже ±5 °С.
11.1.7 Сварку рекомендуется выполнять в нижнем положении, для этого необходимо предусмотреть приспособления для вращения свариваемого узла.
11.1.8 Зажигание дуги необходимо производить в разделке шва или на ранее наплавленном металле.
11.1.9 Кратеры швов должны быть заплавлены и выведены на ранее наплавленный металл. Выводить кратеры на основной металл не допускается.
11.1.10 В процессе выполнения многопроходных швов, выполняемых ручной дуговой сваркой, после наложения каждого валика, поверхности шва и кромки разделки должны быть тщательно зачищены от шлака, брызг металла и визуально проконтролированы сварщиком на отсутствие трещин, недопустимых шлаковых (вольфрамовых) включений, пор и неровностей (подрезов, наплывов и углублений между валиками) и других дефектов. Выявленные дефекты (трещины, недопустимые включения, поры, неровности) должны быть удалены механическим способом до возобновления сварки. При механизированной, автоматической сварке контроль сварщиком отдельных валиков может производиться в процессе сварки (без ее прекращения).
11.1.11 Сварку угловых швов, к которым чертежом предъявляются требования герметичности, следует выполнять не менее чем в два слоя.
11.1.12 При выполнении двухстороннего сварного соединения (в том числе с выполнением подварочного валика) рекомендуется удалять корневую часть выполненного шва (за исключением шва, выполненного аргонодуговой сваркой) механическим способом. Допускается применение воздушно-дуговой, электродуговой и аргонодуговой строжки с последующей зачисткой механическим способом. При механической зачистке глубина выборки металла должна устанавливаться технологическим процессом и быть не менее 1 мм.
11.1.13 При выполнении сварных соединений из сталей аустенитного класса без последующей механической обработки корня шва, необходимо обеспечить защиту обратной стороны шва путем поддува защитного газа во внутреннюю полость при выполнении первых двух проходов.
11.1.14 Сварку замыкающих швов разрешается производить по технологии завода-изготовителя арматуры, которая обеспечивает качество сварных соединений в соответствии с требованиями КД и настоящего стандарта.
11.1.15 Сварные швы и прилегающая к ним зона основного металла, если отсутствует механическая обработка, должны быть тщательно зачищены от шлака, брызг и защитного покрытия в соответствии с требованиями НД на соответствующий вид контроля.
11.1.16 Выполнение сварного соединения, для которого в КД предусмотрен визуальный послойный контроль, необходимо проводить под наблюдением мастера сварочного производства и представителя ОТК.
11.1.17 На сварных соединениях должны быть поставлены клейма, позволяющие установить фамилию сварщика (сварщиков). Глубина клеймения не более 0,3 мм (ГОСТ 2.314) и размеры клейм устанавливаются ПТД на основании требований конструкторской документации. Клейма должны быть поставлены с наружной стороны сварных соединений на расстоянии от 30 до 50 мм от края усиления шва.
В случае, когда клеймение невозможно выполнить или сохранить в процессе эксплуатации, в паспорте изделия должны быть указаны сварные соединения, выполненные без маркировки, и указаны на них клейма сварщика (сварщиков), выполнявших сварку.
11.2 Ручная электродуговая сварка
11.2.1 Ручную электродуговую сварку следует производить возможно короткой дугой на постоянном токе обратной полярности или переменном токе, в зависимости от марки применяемых электродов. При сварке следует применять электроды, указанные в таблице 5.
Таблица 5 - Сварочные материалы для электродуговой сварки
|
Марка свариваемого материала |
Тип электрода по ГОСТ, ТУ, (рекомендуемые марки электродов) |
Температура применения, °С |
Дополнительные указания |
|
10895 (Э12) |
Э42, Э42А, Э46, Э46А ГОСТ 9467 (УОНИ-13/45,* УОНИ-13/45А, ОЗС-16) |
Не ниже -30 |
При требовании получения специальных магнитных свойств после сварки необходимо проведение термообработки при температуре (600 - 660) °С, выдержка 2 ч |
|
15Л, Ст3сп, Ст3пс, 20Л, 25Л, 20, 20К, 22К |
Э42, Э46 ГОСТ 9467 (АНО-4, АНО-5, АНО-6, ОЗС-6) |
Не ниже -15 |
|
|
Э50А, Э42А, Э46А ГОСТ 9467 (УОНИ-13/45, УОНИ-13/55, ОЗС-2, СМ-11) |
Не ниже -30 |
||
|
Э50А ГОСТ 9467 (УОНИ-13/55) |
Не ниже -40 |
После сварки термообработка - нормализация плюс отпуск (630 - 660) °С |
|
|
20ХН3Л |
Э50А ГОСТ 9467 (УОНИ-13/55) Э70-Ф (48Н-1) |
Не ниже -70 |
Необходимость предварительного подогрева и режимы термообработки после сварки указаны в таблице 9 |
|
Э-10Х25Н13Г2 ГОСТ 10052 (ОЗЛ-6) |
После сварки термообработка не требуется, равнопрочность сварного соединения не обеспечивается |
||
|
20ГМЛ, 20ГЛ, 09Г2С, 10Г2, 10ХСНД, 15ГСЛ |
Э50А ГОСТ 9467 (УОНИ-13/55) ОК 53.70 ОК 74.86 LB-52U LB-62U LB-70L |
Не ниже -60 |
|
|
Ниже -60 до -70 |
После сварки термообработка - нормализация плюс отпуск (630 - 660) °С |
||
|
Э50А ГОСТ 9467 (ВП-4, ВП-6) |
Ниже -60 до -70 |
|
|
|
16ГС, 17ГС, 17Г1С, 20ГСЛ, 20ЮЧ |
Э42, Э42А, Э46, Э46А ГОСТ 9467 (УОНИ-13/45, УОНИ-13/45А) |
Не ниже минус 30 |
Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9 |
|
Э50А ГОСТ 9467 (УОНИ-13/55) |
Не ниже минус 40 |
Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9 |
|
|
20ХЛ, 20Х |
Э-09Х1М ГОСТ 9467 (ТМЛ-1У) Э-09Х1МФ ГОСТ 9467 (ТМЛ-3У, ЦЛ-29, ЦЛ-20) |
От минус 40 до 450 |
Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9 |
|
20ХМ, 20ХМЛ, 12ХМ, 15ХМ |
От минус 40 до 560 |
||
|
12Х1МФ |
Э-09Х1МФ ГОСТ 9467 (ТМЛ-3У, ЦЛ-29, ЦЛ-20) |
От минус 20 до 560 |
|
|
20Х5МЛ, 15Х5М |
Э-10Х5МФ ГОСТ 9467 |
От минус 40 до 450 |
|
|
20Х5МЛ, 15Х5М 20X13Л, 20X13 |
Э-11Х15Н25М6АГ2 (НИАТ-5, ЭА-395/9, ОСТ В5Р.9374) Э-10Х25Н13Г2 (ОЗЛ-6) |
Возможен подогрев. После сварки термообработка не требуется, однородность свойств сварного соединения не обеспечивается. |
|
|
20X13Л, 20X13 |
Э-12Х13 ГОСТ 10052 (УОНИ-10X13) |
Необходимость предварительного подогрева и режимы термообработки после сварки указаны в таблице 9. |
|
|
08X13, 12X13 |
От минус 40 до 420 |
||
|
12X17 |
Э-08Х19Н10Г2МБ (ЭА-898/21, ЭА- 898/21Б, ОСТ 5Р.9370) |
От минус 20 до 300 |
Для обеспечения стойкости сварного соединения к МКК необходима термообработка - отпуск при температуре 800 °С, 8 ч. При отсутствии требования стойкости к МКК - отпуск при температуре от 775 °С до 800 °С, 2 ч |
|
14Х17Н2 |
От минус 70 до 350 |
Необходимо проведение термообработки - отпуска при температуре от 680 °С до 700 °С от 4 до 5 часов при требовании стойкости к МКК; от 2 до 3 ч при отсутствии требования стойкости к МКК |
|
|
12Х18Н9ТЛ, 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т-ВД |
Э-07Х19Н11М3Г2Ф (ЭА-400/10Т, ЭА-400/10У, ОСТ 5.Р9370) |
По таблице 1 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 350 °С |
|
Э-08Х19Н10Г2МБ (ЭА-898/21, ЭА-898/21Б, ОСТ 5.Р9370) Э-08Х19Н10Г2Б (ЦТ-15) |
По таблице 1 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 450 °С |
|
|
12Х18Н9ТЛ, 08Х18Н10Т, 12X18Н9Т, 12Х18Н10Т, 08Х18Н10Т-ВД |
Э-08Х19Н10М2Б, (ЭА-400/13, ЭА-902/14, ОСТ 5.Р9370) |
По таблице 1 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 500 °С |
|
10Х18Н9, 10Х18Н9-ВД, 10Х18Н9-Ш |
Э-04Х20Н9, Э-07Х20Н9 (ОЗЛ-8, ОЗЛ-12, ОЗЛ-36) |
По таблице 1 |
Применение данных сварочных материалов допускается при отсутствии требований по стойкости к межкристаллитной коррозии |
|
48А-2, 48А-2Т, 48А-1, 48А-1Т ОСТ 5.Р9370 |
До 600 |
После сварки необходима термообработка - аустенизация при температуре (970 - 1020) °С |
|
|
12X18Н9 |
48А-1, 48А-1Т ОСТ 5.Р9370 |
До 450 |
|
|
Э-07Х19Н11М3Г2Ф (ЭА-400/10Т, ЭА-400/10У ОСТ 5.Р9370) |
До 360 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 350 °С |
|
|
12Х18Н12М3ТЛ, 10X17H13M3T, (ЭИ 432) 10Х17Н13М2Т, (ЭИ 448) |
Э-07Х19Н11М3Г2Ф (ЭА-400/10Т, ЭА-400/10У ОСТ 5.Р9370) |
По таблице 1 |
|
|
Э-08Х19Н10М2Б (ЭА-400/13, ЭА-902/14, ОСТ 5.Р9370) |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 500 °С |
||
|
Э-09Х19Н10Г2М2Б (НЖ-13) |
|||
|
15Х18Н12С4ТЮ (ЭИ 654) |
ОЗЛ-3 (ЭИ-654) |
По таблице 1 |
Сварные соединения, работающие при температуре выше 50 °С в контакте с азотной кислотой, необходимо подвергать аустенизации при температуре (950 - 1050) °С, охлаждение на воздухе |
|
07Х20Н25М3Д2ТЛ 06ХН28МДТ (ЭИ 943) |
ОЗЛ-17У ТУ 14-4-715 |
По таблице 1 |
После сварки необходимо проведение термообработки - аустенизации при температуре (1050 - 1080) °С. Допускается снижение температуры аустенизации до 950 °С при условии обеспечения стойкости к межкристаллитной коррозии |
|
|
Э-07Х19Н11М3Г2Ф (ЭА-400/10Т, ЭА-400/10У) |
Сварочные материалы допускается применять для выполнения швов, не соприкасающихся со средой. Поверхность, соприкасающаяся со средой, на толщину от 3 до 5 мм должна выполняться электродами марки ОЗЛ-17У |
|
|
08Х17Н15М3Т (ЭИ 580) 03X17H14M3 (ЭИ 66) 03Х22Н6М2 (ЭИ 67) |
Э-02Х20Н14Г2М2 (ОЗЛ-20) Э-02Х19Н18Г5АМ3 ГОСТ 10052 (АНВ-20) |
По таблице 1 |
После сварки необходимо проведение термообработки - аустенизации при температуре (1020 - 1060) °С, 2 часа, охлаждение с печью до 300 °С, далее на воздухе |
|
08Х21Н6М2Т (ЭП 54) |
Э-07Х19Н11М3Г2Ф (ЭА-400/10Т, ЭА-400/10У) |
По таблице 1 |
Стойкость к межкристаллитной коррозии обеспечивается. После сварки необходимо проведение термообработки - аустенизации при температуре (950 - 1050) °С, охлаждение на воздухе |
|
Э-08Х19Н10М2Б (ЭА-400/13, ЭА-902/14) |
|||
|
Э-04Х20Н9, Э-07Х20Н9 (ОЗЛ-8, ОЗЛ-12, ОЗЛ-36) |
Применение данных сварочных материалов допускается при отсутствии требований по стойкости к межкристаллитной коррозии |
||
|
08Х22Н6Т (ЭП 53) 10Х14Г14Н4Т (ЭИ 711) |
Э-0Ш9Н10Г2МБ (ЭА-898/21, ЭА-898/21Б) Э-08Х19Н10Г2Б (ЦТ-15) |
По таблице 1 |
Стойкость к межкристаллитной коррозии обеспечивается. После сварки необходимо проведение термообработки - аустенизации при температуре (950 - 1050) °С, охлаждение на воздухе |
|
Э-04Х20Н9, Э-07Х20Н9 (ОЗЛ-8, ОЗЛ-12, ОЗЛ-36) |
Применение данных сварочных материалов допускается при отсутствии требований по стойкости к межкристаллитной коррозии |
||
|
09X16Н4Б 07X16Н4Б 07Х16Н4Б-Ш |
УОНИ-13/ЭП56 |
По таблице 1 |
После сварки необходимо произвести термообработку по СТ ЦКБА 016 |
|
09Х14Н16Б (ЭИ 694) 09Х14Н19В2БР (ЭИ695Р) |
Э-08Х19Н10Г2МБ (ЭА-898/21, ЭА-898/21Б, ЦТ-15) |
Не выше 650 |
|
|
ХН35ВТ (ЭИ 612) ХН35ВТ-ВД (ЭИ 612-ВД) |
Э-27Х15Н35В3Г2Б2Т ГОСТ 10052 (КТИ-7) |
По таблице 1 |
После сварки необходимо проведение термообработки - старение по СТ ЦКБА 016 с целью обеспечения равнопрочности сварного соединения |
|
Н70МФВ-ВИ (ЭП814А-ВИ) |
ОЗЛ-23, Э-10Х20Н70Г2М2Б2В (ОЗЛ-25Б) |
По таблице 1 |
После сварки необходимо проведение термообработки - аустенизации при температуре (1050 - 1060) °С. |
|
Н65М-ВИ (ЭП 982-ВИ) |
|||
|
ХН65МВ (ЭП 567) ХН65МВУ (ЭП 760) |
Э-02Х20Н60М15В3 (ОЗЛ-21) |
||
|
* - наряду с маркой электродов УОНИ 13/... возможно применение марки электродов УОНИИ 13/..., в зависимости от обозначения марки в НД завода-изготовителя электродов |
|||
(Измененная редакция. Изм. 2)
11.2.2 При выполнении многопроходных швов первый (корневой) валик рекомендуется выполнять усиленным во избежание образования в нем трещин.
11.2.3 Сила тока при сварке должна соответствовать паспорту или другой нормативной документации на применяемую марку электродов.
11.2.4 Сварку узлов арматуры из высоколегированных сталей аустенитного класса необходимо производить без перегрева узкими валиками (шириной не более трех диаметров электродов).
Каждый последующий проход шва выполнять после охлаждения предыдущего до температуры не выше 100 °С, а при регламентируемом содержании ферритной фазы допускается до 250 °С.
11.3 Аргонодуговая сварка неплавящимся электродом
11.3.1 Аргонодуговую сварку необходимо производить на постоянном токе прямой полярности.
11.3.2 Для улучшения условий зажигания дуги рекомендуется применение осциллятора.
11.3.3 В качестве защитного газа при аргонодуговой сварке должен применяться аргон по ГОСТ 10157 высшего сорта. Сварку следует выполнять материалами, указанными в таблице 6.
Таблица 6 - Сварочные материалы для сварки в защитных газах
|
Марка свариваемого материала |
Марка сварочной проволоки по ГОСТ 2246, ТУ, рекомендуемый защитный газ или смесь газов |
Температура применения, °C |
Дополнительные указания |
|
10895 (Э12) |
Св-08Г2С Аргон ГОСТ 10157 |
He ниже -30 |
При требовании получения специальных магнитных свойств после сварки необходимо проведение термообработки при температуре (600 - 660) °С, 2 ч |
|
Ст3сп, Ст3пс 20, 20К, 22К, 15Л, 20Л, 25Л, |
Св-08Г2С Углекислый газ аргон ГОСТ 10157 OK Autrod 12.51 Super Arc L-56 |
По таблице 1 |
|
|
Св-08Г2С Углекислый газ аргон ГОСТ 10157 |
He ниже -30 |
||
|
Ниже -30 до -40 |
После сварки термообработка - нормализация плюс отпуск (630 - 660) °С |
||
|
20ГЛ, 15ГСЛ, 20ГСЛ, 20ГМЛ |
Св-08Г2С Углекислый газ аргон ГОСТ 10157 Power Pipe 60R ТУ 1274-021-11143754, EN 758 Смесь углекислого газа с аргоном ((75 ... 85) % Ar + (15 ... 25) % СO2) OK Autrod 12.51 OK Autrod 12.66 Super Arc L-56 LNM Nil |
Не ниже -40 |
|
|
Ниже -40 до -60 |
После сварки термообработка нормализация плюс отпуск по режиму, указанному в таблице 9 |
||
|
20ГМЛ ТУ 0870-001-05785572, 10ХСНД, 09Г2С, 10Г2 со сталями переходников по РД-08.00-60.30.00-КТН-050-1-05 |
До -60 |
|
|
|
16ГС, 14ХГС 20ЮЧ, 20ГСЛ |
Св-08Г2С Аргон ГОСТ 10157, углекислый газ ГОСТ 8050 или смесь аргона и углекислого газа ((75 - 85) % Ar + (15 - 25) % СО2) OK Autrod 12.51** OK Autrod 12.66 Super Arc L-56** |
Не ниже -40 |
|
|
09Г2С, 10Г2, 10ХСНД, 20ГМЛ |
Не ниже -40 |
||
|
Ниже -40 до -70 |
При условии нормализации плюс отпуск (630 - 660) °C |
||
|
Св-08Г2СНТЮР ТУ 14-1-3648 CO2, Ar, CO2 + Ar |
Не ниже -70 |
|
|
|
20ХЛ |
Св-08XM Св-10ХГ2СМА Углекислый газ аргон ГОСТ 10157 |
По таблице 1 |
Необходимость предварительного подогрева и режимы термообработки после сварки указаны в таблице 9 |
|
20Х |
|||
|
20ХМ, 20ХМЛ |
|||
|
12ХМ, 15ХМ |
|||
|
12X1МФ |
|||
|
20Х13Л, 20X13, 08X13, 12X13 |
Св-06Х14 Св-08Х14ГНТ Св-12Х13 Аргон ГОСТ 10157 |
По таблице 1 |
Необходимость предварительного подогрева и режимы термообработки после сварки указаны в таблице 9 |
|
14X17Н2* |
Св-08Х19Н10Г2Б Св-07Х19Н10Б Аргон ГОСТ 10157 |
По таблице 1 |
После сварки необходима термообработка: отпуск при температуре (680 - 700) °С, от 3 до 5 часов (см. п. 12.8) |
|
08Х18Н10Т 12X18Н9Т 12Х18Н10Т 12Х18Н9ТЛ |
Св-04Х19Н11М3 Аргон ГОСТ 10157 |
По таблице 1 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 350 °С |
|
Св-08Х19Н10Г2Б Св-07Х19Н10Б Аргон ГОСТ 10157 |
По таблице 1 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 450 °С |
|
|
09Г2С, 10Г2 + К60 (10Г2ФБЮ, 08Г1НФБ) |
Super Arc L-56, 100 % углекислый газ |
До -60 |
Для сварки корневого слоя шва |
|
Power Pipe 60R, смесь: 82 % аргон + 18 % углекислый газ |
Для сварки заполняющих и облицовочного слоев шва |
||
|
09Г2С, 10Г2, 20ГЛ + К60 |
OK Tubrod 15.19 OK Autrod 12.66 |
Для сварки в защитных газах согласно технологии завода-изготовителя |
|
|
09Г2С, 10Г2 + К65 (10Г1НФБ) |
Pipeliner 80S-G, 100 % углекислый газ |
Для сварки корневого слоя шва |
|
|
Power Pipe 90R, смесь: 82 % аргон + 18 % углекислый газ |
Для сварки заполняющих и облицовочного слоев шва |
||
|
08Х18Н10Т 12Х18Н9Т 12Х18Н10Т 12Х18Н9ТЛ |
Св-08Х19Н10М3Б Аргон ГОСТ 10157 |
По таблице 1 |
Стойкость к межкристаллитной коррозии обеспечивается |
|
12X18Н9 08Х18Н10Т 10Х18Н9 10Х18Н9-ВД 10Х18Н9-Ш 10Х18Н9Л 12Х18Н9ТЛ 12X18Н9Т 12Х18Н10Т |
Св-01XI9Н9 Св-04Х19Н9 Аргон ГОСТ 10157 |
По таблице 1 |
Применение данных сварочных материалов допускается при отсутствии требований по стойкости против межкристаллитной коррозии |
|
10X18Н9, 10Х18Н9-ВД, 10X18H9-Ш ТУ 108.11.937 |
Св-02Х17Н10М2-ВИ, ТУ 14-1-2838 Св-04Х17Н10М2 ТУ 14-1-1959, Аргон ГОСТ 10157 |
До 600 |
После сварки необходима термообработка - аустенизация (970 - 1020) °С |
|
12X18Н9 |
Св-04Х17Н10М2 ТУ 14-1-1959 |
До 450 |
|
|
12Х18Н12М3ТЛ 10X17H13M3T (ЭИ432) 10Х17Н13М2Т (ЭИ 448) |
Св-04Х19Н11М3 Аргон ГОСТ 10157 |
По таблице 1 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 350 °С |
|
Св-08Х19Н10М3Б Аргон ГОСТ 10157 |
По таблице 1 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 500 °С |
|
|
15Х18Н12С4ТЮ (ЭИ 654) |
Св-15Х18Н12С4ТЮ (ЭИ 654) ТУ 14-1-997 Аргон ГОСТ 10157 |
По таблице 1 |
Сварные соединения, работающие при температуре выше 50 °С в контакте с азотной кислотой, необходимо подвергать аустенизации при температуре (950 - 1050) °С, охлаждение на воздухе |
|
07Х20Н25М3Д2ТЛ 06ХН28МДТ (ЭИ 943) |
Св-01Х23Н28М3Д3Т Аргон ГОСТ 10157 |
По таблице 1 |
После сварки необходимо проведение термообработки - аустенизации при температуре (1050 - 1080) °С. Допускается снижение температуры аустенизации до 950 °С при условии обеспечения стойкости к межкристаллитной коррозии |
|
Св-10Х16Н25АМ6 Св-04Х19Н11М3 Аргон ГОСТ 10157 |
Сварочные материалы допускается применять для выполнения швов, не соприкасающихся со средой. Поверхность, соприкасающаяся со средой, на толщину от 3 до 5 мм должна выполняться электродами марки ОЗЛ-17У или проволокой марки Св-01Х23Н28М3Д3Т |
||
|
07Х21Г7АН5 (ЭП 222) |
Св-08Х21Н10Г6 Аргон ГОСТ 10157 |
До -196 |
При работе сварного соединения при температуре до минус 196 °С после сварки необходимо проведение термообработки - аустенизации при температуре (950 - 1050) °С, охлаждение на воздухе |
|
08Х17Н15М3Т (ЭИ580) 03X17H14M3 (ЭИ66) 03Х22Н6М2 (ЭИ 67) ТУ 14-1-1554 |
Св-01Х19Н18Г10АМ4 (ЭП 690) ТУ 14-1-4981 Аргон ГОСТ 10157 |
По таблице 1 |
Для снятия напряжений необходимо проведение термообработки - аустенизации при температуре (1020 - 1060) °С, 2 часа, охлаждение с печью до 300 °С, далее на воздухе |
|
08X21Н6М2Т (ЭП 54) |
Св-04Х19Н11М3 Аргон ГОСТ 10157 |
По таблице 1 |
Стойкость к межкристаллитной коррозии обеспечивается. После сварки необходимо проведение термообработки - аустенизации при температуре (950 - 1050) °С, охлаждение на воздухе |
|
Св-08Х19Н10М3Б Аргон ГОСТ 10157 |
|||
|
08Х22Н6Т (ЭП 53); 10Х14Г14Н4Т (ЭИ 711) |
Св-08Х19Н10Г2Б Св-07Х19Н10Б Аргон ГОСТ 10157 |
По таблице 1 |
Стойкость к межкристаллигной коррозии обеспечивается. После сварки аустенизация при температуре (950 - 1050) °С, охлаждение на воздухе |
|
Св-01Х19Н9 Св-04Х19Н9 Аргон ГОСТ 10157 |
Применение данных сварочных материалов допускается при отсутствии требований по стойкости к межкристаллитной коррозии |
||
|
09X16Н4Б ТУ 14-1-3018 07X16Н4Б 07Х16Н4Б-Ш |
Св-09Х16Н4Б (ЭП 56) ТУ 14-1-1692 Аргон ГОСТ 10157 |
По таблице 1 |
После сварки необходимо произнести термообработку по СТ ЦКБ А 016 |
|
09Х14Н16Б (ЭИ 694) 09Х14Н19В2БР (ЭИ 695Р) |
Св-08Х19Н10Г2Б Св-07Х19Н10Б Аргон ГОСТ 10157 |
Не выше 650 |
|
|
Х32Н8 ТУ 14-1-88 |
Св-08Х32Н9 Св-08Х32Н8 ТУ 14-1-1467 Аргон ГОСТ 10157 |
По таблице 1 |
После сварки необходимо проведение термообработки - аустенизации при температуре (1080 - 1120) °С, охлаждение на воздухе с последующим отпуском при температуре (270 - 300) °С в течение от 2 до 4 часов или отпуском при температуре (450 - 500) °С в течение от 2 до 4 часов, HRC 24 … 30 |
|
ХН60ВТ (ЭИ 868) ГОСТ 5632 |
Св-ХН60ВТ (ЭИ 868) ТУ 14-1-997 Аргон ГОСТ 10157 |
По таблице 1 |
После сварки необходимо проведение термообработки - аустенизации при температуре (1050 - 1060) °С. |
|
Н70МФВ-ВИ (ЭП 814А-ВИ) ТУ 14-1-4684 |
Св-00H70M27P (ЭП 812) ТУ 14-130-37 Н70М27 (ЭП 495) ТУ 14-1-683 Аргон ГОСТ 10157 |
По таблице 1 |
После сварки необходимо проведение термообработки - аустенизации при температуре (1050 - 1060) °С. |
|
Н65М-ВИ (ЭП982-ВИ) ТУ 14-1-2878 |
|||
|
ХН65МВ (ЭП 567) ГОСТ 5632 ХН65МВУ (ЭП 760) |
0Х15Н55М16В (ЭП 567) Аргон ГОСТ 10157 |
||
|
* - аргонодуговая сварка разрешается после специальной отработки технологии на отсутствие трещин. ** - Сварка производится: корень шва - проволокой Super Arc L-56 ТУ 1222-013-2005, ГОСТ 2246, остальное - проволокой OK Autrod 12.51 EN ISO 14341-А. Примечания: 1 Дополнительно к указанным в таблице смесям защитных газов разрешается применение смесей, состав которых приведен в разделе 11.4, или других, состав которых обеспечивает качество сварных соединений в соответствии с требованиями настоящего стандарта. Разрешается производить автоматическую аргонодуговую сварку плавящимся электродом (ААДП) в смеси (аргон 80 % - 92 %, двуокись углерода - остальное). |
|||
(Измененная редакция. Изм. 3)
11.3.4 В качестве неплавящегося электрода должны применяться прутки из лантанированного или иттрированного вольфрама. Допускается применять прутки из чистого вольфрама.
