ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ
Р |

ЩЕТКИ ЭЛЕКТРИЧЕСКИХ МАШИН
Конструкция. Типы и размеры
|
|
Москва Стандартинформ 2011 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 года № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Научно-исследовательский и проектно-технологический институт электроугольных изделий» (ФГУП «НИИЭИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 429 «Изделия электроугольные и электрометаллокерамические»
3 УТВЕРЖДЕН Приказом Федерального агентства по техническому регулированию и метрологии от 15.12.2009 № 952-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЩЕТКИ ЭЛЕКТРИЧЕСКИХ МАШИН
Конструкция. Типы и размеры
Carbon brushes for electrical machines. Construction. Types and dimensions
Дата введения - 2011-01-01
1 Область применения
1.1 Настоящий стандарт распространяется на щетки, применяемые для подвода и отвода тока на коллекторах и контактных кольцах электрических машин, а также на накладки и наконечники, применяемые для армирования щеток.
1.2 Стандарт устанавливает конструкции, типы и размеры щеток, накладок и наконечников.
1.3 Стандарт не распространяется на щетки, накладки и наконечники, применяемые в электрических машинах военной техники.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.308-79 Единая система конструкторской документации. Указание на чертежах допусков формы и расположения поверхностей
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1173-2006 Фольга, ленты, листы и плиты медные. Технические условия
ГОСТ 2208-2007 Фольга, ленты, листы и плиты латунные. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 12232-89 (МЭК 136-86) Щетки электрических машин. Размеры и методы определения переходного электрического сопротивления между щеткой и токоведущим проводом и определения усилия вырывания токоведущего провода
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 18620-86 Изделия электротехнические. Маркировка
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21888-82 (МЭК 276-68, МЭК 560-77) Щетки, щеткодержатели, коллекторы и контактные кольца электрических машин. Термины и определения
ГОСТ 21930-76 Припои оловянно-свинцовые в чушках. Технические условия
ГОСТ 21931-76 Припои оловянно-свинцовые в изделиях. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 21888 и определения по ГОСТ 12232, а также термин с соответствующим определением:
3.1 наконечник: Токопроводящий элемент щетки, предназначенный для присоединения ее к электрической машине.
4 Обозначения
4.1 Стандарт устанавливает обозначения типов щеток в зависимости от их конструктивного исполнения:
К1 - щетка прямоугольная или цилиндрическая неармированная;
К1-1 - щетка прямоугольная с одним проводом на верхней поверхности;
К1-2 - щетка прямоугольная с одним проводом на верхней поверхности, смещенным от оси щетки;
К1-3 - щетка прямоугольная с двумя проводами на верхней поверхности;
К1-4 - щетка прямоугольная с одним проводом на меньшей боковой грани;
К1-5 - щетка прямоугольная с одним проводом на большей боковой грани;
К1-7 - щетка прямоугольная с двумя проводами на верхней поверхности, смещенными от оси щетки;
К1-8 - щетка прямоугольная с четырьмя проводами на верхней поверхности, симметричными относительно оси щетки;
К2-3 - щетка со скошенной контактной поверхностью и двумя проводами на верхней поверхности, симметричными относительно оси щетки;
К3-2 - щетка со скошенными контактной и верхней поверхностями, с одним проводом на верхней поверхности, смещенным от оси щетки;
К3-3 - щетка со скошенными контактной и верхней поверхностями, двумя проводами на верхней поверхности, симметричными относительно оси щетки;
К3-5 - щетка со скошенными контактной и верхней поверхностями, с одним проводом на большей боковой грани;
К3-8 - щетка со скошенными контактной и верхней поверхностями, четырьмя проводами на верхней поверхности, симметричными относительно оси щетки;
К4-2 - щетка прямоугольная со скосом на верхней поверхности и одним проводом на скосе;
К5-2 - щетка со скошенной контактной поверхностью и одним проводом на скосе верхней поверхности;
К6-3 - щетка прямоугольная с двумя скосами на верхней поверхности, симметричными относительно оси щетки, и двумя проводами на скосах;
К6-8 - щетка прямоугольная с двумя скосами на верхней поверхности, симметричными относительно оси щетки, и четырьмя проводами на скосах;
К8 - щетка прямоугольная с пазом на верхней поверхности неармированная;
К8-2 - щетка прямоугольная с пазом и одним проводом на верхней поверхности, смещенным от оси щетки;
К8-3 - щетка прямоугольная с пазом и двумя проводами на верхней поверхности, симметричными относительно оси щетки;
К8-4 - щетка прямоугольная с пазом на верхней поверхности и одним проводом на меньшей боковой грани;
К8-5 - щетка прямоугольная с пазом на верхней поверхности и одним проводом на большей боковой грани;
К8-8 - щетка прямоугольная с пазом и четырьмя проводами на верхней поверхности, симметричными относительно оси щетки;
К10-4 - щетка со скошенной контактной поверхностью, пазом на верхней поверхности и одним проводом на меньшей боковой грани;
К11-3 - щетка со скошенной контактной поверхностью, скошенным пазом и двумя проводами на верхней поверхности, симметричными относительно оси щетки;
К11-4 - щетка со скошенной контактной поверхностью, скошенным пазом на верхней поверхности и одним проводом на меньшей боковой грани;
К11-8 - щетка со скошенной контактной поверхностью, скошенным пазом и четырьмя проводами на верхней поверхности;
К12-3 - щетка прямоугольная с пазом и двумя проводами на верхней поверхности, с резиновой накладкой;
К12-8 - щетка прямоугольная с пазом и четырьмя проводами на верхней поверхности, с резиновой накладкой;
К13-2 - щетка прямоугольная с пазом и скосом на верхней поверхности и одним проводом на скосе;
К14 - щетка прямоугольная с головкой на верхней поверхности;
К14-1 - щетка прямоугольная с головкой на верхней поверхности и одним проводом на головке;
К14-5 - щетка прямоугольная с головкой на верхней поверхности и одним проводом на боковой грани;
К16-2 - щетка со скошенной контактной поверхностью, двумя скосами на верхней поверхности и одним токоведущим проводом на скосе;
К17-3 - щетка со скошенной контактной поверхностью, тремя скосами на верхней поверхности и двумя проводами на боковых скосах;
К21-2 - щетка сложной конструкции с одним проводом;
К21-3 - щетка сложной конструкции с двумя проводами;
К23-1 - щетка трапецеидальная с одним проводом на боковой поверхности;
К23-4 - щетка трапецеидальная с одним проводом на верхней поверхности.
4.2 В стандарте применены обозначения размеров щеток по ГОСТ 12232 и ГОСТ 21888, установлены дополнительные обозначения размеров щеток, накладок и наконечников:
а1 - размер между боковой гранью щетки и осью токоведущего провода в направлении оси коллектора или контактного кольца;
а2 - размер между осями токоведущих проводов в направлении оси коллектора или контактного кольца;
а3 - ширина паза на верхней поверхности щетки или накладки в направлении оси коллектора или контактного кольца;
а4 - ширина площадки верхней поверхности щетки до скоса на боковой грани;
а5 - ширина большей скошенной верхней поверхности щетки;
а7 - размер прилегающей поверхности накладки к аксиальной стороне щетки;
а8 - размер верхней поверхности накладки по аксиальной стороне щетки;
а9 - размер между осями отверстий накладки для токоведущих проводов по аксиальной стороне щетки;
В - ширина наконечников П и ПГ;
В1 - размер заготовки наконечников Д и ДГ до элементов, закрепляющих провод;
В2 - ширина заготовки наконечников Д и ДГ;
d - диаметр цилиндрической головки щетки;
d1 - диаметр отверстия наконечника для контактного стержня;
d2 - диаметр отверстия накладки для крепления к щетке;
d3 - диаметр упорного отверстия накладки под нажимной палец;
d4 - диаметр заготовки наконечников Д и ДГ под токоведущий провод;
d5 - диаметр отверстия для токоведущего провода на верхней поверхности накладки;
d6 - диаметр отверстия для токоведущего провода на нижней поверхности накладки;
f - ширина площадки при вершине угла скоса щетки;
Н - высота наконечников Ф и ФГ;
h - высота заготовки наконечников Ф и ФГ;
L - длина наконечника;
l1 - размер до центра отверстия наконечника под винт;
l2 - размер части наконечника, закрепляющей токоведущий провод;
r1 - размер от верхней поверхности щетки до оси токоведущего провода;
r2 - глубина паза на верхней поверхности щетки;
r3 - высота цилиндрической головки щетки;
r5 - размер от верхней поверхности накладки до центра отверстия для крепления к щетке;
r6 - высота накладки;
S - толщина материала накладки и наконечника;
S1 - толщина наконечников П и ПГ после опрессовки токоведущего провода;
t1 - размер между осями отверстий в щетке для токоведущих проводов в направлении касательной к рабочей поверхности коллектора или контактного кольца;
t2 - ширина паза на верхней поверхности щетки в направлении касательной к рабочей поверхности коллектора или контактного кольца;
t3 - размер прилегающей поверхности накладки по тангенциальной стороне щетки;
t4 - размер между центром отверстия под нажимной палец в накладке и ее боковой гранью;
t5 - размер между боковыми сторонами накладки;
t6 - размер между осями отверстий в накладке для токоведущих проводов по тангенциальной стороне щетки;
t7 - длина выступа накладки для ограничения износа щетки;
t8 - размер верхней поверхности накладки по тангенциальной стороне щетки;
α - угол скоса контактной поверхности щетки;
β - угол скоса верхней поверхности щетки;
β1 - угол скоса накладки;
γ - угол скоса на боковой грани щетки.
4.3 Стандарт устанавливает обозначения типов накладок в зависимости от их конструктивного исполнения:
НК-1 - металлическая, согнутая под прямым углом, с упорным отверстием под нажимной палец или без него;
НК-2 - металлическая, согнутая под прямым углом, с упорным отверстием под нажимной палец или без него и с выступом для ограничения износа щетки;
НК-3 - металлическая, согнутая под острым углом;
НК-4 - металлическая, согнутая под острым углом и с выступом для ограничения износа щетки;
НК-5 - металлическая, согнутая с двух сторон под прямым углом, с упорным отверстием под нажимной палец и двумя выступами для ограничения износа щетки;
HК-6(I) - усеченная пирамида из резины с прямоугольным основанием и двумя отверстиями под токоведущий провод;
НК-6(II) - усеченная пирамида из резины с прямоугольным основанием и четырьмя отверстиями под токоведущий провод;
HК-7(I) - прямоугольный параллелепипед из резины с двумя отверстиями под токоведущий провод и пазом на верхней поверхности;
НК-7(II) - прямоугольный параллелепипед из резины с четырьмя отверстиями под токоведущий провод и пазом на верхней поверхности;
НК-9 - прямоугольная призма из резины с цилиндрическим выступом для крепления к щетке;
НК-10 - резиновая пластина с двумя отверстиями под токоведущий провод;
НК-11 - текстолитовая пластина с изогнутой верхней поверхностью и двумя отверстиями под токоведущий провод.
4.4 Стандарт устанавливает обозначения типов наконечников в зависимости от их конструктивного исполнения:
В - штампованный вилочный открытый;
ВГ - штампованный вилочный закрытый;
В2С - штампованный вилочный с двумя пазами открытый;
П - штампованный пластинчатый открытый;
ПГ - штампованный пластинчатый закрытый;
Д - штампованный двойной открытый;
ДГ - штампованный двойной закрытый;
Ф - штампованный флажковый открытый;
ФГ - штампованный флажковый закрытый.
4.5 В стандарте применены обозначения допусков, форм и расположения поверхностей по ГОСТ 2.308.
