|
Некоммерческое Партнерство «Инновации в электроэнергетике» |
||
|
|
СТАНДАРТ
|
СТО
|

ТУРБОГЕНЕРАТОРЫ СЕРИИ Т3Ф
ГРУППОВЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ НА КАПИТАЛЬНЫЙ
РЕМОНТ.
НОРМЫ И ТРЕБОВАНИЯ
Дата введения - 2009-08-03
Москва
2009
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. «О техническом регулировании», а правила разработки и применения стандартов организации - ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения».
Сведения о стандарте
|
1 РАЗРАБОТАН |
Закрытым акционерным обществом «Центральное конструкторское бюро Энергоремонт» (ЗАО «ЦКБ Энергоремонт») |
|
2 ВНЕСЕН |
Комиссией по техническому регулированию НП «ИНВЭЛ» |
|
3 УТВЕРЖДЁН И ВВЕДЕН В ДЕЙСТВИЕ |
Приказом Некоммерческого Партнерства «Инновации в электроэнергетике» от 07.07. 2009 № 39 |
|
4 ВВЕДЁН ВПЕРВЫЕ |
|
СОДЕРЖАНИЕ
|
СТАНДАРТ ОРГАНИЗАЦИИ |
|
ТУРБОГЕНЕРАТОРЫ
СЕРИИ Т3Ф |
Дата введения 2009-08-03
1 Область применения
Настоящий стандарт организации:
- является нормативным документом, устанавливающим технические нормы и требования к ремонту турбогенераторов серии Т3Ф, направленные на обеспечение промышленной безопасности тепловых электрических станций, экологической безопасности, повышение надежности эксплуатации и качества ремонта;
- устанавливает технические требования, объем и методы дефектации, способы ремонта, методы контроля и испытаний к составным частям и турбогенераторам в целом в процессе ремонта и после ремонта;
- устанавливает объемы, методы испытаний и сравнения показателей качества отремонтированных турбогенераторов серии Т3Ф с их нормативными и доремонтными значениями;
- распространяется на капитальный ремонт турбогенераторов серии Т3Ф;
- предназначен для применения генерирующими компаниями, эксплуатирующими организациями на тепловых электростанциях, ремонтными и иными организациями, осуществляющими ремонтное обслуживание оборудования электростанций.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты и другие нормативные документы:
Федеральный закон РФ от 27.12.2002 № 184-ФЗ «О техническом регулировании»
ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения
ГОСТ 533-2000 Машины электрические вращающиеся. Турбогенераторы. Общие технические условия
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18322-78 Система технического обслуживания и ремонта техники. Термины и определения
ГОСТ 25364-97 Агрегаты паротурбинные стационарные. Нормы вибрации опор валопроводов и общие требования к проведению измерений,
СТО 70238424.27.100.012-2008 Тепловые и гидравлические станции. Методики оценки качества ремонта энергетического оборудования
СТО 70238424.27.010.001-2008 Электроэнергетика. Термины и определения
СТО 70238424.29.160.20.001-2009 Турбогенераторы. Общие технические условия на капитальный ремонт. Нормы и требования
СТО 70238424.27.100.030-2009 Тепловые электрические станции. Ремонт и техническое обслуживание оборудования, зданий и сооружений. Организация производственных процессов. Нормы и требования
СТО 70238424.27.100.006-2008 Ремонт и техническое обслуживание оборудования, зданий и сооружений электрических станций и сетей. Условия выполнения работ подрядными организациями. Нормы и требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены основные понятия по Федеральному закону РФ от 27.12.2002 № 184-ФЗ «О техническом регулировании» и термины по ГОСТ 15467, ГОСТ 16504, ГОСТ 18322, ГОСТ 27.002, СТО 70238424.27.010.001-2008, а также следующие термины с соответствующими определениями:
3.1.1 требование: Норма, правила, совокупность условий, установленных в документе (нормативной и технической документации, чертеже, стандарте), которым должны соответствовать изделие или процесс.
3.1.2 характеристика: Отличительное свойство. В данном контексте характеристики физические (механические, электрические, химические) и функциональные (производительность, мощность ...).
3.1.3 характеристика качества: Присущая характеристика продукции, процесса или системы, вытекающая из требований.
3.1.4 качество отремонтированного оборудования: Степень соответствия совокупности присущих оборудованию характеристик качества, полученных в результате выполнения его ремонта, требованиям, установленным в нормативной и технической документации.
3.1.5 качество ремонта оборудования: Степень выполнения требований, установленных в нормативной и технической документации, при реализации комплекса операций по восстановлению исправности или работоспособности оборудования или его составных частей.
3.1.6 оценка качества ремонта оборудования: Установление степени соответствия результатов, полученных при освидетельствовании, дефектации, контроле и испытаниях после устранения дефектов, характеристикам качества оборудования, установленным в нормативной и технической документации.
3.1.7 технические условия на капитальный ремонт: Нормативный документ, содержащий требования к дефектации изделия и его составных частей, способы ремонта для устранения дефектов, технические требования, значения показателей и нормы качества, которым должно удовлетворять изделие после капитального ремонта, требования к контролю и испытаниям оборудования в процессе ремонта и после ремонта.
3.2 Обозначения и сокращения
В настоящем стандарте применены следующие обозначения и сокращения
ВК - визуальный контроль;
ИК - измерительный контроль;
Карта - карта дефектации и ремонта;
КИ - контрольные испытания;
НК - неразрушающий контроль;
НТД - нормативная и техническая документация;
УЗД - ультразвуковая дефектоскопия;
ЦД - цветная дефектоскопия;
Ra - среднее арифметическое отклонение профиля;
Rz - высота неровностей профиля по десяти точкам.
4 Общие положения
4.1 Подготовка турбогенераторов к ремонту, вывод в ремонт, производство ремонтных работ и приемка из ремонта должны производиться в соответствии с нормами и требованиями СТО 70238424.27.100.030.
Требования к ремонтному персоналу, гарантиям производителя работ по ремонту установлены в СТО 70238424.27.100.006-2008.
4.2 Выполнение требований настоящего стандарта определяет оценку качества отремонтированных турбогенераторов. Порядок проведения оценки качества ремонта турбогенераторов устанавливается в соответствии с СТО 70238424.27.100.012-2008.
4.3 Настоящий стандарт применяется совместно со стандартом СТО 70238424.29.160.20.001.
4.4 Требования настоящего стандарта, кроме капитального, могут быть использованы при среднем и текущем ремонтах турбогенераторов. При этом учитываются следующие особенности их применения:
- требования к составным частям и турбогенератору в целом в процессе среднего или текущего ремонта применяются в соответствии с выполняемой номенклатурой и объемом ремонтных работ;
- требования к объемам и методам испытаний и сравнению показателей качества отремонтированного турбогенератора с их нормативными и доремонтными значениями при среднем ремонте применяются в полном объеме;
- требования к объемам и методам испытаний и сравнению показателей качества отремонтированного турбогенератора с их нормативными и доремонтными значениями при текущем ремонте применяются в объеме, определяемом техническим руководителем электростанции и достаточным для установления работоспособности турбогенератора.
4.5 При расхождении требований настоящего стандарта с требованиями других НТД, выпущенных до утверждения настоящего стандарта, необходимо руководствоваться требованиями настоящего стандарта.
При внесении предприятием-изготовителем изменений в конструкторскую документацию на турбогенераторы и при выпуске нормативных документов органов государственного надзора, которые повлекут за собой изменение требований к отремонтированным составным частям и турбогенератору в целом, следует руководствоваться вновь установленными требованиями вышеуказанных документов до внесения соответствующих изменений в настоящий стандарт.
4.6 Требования настоящего стандарта распространяются на капитальный ремонт турбогенераторов в течение полного срока службы, установленного в НТД на поставку турбогенераторов или в других нормативных документах. При продлении в установленном порядке продолжительности эксплуатации турбогенераторов сверх полного срока службы, требования настоящего стандарта применяются в разрешенный период эксплуатации с учетом требований и выводов, содержащихся в документах на продление продолжительности эксплуатации.
5 Общие технические сведения
5.1 Стандарт разработан на основе конструкторской, нормативной и технической документации завода-изготовителя.
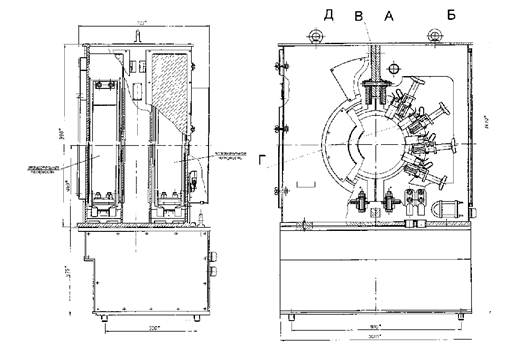
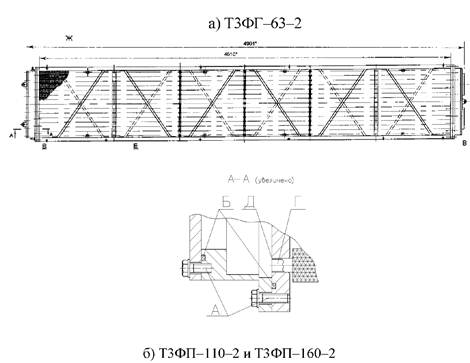
5.2 Группа турбогенераторов серии Т3Ф включает турбогенераторы Т3ФГ-63-2 (Т3ФГ-80-2), Т3ФП-110-2 и Т3ФП-160-2.
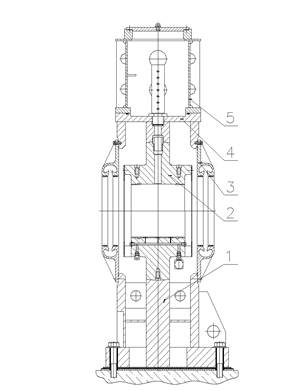
Общий вид турбогенератора Т3Ф приведен на рисунке 5.1.