11.3.5 Перед началом сварки газоподводящие шланги и горелки необходимо продуть аргоном.
11.3.6 Конец вольфрамового электрода должен быть заточен в соответствии с указаниями 6.3.12 и 6.3.13.
11.3.7 Для обеспечения качественной защиты выпет вольфрамового электрода из сопла горелки не должен превышать 15 мм.
11.3.8 Зажигание дуги следует производить на стальной пластине, в разделке или на ранее наплавленном металле. Зажигание дуги на свариваемом металле вне разделки не допускается.
11.3.9 Перед началом сварки необходимо проверить качество защиты наружной поверхности шва. Проверка производится путем наплавки валика (без присадки) на пластине или отрезке трубы. При хорошей защите дуга горит спокойно, поверхность выполненного валика светлая или с цветами побежалости без какого-либо налета.
11.3.10 При сварке трубных конструкций без подкладных колец или без центрирующего «уса» первый проход рекомендуется выполнять:
- при толщине стенки до 12 мм - с применением присадочной проволоки или без присадки;
- при толщине стенки свыше 12 мм необходимо применять присадочную проволоку;
- при сварке сталей марок 08Х18Н12Т, ХН35ВТ, ХН35ВТ-ВД, 08Х18Н10Т + ХН35ВТ (ХН35ВТ-ВД), 03X17H14M3, ХН60ВТ, 10Х17Н13М2Т, 10X17H13M3T, 12Х18Н12М3ТЛ и других марок сталей чисто аустенитного класса, а также сталей аустенитного класса со сталями перлитного класса, применение присадочной проволоки обязательно.
11.3.11 Сварку следует выполнять узкими валиками так, чтобы ширина ванны не превышала внутреннего диаметра сопла горелки. По окончании сварки подача аргона в горелку не должна прекращаться до потемнения сварочной ванны и вольфрамового электрода.
11.3.12 Кратеры швов должны быть тщательно заплавлены. Кратер необходимо выводить на ранее наплавленный металл шва. При этом, за счет расплавления присадочной проволоки с обильной подачей (шов усиленный) и за счет плавного гашения дуги должно обеспечиваться отсутствие дефектов в кратере.
11.3.13 Сварку высоконикелевыми сварочными материалами рекомендуется вести короткой дугой с использованием дополнительной защиты и тщательной послойной зачистки от окислов. Дополнительная защита обеспечивается путем применения специальных приставок к горелке. Послойная зачистка сварного шва должна осуществляться напильником или другим инструментом до металлического блеска с последующим обезжириванием.
11.4 Автоматическая и механизированная сварка плавящимся электродом в среде активных газов и смесях
11.4.1 Для сварки углеродистых и низколегированных сталей в качестве защитного газа может применяться как углекислый газ так и смесь газов.
Сварку легированных сталей рекомендуется производить в аргоне или смеси защитных газов.
11.4.2 Сварка должна производиться на постоянном токе обратной полярности с применением источника питания с жесткой или пологопадающей внешней характеристикой (генератора постоянного тока или выпрямителя).
Рекомендуемые сварочные материалы приведены в таблице 6.
11.4.3 Для сварки рекомендуется применение газовой смеси следующего состава (дополнительно к указанным в таблице 6):
- для автоматической сварки: аргон (92 - 95) %, кислород - остальное, или аргон (85 - 92) %, двуокись углерода - остальное;
- для механизированной сварки: аргон (75 - 85) %, двуокись углерода - остальное.
Смешение газов может производиться смесителями любых типов. Дозировку в процессе смешения газов следует контролировать ротаметром. Допускается использовать готовые газовые смеси в баллонах.
11.4.4 Сварка должна производиться в нижнем положении. Электрод устанавливается вертикально по центру разделки. Допускается смещение электрода от диаметральной вертикальной оси на (15 - 20) мм по ходу вращения.
Горение дуги должно производиться без коротких замыканий. Длина дугового промежутка должна находиться в пределах от 4 до 7 мм.
11.5 Автоматическая и механизированная сварка под флюсом
11.5.1 Сварка должна производиться на постоянном токе обратной полярности. Рекомендуемые марки сварочных материалов указаны в таблице 7.
11.5.2 Сварку кольцевых швов необходимо выполнять с использованием кантователей, манипуляторов или другого оборудования, которое может обеспечить равномерное (без рывков) вращение свариваемых деталей.
11.5.3 Для обеспечения удовлетворительного формирования шва и для исключения прожогов при сварке корня шва сварочная дуга должна быть смещена в диаметральной плоскости относительно оси изделия в сторону, противоположную вращению.
11.5.4 Вылет сварочной проволоки устанавливается не более 50 мм.
Таблица 7 - Сварочные материалы для сварки под флюсом
|
Марка свариваемого материала |
Марка сварочной проволоки по ГОСТ 2246, ТУ. Рекомендуемая марка флюса по ГОСТ 9087 |
Температура применения, °C |
Дополнительные указания |
|
15Л, Ст3сп, Ст3пс 20Л, 25Л, 20, 20К, 22К |
Св-08, Св-08А, АН-348А, ОСЦ-45, АНЦ-1 |
He ниже -20 |
|
|
Св-08ГА, Св-10ГА, АН-348А, ОСЦ-45, АНЦ-1 |
He ниже -30 |
|
|
|
Св-08ГА, Св-10ГА, Св-10НМА, АН-348А, ОСЦ-45, АНЦ-1, АН-43, ФЦ-16 |
He ниже -40 |
После сварки термообработка - нормализация плюс отпуск (630 - 660) °С |
|
|
20ЮЧ |
Св-10НЮ ТУ 14-1-2219, АН-22, АН-47 |
He ниже -40 |
|
|
20ГМЛ, 20ГЛ, 15ГСЛ |
Св-10ГА, Св-08ГА, Св-10НМА, АН-348А, ОСЦ-45, АН-43, АНЦ-1, ФЦ-16 |
He ниже -40 |
|
|
Ниже -40 до -60 |
После сварки термообработка - нормализация плюс отпуск (600 - 650) °С |
||
|
20ГМЛ |
Св-10НМА, АН-43 Св-10НЮ ТУ 14-1-2219, АН-348А |
Не ниже -60 |
|
|
09Г2С, 10Г2, 10ХСНД |
Св-10НЮ ТУ 14-1-2219, Св-10НМА, OK Autrod 12.22, АН-348А, АН-43, OK Flux 10.62 |
Не ниже -60 |
|
|
Св-10НМА, Св-08ГА, Св-08Г2С OK Autrod 12.22, АН-348А, ОСЦ-45, АНЦ-1, АН-43, OK Flux 10.62 |
Ниже -60 до -70 |
После сварки термообработка - нормализация плюс отпуск по режиму, указанному в таблице 9 |
|
|
16ГС, 20ЮЧ, 20ГСЛ, 10ХСНД |
Св-08ГА, Св-10ГА, АН-348А, ОСЦ-45 |
Не ниже -30 |
|
|
Св-10ГА, Св-08ГА АН-348А, ОСЦ-45, АНЦ-1, АН-43, ФЦ-16 |
Ниже -30 до -40 |
При толщине металла не более 24 мм термообработка не требуется, при большей толщине необходима термообработка нормализация плюс отпуск |
|
|
14ХГС |
Св-10ГА, Св-08ГА АН-348А, ОСЦ-45, АНЦ-1, АН-43, ФЦ-16 |
До -60 |
После сварки - отпуск (630 - 660) °С |
|
09Г2С, 10Г2 + К60 |
Piperliner LA-85 + Lincolnweld 888 |
До -60 |
Для сварки заполняющих и облицовочных слоев шва |
|
09Г2С, 10Г2 + К65 |
Piperliner LA-100 + Lincolnweld 888 |
||
|
20X13Л, 20X13, 08X13, 12X13 |
Св-10X13, Св-12Х13, AH-26C |
|
Необходимость предварительного подогрева и режимы термообработки после сварки указаны в таблице 9 |
|
20ХЛ 20Х ГОСТ 4543 20ХМЛ ГОСТ 977 15ХМ ГОСТ 4543 |
Св-08ХМ, Св-08ХМФА АН-22, АН-42, ФЦ-11 |
По таблице 1 |
Необходимость предварительного подогрева и режимы термообработки после сварки указаны в таблице 9 |
|
12Х1МФ |
Св-04Х2МА КФ-16 |
||
|
12Х18Н9ТЛ 08Х18Н10Т 12X18Н9Т 12Х18Н10Т 08Х18Н10Т-ВД ТУ 14-1-3581 |
Св-04Х19Н11М3 ОФ-6 |
Не выше 350 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 350 °С |
|
Св-08Х19Н10Г2Б ОФ-6 |
Не выше 450 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 450 °С |
|
|
Св-08Х19Н10М3Б ОФ-6 |
Не выше 500 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 500 °С |
|
|
12X18Н9 12Х18Н9Т 08X18Н9 10X18Н9-ВД 10Х18Н9-Ш |
Св-01X19H9 Св-04Х19Н9 ОФ-6 |
|
Применение к сварочных материалов допускается при отсутствии требований стойкости против межкристаллитной коррозии |
|
12Х18Н12М3ТЛ 10X17H13M3T (ЭИ432) 10Х17Н13М2Т (ЭИ448) |
Св-04Х19Н11М3 ОФ-6 |
Не выше 350 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 350 °С |
|
Св-08Х19Н10М3Б ОФ-6 |
Не выше 500 |
Стойкость к межкристаллитной коррозии обеспечивается при температуре не выше 500 °С |
11.6 Электрошлаковая сварка
11.6.1 Применение электрошлаковой сварки рекомендуется, в основном, для сварки конструкций из сталей перлитного класса. Применяемые при этом сварочные проволоки аналогичны приведенным в таблице 7, рекомендуемые марки флюсов - АН-8, АН-22 ГОСТ 9087.
11.6.2 Электрошлаковую сварку рекомендуется производить сварочной проволокой диаметром 3 мм. Допускается применение плавящегося мундштука, пластинчатого электрода и сварочных проволок других диаметров.
11.6.3 При сварке кольцевых швов необходимо обеспечивать равномерное вращение (без рывков и пробуксовки) со скоростью в месте сварки от 0,6 до 1,5 м/ч. При этом осевое смещение свариваемых деталей не должно превышать 2 мм за один оборот.
11.6.4 Формирование шва при сварке должно производиться медными водоохлаждаемыми ползунами или съемными планками.
11.6.5 В зависимости от толщины свариваемых деталей процесс сварки может производиться с поперечным колебанием или без колебания электродных проволок в зазоре. При сварке без поперечных колебаний количество электродных проволок берется из расчета один электрод на (40 - 50) мм толщины свариваемых деталей, а при сварке с колебаниями - из расчета один электрод на (100 - 150) мм толщины свариваемых деталей.
11.6.6 Процесс сварки должен производиться без перерыва от начала до конца. В случае вынужденной остановки при протяженности выполненного участка шва менее 0,5 м шов удаляется, и процесс начинается вновь. Если длина выполненной части более 0,5 м, то сварку рекомендуется продолжать после удаления участка шва с усадочной раковиной. После окончания сварки и отпуска сварных соединений в месте остановки производится ремонт ручной электродуговой сваркой.
11.6.7 После сварки, отпуска и ремонта (если он необходим) сварное соединение должно быть подвергнуто полной термической обработке по режиму, применяемому для основного металла.
11.7 Особенности сварки деталей из разнородных сталей
11.7.1 Сварку деталей из сталей разного класса следует выполнять сварочными материалами, указанными в таблице 8.
11.7.2 Сварку деталей из стали аустенитного класса с деталями из неподкаливающейся стали перлитного класса толщиной до 10 мм и подкаливающейся стали перлитного класса толщиной до 6 мм следует выполнять без наплавки кромок с применением сварочных материалов аустенитного класса.
11.7.3 При сварке деталей из стали аустенитного класса с деталями из неподкаливающейся стали перлитного класса толщиной свыше 10 мм, на подлежащих сварке кромках деталей из стали перлитного класса производится однослойная наплавка. Толщина предварительной наплавки должна быть равной (6 ± 2) мм для ручной электродуговой сварки и (9 ± 2) мм для автоматической и механизированной сварки под флюсом.
11.7.4 При сварке деталей из сталей аустенитного класса с деталями из подкаливающейся стали перлитного класса толщиной свыше 6 мм, на подлежащих сварке кромках детали из стали перлитного класса производится предварительная двухслойная наплавка толщиной (9 ± 2) мм при толщине первого слоя (3 ± 1) мм.
11.7.5 Наплавку на кромки деталей из стали перлитного класса разрешается производить всеми способами, допущенными настоящим стандартом. Рекомендуемые материалы предварительной наплавки указаны в таблице 10 (пример выполнения наплавки приведен в таблице Б3).
11.7.6 При сварке между собой сталей одного структурного класса разных марок следует применять сварочные материалы, рекомендованные настоящим стандартом для сварки любой из свариваемых марок стали.
11.7.7 При сварке разнородных малоуглеродистых и низколегированных сталей следует отдавать предпочтение более технологичным сварочным материалам, обеспечивающим более высокую пластичность и вязкость. При этом необходимо обеспечить показатели механических свойств сварного соединения не ниже, чем у стали обладающей меньшими показателями указанных свойств.
11.7.8 Режимы предварительного и сопутствующего подогрева при сварке, режимы сварки, а также термической обработки должны выбираться с учетом свариваемости менее технологичной стали, входящей в данное соединение (стали группы Б таблицы 8).
(Измененная редакция. Изм. 4)
Таблица 8 - Сварочные материалы для сварки разнородных сталей
|
Марка свариваемого материала |
Сварочные материалы |
Дополнительные указания |
||
|
Группа А |
Группа Б |
Электроды, тип по ГОСТ (рекомендуемые марки) |
Сварочная проволока, ГОСТ 2246 или ТУ |
|
|
Ст3, 10, 20, 20К, 22К, 20ЮЧ, 10895 (Э12), 15Л, 20Л, 25Л |
20ХЛ, 20Х, 16ГС, 17ГС, 17Г1С, 09Г2С, 10Г2, 10ХСНД, 14ХГС, 15ГСЛ 20ГМЛ, 20ГСЛ, 20ГЛ, 20ХН3Л, 10Г2ФБЮ, 08Г1НФБ, 10Г1НФБ, 12МХ, 12ХМ, 12Х1МФ, 15ХМ, 20ХМ, 20ХМЛ |
Э-46А ГОСТ 9467 (УОНИИ-13/45А) Э-50А ГОСТ 9467 (УОНИИ-13/55) |
Св-08А, Св-08ГА, Св-08ГС, Св-08Г2С |
Необходимость предварительного подогрева, необходимость и режимы термообработки указаны в таблице 9* |
|
16ГС,17ГС, 17Г1С, 09Г2С, 10Г2, 10ХСНД, 15ГСЛ, 20ГМЛ, 20ГСЛ, 20ГЛ, 20ХН3Л, 14ХГС, 10Г2ФБЮ, 08Г1НФБ, 10Г1НФБ |
20ХЛ, 20Х, 20ХМЛ, 12МХ, 12ХМ, 12Х1МФ, 15ХМ, 20ХМ, 20ХМЛ |
Э-50А ГОСТ 9467 (УОНИИ-13/55) |
Св-08ГА, Св-08ГС, Св-08Г2С, Св-10НЮ |
|
|
Ст3, 10, 20, 20К, 22К, 20ЮЧ, 10895 (Э12), 15Л, 20Л, 25Л, 20ХЛ, 20Х, 16ГС, 17ГС, 17Г1С, 09Г2С, 10Г2, 10ХСНД, 15ГСЛ, 20ГМЛ, 20ГСЛ, 20ГЛ, 20ХН3Л, 10Г2ФБЮ, 08Г1НФБ, 10Г1НФБ, 14ХГС, 12МХ, 12ХМ, 12X1МФ, 15ХМ, 20ХМ, 20ХМЛ |
20X13Л, 20X13, 08X13,12X13 20Х5МЛ, 15Х5М |
Э-10Х15Н25М6АГ2 ГОСТ 10052 (ЭА-395/9), Э-10Х25Н13Г2 (ОЗЛ-6, ЗИО-8) |
Св-10Х16Н25АМ6, Св-07X25H13 |
Возможен предварительный подогрев в соответствии с рекомендациями таблицы 9 |
|
10X18Н9Л, 12Х18Н9ТЛ, 08Х18Н10Т, 12X18Н9Т, 12Х18Н10Т, 12Х18Н9, 10Х18Н9, 15Х18Н12СЧТЮ (ЭИ 654), 10X17H13M3T (ЭИ 432), 10Х17Н13М2Т (ЭИ 448), 12Х18Н12М3ТЛ |
Ст3, 10, 20, 20К, 22К, 20ЮЧ, 10895 (Э12), 15Л, 20Л, 25Л, 20ХЛ, 20Х, 16ГС, 17ГС, 17Г1С, 09Г2С, 10Г2, 10ХСНД, 15ГСЛ, 20ГМЛ, 20ГСЛ, 20ГЛ, 20ХН3Л, 10Г2ФБЮ, 08Г1НФБ, 10Г1НФБ, 14ХГС, 12МХ, 12ХМ, 12X1МФ, 15ХМ, 20ХМ, 20ХМЛ, 20X5МЛ, 15Х5М, 20X13Л, 20X13, 08X13, 12X13 |
Э-10Х25Н13Г2 (ОЗЛ-6, ЗИО-8), Э-11Х15Н25М6АГ2 (НИАТ-5, ЦТ-10) Э-10Х20Н9Г6С (НИИ-48Г и др.) |
Св-07Х25Н13 Св-08Х20Н9Г7Т Св-08Х21Н10Г6 |
|
|
Э-10Х15Н25М6АГ2 (ЭА-395/9), ЭА-582/23, ТУ 5.965-11187 ЭА-855/51, ТУ 5.965-11187 |
Св-10Х16Н25АМ6 Св-06Х15Н35Г7М6Б (ЭП 582) ТУ 14-1-1880 Св-03Х15Н35Г7М6Б (ЭП 855) ТУ 14-1-2143 |
Рекомендуем применять для ответственных сварных соединений трубопроводной арматуры опасных производственных объектов |
||
|
12Х18Н12М3ТЛ, 10X17H13M3T (ЭИ432), 10Х17Н13М2Т (ЭИ 448) |
Э-07Х19Н11М3Г2Ф (ЭА-400/10Т, ЭА-400/10У) |
Св-04Х19Н11М3 |
- |
|
|
07Х20Н25М3Д2ТЛ, 06ХН28МДТ (ЭИ 943) |
Э-10Х15Н25М6АГ2 (ЭА-395/9) Э-07Х19Н11М3Г2Ф (ЭА-400/10Т, ЭА-400/10У) |
Разрешается для сварных соединений, не соприкасающихся с рабочей средой |
||
|
08X18Н10Т 08Х18Н10Т-ВД |
ХН35ВТ (ЭИ 612), ХН35ВТ-ВД (ЭИ 612-ВД) |
ЭА-855/51 ТУ 5.965-11887 |
Св-03Х15Н35Г7М6Б (ЭП 855) ТУ 14-1-2143 |
Стойкость против межкристаллитной коррозии обеспечивается при температуре не выше 600 °С |
|
ЭА-582/23 ТУ 5.965-11887 |
Св-06Х15Н35Г7М6Б (ЭП 582) ТУ 14-1-1880 |
Стойкость против межкристаллитной коррозии обеспечивается при температуре не выше 450 °С |
||
|
10X18Н9Л 12Х18Н9ТЛ 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т 12Х18Н9 08Х18Н10Т-ВД 10Х18Н9 10Х18Н9-ВД 10Х18Н9-Ш 15Х18Н12СЧТЮ (ЭИ 654) |
07Х21Г7АН5 (ЭП 222) 08Х22Н6Т (ЭП 53) 10Х14Г14Н4Т (ЭИ 711) 14Х17Н2 16Х-ВИ 12X17 |
Э-04Х20Н9, Э-07Х20Н9 (ОЗЛ-8, ОЗЛ-12, ОЗЛ-36) |
Св-01Х19Н9 Св-04Х19Н9 |
Термообработка в соответствии с разделом 12, стойкость к МКК - см. таблицы 5, 6 |
|
Э-08Х19Н10Г2МБ (ЭА-898/21, ЭА-898/21Б) Э-08Х19Н10Г2Б (ЦЛ-11, ЦТ-15) |
Св-08Х19Н10Г2Б Св-07Х19Н10Б |
|||
|
08Х18Н10Т 12Х18Н10Т |
Х32Н8 |
Э-04Х20Н9, Э-07Х20Н9 |
Св-01Х19Н9 Св-04Х19Н9 |
Для неответственных соединений термообработка не требуется |
|
- |
Св-08Х32Н9 Св-08Х32Н8 |
Для специальной арматуры |
||
|
ХН60ВТ (ЭИ 868), Н70МФВ-ВИ (ЭП 814А-ВИ), ХН65МВ (ЭП567), ХН65МВУ (ЭП 760), Н65М-ВИ, (ЭП 982-ВИ) ХН65МВ (ЭП 567), ХН65МВУ (ЭП 760) |
Ст3, 10, 20, 20К, 22К, 20ЮЧ, 10895 (Э12), 15Л, 20Л, 25Л, 20ХЛ, 20Х, 16ГС, 17ГС, 17Г1С, 09Г2С, 10Г2, 10ХСНД, 15ГСЛ, 20ГМЛ, 20ГСЛ, 20ГЛ, 20ХН3Л, 10Г2ФБЮ, 08Г1НФБ, 10Г1НФБ, 14ХГС, 12МХ, 12ХМ, 12Х1МФ, 15ХМ, 20ХМ, 20ХМЛ, 20X13Л, 20X13, 08X13, 12X13 |
Э-10Х15Н25М6АГ2 ГОСТ 10052 (ЭА-395/9), Э-10Х25Н13Г2 (ОЗЛ-6, ЗИО-8) |
Св-10Х16Н25АМ6, Св-07Х25Н13 |
Рабочая температура не более 350 °C |
|
ХН60ВТ (ЭИ 868), Н70МФВ-ВИ (ЭП 814А-ВИ), ХН65МВ (ЭП567), ХН65МВУ (ЭП 760), Н65М-ВИ, (ЭП 982-ВИ) ХН65МВ (ЭП 567), ХН65МВУ (ЭП 760) |
10X18Н9Л 12Х18Н9ТЛ 08X18H10T 12Х18Н9Т 12Х18Н10Т 12X18Н9 10Х18Н9 10X17H13M3T (ЭИ 432) 10Х17Н13М2Т (ЭИ 448) 12Х18Н12М3ТЛ |
Э-10Х15Н25М6АГ2 (ЭА-395/9)**, Э-10Х25Н13Г2** (ОЗЛ-6, ЗИО-8) |
Св-10Х16Н25АМ6**, Св-01Х23Н28М3Д3Т |
**без требования по стойкости к межкристаллитной коррозии. Допускается применение сварочных материалов, предназначенных для выполнения однородных соединений никелевых сплавов |
|
- |
10895 (Э12) |
ЭА-855/51 ТУ 5.965-11887 |
Св-03Х15Н35Г7М6Б (ЭП 855) ТУ 14-1-2143 |
Применяются при необходимости получения немагнитного шва (вставки) |
|
ЭА-582/23 ТУ 5.965-11887 |
Св-06Х15Н35Г7М6Б (ЭП 582) ТУ 14-1-1880 |
|||
|
Э-11Х15Н25М6АГ2 (ЭА-395/9) |
Св-10Х16Н25АМ6 |
|||
|
Примечание * - Необходимость термообработки сварных соединений определяется по сталям марок группы Б, режимы термообработки указаны в таблицах 5, 6, 9 и разделе 12 |
||||
Таблица 9 - Температура предварительного и сопутствующего подогрева и отпуска при сварке конструкций из углеродистых, низколегированных сталей и высокохромистых сталей
|
Марка свариваемого материала |
Номинальная толщина стенки сваренных деталей, мм |
Температура предварительного и сопутствующего подогрева, °С |
Интервал между окончанием сварки и началом отпуска, час |
Температура отпуска, °С |
|
|
сварка |
наплавка материалами аустенитного класса |
||||
|
Ст3сп, Ст3пс, 15Л, 20Л, 20, 20К |
До 36 |
Не требуется |
Не требуется |
Не ограничивается |
Не требуется |
|
Свыше 36 до 100 |
630 - 660 |
||||
|
Свыше 100 |
100 |
||||
|
22К, 25Л |
До 36 |
Не требуется |
Не требуется |
Не ограничивается |
Не требуется |
|
Свыше 36 |
630 - 660 |
||||
|
20ГЛ, 20ЮЧ |
До 30 |
Не требуется |
Не требуется |
Не ограничивается |
Не требуется |
|
Свыше 30 |
150 |
150 |
600 - 650 |
||
|
09Г2С, 10Г2, 16ГС, 17Г1С, 17ГС, 10ХСНД, 20ГМЛ |
До 30 |
Не требуется |
Не требуется |
Не ограничивается |
Не требуется |
|
Свыше 30 |
150 |
150 |
630 - 660 |
||
|
15ГСЛ, 20ГСЛ |
До 30 |
Не требуется |
Не требуется |
Не ограничивается |
Не требуется |
|
Свыше 30 |
150 |
150 |
570 - 600 |
||
|
20ХН3Л |
Любая |
От 150 до 200 |
От 200 до 250 |
Не допускается |
660 - 670 |
|
20ХЛ, 20Х |
До 6 |
Не требуется |
Не требуется |
Не допускается |
570 - 580 для получения металла шва с σ0,2 450 МПа; 710 - 740 для получения металла шва с σ0,2 200 МПа |
|
Свыше 6 |
От 250 до 300 |
От 250 до 300 |
|||
|
20ХМЛ, 20ХМ |
До 6 |
Не требуется |
Не требуется |
Не допускается |
690 - 730 |
|
Свыше 6 |
200 |
150 |
|||
|
I5XM, 12ХМ |
До 10 |
Не требуется |
Не требуется |
Не ограничивается |
Отпуск не требуется |
|
Свыше 10 |
200 |
200 |
690 - 730 |
||
|
12Х1МФ |
До 6 |
Не требуется |
Не требуется |
Не ограничивается |
Не требуется |
|
Свыше 6 до 16 |
200 |
200 |
Не допускается |
690 - 730 |
|
|
Свыше 16 |
250 |
250 |
|||
|
20Х5МЛ, 15Х5М |
Независимо от толщины |
От 300 до 350 |
250 |
Не допускается |
690 - 730 |
|
20X13Л, 20X13, 08X13, 12X13 |
До 10 |
Не требуется |
Не требуется |
Не ограничивается |
690 - 730 |
|
Свыше 10 до 30 |
От 150 до 200 |
||||
|
12X17 |
До 10 |
Не требуется |
Не требуется |
Не ограничивается |
По пункту 12.8 |
|
Свыше 10 до 30 |
От 150 до 200 |
||||
12 Подогрев перед сваркой и термическая обработка сварных соединений
12.1 Термическая обработка после сварки производится для
обеспечения соответствия свойств металла и сварных соединений показателям,
принятым НД и/или КД; для снятия напряжений с целью обеспечения стабилизации
размеров после окончательной механической обработки в процессе эксплуатации,
повышения коррозионной стойкости.![]()
Детали арматуры из углеродистых, низколегированных марганцовистых и марганцовокремнистых сталей, изготовленных с применением сварки, штамповки или вальцовки, подлежат обязательной термообработке, если толщина стенки в месте сварного соединения более 36 мм для углеродистых сталей и более 30 мм для сталей низколегированных марганцовистых, марганцово-кремнистых за исключением замыкающего шва, необходимость и возможность термообработки и подогрева которого рассматривается в каждом конкретном случае по технологии завода-изготовителя.