5 Щетки. Конструкция, типы и размеры
5.1 Щетки установленных типов по 4.1 приведены на рисунке 1.
5.2 Щетки типов К1-7, К1-8, К3-8, К6-8, К8-8, К11-8, К12-8 могут изготовляться разрезными с использованием накладок разного типа.
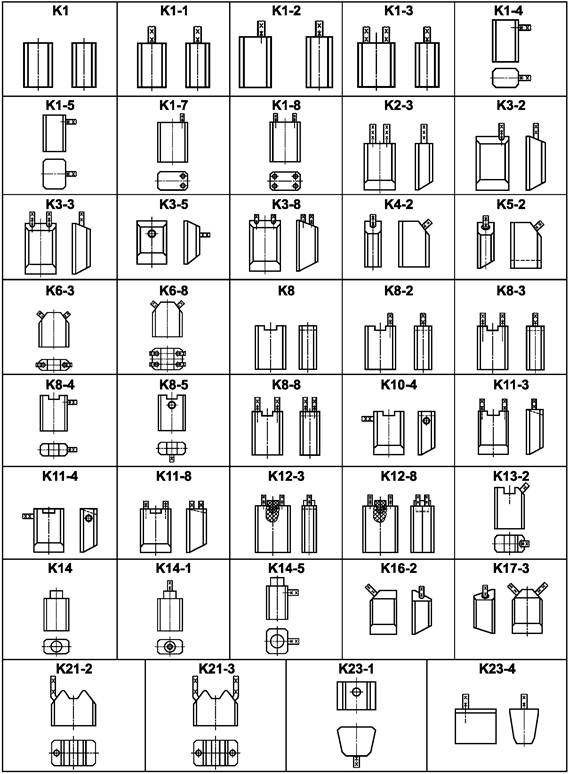
Рисунок 1
5.3 Рекомендуемые сочетания основных размеров щеток t, а и r указаны в таблице 1.
Таблица 1
В миллиметрах
|
а |
r |
t |
а |
r |
t |
а |
r |
t |
а |
r |
|
|
1,60 |
2,00 |
5,0 |
5,00 |
6,30 |
16,0 |
6,00 |
6,00 |
10,0 |
6,50 |
6,50 |
11,0 |
|
2,00 |
2,50 |
4,0 |
18,0 |
13,0 |
7,00 |
16,0 |
|||||
|
7,0 |
20,0 |
20,0 |
8,00 |
25,0 |
|||||||
|
8,0 |
25,0 |
6,50 |
15,0 |
10,00 |
20,0 |
||||||
|
2,40 |
3,00 |
7,2 |
6,50 |
15,0 |
18,0 |
25,0 |
|||||
|
2,50 |
3,20 |
8,0 |
8,00 |
7,4 |
6,30 |
8,00 |
17,0 |
12,50 |
15,0 |
||
|
4,00 |
12,5 |
20,0 |
25,0 |
||||||||
|
10,0 |
14,5 |
20,0 |
27,0 |
||||||||
|
3,20 |
6,3 |
16,0 |
25,0 |
15,00 |
20,0 |
||||||
|
16,0 |
18,0 |
27,0 |
16,00 |
25,0 |
|||||||
|
4,70 |
4,7 |
20,0 |
32,0 |
32,0 |
|||||||
|
5,00 |
12,5 |
22,0 |
10,00 |
16,0 |
7,00 |
7,50 |
10,5 |
||||
|
6,30 |
25,0 |
20,0 |
8,00 |
18,0 |
|||||||
|
4,00 |
4,00 |
12,5 |
32,0 |
22,0 |
16,00 |
16,0 |
|||||
|
15,0 |
10,00 |
11,5 |
25,0 |
21,0 |
|||||||
|
16,0 |
15,0 |
32,0 |
25,0 |
||||||||
|
5,00 |
8,0 |
16,0 |
35,0 |
20,00 |
35,0 |
||||||
|
9,5 |
17,0 |
12,50 |
15,0 |
7,10 |
11,00 |
20,0 |
|||||
|
10,0 |
18,0 |
20,0 |
7,30 |
13,00 |
18,0 |
||||||
|
11,0 |
20,0 |
25,0 |
7,50 |
7,50 |
10,5 |
||||||
|
12,0 |
25,0 |
27,0 |
7,90 |
12,40 |
20,0 |
||||||
|
12,5 |
12,0 |
29,0 |
32,0 |
8,00 |
8,00 |
22,0 |
|||||
|
14,5 |
12,50 |
16,0 |
15,00 |
20,0 |
20,0 |
||||||
|
16,0 |
20,0 |
16,00 |
21,0 |
9,00 |
|||||||
|
20,0 |
32,0 |
25,0 |
10,00 |
12,5 |
|||||||
|
6,30 |
16,0 |
15,00 |
20,0 |
27,0 |
20,0 |
||||||
|
7,00 |
10,5 |
16,00 |
32,0 |
22,0 |
|||||||
|
4,20 |
6,20 |
21,0 |
25,0 |
22,50 |
23,5 |
25,0 |
|||||
|
4,50 |
7,50 |
8,0 |
32,0 |
20,00 |
25,0 |
27,0 |
|||||
|
5,00 |
5,00 |
18,0 |
20,00 |
25,0 |
32,0 |
32,0 |
|||||
|
6,00 |
13,0 |
32,0 |
32,00 |
40,0 |
35,0 |
||||||
|
16,0 |
25,00 |
10,0 |
50,0 |
12,50 |
20,0 |
||||||
|
6,30 |
9,0 |
5,50 |
10,00 |
15,0 |
6,40 |
16,00 |
25,0 |
25,0 |
|||
|
12,5 |
12,00 |
6,50 |
6,50 |
8,0 |
32,0 |
||||||
|
8,00 |
15,00 |
25,0 |
10,00 |
22,50 |
20,0 |
12,50 |
40,00 |
50,0 |
20,00 |
25,00 |
60,0 |
|
16,00 |
25,00 |
25,0 |
64,0 |
30,00 |
40,0 |
||||||
|
20,0 |
32,0 |
44,00 |
40,0 |
64,0 |
|||||||
|
27,0 |
35,0 |
50,00 |
64,0 |
32,00 |
20,0 |
||||||
|
28,0 |
40,0 |
12,70 |
22,20 |
40,0 |
23,0 |
||||||
|
32,0 |
50,0 |
14,00 |
38,00 |
32,0 |
|||||||
|
16,50 |
18,0 |
32,0 |
32,0 |
15,60 |
25,00 |
51,0 |
40,0 |
||||
|
20,00 |
25,0 |
50,0 |
16,00 |
16,00 |
50,0 |
42,0 |
|||||
|
32,0 |
60,0 |
20,00 |
25,0 |
45,0 |
|||||||
|
50,0 |
40,00 |
50,0 |
32,0 |
50,0 |
|||||||
|
22,00 |
25,0 |
60,0 |
40,0 |
56,0 |
|||||||
|
25,00 |
32,0 |
64,0 |
22,00 |
25,0 |
60,0 |
||||||
|
40,0 |
45,00 |
70,0 |
40,0 |
64,0 |
|||||||
|
50,0 |
11,00 |
16,00 |
20,0 |
25,00 |
32,0 |
80,0 |
|||||
|
32,0 |
32,0 |
11,50 |
10,00 |
15,0 |
40,0 |
40,00 |
50,0 |
||||
|
50,0 |
12,00 |
21,00 |
20,0 |
50,0 |
64,0 |
||||||
|
8,80 |
19,20 |
14,0 |
32,00 |
64,0 |
50,00 |
52,0 |
|||||
|
26,60 |
26,0 |
12,50 |
12,50 |
32,0 |
32,00 |
32,0 |
64,0 |
||||
|
9,00 |
38,00 |
60,0 |
15,00 |
16,0 |
35,0 |
22,00 |
30,00 |
60,0 |
|||
|
9,50 |
21,00 |
18,5 |
16,00 |
18,0 |
40,0 |
32,00 |
50,0 |
||||
|
22,00 |
40,0 |
25,0 |
42,0 |
25,00 |
25,00 |
32,0 |
|||||
|
10,00 |
12,50 |
20,0 |
32,0 |
44,0 |
35,0 |
||||||
|
25,0 |
20,00 |
25,0 |
38,0 |
50,0 |
40,0 |
||||||
|
27,0 |
32,0 |
55,0 |
50,0 |
||||||||
|
30,0 |
35,0 |
40,00 |
40,0 |
60,0 |
|||||||
|
32,0 |
40,0 |
50,0 |
30,00 |
40,0 |
|||||||
|
16,00 |
20,0 |
50,0 |
64,0 |
32,00 |
32,0 |
||||||
|
25,0 |
25,00 |
20,0 |
50,00 |
50,0 |
45,0 |
||||||
|
32,0 |
25,0 |
56,0 |
47,0 |
||||||||
|
18,00 |
20,0 |
32,0 |
64,0 |
50,0 |
|||||||
|
20,00 |
20,0 |
40,0 |
17,40 |
21,80 |
23,0 |
52,0 |
|||||
|
25,0 |
50,0 |
17,90 |
21,80 |
56,0 |
|||||||
|
27,0 |
32,00 |
32,0 |
20,00 |
20,00 |
32,0 |
57,0 |
|||||
|
32,0 |
40,0 |
50,0 |
64,0 |
||||||||
|
40,0 |
50,0 |
25,00 |
40,0 |
80,0 |
|||||||
|
50,0 |
64,0 |
50,0 |
40,00 |
40,0 |
|||||||
|
25,00 |
40,00 |
50,0 |
25,00 |
40,00 |
64,0 |
30,00 |
32,00 |
45,0 |
32,00 |
32,00 |
60,0 |
|
56,0 |
50,00 |
32,00 |
40,0 |
40,00 |
|||||||
|
60,0 |
30,00 |
30,00 |
40,0 |
50,0 |
64,0 |
||||||
|
Примечания 1 Предпочтительные сочетания t, а и r выделены полужирным шрифтом. 2 Значения размеров щеток t и а, предназначенные для использования на контактных кольцах, допускается менять местами. |
|||||||||||
5.4 Предельные отклонения размеров t, а и r щеток и щеткодержателей должны соответствовать указанным в таблице 2.
Таблица 2
В миллиметрах
|
Номинальные размеры t, а и r |
Щеткодержатель |
Щетка |
Зазор |
Предельное отклонение r |
||
|
Предельное отклонение t и а |
Поле допуска |
Предельное отклонение t и а |
Поле допуска |
|||
|
От 1,0 до 2,5 включ. |
+0,014 |
0,040 |
-0,03 -0,09 |
0,06 |
0,044 |
±0,3 |
|
+0,054 |
0,144 |
|||||
|
Св. 2,5 до 3,2 включ. |
+0,020 |
0,048 |
0,08 |
0,050 |
||
|
» 3,2 » 5,0 » |
+0,068 |
-0,03 -0,11 |
0,158 |
|||
|
» 5,0 » 10,0 » |
+0,025 |
0,058 |
0,055 |
|||
|
+0,083 |
0,193 |
|||||
|
» 10,0 » 16,0 » |
+0,032 |
0,070 |
-0,04 -0,13 |
0,09 |
0,072 |
±0,5 |
|
+0,102 |
0,232 |
|||||
|
» 16,0 » 25,0 » |
+0,040 |
0,084 |
0,080 |
|||
|
+0,124 |
0,254 |
|||||
|
» 25,0 » 32,0 » |
+0,050 |
0,100 |
-0,05 -0,15 |
0,10 |
0,100 |
±0,8 |
|
» 32,0 » 50,0 » |
+0,150 |
0,300 |
||||
|
» 50,0 » 80,0 » |
+0,060 |
0,120 |
0,110 |
|||
|
+0,180 |
0,330 |
|||||
5.5 Предельные отклонения суммарного размера t разрезных щеток допускается увеличивать на 0,02 мм.