Основные характеристики и параметры турбогенераторов серии Т3Ф приведены в таблице 5.1
Основные характеристики и параметры турбогенераторов серии Т3Ф
|
Основные параметры |
Т3ФГ-63-2 |
Т3ФП-110-2 |
Т3ФП-160-2 |
|
Полная мощность, кВ∙А |
78750 |
137500 |
188235 |
|
Активная мощность, кВт |
63000 |
110000 |
160000 |
|
Коэффициент мощности |
0,8 |
0,8 |
0,85 |
|
Напряжение, В |
6300/10500 |
10500 |
15750 |
|
Ток статора, А |
7225/4335 |
7560 |
6908 |
|
Частота, Гц |
50 |
50 |
50 |
|
Частота вращения, об/мин |
3000 |
3000 |
3000 |
|
Коэффициент полезного действия, % |
98,00 |
98,48 |
98,50 |
|
Маховой момент ротора, т∙м2 |
3,03 |
4,82 |
6,13 |
|
Максимальный вращающий момент при коротком замыкании в обмотке статора |
2,8 |
5 |
7 |
|
Критическая частота вращения, об/мин |
1600/2550 |
1720/2660 |
1150/2750 |
|
Соединение фаз обмотки статора |
треугольник/звезда |
звезда |
звезда |
|
Число выводов обмотки статора |
9 |
9 |
9 |
|
Число воздухоохладителей |
4 |
4 |
4 |
|
Наибольшее эксплуатационное избыточное давление холодной воды в воздухоохладителях, кгс/см2 |
3,0 |
3,0 |
5,98 |
|
Температура охлаждающей воды на входе в воздухоохладители, °С |
12 - 33 |
12 - 33 |
12 - 33 |
|
Номинальный расход воды через воздухоохладители, м3/час |
290 |
500 |
600 |
|
Масса турбогенератора, т |
160 |
190 |
286 |
|
Класс изоляции обмоток статора и ротора |
F |
F |
F |
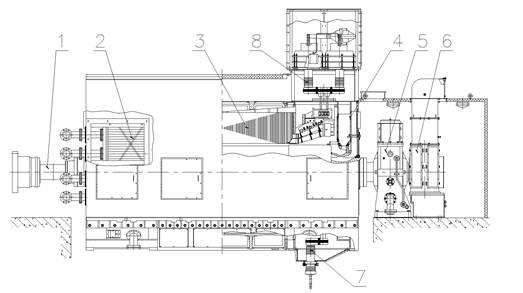
а) турбогенератор Т3ФГ-63-2 (Т3ФГ-80-2)
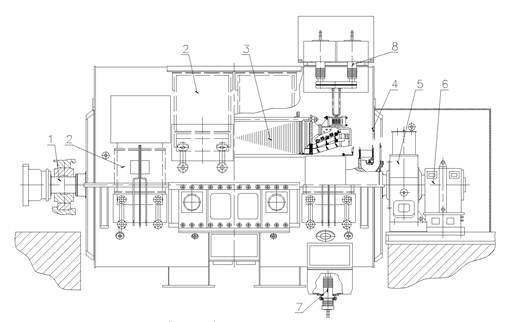
б) турбогенератор Т3ФП-110-2
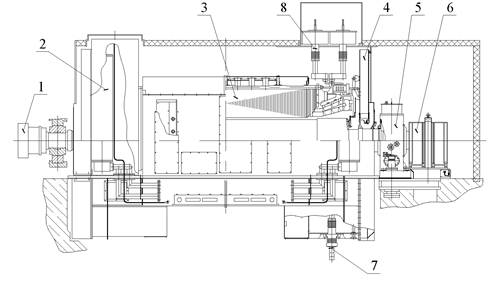
в) турбогенератор Т3ФП-160-2
1 - ротор; 2 - воздухоохладитель; 3 - статор; 4 -
кожух воздухораспределительный;
5 - подшипник; 6 - щеточный аппарат; 7 - концевой вывод;
8- нулевой вывод.
Рисунок 5.1 - Общий вид турбогенераторов серии Т3Ф
5.3 Турбогенераторы серии Т3Ф предназначены для выработки электроэнергии при непосредственном соединении с паровыми турбинами на тепловых электростанциях. Турбогенераторы выполнены с непосредственным воздушным охлаждением обмотки ротора и сердечника статора и косвенным воздушным охлаждением обмотки статора.
Охлаждающий воздух циркулирует в генераторе под действием вентиляторов, установленных на валу ротора и охлаждается вертикальными воздухоохладителями, встроенными в корпус турбогенератора.
Корпус статора образован поперечными стенками, внутри которых расположен сердечник статора, перепускными трубами и наружной обшивкой. Наружная обшивка имеет с внутренней стороны шумоизолирующее покрытие и выполняет роль шумозащитного кожуха.
Сердечник статора, состоящий из сегментов электротехнической стали толщиной 0,5 мм с низкими удельными потерями, собран на продольных рёбрах статора и вдоль оси разделён вентиляционными каналами на пакеты. Пазы статора прямоугольные, открытые. Торцевая зона сердечника статора защищена от потоков рассеяния медными экранами, что позволяет расширить диапазон нагрузки при работе генератора с потреблением реактивной мощности.
Обмотка статора трёхфазная, стержневая, двухслойная с транспозицией проводников в пазовой части. Изоляция обмотки статора термореактивная класса F, допустимые температуры по классу В.
Крепление лобовых частей обмотки статора осуществляется с помощью кронштейнов и бандажных колец из стеклопластика, а также из формирующихся материалов типа «препрег» с последующей запечкой.
Ротора изготовлены из цельных поковок специальной стали, обеспечивающей механическую прочность при всех режимах работы турбогенератора.
Обмотки роторов выполнены из полосовой меди с присадкой серебра и имеют непосредственное охлаждение воздухом, проходящим по вертикальным каналам выфрезерованными в катушках обмотки ротора, поступающим из подпазовых каналов.
Изоляция обмотки ротора класса F, допустимые температуры по классу В. В пазах обмотка ротора закреплена дюроалюминиевыми клиньями, в лобовых частях - бандажными кольцами, изготовленными из немагнитной коррозионностойкой стали.
Для предотвращения повреждения торцов бочки от воздействия токов обратной последовательности под бандажными кольцами установлены демпферные системы, состоящие из короткозамыкающих колец, выполненных из двух слоёв медных сегментов, которые своими зубцами входят в обмоточные и специальные пазы, выфрезерованные в больших зубцах ротора.
Опорный подшипник со стороны контактных колец выносной, стоякового типа. Смазка подшипника осуществляется от масляной системы турбины.
В корпусе генератора предусмотрен наддув воздуха, препятствующий проникновению пыли внутрь турбогенератора.
Контроль теплового состояния обмотки и сердечника статора, а также охлаждающих сред производится термопреобразователями сопротивления.
5.4 Наибольшие допустимые температуры отдельных узлов и охлаждающего воздуха турбогенераторов серии Т3Ф при номинальных давлении и температуре охлаждающих сред приведены в табл. 5.2.
|
Наименование |
по сопротивлению обмотки |
по термосопротивлениям |
|
Обмотка статора |
- |
125 |
|
Обмотка ротора |
120 |
- |
|
Сердечник статора |
- |
120 |
|
Горячий воздух в турбогенераторе |
- |
85 |
|
Холодный воздух после воздухоохладителя |
- |
20 - 40 |
5.5 Конструктивные характеристики, рабочие параметры и назначение турбогенераторов должны соответствовать ГОСТ 533.
6 Общие технические требования
Требования к метрологическому обеспечению ремонта, маркировке составных частей, крепежным и уплотнительным деталям, контактным соединениям, материалам и запасным частям, применяемым при ремонте турбогенераторов, определяются в соответствии с требованиями раздела 6 СТО 70238424.29.160.20.001.
7 Требования к составным частям
Требования к составным частям турбогенераторов, установленные в настоящем стандарте, должны применяться совместно с соответствующими требованиями к составным частям турбогенераторов, установленными в СТО 70238424.29.160.20.001 и СО 34.45-51.300 [1].
В разделе требований к составным частям турбогенераторов могут отсутствовать отдельные требования к составным частям турбогенераторов, изготовленным заводами-изготовителями в индивидуальном, опытном исполнении.
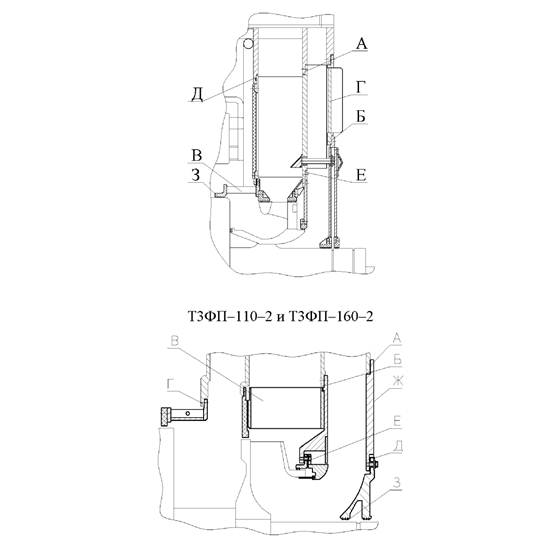
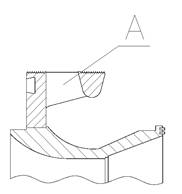
7.1 Составные части статора
Дефектацию и ремонт составных частей статора поз. 1, щита наружного поз. 2 и обтекателя поз. 3 (см. рисунок 5.1) необходимо проводить в соответствии с картами 1 - 3.