(Измененная редакция. Изм. 3)
12.2 Необходимость термообработки в зависимости от марки свариваемого материала, применяемых сварочных материалов и условий эксплуатации должна быть указана в чертеже в соответствии с требованиями настоящего раздела и указаний таблиц 5, 6, 7.
Конкретные режимы предварительного подогрева и термообработки сварных соединений углеродистых, низколегированных и высокохромистых сталей приведены в таблице 9, а термообработка сварных соединений из высоколегированных сталей, коррозионностойких и жаропрочных сплавов производится в соответствии с СТ ЦКБА 016.
12.2.1 В случаях, не предусмотренных таблицей 9, необходимость и температура подогрева должны оговариваться технологическим процессом или технологической инструкцией по сварке.
12.2.2 При сварке деталей различной толщины температура предварительного и сопутствующего подогрева для каждого конкретного случая должна устанавливаться технологическим процессом или технологической инструкцией. Если толщина одной из свариваемых деталей меньше номинальной толщины, требующей подогрева, то подогрев не требуется.
12.2.3 Для других марок сталей, не указанных в таблице 9, температура предварительного подогрева может быть определена аналитическим путем в зависимости от толщины стенки и эквивалента углерода свариваемой стали:
![]()
где: С, Mn, Cr, Mo, Si, V, Cu, Р - процентное содержание легирующих элементов в металле шва.
Медь и фосфор учитывают только в том случае, если концентрация меди больше 0,5 % и фосфора - больше 0,05 %, если нет других указаний заказчика.
При Сэкв. более 0,43 и толщине стенки более 30 мм сварку необходимо вести с предварительным подогревом от 150 до 200 °С.
12.2.4 Предварительный подогрев деталей перед сваркой до указанной температуры может производиться индукционным способом, радиационными печами сопротивления или газовыми горелками. Стык должен быть подогрет равномерно по всему периметру; если требуется подогрев, то прихватку стыков также следует выполнять с подогревом. Ширина зоны подогрева до нужной температуры должна быть не менее 150 мм (от 70 до 75 мм с каждой стороны стыка).
12.2.5 Температура подогрева должна измеряться термопарами с потенциометрами или контролироваться термокарандашами или термокрасками.
12.2.6 Замеры температуры производятся в пределах зоны равномерного подогрева на расстоянии не менее 75 мм от свариваемых кромок (по обе стороны шва) в точках, указанных в технологическом процессе или производственной инструкции.
12.2.7 Максимально допустимая температура предварительного и сопутствующего подогрева, а при необходимости и другие параметры режима подогрева (скорость нагрева, условия охлаждения и другие) оговариваются технологическим процессом или технологической инструкцией по сварке.
12.3 При сварке деталей различной номинальной толщины минимальная температура подогрева устанавливается (в случае отсутствия указаний в КД) по таблице 9, исходя из номинальной толщины более толстостенной детали.
Номинальная толщина сваренных деталей - это толщина основного металла указанная в чертеже (без учета допусков).
При отработке технологии автоматической сварки под флюсом неподкаливающихся сталей перлитного класса необходимость и температура подогрева (также и отличающаяся от указанной в таблице 9) устанавливается в каждом конкретном случае ТД. Сварные соединения, в этом случае, подлежат дополнительному контролю капиллярным или магнитопорошковым методами.
12.3 При наличии в сварных узлах твердых износостойких наплавок (стеллита, ЦН-12, ЦН-6 и др.) охлаждение сварных сборок после термообработки следует производить с печью или до температуры от 200 °С до 300 °С, далее на воздухе, что должно быть указано в техпроцессе.
12.4 Если невозможно провести высокотемпературную термообработку для снятия напряжений в сварных соединениях арматуры из высоколегированных сталей аустенитного класса, работающих при температуре до 350 °С, допускается производить термообработку по режиму 12 СТ ЦКБА 016 до притирки уплотнительных поверхностей:
- отпуск при температуре от 375 °С до 400 °С, выдержка при данной температуре от 6 до 10 часов, охлаждение на воздухе. После термообработки не требуется проведения химического пассивирования для очистки поверхностей от цветов побежалости, если нет дополнительных требований к внешнему виду поверхностей.
12.5 Сварные соединения, предназначенные для эксплуатации при температуре выше 350 °С, из сталей марок 12Х18Н9Т, 08Х18Н10Т и других должны подвергаться стабилизирующему отжигу при температуре от 850 °С до 920 °С в соответствии с СТ ЦКБА 016.
12.6 Сварные сборки из экономно-легированных сталей аустенитного класса должны быть подвергнуты аустенизации при температуре нагрева, указанной в таблицах 5, 6.
12.7 Сварные соединения из стали 12X17 или из стали 12X17 со сталями 08Х18Н10Т, 12Х18Н10Т должны быть подвергнуты термообработке по режиму:
- при требовании стойкости против межкристаллитной коррозии - 800 °С, 8 часов;
- при отсутствии требования стойкости против межкристаллитной коррозии для обеспечения работоспособности - 775 °С, от 2 до 3 часов.
12.7а При применении импортных сварочных материалов, изготавливаемых по AWS А 5, термообработка после сварки производится в соответствии с требованиями таблицы 9. Термообработка в соответствии с требованиями таблиц 5, 6, 7 может не производится при условии, если результаты испытаний (механические свойства, твердость) соответствуют требованиям КД.
(Введен дополнительно. Изм. 3)
12.8 Сварные сборки из стали 14Х17Н2 должны быть подвергнуты, в соответствии с требованием чертежа, отпуску:
- при требовании стойкости к межкристаллитной коррозии - (680 - 700) °С, от 4 до 5 часов;
- при отсутствии требования стойкости к межкристаллитной коррозии - (680 - 700) °С, от 2 до 3 часов.
12.9 Сварные соединения из сталей и сплавов марок ХН35ВТ, ХН35ВТ-ВД, ХН60ВТ и других после сварки должны быть подвергнуты старению по режимам, указанным в СТ ЦКБА 016. Допускается проводить окончательную термическую обработку (старение) заготовок для свариваемых деталей в случае, когда допускается пониженная, по сравнению с основным металлом, прочность сварных соединений, а также когда по размерам и конструктивному выполнению сварных узлов термообработка после сварки невозможна (например, сборка штока с сильфоном).
12.10 Сварные соединения из сталей марок 15Х18Н12С4ТЮ (ЭИ 654) и 16Х18Н12С4ТЮЛ (ЭИ 654ЛК), работающие при температуре выше 50 °С в контакте с азотной кислотой, должны быть подвергнуты аустенизации при температуре (950 - 1050) °С, охлаждение на воздухе.
12.11 Сварные соединения, предназначенные для работы в условиях глубокого охлаждения из сталей марки 07Х21Г7АН5 и других, должны быть подвергнуты аустенизации при температуре (950 - 1050) °С, охлаждение на воздухе.
12.12 Сварные соединения из сталей марок 10X17H13M3T, 10Х17Н13М2Т, 08Х17Н15М3Т, 12Х18Н12М2Т, предназначенные для работы в средах химической промышленности или при температуре выше 350 °С, для повышения коррозионной стойкости следует подвергать аустенизации при температуре (950 - 1050) °С.
12.13 Сварные соединения из сталей марок 06ХН28МДТ (ЭИ 943), 07Х20Н25М3Д2ТЛ при требовании стойкости против межкристаллитной коррозии должны быть подвергнуты аустенизации при температуре (1050 - 1080) °С. Допускается снижение температуры аустенизации до (950 - 1050) °С при обеспечении стойкости против межкристаллитной коррозии.
12.14 Для обеспечения необходимых магнитных свойств соединений деталей из стали марки 10895 с аустенитными материалами (при изготовлении магнитопровода) необходимо проведение термообработки по режиму: нагрев до температуры (800 - 850) °С, выдержка 2 часа, охлаждение до 600 °С с печью, далее на воздухе.
Для обеспечения необходимых магнитных свойств сварных соединений из стали марки 10895 со сталью 10 необходимо проведение термообработки по режиму: отпуск при температуре (600 - 660) °С, выдержка 2 часа.
12.15 Сварные соединения из сталей 09Х16Н4Б, 07X16Н4Б непосредственно после сварки должны быть подвергнуты отпуску согласно СТ ЦКБА 016.
12.16 Термообработка сварных узлов должна производиться в стационарных печах с использованием различных средств нагрева. В отдельных случаях допускается проведение местной термообработки.
12.17 При подготовке сварных узлов к термообработке в стационарных печах должны быть приняты меры по обеспечению их равномерного нагрева, охлаждения и предотвращения коробления, что должно быть предусмотрено в технологическом процессе.
12.18 При термообработке сварных сборок в пламенной печи факел пламени не должен касаться металла сборки.
12.19 Контроль за соблюдением режимов термической обработки должен осуществлять представитель ОТК цеха, производящего термическую обработку.
12.20 Фактический режим термической обработки должен фиксироваться прибором печи на диаграмме и в производственном журнале.
12.21 Если в процессе изготовления опытного образца было принято решение о необходимости термической обработки и необходимости изменения сварочного материала в связи с проведением термообработки, то данное изменение технологии изготовления арматуры должно быть указано в техпроцессе и проведено в установленном на предприятии порядке.
12.22 При обеспечении механических свойств (ударной вязкости при минусовых температурах) в соответствии с требованием КД, разрешается взамен нормализации плюс отпуск проведение отпуска сварных соединений из сталей перлитного класса и, наоборот, при получении отрицательных результатов испытаний механических свойств после отпуска необходимо проведение нормализации плюс отпуск, что должно быть согласовано с разработчиком КД.
13 Контроль сварных соединений
13.1 Контроль до начала сварки и в процессе сварки
13.1.1 Перед началом сварки необходимо проконтролировать:
- наличие техпроцессов;
- квалификацию сварщиков;
- наличие записей в журнале сварочных работ, подтверждающих соответствие собранного соединения под сварку требованиям техпроцесса и настоящего стандарта;
- чистоту кромок и поверхностей, подготовленных под сварку и наплавку;
- контрольные размеры свариваемых деталей;
- применяемые сварочные материалы;
- наличие поддува защитного газа в случае указания техпроцесса;
- качество газовой защиты перед началом аргонодуговой сварки;
- исправность сварочного оборудования, аппаратуры, приборов, приспособлений;
- температуру окружающей среды и температуру свариваемых деталей (в случае сварки с подогревом).
13.1.2 В процессе сварки необходимо контролировать:
- режимы сварки (наплавки) и последовательность выполнения операций (по сварке, зачистке, контролю);
- очередность выполнения швов;
- соблюдение порядка и очередности наложения валиков при выполнении швов (наплавок) в последовательности, предусмотренной технологическим процессом;
- качество наплавленного металла.
Контроль при сварке многослойных швов после выполнения каждого слоя по всей поверхности производится сварщиком или мастером и представителем ОТК - в соответствии с требованием техпроцесса.
13.1.3 После выполнения сварки представитель ОТК контролирует правильность клеймения выполненных сварных швов и наплавок.
13.1.4 Если при выполнении сварного соединения не предусмотрена механическая обработка корня шва, а сварное соединение подлежит радиографическому контролю, то рекомендуется корень шва подвергнуть предварительному радиографическому контролю, что должно быть указано в техпроцессе.
13.1.5 Результаты контроля подлежат регистрации в журналах в установленном на предприятии порядке.
13.2 Категории сварных соединений, методы и объем контроля качества сварных соединений и наплавленного металла
13.2.1 В зависимости от условий эксплуатации для сварных соединений корпусных деталей арматуры устанавливаются:
- пять категорий сварных соединений из сталей перлитного класса согласно таблице 10;
- три категории сварных соединений из сталей аустенитного и ферритного классов и сплавов согласно таблице 11.
Методы и объем контроля сварных соединений назначаются разработчиком КД с учетом возможности контроля тем или иным методом, в соответствии с таблицами 12, 13, 14.
13.2.2 Для остальных сварных соединений, находящихся внутри корпуса под давлением рабочей среды (сильфонные сборки, диски, штока, плунжер, направляющие и др.), и не находящихся под давлением рабочей среды (рукоятки, опоры, ребра жесткости и др.), методы и объем контроля устанавливаются разработчиком КД и указывается комплекс в соответствии с таблицами 13 и 14 без учета требований таблицы 12.
13.2.3 Категория каждого сварного соединения устанавливается разработчиком КД и должна быть указана в чертеже.
Если условия эксплуатации сварных соединений отличаются от условий работы, указанных в таблицах 10 и 11, то объем и методы контроля устанавливаются разработчиком КД.
Отдельные наиболее ответственные сварные соединения или расположенные в местах концентрации напряжений могут быть переведены в более высокую категорию по решению разработчика КД.
Наплавку кромок под сварку следует относить к той же категории, что и сварное соединение, в которое входит наплавка.
Таблица 10 - Категории сварных соединений трубопроводной арматуры из сталей перлитного класса
|
Категория сварных соединений |
Характеристика конструкции |
|
1 |
Сварные конструкции: - находящиеся под давлением среды 6,3 МПа (63 кгс/см2) и выше; - находящиеся постоянно в контакте с взрывоопасными, пожароопасными и токсичными средами, в которых нарушение плотности недопустимо; - находящиеся под давлением среды и эксплуатируемые при температуре окружающего воздуха от минус 40 до минус 60 °С; - требующие испытания на вакуумную плотность |
|
2 |
Сварные конструкции: - находящиеся под давлением среды от 2,5 до 6,3 МПа (от 25 до 63 кгс/см2); - соприкасающиеся со средами при температуре свыше 200 °С; - не находящиеся под внутренним давлением, но испытывающие силовое воздействие при температуре окружающего воздуха от минус 40 до минус 60 °С |
|
3 |
Сварные конструкции: - находящиеся под давлением среды свыше 1,6 и до 2,5 МПа (свыше 16 до 25 кгс/см2); - находящиеся в контакте со средой при температуре до 200 °С; - находящиеся под внутренним давлением и эксплуатируемые при температуре окружающего воздуха до минус 40 °С |
|
4 |
Сварные конструкции: - находящиеся под давлением среды до 1,6 МПа (16 кгс/см2) включ. |
|
5 |
Сварные конструкции не находящиеся под внутренним давлением или по условиям работы, отличающиеся от указанных выше категорий |
Таблица 11 - Категории сварных соединений трубопроводной арматуры из сталей аустенитного и ферритного классов и сплавов
|
Категория сварных соединений |
Характеристика конструкции |
|
I |
Сварные конструкции, работающие: - при давлении свыше 5,0 МПа (50 кгс/см2); - при температуре свыше 200 °С или ниже минус 70 °С; - постоянно в контакте с агрессивной средой, со взрывоопасными и токсичными продуктами, а также изделия, требующие испытания на вакуумную плотность |
|
II |
Сварные конструкции, работающие: - под давлением до 5,0 МПа (50 кгс/см2) включ.; - при температуре от минус 70 °С до +200 °С |
|
III |
Сварные конструкции не находящиеся под внутренним давлением или по условиям работы, отличающиеся от указанных выше категорий |
Таблица 12 - Методы и объем неразрушающего контроля сварных соединений
|
Категория сварного соединения |
Объем контроля |
|||||
|
Визуальный и измерительный контроль |
Капиллярный или магнитопорошковый контроль |
Радиографический или ультразвуковой контроль* |
Радиографический контроль |
Гидравлические испытания |
||
|
Углеродистые и низколегированные стали |
Легированные, коррозионностойкие стали и сплавы |
Углеродистые и низколегированные стали |
Легированные, коррозионностойкие стали и сплавы |
|||
|
1; I |
100 |
100 |
Согласно указаниям раздела 13.3.2 |
100 |
100 |
100 |
|
2; II |
100 |
100 |
50 |
50 |
100 |
|
|
3 |
100 |
50 |
25 |
25 |
100 |
|
|
4 |
100 |
25 |
10 |
10 |
100 |
|
|
5; III |
100 |
- |
- |
- |
- |
|
|
* - При технической невозможности проведения контроля в требуемом объеме любым из этих методов проводится контроль другим из них. Для задвижек до DN 200 включительно рекомендуется радиографический контроль, для задвижек свыше DN 200 - ультразвуковой контроль». Примечание - При выборочном контроле сварных соединений в объеме менее 100 % контролируется соответствующий процент от длины каждого стыка, если размер наружного диаметра составляет 133 мм и более, или соответствующий процент от общего количества стыков в партии, выполненных каждым сварщиком (но не менее одного стыка на каждого сварщика), если наружный диаметр сварного соединения меньше 133 мм. |
||||||
Таблица 13 - Комплексы методов контроля сварных соединений деталей из сталей перлитного класса
|
№ п/п |
Методы контроля |
Комплексы контроля |
|||||||||||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
XI |
XII |
XIII |
XIV |
XV |
XVI |
XVII |
XVIII |
XIX |
XX |
||
|
1 |
Визуальный и измерительный |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
2 |
Радиографический |
+ |
+ |
+ |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
+ |
+ |
- |
- |
+ |
+ |
|
3 |
Ультразвуковая дефектоскопия |
+ |
+ |
- |
- |
- |
+ |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
Магнитопорошковая или цветная дефектоскопия |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
+ |
- |
+ |
- |
|
5 |
Определение механических свойств |
+ |
+ |
- |
- |
+ |
+ |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
+ |
- |
- |
+ |
|
6 |
Металлографические исследования |
+ |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
7 |
Контроль герметичности с люминесцентным индикаторным покрытием |
+ |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
8 |
Гидравлические испытания |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
|
9 |
Испытание воздухом |
- |
- |
+ |
- |
+ |
+ |
- |
|
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
- |
- |
- |
Таблица 14 - Комплексы методов контроля сварных соединений деталей из сталей аустенитного класса, высокохромистых сталей и железо никелевых сплавов и сварных соединений деталей из разнородных сталей
|
Методы контроля |
Комплексы контроля |
||||||||||||||||||||||||||||||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
XI |
XII |
XIII |
XIV |
XV |
XVI |
XVII |
XVIII |
XIX |
XX |
XXI |
XXII |
XXIII |
XXIV |
XXV |
XXVI |
XXVII |
XXVIII |
XXIX |
XXX |
XXXI |
XXXII |
XXXIII |
XXXIV |
XXXV |
XXXVI |
XXXVII |
XXXVIII |
XXXIX |
|
|
Визуальный и измерительный |
+ |
|
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
|
Ультразвуковой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
|
|
|
|
|
|
|
|
|
Радиографический |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
|
|
+ |
|
|
|
|
|
|
|
+ |
+ |
|
|
|
|
|
|
|
+ |
|
+ |
|
|
|
+ |
|
Контроль герметичности гелиевым течеискателем |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
|
+ |
+ |
|
|
|
|
|
|
|
|
|
+ |
|
|
|
|
|
|
|
|
|
|
Капиллярный или магнитопорошковый |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
|
+ |
|
|
|
+ |
|
|
|
|
|
|
+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
|
+ |
|
Гидравлические испытания |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
|
|
|
+ |
|
|
|
|
+ |
+ |
+ |
+ |
|
|
|
+ |
+ |
|
|
|
+ |
+ |
+ |
+ |
|
Механические испытания (при входном контроле сварочных материалов) |
+ |
|
+ |
+ |
+ |
|
+ |
+ |
|
|
|
|
|
+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
|
|
|
|
|
|
|
|
+ |
|
|
Металлографические исследования |
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
|
|
+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
+ |
|
|
|
|
Испытание на стойкость к межкристаллитной коррозии |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
|
+ |
|
+ |
|
+ |
+ |
|
+ |
+ |
+ |
+ |
|
+ |
|
|
+ |
|
|
|
|
|
|
+ |
+ |
|
|
|
|
|
Контроль плотности воздухом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
+ |
|
|
|
|
|
+ |
|
|
+ |
|
|
|
+ |
|
|
|
13.2.4 При контроле сварных соединений могут применяться следующие методы неразрушающего и разрушающего контроля:
- визуальный и измерительный;
- капиллярный;
- магнитопорошковый;
- радиографический;
- ультразвуковой;
- гидравлические испытания;
- контроль герметичности
- механические испытания;
- металлографическое исследование;
- испытание на стойкость к межкристаллитной коррозии.
Шероховатость сварных соединений для проведения неразрушающих методов контроля должна быть не более: Ra 3,2 (Rz 20) - при капиллярном контроле и магнитопорошковой дефектоскопии; допускается Ra 6,3 (Rz 40) - при магнитопорошковом контроле; Ra 6,3 (Rz 40) - при ультразвуковом контроле.
13.2.5 Контролируемая зона должна включать весь объем металла шва, а также примыкающие к нему участки основного металла в обе стороны от шва, а именно:
а) при радиографическом контроле:
- для стыковых сварных соединений, выполненных дуговой или электронно-лучевой сваркой, шириной на менее 5 мм при номинальной толщине свариваемых деталей до 5 мм включительно, не менее номинальной толщины свариваемых деталей при номинальной толщине свариваемых деталей свыше 5 до 20 мм включительно, не менее 20 мм при номинальной толщине свариваемых деталей свыше 20 мм;
- для угловых, тавровых, торцевых сварных соединений, выполненных дуговой или электроннолучевой сваркой, шириной не менее 3 мм независимо от толщины;
- для сварных соединений, выполненных электрошлаковой сваркой, шириной 50 мм независимо от толщины;
б) при капиллярной н магннтопорошковой дефектоскопии ширина контролируемой околошовной зоны должна быть в три раза больше, чем ширина шва;
в) УЗК в соответствии с ГОСТ 14782. При контроле сварных швов наклонным преобразователем, контролируемая зона включает сварной шов и околошовную зону минимальной шириной 0,5 толщины (S), но не менее 10 мм с каждой стороны шва.
В сварных соединениях различной номинальной толщины ширина контролируемых участков основного металла определяется отдельно для каждой из свариваемых деталей в зависимости от их номинальной толщины, если это предусмотрено нормативной документацией на соответствующий метод контроля.
(Измененная редакция. Изм. 3)
13.2.6 Для каждого сварного соединения, если объем контроля менее 100 %, то он должен быть указан в чертежах или схемах контроля.
При контроле в объеме менее 100 % участки пересечения или сопряжения швов подлежат обязательному контролю и не учитываются в объеме выборочного контроля.
13.2.7 Очередность применения указанных методов контроля определяется технологическим процессом, при этом визуальный и измерительный контроль должен предшествовать любому методу контроля, а испытания на вакуумную плотность (испытание герметичности) и капиллярный контроль, как правило, должны производиться после гидравлического испытания.
13.2.8 Если при проведении контроля каким-либо методом в объеме менее 100 % обнаружены недопустимые для данной категории сварных соединений дефекты, то следует произвести дополнительный контроль удвоенного количества сварных соединений или их участков, выполненных сварщиком, допустившим брак.
В первую очередь контролируются участки, соседние с забракованными.
13.2.9 Для сварных соединений, подлежащих ультразвуковому контролю и не контролируемых радиографическим методом, допускается замена ультразвукового контроля радиографическим контролем в том же объеме.
Если сварное соединение подлежит частичному радиографическому контролю и ультразвуковому контролю, но последний технически не выполним, то объем радиографического контроля удваивается.
13.2.10 Сварные соединения, для которых технически не выполним как радиографический, так и ультразвуковой контроль, а также сильфонные сборки, сварные швы которых выполнены с присадкой, должны подвергаться визуальному контролю после выполнения каждого слоя шва с регистрацией результатов контроля в принятой на предприятии-изготовителе арматуры документации.
13.2.11 Контроль неразрушающими методами сварных соединений, подвергающихся термической обработке, проводится после проведения термической обработки (за исключением термообработки по СТ ЦКБА 016 режим 12).
13.2.12 Вопрос о приемке изделий при наличии дефектов, выходящих за пределы норм настоящего стандарта, решается в установленном на предприятии-изготовителе арматуры порядке с участием (при необходимости) представителей заинтересованных организаций (конструкторской, заказчика и др.).