5.6 Для щеток, применяемых в автотракторной промышленности, зазор между щеткой и щеткодержателем является рекомендуемым, но не должен быть выше 2,5-кратного значения, указанного в таблице 2.
5.7 Для щеток, имеющих большое термическое расширение (металлографитные и необожженные графитные), предельные отклонения на размеры t и а по согласованию с потребителем могут быть увеличены.
5.8 Основные размеры t, a, r и дополнительные размеры каждого типа щеток указаны на рисунках 2 - 40 и должны соответствовать таблицам 3 - 41. Дополнительные размеры щеток и сечения токоведущих проводов являются рекомендуемыми и в зависимости от марки материала щеток могут быть изменены.
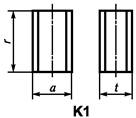
Рисунок 2
Таблица 3
В миллиметрах
|
а |
r |
t |
а |
r |
|
|
1,6 |
2,0 |
5,0 |
5,0 |
6,3 |
16,0 |
|
2,5 |
20,0 |
||||
|
2,0 |
4,0 |
7,0 |
30,0 |
||
|
7,0 |
8,0 |
15,0 |
|||
|
2,4 |
3,0 |
7,2 |
12,5 |
16,0 |
|
|
2,5 |
4,00 |
10,0 |
6,3 |
10,0 |
20,0 |
|
3,2 |
4,0 |
6,3 |
32,0 |
||
|
16,0 |
7,0 |
30,0 |
40,0 |
||
|
6,3 |
12,5 |
8,0 |
10,0 |
25,0 |
|
|
4,0 |
5,0 |
9,5 |
12,5 |
32,0 |
|
|
12,5 |
20,0 |
25,0 |
|||
|
20,0 |
32,0 |
||||
|
4,2 |
6,2 |
21,0 |
50,0 |
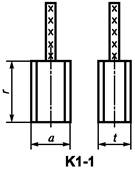
Рисунок 3
Таблица 4
В миллиметрах
|
t |
а |
r |
Марка и сечение провода, мм2 |
|
|
3,2 |
4,0 |
6,3 |
ПЩ 0,16 |
|
|
4,7 |
4,7 |
ПЩ 0,30 |
|
|
|
4,0 |
4,0 |
12,5 |
ПЩ 0,16 |
|
|
15,0 |
ПЩ 0,30 |
|
||
|
16,0 |
|
|||
|
5,0 |
6,3 |
12,5 |
ПШ 0,50 |
|
|
16,0 |
|
|||
|
20,0 |
|
|||
|
6,5 |
16,0 |
|
||
|
8,0 |
20,0 |
ПЩ 0,30 |
|
|
|
25,0 |
|
|||
|
32,0 |
|
|||
|
10,0 |
25,0 |
ПЩ 0,50 |
|
|
|
12,0 |
29,0 |
|
||
|
12,5 |
32,0 |
|
||
|
6,0 |
6,5 |
15,0 |
ПЩ 0,30 |
|
|
18,0 |
||||
|
6,2 |
11,0 |
ПЩ 0,50 |
|
|
|
6,3 |
8,0 |
20,0 |
ПЩ 1,00 |
|
|
25,0 |
ПЩ 0,50 |
|
||
|
10,0 |
16,0 |
|
||
|
20,0 |
ПЩ 1,00 |
|
||
|
32,0 |
|
|||
|
6,5 |
6,5 |
20,0 |
ПЩ 0,30 |
|
|
10,0 |
ПЩ 0,50 |
|
||
|
8,0 |
8,0 |
20,0 |
ПЩ 1,00 |
|
|
10,0 |
12,5 |
|
||
|
12,5 |
|
|||
|
32,0 |
||||
|
12,5 |
ПЩ 1,50 |
|
||
|
16,0 |
|
|||
|
10,0 |
12,5 |
|
||
|
16,0 |
ПЩ 2,50 |
|
||
|
12,5 |
ПЩ 4,00 |
|
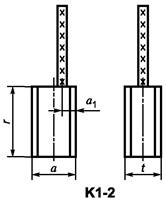
Рисунок 4
Таблица 5
В миллиметрах
|
t |
а |
r |
а1 |
Марка и сечение провода, мм2 |
|
|
4,0 |
5,0 |
12,5 |
3,5 |
ПЩ 0,30 |
|
|
5,0 |
16,0 |
25,0 |
ПЩ 0,75 |
|
|
|
32,0 |
|
||||
|
6,3 |
16,0 |
25,0 |
4,0 |
|
|
|
20,0 |
ПЩ 1,00 |
|
|||
|
7,0 |
20,0 |
35,0 |
ПЩ 1,50 |
|
|
|
8,0 |
10,0 |
25,0 |
5,0 |
|
|
|
12,5 |
|
||||
|
16,0 |
32,0 |
|
|||
|
20,0 |
25,0 |
ПЩ 2,50 |
|
||
|
25,0 |
32,0 |
6,0 |
|
||
|
10,0 |
12,5 |
5,0 |
|
||
|
16,0 |
|
||||
|
20,0 |
25,0 |
ПЩ 4,00 |
|
||
|
32,0 |
6,0 |
|
|||
|
50,0 |
|
||||
|
25,0 |
25,0 |
5,0 |
|
||
|
32,0 |
6,0 |
||||
|
12,5 |
16,0 |
|
|||
|
20,0 |
40,0 |
|
|||
|
25,0 |
5,0 |
|
|||
|
35,0 |
6,0 |
|
|||
|
40,0 |
|
||||
|
25,0 |
32,0 |
|
|||
|
40,0 |
|
||||
|
50,0 |
|
||||
|
12,5 |
32,0 |
32,0 |
6,0 |
ПЩ 6,00 |
|
|
40,0 |
8,0 |
|
|||
|
50,0 |
|||||
|
40,0 |
|||||
|
64,0 |
|
||||
|
44,0 |
40,0 |
|
|||
|
50,0 |
50,0 |
|
|||
|
64,0 |
|
||||
|
16,0 |
20,0 |
32,0 |
5,0 |
ПЩ 4,00 |
|
|
25,0 |
6,0 |
|
|||
|
32,0 |
35,0 |
ПЩ 6,00 |
|
||
|
40,0 |
40,0 |
8,0 |
|
||
|
50,0 |
|
||||
|
20,0 |
20,0 |
50,0 |
5,0 |
|
|
|
32,0 |
64,0 |
6,0 |
|
||
|
40,0 |
50,0 |
|
|||
|
50,0 |
64,0 |
|
|||
|
22,0 |
30,0 |
60,0 |
|
||
|
25,0 |
32,0 |
50,0 |
ПЩ 10,00 |
|
|
|
64,0 |
|
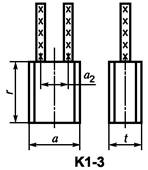
Рисунок 5
Таблица 6
В миллиметрах
|
t |
а |
r |
а2 |
Марка и сечение провода, мм2 |
|
|
5,0 |
15,0 |
20,0 |
12,0 |
ПЩ 1,00 |
|
|
20,0 |
25,0 |
ПЩ 0,50 |
|
||
|
32,0 |
|||||
|
6,0 |
30,0 |
ПЩ 1,50 |
|
||
|
6,3 |
15,0 |
20,0 |
8,0 |
ПЩ 1,50 |
|
|
16,0 |
25,0 |
ПЩ 0,50 |
|
||
|
20,0 |
12,0 |
||||
|
32,0 |
|
||||
|
32,0 |
40,0 |
ПЩ 0,75 |
|
||
|
50,0 |
ПЩ 1,00 |
|
|||
|
6,5 |
15,0 |
20,0 |
8,0 |
ПЩ 0,50 |
|
|
20,0 |
25,0 |
|
|||
|
7,0 |
35,0 |
|
|||
|
8,0 |
20,0 |
25,0 |
7,0 |
ПЩ 2,50 |
|
|
15,0 |
9,0 |
ПЩ 1,00 |
|
||
|
16,5 |
18,0 |
ПЩ 2,50 |
|
||
|
32,0 |
50,0 |
20,0 |
|
||
|
40,0 |
40,0 |
|
|||
|
8,8 |
19,2 |
14,0 |
10,0 |
|
|
|
9,5 |
21,0 |
18,5 |
ПЩ 4,00 |
|
|
|
10,0 |
16,0 |
20,0 |
9,0 |
ПЩ 1,50 |
|
|
20,0 |
25,0 |
14,5 |
|
||
|
32,0 |
12,0 |
ПЩ 2,50 |
|
||
|
40,0 |
16,0 |
ПЩ 4,00 |
|
||
|
25,0 |
32,0 |
ПЩ 2,50 |
|
||
|
40,0 |
ПЩ 4,00 |
|
|||
|
12,0 |
21,0 |
20,0 |
ПЩ 6,00 |
|
|
|
32,0 |
20,0 |
|
|||
|
12,5 |
20,0 |
25,0 |
12,0 |
ПЩ 1,50 |
|
|
32,0 |
ПЩ 2,50 |
|
|||
|
25,0 |
20,0 |
|
|||
|
25,0 |
15,0 |
|
|||
|
32,0 |
|
||||
|
32,0 |
25,0 |
18,0 |
|
||
|
32,0 |
20,0 |
|
|||
|
40,0 |
|
||||
|
50,0 |
|
||||
|
64,0 |
|
||||
|
40,0 |
50,0 |
26,0 |
ПЩ 4,00 |
|
|
|
64,0 |
|||||
|
50,0 |
34,0 |
ПЩ 6,00 |
|
||
|
16,0 |
22,0 |
25,0 |
14,0 |
ПЩ 2,50 |
|
|
25,0 |
32,0 |
16,0 |
|
||
|
40,0 |
|
||||
|
50,0 |
ПЩ 4,00 |
|
|||
|
32,0 |
32,0 |
20,0 |
|
||
|
40,0 |
|
||||
|
50,0 |
|
||||
|
20,0 |
25,0 |
40,0 |
16,0 |
ПЩ 6,00 |
|
|
50,0 |
|
||||
|
60,0 |
|
||||
|
30,0 |
40,0 |
20,0 |
|
||
|
32,0 |
32,0 |
|
|||
|
40,0 |
|
||||
|
50,0 |
|
||||
|
64,0 |
|
||||
|
40,0 |
50,0 |
26,0 |
|
||
|
22,0 |
30,0 |
60,0 |
18,0 |
|
|
|
25,0 |
25,0 |
35,0 |
ПЩ 4,0 |
|
|
|
40,0 |
ПЩ 6,0 |
|
|||
|
50,0 |
|
||||
|
60,0 |
|
||||
|
30,0 |
40,0 |
|
|||
|
32,0 |
32,0 |
20,0 |
|
||
|
50,0 |
|
||||
|
64,0 |
|||||
|
40,0 |
26,0 |
ПЩ 10,0 |
|
||
|
50,0 |
34,0 |
|
|||
|
30,0 |
30,0 |
40,0 |
18,0 |
ПЩ 6,0 |
|
|
32,0 |
40,0 |
64,0 |
26,0 |
ПЩ 10,0 |
|
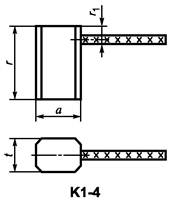
Рисунок 6
Таблица 7
В миллиметрах
|
t |
а |
r |
r1 |
Марка и сечение провода, мм2 |
|
4,0 |
5,0 |
10,0 |
2,5 |
ПЩ 0,30 |
|
12,5 |
3,0 |
|||
|