|
Статор поз. 3 рис. 5.1 Количество на генератор, шт. - 1
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
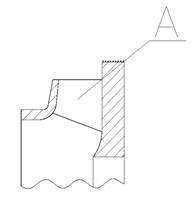
А |
Трещины в сварке и элементах подвески. |
ВК |
Лупа ЛП-4∙10х |
Сварка |
Трещины в сварке не допустимы. |
|
Б |
Нарушение целостности (трещины, изломы) стяжных ребер, самоотвинчивание гаек нажимного кольца. |
ВК |
Лупа ЛП-4∙10х |
Сварка |
Оценка качества ремонтной сварки должна соответствовать конструкторской документацией Наличие трещин в призмах, самоотвинчивание гаек не допускается |
|
В |
Тангенциальное и аксиальное смещение нажимных пальцев. |
ВК |
|
Закрепление в первоначальном положении |
Смещение нажимных пальцев не допускается |
|
Г |
Разрушение, оплавления сегментов активной стали. |
ВК, |
Термометры шкала 0 - 100 °С |
1. Удаление поврежденного участка |
1. Поврежденный участок должен быть полностью удален. |
|
ИК, |
Амперметр |
2. Зачистка и травление кислотой |
2. После зачистки и травления лаковая пленка между сегментами должна просматриваться сплошными линиями. |
||
|
Ваттметр |
3. Установка клиньев-заполнителей |
3. Активную сталь статора испытать в соответствии с СО 34.45-51.300 [1]. |
|||
|
КИ |
Частотомер |
4. Обмотку статора испытать в соответствии с СО 34.45-51.300 [1]. |
|||
|
Лупа ЛП-4∙10х |
|||||
|
Г |
Следы местных перегревов, контактной коррозии активной стали. |
ВК, |
Термометры шкала 0 - 100 °С |
1. Зачистка |
1. После зачистки и травления лаковая пленка между сегментами сердечника должна просматриваться сплошными линиями. |
|
ИК, |
Амперметр |
2. Травление кислотой |
|||
|
КИ |
Вольтметр |
3. Восстановление активной стали |
|||
|
Ваттметр |
|||||
|
Частотомер |
2. Активную сталь статора испытать в соответствии с СО 34.45-51.300 [1]. |
||||
|
Г |
Нарушения защитного покрытия активной стали расточки статора. |
ВК |
- |
1. Очистка |
Поверхность защитного покрытия активной стали должна быть без отслаивания, ровной и без подтеков лака |
|
2. Покрытие двумя слоями лака ЛАЛЭ7М |
|||||
|
Д |
Ослабление плотности прессовки активной стали. |
ВК, |
Щупы. Набор № 2. |
1. Установка клиньев-заполнителей |
1. Щуп от усилия руки не должен входить между сегментами активной стали на глубину более 1 мм на участке не ближе 100 мм от нажимного кольца. |
|
ИК, |
Термометры шкала 0 - 100 °С |
2. Подтяжка гаек нажимного кольца |
2. Гайки нажимного кольца должны быть затянуты и закреплены от самоотвинчивания. |
||
|
КИ |
Амперметр |
3. Восстановление плотности прессовки |
3. Активную сталь статора и обмотку статора испытать в соответствии с СО 34.45-51.300 [1]. |
||
|
Вольтметр |
|||||
|
Ваттметр |
|||||
|
Динамометрический ключ |
|||||
|
Отыскание дефектов крайних пакетов стали статора ультразвуковой методикой ВНИИЭ |
|||||
|
Е |
Ослабление крепления деталей расклиновки лобовой части обмотки статора. |
ВК, |
- |
1. Подтягивание крепежных деталей |
1. Деформация, повреждение покровной ленты на стержнях и шинах после подтягивания не допускается. |
|
КИ |
2. Установка дистанционных распорок с прокладками на клее |
||||
|
3. Бандажировка стержней лобовой части обмотки статора |
|||||
|
4. Заполнение зазоров между деталями крепления и обмоткой статора препрегом |
|||||
|
Е |
Ослабление, обрыв шнуровых бандажей. |
ВК, |
- |
Замена бандажей |
Обмотку статора испытать в соответствии с СО 34.45-51.300 [1]. |
|
ИК, |
|||||
|
КИ |
|||||
|
Ж |
Истирание изоляции лобовых частей обмотки статора. |
ВК, |
- |
1. Восстановление изоляции |
Обмотку статора испытать в соответствии с СО 34.45-51.300 [1]. |
|
ИК, |
2. Закрепление лобовых частей обмотки статора |
||||
|
КИ |
|||||
|
З |
Нарушение электрической прочности концевых выводов обмотки статора. |
ИК, |
Мегомметр на 2500 В |
Замена концевого вывода или его составной части |
Концевые выводы испытать в соответствии с СО 34.45-51.300 [1]. |
|
- |
Нарушение электрической прочности стержня обмотки статора. |
ИК, |
Мегомметр на 2500 В |
Замена стержня обмотки статора. |
Стержень статора испытать в соответствии с СО 34.45-51.300 [1] |
|
- |
Снижение сопротивления изоляции, сосредоточенное свечение желтого и красного цвета, тление. Видимая корона при нормальном напряжении в корпусной изоляции. |
КИ, |
Мегомметр на 2500 В |
Сушка и ремонт корпусной изоляции и полупроводящего покрытия |
Не допускается снижение сопротивления. |
|
ВК |
Контрольные испытания в соответствии с СО 34.45-51.300 [1]. |
||||
|
|
Нарушение герметичности узла концевых выводов обмотки статора. |
ВК, |
Воздухоанализатор. |
1. Подтягивание крепежных деталей |
Испытание герметичности узла концевых выводов обмотки статора проводится в соответствии с СО 34.45-51.300 [1]. |
|
2. Замена прокладок между фланцами концевых выводов и выводной плитой. |
|||||
|
ИК |
Манометр. |
3. Замена прокладок между корпусом статора и выводной плитой. |
|||
|
Часы |
4 Замена имеющих трещины фарфоровых изоляторов или наружной рубашки (цилиндра). |
||||
|
- |
Нарушение защитного покрытия обмотки статора, соединительных и выводных шин. |
ВК, |
Термометр шкала 0 - 100 °С |
1. Очистка |
1. Поверхность защитного покрытия обмотки статора, соединительных и выводных шин должна быть ровной, без отслаиваний и подтеков. |
|
ИК, |
Амперметр |
2. Покрытие двумя слоями эмали ГФ-92ХС |
|||
|
КИ |
Вольтметр |
||||
|
Ваттметр |
|||||
|
Частотомер |
2. Обмотку статора испытать в соответствии с СО 34.45-51.300 [1]. |
||||
|
- |
Обрыв термопреобразователей с соединительными проводами. |
КИ |
Мегомметр на 1000 В |
1. Пайка припоем ПОС-40 |
Сопротивление изоляции должно быть не менее 1,0 Мом. |
|
2. Замена проводки теплоконтроля |
|||||
|
- |
Пониженное сопротивление изоляции термопреобразователей с соединительными проводами. |
КИ |
Мегомметр на 500 В |
Замена термопреобразователя и (или) провода термопреобразователя |
Сопротивление изоляции должно быть не менее 1,0 Мом. |
|
И |
Ослабление плотности крепления обмотки статора по высоте паза. |
ВК |
ТО, по изменению звука при простукивании молотком массой 0,2 - 0,4 кг, по смещению «от руки» |
Переклиновка с установкой под клин дополнительных прокладок |
1. Допускается не более 10 % ослабленных клиньев в средней части статора. |
|
2. Допускается разновысотность клиньев в одном пазу, но не более 1,5 мм. |
|||||
|
И |
Ослабление плотности крепления обмотки статора по ширине паза. |
ВК, |
Набор уплотнительных ножей |
Переклиновка паза с установкой между стенкой паза и стороной стержня, набегающей по направлению вращения ротора, дополнительной прокладки. |
Зазор между стенкой паза и стержнем должен быть не более 0,3 мм. |
|
ИК |
|||||
|
- |
Повреждения в зоне расточки статора: попадание масла, посторонних предметов механические повреждения, перегрев поверхности. Ослабление крепления вентиляционных распорок. Занос продуктов коррозии. Ослабление прессовки. Выкрашивание сегментов, в т.ч. трещины отдельных сегментов. |
ТО, |
Испытание методом кольцевого намагничивания и вихревыми токами |
Восстановление работоспособности активной стали в зависимости от характера повреждений |
Не допускается |
|
ВК, |
|||||
|
ИК, |
|||||
|
- |
Фреттинг-коррозия внешняя поверхность активной стали статора. |
ТО |
- |
Устранить причины возникновения коррозии (вибрация, ослабления крепления и др.) |
Не допускается фреттинг-коррозия. |
|
- |
Увеличение сопротивления постоянному току фазы обмотки статора. |
ИК |
Метод амперметра- вольтметра |
Устранить участки с плохим контактом, нарушенной пайкой |
Не допускается увеличение сопротивления. |
|
К |
Истирание полупроводящего покрытия. Истирание корпусной изоляции. Посторонние предметы. Механические повреждения. Пазовые разряды. |
ИК |
Технический осмотр по наличию пыли серого цвета, технический осмотр по наличию пыли желтого цвета, лупа, контроль по специальной программе |
|
Не допускаются истирание полупроводящего покрытия. |
|
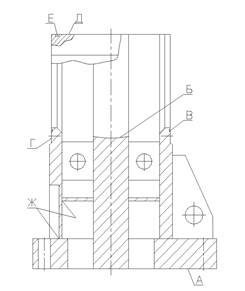
Карта дефектации и ремонта 2 Кожух воздухораспределительный, поз. 4 рис. 5.1 Количество на изделие, шт. - 1 сборка Т3ФГ-63-2
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Риски, забоины |
ВК |
- |
1. Опиловка |
Шероховатость поверхностей: А, З - Rz ≤ 40 мкм; |
|
2. Зачистка |
|||||
|
3. Шабрение |
|||||
|
Б |
Отклонение от плоскостности (излом) |
ИК Измерение (закрепить на поверхности Б корпус уплотнения и замерить щупом зазор между торцами) |
Щуп набор № 2 Образцы шероховатости поверхности (рабочие) |
Дообработка |
Шероховатость поверхности Г - Rz ≤ 40 мкм. Неплоскостность (излом) не более 0,2 мм. |
|
В, |
Трещины |
ВК |
- |
Замена лопаток |
Трещины не допускаются |
|
Г |
|||||
|
Д, |
Забоины, задиры, включая канавки под уплотняющий шнур. |
ВК |
Линейка поверочная. ШД-1-630. |
1. Очистка. |
Шероховатость поверхности не более Rа = 50 мкм. |
|
Е |
Образцы шероховатости. |
2. Запиловка. |
|||
|
Плита поверочная Ш-1-630×400. |
3. Шабровка. |
||||
|
Ж |
Нарушение лакокрасочного покрытия |
ВК |
- |
1. Очистка. |
Поверхность покрытия должна быть ровной, допускаются отдельные неровности, связанные с состоянием окрашиваемой поверхности до окраски. Высохшая плёнка не должна иметь отлива. |
|
2. Покраска двумя слоями эмали МС-226. |
|||||
|
З |
Износ |
ВК |
Образцы шероховатости поверхности (рабочие) |
1. Оттяжка ножей, проточка |
1. Шероховатость - Rz < 40 мкм. |
|
ИК |
Нутромер НМ 75-600 |
2. Замена ножей |
|||
|
И |
Сопротивление изоляции между соседними деталями менее 1 МОм. |
КИ |
Мегомметр 1000 В. |
1. Очистка изоляционных деталей. |
Сопротивление изоляции между щитом наружным и соседними деталями, измеренное мегаомметром 1000 В, должно быть не менее 1,0 МОм. |
|
2. Замена изоляционных деталей. |
7.2 Требования к отремонтированному статору
7.2.1 На поверхности статора (обмотке, сердечнике и корпусе) не должно быть загрязнений.
7.2.2 Защитное покрытие поверхности расточки активной стали электроизоляционной эмалью должно быть равномерным, без отслоений.
7.2.3 Статорная обмотка, соединительные и выводные шины должны быть покрыты электроизоляционной маслостойкой эмалью.
7.2.4 Увлажнение обмотки статора не допускается. Необходимость сушки устанавливается по СО 34.45-51.300 [1].
7.2.5 Соединительные шпильки изоляционных накладок крепления лобовых частей статорной обмотки не должны касаться изоляции обмотки.
7.2.6 Не допускается более 10 % ослабленных средних клиньев, но не более трех подряд в одном пазу.
Концевые клинья и два к ним прилегающие с каждой стороны паза должны быть установлены плотно и иметь дополнительное крепление согласно требованиям конструкторской документации.
Пазы должны быть переуплотнены (переклинены), если количество ослабленных клиньев в них превышает допустимое.
7.2.7 Допустимый зазор в стыках клиньев - не более 3,0 мм, не чаще, чем через 10 клиньев. Допускается разновысотность клиньев в одном пазу не более 1,5 мм.