13.3 Контроль качества сварных соединений и наплавки кромок неразрушающими методами контроля
13.3.1 Визуальный и измерительный контроль.
13.3.1.1 Визуальному и измерительному контролю подлежат все сварные соединения и наплавленные под сварку кромки.
Контролю подвергают как сварной шов, так и зону прилегающего к нему основного металла (включая наплавку под сварку) на расстоянии не менее 20 мм от границы сплавления. Контроль производится по всей протяженности сварных соединений с двух сторон (в случае доступности).
13.3.1.2 При визуальном контроле и измерении должны контролироваться:
- соответствие формы и размеров шва и наплавки кромок требованиям чертежа и техпроцессов;
- наличие поверхностных дефектов, превышающих нормы допустимых, указанных в таблице 15;
- качество подготовки поверхности швов, наплавки под сварку и околошовной зоны для проведения последующих контрольных операций;
- наличие и правильность маркировки или клеймения швов;
- основные размеры сварной сборки по техпроцессу.
13.3.1.3 Визуальный осмотр производится невооруженным глазом, а в сомнительных случаях - с помощью лупы (4 - 7)-кратного увеличения после тщательной очистки швов и поверхности наплавки от шлака и брызг.
13.3.1.4 Контроль размеров шва, неравномерность ширины и высоты усиления шва и возможных отклонений размеров и профиля наплавки под сварку должен производится не менее чем в трех местах каждого шва.
13.3.1.5 При наличии утонения основного металла, получаемого в результате зачистки поверхностных дефектов, толщина в месте утонения не должна выходить за пределы номинального значения, при этом должен быть обеспечен плавный переход от утоненного места к соседним участкам.
13.3.1.6 Оценка качества сварных соединений и наплавленных кромок под сварку при визуальном контроле должна производиться в соответствии с нормами, указанными в таблице 15.
13.3.1.7 Все недопустимые дефекты, обнаруженные при визуальном контроле, должны быть устранены до контроля другими методами.
13.3.1.8 Поверхность шва не должна иметь грубую чешуйчатость (превышение гребня над впадиной не должно быть более для S до 10 мм вкл., а свыше - 1,5 мм); западание (глубина межваликовой канавки) не должно превышать 1,0 мм.
(Введен дополнительно. Изм. 3)
13.3.2 Капиллярный и магнитопорошковый контроль
13.3.2.1 Необходимость проведения капиллярного и магнитопорошкового контроля должна быть указана в чертеже.
13.3.2.2 Капиллярному контролю подлежат:
- сварные соединения из стали аустенитного класса, выполненные сварочными материалами, легированными ниобием (для сварных соединений III категории допускается капиллярный контроль не проводить);
- предварительная наплавка кромок деталей из сталей перлитного класса аустенитными сварочными материалами;
- сварные соединения из сталей и сплавов типа 06ХН28МДТ (ЭИ 943), ХН60ВТ (ЭИ 868), 03X17H14M3, ХН65МВ;
- сварные соединения деталей из коррозионностойких сталей аустенитного класса со сталями перлитного класса, находящиеся под давлением рабочей среды;
- сварные соединения из сталей 20ХЛ, 20Х, 20ХМЛ, 15ХМ, 12Х1МФ;
- сварные соединения сильфонных сборок. Капиллярная дефектоскопия сильфонных сборок швов, выполненных с присадкой, может быть заменена визуальным контролем лупой (4 - 7)-кратного увеличения;
- другие сварные соединения по указанию чертежа.
Класс чувствительности в соответствии с РД 5Р.9537 или ГОСТ 18442 назначается проектантом в соответствии с требованием заказчика.
В случае отсутствия указания в чертеже, капиллярный контроль проводится по II классу чувствительности РД 5Р.9537.
13.3.2.3 Капиллярный контроль назначают с целью выявления дефектов, выходящих на поверхность сварных швов и наплавленного металла (трещин, пор, шлаковых включений и т.п.).
Магнитопорошковый контроль назначают с целью обнаружения поверхностных и залегающих на глубине до 2 мм подповерхностных дефектов.
13.3.2.4 Методика проведения капиллярного и магнитопорошкового контроля должна удовлетворять требованиям действующих стандартов или другой НД, конкретизирующих методики контроля сварных соединений деталей арматуры.
13.3.2.5 Капиллярный контроль выполняется, как правило, с двух сторон сварного соединения. При отсутствии возможности выполнения контроля с двух сторон он производится с одной стороны.
13.3.2.6 При сварке деталей из коррозионной стали аустенитного класса с деталями из стали перлитного класса, выполненными с предварительной наплавкой кромок аустенитными сварочными материалами, контролируется сварное соединение совместно с наплавкой.
13.3.2.7 Магнитопорошковому контролю подлежат сварные соединения деталей из сталей перлитного класса, если есть указания в чертеже. Условный уровень чувствительности магнитопорошкового контроля Б назначается проектантом и указывается в чертеже.
В случае технической невозможности проведения магнитопорошкового контроля или его ненадежности (сложная конфигурация изделия, затрудненность доступа и т.п.) допускается заменять или дополнять магнитопорошковый контроль капиллярным контролем или визуальным контролем тщательно зачищенной поверхности с помощью лупы (4 - 7)-кратного увеличения.
Допустимость замены или необходимость проведения визуального контроля должна быть предусмотрена технологическим процессом.
13.3.2.8 Шероховатость поверхности при капиллярном контроле должна быть не выше Ra 3,2 (Rz 20), при магнитопорошковом контроле не выше Ra 6,3 (Rz 40) или Ra 3,2 (Rz 20), поверхность должна иметь металлический блеск.
При контроле сварных соединений, выполненных аргонодуговой сваркой, капиллярный контроль допускается проводить без дополнительной механической обработки.
(Измененная редакция. Изм. 3)
13.3.2.9 Капиллярный и магнитопорошковый контроль сварных соединений и наплавленных кромок, которые должны быть подвергнуты термической обработке, производится после проведения термической обработки.
При капиллярном контроле не допускаются: включения, поры, превышающие нормы таблицы 14а, незаваренные кратеры, прожоги, наплывы, свищи, усадочные раковины, несплавления, трещины н подрезы.
Оценка качества сварных соединений может проводиться как по индикаторным следам, так и по фактическим характеристикам выявленных несплошностей после удаления проявителя в зоне зафиксированных индикаторных следов.
При контроле по индикаторным следам качество сварного соединения или наплавленной поверхности считается удовлетворительным при одновременном соблюдении следующих условий:
- индикаторные следы являются округлыми (линейные индикаторные следы отсутствуют);
- наибольший размер каждого индикаторного следа не превышает трехкратных значений норм, приведенных в таблице 14а для одиночных включений;
- количество индикаторных следов не превышает норм, приведенных в таблице 14а для одиночных включений;
- индикаторные следы являются одиночными.
Округлые дефекты - длина индикаторного рисунка не превышает его трехкратной ширины.
Протяженные дефекты - длина индикаторного рисунка превышает его трехкратной ширины.
Округлые индикаторные следы с наибольшим размером до 0,6 мм включительно не учитываются вне зависимости от номинальной толщины сваренных (наплавленных) деталей.
При контроле по фактическим характеристикам выявленных несплошностей следует руководствоваться требованиями таблицы 14а.
Несплошности, не удовлетворяющие нормам таблицы 14а по индикаторным следам, допускается подвергать контролю по фактическим характеристикам, результаты которого являются окончательными.
При магнитопорошковом контроле не допускаются: включения, поры, превышающие нормы таблицы 14а, незаваренные кратеры, прожоги, несплавления, трещины и подрезы.
Нормы оценки качества при магнитопорошковом контроле установлены в таблице 14а. При этом допускается оценивать выявленные несплошности, выходящие на поверхность, по их фактическим характеристикам после удаления эмульсин или порошка.
При выявлении недопустимых индикаций допускается проведение капиллярного контроля соответствующих участков, при положительных результатах которого проводится зашлифовка металла на глубину до 1 мм (при условии обеспечения минимально допустимой толщины металла) и последующий повторный магнитопорошковый контроль, результаты которого являются окончательными.
Таблица 14а - Нормы допустимости одиночных поверхностных включений, пор сварных соединений и предварительно наплавленных кромок
|
Номинальная толщина сварных (наплавленных) деталей, мм |
Допускаемый наибольший размер включения в сварных соединениях (наплавках) категорий, мм |
Максимально допускаемое число включений на любых 100 мм протяженности сварного соединения (наплавки) категорий |
||||
|
1 |
2 |
3 - 5 |
1 |
2 |
3 - 5 |
|
|
До 2 вкл. |
- |
- |
0,3 |
- |
- |
2 |
|
2 - 3 вкл. |
- |
0,3 |
0,4 |
- |
2 |
3 |
|
3 - 4 вкл. |
0,3 |
0,4 |
0,5 |
2 |
3 |
4 |
|
4 - 5 вкл. |
0,4 |
0,5 |
0,6 |
2 |
3 |
4 |
|
5 - 6 вкл. |
0,5 |
0,6 |
0,8 |
2 |
3 |
4 |
|
6 - 8 вкл. |
0,6 |
0,8 |
1,0 |
3 |
4 |
5 |
|
8 - 10 вкл. |
0,8 |
1,0 |
1,2 |
3 |
4 |
5 |
|
10 - 15 вкл. |
1,0 |
1,2 |
1,5 |
3 |
4 |
5 |
|
15 - 20 вкл. |
1,2 |
1,5 |
2,0 |
4 |
5 |
6 |
|
20 - 40 вкл. |
1,5 |
2,0 |
2,0 |
4 |
5 |
6 |
|
40 -100 вкл. |
1,5 |
2,0 |
2,5 |
5 |
6 |
7 |
|
100 - 200 вкл. |
1,5 |
2,0 |
2,5 |
6 |
7 |
8 |
|
Св. 200 |
1,5 |
2,0 |
2,5 |
7 |
8 |
9 |
|
Примечания 1 Включения с наибольшим фактическим размером до 0,2 мм не учитываются вне зависимости от номинальной толщины сваренных (наплавленных) деталей, как при подсчете числа одиночных включений, так и при рассмотрении расстояния между включениями. 2 Любую совокупность включений (одиночных скоплений, группы включений), которая может быть вписана в квадрат с размером стороны, не превышающим значения допускаемого максимального размера одиночного включения, допускается рассматривать как одно сплошное включение. |
||||||
(Измененная редакция. Изм. 3)
13.3.2.10 Нормы оценки качества сварных соединений при визуальном контроле и наплавленных деталей должны соответствовать требованиям таблицы 15.
Таблица 15 - Нормы поверхностных дефектов сварных соединений и наплавки кромок под сварку при визуальном контроле
|
Наименование дефекта |
Максимально допускаемый дефект в сварных соединениях (наплавках) категорий |
|
|
Категории 1; 2; I; II |
Категории 3; 4; 5; III |
|
|
Трещины; наплывы; прожоги; незаваренные кратеры |
Не допускаются |
|
|
Подрезы |
Не допускаются |
Допускаются отдельные подрезы длиной не более 10 % от протяженности сварного шва и глубиной до 0,5 мм |
|
Поры, шлаковые включения |
Допускаются одиночные поры и другие включения размером до 5 % толщины свариваемого металла, но не более 1 мм в количестве не более трех щтук на каждые 100 мм длины шва |
Допускаются одиночные поры и другие включения размером до 10 % толщины свариваемого металла, но не более 1,5 мм, в количестве не более трех штук на каждые 100 мм длины щва |
|
Смещение свариваемых кромок |
Допускается смещение свариваемых кромок до 10 % от толщины основного материала, но не более 1 мм |
|
|
«Утяжка» - внутренняя вогнутость корня шва при аргонодуговой сварке без подкладки |
Для труб с толщиной стенки: - до 3 мм включ. - не более 0,4 мм; - свыше 3 мм до 8 мм включ. - не более 0,6 мм; - свыше 8 мм - 1,1 мм |
|
|
Сплошное или прерывистое усиление корня шва при аргонодуговой сварке без подкладки |
Для труб с размером диаметра - до 30 мм - не более 1,5 мм; - более 30 мм - не более 2,0 мм |
|
|
Цвета побежалости при сварке в защитных газах |
Допускаются серого цвета без какого-либо налета при сварке деталей из легированных и коррозионностойких сталей и сплавов |
|
|
Примечание - Для сварного шва сильфонной сборки, выполненного без присадки, допускаются цвета побежалости - от золотистого до светло-синего. Цвета наружной поверхности сильфона - золотистый или розовый. Темно-синий и черный цвета побежалости не допускаются. При доступности и необходимости допускается производить зачистку поверхностей нержавеющими щетками с последующей протиркой спиртом. |
||
(Измененная редакция. Изм. 3)
13.3.3 Радиографический контроль
13.3.3.1 Радиографический контроль сварных соединений и наплавленных кромок под сварку производится с целью выявления следующих дефектов: пор, непроваров, трещин, инородных включений (шлаковых, вольфрамовых и других), утяжины и усиления шва, проплавление кромок, и т.п. Нормы оценки дефектов приведены в таблице 16. Для сред, содержащих сероводород, оценка дефектов производится в соответствии с ГОСТ 23055.
|
Номинальная толщина сваренных деталей в месте сварки, мм |
Требуемая чувствительность контроля, не более |
Одиночные включения и скопления |
Одиночные крупные включения |
|||||
|
Допускаемый наибольший размер |
Допускаемое число включений и скоплений на любом участке сварного соединения длиной 100 мм, штук |
Допускаемая суммарная приведенная площадь включений и скоплений на любом участке сварного соединения длиной 100 мм |
Допускаемые |
Допускаемое число на любом участке сварного соединения длиной 100 мм, штук |
||||
|
Включения, мм |
Скопления, мм |
Наибольшая длина, мм |
Наибольшая ширина, мм |
|||||
|
Сварные соединения 1; I категории |
||||||||
|
Свыше 1,0 до 1,5 включ. |
0,1 |
0,2 |
0,3 |
10 |
0,15 |
3,0 |
0,2 |
1 |
|
Свыше 1,5 до 2,0 включ. |
0,1 |
0,3 |
0,4 |
10 |
0,3 |
3,0 |
0,3 |
1 |
|
Свыше 2,0 до 2,5 включ. |
0,1 |
0,4 |
0,6 |
10 |
0,6 |
3,0 |
0,4 |
1 |
|
Свыше 2,5 до 3,0 включ. |
0,1 |
0,5 |
0,8 |
10 |
1,0 |
3,0 |
0,5 |
1 |
|
Свыше 3,0 до 4,5 включ. |
0,1 |
0,6 |
1,0 |
10 |
1,4 |
3,0 |
0,6 |
1 |
|
Свыше 4,5 до 6,0 включ. |
0,2 |
0,8 |
1,2 |
11 |
2,5 |
3,0 |
0,8 |
1 |
|
Свыше 6,0 до 7,5 включ. |
0,2 |
1,0 |
1,5 |
11 |
4,0 |
3,0 |
1,0 |
1 |
|
Свыше 7,5 до 10,0 включ. |
0,2 |
1,2 |
2,0 |
12 |
5,5 |
3,5 |
1,2 |
1 |
|
Свыше 10,0 до 12,0 включ. |
0,2 |
1,5 |
2,5 |
12 |
7,5 |
3,5 |
1,5 |
1 |
|
Свыше 12,0 до 14,0 включ. |
0,3 |
1,5 |
2,5 |
13 |
9,0 |
4,0 |
1,5 |
1 |
|
Свыше 14,0 до 18,0 включ. |
0,3 |
2,0 |
3,0 |
13 |
11,0 |
4,0 |
2,0 |
1 |
|
Свыше 18,0 до 21,0 включ. |
0,3 |
2,0 |
3,0 |
14 |
14,0 |
4,0 |
2,0 |
1 |
|
Свыше 21,0 до 24,0 включ. |
0,4 |
2,0 |
3,0 |
14 |
17,5 |
5,0 |
2,0 |
1 |
|
Свыше 24,0 до 27,0 включ. |
0,4 |
2,5 |
3,5 |
15 |
20,0 |
5,0 |
2,5 |
2 |
|
Свыше 27,0 до 30,0 включ. |
0,4 |
2,5 |
3,5 |
15 |
23,0 |
6,0 |
2,5 |
2 |
|
Свыше 30,0 до 35,0 включ. |
0,5 |
2,5 |
4,0 |
16 |
26,0 |
6,0 |
2,5 |
2 |
|
Свыше 35,0 до 40,0 включ. |
0,5 |
3,0 |
4,5 |
17 |
30,0 |
7,0 |
3,0 |
2 |
|
Свыше 40,0 до 45,0 включ. |
0,6 |
3,0 |
4,5 |
18 |
34,0 |
8,0 |
3,0 |
2 |
|
Свыше 45,0 до 50,0 включ. |
0,6 |
3,0 |
4,5 |
19 |
38,0 |
9,0 |
3,0 |
2 |
|
Свыше 50,0 до 55,0 включ. |
0,6 |
3,0 |
4,5 |
20 |
42,0 |
10,0 |
3,0 |
2 |
|
Свыше 55,0 до 65,0 включ. |
0,75 |
3,5 |
5,0 |
21 |
48,0 |
10,0 |
3,5 |
2 |
|
Свыше 65,0 до 75,0 включ. |
0,75 |
3,5 |
5,0 |
22 |
56,0 |
10,0 |
3,5 |
2 |
|
Свыше 75,0 до 85,0 включ. |
1,0 |
4,0 |
6,0 |
23 |
64,0 |
10,0 |
4,0 |
2 |
|
Свыше 85,0 до 100,0 включ. |
1,0 |
4,0 |
6,0 |
24 |
72,0 |
10,0 |
4,0 |
2 |
|
Свыше 100,0 до 115,0 включ. |
1,25 |
4,0 |
6,0 |
25 |
85,0 |
10,0 |
4,0 |
2 |
|
Свыше 115,0 до 125,0 включ. |
1,25 |
5,0 |
7,0 |
25 |
100,0 |
10,0 |
5,0 |
2 |
|
Свыше 125,0 до 135,0 включ. |
1,5 |
5,0 |
7,0 |
24 |
100,0 |
11,0 |
5,0 |
2 |
|
Свыше 135,0 до 150,0 включ. |
1,5 |
5,0 |
7,0 |
24 |
115,0 |
11,0 |
5,0 |
2 |
|
Свыше 150,0 до 175,0 включ. |
2,0 |
5,0 |
7,0 |
23 |
130,0 |
11,0 |
5,0 |
2 |
|
Свыше 175,0 до 200,0 включ. |
2,0 |
5,0 |
8,0 |
23 |
150,0 |
11,0 |
5,0 |
2 |
|
Свыше 200,0 до 250,0 включ. |
2,5 |
5,0 |
8,0 |
22 |
180,0 |
12,0 |
5,0 |
2 |
|
Свыше 250,0 до 300,0 включ. |
3,0 |
6,0 |
9,0 |
21 |
220,0 |
12,0 |
6,0 |
2 |
|
Свыше 300,0 до 350,0 включ. |
3,5 |
7,0 |
10,0 |
20 |
260,0 |
13,0 |
7,0 |
2 |
|
Свыше 350,0 до 400,0 включ. |
4,0 |
8,0 |
12,0 |
19 |
300,0 |
13,0 |
8,0 |
2 |
|
Свыше 400,0 до 450,0 включ. |
4,5 |
9,0 |
14,0 |
18 |
340,0 |
13,0 |
9,0 |
2 |
|
Свыше 450,0 до 500,0 включ. |
5,0 |
10,0 |
15,0 |
17 |
380,0 |
14,0 |
10,0 |
2 |
|
Свыше 500,0 до 550,0 включ. |
5,5 |
11,0 |
16,0 |
16 |
420,0 |
14,0 |
11,0 |
2 |
|
Свыше 550,0 |
6,0 |
12,0 |
18,0 |
15 |
460,0 |
14,0 |
12,0 |
2 |
|
Сварные соединения 2; II категории |
||||||||
|
Свыше 1,0 до 1,5 включ. |
0,1 |
0,3 |
0,4 |
11 |
0,4 |
4,0 |
0,3 |
1 |
|
Свыше 1,5 до 2,0 включ. |
0,1 |
0,4 |
0,6 |
11 |
0,6 |
4,0 |
0,4 |
1 |
|
Свыше 2,0 до 2,5 включ. |
0,1 |
0,5 |
0,8 |
11 |
1,2 |
4,0 |
0,5 |
1 |
|
Свыше 2,5 до 3,5 включ. |
0,1 |
0,6 |
1,0 |
11 |
1,7 |
4,0 |
0,6 |
1 |
|
Свыше 3,5 до 5,0 включ. |
0,2 |
0,8 |
1,2 |
11 |
3,0 |
4,0 |
0,8 |
l |
|
Свыше 5,0 до 6,5 включ. |
0,2 |
1,0 |
1,5 |
12 |
4,5 |
4,0 |
1,0 |
2 |
|
Свыше 6,5 до 8,5 включ. |
0,2 |
1,2 |
2,0 |
12 |
6,5 |
4,0 |
1,2 |
2 |
|
Свыше 8,5 до 10,0 включ. |
0,2 |
1,5 |
2,5 |
13 |
8,5 |
4,0 |
1,5 |
2 |
|
Свыше 10,0 до 12,0 включ. |
0,3 |
1,5 |
2,5 |
13 |
10,0 |
5,0 |
1,5 |
2 |
|
Свыше 12,0 до 15,0 включ. |
0,3 |
2,0 |
3,0 |
14 |
12,0 |
5,0 |
2,0 |
2 |
|
Свыше 15,0 до 18,0 включ. |
0,3 |
2,0 |
3,0 |
14 |
15,0 |
5,0 |
2,0 |
2 |
|
Свыше 18,0 до 21,0 включ. |
0,4 |
2,5 |
3,5 |
15 |
18,0 |
6,0 |
2,5 |
2 |
|
Свыше 21,0 до 24,0 включ. |
0,4 |
2,5 |
4,0 |
15 |
21,0 |
6,0 |
2,5 |
2 |
|
Свыше 24,0 до 28,0 включ. |
0,3 |
3,0 |
4,5 |
16 |
24,0 |
7,0 |
3,0 |
2 |
|
Свыше 28,0 до 32,0 включ. |
0,5 |
3,0 |
4,5 |
16 |
28,0 |
7,0 |
3,0 |
2 |
|
Свыше 32,0 до 38,0 включ. |
0,6 |
3,0 |
4,5 |
18 |
32,0 |
8,0 |
3,0 |
2 |
|
Свыше 38,0 до 44,0 включ. |
0,6 |
3,5 |
5,0 |
20 |
37,0 |
9,0 |
3,5 |
2 |
|
Свыше 44,0 до 52,0 включ. |
0,75 |
3,5 |
5,0 |
21 |
43,0 |
10,0 |
3,5 |
2 |
|
Свыше 52,0 до 60,0 включ. |
0,75 |
4,0 |
6,0 |
22 |
50,0 |
12,0 |
4,0 |
3 |
|
Свыше 60,0 до 70,0 включ. |
1,0 |
4,0 |
6,0 |
23 |
58,0 |
12,0 |
4,0 |
3 |
|
Свыше 70,0 до 80,0 включ. |
1,0 |
4,0 |
6,9 |
24 |
67,0 |
12,0 |
4,0 |
3 |
|
Свыше 80,0 до 100,0 включ. |
1,25 |
4,0 |
6,0 |
25 |
81,0 |
12,0 |
4,0 |
3 |
|
Свыше 100,0 до 120,0 включ. |
1,5 |
5,0 |
7,0 |
26 |
100,0 |
12,0 |
5,0 |
3 |
|
Свыше 120,0 до 140,0 включ. |
1,75 |
5,0 |
7,0 |
25 |
115,0 |
12,0 |
5,0 |
3 |
|
Свыше 140,0 до 160,0 включ. |
2,0 |
5,0 |
8,0 |
24 |
135,0 |
13,0 |
5,0 |
3 |
|
Свыше 160,0 до 200,0 включ. |
2,5 |
6,0 |
9,0 |
24 |
160,0 |
13,0 |
6,0 |
3 |
|
Свыше 200,0 до 240,0 включ. |
3,0 |
6,0 |
9,0 |
23 |
200,0 |
14,0 |
6,0 |
3 |
|
Свыше 240,0 до 280,0 включ. |
3,5 |
7,0 |
10,0 |
22 |
235,0 |
14,0 |
7,0 |
3 |
|
Свыше 280,0 |
4,0 |
8,0 |
12,0 |
22 |
250,0 |
14,0 |
8,0 |
3 |
|
Сварные соединения 3 и 4 категорий |
||||||||
|
Свыше 1,0 до 2,0 включ. |
0,1 |
0,4 |
0,6 |
12 |
0,8 |
5,0 |
0,5 |
2 |
|
Свыше 2,0 до 3,0 включ. |
0,1 |
0,6 |
1,0 |
12 |
2,0 |
5,0 |
0,6 |
2 |
|
Свыше 3,0 до 4,0 включ. |
0,2 |
0,8 |
1,2 |
12 |
3,5 |
5,0 |
0,8 |
2 |
|
Свыше 4,0 до 5,0 включ. |
0,2 |
1,0 |
1,5 |
13 |
5,0 |
5,0 |
1,0 |
2 |
|
Свыше 5,0 до 6,5 включ. |
0,2 |
1,2 |
2,0 |
13 |
6,0 |
5,0 |
1,2 |
3 |
|
Свыше 6,5 до 8,0 включ. |
0,2 |
1,5 |
2,5 |
13 |
8,0 |
5,0 |
1,5 |
3 |
|
Свыше 8,0 до 10,0 включ. |
0,3 |
1,5 |
2,5 |
14 |
10,0 |
5,0 |
1,5 |
3 |
|
Свыше 10,0 до 12,0 включ. |
0,3 |
2,0 |
3,0 |
14 |
12,0 |
6,0 |
2,0 |
3 |
|
Свыше 12,0 до 14,0 включ. |
0,4 |
2,0 |
3,0 |
15 |
14,0 |
6,0 |
2,0 |
3 |
|
Свыше 14,0 до 18,0 включ. |
0,4 |
2,5 |
3,5 |
15 |
16,0 |
6,0 |
2,5 |
3 |
|
Свыше 18.0 до 22,0 включ. |
0,5 |
3,0 |
4,0 |
16 |
20,0 |
7,0 |
3,0 |
3 |
|
Свыше 22,0 до 24,0 включ. |
0,5 |
3,0 |
4,5 |
16 |
25,0 |
7,0 |
3,0 |
3 |
|
Свыше 24,0 до 28,0 включ. |
0,6 |
3,0 |
4,5 |
18 |
25,0 |
8,0 |
3,0 |
3 |
|
Свыше 28,0 до 32,0 включ. |
0,6 |
3,5 |
5,0 |
18 |
31,0 |
8,0 |
3,5 |
3 |
|
Свыше 32.0 до 35,0 включ. |
0,6 |
3,5 |
5,0 |
20 |
35,0 |
9,0 |
3,5 |
3 |
|
Свыше 35,0 до 38,0 включ. |
0,75 |
3,5 |
5,0 |
20 |
35,0 |
9,0 |
3,5 |
3 |
|
Свыше 38,0 до 44,0 включ. |
0,75 |
4,0 |
6,0 |
21 |
41,0 |
10,0 |
4,0 |
3 |
|
Свыше 44,0 до 50,0 включ. |
0,75 |
4,0 |
6,0 |
22 |
47,0 |
12,0 |
4,0 |
3 |
|
Свыше 50,0 до 60,0 включ. |
1,0 |
4,0 |
6,0 |
23 |
55,0 |
14,0 |
4,0 |
4 |
|
Свыше 60,0 до 70,0 включ. |
1,0 |
4,0 |
6,0 |
24 |
65,0 |
14,0 |
4,0 |
4 |
|
Свыше 70,0 до 85,0 включ. |
1,25 |
5,0 |
7,0 |
25 |
78,0 |
14,0 |
5,0 |
4 |
|
Свыше 85,0 до 100,0 включ. |
1,5 |
5,0 |
7,0 |
26 |
92,0 |
14,0 |
5,0 |
4 |
|
Свыше 100,0 до 130,0 включ. |
2,0 |
5,0 |
8,0 |
27 |
115,0 |
14,0 |
5,0 |
4 |
|
Свыше 130,0 до 165,0 включ. |
2,5 |
6,0 |
9,0 |
26 |
145,0 |
15,0 |
6,0 |
4 |
|
Свыше 165,0 до 200,0 включ. |
3,0 |
6,0 |
9,0 |
25 |
160, |
15,0 |
6,0 |
4 |
|
Свыше 200,0 до 225,0 включ. |
3,5 |
7,0 |
10,0 |
25 |
210,0 |
13,0 |
7,0 |
4 |
|
Свыше 225,0 |
4,0 |
8,0 |
12,0 |
24 |
230,0 |
16,0 |
8,0 |
4 |
|
Примечания: 1 Требуемая чувствительность приведена применительно к канавочным эталонам. При использовании проволочных эталонов значения чувствительности - 0,3, 0,6, 0,75 и 1,5 мм допускается заменять на - 0,32, 0,63, 0,80 и 1,6 мм соответственно. 2 Приведенная площадь включения или скопления - произведение максимального размера включения на его максимальную ширину. 3 Суммарная приведенная площадь включений и скоплений - сумма приведенных площадей отдельных одиночных мелких включений и одиночных скоплений. 4 Определение понятия «скопления» приведено в ГОСТ 23055. |
||||||||
13.3.3.2 Радиографический контроль должен выполняться в соответствии с ГОСТ 7512.