5,0 |
6,3 |
16,0 |
4,0 |
ПЩ 0,50 |
|
8,0 |
12,5 |
ПЩ 0,75 |
||
|
16,0 |
||||
|
6,0 |
6,0 |
10,0 |
3,5 |
ПЩ 0,50 |
|
6,3 |
8,0 |
20,0 |
4,0 |
ПЩ 1,00 |
|
25,0 |
5,0 |
|||
|
6,5 |
6,5 |
8,0 |
3,5 |
ПЩ 0,75 |
|
11,0 |
ПЩ 0,50; ПЩ 0,75 |
|||
|
8,0 |
25,0 |
4,0 |
ПЩ 1,00 |
|
|
7,0 |
7,5 |
10,5 |
3,0 |
|
|
8,0 |
18,0 |
4,0 |
||
|
7,5 |
7,5 |
10,5 |
3,5 |
ПЩ 1,50 |
|
8,0 |
10,0 |
32,0 |
4,0 |
|
|
10,0 |
12,5 |
25,0 |
5,0 |
|
|
32,0 |
||||
|
20,0 |
25,0 |
ПЩ 2,50 |
||
|
12,5 |
16,0 |
32,0 |
6,0 |
ПЩ 4,00 |
|
20,0 |
||||
|
32,0 |
40,0 |
ПЩ 6,00 |
||
|
16,0 |
20,0 |
32,0 |
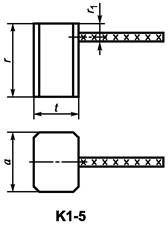
Рисунок 7
Таблица 8
В миллиметрах
|
t |
а |
r |
Марка и сечение провода, мм2 |
|
|
|
4,00 |
5,00 |
8,0 |
2 |
ПЩ 0,16 |
|
|
10,0 |
4 |
ПЩ 0,30 |
|
||
|
12,5 |
|
||||
|
4,50 |
7,50 |
8,0 |
3 |
ПЩ 0,16 |
|
|
5,00 |
6,00 |
13,0 |
ПЩ 0,30 |
|
|
|
6,30 |
12,5 |
ПЩ 0,75 |
|
||
|
8,00 |
7,4 |
ПЩ 0,50 |
|
||
|
20,0 |
ПЩ 0,30 |
||||
|
12,5 |
|
||||
|
6,00 |
6,00 |
|
|||
|
6,30 |
8,00 |
|
|||
|
10,00 |
ПЩ 0,50 |
|
|||
|
22,0 |
ПЩ 1,00 |
|
|||
|
25,0 |
|
||||
|
32,0 |
|
||||
|
35,0 |
ПЩ 0,75 |
|
|||
|
6,35 |
6,35 |
10,5 |
5 |
|
|
|
6,50 |
6,50 |
11,0 |
ПЩ 0,50 |
|
|
|
7,00 |
7,50 |
10,5 |
4 |
|
|
|
8,00 |
18,0 |
ПЩ 0,75 |
|
||
|
8,00 |
10,00 |
22,0 |
ПЩ 1,00 |
|
|
|
25,0 |
|
||||
|
32,0 |
|
||||
|
35,0 |
|
||||
|
12,50 |
32,0 |
|
|||
|
10,00 |
12,50 |
25,0 |
4 |
ПЩ 1,00 |
|
|
32,0 |
ПЩ 1,50 |
|
|||
|
16,00 |
25,0 |
|
|||
|
20,00 |
|||||
|
32,0 |
5 |
ПЩ 2,50 |
|
||
|
12,50 |
16,00 |
25,0 |
ПЩ 1,50 |
|
|
|
32,00 |
40,0 |
6 |
ПЩ 2,50 |
|
|
|
50,0 |
|
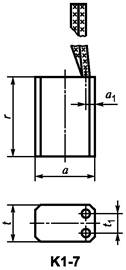
Рисунок 8
Таблица 9
В миллиметрах
|
t |
а |
r |
t1 |
a1 |
Марка и сечение провода, мм2 |
|
|
12,5 |
25 |
32 |
6,5 |
6 |
ПЩ 2,5 |
|
|
35 |
ПЩ 4,0 |
|
||||
|
50 |
ПЩ 1,5 |
|
||||
|
32 |
40 |
ПЩ 4,0 |
|
|||
|
50 |
|
|||||
|
16,0 |
25 |
40 |
8,0 |
ПЩ 2,5 |
|
|
|
32 |
ПЩ 4,0 |
|||||
|
50 |
|
|||||
|
64 |
|
|||||
|
40 |
40 |
|
||||
|
16,00 |
40 |
50 |
8,0 |
6 |
|
|
|
50 |
|
|||||
|
20,0 |
20 |
32 |
10,0 |
|
||
|
25 |
50 |
|
||||
|
30 |
64 |
ПЩ 6,0 |
|
|||
|
32 |
40 |
ПЩ 4,0 |
|
|||
|
50 |
|
|||||
|
64 |
ПЩ 6,0 |
|||||
|
40 |
||||||
|
50 |
10 |
ПЩ 4,0 |
|
|||
|
50 |
ПЩ 10,0 |
|||||
|
64 |
|
|||||
|
22,0 |
30 |
60 |
6 |
ПЩ 6,0 |
|
|
|
25,0 |
32 |
50 |
12,5 |
ПЩ 4,0 |
|
|
|
64 |
ПЩ 4,0 |
|
||||
|
40 |
50 |
ПЩ 6,0 |
|
|||
|
50 |
64 |
10 |
ПЩ 10,0 |
|
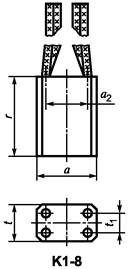
Рисунок 9
Таблица 10
В миллиметрах
|
t |
а |
r |
t1 |
а2 |
Марка и сечение провода, мм2 |
|
|
12,5 |
25 |
32 |
6,5 |
16 |
ПЩ 1,0 |
|
|
40 |
|
|||||
|
15,6 |
51 |
|
||||
|
16,0 |
32 |
20 |
|
|||
|
40 |
||||||
|
32 |
ПЩ 1,5 |
|
||||
|
38 |
55 |
8,0 |
36 |
ПЩ 2,5 |
|
|
|
40 |
50 |
ПЩ 4,0 |
|
|||
|
50 |
ПЩ 10,0 |
|
||||
|
20,0 |
25 |
10,0 |
20 |
ПЩ 2,5 |
||
|
60 |
|
|||||
|
30 |
40 |
18 |
ПЩ 4,0 |
|
||
|
32 |
32 |
ПЩ 2,5 |
|
|||
|
40 |
|
|||||
|
50 |
ПЩ 4,0 |
|
||||
|
56 |
20 |
ПЩ 2,5 |
|
|||
|
64 |
ПЩ 4,0 |
|
||||
|
22,0 |
30 |
60 |
10,0 |
20 |
ПЩ 4,0 |
|
|
25,0 |
25 |
40 |
16 |
ПЩ 2,5 |
|
|
|
30 |
|
|||||
|
32 |
32 |
12,5 |
20 |
|
||
|
40 |
ПЩ 4,0 |
|
||||
|
45 |
ПЩ 2,5 |
|
||||
|
50 |
ПЩ 4,0 |
|
||||
|
56 |
ПЩ 2,5 |
|
||||
|
64 |
ПЩ 6,0 |
|
||||
|
40 |
40 |
26 |
ПЩ 4,0 |
|
||
|
50 |
64 |
|
||||
|
30,0 |
30 |
40 |
20,0 |
|
||
|
32 |
45 |
|
||||
|
32,0 |
50 |
ПЩ 6,0 |
|
|||
|
60 |
28 |
ПЩ 10,0 |
||||
|
40 |
||||||
|
64 |
|
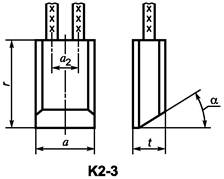
Рисунок 10
Таблица 11
В миллиметрах
|
t |
а |
r |
а2 |
Марка и сечение провода, мм2 |
|
|
8,0 |
32 |
32 |
20 |
ПЩ 1,5 |
|
|
10,0 |
20 |
10 |
|
||
|
32 |
20 |
ПЩ 2,5 |
|||
|
64 |
|
||||
|
40 |
60 |
|
|||
|
12,5 |
32 |
40 |
|
||
|
16,0 |
32 |
50 |
|
||
|
40 |
64 |
28 |
ПЩ 6,0 |
|
|
|
20,0 |
25 |
40 |
14 |
ПЩ 4,0 |
|
|
Примечание - Выбор значений угла α - по таблице 42. |
|
||||
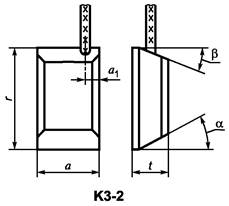
Рисунок 11
Таблица 12
В миллиметрах
|
t |
а |
r |
а1 |
Марка и сечение провода, мм2 |
|
10,0 |
32 |
50 |
7 |
ПЩ 4,0 |
|
12,5 |
25 |
40 |
ПЩ 6,0 |
|
|
Примечание - Выбор значений углов α и β - по таблице 42. |
||||
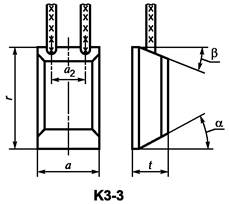
Рисунок 12
Таблица 13
В миллиметрах
|
t |
а |
r |
а2 |
Марка и сечение провода, мм2 |
|
|
6,3 |
32 |
50 |
20 |
ПЩ 0,75 |
|
|
10,0 |
ПЩ 2,50 |
||||
|
60 |
|
||||
|
64 |
|||||
|
40 |
|
||||
|
45 |
70 |
ПЩ 4,00 |
|
||
|
12,5 |
25 |
40 |
15 |
ПЩ 2,50 |
|
|
32 |
50 |
20 |
|
||
|
64 |
|||||
|
16,0 |
ПЩ 4,00 |
||||
|
38 |
55 |
|
|||
|
20,0 |
25 |
40 |
15 |
|
|
|
25,0 |
32 |
50 |
20 |
ПЩ 10,00 |
|
|
64 |
|
||||
|
Примечание - Выбор значений углов α и β - по таблице 42. |
|
||||
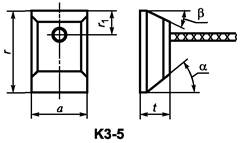
Рисунок 13
Таблица 14
В миллиметрах
|
t |
а |
r |
r1 |
Марка и сечение провода, мм2 |
|
6,3 |
8,0 |
20 |
3 |
ПЩ 0,3 |
|
8,0 |
12,5 |
32 |
4 |
ПЩ 1,0 |
|
12,5 |
16,0 |
25 |
5 |
ПЩ 2,5 |
|
Примечание - Выбор значений углов α и β - по таблице 42. |
||||
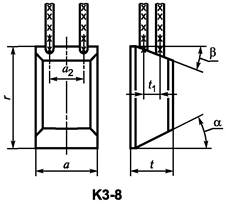
Рисунок 14
Таблица 15
В миллиметрах
|
t |
а |
r |
t1 |
а2 |
Марка и сечение провода, мм2 |
|
15,6 |
25 |
51 |
22 |
ПЩ 1,5 |
|
|
16,0 |
32 |
32 |
8 |
22 |
|
|
40 |
|||||
|
50 |
|||||
|
20,0 |
64 |
ПЩ 2,5 |
|||
|
25,0 |
|||||
|
Примечание - Выбор значений углов α и β - по таблице 42. |
|||||
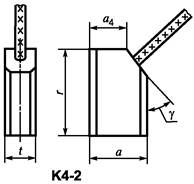
Рисунок 15
Таблица 16
В миллиметрах
|
t |
а |
r |
а4 |
Марка и сечение провода, мм2 |
|
|
2,0 |
2,5 |
8,0 |
1,7 |
ПЩ 0,09 |
|
|
2,5 |
4,0 |
10,0 |
2,8 |
ПЩ 0,16 |
|
|
3,2 |
5,0 |
12,5 |
3,7 |
|
|
|
4,0 |
10,0 |
3,5 |
|
||
|
6,3 |
16,0 |
4,7 |
|
||
|
10,0 |
20,0 |
8,5 |
|
||
|
5,0 |
6,3 |
12,5 |
4,7 |