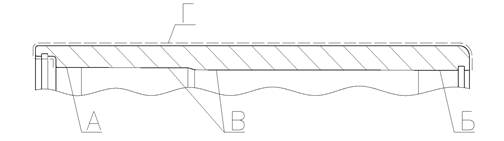
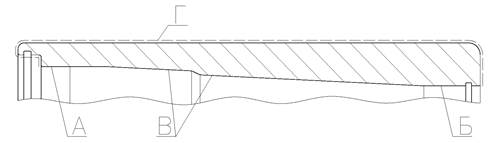
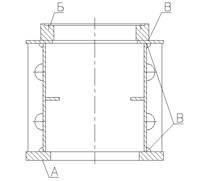
7.3 Составные части ротора
Дефектацию и ремонт составных частей бандажного узла поз. 1, контактных колец поз. 2, вентилятора поз. 3 и обмотки ротора поз. 4 (см. рисунок 7.1) необходимо проводить в соответствии с картами 4 - 11.
Нормы натягов бандажного узла и контактных колец приведены в таблицах 7.1 и 7.2.
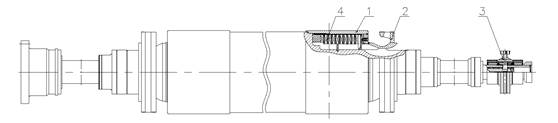
Т3ФП-110-2 и Т3ФП-160-2
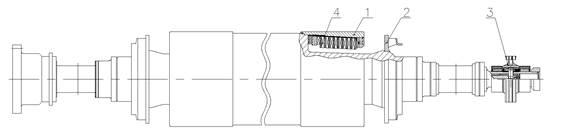
1 - бандажный узел; 2 - контактные кольца с токоподводом; 3 - вентилятор.
Рисунок 7.1 - Ротор турбогенератора серии Т3Ф
|
Ротор поз. 1 рис. 5.1 Количество на изделие, шт. - 1 Т3ФГ-63-2
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ, риски, забоины |
ВК |
Лупа ЛП-4∙10х |
1. Проточка |
1. Шероховатость поверхности - Ra ≤ 0,63 мкм. |
|
ИК |
Индикатор ИЧ 0,5 кл. 01 |
2. Шлифовка |
2. Допуск цилиндричности - 0,03 мм. |
||
|
Микрометр |
3. Допуск радиального биения - 0,015 мм |
||||
|
Образцы шероховатости поверхности (рабочие) |
|||||
|
Б |
Износ, риски, забоины |
ВК |
Лупа ЛП-4∙10х |
1. Проточка |
Шероховатость поверхности - Ra ≤ 0,63 мкм. |
|
ИК |
Многооборотный индикатор (2 шт.) с ценой деления 0,002 мм |
2. Шлифовка |
Допуск торцового биения - 0,02 мм. |
||
|
Поверочная линейка и пластинчатый щуп № 1, класс 2 |
Допуск конусности - 0,03 мм |
||||
|
Образцы шероховатости поверхности (рабочие) |
|||||
|
В |
Износ, риски, забоины. Отклонение шероховатости поверхности. Отклонение формы. |
ВК, |
Лупа ЛП-4∙10х |
1. Проточка |
1. Проточить на глубину не более 1,0 мм |
|
ИК, |
Индикатор ИЧ 0,5 кл. 01. |
2. Шлифовка |
2. Шероховатость поверхности - Ra ≤ 2,5 мкм. |
||
|
Микрометр МК 500-1. |
3. Допуск радиального биения - 0,05 мм. |
||||
|
Образцы шероховатости поверхности (рабочие). |
|||||
|
Г |
Перегрев поверхности зубцов бочки ротора. Электроэрозия поверхности контакта + зубцовой зоны с крайними клиньями после расклиновки. |
ТО |
Лупа. |
Местная выборка металла зубцов с трещинами. |
Не допускается перегрев поверхности зубцов. |
|
Д |
Перегрев поверхности. Отклонение шероховатости. Фреттинг-коррозия. Трещины на посадочной поверхности под бандажное кольцо. Трещины и сколы зубцов. |
ТО, |
Лупа. |
Местная выборка металла, проточка поверхности и сколы поврежденных участков зубцов. |
Трещины на посадочной поверхности не допускаются. |
|
ИК |
|||||
|
Е |
Перегрев поверхности и механические повреждения пазовых клиньев. Неплотное прилегание к сопрягаемой поверхности паза концевых клиньев. |
ТО, |
Лупа, простукивание молотком. |
Устранение местных повреждений, частичная переклиновка. |
Механические повреждения пазовых клиньев не допускаются. |
|
ВК |
Допускаются отдельные повреждения глубиной не более 0,5 мм. |
||||
|
|
Нарушение корпусной изоляции обмотки ротора. |
ИК |
Мегомметр на 1000 В М4 100/4 кл. 1,0 |
Замена корпусной изоляции. |
Сопротивление изоляции не менее 2 кОм при температуре 75 °С. |
|
КИ |
Сушка изоляции. |
Испытательное напряжение 1,0 кВ. |
|||
|
Очистка от загрязнений. |
|||||
|
Ж |
Нарушение витковой изоляции обмотки ротора. |
ИК |
Мегомметр на 500 В М4 100/3 кл. 1,0 |
Замена витковой изоляции. |
Измерение сопротивления обмотки ротора переменному току, п. 3.7 СО 34.45-51.300-97 [1]. |
|
КИ |
Миллиамперметр, амперметр, вольтметр Э316 кл. 1,0 высокочастотная аппаратура ВЧФ или ИВЗ. |
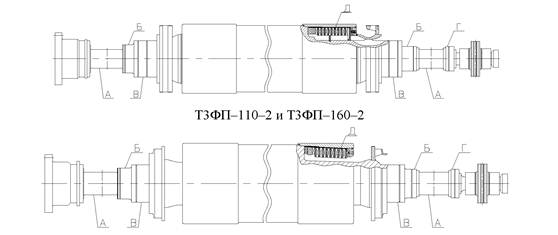
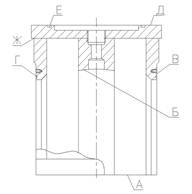
7.4 Составные части бандажного узла ротора
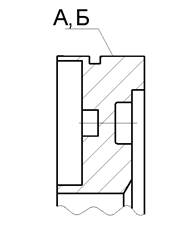
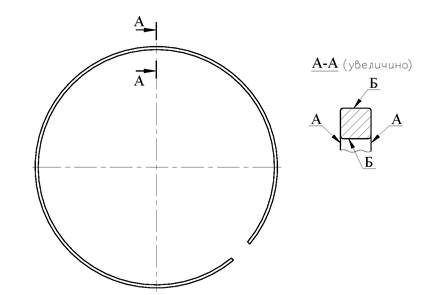
Дефектацию и ремонт составных частей бандажного узла поз. 1, кольца упорного поз. 2 и кольца пружинного поз. 3 (см. рисунок 7.2) необходимо проводить в соответствии с картами 4 - 6.
Нормы натягов в деталях бандажного узла турбогенераторов серии Т3Ф приведены в таблице 7.1.
Бандажный узел роторов серии Т3Ф
Т3ФГ-63-2
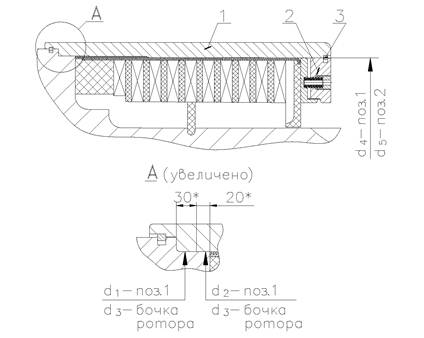
Т3ФП-110-2 и Т3ФП-160-2
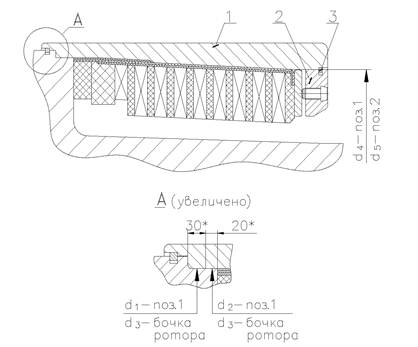
1 - кольцо бандажное; 2 - кольцо упорное; 3 - кольцо пружинное.
Рисунок 7.2 - Бандажный узел ротора турбогенераторов серии Т3Ф
Натяги в деталях бандажного узла турбогенераторов серии Т3Ф
мм
|
Тип генератора |
Бандажное кольцо-бочка ротора |
Бандажное кольцо - упорное кольцо |
||||
|
d3 |
d1 |
Натяг |
d5 |
d4 |
Натяг |
|
|
Т3ФГ-63-2 |
1015 |
1018 |
3,0 |
1008 |
1010,9 |
2,9 |
|
Т3ФП-110-2 |
1076 |
1078,4 |
2,4 |
1012 |
1014,7 |
2,7 |
|
Т3ФП-160-2 |
1114,0 |
1117,0 |
3,0 |
1056,0 |
1058,9 |
2,9 |
|
Кольцо бандажное поз. 1 рис. 7.2 Количество на изделие, шт. - 2 Т3ФГ-63-2
Т3ФП-110-2 и Т3ФП-160-2
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Фреттинг-коррозия, коррозионное растрескивание, трещины, подгары |
ВК, |
Нутромер НМ 150 - 1250 |
Устранение дефектов по СО 153-34.45.513-07 [2] |
1. Ослабление натягов не допустимо |
|
Б |
ИК, |
Индикатор ИЧ0,5 кл. 01 |
2. Допуск конусности поверхности А и Б не более 0,03 мм |
||
|
В |
3. Допуск овальности поверхности А и Б не более 0,2 мм. |
||||
|
Г |
4. Радиальное биение поверхности А и Г относительно общей оси не более 0,1 мм. |
||||
|
УЗД |
УД2-12, УД4-Т |
5. Шероховатость поверхности - Ra ≤ 2,0 мкм |
|||
|
Дефектоскопия цветная. |
Лупа. |
||||
|
Вмятины |
ВК, |
Штангенциркуль ШЦ-III-1000-0,1 Образцы шероховатости поверхности (рабочие) |
1. Проточка |
1. Местная выборка в соответствии с СО 153- 34.45.513-07 [2]. |
|
|
2. Шлифовка |
2. Шероховатость поверхности не более Rz ≤ 20 мкм. |
||||
|
ИК |
3. Выборка местная |
||||
|
Сколы, риски, царапины, забоины |
ВК |
Лупа ЛП-4∙10х |
1. Местная выборка |
1. Глубина местной выборки и глубина проточки по СО 153-34.45.513-07 [2]. |
|
|
Штангенциркуль ШЦ-III-250-0,1 |
2. Проточка |
|
Карта дефектации и ремонта 5 Кольцо упорное поз. 2 рис. 7.2 Количество на изделие, шт. - 2
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Контактная коррозия |
ВК, |
Микрометр МРИ 1000 - 0,01 |
1. Проточка. |
1. Допустимая шероховатость Ra ≤ 2,0 мкм. |
|
ИК |
Лупа |
2. Шлифовка. |
2. Допуск радиального биения относительно оси вращения - 0,1 мм. |
||
|
Дефектоскопия цветная. |
3 Местная выборка |
3. Допуск профиля продольного сечения - 0,03 мм. |
|||
|
А, Б |
Трещины, подплавления, цвета побежалости |
ВК |
Образцы шероховатости поверхности (рабочие) |
1. Зачистка. |
1. Допустимая шероховатость Rz ≤ 40 мкм. |
|
Дефектоскопия цветная. |
Лупа |
2. Выборка. |
2. Допуск торцового биения относительно оси вращения - 0,1 мм. |
||
|
3. Замена. |
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А, Б |
Забоины, заусенцы |
ВК, |
Образцы шероховатости поверхности (рабочие) |
Опиловка |
Допустимая шероховатость - Rz ≤ 20 мкм |
|
ИК |
|||||
|
А |
Отклонение от плоскостности |
ВК, |
Измерение. |
Рихтовка |
Допуск плоскостности - 1 мм |
|
ИК |
Плита 1-0-1000×1000, |
||||
|
щупы набор № 4 |
7.5 Требования к бандажному узлу ротора
7.5.1 При выполнения капитального ремонта ротора должны выполняться все требования, предъявляемые к бандажному узлу ротора, в соответствии с СО 153-34.45.513 (разделы 1 - 2) [2].