13.3.3.3 Подготовка поверхности швов, подлежащих контролю, должна соответствовать требованиям ГОСТ 7512.
13.3.3.4 Радиографический контроль сварных соединений, подвергающихся механической обработке с удалением части шва, должен производиться после окончательной механической обработки или после предварительной механической обработки, но при этом припуск на окончательную механическую обработку не должен превышать 3 мм на сторону.
При этом требуемая чувствительность контроля должна выбираться по радиационной толщине стенки после механической обработки.
13.3.3.5 Радиографический контроль сварных соединений, подвергающихся термической обработке, производится после термической обработки.
Стыковые сварные соединения толщиной до 20 мм из сталей марок 20, 09Г2С, 08Х18Н10Т, 12Х18Н10Т, 12X18Н9Т, в случае, если они подвергались радиографическому контролю до проведения термообработки, допускается после проведения термообработки не контролировать радиографическим методом. В этом случае после термообработки указанные соединения должны быть проконтролированы капиллярным методом контроля.
13.3.3.6 Качество сварного соединения или наплавленной детали считается удовлетворительным, если на снимках не будут зафиксированы трещины и недопустимые непровары, включения, вогнутость или превышение проплавления корня шва.
Если вогнутость или превышение проплавления корня шва проверены при измерительном контроле, их оценка при радиографическом контроле не проводится.
13.3.3.7 Оценка качества стыковых сварных соединений элементов различной толщины производится по нормам, установленным для меньшей толщины.
Оценка угловых швов производится по расчетной высоте углового шва (см. рисунок 3). За расчетную высоту углового шва h следует принимать размер перпендикуляра, опущенного из точки сопряжения сваренных деталей на прямую линию, соединяющую края его поверхности в одном поперечном сечении (при выпуклом угловом шве) или на параллельную указанной линии касательную к поверхности сварного шва (при вогнутом угловом шве). Для двухстороннего углового шва его расчетная высота определяется как сумма расчетных высот (h1 + h2) его частей, выполненных с разных сторон.
Радиографический контроль угловых и тавровых сварных соединений производится в тех случаях, когда толщина металла шва составляет не менее 20 % от суммарной толщины основного металла и металла шва в направлении излучения. В случае если толщина металла шва составляет менее 60 % от указанной суммарной толщины, допускается уменьшение требуемой чувствительности контроля, но не более чем в 1,5 раза.
(Измененная редакция. Изм. 2)
13.3.3.8 Оценка качества корня шва производится по нормам для полной толщины свариваемых деталей, но не более чем для толщины 50 мм.
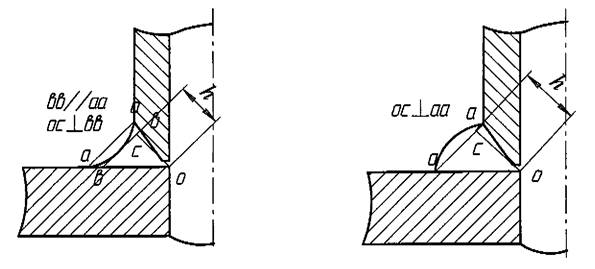
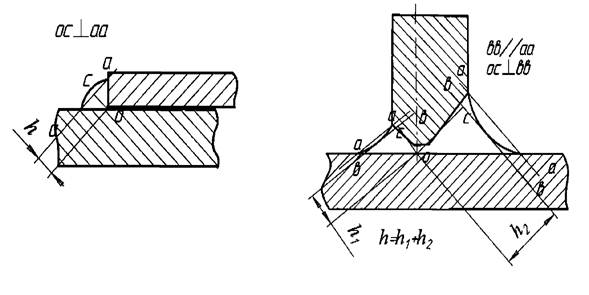
Рисунок 3 - Расчетная высота углового шва h
13.3.3.9 При оценке качества сварных соединений, выполняемых с неполным проплавлением, конструктивный зазор (конструктивный непровар), видимый на снимке, браковочным признаком не является. При оценке качества замыкающих швов, выполняемых на подкладном кольце, конструктивный зазор с затекшим шлаком или металлом, видимый на снимке, браковочным признаком не является.
13.3.3.10 Радиографический контроль при наличии технической возможности должен производиться через одну стенку. При радиографическом контроле через две стенки, оценка качества производится по толщине одной стенки.
13.3.4 Ультразвуковой контроль
13.3.4.1 Ультразвуковой контроль проводится для выявления следующих внутренних дефектов сварных соединений из углеродистых и низколегированных сталей перлитного класса: трещин, непроваров, шлаковых включений, пор, и других без расшифровки их характера, но с указанием количества дефектов, условной протяженности, координат расположения и оценкой их эквивалентной площади. Нормы оценки при контроле зоны (п. 13.2.5), прилегающей ко шву, должны соответствовать требованиям НД на материал.
13.3.4.2 Качество сварного соединения, наплавки кромок под сварку и наплавленного антикоррозионного покрытия считается удовлетворительным при одновременном соблюдении следующих требований:
- характеристики и количество несплошностей удовлетворяют нормам, приведенным в таблицах 17, 18, 18а;
- несплошность не является протяженной;
- расстояние по поверхности сканирования между двумя соседними несплошностями не менее условной протяженности несплошности с большим значением этого показателя;
- поперечные трещины отсутствуют.
Условной протяженностью несплошности или эталонного отражателя называют максимальный размер зоны индикации несплошности или эталонного отражателя в определенном направлении (например, вдоль шва).
Таблица 17 - Нормы допустимости одиночных несплошностей при ультразвуковом контроле сварных соединений из углеродистых и низколегированных сталей перлитного класса
|
Номинальная толщина свариваемых элементов, мм |
Наименьшая фиксируемая эквивалентная площадь точечного дефекта, мм2 |
Наибольшая допустимая эквивалентная площадь точечного дефекта, мм2 |
Максимальное количество допустимых дефектов на любые 100 мм длины шва, шт. |
|||||||||
|
Категория сварного соединения |
||||||||||||
|
1 |
2 |
3 |
4 |
1 |
2 |
3 |
4 |
1 |
2 |
3 |
4 |
|
|
От 5,5 до 7 включ. |
1,6 |
2,0 |
3,0 |
4,0 |
2,0 |
3,0 |
4,0 |
5,0 |
3 |
3 |
4 |
5 |
|
От 7 до 10 включ. |
2,0 |
3,0 |
4,0 |
5,0 |
3,0 |
4,0 |
5,0 |
7,0 |
3 |
4 |
5 |
б |
|
От 10 до 18 включ. |
3,0 |
4,0 |
5,0 |
7,0 |
4,0 |
5,0 |
7,0 |
10,0 |
3 |
5 |
б |
7 |
|
От 18 до 30 включ. |
4,0 |
5,0 |
7,0 |
10,0 |
5,0 |
7,0 |
10,0 |
15,0 |
4 |
6 |
7 |
8 |
|
От 30 до 50 включ. |
5,0 |
7,0 |
10,0 |
15,0 |
7,0 |
10,0 |
15,0 |
20,0 |
5 |
7 |
8 |
9 |
|
От 50 до 80 включ. |
7,0 |
10,0 |
15,0 |
20,0 |
10,0 |
15,0 |
20,0 |
30,0 |
6 |
8 |
9 |
10 |
|
От 80 до 120 |
10,0 |
15,0 |
20,0 |
30,0 |
15,0 |
20,0 |
30,0 |
40,0 |
7 |
9 |
10 |
11 |
Таблица 18 - Нормы допустимости одиночных несплошностей в зоне сплавления наплавленного металла с основным при ультразвуковом контроле наплавленных аустенитными присадочными материалами кромок деталей из сталей перлитного класса
|
Номинальная толщина наплавленной кромки, мм |
Эквивалентная площадь одиночных несплошностей, мм2 |
Допускаемое число фиксируемых одиночных несплошностей на любых 100 мм протяженности наплавленной кромки, штук |
|||
|
Минимально фиксируемая |
Максимально допускаемая |
Категория сварного соединения |
|||
|
I |
II |
III |
|||
|
Свыше 10 до 40 включ. |
3,5 |
7 |
3 |
4 |
5 |
|
Свыше 40 до 60 включ. |
3,5 |
7 |
4 |
5 |
6 |
|
Свыше 60 |
3,5 |
7 |
5 |
б |
7 |
Таблица 18а - Нормы допустимости одиночных несплошностей в зоне сплавления наплавленного металла с основным при контроле наплавленного антикоррозионного покрытия
|
Номинальная толщина наплавленной детали (изделия) без учета покрытия, мм |
Эквивалентная площадь одиночных несплошностей, мм2 |
Допускаемая суммарная эквивалентная площадь одиночных несплошностей на любом участке размером 200×200 мм, мм2 |
|
|
Минимально фиксируемая |
Максимально допускаемая |
||
|
До 100 |
10 |
20 |
75 |
|
Свыше 10 до 300 |
15 |
30 |
100 |
|
Свыше 300 |
20 |
40 |
125 |
13.3.4.3 Ультразвуковому контролю подлежат:
- стыковые и угловые сварные соединения листовых конструкций, кольцевые, продольные и угловые швы цилиндрических и конических конструкций при толщине свариваемых кромок 5,5 мм и более и диаметре цилиндрических (конических) конструкций 300 мм и более;
- кольцевые сварные соединения трубных конструкций при наружном диаметре не менее 100 мм с двухсторонней сваркой или сваркой на подкладном кольце и при толщине стенки не менее 5,5 мм;
- угловые и тавровые сварные соединения трубных конструкций, выполненные с полным проплавлением при наружном диаметре большего элемента не менее 400 мм, меньшего не менее 100 мм и толщине стенки не менее 5,5 мм;
- наплавка под сварку аустенитными сварочными материалами при толщине наплавки 6 мм и более и при толщине свариваемых кромок 10 мм и более.
13.3.4.4 При проведении ультразвукового контроля средства контроля, методика контроля и требования к подготовке поверхности, по которой производится перемещение искателя, должны соответствовать требованиям ГОСТ 14782.
13.3.4.5 Поверхность швов, контролируемых ультразвуковым методом, должна быть зачищена для обеспечения плавного перехода к основному металлу и проконтролирована посредством визуального осмотра.
13.3.4.6 При контроле наплавки кромок аустенитными сварочными материалами контролируется зона сплавления наплавленного металла с основным металлом.
13.3.5 Гидравлические испытания
13.3.5.1 Гидравлические испытания проводятся с целью проверки прочности и плотности сварных соединений.
Гидравлическим испытаниям подвергаются все сварные соединения арматуры, работающие под давлением.
13.3.5.2 Гидравлические испытания проводятся в соответствии с указаниями рабочих чертежей и конструкторской документации, там же указывается и величина давления.
13.3.5.3 Качество сварного соединения считается неудовлетворительным, если в процессе испытания будут обнаружены какие-либо разрушения, течь или потение.
13.3.5.4 Участки швов с обнаруженными дефектами бракуются и подлежат исправлению.
13.3.6 Контроль герметичности
13.3.6.1 Контролю герметичности подлежат сварные соединения, к которым предъявляются требования по газовой или вакуумной плотности (герметичности). Класс герметичности должен быть установлен проектантом по согласованию с заказчиком и указан в чертеже.
13.3.6.2 Контроль герметичности должен производиться по методике, приведенной в ОСТ 5Р.0170.
13.3.6.3 При назначении класса герметичности проектант должен руководствоваться технической возможностью осуществления контроля одним из методов, удовлетворяющих требованиям назначенного класса.
13.3.6.4 Контроль герметичности сварных соединений сильфонных сборок производиться (при отсутствии специальных указаний в чертеже) по II классу герметичности ОСТ 5Р.0170.
13.3.6.5 Качество сварного соединения считается неудовлетворительным, если в результате применения любого метода контроля, соответствующего заданному классу герметичности, будет обнаружено натекание.
13.4 Разрушающий контроль качества сварных соединений лабораторными методами
13.4.1 Общие положения
13.4.1.1 Разрушающий контроль качества сварных соединений лабораторными методами включает в себя следующие методы контроля (рекомендуемые образцы - см. приложение Г):
- механические испытания согласно КД;
- металлографическое исследование согласно КД;
- испытания сварных соединений, металла шва и наплавленного металла на стойкость к межкристаллитной коррозии согласно КД;
- определение содержания ферритной фазы при входном контроле.
В случае отсутствия нормы оценки качества в данном стандарте, они должны быть указаны в КД.
13.4.1.2 Сварка контрольных сварных соединений (контрольных проб) и их испытания должны быть выполнены до начала сварочных работ контролируемых сварных соединений.
13.4.1.3 Сварка контрольных сварных соединений производится сварочными материалами, которые прошли входной контроль.
13.4.1.4 Контрольные сварные соединения подлежат сплошному неразрушающему контролю методами, установленными для контролируемых сварных соединений, и должны соответствовать нормам, установленным в разделе 13.3 для той категории сварных соединений, для сварки которой будут использоваться контролируемые сварочные материалы или более высокой категории. При контроле по более высокой категории контрольные сварные соединения, распространяются на сварные соединения более низких категорий. Контрольные сварные соединения, предназначенные для испытания механических свойств и стойкости к МКК, должны подвергаться радиографическому контролю.
13.4.1.5 Сварку контрольных сварных соединений проводят по технологии контролируемых соединений, с применением способов, режимов сварки, сварочными материалами той же марки (или одной из марок), которые прошли входной контроль и применяются для сварки данного заказа.
13.4.1.6 Разрешается совмещение контроля сварных соединений с совмещением входного контроля сварочных материалов, если учтены требования данного раздела.
13.4.1.7 Разрушающий контроль проводится на образцах, изготовленных из контрольных сварных соединений (контрольная проба) с учетом технологических нагревов (термообработка, нагревы при наплавке, и др.).
Контроль содержания ферритной фазы производится в металле, наплавленном аустенитными присадочными материалами, без термообработки.
13.4.1.8 Разрешается не проводить дополнительные испытания механических свойств и проверку стойкости против межкристаллитной коррозии после термообработки сварных соединений по режиму 12 СТ ЦКБА 016 (375 - 400 °С, 8 - 10 часов).
13.4.1.9 При получении отрицательных результатов испытаний сварочных материалов проводится повторное испытание на удвоенном количестве образцов вновь сваренных или изготовленных из припусков контрольных проб.
При получении отрицательных результатов при повторных испытаниях хотя бы на одном образце, вся партия контролируемых сварочных материалов бракуется.
13.4.1.10 Допускается не проводить испытания на контрольных сварных соединениях при наличии необходимых результатов испытаний, согласно требованиям КД, при входном контроле или производственной аттестации технологии сварки.
(Введен дополнительно. Изм. 3)
13.4.2 Металлографическое исследование
13.4.2.1 Металлографическое исследование должно проводиться для сварных соединений, находящихся под давлением рабочей среды и не контролируемых радиографическим или ультразвуковым методами согласно КД:
- для стыковых и угловых сварных соединений, с конструктивным непроваром (зазором);
- для угловых сварных соединений без разделки кромок;
- для сварных соединений сильфонных сборок и аналогичных соединений.
Металлографическое исследование также может проводиться по требованию заказчика и для контролируемых сварных соединений, радиографическим или ультразвуковым методами.
Срок действия контрольной пробы - 1 год.
(Измененная редакция. Изм. 3)
13.4.2.2 Контрольные пробы для металлографического исследования должны быть однотипны по размерам (за исключением - см. п. 13.4.2.9) с контролируемым сварным соединением. Определение понятия однотипности сварного соединения должно соответствовать определению, указанному в ПБ 03-576-03. Разрешается изготовление контрольных проб с соотношением диаметров 1:2.
13.4.2.3 Контрольную пробу для металлографического исследования выполняет каждый сварщик, занятый сваркой арматуры данного заказа (назначения).
13.4.2.4 Детали контрольного сварного соединения для металлографического исследования изготавливаются:
- из стали той же марки или любой другой марки того же класса, что и контролируемое сварное соединение, для сварных соединений, выполненных с присадкой;
- из стали той же марки и планки, что и контролируемое соединение, для сварных соединений, выполненных без присадки.
13.4.2.5 Для проведения металлографического исследования из каждого контрольного сварного соединения должно быть изготовлено не менее двух шлифов.
13.4.2.6 Шлифы из контрольных сварных соединений вырезают в поперечном сечении шва, а из контрольных наплавок, выполненных на кромки под сварку, - в поперечном сечении наплавленного слоя.
13.4.2.7 Контролируемые поверхности шлифов при металлографическом исследовании сварных соединений должны включать в себя сечение шва, наплавленные кромки под сварку с прилегающими участками основного металла, позволяющими проконтролировать зону термического влияния.
13.4.2.8 При металлографическом исследовании сварных соединений, для которых этот метод контроля является единственно возможным для выявления внутренних дефектов, качество сварного соединения считается неудовлетворительным, если
- размеры корня шва (проплавление, утяжка) не соответствуют требованиям чертежа;
- на шлифах будут обнаружены трещины;
- на шлифах будут обнаружены шлаковые и другие включения, поры и другие дефекты, размеры которых превышают допустимые, указанные в таблице 16.
13.4.2.9 В стыковых сварных соединениях трубных конструкций из сталей аустенитного класса, выполненных на подкладных кольцах или на «усе» с конструктивным непроваром (зазором), могут быть допущены дефекты на продолжении конструктивного зазора (плены или микротрещины) размером до 0,33 мм при толщине стенки сварных соединений от 2 мм до 6 мм и размером до 0,5 мм при толщине стенки сварного соединения свыше 6 мм.
13.4.2.10 При металлографическом исследовании сильфонных сборок:
- концевых деталей с переходной втулкой - на шлифах из контрольных сварных соединений не допускаются трещины, непровары, несплавления, подрезы. Допускаются поры и включения не превышающие нормы допустимых дефектов, указанных в таблице 16 в 13.4.2.9;
- концевых деталей с сильфоном - на шлифах из контрольных сварных соединений контролируется высота шва, отсутствие пор, трещин и других дефектов. Размеры высоты шва в зависимости от типоразмера сильфона указаны в приложении Б (сварные соединения типа С11 и С12).
13.4.2.11 Контрольные пробы для металлографического исследования сварных соединений сильфонов с концевой арматурой изготавливаются на партию однотипных сварных соединений, выполненных каждым сварщиком, занятым сваркой указанных соединений.
Под партией следует понимать группу однотипных по размерам сильфонов, гофрированная оболочка и концевые детали которых изготовлены из одной марки и плавки стали, что и контролируемое сварное соединение. При этом режимы сварки контрольных проб должны соответствовать режимам, указанным в технологическом процессе на сварку контролируемых сварных соединений.
Контрольные пробы должны свариваться под наблюдением представителя ОТК.
13.4.2.12 При неудовлетворительных результатах металлографического исследования должно быть выполнено новое контрольное сварное соединение и проведены исследования в том же объеме. Результаты повторных исследований являются окончательными.
13.4.3 Испытание на стойкость к межкристаллитной коррозии
13.4.3.1 Испытание на стойкость к межкристаллитной коррозии проводится по ГОСТ 6032 при контроле сварочных материалов для сварных соединений арматуры, изготовленной из коррозионностойких сталей аустенитного, аустенитно-ферритного и ферритного классов.
Испытанию на стойкость к межкристаллитной коррозии не подвергаются сварные соединения из стали 08Х18Н10Т, 08Х18Н10Т-ВД, выполненные аргонодуговой сваркой без присадки.
При сварке без присадки деталей из стали 08Х18Н10Т засчитываются результаты испытаний основного металла.
При испытании на стойкость к межкристаллитной коррозии сварных соединений из стали 08Х18Н10Т, 08Х18Н10Т-ВД проверяется металл шва.
При испытании на стойкость к межкристаллитной коррозии сварных соединений из экономнолегированных сталей или других по указанию КД, проверяется как металл шва, так и зона сплавления каждой плавки основного материала.
Детали контрольного сварного соединения (наплавки) для проверки стойкости к межкристаллитной коррозии изготавливаются в соответствии с ГОСТ 6032.
13.4.3.2 Испытания на стойкость к межкристаллитной коррозии должны производиться без провоцирующего нагрева в соответствии с ГОСТ 6032.
При контроле электродов типа Э-08Х19Н10Г2МБ, проволок марок Св-08Х19Н10Г2Б и Св-04Х19Н10Г2Б по указанию чертежа, в случае работы изделия в интервале температур от 360 °С до 450 °С, проводятся испытания на стойкость к межкристаллитной коррозии с провоцирующим нагревом.
13.4.3.3 Стойкость сварного соединения к межкристаллитной коррозии считается неудовлетворительной, если в процессе повторного испытания на удвоенном количестве образцов, хотя бы на одном из них, будут обнаружены трещины межкристаллитного характера.
Деформационные трещины браковочным признаком не являются.
13.4.4 Испытания механических свойств
13.4.4.1 Стыковые сварные соединения, находящиеся под нагрузкой, повергают следующим механическим испытаниям (согласно требованиям чертежа):
испытания на статическое растяжение металла шва:
- если сварные соединения подлежат термообработке за исключением режима 12 СТ ЦКБА 016;
- если сварные соединения выполнены автоматической или полуавтоматической сваркой под флюсом;
испытания на ударный изгиб сварного соединения:
- если сварные конструкции из стали перлитного класса работают при температуре ниже минус 20 °С, а сварные конструкции из сталей аустенитного класса работают при температуре минус 196 °С и ниже, то проводятся испытания на ударный изгиб при рабочей температуре. Испытание на статический изгиб и на растяжение сварного соединения проводится при аттестации технологии сварки или при особых указаниях КД.
Испытание на статическое растяжение металла шва, а также испытание на ударный изгиб проводятся при толщине свариваемых деталей 12 мм и более.
Для угловых и тавровых сварных соединений, а также при толщине свариваемых деталей менее 12 мм для стыковых соединений испытания проводятся на стыковых соединениях в особых случаях по указанию КД для подтверждения свойств металла шва при выбранных режимах сварки и термообработки на стыковых пробах толщиной, достаточной для проведения испытаний.
Результаты механических испытаний сварных соединений из сталей марок 20 и 09Г2С, полученные после проведения отпуска сварных соединений, допускается распространить на сварные соединения, термообработка которых проводилась по режиму: нормализация плюс отпуск, в случае, если механические свойства после отпуска соответствуют указанным в КД и НД. Если сварные соединения из стали марок 20 и 09Г2С подвергались термообработке по режиму - отпуск, но механические свойства не удовлетворяют требованиям КД и НД, то необходимо испытания механических свойств проводить после термообработки по режиму: нормализация плюс отпуск.
При контроле электродов допускается не определять механические свойства металла шва при нормальной и/или повышенных температурах, если в сертификате на контролируемую партию электродов приведены соответствующие характеристики металла шва после термической обработки, режимы которой соответствуют режимам термической обработки производственных сварных соединений, подлежащих выполнению электродами контролируемой партии, а также для сварки деталей, расчет сварных соединений которых не требуется.
При контроле присадочных материалов для аргонодуговой сварки, предназначенных для заварки корневой части шва (при комбинированной сварке) определение механических свойств металла шва допускается не проводить. Это требование распространяется на сварные соединения выполняемые как без термообработки, так и после термообработки.
13.4.4.2 Детали контрольного сварного соединения для механических испытаний изготавливаются:
- из стали той же марки, что и контролируемое сварное соединение, при испытании на растяжение и статический изгиб сварного соединения; при аттестации технологии сварки согласно однотипности.