ПЩ 0,30 |
|
|
25,0 |
|
||||
|
8,0 |
12,5 |
5,0 |
|
||
|
16,0 |
|
||||
|
20,0 |
ПЩ 0,50 |
|
|||
|
10,0 |
16,0 |
|
|||
|
25,0 |
6,0 |
|
|||
|
12,5 |
20,0 |
|
|||
|
32,0 |
8,5 |
ПЩ 0,75 |
|
||
|
16,0 |
25,0 |
12,0 |
|
||
|
20,0 |
32,0 |
16,0 |
|
||
|
25,0 |
21,0 |
|
|||
|
6,30 |
8,0 |
20,0 |
5,0 |
|
|
|
25,0 |
ПЩ 0,30 |
|
|||
|
10,0 |
16,0 |
6,0 |
ПЩ 0,50 |
|
|
|
20,0 |
|
||||
|
25,0 |
|
||||
|
12,5 |
20,0 |
8,5 |
|
||
|
25,0 |
ПЩ 0,75 |
|
|||
|
27,0 |
ПЩ 1,00 |
|
|||
|
32,0 |
|
||||
|
6,30 |
16,0 |
25,0 |
12,0 |
ПЩ 1,00 |
|
|
32,0 |
|||||
|
20,0 |
16,0 |
|
|||
|
6,5 |
6,5 |
11,0 |
4,0 |
ПЩ 0,50 |
|
|
8,0 |
25,0 |
5,0 |
ПЩ 1,00 |
|
|
|
12,5 |
15,0 |
8,5 |
|
||
|
27,0 |
12,0 |
|
|||
|
25,0 |
|||||
|
16,0 |
|||||
|
32,0 |
|
||||
|
7,9 |
12,4 |
20,0 |
8,4 |
ПЩ 1,50 |
|
|
8,0 |
10,0 |
25,0 |
7,0 |
ПЩ 1,50 |
|
|
12,5 |
20,0 |
8,5 |
|
||
|
25,0 |
ПЩ 2,50 |
|
|||
|
32,0 |
|
||||
|
16,0 |
25,0 |
12,0 |
|
||
|
32,0 |
|
||||
|
20,0 |
25,0 |
15,0 |
|
||
|
32,0 |
|
||||
|
22,0 |
25,0 |
17,0 |
ПЩ 1,50 |
|
|
|
25,0 |
32,0 |
20,0 |
ПЩ 2,50 |
|
|
|
40,0 |
|
||||
|
10,0 |
12,5 |
20,0 |
8,5 |
ПЩ 1,50 |
|
|
25,0 |
ПЩ 1,00 |
|
|||
|
30,0 |
ПЩ 1,50 |
|
|||
|
32,0 |
|
||||
|
16,0 |
25,0 |
12,0 |
ПЩ 2,50 |
|
|
|
32,0 |
|
||||
|
20,0 |
25,0 |
15,0 |
|
||
|
27,0 |
|
||||
|
32,0 |
|
||||
|
40,0 |
|
||||
|
50,0 |
|
||||
|
25,0 |
32,0 |
19,0 |
|
||
|
40,0 |
|
||||
|
50,0 |
|||||
|
32,0 |
25,0 |
ПЩ 4,00 |
|
||
|
12,5 |
12,5 |
32,0 |
11,0 |
ПЩ 2,50 |
|
|
16,0 |
|
||||
|
20,0 |
14,0 |
|
|||
|
25,0 |
25,0 |
|
|||
|
32,0 |
50,0 |
ПЩ 4,00 |
|
||
|
12,7 |
22,2 |
40,0 |
15,0 |
ПЩ 2,50 |
|
|
14,0 |
38,0 |
ПЩ 6,00 |
|
||
|
16,0 |
16,0 |
50,0 |
10,0 |
ПЩ 2,50 |
|
|
20,0 |
25,0 |
14,0 |
ПЩ 6,00 |
|
|
|
40,0 |
|
||||
|
32,0 |
ПЩ 4,00 |
|
|||
|
22,0 |
40,0 |
16,0 |
|
||
|
25,0 |
32,0 |
18,0 |
|
||
|
50,0 |
ПЩ 6,00 |
|
|||
|
40,0 |
ПЩ 4,00 |
||||
|
32,0 |
25,0 |
||||
|
50,0 |
|
||||
|
38,0 |
55,0 |
|
|||
|
20,0 |
32,0 |
20,0 |
ПЩ 10,00 |
|
|
|
23,0 |
|
||||
|
40,0 |
ПЩ 6,00 |
|
|||
|
50,0 |
|
||||
|
25,0 |
50,0 |
|
|||
|
Примечание - Выбор значений угла γ - по таблице 42. |
|
||||
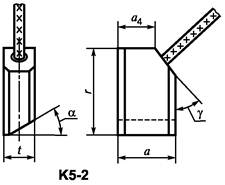
Рисунок 16
Таблица 17
В миллиметрах
|
t |
а |
r |
a4 |
Марка и сечение провода, мм2 |
|
8,0 |
10,0 |
25,0 |
7,0 |
ПЩ 1,0 |
|
Примечание - Выбор значений углов α и γ - по таблице 42. |
||||
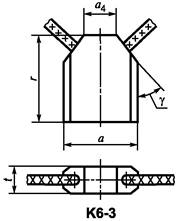
Рисунок 17
Таблица 18
В миллиметрах
|
t |
а |
r |
a4 |
Марка и сечение провода, мм2 |
|
|
8,8 |
26,6 |
26 |
6 |
ПЩ 4,0 |
|
|
12,5 |
32,0 |
40 |
|
||
|
50 |
|||||
|
16,0 |
|||||
|
25,0 |
32 |
|
|||
|
50,0 |
64 |
8 |
ПЩ 6,0 |
|
|
|
20,0 |
20,0 |
32 |
ПЩ 4,0 |
|
|
|
32,0 |
64 |
13 |
ПЩ 10,0 |
|
|
|
25,0 |
50 |
ПЩ 6,0 |
|
||
|
22,0 |
30,0 |
60 |
ПЩ 10,0 |
|
|
|
25,0 |
32 |
ПЩ 6,0 |
|
||
|
25,0 |
40 |
|
|||
|
60 |
|
||||
|
Примечание - Выбор значений угла γ - по таблице 42. |
|
||||
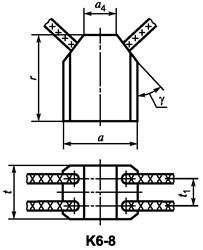
Рисунок 18
Таблица 19
В миллиметрах
|
t |
а |
r |
a4 |
t1 |
Марка и сечение провода, мм2 |
|
20 |
40 |
50 |
6 |
10,0 |
ПЩ 2,5 |
|
25 |
32 |
57 |
8 |
12,4 |
ПЩ 4,0 |
|
32 |
50 |
20,0 |
ПЩ 6,0 |
||
|
Примечание - Выбор значений угла γ - по таблице 42. |
|||||
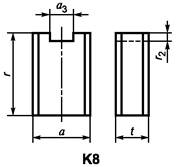
Рисунок 19
Таблица 20
В миллиметрах
|
t |
а |
r |
a3 |
r2 |
|
4,0 |
5,0 |
12,5 |
2,6 |
0,8 |

Рисунок 20
Таблица 21
В миллиметрах
|
t |
а |
r |
а1 |
а3 |
r2 |
Марка и сечение провода, мм2 |
|
6,3 |
12,5 |
20 |
2,5 |
2,6 |
0,5 |
ПЩ 1,0 |
|
16,0 |
27 |
4,1 |
1,0 |
ПЩ 1,5 |
||
|
8,0 |
28 |
ПЩ 1,0 |
||||
|
25,0 |
50 |
3,5 |
11,0 |
2,5 |
ПЩ 2,5 |
|
|
10,0 |
20,0 |
20 |
||||
|
25,0 |
35 |
2,0 |
ПЩ 1,5 |
|||
|
40 |
ПЩ 2,5 |
|||||
|
40,0 |
50 |
7,0 |
12,6 |
1,0 |
ПЩ 4,0 |
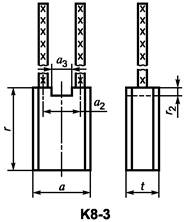
Рисунок 21
Таблица 22
В миллиметрах
|
t |
а |
r |
а2 |
а3 |
r2 |
Марка и сечение провода, мм2 |
|
6,3 |
16 |
25 |
10 |
5,1 |
1,0 |
ПЩ 1,00 |
|
20 |
13 |
6,4 |
||||
|
6,5 |
15 |
20 |
10 |
ПЩ 0,75 |
||
|
8,0 |
20 |
25 |
13 |
1,5 |
ПЩ 1,50 |
|
|
22 |
10 |
1,0 |
ПЩ 2,50 |
|||
|
25 |
17 |
1,5 |
||||
|
10,0 |
18 |
20 |
12 |
6,4 |
1,0 |
ПЩ 1,50 |
|
20 |
25 |
1,5 |
ПЩ 2,50 |
|||
|
25 |
32 |
17 |
11,0 |
2,5 |
ПЩ 1,50 |
|
|
32 |
20 |
8,1 |
1,5 |
ПЩ 2,50 |
||
|
40 |
50 |
26 |
12,0 |
2,5 |
||
|
12,5 |
32 |
40 |
24 |
16,0 |
1,5 |
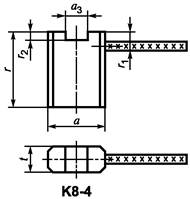
Рисунок 22
Таблица 23
В миллиметрах
|
t |
а |
r |
а3 |
r1 |
r2 |
Марка и сечение провода, мм2 |
|
5,0 |
10,0 |
20 |
4,1 |
4,0 |
0,5 |
ПЩ 0,16 |
|
6,3 |
8,0 |
16 |
3,1 |
3,5 |
0,8 |
ПЩ 0,50 |
|
10,0 |
20 |
5,1 |
4,0 |
1,0 |
ПЩ 1,00 |
|
|
12,5 |
4,1 |
4,5 |
0,5 |
ПЩ 1,50 |
||
|
6,5 |
7,0 |
16 |
5,1 |
5,0 |
1,0 |
ПЩ 0,50 |
|
8,0 |
10,0 |
20 |
ПЩ 1,50 |
|||
|
10,0 |
20,0 |
25 |
6,0 |
|||
|
25,0 |
32 |
ПЩ 2,50 |
||||
|
12,5 |
16,0 |
25 |
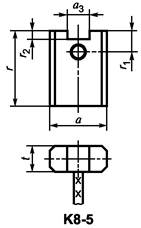
Рисунок 23
Таблица 24
В миллиметрах
|
t |
а |
r |
а3 |
r1 |
r2 |
Марка и сечение провода, мм2 |
|
|
5,0 |
6,3 |
9,0 |
4,1 |
4,0 |
0,8 |
ПЩ 0,30 |
|
|
12,5 |
|
||||||
|
6,3 |
8,0 |
20,0 |
5,1 |
|
|||
|
6,5 |
15,0 |
ПЩ 0,75 |
|
||||
|
7,0 |
16,0 |
16,0 |
5,5 |
1,0 |
ПЩ 2,50 |
|
|
|
21,0 |
6,0 |
6,0 |
|
||||
|
25,0 |
6,4 |
4,0 |
ПЩ 1,00 |
|
|||
|
8,0 |
8,0 |
22,0 |
5,1 |
5,0 |
ПЩ 0,75 |
|
|
|
9,0 |
20,0 |
|
|||||
|
10,0 |
|||||||
|
25,0 |
ПЩ 1,00 |
|
|||||
|
10,0 |
12,5 |
25 |
ПЩ 1,50 |
|
|||
|
16,0 |
|
||||||
|
20,0 |
6,4 |
6,0 |
ПЩ 2,50 |
||||
|
12,5 |
32 |
|
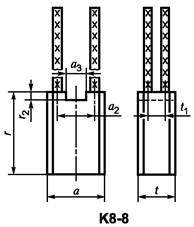
Рисунок 24
Таблица 25
В миллиметрах
|
t |
а |
r |
t1 |
а2 |
а3 |
r2 |
Марка и сечение провода, мм2 |
|
12,5 |
25 |
40 |
8,0 |
15 |
10,0 |
4,0 |
ПЩ 2,5 |
|