7.5.2 Обеспечить натяги, указанные в таблице 7.1
7.5.3 Допуск радиального биения наружной поверхности бандажного кольца (на стороне упорного кольца) относительно оси вращения вала ротора - 0,5 мм.
7.5.4 Поверхности бандажных колец (кроме посадочных) покрыть эмалью КО855 или другим антикоррозионным покрытием с аналогичными свойствами.
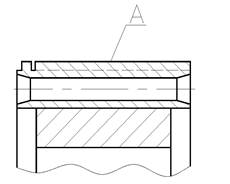
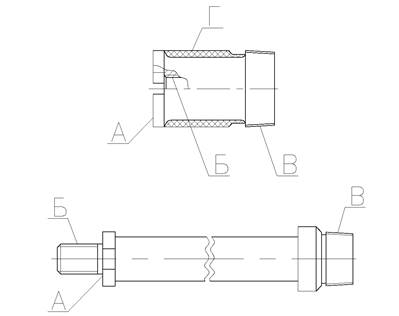
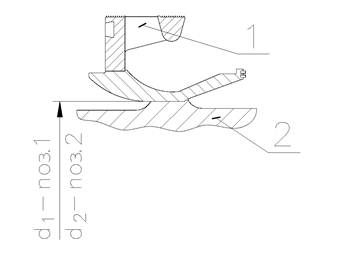
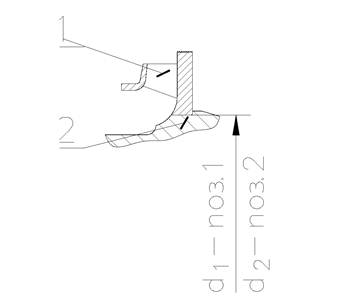
7.6 Составные части узла контактных колец.
Дефектацию и ремонт составных частей контактного кольца поз. 1, токоведущего болта поз. 2, 3 и контактного винта поз. 4 (см. рис. 7.3) необходимо проводить в соответствии с картами 7 - 9.
Размеры и натяги узла контактных колец, а также моменты затяжки токоведущих болтов различных диаметров приведены в таблицах 7.2 - 7.3.
Контактные кольца и токоподвод роторов Т3ФГ-63-2; Т3ФП-110-2 и Т3ФП-160-2
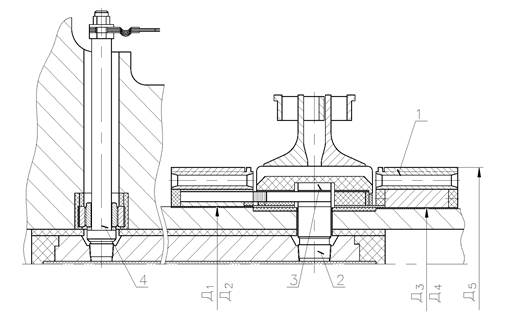
1 - контактное кольцо; 2, 4 - токоведущий болт; 3 - контактный винт.
Рисунок 7.3 - Контактные кольца с токопроводом, поз. 3 рис. 7.1
Размеры и натяги узла контактных колец
|
Тип генератора |
Посадка контактных колец на изоляцию вала |
Наружный диаметр контактного кольца |
Минимально допустимый диаметр контактных колец |
||
|
Д1 - Д2 |
Д3 - Д4 |
Натяг |
Д5 |
Д5* |
|
|
Т3ФГ-63-2 |
|
|
0,52 |
320 |
300* |
|
Т3ФП-110-2 |
190,0 190,52 |
186,0 186,52 |
|||
|
Т3ФП-160-2 |
|||||
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Радиальное биение и перепад высот выходят за пределы допустимых норм (измеряется не менее чем в трех точках по ширине кольца) |
ВК, |
Измерение. |
1. Проточка. |
Радиальное биение и перепад высот должны быть в пределах допусков, указанных в чертежах завода-изготовителя |
|
ИК, |
Индикатор часового типа ИЧ05 кл. 0. |
2. Шлифовка |
|||
|
3. Замена. |
|||||
|
Износ (измеряется в четырех точках по окружности через 90° и не менее чем на трех дорожках) |
ВК, |
Измерение. |
1. Проточка. |
1. Допустимый диаметр не менее 438 мм |
|
|
ИК |
Индикатор часового типа ИЧ 05 кл. 0. |
2. Шлифовка. |
2. Шероховатость - Rz ≤ 1,25 мкм. |
||
|
Набор щупов № 2 |
3. Замена. |
||||
|
Уменьшение глубины спиральной канавки |
ИК |
Штангенциркуль ЩЦ-1-125-0,1 |
Нарезка канавки |
1. Допустимая глубина не менее 3 мм. |
|
|
ВК |
Образцы шероховатости поверхности (рабочие) |
2. Шероховатость - Rz ≤ 20 мкм. |
|||
|
|
Следы эрозии, подгары, матовая поверхность |
ВК |
- |
1. Проточка. |
- |
|
2. Шлифовка |
|
Карта дефектации и ремонта 8 Болт токоведущий поз. 2 и 3 рис. 7.3 Количество на изделие, шт. - поз. 2 - 2, поз. 3 - 2.
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Нарушение серебряного покрытия контактных поверхностей |
ВК, |
Лупа |
Серебрение контактных поверхностей покрытия - 9 мкм |
Допустимое нарушение серебряного покрытия не более 10 % площади контактной поверхности |
|
ИК, |
|||||
|
В |
Нарушение резьбовой поверхности более одного витка. Забоины, задиры, подломы, выкрашивания и срывы резьбы, коррозионные изъявления рабочей части резьбы на длине более одного витка |
ВК, |
Лупа |
Замена болта токоведущего |
Не допускаются |
|
ИК |
|||||
|
Г |
Деформация по длине болта токоведущего |
ВК, |
- |
Замена болта токоведущего |
Не допускается |
|
ИК |
|||||
|
Б |
Дефекты изоляционного покрытия болта токоведущего |
ВК |
Лупа |
Замена изоляционного покрытия |
Не допускаются |
|
Винт контактный поз. 3 рис. 7.3 Количество на изделие, шт. - 4
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Нарушение серебряного покрытия контактной поверхности |
ВК, |
Лупа ЛАЗ-10 |
Серебрение контактных поверхностей |
Допустимое нарушение серебряного покрытия не более 10 % площади контактной поверхности |
|
ИК, |
Толщина покрытия - 6 мкм |
||||
|
Б |
Трещины в резьбовой части винта контактного |
ВК, |
Лупа ЛАЗ-10 |
Замена винта контактного |
Не допускаются трещины в резьбовой части. |
|
ИК |
|||||
|
Б |
Выкрашивание, срывы резьбы |
ВК |
- |
Замена винта контактного |
Допускаются на длине не более 1 витка |
|
- |
Выступы от деформации смятия шлица опорной поверхности |
ВК, |
Штангенциркуль ШЦ 1-125-0,1 |
Запиловка заподлицо с поверхностью головки, восстановление формы шлица |
Не допускается смятие шлицев более 1 мм по ширине |
|
ИК |
|||||
|
- |
Отклонение от перпендикулярности опорной поверхности головки и резьбовой части |
ВК, |
Поверочный угольник УПП-1-160 |
Замена |
Допуск перпендикулярности - не более 0,5 мм |
|
ИК |
7.7 Требования к отремонтированным контактным кольцам
7.7.1 Радиальный зазор между винтом и изолирующей коробкой недопустим. Зазор устранить изоляционными прокладками, обеспечив натяг 0,2 мм.
7.7.2 Допуск радиального биения рабочей поверхности контактных колец относительно оси - 0,015 мм
7.7.3 Токоведущий болт затянуть моментом, указанным в табл. 7.3.
Винт контактный с метрической резьбой М20 затянуть с моментом 55 н∙м (550 кг/см), но не более момента затяжки токоведущих болтов.
Моменты затяжки токоведущих болтов различных диаметров
|
Номинальный диаметр резьбы, дюйм |
Средний диаметр, мм |
Шаг, мм |
Рабочая длина, мм |
Моменты затяжки, Н∙м (кгс∙см) |
|
3/4 |
25 |
1,814 |
14 - 17 |
20 - 25 (200 - 250) |
|
1 |
32 |
2,209 |
15 - 18 |
28 - 35 (280 - 350) |
|
1 1/4 |
40 |
2,209 |
16 - 20 |
50 - 60 (500 - 600) |
|
1 1/2 |
46 |
2,209 |
18 - 23 |
70 - 85 (700 - 850) |
|
2 |
58 |
2,209 |
20 - 30 |
130 - 160 (1300 - 1600) |
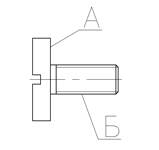
7.8 Составные части вентилятора
Дефектацию и ремонт составных частей лопатка вентилятора (см. рисунок 7.4) необходимо проводить в соответствии с картой 10.
Величины натягов при посадке вентилятора приведены в таблице 7.4.
б) Т3ФП-110-2 и Т3ФП-160-2
1 - лопатка вентилятора, 2 - вал ротора
Рисунок 7.4 - Вентилятор, поз. 3 рис. 7.1
Величины натягов при посадке вентилятора
|
Натяг |
Заводской натяг, мм |
||
|
Т3ФГ-63-2 |
Т3ФП-110-2 |
Т3ФП-160-2 |
|
|
Δ = d2 - d1 |
0,70 |
0,80 |
1,10 |
|
Лопатка вентилятора поз. 1 рис. 7.4 Количество на изделие, шт. - 2 комплекта а) Т3ФГ-63-2
б)
Т3ФП-110-2
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Трещины, забоины, эрозия на глубину более 10 % от толщины лопатки. |
ВК |
Лупа |
Ремонт с заменой лопаток. |
Работа вентилятора с трещинами, забоинами и эрозией более 10 % от толщины лопатки не допускается. |
|
Цветная дефектоскопия |
7.9 Требования к отремонтированному вентилятору
7.9.1 Лопатки вентилятора устанавливать, строго соблюдая маркировку
7.9.2 Натяг ступицы вентилятора на вал ротора в соответствии с таблицей 7.4.