- из стали той же марки или любой другой марки того же класса, что и контролируемое сварное соединение, при испытании на растяжение и ударный изгиб металла шва.
13.4.4.3 Контрольные сварные соединения (контрольные пробы) для проведения механических испытаний выполняет один из сварщиков, занятых сваркой арматуры данного заказа (назначения).
13.4.4.4 Методика проведения механических испытаний металла шва и сварного соединения, типы образцов и определяемые характеристики должны соответствовать требованиям ГОСТ 6996.
Типы образцов, определяемые характеристики и показатели механических свойств приведены в таблицах 19 и 20, могут применяться и другие образцы по ГОСТ 6996. Для труб с номинальным наружным диаметром 60 мм и менее и толщиной стенки не более 10 мм с поперечным (круговым) н продольным швами допускается проведение испытания на сплющивание на стандартных трубчатых образцах типов XXX, XXIX по ГОСТ 6996. Расстояние «b» между сплющивающимися поверхностями должно быть не ниже норм, установленных НД на трубы. Результаты испытания образцов определяются величиной «b» при появлении на поверхности образца трещины. Характер трещины должен соответствовать указанному в 9.1 ГОСТ 6996. Если трещина не образуется, то испытание проводят до соприкосновения сторон.
Нормы оценки результатов испытаний на статический изгиб приведены в таблице 19а. Нормы оценки при испытании сварного соединения на растяжение должны быть не ниже нижнего предела основного металла.
(Измененная редакция. Изм. 3)
13.4.4.7 При получении неудовлетворительных результатов по какому-либо виду испытаний механических свойств допускается проведение повторных испытаний этого вида на удвоенном количестве образцов. Результаты повторных испытаний являются окончательными.
Таблица 19 - Типы образцов по ГОСТ 6996, применяемые при различных видах испытаний механических свойств сварных соединений и металла шва
|
Вид испытания |
Металл шва или наплавка кромок |
Сварное соединение |
||||
|
Испытания при нормальной температуре |
Испытания при повышенной температуре |
Испытания при рабочей температуре |
||||
|
Тип образцов и номер чертежа по ГОСТ 6996 |
Определяемые характеристики |
Тип образцов и номер чертежа по ГОСТ 6996 |
Определяемые характеристики |
Тип образца и номер чертежа по ГОСТ 6996 |
Определяемые характеристики и минимальные значения, Дж/см2 (кгс∙м/см2) |
|
|
Статическое растяжение |
II Черт. 3 |
σв, σ0,2, δ, ψ |
II, IV Черт. 4, 5 |
σ0,2 |
- |
- |
|
Ударный изгиб |
- |
- |
- |
- |
VI, IX Чертежи 9, 10, 11, 12 |
KCU* - 30 (3), KCV* - 20 (2) |
|
* - для сварных соединений из сталей перлитного класса, предназначенных для работы при температуре ниже (-20) °С, для остальных сталей - в соответствии с КД |
||||||
Таблица 19а - Нормы оценки при испытании на статический изгиб
|
Материал сваренных деталей |
Толщина сварного соединения, мм |
Заданный угол загиба, град |
|
Углеродистые стали |
До 20 включ. |
100 |
|
Свыше 20 |
60 |
|
|
Кремнемарганцовистые стали |
До 20 включ. |
80 |
|
Свыше 20 |
60 |
|
|
Легированные стали |
До 20 включ. |
50 |
|
Свыше 20 |
40 |
|
|
Стали аустенитного класса |
До 20 включ. |
160 |
|
Свыше 20 |
120 |
13.4.4.8 В случае снижения механических свойств сварного соединения или металла шва после термообработки по режимам, указанным в таблицах 5, 6, 7, 9 разрешается снижение температуры ниже минимально установленной на (30 - 50) °С с увеличением выдержки. Минимальное время выдержки при пониженной температуре 2 часа.
Таблица 20 - Механические свойства сварных соединений и металла шва
|
Сварочные материалы |
НД на сварочные материалы |
Минимальные показатели механических свойств |
Температура испытаний, °С |
Дополнительные указания |
||||
|
Металла шва |
Сварного соединения |
|||||||
|
Предел прочности, МПа (кгс/мм2) |
Предел текучести, МПа (кгс/мм2) |
Относительное удлинение, % |
Относительное сужение, % |
Ударная вязкость KCU, Дж/см2 (кгс∙м/см2) |
||||
|
Электроды марки: ЭА-400/10У, ЭА-400/10Т |
ОСТ 5Р.9370 |
539 (55) |
343 (35) |
23 |
30 |
|
20 |
В исходном состоянии или после термообработки по режиму 375 °С - 400 °С, выдержка от 8 до 10 часов |
|
431 (44) |
294 (30) |
- |
- |
- |
350 |
|||
|
539 (55) |
343 (35) |
18 |
30 |
|
20 |
После термообработки (950 - 1050) °С |
||
|
431 (44) |
294 (30) |
- |
- |
- |
350 |
|||
|
ЭА-898/21Б |
588 (60) |
343 (35) |
22 |
34 |
70 (7,0) |
20 |
В исходном состоянии |
|
|
441 (45) |
294 (30) |
- |
- |
- |
350 |
|||
|
539 (55) |
343 (35) |
16 |
30 |
40 (4,0) |
20 |
После термообработки (850 - 870) °С |
||
|
441 (45) |
245 (25) |
10 |
20 |
- |
350 |
|||
|
А-1 (48А-1), А-1Т(48А-1), А-2 (48А-1), А-2Т (48-1Т), |
539 (55) |
294 (30) |
30 |
45 |
100 (10) |
20 |
После термообработки (950 - 1050) °С |
|
|
343 (35) |
196 (20) |
20 |
45 |
- |
530 |
|||
|
Электроды марки: УОНИ 13/45* |
ОСТ 5.9224 |
410 (42) |
- |
22 |
- |
140 (14) |
20 |
В исходном состоянии |
|
353 (36) |
216 (22) |
22 |
55 |
140 (14) |
20 |
После отпуска |
||
|
314 (32) |
176 (18) |
20 |
55 |
- |
350 |
|||
|
УОНИ 13/45 А |
430 (44) |
314 (32) |
26 |
- |
160 (16) |
20 |
В исходном состоянии |
|
|
353 (36) |
216 (22) |
22 |
60 |
160 (16) |
20 |
После отпуска |
||
|
314 (32) |
176 (18) |
22 |
55 |
- |
350 |
|||
|
УОНИ 13/55 |
490 (50) |
- |
20 |
- |
130 (13) |
20 |
В исходном состоянии |
|
|
431 (44) |
255 (26) |
20 |
50 |
130 (13) |
20 |
После отпуска |
||
|
375 (38) |
216 (22) |
18 |
50 |
- |
350 |
|||
|
Проволока сварочная: Cв-04X19H11M3 |
Проволока ГОСТ 2246 Аргон ГОСТ 10157 |
539 (55) |
343 (35) |
23 |
30 |
50 (5,0) |
20 |
В исходном состоянии или после термообработки по режиму (375 - 400) °С, выдержка от 8 до 10 часов |
|
431 (44) |
243 (25) |
- |
- |
- |
350 |
|||
|
Проволока сварочная: Св-04Х19H11М3 |
Проволока ГОСТ 2246 Аргон ГОСТ 10157 |
539 (55) |
343 (35) |
23 |
30 |
50 (5,0) |
20 |
В исходном состоянии или после термообработки по режиму (375 - 400) °С, выдержка от 8 до 10 часов |
|
431 (44) |
243 (25) |
- |
- |
- |
350 |
|||
|
539 (55) |
343 (35) |
18 |
30 |
50 (5,0) |
20 |
После термообработки (950 - 1050) °С |
||
|
431 (44) |
294 (30) |
- |
- |
- |
350 |
|||
|
Св-08Х19Н10Г2Б |
539 (55) |
343 (35) |
22 |
35 |
70 (7,0) |
20 |
В исходном состоянии |
|
|
392 (40) |
216 (22) |
- |
- |
- |
350 |
|||
|
539 (55) |
343 (35) |
16 |
30 |
|
20 |
После термообработки (850 - 870) °С |
||
|
372 (38) |
225 (23) |
10 |
20 |
- |
350 |
|||
|
Св-02Х17Н10М2-ВИ Св-04Х17Н10М2 |
Проволока ГОСТ 2246 Аргон ГОСТ 10157 |
539 (55) |
294 (30) |
30 |
45 |
120 (12) |
20 |
После термообработки (950 - 1050) °С |
|
343 (35) |
196 (20) |
20 |
45 |
- |
530 |
|||
|
Проволока сварочная: Св-08А, Св-08АА |
Проволока по ГОСТ 2246 Флюс по ГОСТ 9087 |
343 (35) |
216 (22) |
22 |
55 |
90 (9,0) |
20 |
В исходном состоянии |
|
314 (32) |
216 (22) |
16 |
- |
- |
350 |
|||
|
353 (36) |
216 (22) |
22 |
55 |
90 (9,0) |
20 |
После отпуска (630 - 660) °С |
||
|
314 (32) |
176 (18) |
13 |
50 |
- |
350 |
|||
|
Св-08ГС, Св-08Г2С |
Проволока по ГОСТ 2246 Аргон по ГОСТ 1057 |
412 (42) |
255 (26) |
14 |
55 |
80 (8,0) |
20 |
В исходном состоянии |
|
|
216 (22) |
14 |
- |
- |
350 |
|||
|
Св-08ГС, Св-08Г2С |
Проволока по ГОСТ 2246 Аргон по ГОСТ 1057 |
431 (44) |
245 (25) |
18 |
55 |
80 (8,0) |
20 |
После отпуска (630-660) °С |
|
392 (40) |
225 (23) |
13 |
50 |
- |
350 |
|||
|
Примечания: 1 Конкретные режимы термической обработки сварных соединений применительно к изделиям указываются в заявке на проведение лабораторных испытаний. 2 Если сварочные материалы применяются при изготовлении арматуры, температура рабочей среды которой выше либо равна 350 °С, то испытание металла шва следует проводить при рабочей температуре согласно КД. 3 Испытания на ударный изгиб сварочных материалов применяемых при изготовлении арматуры, работающей при температуре ниже -20 °С, следует проводить при рабочей температуре. Значение ударной вязкости при температуре испытаний ниже -20 °С должно быть KCU - не ниже 30 Дж/см2 (3 кгс∙м/см2), KCV - не ниже 20 Дж/см2 (2 кгс∙м/см2). 4* - наряду с маркой электродов УОНИ 13/... возможно применение марки УОНИИ 13/..., в зависимости от обозначения марки в ТУ завода-изготовителя электродов. |
||||||||
(Измененная редакция. Изм. 3)
14 Исправление дефектов
14.1 Общие положения и порядок исправления дефектов в сварных соединениях
14.1.1 Исправлению подлежат все недопустимые настоящим стандартом дефекты, выявленные в сварных соединениях и наплавленном металле при их неразрушающем контроле.
Утонение основного металла, получаемое в результате зачистки поверхностных дефектов, допускается без исправления при условии сохранения минимальной расчетной толщины детали и обеспечения плавного перехода от утоненного места к соседним участкам.
14.1.2 При исправлении дефектов необходимо:
- определить причину образования дефекта и способы его устранения (ответственные -производственный мастер и технолог);
- произвести удаление дефектов и контроль полноты их удаления в соответствии с разделом 14.2 (ответственные - производственный мастер и представитель ОТК);
- произвести выбор метода сварки и сварочных материалов в соответствии с требованиями раздела 14.3 (ответственные - производственный мастер и технолог), произвести зачистку и обезжиривание поверхности под заварку в соответствии с требованиями раздела 14.4.
14.1.3 Контроль исправленных участков должен производиться в соответствии с требованиями раздела 14.5 и требованиями чертежа (ответственные - производственный мастер и представитель ОТК). Если при контроле исправленного участка будут обнаружены дефекты, то допускается проводить повторное исправление в том же порядке, что и первое. Исправление дефекта на одном и том же участке сварного соединения допускается проводить не более трех раз.
14.1.4 Исправление дефектов сварных соединений допускается производить путем полного удаления сварного шва с последующей подготовкой кромок механическим способом и выполнением сварного соединения вновь. При этом новое сварное соединение считается не исправлявшимся.
14.1.5 Информация о каждом исправлении дефектов должна фиксироваться мастером или технологом в производственном журнале в установленном на предприятии порядке.
14.1.6 Исправление дефектных участков сварного соединения должны производить сварщики, аттестованные в соответствии с требованиями раздела 8.1.
(Измененная редакция, Изм. 3)
14.2 Удаление дефектов и подготовка поверхности сварных швов к исправлению дефектов
14.2.1 Удаление дефектов должно производиться механическим способом (фрезеровкой, вырубкой, пневматическим зубилом, обработкой абразивным инструментом и другие) до чистого металла. Полнота удаления дефектов контролируется капиллярной дефектоскопией или лупой десятикратного увеличения.
Выплавка дефектов дугой специальными электродами разрешается для сталей неподкаливающихся перлитного класса.
Удаление дефектных участков в сварных соединениях из углеродистых и низколегированных подкаливающихся сталей следует производить после отпуска.
В сварных соединениях из углеродистых и низколегированных неподкаливающихся сталей и сталей аустенитного класса допускается удаление дефектных участков воздушно-дуговой строжкой с последующей зачисткой абразивным инструментом до полного удаления следов строжки, но на глубину не менее 1 мм и при выплавке дугой.
14.2.2 Форма и размеры разделки дефекта определяются характером дефекта, его размером и должны обеспечивать свободный доступ к исправляемой поверхности.
14.2.3 Поверхность разделки и прилегающая поверхность не должны иметь острых углов, переходов заусенцев. Шероховатость подготовленной под заварку поверхности должна быть не более Rz80.
14.2.4 Разделку единичных несквозных дефектов рекомендуется производить по рисунку 4.
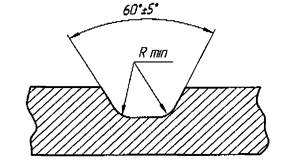
Рисунок 4 - Разделка единичных несквозных дефектов
14.2.5 Разделку сквозных дефектов рекомендуется производить по рисунку 5.
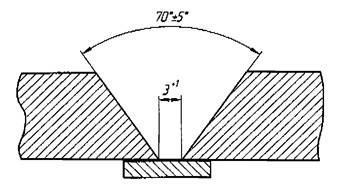
Рисунок 5 - Разделка сквозных дефектов
14.2.6 При необходимости исправления всего шва, после удаления его полностью, подготовку кромок под сварку необходимо производить в соответствии с требованиями КД и технологического процесса на сварку производственного сварного соединения. С целью уменьшения объема наплавленного металла и обеспечения технологичности при заварке допускаются другие типы разделок из числа указанных в приложении Б.
14.3 Сварочные материалы, выбор способа сварки для исправления дефектов
14.3.1 Если исправлению подлежит полностью удаляемый шов, то заварка его должна производиться по принятой технологии для изделия.
Заварка дефектных участков сварных соединений может производиться любым из способов сварки, рекомендуемых настоящим стандартом.
14.3.2 Для заварки дефектов должны применяться электроды и проволока той же марки и партии (плавки), которыми было выполнено исправляемое сварное соединение.
Допускается применение электродов и проволоки той же марки, но другой партии (плавки). При этом результаты входного контроля сварочных материалов должны соответствовать требованиям настоящего стандарта и КД.
14.3.3 Сварка дефектных участков сварных швов, выполненных электродуговой сваркой или комбинированной сваркой, может быть произведена аргонодуговой сваркой с применением сварочной проволоки, указанной в таблице 6.
14.4. Технологические указания по исправлению дефектов сварных швов
14.4.1 Перед заваркой кромки, подготовленной для исправления поверхности, и прилегающая поверхность на ширине не менее 20 мм должны быть обезжирены уайт-спиритом или ацетоном.
14.4.2 Заварку дефектов сварных швов рекомендуется производить на режимах, указанных в таблице 21. Для остальных видов сварки режимы указываются в ТД или картах.
14.4.3 Если после исправления шов и прилегающая поверхность не подлежат механической обработке, то околошовная зона основного металла на ширине не менее 100 мм должна быть перед заваркой покрыта защитным покрытием, как указано в п. 10.5.
Таблица 21 - Рекомендуемые режимы аргонодуговой сварки при исправлении дефектов сварных швов или электродами
|
Сварочные материалы |
Основной материал |
Диаметр электрода, проволоки, мм |
Сила сварочного тока, А |
|
Электроды марки: ЭА-400/10Т, ЭА-400/10У |
10X17H13M3T 10Х17Н13М2Т 12Х18Н12М3ТЛ |
3,0 4,0 5,0 |
От 70 до 90 |
|
От 120 до 140 |
|||
|
От 140 до 160 |
|||
|
Сварочная проволока: Св-04Х19Н11М3 |
1,6 2,0 2,5 3,0 |
От 100 до 130 |
|
|
От 170 до 190 |
|||
|
От 180 до 200 |
|||
|
От 220 до 240 |
|||
|
ЭА-400/10Т, ЭА-400/10У, ЭА-898/21, ЭА-898/21 Б ЦТ-15 |
08Х18Н10Т 12Х18Н9Т 12Х18Н10Т |
3,0 |
От 70 до 90 |
|
4,0 |
От 120 до 140 |
||
|
5,0 |
От 140 до 160 |
||
|
УОНИ 13/45 А* УОНИ 13/55 |
09Г2С, 10Г2, 20ГМЛ, 20ГСЛ, 10ХСНД |
3,0 |
От 100 до 130 |
|
4,0 |
От 160 до 210 |
||
|
5,0 |
От 220 до 280 |
||
|
Св-04Х17Н10М2 Св-02Х17Н10М2-ВИ |
12Х18Н9 |
1,6 |
От 100 до 130 |
|
2,0 |
От 170 до 190 |
||
|
2,5 |
От 180 до 200 |
||
|
3,0 |
От 220 до 240 |
||
|
2,0 |
От 180 до 200 |
||
|
3,0 |
От 220 до 240 |
||
|
Св-06Х15Н35Г7М6Б (ЭП-582) |
08Х18Н10Т + ХН35ВТ (ВД) |
2,0 |
От 100 до 120 |
|
Св-08Г2С |
Ст3сп Ст3пс Ст3Гсп, 20ЛII, 20ЛIII, 25ЛII, 25ЛIII, 20, 20К, 22К |
1,6 |
От 100 до 120 |
|
2,0 |
От 140 до 160 |
14.4.4 Если в чертеже указана термообработка после сварки, но она не является обязательной по таблице 5, 6, 7, 9 и СТ ЦКБА 016, то вопрос о необходимости повторной термообработки после исправления дефектов решается в принятом на предприятии порядке.
Если сварной узел подвергается термообработке в связи с проведением наплавочных операций, то после исправления дефектных участков сварных швов вопрос о повторной термообработке и оформлении соответствующей документации также решается в принятом на предприятии порядке.
14.5 Контроль исправленных участков сварных швов
14.5.1 Все исправленные участки должны быть проконтролированы всеми методами, предусмотренными КД, кроме испытаний разрушающими методами контроля.
14.5.2 Если при контроле качества в исправленном участке вновь будут обнаружены недопустимые дефекты, то производится повторное исправление в том же порядке, что и первое.
14.5.3 При обнаружении дефектов после повторного исправления, вопрос о возможности исправления сварного соединения решается в установленном на предприятии порядке с учетом требований пункта 14.1.3.
14.6 Исправление геометрических размеров швов и утонения в зоне сплавления
14.6.1 Исправление геометрических размеров и утонения основного металла производится сварочными материалами, которыми производилась сварка данного соединения на режимах, указанных в таблице 21.
При исправлении геометрических размеров допускается сварка на более низких режимах.
14.6.2 При исправлении геометрических размеров швов и утонения основного металла, подлежащая наплавке поверхность должна быть зачищена от окалины и обезжирена в соответствии с требованиями раздела 9.
14.6.3 При исправлении утонения наплавкой, контроль исправленного участка производится методами, предусмотренными для исправляемого сварного соединения.
15 Основы проектирования элементов сварных конструкций трубопроводной арматуры
15.1 При проектировании сварных узлов и деталей трубопроводной арматуры следует руководствоваться следующими общими положениями:
- выбирать рациональные формы деталей и узлов арматуры;
- обеспечивать прочность конструкции при минимальных затратах металла;
- предусматривать возможность комплексной автоматизации и механизации изготовления, применение прогрессивных процессов дуговой сварки, при этом необходимо учитывать техническую и экономическую целесообразность их применения;
- учитывать свойства сварных соединений в зависимости от применяемых сварочных материалов, термообработки, технологических нагревов;
- предусматривать мероприятия по устранению концентрации напряжений, по устранению возникновения деформаций и хрупких разрушений.
Рекомендуемые геометрические размеры разделок кромок под сварку и сварных швов приведены в приложении Б. Рекомендуемые размеры подкладных колец, применяемых при сборке стыковых сварных соединений, приведены в приложении В.
15.2 Конструкция должна обеспечивать свободный доступ к изделию для выполнения всех сварных швов принятым способом сварки и возможность проведения контроля качества сварных соединений методами, указанными в КД.
15.3 Сварные соединения с обработкой корня шва рекомендуется выполнять на центрирующем «усе» или на подкладных кольцах. Если на чертеже размеры сварных соединений указаны в скобках (размеры после механической обработки), то предприятие-изготовитель может предусмотреть сварку на «усе» или подкладном кольце, независимо от указаний чертежа. Выбранный способ выполнения сварного соединения должен быть предусмотрен технологическим процессом на сварку, при этом установка кромок под сварку должна быть выполнена с зазором 2,5+1 мм.
15.4 Ответственные сварные соединения, работающие под давлением рабочей среды, при толщине стенки до 5 мм включ. рекомендуется выполнять при помощи ручной или механизированной сварки в защитных газах.
15.5 Для сварных соединений, при толщине более 5 мм, подлежащих радиографическому контролю, корень шва которых невозможно механически обработать, рекомендуется применять комбинированную сварку.
15.6 При проектировании арматуры с использованием обечаек, труб, выпуклых днищ и других деталей, находящихся под давлением рабочей среды, следует применять сварные соединения с полным проплавлением. Во всех случаях, когда это возможно, сварные соединения должны быть стыковыми.
15.7 Угловые и тавровые соединения, применяемые для приварки патрубков, фланцев, плоских днищ и других деталей рекомендуется выполнять с полным проплавлением. Штуцерные соединения при толщине стенки 3 мм и более рекомендуется выполнять со скосом кромок под сварку.
15.8 Сварные соединения, подлежащие радиографическому контролю, рекомендуется выполнять с механической обработкой корня шва, за исключением соединений, механическая обработка которых крайне затруднена или невозможна (монтажные соединения, трубные конструкции и другие).
15.9 При проектировании сварных соединений необходимо предусмотреть величину околошовной зоны для контроля согласно раздела 13.2.5.
15.10 Соединения с неполным проплавлением, доступные для сварки с обратной стороны, рекомендуется выполнять с подварочным швом (фланцы, бобышки и другие).
15.11 В стыковых соединениях с различной толщиной стенок должен быть обеспечен плавный переход от одного элемента к другому путем постепенного утонения кромки более толстого элемента.
Угол наклона поверхностей перехода не должен превышать 15°. Бели разница в номинальной толщине соединяемых элементов составляет не более 30 % толщины тонкого элемента и не превышает 5 мм, то допускается применение сварных соединений без предварительного утонения толстого элемента, причем наклон поверхности швов должен обеспечивать плавный переход от толстого элемента к тонкому.
Это требование не распространяется на стыковые сварные соединения литых деталей с трубами, листами, поковками в случае, если для соблюдения плавности перехода требуется утонение стенки литой детали свыше минимально допустимой расчетной толщины. В этом случае переход от одного сечения к другому должен обеспечиваться комбинированно: за счет плавного утонения стенки литой детали от минимальной расчетной на кромке и за счет наклонного расположения поверхности сварного шва.
15.12 Выбор вида сварного соединения под сварку следует производить в соответствии с указаниями приложения Б настоящего стандарта в зависимости от толщины свариваемого металла, назначения изделия, способа сварки или в соответствии с требованиями следующих государственных стандартов: ГОСТ 5264, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 14771, ГОСТ 16037. При сварке соединений типа «центрирующего уса» зазор между «усом», подкладным кольцом для сварных соединений, контролируемых радиографическим методом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием - не более 0,5 мм.
Разделки кромок, указанные в приложении Б, могут быть применены как для плоских деталей, так и для цилиндрических.
15.13 Зазоры при сборке сварных соединений, предусмотренные для всех способов сварки, в габаритные размеры сварного узла включаться не должны.
15.14 Если при проектировании выявится необходимость применения типов соединений, не указанных в приложении Б и пункте 15.12, то конструктивные элементы сварного соединения должны быть изображены на чертеже в соответствии с требованиями ГОСТ 2.312.
15.15 Размеры деталей, для которых предусмотрена механическая обработка, в чертеже рекомендуется проставлять в скобках. Припуск на механическую обработку сборок после сварки задается предприятием-изготовителем в технологическом процессе.
15.16 Разделка кромок арматуры для приварки к трубопроводу должна быть указана заказчиком и должна быть аналогична разделке трубы. При этом заказчиком должны быть указаны размеры труб - максимальный и минимальный внутренний диаметр и толщина стенки или принятый диаметр расточки. В случае отсутствия вышеперечисленных данных диаметр расточки Др рекомендуется определять по формуле:
Др = Д + 1,6 мм,
где Д - максимальный внутренний диаметр трубы по НД на поставку.
15.17 Для повышения производительности сборочно-сварочных работ, качества сварных соединений предприятию-изготовителю разрешается:
- применение автоматических и механизированных способов сварки взамен ручной, указанной в КД, или применение других комбинаций и способов сварки, указанных настоящим стандартом, При этом сварочные материалы должны быть выбраны с учетом условий работы конструкции и указаний таблиц 5 и 6;
- изменение геометрических размеров разделок кромок при условии обеспечения необходимых механических свойств сварных соединений.
Данные изменения должны быть согласованы с проектной организацией и внесены в технологический процесс.
15.18 Пример записи в чертежах технических требований по сварке и по контролю сварных соединений:
1. Сварка (или сварные швы и сварка - см. ГОСТ 2.312) по СТ ЦКБА 025-2006……
2. Контроль качества сварных соединений по СТ ЦКБА 025-2006, по ... категории.