16,0 |
|||||||
|
20,0 |
40 |
50 |
12,5 |
26 |
2,0 |
||
|
25,0 |
32 |
64 |
4,0 |
||||
|
40 |
40 |
12,5 |
2,0 |
||||
|
32,0 |
32,0 |
10,0 |
5,0 |
ПЩ 4,0 |
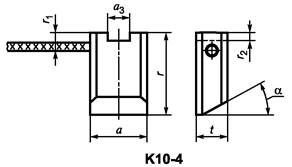
Рисунок 25
Таблица 26
В миллиметрах
|
t |
а |
r |
а3 |
r1 |
r2 |
Марка и сечение провода, мм2 |
|
5,0 |
6,3 |
20 |
3,1 |
3,5 |
0,5 |
ПЩ 0,3 |
|
10,0 |
16 |
4,1 |
4,5 |
ПЩ 1,0 |
||
|
6,3 |
12,5 |
20 |
||||
|
16,0 |
25 |
10,0 |
4,1 |
1,0 |
ПЩ 1,5 |
|
|
Примечание - Выбор значений угла α - по таблице 42. |
||||||
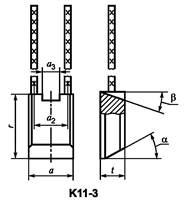
Рисунок 26
Таблица 27
В миллиметрах
|
t |
а |
r |
а2 |
а3 |
Марка и сечение провода, мм2 |
|
5,0 |
6,3 |
21,0 |
3,1 |
3,5 |
ПЩ 0,3 |
|
6,3 |
16,0 |
25,0 |
10,0 |
4,1 |
ПЩ 1,5 |
|
6,4 |
22,3 |
23,5 |
15,0 |
10,1 |
|
|
8,0 |
16,0 |
25,0 |
10,0 |
4,1 |
|
|
32,0 |
|||||
|
20,0 |
25,0 |
12,0 |
8,1 |
ПЩ 1,0 |
|
|
9,0 |
38,0 |
60,0 |
15,0 |
6,4 |
ПЩ 2,5 |
|
10,0 |
25,0 |
25,0 |
|||
|
12,5 |
32,0 |
50,0 |
20,0 |
11,0 |
|
|
64,0 |
|||||
|
16,0 |
32,0 |
50,0 |
|||
|
38,0 |
ПЩ 4,0 |
||||
|
20,0 |
32,0 |
64,0 |
|||
|
Примечание - Выбор значений угла α - по таблице 42. |
|||||
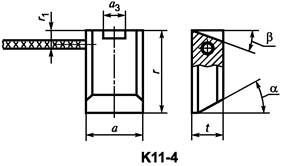
Рисунок 27
Таблица 28
В миллиметрах
|
t |
а |
r |
a3 |
r1 |
Марка и сечение провода, мм2 |
|
6,3 |
8,0 |
25 |
3,1 |
3,0 |
ПЩ 0,5 |
|
12,5 |
20 |
4,1 |
4,5 |
ПЩ 1,0 |
|
|
10,0 |
20,0 |
40 |
5,1 |
6,0 |
ПЩ 1,5 |
|
Примечание - Выбор значений углов α и β - по таблице 42. |
|||||
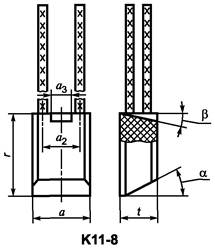
Рисунок 28
Таблица 29
В миллиметрах
|
t |
а |
r |
а2 |
а3 |
Марка и сечение провода, мм2 |
|
20 |
32 |
80 |
24 |
16,1 |
ПЩ 2,5 |
|
25 |
60 |
ПЩ 1,0 |
|||
|
64 |
ПЩ 2,5 |
||||
|
80 |
|||||
|
40 |
60 |
28 |
20,1 |
||
|
Примечание - Выбор значений углов α и β - по таблице 42. |
|||||

Рисунок 29
Таблица 30
В миллиметрах
|
t |
а |
r |
а2 |
Марка и сечение провода, мм2 |
|
16 |
32 |
42 |
36 |
ПЩ 2,5 |
|
50 |
56 |
ПЩ 6,0 |
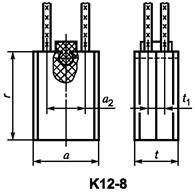
Рисунок 30
Таблица 31
В миллиметрах
|
t |
а |
r |
t1 |
а2 |
Марка и сечение провода, мм2 |
|
|
8 |
32 |
48 |
4,0 |
20 |
ПЩ 2,5 |
|
|
16 |
44 |
8,0 |
ПЩ 1,5 |
|
||
|
50 |
|
|||||
|
64 |
|
|||||
|
50 |
56 |
36 |
ПЩ 2,5 |
|
||
|
20 |
32 |
42 |
10,0 |
20 |
|
|
|
45 |
|
|||||
|
50 |
||||||
|
40 |
26 |
|||||
|
52 |
||||||
|
50 |
36 |
|
||||
|
22 |
32 |
50 |
20 |
ПЩ 4,0 |
|
|
|
25 |
40 |
12,5 |
|
|||
|
47 |
|
|||||
|
50 |
|
|||||
|
57 |
ПЩ 2,5 |
|
||||
|
64 |
36 |
ПЩ 4,0 |
|
|||
|
57 |
20 |
ПЩ 2,5 |
|
|||
|
40 |
50 |
26 |
ПЩ 4,0 |
|
||
|
52 |
|
|||||
|
56 |
|
|||||
|
64 |
|
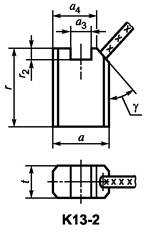
Рисунок 31
Таблица 32
В миллиметрах
|
t |
а |
r |
а3 |
а4 |
r2 |
Марка и сечение провода, мм2 |
|
5,0 |
10,0 |
11,5 |
4,1 |
6,5 |
1,5 |
ПЩ 1,00 |
|
18,0 |
ПЩ 0,50 |
|||||
|
20,0 |
||||||
|
12,5 |
16,0 |
5,1 |
8,5 |
1,0 |
||
|
5,5 |
10,0 |
15,0 |
6,5 |
ПЩ 1,00 |
||
|
12,0 |
8,5 |
ПЩ 0,75 |
||||
|
6,3 |
8,0 |
20,0 |
4,1 |
5,5 |
0,5 |
ПЩ 1,50 |
|
7,0 |
16,0 |
21,0 |
6,0 |
12,5 |
1,0 |
|
|
7,1 |
11,0 |
20,0 |
4,1 |
8,0 |
ПЩ 0,75 |
|
|
8,0 |
12,5 |
25,0 |
9,5 |
ПЩ 2,50 |
||
|
16,0 |
20,0 |
10,1 |
13,0 |
ПЩ 1,50 |
||
|
25,0 |
50,0 |
11,0 |
21,0 |
ПЩ 2,50 |
||
|
9,5 |
22,0 |
40,0 |
10,1 |
18,0 |
||
|
10,0 |
25,0 |
35,0 |
10,1 |
20,0 |
ПЩ 1,50 |
|
|
40,0 |
||||||
|
50,0 |
ПЩ 4,00 |
|||||
|
12,5 |
25,0 |
40,0 |
||||
|
32,0 |
45,0 |
3,0 |
25,0 |
ПЩ 2,50 |
||
|
Примечание - Выбор значений угла γ - по таблице 42. |
||||||
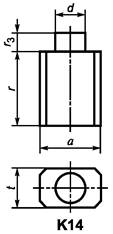
Рисунок 32
Таблица 33
В миллиметрах
|
t |
а |
r |
r3 |
d |
|
4,0 |
5 |
16 |
3,3 |
3,0 |
|
5,0 |
6 |
2,0 |
3,5 |
|
|
10 |
||||
|
6,3 |
8 |
20 |
3,0 |
5,0 |
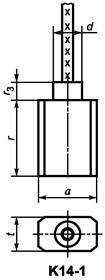
Рисунок 33
Таблица 34
В миллиметрах
|
t |
а |
r |
r3 |
d |
Марка и сечение провода, мм2 |
|
4,0 |
5,0 |
11,0 |
1,0 |
3,5 |
ПЩ 0,16 |
|
12,0 |
1,5 |
4,0 |
|||
|
14,5 |
3,5 |
ПЩ 0,30 |
|||
|
7,0 |
10,5 |
||||
|
10,0 |
20,0 |
4,0 |
7,0 |
||
|
5,0 |
5,0 |
18,0 |
2,0 |
4,0 |
|
|
6,5 |
15,0 |
3,0 |
4,8 |
||
|
8,0 |
14,5 |
1,5 |
4,7 |
||
|
22,0 |
2,0 |
4,0 |
|||
|
5,6 |
ПЩ 0,50 |
||||
|
10,0 |
17,0 |
3,0 |
4,5 |
||
|
25,0 |
7,0 |
||||
|
16,0 |
20,0 |
8,5 |
ПЩ 0,75 |
||
|
32,0 |
ПЩ 1,00 |
||||
|
6,0 |
6,5 |
15,0 |
2,0 |
4,8 |
ПЩ 0,30 |
|
10,0 |
22,0 |
ПЩ 0,50 |
|||
|
6,3 |
8,0 |
20,0 |
3,0 |
5,0 |
ПЩ 0,30 |
|
25,0 |
|||||
|
27,0 |
ПЩ 0,50 |
||||
|
32,0 |
|||||
|
10,0 |
20,0 |
4,0 |
7,0 |
||
|
12,5 |
15,0 |
3,0 |
5,0 |
ПЩ 1,00 |
|
|
6,5 |
8,0 |
25,0 |
5,5 |
ПЩ 0,50 |
|
|
10,0 |
20,0 |
2,0 |
|||
|
25,0 |
|||||
|
7,3 |
13,0 |
18,0 |
1,0 |
7,3 |
ПЩ 1,00 |
|
8,0 |
10,0 |
27,0 |
2,0 |
6,5 |
ПЩ 2,50 |
|
10,0 |
12,5 |
27,0 |
8,0 |
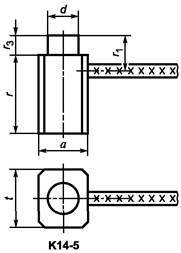
Рисунок 34
Таблица 35
В миллиметрах
|
t |
а |
r |
r1 |
r3 |
d |
Марка и сечение провода, мм2 |
|
4,5 |
7,5 |
8,0 |
2,3 |
1,5 |
2,5 |
ПЩ 0,50 |
|
5,0 |
6,3 |
18,0 |
4,0 |
2,0 |
3,5 |
ПЩ 0,75 |
|
8,0 |
ПЩ 0,30 |
|||||
|
6,0 |
17,0 |
7,5 |
2,5 |
4,2 |
ПЩ 1,50 |
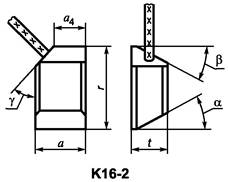
Рисунок 35
Таблица 36
В миллиметрах
|
t |
а |
r |
а4 |
Марка и сечение провода, мм2 |
|
|
6,3 |
16,0 |
21,0 |
10,0 |
ПЩ 1,5 |
|
|
22,5 |
23,5 |
16,5 |
|
||
|
16,0 |
25,0 |
10,0 |
|||
|
6,5 |
|
||||
|
6,4 |
16,0 |
21,0 |
16,5 |
ПЩ 1,5 |
|
|
7,0 |
10,0 |
|
|||
|
10,0 |
25,0 |
ПЩ 4,0 |
|
||
|
Примечание - Выбор значений углов α, β и γ - по таблице 42. |
|
||||
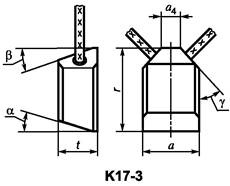
Рисунок 36
Таблица 37
В миллиметрах
|
t |
а |
r |
а4 |
Марка и сечение провода, мм2 |
|
8,0 |
20,0 |
25,0 |
10,0 |
ПЩ 2,5 |
|
32,0 |
||||
|
16,0 |
25,0 |
64,0 |
6,0 |
|
|