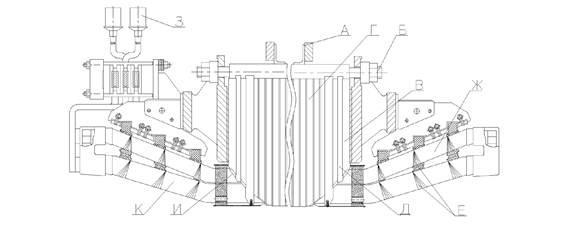
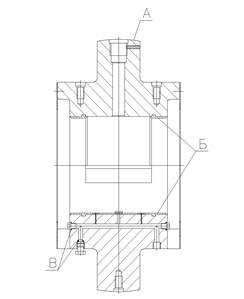
7.10 Составные части подшипника опорного, щеточно-контактного аппарата и воздухоохладителей
Дефектацию и ремонт составных частей подшипника опорного поз. 6, щеточно-контактного аппарата поз. 7 и воздухоохладителей поз. 8 турбогенератора серии Т3Ф (см. рисунок 5.1) необходимо проводить в соответствии с картами 11 - 16.
1 - стояк подшипника; 2 - вкладыш подшипника; 3 -
маслоуловитель;
4 - крышка подшипника; 5 - бак аварийной смазки
Рисунок 7.6 Подшипник, поз. 5 рис. 5.1
|
Стояк подшипника поз. 1 рис. 7.6 Количество на изделие, шт. - 1
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Царапины, задиры, забоины |
ВК |
Образцы шероховатости поверхности (ГОСТ 9378). |
1. Запиловка |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм |
|
ИК |
Линейка поверочная ЩД-1-630 |
2 Шабрение |
2. Шероховатость поверхности Rа ≤ 3,2 мкм |
||
|
Б |
Риски, царапины задиры на сферической поверхности |
ВК |
Образцы шероховатости поверхности. |
Шабрение |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм |
|
ИК |
Линейка поверочная ЩД-1-630 |
2. Шероховатость поверхности Rа ≤ 3,2 мкм |
|||
|
В, Е |
Царапины, задиры, забоины |
ВК |
Образцы шероховатости поверхности. |
1. Запиловка |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм |
|
ИК |
Линейка поверочная ЩД-1-630 |
2. Шабрение |
2. Шероховатость поверхности Rа ≤ 100 мкм |
||
|
Г |
Нарушение герметичности сварных швов |
ВК |
Метод керосиновой пробы |
Сварка. Электрод марка УОНИИ-13/45, тип Э42А, ГОСТ 9467 |
Отсутствие пятен керосина после 24 часов керосиновой пробы |
|
Д |
Задиры, забоины |
ВК |
Образцы шероховатости поверхности. |
1. Запиловка |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм |
|
ИК |
Линейка поверочная ЩД-1-630 |
2. Шабрение |
2. Шероховатость поверхности Rа ≤ 50 мкм |
||
|
- |
Загрязнение внутренних поверхностей маслоподводящих и сливных труб |
ТО |
- |
1. Очистка |
Загрязнение маслоподводящих и сливных труб не допускается |
|
2.Промывка |
|||||
|
3. Продувка |
|
Карта дефектации и ремонта 12 Вкладыш подшипника поз. 2 рис. 7.6 Количество на изделие, шт. - 1
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Царапины, задиры, риски |
ВК |
Образцы шероховатости поверхности (ГОСТ 9378). |
1. Зачистка |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм |
|
ИК |
Линейка поверочная ЩД-1-630 |
2. Опиловка |
2. Шероховатость поверхности Rа ≤ 3,2 мкм |
||
|
3. Шабрение |
|||||
|
А |
Радиальное биение относительно оси поверхности В более 0,2 мм |
ИК |
Индикатор ИЧ5 кл. 0 |
1. Проточка |
Допуск радиального биения поверхности А относительно оси поверхности В не более 0,2 мм |
|
2. Шлифовка |
|||||
|
3. Шабрение |
|||||
|
Б |
Торцевое биение относительно оси поверхности В не более 0,05 мм |
ВК |
Индикатор ИЧ5 кл. 0 |
1. Проточка |
1. Шероховатость поверхности Rа ≤ 100 мкм |
|
ИК |
2. Шлифовка |
2. Допуск торцевого биения поверхности Б относительно оси поверхности В не более 0,05 мм |
|||
|
3. Шабрение |
|||||
|
В, Д |
Задиры трещины, раковины пористость |
ВК |
Метод керосиновой пробы |
Сварка. Электрод марка УОНИИ-13/45, тип Э42А, ГОСТ 9467 |
Отсутствие пятен керосина после 24 часов керосиновой пробы |
|
Д |
Задиры, трещины, раковины, пористость, выкрашивание, отслаивание баббита |
ВК |
Образцы шероховатости поверхности. |
1. Запиловка |
Рабочая поверхность баббитового слоя вкладыша должна быть чистой, блестящей, без посторонних включений и следов структурных изменений. |
|
ИК |
Дефектоскоп ультразвуковой ДУК-11. |
2. Перезаливка |
2. Трещины, задиры, отслаивания от основы не допускаются. |
||
|
УЗД |
Штангенциркуль ШЦ-I-125-0,10 |
3. Проточка |
3. На поверхности баббитового слоя не допускаются газовые раковины, одиночные поры и выкрашивания диаметром более 2 мм и глубиной 1 мм. Допускаются кольцевые царапины глубиной не более 0,5 мм, шириной до 1,5 мм в количестве не более пяти на вкладыш |
||
|
Метод керосиновой пробы |
4. Шабрение |
4. Шероховатость поверхности Rа ≤ 2,5 мкм |
|||
|
5. Отсутствие пятен керосина после 24 часов керосиновой пробы. |
|||||
|
В, Д |
Износ рабочей поверхности вкладыша |
ИК |
Щуп |
1. Наплавка |
1. Рабочая поверхность баббитового слоя вкладыша должна быть чистой, блестящей, без посторонних включений и следов структурных изменений. |
|
Набор № 2 |
2. Перезаливка |
2. На поверхности баббитового слоя вкладыша не допускаются газовые раковины, одиночные поры, и выкрашивания диаметром более 2 мм и глубиной 1 мм. Допускаются кольцевые царапины глубиной не более 0,5 мм, шириной до 1,5 мм в количестве не более пяти на вкладыш. |
|||
|
Штангенциркуль ШЦ-I-125-0,10 |
3. Проточка |
3. Шероховатость поверхности Rа ≤ 2,5 мкм |
|||
|
Г |
Забоины, задиры, неплотное прилегание поверхностей разъема |
ВК |
Щуп |
Шабрение |
1. В свободном состоянии (фланцы разъема не затянуты болтами) щуп толщиной 0,05 мм не должен входить в разъем половин вкладыша на глубину более 3 мм. |
|
ИК |
Набор № 2 |
2. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм |
|||
|
Образцы шероховатости поверхности. |
3. Шероховатость поверхности Rа ≤ 2,5 мкм |
|
Карта дефектации и ремонта 13 Крышка подшипника поз. 4 рис. 7.6 Количество на изделие, шт. - 1
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Царапины, задиры, риски |
ВК |
Образцы шероховатости поверхности. |
1. Запиловка |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм |
|
ИК |
Линейка поверочная ЩД-1-630 |
2. Шабрение |
2. Шероховатость поверхности Rа ≤ 3,2 мкм |
||
|
Б |
Задиры, забоины |
ВК |
Образцы шероховатости поверхности. |
1. Запиловка |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм |
|
ИК |
Линейка поверочная ЩД-1-630 |
2. Шабрение |
2. Шероховатость поверхности Rа ≤ 3,2 мкм |
||
|
В |
Задиры, забоины |
ВК |
Образцы шероховатости поверхности. |
1. Запиловка |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм |
|
Г |
ИК |
Линейка поверочная ЩД-1-630 |
2. Шабрение |
2. Шероховатость поверхности В, Г и Е - Rа ≤ 100 мкм, поверхности Д - Rа ≤ 50 мкм |
|
|
Д |
|||||
|
Е |
|
Бак аварийной смазки 5 рис. 7.6 Количество на изделие, шт. - 1
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Задиры, забоины |
ВК |
|
1. Запиловка |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм |
|
2. Шабрение |
2. Шероховатость поверхности Ra ≤ 50 мкм |
||||
|
3. Допуск плоскостности поверхности 0,1 мм на длине 1000 мм |
|||||
|
Б |
Нарушение герметичности сварных швов бака аварийной смазки |
ВК |
|
Сварка. Электрод марка УОНИИ- 13/45, тип Э42А, ГОСТ 9467 |
Отсутствие пятен керосина после 24 часов керосиновой пробы |
|
Метод керосиновой пробы |
|||||
|
В |
Нарушение герметичности бака аварийной смазки |
КИ |
Манометр М 0,6 МПа-1 |
Сварка. Электрод марка УОНИИ- 13/45, тип Э42А, ГОСТ 9467 |
Испытать гидравлическим давлением 0,3 МПа (3 кгс/см2) в течении 10 мин. При испытании не должно наблюдаться снижения испытательного давления или течи воды. |
|
Гидравлические испытания |
|||||
|
- |
Сопротивление изоляции бака аварийной смазки менее 1,0 Мом, пористость, |
КИ |
Мегомметр 1000 В |
1. Очистка изоляционных деталей. |
Сопротивление изоляции бака аварийной смазки должно быть не менее 1,0 МОм |
|
2. Замена изоляционных деталей |
|||||
|
- |
Расслаивание, трещины, подгары прокладок, трубок, изоляционных шайб и колец |
ВК |
- |
Замена |
- |
|
Карта дефектации и ремонта 15 Сборка подшипника рис. 7.6 Количество на изделие, шт. - 1
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Неплотное прилегание сопрягаемых поверхностей крышки и стояка подшипника |
ИК |
Щуп. Набор № 2 |
Шабрение поверхностей разъема крышки и стояка |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм. |
|
Плита поверочная Ш-I-630×400 |
2. Шероховатость поверхности Ra ≤ 3,2 мкм |
||||
|
- |
Неплотное прилегание сопрягаемых поверхностей вкладыша и стояка подшипника |
ИК |
Щуп. Набор № 2 |
1. Проверка по краске сферической поверхности вкладыша. |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм. |
|
Образцы шероховатости поверхности |
2. Шабровка сферической поверхности вкладыша и стояка |
2. Шероховатость поверхности Ra ≤ 3,2 мкм |
|||
|
- |
Отклонение зазора между вкладышем и крышкой подшипника от допустимых значений |
ИК |
Щуп. Набор № 2 |
1. Шабрение разъемов вкладыша |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм. |
|
Снятие свинцового оттиска по разъему крышки и стояка подшипника |
Плита поверочная Ш-I- 630×400 |
2. Шабрение поверхностей сопряжения крышки и стояка |
2. Шероховатость поверхности Ra ≤ 3,2 мкм |
||
|
Штангенциркуль ШЦ-1-125-0,10 |
|
3. Зазор между крышкой и вкладышем подшипника должен быть 0,02 - 0,19 мм. |
7.11 Требования к сборке и отремонтированному подшипнику
7.11.1 Зазор между подошвой стояка и поверхностью фундаментной плиты без регулирующей и изолирующих прокладок при свободно стоящем подшипнике должен быть не более 0,5 мм.; при затянутых болтах - 0,15 мм. В сборе с прокладками и затянутых болтах зазор в зоне расположения болтов, равный размерам шайб под головками болтов и в середине подшипника на участке шириной от 200 до 300 мм не допускается, за исключением отдельных участков общей протяженностью не более 300 мм от суммарной длины вышеуказанных участков, где допускаются зазоры до 0,1 мм, в остальных местах допускается зазор до 0,3 мм.