16 Требования безопасности
16.1 Основные требования по охране и безопасности труда на предприятиях, занятых проведением сборочно-сварочных работ, должны соответствовать нормам и правилам установленным в «Правилах по охране труда на предприятиях и в организациях машиностроения» ПОТ Р О 14000-001-98.
16.2 Условия труда работников на участках сварки и наплавки должны соответствовать санитарным нормам, установленным в «Санитарных правилах при сварке, наплавке и резке металлов» и утвержденных Министерством здравоохранения СССР от 04 апреля 1973, № 1042-73.
16.3 При выполнении сварочных работ необходимо соблюдать «Правила пожарной безопасности в Российской Федерации» ППБ 01-03 и «Межотраслевые Правила по охране труда (правила безопасности) при эксплуатации электроустановок» ПОТ Р М-016-2001, РД 153-34.0150-00.
16.4 При проведении подогрева и термической обработке должны соблюдаться требования «Межотраслевых Правил по охране труда при термической обработке металлов» ПОТ Р М-005-97.
16.5 При выполнении всех сварочных работ должны соблюдаться требования по ограничению вибрации рабочих мест и требования по предельно допустимым уровням звукового давления на постоянных рабочих местах и рабочих зонах в сборочно-сварочных цехах. Требования и нормы этих и других допустимых опасных и вредных производственных факторов для электродуговых и газовых способов сварки, наплавки и резки металлов регламентируются «Межотраслевыми Правилами по охране труда при электро- и газосварочных работах» ПОТ Р М-020-2001.
16.6 На рабочих местах должны быть специальные инструкции по технике безопасности при выполнении соответствующих производственных операций (сварки, сборки, термической обработке и другие).
16.7 Допуск к работе вновь поступивших рабочих разрешается только после проведения инструктажа и проверки знаний требований безопасности. Результаты проверки должны фиксироваться в специальном журнале.
16.8 Не реже одного раза в три месяца администрация предприятия-изготовителя обязана проводить повторный инструктаж рабочих по правилам безопасности. Внеочередной инструктаж проводится при возникновении сомнений в безопасности применяемых сварщиком приемов работы, а также после несчастного случая, произошедшего на данном участке.
16.9 При выполнении сварочных работ необходимо применять общую приточно-вытяжную или местную вентиляцию, а также должны быть приняты меры, предохраняющие работающего от ожогов.
16.10 При сварке в защитных газах в закрытом помещении забор отсасываемого воздуха должен производиться из нижних слоев дополнительно к вентиляции, проводимой в зоне нахождения сварщика.
16.11 Производство сварочных работ с применением обезжиривающих жидкостей следует производить по специальному разрешению представителя пожарной службы и лица, отвечающего за работу на данном участке.
16.12 При сварочных работах, выполняемых материалами с повышенным содержанием марганца (проволока Св-08Х20Н9Г7Т, Св-08Х21Н10Г6 и др.), необходимо предусмотреть дополнительную вентиляцию, отсос и получить специальное разрешение на выполнение сварочных работ в установленном порядке.
16.13 Администрация предприятия-изготовителя должна обеспечивать повседневный контроль за соблюдением требований безопасности проведения работ и периодически проверять знания рабочих по правилам безопасности. Результаты проверки должны фиксироваться записью в специальном журнале.
Приложение А
(рекомендуемое)
Режимы сварки образцов и изделий
Таблица А1 - Режимы электродуговой сварки образцов и изделий
|
Марка электродов |
Основной материал |
Диаметр электрода, мм |
Сила сварочного тока, А |
Напряжение на дуге, В |
|
ЭА-400/10Т, ЭА-400/10У, ЭА-898/21, ЭА-898/21Б |
10X17H13M3T, 10Х17Н13М2Т, 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т |
3 4 5 |
От 70 до 90 От 120 до 140 От 140 до 160 |
Не более 28 |
|
ЭА-400/13, ЭА-902/14 |
10X17H13M3T, 10Х17Н13М2Т |
|||
|
ОЗЛ-8 или другие типа Э-07Х20Н9 |
12Х18Н9Т, 12Х18Н10Т |
|||
|
48А-2, 48А-2Т, 48А-1 |
12Х18Н9 |
|||
|
УОНИ 13/45 А*, УОНИ 13/55 |
Ст3сп, Ст3пс, 20Л, 25Л, 20, 20К, 22К |
3 |
От 110 до 130 |
От 22 до 26 |
|
4 |
От 160 до 210 |
|||
|
5 |
От 220 до 280 |
|||
|
* - наряду с маркой электродов УОНИ 13/... возможно применение марки УОНИИ 13/…, в зависимости от обозначения марки в ТУ завода-изготовителя электродов Примечание - При применении основного материала других марок, из указанных в таблице 1, режимы сварки выбирают исходя из применяемых сварочных материалов, указанных для каждой марки стали в таблицах 2, 3, 4, 5 |
||||
Таблица А2 - Режимы аргонодуговой сварки образцов для входного контроля сварочных материалов
|
Марка проволоки |
Основной материал |
Диаметр проволоки, мм |
Сила сварочного тока, А |
Напряжение на дуге, В |
|
Св-04Х19Н11М3, Св-08Х19Н10Г2Б, Св-04Х19Н10Г2Б, Св-04Х19Н9 |
10Х17Н13М2Т, 08Х18Н10Т, 12X18Н9Т, 12Х18Н10Т, 10X17H13M3T |
1,6 2,0 2,5 3,0 |
От 80 до 100 От 140 до 160 От 160 до 180 От 200 до 220 |
От 12 до 14 |
|
Св-04Х17Н10М2, Св-02Х17Н10М2-ВИ |
12Х18Н9 |
2,0 3,0 |
От 180 до 200 От 200 до 220 |
|
|
Св-06Х15Н35Г7М6Б (ЭП-582), Св-03X15Н35Г7М6Б (ЭП 855) |
08Х18Н10Т + ХН35ВТ (ВД) |
2,0 |
От 100 до 120 |
|
|
Св-08Г2С |
Ст3сп, Ст3пс, 20Л 25Л, 20, 20К, 22К |
1,6 2,0 3,0 |
От 100 до 120 От 150 до 170 От 200 до 240 |
|
|
Примечание - При применении основного материала других марок, из указанных в таблице 1, режимы сварки выбирают исходя из применяемых сварочных материалов, указанных для каждой марки стали в таблицах 5, 6, 7, 8. |
||||
Таблица А3 - Режимы аргонодуговой сварки изделий
|
Толщина свариваемого материала, мм |
Сила сварочного тока, А |
Расход аргона, л/мин |
Диаметр вольфрамового электрода, мм |
|||
|
Первый проход без присадки |
Второй и последующие проходы с присадкой |
На поддув |
На защиту |
|||
|
Сила тока, А |
Диаметр присадочной проволоки, мм |
|||||
|
От 1,5 до 2 |
От 50 до 60 |
От 60 до 80 |
1,2 |
- |
От 8 до 10 |
От 3 до 4 |
|
От 3 до 10 |
От 60 до 110 От 100 до 130 с присадкой |
От 90 до 160 |
От 2 до 3 |
- |
От 3 до 4 |
|
|
От 6 до 15 |
От 100 до 140 |
От 160 до 170 |
3 |
От 3 до 4 |
От 10 до 12 |
От 4 до 5 |
|
От 200 до 220 |
От 12 до 14 |
|||||
Приложение Б
(Рекомендуемое)
Размеры конструктивных элементов и выполненных швов для основных типов сварных соединений
Таблица Б.1 - Стыковые, угловые и тавровые сварные соединения, выполненные основными способами сварки
|
Условное обозначение |
Конструктивные элементы |
Способ сварки |
Толщина свариваемых деталей S, мм |
l, мм |
q, мм |
|||
|
Подготовленных кромок свариваемых деталей |
Выполненного сварного шва |
Номинальное значение |
Предельное отклонение |
Номинальное значение |
Предельное отклонение |
|||
|
C1 |
|
|
РАД |
2,5 |
6 |
+2 -1 |
1,5 |
+0,5 -0,5 |
|
3,0 |
8 |
|||||||
|
3,5 |
10 |
±2 |
||||||
|
4,0 |
10 |
|||||||
|
4,5 |
10 |
+3 -2 |
1,5 |
+1,0 -0,5 |
||||
|
5,0 |
10 |
|||||||
|
С2 |
|
|
РД РАД МП АПГ АФ МФ |
6,0 |
11 |
|
|
|
|
|
||||||||
|
7,0 |
12 |
2 3 |
±1 ±1 |
|||||
|
8,0 |
14 |
|||||||
|
9,0 |
15 |
|||||||
|
10,0 |
17 |
|||||||
|
12,0 |
20 |
+4 -3 |
4 |
±1 |
||||
|
14,0 |
23 |
|||||||
|
16,0 |
26 |
|||||||
|
4,0 |
9 |
+2 |
1,5 |
±0,5 |
||||
|
5,0 |
10 |
|||||||
|
РД РАД МП АПГ АФ МФ |
6,0 |
11 |
+3 |
2 |
±0,5 |
|||
|
7,0 |
12 |
|||||||
|
8,0 |
14 |
|||||||
|
9,0 |
14 |
3 |
±1,0 |
|||||
|
10,0 |
17 |
|||||||
|
12,0 |
20 |
+4 |
4 |
±1,0 |
||||
|
14,0 |
23 |
|||||||
|
16,0 |
26 |
|||||||
|
С3 |
|
|
|
1,0 |
3 |
±2 |
1 |
±0,5 |
|
РАД |
2,0 |
4 |
||||||
|
Смещение внутренних кромок деталей допускается не более 0,2 мм |
||||||||
|
3,0 |
5 |
+2 |
1 |
±0,5 |
||||
|
4,0 |
9 |
+2 |
1,5 |
±0,5 |
||||
|
5,0 |
10 |
|||||||
|
C4 |
|
|
РД РАД МП АПГ АФ МФ АДД ААДП |
6,0 |
11 |
+3 |
2 |
±0,5 |
|
7,0 |
12 |
|||||||
|
8,0 |
14 |
|||||||
|
9,0 |
14 |
3 |
±1,0 |
|||||
|
10,0 |
17 |
|||||||
|
12,0 |
20 |
+4 |
4 |
±1,0 |
||||
|
14,0 |
23 |
|||||||
|
16,0 |
26 |
|||||||
|
C5 |
|
|
РД РАД МП АПГ АФ МФ |
4,5 |
11 |
+4 |
1 |
+1,0 -0,5 |
|
5,0 |
11 |
|||||||
|
6,0 |
12 |
2 |
±1,0 |
|||||
|
6,5 |
12 |
|||||||
|
7,0 |
13 |
|||||||
|
8,0 |
13 |
|||||||
|
9,0 |
14 |
|||||||
|
10,0 |
3 |
±1,0 |
||||||
|
12,0 |
16 |
+5 |
||||||
|
14,0 |
18 |
+6 |
4 |
±1,0 |
||||
|
16,0 |
||||||||
|
18,0 |
25 |
|||||||
|
20,0 |
||||||||
|
25,0 |
||||||||
|
С6 |
|
|
РАД |
3,0 |
6 |
+2 |
2 |
±0,5 |
|
4,0 |
7 |
|||||||
|
5,0 |
8 |
|||||||
|
РД РАД МП АПГ АФ МФ |
6,0 |
10 |
+3 |
3 |
±1,0 |
|||
|
7,0 |
12 |
|||||||
|
8,0 |
13 |
4 |
||||||
|
9,0 |
14 |
|||||||
|
10,0 |
16 |
|||||||
|
12,0 |
18 |
|||||||
|
14,0 |
21 |
+4 |
||||||
|
16,0 |
24 |
|||||||
|
18,0 |
27 |
|||||||
|
20,0 |
30 |
|||||||
|
С7 |
|
|
РАД |
3,0 |
6 |
+2 |
2 |
±0,5 |
|
4,0 |
7 |
|||||||
|
5,0 |
8 |
|||||||
|
РД РАД МП АПГ АФ МФ |
6,0 |
10 |
+3 |
3 |
±1,0 |
|||
|
7,0 |
12 |
|||||||
|
8,0 |
13 |
4 |
||||||
|
9,0 |
14 |
|||||||
|
10,0 |
16 |
|||||||
|
12,0 |
18 |
|||||||
|
14,0 |
21 |
+4 |
||||||
|
16,0 |
24 |
|||||||
|
18,0 |
27 |
|||||||
|
20,0 |
30 |
|||||||
|
С8 |
|
|
РАД |
3,0 |
6 |
+3 |
1 |
±0,5 |
|
4,0 |
7 |
|||||||
|
5,0 |
8 |
|||||||
|
РАД +РД |
6,0 |
10 |
2 |
|||||
|
7,0 |
12 |
|||||||
|
8,0 |
13 |
|||||||
|
9,0 |
14 |
|||||||
|
10,0 |
16 |
+4 |
3 |
±1,0 |
||||
|
12,0 |
18 |
|||||||
|
14,0 |
21 |
|||||||
|
16,0 |
24 |
|||||||
|
18,0 |
27 |
|||||||
|
20,0 |
30 |
|||||||
|
С9 |
|
|
РАД |
1,4 |
3 |
+2 |
0,5 |
±0,5 |
|
1,5 |
||||||||
|
1,6 |
||||||||
|
2,0 |
5 |
+1 |
||||||
|
С10 |
|
|
РАД |
3,0 |
5 |
+3 |
1 |
±0,5 |
|
4,0 |
6 |
|||||||
|
5,0 |
7 |
|||||||
|
РАД +РД |
6,0 |
8 |
|
2 |
|
|||
|
7,0 |
10 |
|||||||
|
8,0 |
12 |
|||||||
|
9,0 |
13 |
|||||||
|
10,0 |
14 |
3 |
±1,0 |
|||||
|
12,0 |
16 |
+4 |
||||||
|
14,0 |
19 |
|||||||
|
16,0 |
23 |
|||||||
|
18,0 |
26 |
|||||||
|
20,0 |
26 |
|||||||
|
С13 |
|
|
РАД |
1 |
3 |
+2 |
0,5 |
+0,5 |
|
1,5 |
5 |
±1 |
0,5 |
+0,5 |
||||
|
С14 |
|
|
РАД |
1,5 2 |
5 |
+2 |
1 |
+0,5 |
|
2,5 3 |
5 |
|||||||
|
3,5 4 5 |
6 |
|||||||
|
6 |
9 |
+3 |
||||||
|
С15 |
|
|
МП АПГ АФ МФ |
14 |
25 |
±5 |
2,5 |
+2,0 -1,5 |
|
16 |
27 |
|||||||
|
18 |
30 |
|||||||
|
20 |
33 |
±6 |
2,5 |
+2,5 -1,5 |
||||
|
22 |
35 |
|||||||
|
26 |
40 |
|||||||
|
28 |
45 |
+8 |
3,0 |
+2,5 -2,0 |
||||
|
30 |
47 |
|||||||
|
32 |
50 |
|||||||
|
36 |
54 |
|||||||
|
40 |
60 |
|||||||
|
C16 |
|
|
МП АПГ АФ МФ |
60 |
48 |
±8 |
3,0 |
+2,5 -2,0 |
|
65 |
50 |
|||||||
|
70 |
52 |
|||||||
|
75 |
54 |
|||||||
|
80 |
58 |
|||||||
|
90 |
60 |
|||||||
|
100 |
66 |
±10 |
3,5 |
±2,5 |
||||
|
110 |
70 |
|||||||
|
120 |
74 |
|||||||
|
130 |
78 |
|||||||
|
140 |
82 |
±12 |
4,0 |
+3,0 |
||||
|
С17 |
|
|
МП АПГ АФ МФ |
30 |
34 |
±6 |
2,5 |
+2,5 -1,5 |
|
32 |
35 |
|||||||
|
34 |
36 |
|||||||
|
36 |
37 |
|||||||
|
38 |
38 |
|||||||
|
40 |
39 |
|||||||
|
42 |
42 |
±8 |
3,5 |
+2,5 -2,0 |
||||
|
45 |
44 |
|||||||
|
50 |
47 |
|||||||
|
55 |
50 |
|||||||
|
60 |
63 |
|||||||
|
65 |
66 |
|||||||
|
70 |
69 |
|||||||
|
75 |
63 |
±10 |
3,5 |
+2,5 |
||||
|
80 |
66 |
|||||||
|
C18 |
|
|
МП АПГ АФ МФ |
20 |
16 |
±4 |
2,0 |
±1,5 |
|
22 |
18 |
|||||||
|
24 |
19 |
|||||||
|
28 |
21 |
±5 |
2,5 |
+2,0 -1,5 |
||||
|
32 |
23 |
|||||||
|
36 |
25 |
|||||||
|
40 |
28 |
|||||||
|
48 |
32 |
±4 |
2,5 |
+2,5 -1,5 |
||||
|
50 |
35 |
|||||||
|
58 |
38 |
|||||||
|
60 |
40 |
|||||||
|
C19 |
|
|
РД РАД +РД |
4,0 |
8 |
+3 |
1,5 |
±0,5 |
|
5,0 |
10 |
|||||||
|
6,0 |
11 |
2 |
±0,5 |
|||||
|
7,0 |
13 |
|||||||
|
8,0 |
14 |
|||||||
|
9,0 |
16 |
3 |
±1,0 |
|||||
|
10,0 |
18 |
|||||||
|
12,0 |
20 |
4 |
±1,0 |
|||||
|
14,0 |
23 |
+4 |
||||||
|
16,0 |
26 |
|||||||
|
С20 |
|
Электроннолучевая |
||||||
|
С21 |
|
|
РД РАД МП АПГ АФ МФ |
5,0 |
9 |
+3 |
1,5 |
±0,5 |
|
6,0 |
11 |
2 |
±0,5 |
|||||
|
7,0 |
12 |
|||||||
|
8,0 |
13 |
|||||||
|
9,0 |
14 |
3 |
±1,0 |
|||||
|
10,0 |
15 |
|||||||
|
12,0 |
17 |
+4 |
4 |
±1,0 |
||||
|
14,0 |
19 |
|||||||
|
16,0 |
21 |
|||||||
|
18,0 |
23 |
|||||||
|
20,0 |
25 |
|||||||
|
С22 |
|
|
РАД РД |
Применяется для соединений деталей из стали марки 10895 с аустенитными материалами для обеспечения необходимых магнитных свойств (при изготовлении магнитопровода) |
||||
|
T1 |
|
|
РД РАД МП АПГ АФ МФ |
6 |
7 |
+3 -2 |
4 |
+3 -2 |
|
8 |
10 |
6 |
||||||
|
10 |
12 |
8 |
||||||
|
12 |
15 |
9 |
||||||
|
14 |
18 |
10 |
||||||
|
16 |
22 |
11 |
+4 -3 |
|||||
|
18 |
24 |
13 |
||||||
|
20 |
26 |
14 |
||||||
|
22 |
28 |
+4 -3 |
16 |
|||||
|
24 |
32 |
18 |
||||||
|
26 |
36 |
19 |
||||||
|
Т2 |
|
|
РАД |
2,5 |
5 |
+2 |
2,5 |
+1 |
|
3,0 |
||||||||
|
4,0 |
6 |
+2 |
||||||
|
5,0 |
||||||||
|
РД, РАД +РД |
6,0 |
8 |
+3 |
4 |
+3 |
|||
|
8,0 |
11 |
|||||||
|
10,0 |
14 |
8 |
||||||
|
12,0 |
17 |
9 |
||||||
|
14,0 |
20 |
10 |
||||||
|
16,0 |
23 |
+4 |
11 |
+4 |
||||
|
18,0 |
26 |
13 |
||||||
|
20,0 |
28 |
14 |
||||||
|
Т3 |
|
|
РД РАД МП АПГ АФ МФ |
5,0 |
9 |
+3 |
1,5 |
±0,5 |
|
6,0 |
11 |
2 |
+0,5 |
|||||
|
7,0 |
12 |
|||||||
|
8,0 |
13 |
|||||||
|
9,0 |
14 |
3 |
±1,0 |
|||||
|
10,0 |
15 |
|||||||
|
12,0 |
17 |
+4 |
4 |
±1,0 |
||||
|
14,0 |
19 |
|||||||
|
16,0 |
21 |
|||||||
|
18,0 |
23 |
|||||||
|
20,0 |
25 |
|||||||
|
Т4 |
|
|
РД РАД МП АПГ АФ МФ |
2 |
3 |
+1 |
|
|
|
3 |
||||||||
|
4 |
4 |
+2 |
||||||
|
6 |
||||||||
|
7 |
5 |
|||||||
|
8 |
||||||||
|
10 |
6 |
|||||||
|
30 |
8 |
+3 |
||||||
|
Т5 |
|
|
РАД, РАД +РД, РД |
2 |
3 |
+1,0 -0,5 |
|
|
|
3 |
||||||||
|
4 |
4 |
|||||||
|
6 |
||||||||
|
7 |
5 |
|||||||
|
8 |
||||||||
|
10 |
6 |
+2,0 -1,0 |
||||||
|
30 |
8 |
|||||||
|
Т6 |
|
|
РД РАД МП АПГ АФ МФ |
4 |
7 |
±2 |
4 |
+2 -1 |
|
6 |
10 |
5 |
||||||
|
8 |
14 |
±3 |
7 |
+3 -2 |
||||
|
10 |
16 |
8 |
||||||
|
12 |
20 |
10 |
||||||
|
14 |
24 |
±4 |
12 |
+4 -3 |
||||
|
16 |
26 |
13 |
||||||
|
18 |
28 |
14 |
||||||
|
20 |
30 |
15 |
||||||
|
22 |
34 |
±5 |
17 |
+4 -3 |
||||
|
25 |
37 |
18 |
||||||
|
Т7 |
|
|
РАД, РАД +РД, МП АПГ АФ МФ |
2 |
3 |
+1,0 -0,5 |
1/2 l |
+1,0 -0,5 |
|
3 |
3 |
|||||||
|
4 |
4 |
|||||||
|
6 |
4 |
|||||||
|
7 |
5 |
|||||||
|
8 |
5 |
|||||||
|
10 |
6 |
+2,0 -1,0 |
+2,0 -1,0 |
|||||
|
30 |
8 |
|||||||
|
Т8 |
|
|
РАД РД МП МФ |
Рекомендуется для приварки направляющих в задвижке. Величины q и l - расчетные |
||||
|
|
|
|||||||
|
|
|
|||||||
|
У1 |
|
|
РАД, РАД +РД, МП АПГ АФ МФ |
От 2 до 20 |
- |
- |
От S/2 до S |
- |
|
У2 |
|
|
РАД, РАД +РД МП АПГ АФ МФ |
4,0 |
9 |
±2 |
1,5 |
±0,5 |
|
5,0 |
10 |
|||||||
|
6,0 |
11 |
±3 |
2 |
±1,0 |
||||
|
7,0 |
12 |
|||||||
|
8,0 |
14 |
|||||||
|
9,0 |
15 |
3 |
||||||
|
10,0 |
17 |
|||||||
|
12,0 |
20 |
±4 |
4 |
±1,0 |
||||
|
14,0 |
23 |
|||||||
|
16,0 |
26 |
|||||||
|
18,0 |
28 |
|||||||
|
20,0 |
30 |
|||||||
|
У3 |
|
|
РАД МП АПГ |
1,0 |
2 |
+1 |
1,0 |
- |
|
1,2 |
2,4 |
+1,0 -0,5 |
1,2 |
- |
||||
|
1,5 |
3,0 |
+1,0 -0,5 |
1,5 |
- |
||||
|
2,0 |
4,0 |
+1,2 -1,0 |
1,6 |
- |
||||
|
2,5 |
5,0 |
+1,2 -1,0 |
1,8 |
- |
||||
|
|
РАД МП АПГ |
1,0 |
2 |
- |
1,0 |
- |
||
|
1,2 |
2,4 |
- |
1,2 |
- |
||||
|
1,5 |
3,0 |
- |
1,5 |
- |
||||
|
2,0 |
4,0 |
- |
1,6 |
- |
||||
|
2,5 |
5,0 |
- |
1,8 |
- |
||||
|
У4 |
|
|
РАД МП АПГ |
2,5 |
5 |
+1,0 |
1,5 |
±0,5 |
|
3,0 |
6 |
|||||||
|
3,5 |
7 |
|||||||
|
4,0 |
8 |
|||||||
|
5,0 |
10 |
|||||||
|
6,0 |
12 |
2,0 |
±1,0 |
|||||
|
(Измененная редакция. Изм. 3) |
|
|
|
|
|
|
||
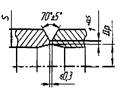
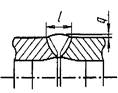
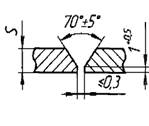
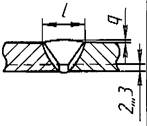
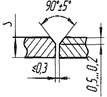
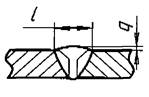
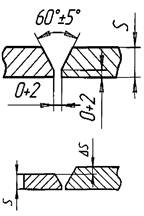
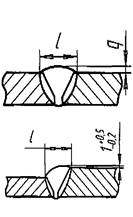
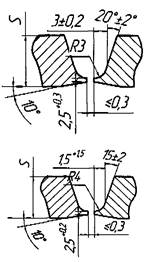
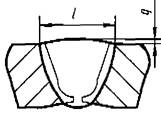
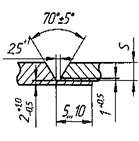
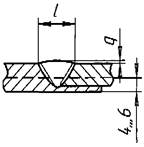
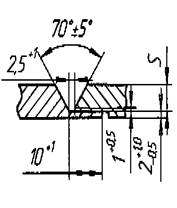
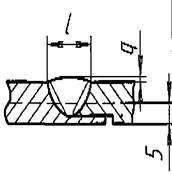
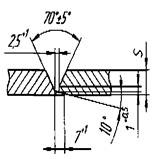
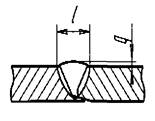
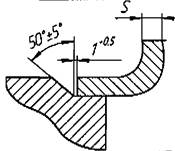
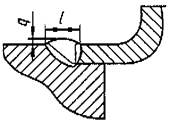
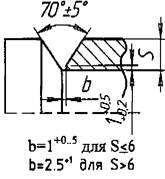
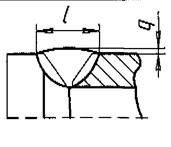
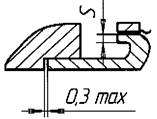
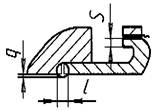
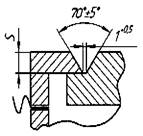
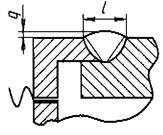
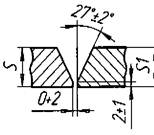
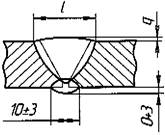
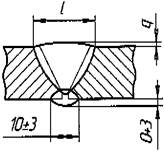
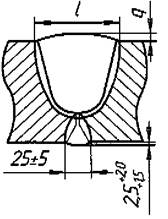
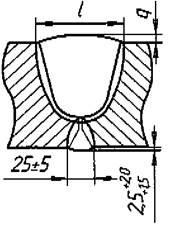
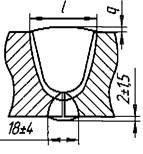
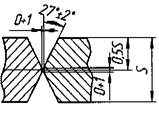
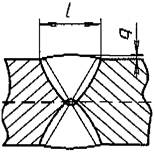
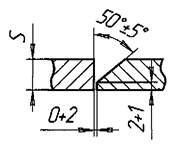
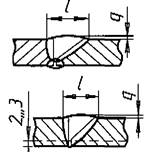
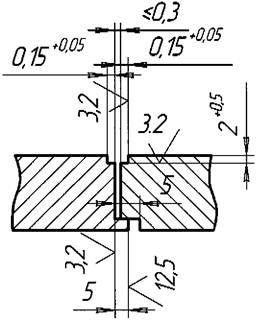
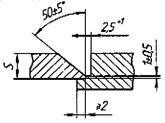
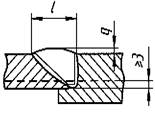
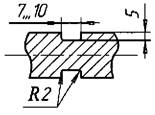
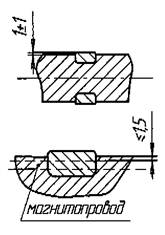
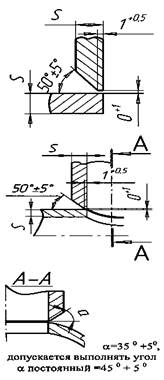
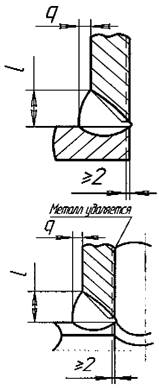
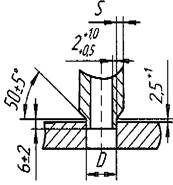
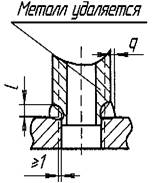
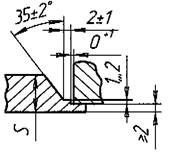
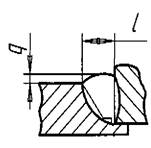
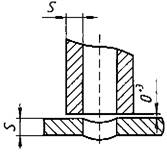
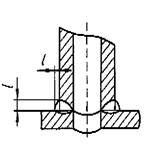
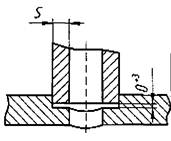
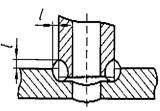
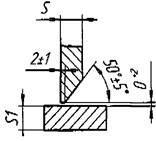
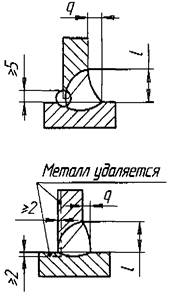
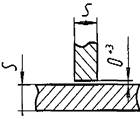
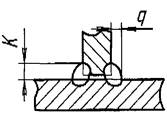
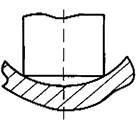
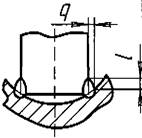
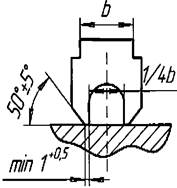
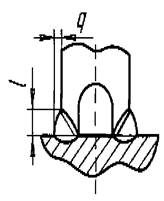
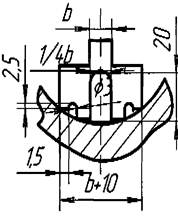
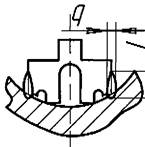
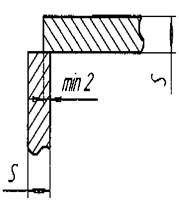
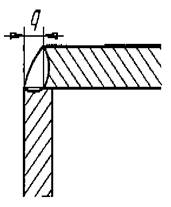
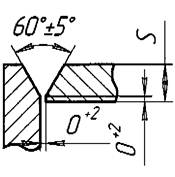
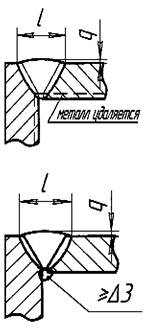
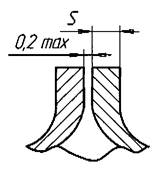
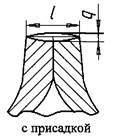

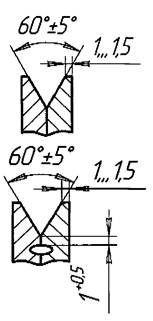
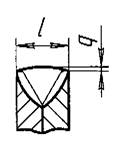
Таблица Б.2 - Сварные соединения сильфона, выполненные аргонодуговой сваркой без присадки.