Примечание - Выбор значений углов α, β и γ - по таблице 42. |
||||
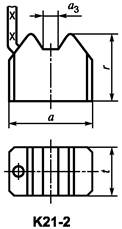
Рисунок 37
Таблица 38
В миллиметрах
|
t |
а |
r |
a3 |
Марка и сечение провода, мм2 |
|
8,8 |
19,2 |
14 |
6 |
ПЩ 4,0 |
|
10,0 |
22,5 |
20 |
9 |
|
|
11,0 |
16,0 |
6 |
ПЩ 2,5 |
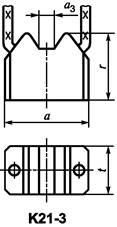
Рисунок 38
Таблица 39
В миллиметрах
|
t |
а |
r |
a3 |
Марка и сечение провода, мм2 |
|
8,8 |
19,2 |
14 |
6 |
ПЩ 4,0 |
|
10,0 |
22,5 |
20 |
9 |
|
|
11,0 |
16,0 |
6 |
ПЩ 2,5 |
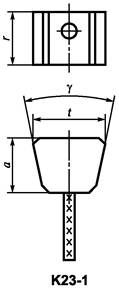
Рисунок 39
Таблица 40
В миллиметрах
|
t |
а |
r |
γ |
Марка и сечение провода, мм2 |
|
11,5 |
10 |
15 |
33° |
ПЩ 2,5 |
|
12,5 |
15 |
16 |
26° |
ПЩ 4,0 |
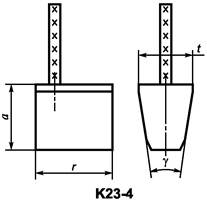
Рисунок 40
Таблица 41
В миллиметрах
|
а |
r |
γ |
Марка и сечение провода, мм2 |
|
|
11,5 |
10,0 |
15 |
33° |
ПЩ 2,5 |
|
12,5 |
16,0 |
18 |
26° |
ПЩС 4,0 |
|
17,4 |
21,8 |
23 |
26°40 |
ПЩП 10,0 |
|
17,9 |
21,8 |
ПЩ 10,0 |
5.9 Углы скосов контактной поверхности а, верхней поверхности β и боковых поверхностей γ должны соответствовать указанным на рисунке 41 и в таблице 42.
Ширина площадки f должна быть не более 1 мм.
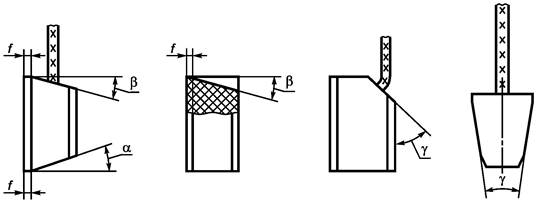
Рисунок 41
Таблица 42
|
β |
γ |
||||
|
Номинальный |
Предельное отклонение |
Номинальный |
Предельное отклонение |
Номинальный |
Предельное отклонение |
|
7°30' |
±30' |
7°30' |
±30' |
26° |
±1° |
|
10° |
±1° |
15° |
±1° |
26°40 |
±30' |
|
10°30' |
±30' |
15°30' |
±30' |
30° |
±1° |
|
15° |
±1° |
20° |
±1° |
33° |
±30' |
|
22°30' |
±30' |
22° |
45° |
±1° |
|
|
30° |
±1° |
22°30' |
±30' |
60° |
|
|
37°30' |
±30' |
24° |
±1° |
- |
- |
|
45° |
±1° |
30° |
|||
|
- |
- |
37°30' |
±30' |
||
|
45° |
±1° |
||||
5.10 Допуски форм и расположения пазов на верхней поверхности щетки t2, a3 и r2 должны соответствовать указанным на рисунке 42.
5.11 Размеры, допуски пазов щетки t2, a3, r2, величина углов скосов β должны соответствовать ГОСТ 2.308, а также указанным на рисунке 42 и в таблице 43.
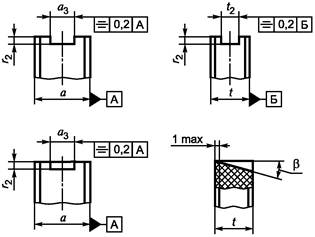
Рисунок 42
Таблица 43
В миллиметрах
|
Ширина паза t2 или а3 |
Глубина паза r2 |
||
|
Номинальная |
Предельное отклонение |
Номинальная |
Предельное отклонение |
|
2,6 |
+0,3 |
0,5 |
+0,25 |
|
3,1 |
|||
|
3,5 |
|||
|
4,1 |
+0,3 |
0,5 |
+0,25 |
|
5,1 |
1,0 |
+0,40 |
|
|
6,4 |
+0,4 |
||
|
7,1 |
|||
|
8,1 |
|||
|
8,4 |
|||
|
9,1 |
+0,50 |
||
|
9,4 |
|||
|
10,1 |
1,5; 2,5; 4,0; 5,0 |
||
|
12,6 |
|||
|
15,5 |
|||
5.12 Длина токоведущего провода l измеряется от наиболее выступающей части щетки (без учета высоты накладки) до конца токоведущего провода или до центра отверстия в наконечнике при его наличии (рисунок 43). Предельные отклонения должны соответствовать указанным в таблице 44.
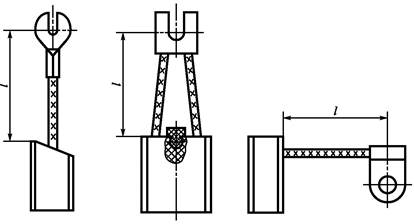
Рисунок 43
Таблица 44
В миллиметрах
|
Предельное отклонение |
|
|
14, 16, 18, 20, 25, 32, 36, 38, 40, 45 |
+3 |
|
50, 56, 60, 63, 71, 80, 85, 90, 100 |
+5 |
|
112, 125, 140, 160 |
+8 |
|
Примечание - Допускается по согласованию между изготовителем и потребителем изменять длину токоведущего провода. |
|
5.13 Номинальные размеры фасок и предельные отклонения выбираются по наименьшему размеру t или а и должны соответствовать указанным на рисунке 44 и в таблице 45.
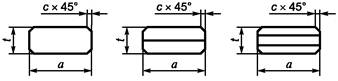
Рисунок 44
Таблица 45
В миллиметрах
|
Номинальный размер t или а |
Размер фаски с |
|
|
Номинальный |
Предельное отклонение |
|
|
От 0,8 до 1,6 включ. |
0,1 |
+0,1 |
|
Св. 1,6 « 3,2 « |
0,2 |
|
|
« 3,2 « 8,0 « |
0,5; 0,8* |
+0,3 |
|
« 8,0 « 20,0 « |
1,0; 2,0** |
+0,5 |
|
« 20,0 |
2,0 |
|
|
* Фаски с указанными размерами допускается применять в щетках электрических машин автотракторного оборудования. ** Фаски с указанными размерами допускается применять в щетках электрических машин железнодорожного транспорта. |
||
5.14 Предельные отклонения размера r1 от верхней поверхности щетки до оси токоведущего провода для типов К1-4, К1-5, К3-5, К8-4, К8-5, К10-4, К11-4, К14-5, К23-1 при креплении токоведущего провода в щетку способом конопатки или запрессовки должны соответствовать указанным в таблице 46.
Таблица 46
В миллиметрах
|
Размер r1 |
|
|
Номинальный |
Предельное отклонение |
|
От 1,0 до 2,5 включ. |
±0,2 |
|
Св. 2,5 « 5,0 « |
±0,3 |
|
« 5,0 « 10,0 « |
±0,5 |
5.15 Предельные отклонения размеров щеток должны быть следующие:
- размера а2 для типов щеток К1-3, К1-8, К2-3, К3-3, К3-8, К8-3, К8-8, К11-3, К11-8, К12-3, К12-8 - ±0,5 мм;
- размеров глубины отверстия в щетке для крепления токоведущего провода способом конопатки:
а) до 10 мм - ±0,5 мм,
б) св. 10 мм - ±1 мм;
- остальных размеров - h14, H14, ![]()
5.16 Параметры шероховатости поверхности боковых граней щеток
должны быть не грубее ![]() , остальных -
, остальных - ![]() по ГОСТ 2789.
по ГОСТ 2789.
5.17 Крепление токоведущего провода в щетку производят одним из способов: конопаткой, запрессовкой или развальцовкой.
5.18 Щетки с креплением токоведущего провода развальцовкой по требованию потребителя подвергают меднению. Толщина медного покрытия щеток должна быть от 10 до 50 мкм. Допускается уменьшение толщины покрытия в пазах и отверстиях до 50 %. Омедненная часть щетки не должна превышать 1/3 размера r, указанного в чертеже на щетку.
Пример условного обозначения щетки
Щетка тип К1-3, размеры 10×30×50 мм, провод марки ПЩ, сечением 4,0 мм2 и длиной 63 мм:
Щетка К1-3, 10×30×50, ПЩ 4,0×63 ГОСТ Р 53617-2009
6 Накладки. Конструкция, типы и размеры
6.1 Типы и размеры накладок в зависимости от типов щеток должны соответствовать рисункам 45 - 56 и таблицам 47 - 59.