7.11.2 Зазор в разъеме между крышкой и стояком подшипника при свободно лежащей крышке, должен быть не более 0,1 мм; при затянутых болтах щуп толщиной 0,05 должен входить в разъем на глубину не более 15 мм.
7.11.3 Зазоры при сборке подшипника генератора не должны превышать значений, приведенных в таблице 7.8.
7.11.4 Вкладыш подшипника при затянутых болтах крышки, должен проворачиваться на угол от 5 до 10° в любом направлении от приложенного момента от 60 до 90 кГм.
7.11.5 Сопротивление изоляции термопреобразователя сопротивления, установленного во вкладыше подшипника, измеренное мегаомметром 500 В, должно быть не менее 0,5 МОм.
7.11.6 Сопротивление изоляции подшипника относительно фундаментной плиты при полностью собранных маслопроводах и отсутствии контакта между подшипником и шейкой вала, измеренное мегаомметром 1000 В, должно не менее 1 МОм.
7.11.7 Затяжка крепежных деталей подшипника должна производиться усилием руки, при этом повреждение изоляционных деталей недопустимо.
|
Аппарат щеточно-контактный поз. 6 рис. 5.1 Количество на изделие, шт. - 1
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Неисправность нажимного механизма щеткодержателя (ослабленное нажатие, трещины и излом пружины, усилие больше допустимого) |
ВК, |
Лупа ЛП-4∙10х |
Замена нажимного механизма |
1. Усилие нажатия пружины должно быть 15 ± 1,5 Н (1,53 ± 0,153) кг |
|
ИК |
Динамометр пружинный указывающий типа ДПУ-0,01-2 |
||||
|
А |
Повышенный нагрев ЩКА, ускоренный износ щеточного механизма (усилие нажимного механизма больше допустимого) |
ВК |
- |
Замена нажимного механизма |
- |
|
Б |
Нарушение крепления токоведущего провода в теле щетки, наличие цветов побежалости на проводниках |
ВК |
- |
Замена щетки |
- |
|
В |
Повреждения корпуса щеткодержателя (деформация, задиры, забоины на внутренней поверхности, оплавления и т.п.) |
ИК |
Штангенциркуль ШЦ-П1-125-0,1 |
1. Правка корпуса щеткодержателя |
1. Размеры корпуса должны соответствовать требованию рабочей документации. |
|
Щупы. Набор № 2 |
2. Опиловка, пригонка и доводка внутренней поверхности щеткодержателя |
2. Заусенцы, задиры и острые кромки на внутренней поверхности щеткодержателя не допускаются |
|||
|
ВК |
Лупа ЛП-4∙10х |
3. Замена щеткодержателя |
3. Шероховатость поверхности Ra ≤ 2,0 мкм |
||
|
Образцы шероховатости поверхности (рабочие) |
4. Двусторонний зазор «а» между внутренней поверхностью щеткодержателя и боковой поверхностью щетки должен быть в пределах 0,1 - 0,4 мм |
||||
|
5. Перемещение щетки в щеткодержателе должно быть свободным, без заеданий |
|||||
|
Г |
Неравномерный износ, единичные нарушения рабочей поверхности щетки (риски, царапины, эрозия и т.п.), износ щетки до длины не менее 25 мм. Трещины, сколы и выкрашивание более чем 10 % рабочей поверхности щетки. |
ВК, |
Лупа ЛП-4∙10х |
1. Притирка рабочей поверхности щетки по рабочей поверхности контактного кольца |
1. «Зеркальный» натир должен быть не менее чем на 90 % рабочей поверхности щетки |
|
ИК |
Штангенциркуль ШЦ-П1-125-0,1 |
2. Замена щетки |
2. Длина щетки должна быть не менее 25 мм |
||
|
Д |
Ослабление крепления болтовых соединений траверсы, кабельных наконечников, щеточных блоков |
ВК |
- |
- |
Не допускаются ослабление крепления болтовых соединений. |
|
- |
Снижение сопротивления изоляции траверсы между токоведущими кольцами и корпусом и между самими токоведущими кольцами |
ИК в соответствии с [1]. |
Мегомметр на 1000 В. |
Восстановить изоляцию (сушка, очистка, ревизия). |
Не допускаются снижение сопротивления изоляции траверсы |
|
- |
Износ боковой поверхности щетки более чем на 0,1 мм/ Трещины, сколы, выкрашивание более чем 20 % боковой поверхности щетки/ |
ВК, |
Лупа ЛП-4∙10х |
Замена щетки. |
Двусторонний зазор «а» между боковой поверхностью щетки и внутренней поверхностью щеткодержателя должен быть не более 0,4 мм/ |
|
ИК |
Щупы. Набор № 2 |
|
Карта дефектации и ремонта 17 Воздухоохладители, поз. 2 рис. 5.1 Количество на изделие, шт. - 8
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Нарушение плотности резьбового соединения |
ВК |
Лупа ЛП-4∙10х |
1. Затяжка, стопорение крепежных деталей |
1. Не допускается ослабление плотности соединения |
|
Калибры резьбовые |
2. Замена крепежных деталей |
2. Детали резьбовых соединений, стопорение от самоотвинчивания должны соответствовать требованиям конструкторской документации. |
|||
|
ИК |
Щупы. Набор № 2 |
||||
|
Б |
Нарушение плотности соединения поверхностей трубных досок и крышек |
ИК, |
Динамометрический ключ |
1. Тарированная затяжка |
Воздухоохладитель испытать гидравлическим давлением 0,3 МПа (3,0 кгс/см2) в течение 30 мин |
|
КИ |
2. Замена прокладки |
||||
|
В |
Нарушение покрытия наружных поверхностей трубных досок |
ВК |
Лупа ЛП-4∙10х |
1. Очистка |
Наружные поверхности трубных досок после очистки должны быть покрыты одним слоем эмали ГФ92ХС |
|
2. Покрытие эмалью |
|||||
|
Г |
Наличие отложений на внутренних стенках охлаждающих трубок |
ВК |
- |
1. Очистка |
Внутренняя поверхность трубок должна быть очищена |
|
2. Промывка |
|||||
|
Д |
Течи трубок, нарушение плотности развальцовки трубок в трубных досках |
ВК |
- |
Заглушка трубок, замена воздухоохладителя |
Допустимое количество заглушенных трубок в каждом охладителе не более 5 % от общего количества трубок |
|
Е |
Нарушение покрытия поверхностей воздухоохладителей |
ВК |
Лупа ЛП-4∙10х |
1. Очистка |
Поверхности воздухоохладителя, кроме таблички на крышке и трубок, должны быть покрыты эмалью ПФ-133 |
|
2. Покрытие эмалью |
|||||
|
Ж |
Смятие наружного оребрения на площади более 5% площади сечения входа газа. |
ВК |
- |
Ремонт оребрения |
Эксплуатация воздухоохладителя со смятием оребрения более 5 % площади сечения входа газа не допускается. |
7.12 Требования к отремонтированному воздухоохладителю
7.12.1 На наружных поверхностях трубок, трубных досок и крышек воздухоохладителя не должно быть загрязнений, следов влаги и масла.
7.12.2 Внутренние поверхности крышек, соприкасающиеся с водой, покрыть водостойкой эмалью.
7.12.3 Наружные поверхности корпуса и крышек воздухоохладителя покрыть маслостойкой эмалью.
7.12.4 Техническое состояние отремонтированного воздухоохладителя должно соответствовать требованиям конструкторской документации завода-изготовителя. Испытание воздухоохладителя гидравлическим давлением - 0,45 МПа.
|
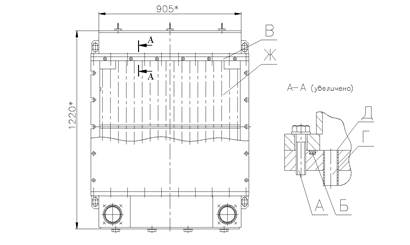
Карта дефектации и ремонта 18 Концевой вывод, поз. 7 рис. 5.1 - 5.3 Количество на изделие, шт. - 9 - 12
|
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Забоины, подгары нарушение серебряного покрытия контактной поверхности вывода. |
ВК |
Линейка измерительная 1- 300 |
1. Зачистка |
1. На контактной поверхности концевого вывода допускаются забоины с одной стороны на площади не более 40 мм2. |
|
ИК |
Штангенциркуль ШЦ-III-630-0,10 |
2. Опиловка |
2. Шероховатость поверхности - не более Ra = 25 мкм |
||
|
3. Серебрение. |
3. Подгары и отслаивания покрытия контактной поверхности допускаются на площади не более 2550 мм2. |
||||
|
4. Толщина серебряного покрытия должна быть 6 - 9 мкм. |
|||||
|
Б |
Нарушение воздухоплотности концевого вывода. |
ВК |
Манометр М 1,0 МПа-I |
1. Замена прокладок. |
См. п. 7.15.2 |
|
КИ |
2. Шлифовка торцов изолятора. |
||||
|
3. Замена изолятора. |
|||||
|
В |
Сколы, трещины, повреждения глазури. |
ВК |
- |
Замена изолятора. |
- |
|
Г |
Нарушение электрической прочности изоляции концевого вывода |
ВК |
Стенд испытательный СИВ-700/60-55. |
1. Восстановление изоляции. |
Изоляция концевого вывода должна выдержать электрические испытания согласно п. 7.15.3. |
|
КИ |
Мегомметр 2500 В. |
2. Замена уплотнительных шайб, колец, фарфорового изолятора. |
|||
|
Затяжка гайки |
|||||
|
Д |
Ослабление крепления гайки уплотнительного кольца |
ВК |
- |
- |
Гайка уплотнительного кольца должна быть застопорена |
|
Е |
Задиры, деформация колец |
ВК |
- |
1. Рихтовка колец. |
Задиры и деформация колец не допустимы |
|
2. Замена колец. |
7.13 Требования к сборке и отремонтированному концевому выводу.
7.13.1 Изоляция концевого вывода должна выдержать электрические испытания напряжением промышленной частоты U = 70 кВ в течение 1 мин.
7.13.2 Смещение оси стержня линейного вывода относительно оси изолятора не должно быть более 2 мм.