|
Условное обозначение |
Конструктивные элементы |
Обозначение сильфона |
Минимальная высота шва, контролируемая при металлографическом исследовании, мм |
|
|
Подготовленных кромок свариваемых деталей |
Выполненного сварного шва |
|||
|
С11 |
|
|
16-П-0,16*2 |
0,6 |
|
18-П-0,16*(2, 3) |
0,6 |
|||
|
22-П-0,16*(2, 3, 4, 5) |
0,6 |
|||
|
28-П-0,16*(3, 6) |
0,6 |
|||
|
28-П-0,16*7 |
0,6 |
|||
|
38-С-0,2*(3, 4) |
0,6 |
|||
|
38-П-0,2*6 |
0,8 |
|||
|
38-П-0,2*8 |
1,0 |
|||
|
48-П-0,2*(2, 4, 6) |
0,6 |
|||
|
48-П-0,2*10 |
0,7 |
|||
|
С12 |
|
|
48-П-0,2*12 |
0,9 |
|
65-П-0,2*(2, 4, 6) |
0,6 |
|||
|
65-П-0,2*8 |
0,7 |
|||
|
65-П-0,2*10 |
0,9 |
|||
|
65-П-0,2*12 |
1,2 |
|||
|
75-П-0,2*(3, 4) |
0,6 |
|||
|
95-П-0,25*(4, 6) |
0,6 |
|||
|
95-П-0,25*8 |
0,8 |
|||
|
95-П-0,25*10 |
1,1 |
|||
|
125-П-0,3*(4, 6) |
0,6 |
|||
|
125-П-0,3**6 |
0,8 |
|||
|
190-П-0,3*4 |
0,6 |
|||
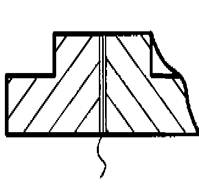
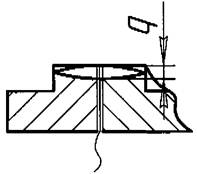
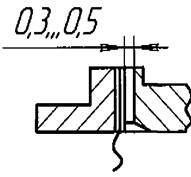
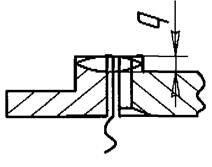
|
Условное обозначение |
Конструктивные элементы |
||||
|
Подготовленных кромок свариваемых деталей |
Выполненного сварного шва |
||||
|
С23 |
|
|
|||
|
|
b, мм |
h, мм |
|||
|
Номинальное значение |
Предельное отклонение |
||||
|
1,25М + 7 |
2 |
±1 |
|||
|
1,25М + 8 |
2,5 |
±1,5 |
|||
|
С24 |
|
|
|||
|
|
b, мм |
h, мм |
|||
|
Номинальное значение |
Предельное отклонение |
||||
|
1,25М + 7 |
2 |
±1 |
|||
|
1,25М + 8 |
2,5 |
±1,5 |
|||
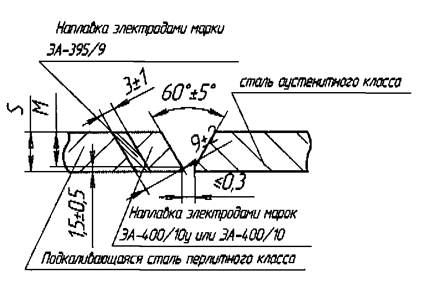
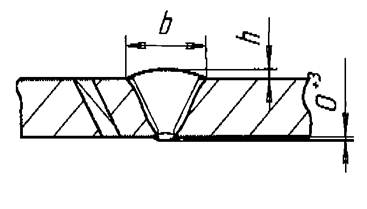
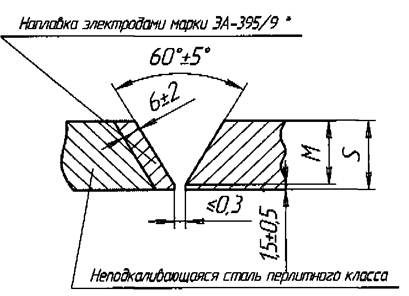
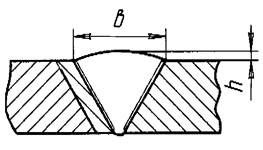
Таблица Б.4 - Размеры конструктивных элементов и выполненных кольцевых швов
|
Условное обозначение |
Конструктивные элементы |
Способ сварки |
DN, мм |
Толщина свариваемых деталей (S), мм |
Ширина шва а, мм |
Усиление шва b, мм |
|
|
Подготовленных кромок свариваемых деталей |
Выполненного сварного шва |
||||||
|
C25 |
|
|
АФ |
150 - 1400 |
15 - 95 |
(28 - 39) ± 3 |
2,5 ± 1,5 |
|
С26 |
|
|
АФ |
250 - 1400 |
20 - 100 |
(28 - 46) ± 3 |
|
|
С27 |
|
|
МП |
100 |
15 - 20 |
17 ± 3 |
|
|
T9 |
|
|
АФ |
700 - 1200 |
40 - 80 |
(30 - 60) ± 5 |
(15 - 20) ± 5 |
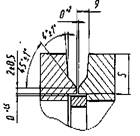
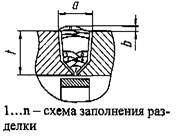
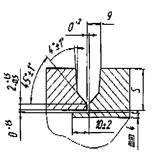
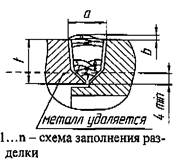
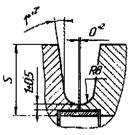
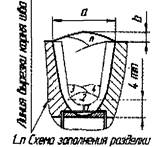
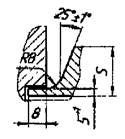
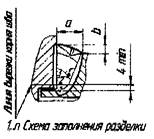
Приложение В
(рекомендуемое)
Подкладные кольца для сборки узлов под сварку
В.1 Рекомендуемые размеры подкладных колец для сборки узлов под сварку приведены на рисунке В.1 и таблице В.1
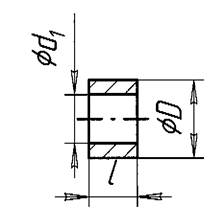
Рисунок В.1 - Подкладное кольцо
Таблица В.1 - Размеры подкладных колец в зависимости от условного прохода арматуры
|
№ п/п |
Условный проход DN |
L, мм min |
Д, мм |
d1, мм min |
№ п/п |
Условный проход DN |
L, мм min |
Д, мм |
d1, мм min |
|
1 |
20 |
10 |
16 |
8 |
8 |
80 |
32 |
75 |
65 |
|
2 |
25 |
10 |
20 |
14 |
9 |
100 |
36 |
95 |
85 |
|
3 |
32 |
15 |
27 |
20 |
10 |
125 |
40 |
120 |
110 |
|
4 |
40 |
18 |
35 |
25 |
11 |
150 |
48 |
144 |
134 |
|
5 |
50 |
20 |
45 |
35 |
12 |
200 |
60 |
192 |
180 |
|
6 |
65 |
22 |
60 |
50 |
13 |
250 |
70 |
240 |
228 |
|
7 |
70 |
30 |
65 |
55 |
14 |
300 |
86 |
290 |
278 |
|
Примечание - Материал подкладных колец должен соответствовать марке свариваемого металла. |
|||||||||
Приложение Г
(рекомендуемое)
Эскизы образцов для проведения испытаний сварочных и наплавочных материалов
Г.1 Контрольное сварное соединение для изготовления образцов для проведения испытаний на растяжение металла шва при нормальной или повышенной температуре
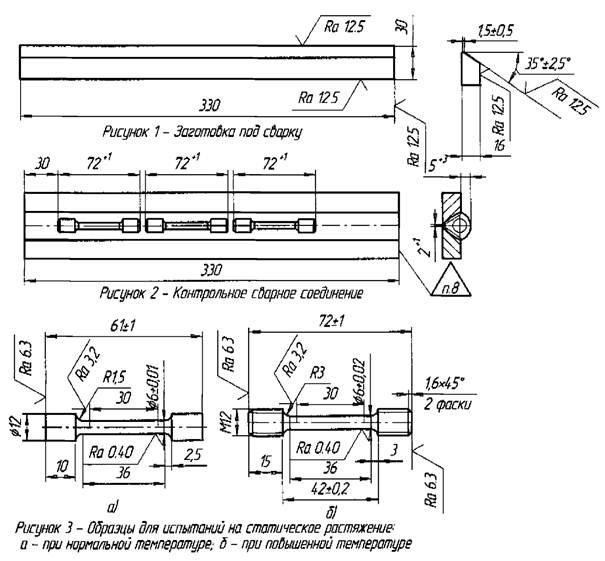
1 Заготовка для поковки - пруток Ø 40×290, вес 1 штуки 2,85 кг (2 штук - 5,7 кг). Допускаются другие размеры заготовок, достаточные для проведения испытаний.
2 Термообработка сварного соединения в соответствии с требованиями чертежа.
3 Расположение сварного шва на заготовке определить после травления.
4 Перед разрезкой сварное соединение контролировать внешним осмотром и радиографическим контролем.
5 Методика контроля и нормы оценки должны соответствовать той НД, по которой контролируются изделия, при изготовлении которых будут использоваться контролируемые сварочные материалы.
6 Участки швов, дефектность которых превышает пределы допустимых норм, для изготовления образцов не используются.
7 Количество образцов - 3 штуки (рисунок 3).
8 Клеймо сварщика и ОТК.
Г.2 Образец для определения содержания ферритной фазы в наплавленном металле и химического состава наплавленного металла
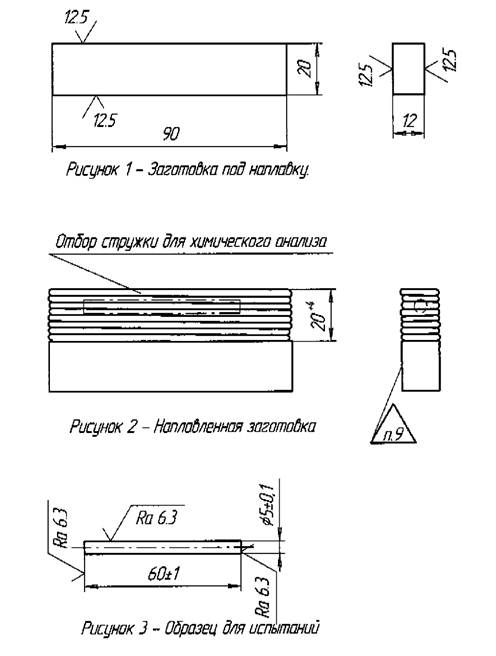
1 Заготовка для изготовления пластин под наплавку - пруток Ø 28×100, вес 0,480 кг. Допускаются другие размеры заготовки, достаточные для проведения испытаний.
2 Количество заготовок - 3 штуки (рисунок 1).
3 Материал заготовки - сталь 08Х18Н10Т или сталь 12Х18Н10Т ГОСТ 5632.
4 Количество наплавленных слоев не менее 5.
5 После каждого наплавленного слоя заготовку охлаждать в воде или на воздухе.
6 Вырезку образцов производить не ниже третьего слоя.
7 Количество образцов 2 штуки (рисунок 3).
8 Испытания образцов по пункту 4 приложения ГОСТ 2246.
9 Клеймо сварщика и ОТК.
Г.3 Контрольное сварное соединение для изготовления образцов для проведения испытаний на стойкость к межкристаллитной коррозии и на ударный изгиб
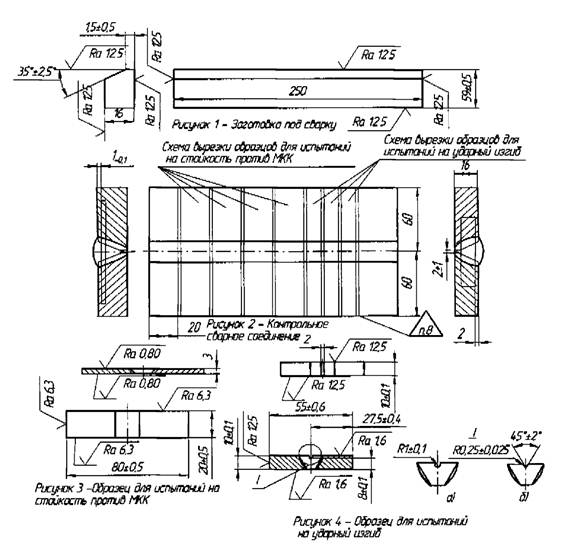
1 Заготовка для поковки - пруток Ø 60×175, вес 1 штуки 3,9 кг (2 штук - 7,8 кг). Допускаются другие размеры заготовок, достаточные для проведения испытаний. Термообработка сварного соединения в соответствии с требованиями чертежа и приложения Н настоящего стандарта.
2 Расположение сварного шва на заготовке определить после травления.
3 Перед разрезкой сварное соединение контролировать внешним осмотром и радиографическим контролем.
4 Методика контроля и нормы оценки должны соответствовать той НД, по которой контролируются изделия, при изготовлении которых будут использоваться контролируемые сварочные материалы.
5 Участки швов, дефектность которых превышает пределы допустимых норм, для изготовления образцов не используются.
6 Количество образцов для испытаний на стойкость против межкристаллитной коррозии - 4 штуки (рисунок 3). При необходимости испытания сварного соединения количество образцов удваивается.
7 Количество образцов для испытаний на ударный изгиб - 3 штуки по ГОСТ 6996 тип VI или тип IX (рисунок 4). Форма надреза (а или/и б по рис. 4) указывается в заявке на испытания.
8 Клеймо сварщика и ОТК.
Г.4 Контрольное сварное соединение для изготовления образцов для проведения испытаний металла шва на стойкость к межкристаллитной коррозии
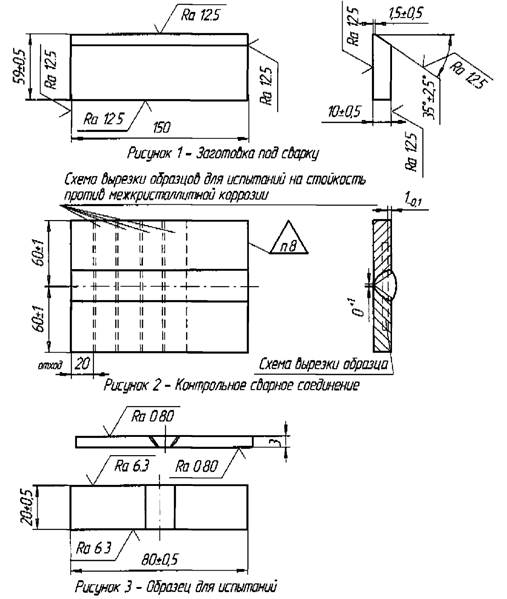
1 Заготовка для поковки - пруток Ø 50×115, вес 1 штуки 1,75 кг (2 штук - 3,5 кг). Допускаются другие размеры заготовок, достаточные для проведения испытаний.
2 Термообработка сварного соединения в соответствии с требованиями чертежа.
3 Расположение сварного шва на заготовке определить после травления.
4 Перед разрезкой сварное соединение контролировать внешним осмотром и радиографическим контролем.
5 Методика контроля и нормы оценки должны соответствовать НД, по которой контролируются изделия, при изготовлении которых будут использоваться контролируемые сварочные материалы.
6 Участки швов, дефектность которых превышает пределы допустимых норм, для изготовления образцов не используются.
7 Количество образцов для испытаний на стойкость против межкристаллитной коррозии металла шва - 4 штуки (рисунок 3). При необходимости испытания сварного соединения количество образцов удваивается.
8 Клеймо сварщика и ОТК.
Г.5 Контрольная наплавка для изготовления образцов для испытаний на стойкость к межкристаллитной коррозии, определения содержания ферритной фазы и проведения химического анализа
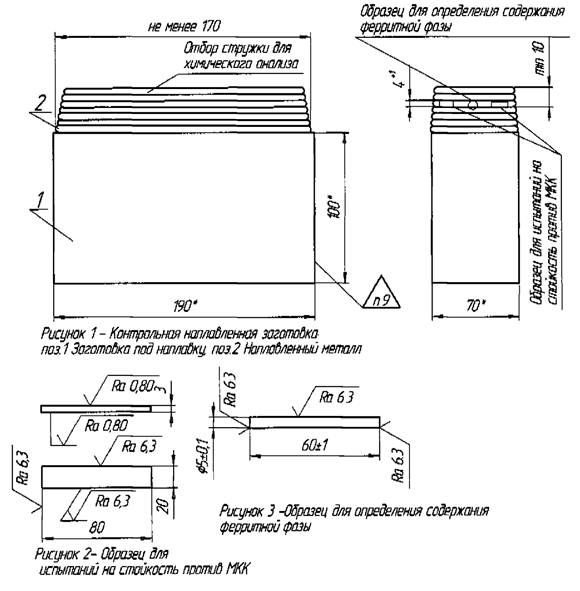
1 Количество заготовок - 1 штука.
2 Материал заготовок - сталь 08Х18Н10Т или сталь 12Х18Н10Т.
3 В процессе наплавки производить охлаждение после каждого прохода до температуры ниже 100 °С.
4 Наплавленный металл подлежит визуальному и капиллярному контролю по НД, в соответствии с которой контролируются изделия, при изготовлении которых будут использованы контролируемые сварочные материалы.
5 Вырезку образцов из наплавленного металла производить не ниже третьего слоя.
6 Количество образцов для испытаний на стойкость против МКК - 4 штуки (рисунок 2).
7 Количество образцов для определения содержания ферритной фазы - 2 штуки (рисунок 3).
8 Размеры * - справочные. Допускаются другие размеры заготовок, достаточные для изготовления требуемого количества образцов.
9 Клеймо сварщика и ОТК.
Г.6 Контрольная наплавка для изготовления образцов для испытаний на стойкость к межкристаллитной коррозии и испытаний на статическое растяжение при нормальной или повышенной температуре
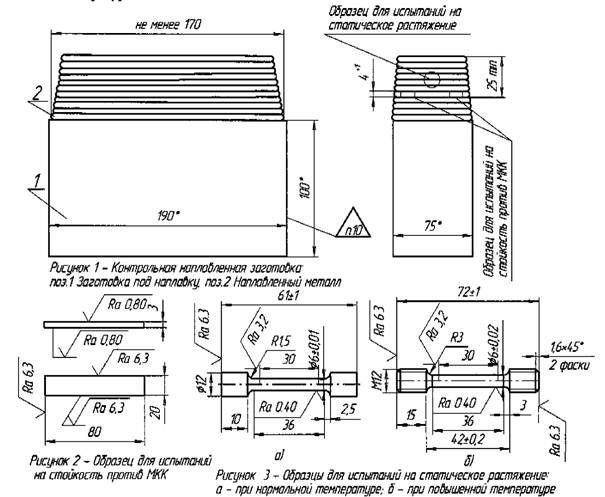
1 Количество заготовок под наплавку - 1 шт.
2 Материал заготовок - сталь того типа (класса), для сварки которой предназначены контролируемые сварочные материалы.
3 В процессе наплавки на сталь 08Х18Н10Т или 12X18H10T производить охлаждение после каждого прохода ниже 100 °С.
4 Термообработка наплавленной заготовки в соответствии с требованиями чертежа.
5 Наплавленный металл подлежит визуальному и капиллярному контролю по НД, в соответствии с которой контролируются изделия, при изготовлении которых используются контролируемые сварочные материалы.
6 Вырезку образцов из наплавленного металла производить не ниже третьего слоя для испытаний на стойкость против МКК и не ниже пятого слоя для испытаний на статическое растяжение.
7 Количество образцов для испытаний на стойкость против МКК - 4 штуки (рисунок 2).
8 Количество образцов для испытаний на статическое растяжение - 2 штуки (рисунок 3).
9 Размеры * - справочные. Допускаются другие размеры заготовок, достаточные для изготовления требуемого количества образцов.
10 Клеймо сварщика и ОТК.
|
Генеральный директор ЗАО «НПФ «ЦКБА» |
|
Айриев Е.А. |
|
|
Первый заместитель генерального директора - директор по научной работе |
|
Тарасьев Ю.И. |
|
|
Заместитель генерального директора - Главный конструктор |
|
Ширяев В.В. |
|
|
Начальник отдела стандартизации |
|
Дунаевский С.Н. |
|
|
Исполнители: Руководитель подразделения разработчика |
|
Ольховская С.Г. |
|
|
Ведущий специалист |
|
Сергеева Г.А. |
|
|
Специалист по сварке |
Фролова Т.О. |
||
|
СОГЛАСОВАНО Председатель ТК259 |
|
Власов М.И. |
|
|
СОГЛАСОВАНО |
СОГЛАСОВАНО |
||
|
ФГУП ЦНИИКМ «Прометей» Зам.генерального директора письмом № 6-5/390 Г.П. Карзов «16» 03 2006 г. |
Федеральная служба по экологическому, технологическому и атомному надзору Зам. начальника управления технического надзора письмом № 09-03/1309 Н. А. Хапонен «30» мая 2006 г. |
||
|
Заместитель начальника 1024 ВПМО ___________ А.А. Хапин «__» _________ 2007 г. |
|
||