8 Требования к сборке и к отремонтированному турбогенератору
Требования к сборке и к отремонтированному турбогенератору должны соответствовать требованиям раздела 8 СТО 70238424.29.160.20.001.
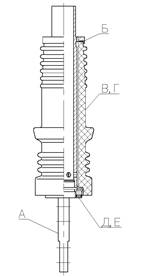
Установочные размеры при сборке турбогенераторов приведены на рисунке 8.1 - 8.2 и в таблице 8.1 - 8.3.
Рисунок 8.1 Установочные размеры при сборке турбогенератора, мм
Установочные размеры при сборке турбогенератора
|
Место замера |
Тип турбогенератора |
||
|
Т3ФГ-63-2 |
Т3ФП-110-2 |
Т3ФП-160-2 |
|
|
Воздушный зазор, Н |
50 ± 1 |
50,0 ± 1 |
100 ± 1 |
|
Разница вылетов от торцов бандажных колец до стали статора со стороны к/колец и турбин: L2 - L1 |
0 ± 2 |
0 ± 2 |
0 ± 2 |
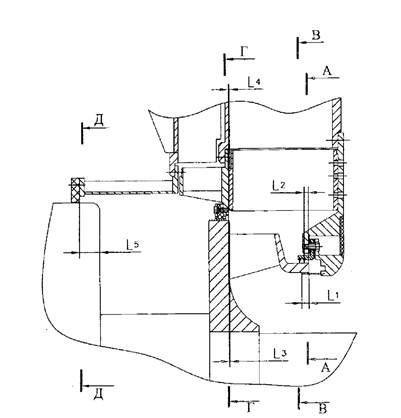
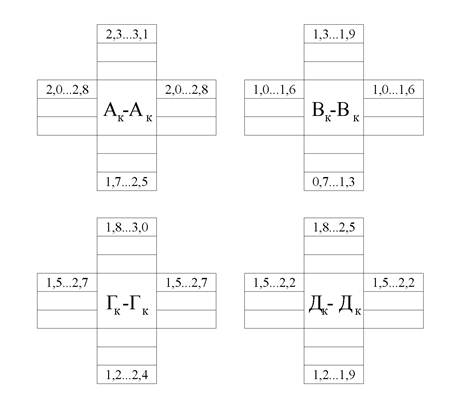
Рисунок 8.2 Установочные размеры при сборке турбогенератора
Установочные радиальные размеры при сборке турбогенератора, мм
а) Сторона турбины
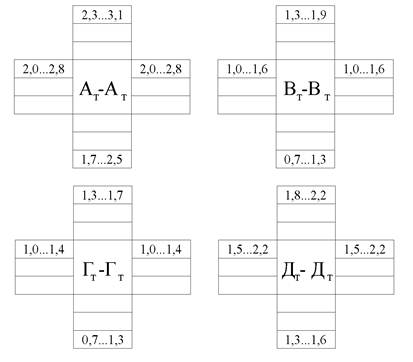
б) Сторона контактных колец
Установочные осевые размеры при сборке турбогенератора, мм
|
Измеряемая величина |
Сторона турбины |
Сторона контактных колец |
||
|
расчетная |
фактическая |
расчетная |
фактическая |
|
|
L1 |
22 ± 3 |
- |
12 ± 3 |
- |
|
L2 |
16 ± 3 |
- |
6 ± 3 |
- |
|
L3 |
13 ± 2 |
- |
3 ± 2 |
- |
|
L4 |
2 ± 1 |
- |
2 ± 1 |
- |
|
L5 |
55 ± 3 |
- |
45 ± 3 |
- |
8.1 Сборка турбогенератора должна производиться по конструкторской или ремонтной документации на турбогенератор и формулярам зазоров для каждой сборочной единицы.
8.2 К сборке допускаются составные части, удовлетворяющие требованиям настоящего Стандарта и НТД на конкретный турбогенератор
8.3 Трубки, гибкие шланги и каналы перед сборкой турбогенератора должны быть продуты сжатым воздухом.
8.4 При соединении составных частей турбогенератора через изолирующие детали сопротивление изоляции должно при необходимости контролироваться периодически в процессе сборки.
8.5 Контактные поверхности токоведущих частей должны быть очищены и обезжирены.
8.6 Перед установкой ротора, воздухоохладителей, щитов и других составных частей, перед закрытием смотровых люков необходимо дополнительно проверить закрепление деталей и отсутствие посторонних предметов на собранных и собираемых составных частях и составить акт закрытия турбогенератора.
8.7 При вращении ротора валоповоротным устройством и турбиной не должны прослушиваться звуки, свидетельствующие об ударах, заеданиях и касаниях в турбогенераторе.
8.8 На собранном турбогенераторе не допускаются:
- ослабленное крепление статора к фундаменту;
- ослабленное крепление опорных подшипников к фундаменту;
- ослабленное крепление фундаментных плит;
- ослабленное крепление и обрыв заземлителя корпуса статора;
- ослабленное крепление трубопроводов, кожухов и других деталей, закреплённых на наружной поверхности корпуса статора;
- течи воды и масла из соединений.
8.9 Выполнение пусковых операций на турбогенераторе при снятых и незакрепленных деталях не допускается, за исключением, пусков для балансирования ротора и проведения специальных испытаний; в последнем случае должны быть приняты меры против попадания в турбогенератор посторонних предметов и масла, а также приняты меры по закреплению временно установленных составных частей и приспособлений.
8.10 Параметры отремонтированных масляных уплотнений роторов турбогенераторов должны соответствовать требованиям конструкторской и (или) ремонтной документации на ремонт конкретных турбогенераторов.
8.11 Допускается изменение параметров турбогенератора в сторону повышения эффективности использования на основании конструкторской документации и результата испытаний.
8.12 Вибрационное состояние турбогенератора и его составных частей, проверенное по параметрам, приведенным в СТО 70238424.29.160.20.001 (раздел 8, таблица 2), должно соответствовать требованиям СО 34.45-51.300 [1].
Для оценки технического состояния вала ротора и бандажных узлов после ремонта турбогенератора в процессе пуска и проведения испытаний автомата безопасности турбины снять амплитудно-фазочастотную вибрационную характеристику турбогенератора. Запись характеристики рекомендуется вести по приведенной ниже форме (таблица 8.4).
|
Место замера и параметры вибрации |
Частота вращения ротора, об/мин |
||||||||||||
|
Единицы измерения |
***200 |
***400 |
600 |
800 |
1000 |
1-ая критическая |
1200 |
1400 |
**3000 |
**3150 |
**3400 |
||
|
1. Опорный подшипник (вал ротора) ст. турбины |
|||||||||||||
|
вертикальная |
Фаза* |
град. |
|
|
|
|
|
|
|
|
|
|
|
|
вибросмещ. |
мкм |
|
|
|
|
|
|
|
|
|
|
|
|
|
поперечная |
фаза |
град. |
|
|
|
|
|
|
|
|
|
|
|
|
вибросмещ. |
мкм |
|
|
|
|
|
|
|
|
|
|
|
|
|
2. Опорный подшипник (вал ротора) ст. контактных колец |
|||||||||||||
|
вертикальная |
фаза |
град. |
|
|
|
|
|
|
|
|
|
|
|
|
|
вибросмещ. |
мкм |
|
|
|
|
|
|
|
|
|
|
|
|
поперечная |
фаза |
град. |
|
|
|
|
|
|
|
|
|
|
|
|
|
вибросмещ. |
мкм |
|
|
|
|
|
|
|
|
|
|
|
|
Примечание: 1-ая критическая частота вращения должна быть зафиксирована и занесена в графу частота вращения. В таблице столбец параметров 1-ой критической скорости приведен произвольно. * При замере фазы вибрации должно быть отмечено в примечании положение нулевой точки отсчета фазы относительно оси полюсов ротора генератора; ** Измерения вибрации опорных подшипников турбогенератора фиксируется в колонках, отмеченных (**), в процессе проведения испытаний автомата безопасности турбины для оценки состояния посадочных натягов бандажных колец на бочку ротора. *** Факт наличия развитой трещины вала ротора обнаруживается в процессе останова или пуска генератора по всплеску вибрации (поперечное и вертикальное направления) опорных подшипников, при частоте вращения ротора от 200 до 400 об/мин. |
|||||||||||||
9 Испытания и показатели качества отремонтированных турбогенераторов серии Т3Ф
Объёмы, методы испытаний и сравнения показателей качества отремонтированных турбогенераторов с их нормативными и доремонтными значениями определяются и производятся в соответствии с СТО 70238424.29.160.20.001 (раздел 9).
Номенклатура базовых составляющих показателей качества, с которыми следует соотносить соответствие фактических показателей качества отремонтированного турбогенератора приведена в таблице 9.1 (раздел 9) СТО 70238424.29.160.20.001.
Нормативные значения показателей качества для конкретных турбогенераторов приведены в требованиях таблиц 5.1; 5.2; и 7.2; поз. 7.11.4, 7.13.6 настоящего стандарта, ГОСТ 533, ГОСТ 25364 и СО 34.45-51.300 [1].
10 Требования к обеспечению безопасности
Требования к обеспечению безопасности определяются в соответствии с СТО 70238424.29.160.20.001 (раздел 10).
11 Оценка соответствия
11.1 Оценка соответствия соблюдения технических требований, объема и методов дефектации, способов ремонта, методов контроля и испытаний к составным частям и турбогенераторам в целом нормам и требованиям настоящего стандарта осуществляется в форме контроля в процессе ремонта и при приемке в эксплуатацию.
11.2 В процессе ремонта производится контроль за выполнением требований настоящего стандарта к составным частям и турбогенераторам в целом при производстве ремонтных работ, выполнении технологических операций ремонта и поузловых испытаниях.
При приемке в эксплуатацию отремонтированных турбогенераторов производится контроль результатов приемо-сдаточных испытаний, работы в период подконтрольной эксплуатации, показателей качества, установленных оценок качества и отремонтированных турбогенераторов и выполненных ремонтных работ.
11.3 Результаты оценки соответствия характеризуются оценками качества отремонтированного турбогенератора и выполненных ремонтных работ.
11.4 Контроль за соблюдением норм и требований настоящего стандарта осуществляют органы (Департаменты, подразделения, службы), определяемые генерирующей компанией.
11.5 Контроль за соблюдением норм и требований настоящего стандарта осуществляется по правилам и в порядке, установленном генерирующей компанией
Библиография
[1] СО 34.45-51.300-97 Объем и нормы испытаний электрооборудования
[2] СО 153-34.45.513-07 Руководство по повышению надёжности эксплуатации бандажных узлов роторов турбогенераторов
|
Ключевые слова: турбогенераторы, качество ремонта, технические условия |
|
Руководитель
организации- |
|
|
|
Генеральный директор |
______________ подпись |
А.В. Гондарь |
|
Руководитель разработки |
|
|
|
Заместитель генерального директора |
______________ подпись |
Ю.В. Трофимов |
|
Исполнители |
|
|
|
Главный конструктор проекта |
______________ подпись |
Л.А. Дугинов |