Таблица 47
|
Общий вид |
Тип накладки |
Общий вид |
|
|
НК-1 |
|
НК-6(II) |
|
|
НК-2 |
|
HK-7(I) |
|
|
НК-3 |
|
НК-7(II) |
|
|
НК-4 |
|
НК-9 |
|
|
НК-5 |
|
НК-10 |
|
|
HK-6(I) |
|
НК-11 |
|












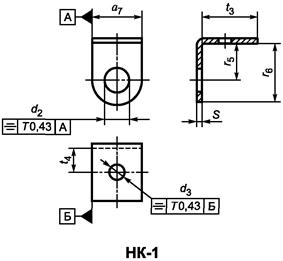
Рисунок 45
Таблица 48
В миллиметрах
|
Тангенциальный размер щетки t |
t3 |
t4 |
a7 |
r5 |
r6 |
d2 |
d3 |
S |
|
|
10,0 |
6,5 |
- |
10 |
8 |
13 |
4,5 |
- |
0,8 |
|
|
12 |
17 |
5,5 |
|
||||||
|
12 |
8 |
14 |
6,5 |
|
|||||
|
12,5 |
9,0 |
3,75 |
10 |
13 |
4,5 |
5 |
|
||
|
5,5 |
|||||||||
|
- |
- |
|
|||||||
|
3,75 |
12 |
14 |
4,5 |
5 |
|
||||
|
- |
6,5 |
- |
|
||||||
|
3,75 |
5 |
1,0 |
|
||||||
|
16,0 |
12,5 |
5,50 |
6,5 |
|
|||||
|
- |
- |
||||||||
|
4,5 |
1,2 |
|
|||||||
|
5,50 |
18 |
6,5 |
5 |
1,0 |
|
||||
|
20,0 |
16,5 |
7,50 |
14 |
1,4 |
|
||||
|
- |
- |
|
|||||||
|
7,5 |
4,5 |
5 |
|
||||||
|
- |
5,5 |
- |
|
||||||
|
7,5 |
12 |
18 |
6,5 |
5 |
|
||||
|
7,5 |
16 |
20 |
8,5 |
|
|||||
|
22,0 |
18,5 |
8,5 |
12 |
8 |
14 |
4,5 |
5 |
1,4 |
|
|
25,0 |
21,5 |
- |
6,5 |
- |
|
||||
|
10,0 |
4,5 |
5 |
|
||||||
|
- |
16 |
12 |
18 |
6,5 |
- |
|
|||
|
10,0 |
16 |
20 |
8,5 |
5 |
|
||||
|
32,0 |
23,5 |
13,5 |
6,5 |
|
|||||
|
8,5 |
|

Рисунок 46
Таблица 49
В миллиметрах
|
Тангенциальный размер щетки t |
t3 |
t4 |
a7 |
r5 |
r6 |
d2 |
d3 |
S |
|
|
10,0 |
10,0 |
- |
10 |
8 |
13 |
4,5 |
- |
1,2 |
|
|
5,5 |
|
||||||||
|
12,5 |
12,5 |
4,5 |
|
||||||
|
5,5 |
|
||||||||
|
3,75 |
4,5 |
5 |
|
||||||
|
5,5 |
|
||||||||
|
16,0 |
16,0 |
5,5 |
12 |
8 |
14 |
4,5 |
5 |
1,2 |
|
|
10 |
13 |
5,5 |
|
||||||
|
12 |
14 |
||||||||
|
6,5 |
|
||||||||
|
20,0 |
20,0 |
7,5 |
5,5 |
|
|||||
|
6,5 |
|
||||||||
|
22,0 |
22,0 |
8,5 |
4,5 |
|
|||||
|
6,5 |
|
||||||||
|
25,0 |
25,0 |
10,0 |
4,5 |
|
|||||
|
5,5 |
|
||||||||
|
6,5 |
|
||||||||
|
30,0 |
30,0 |
12,5 |
4,5 |
|
|||||
|
6,5 |
|
||||||||
|
32,0 |
32,0 |
13,5 |
4,5 |
|
|||||
|
5,5 |
|
||||||||
|
6,5 |
|
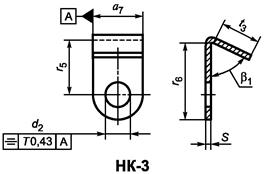
Рисунок 47
Таблица 50
В миллиметрах
|
Тангенциальный размер щетки t |
t3 |
а7 |
r5 |
r6 |
d2 |
β1 |
S |
|
|
10,0 |
6,5 |
12 |
18,0 |
24,0 |
4,5 |
75° |
1,0 |
|
|
7,0 |
60° |
1,4 |
|
|||||
|
9,0 |
75° |
|
||||||
|
10,0 |
10,0 |
10 |
16,0 |
21,0 |
4,5 |
60° |
1,0 |
|
|
12,5 |
12,5 |
1,4 |
||||||
|
6,5 |
||||||||
|
12 |
18,0 |
24,0 |
1,0 |
|||||
|
4,5 |
75° |
|
||||||
|
16,0 |
16,5 |
12 |
20,0 |
28,0 |
6,5 |
1,4 |
|
|
|
8,5 |
|
|||||||
|
20,0 |
18,5 |
16 |
25,0 |
33,0 |
6,5 |
60° |
|
|
|
8,5 |
|
|||||||
|
25,0 |
20,0 |
10 |
16,0 |
21,0 |
4,5 |
|
||
|
12 |
18,0 |
24,0 |
|
|||||
|
21,5 |
16,0 |
22,0 |
6,5 |
75° |
1,0 |
|
||
|
16 |
20,0 |
28,0 |
1,4 |
|||||
|
8,5 |
|
|||||||
|
23,5 |
10 |
16,0 |
21,0 |
4,5 |
60° |
|
||
|
12 |
18,0 |
24,0 |
6,5 |
|
||||
|
24,0 |
16 |
25,0 |
33,0 |
|||||
|
8,5 |
|
|||||||
|
40,0 |
10 |
23,5 |
28,5 |
4,5 |
50° |
|
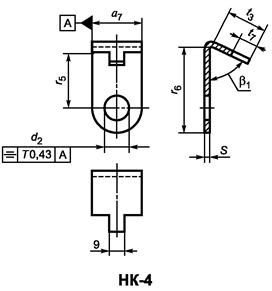
Рисунок 48
Таблица 51
В миллиметрах
|
Тангенциальный размер щетки t |
t3 |
t7 |
а7 |
r5 |
r6 |
d2 |
β1 |
S |
|
|
10,0 |
10,0 |
8 |
16 |
16 |
24 |
6,5 |
75° |
1,0 |
|
|
8,5 |
|
||||||||
|
10,5 |
4,5 |
60° |
|
||||||
|
12,5 |
12,5 |
10 |
6,5 |
75° |
|
||||
|
8,5 |
|
||||||||
|
13,5 |
4,5 |
60° |
|
||||||
|
16,0 |
16,0 |
12 |
6,5 |
75° |
|
||||
|
8,5 |
|
||||||||
|
17,5 |
4,5 |
60° |
|
||||||
|
20,0 |
20,0 |
15 |
|||||||
|
20 |
28 |
6,5 |
|
||||||
|
8,5 |
|
||||||||
|
6,5 |
75° |
|
|||||||
|
8,5 |
|
||||||||
|
22,5 |
16 |
24 |
4,5 |
60° |
|
||||
|
25 |
33 |
6,5 |
|
||||||
|
8,5 |
|
||||||||
|
25,0 |
25,0 |
20 |
38 |
6,5 |
75° |
|
|||
|
8,5 |
|
||||||||
|
28,0 |
28,0 |
25 |
33 |
6,5 |
60° |
|
|||
|
8,5 |
|
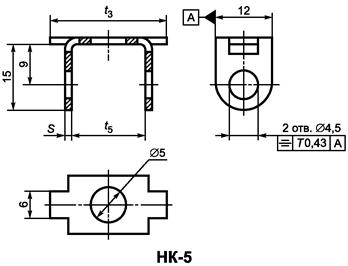
Рисунок 49
Таблица 52
В миллиметрах
|
Тангенциальный размер щетки t |
t3 |
t5 |
S |
|
16 |
20 |
12 |
0,8 |
|
20 |
23 |
15 |
|
|
22 |
25 |
17 |
|
|
25 |
28 |
20 |
|
|
30 |
33 |
25 |
|
|
32 |
35 |
27 |
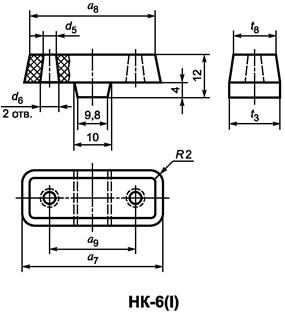
Рисунок 50
Таблица 53
В миллиметрах
|
Тангенциальный размер щетки t |
t3 |
t8 |
a7 |
a8 |
a9 |
d5 |
d6 |
|
16 |
15 |
13 |
31 |
29 |
21 |
3,8 |
4 |
|
48 |
46 |
36 |
5,0 |
6 |
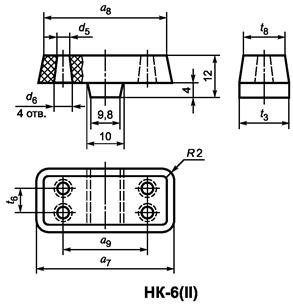
Рисунок 51
Таблица 54
В миллиметрах
|
Тангенциальный размер щетки t |
t3 |
t6 |
t7 |
a7 |
a8 |
a9 |
d5 |
d6 |
|
16 |
15 |
8,0 |
13 |
31 |
29 |
21 |
3 |
4 |
|
48 |
46 |
36 |
||||||
|
20 |
19 |
10,0 |
17 |
38 |
36 |
39 |
||
|
48 |
46 |
36 |
||||||
|
25 |
23 |
12,5 |
22 |
38 |
36 |
28 |
||
|
30 |
29 |
20 |
4 |
5 |
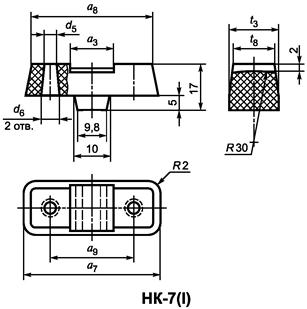
Рисунок 52
Таблица 55
В миллиметрах
|
Тангенциальный размер щетки t |
t3 |
t8 |
a3 |
a7 |
a8 |
a9 |
d5 |
d6 |
|
25 |
23 |
21 |
18 |
38 |
36 |
26 |
5 |
6 |
|
22 |
48 |
46 |
36 |
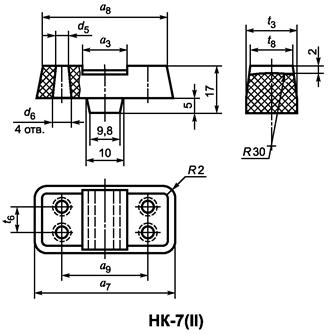
Рисунок 53
Таблица 56
В миллиметрах
|
Тангенциальный размер щетки t |
t3 |
t6 |
t8 |
a3 |
a7 |
a8 |
a9 |
d3 |
d4 |
|
|
20 |
18 |
10,0 |
16 |
18 |
38 |
36 |
26 |
6 |
5 |
|
|
25 |
23 |
12,5 |
21 |
|||||||
|
22 |
48 |
46 |
36 |
|
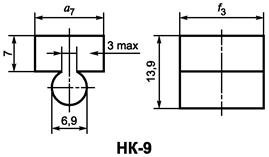
Рисунок 54
Таблица 57
В миллиметрах
|
Тангенциальный размер щетки t |
a7 |
t3 |
|
|
16 |
14 |
10 |
|
|
12 |
|||
|
20 |
|
||
|
25 |
16 |
|
|
|
32 |
18 |
|
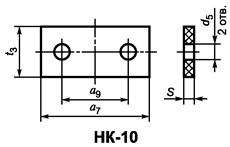
Рисунок 55
Таблица 58
В миллиметрах
|
Тангенциальный размер щетки t |
t3 |
a7 |
a9 |
d5 |
S |
|
16 |
14 |
30 |
20 |
3,8 |
3 |
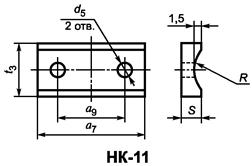
Рисунок 56
Таблица 59
В миллиметрах
|
t3 |
a7 |
a9 |
d5 |
S |
R |
|
|
16 |
14 |
30 |
20 |
3,8 |
6 |
8 |
6.2 Накладки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
6.3 Накладки типов НК-1, НК-2 и НК-5 допускается изготовлять без упорного отверстия на верхней поверхности под нажимной палец щеткодержателя.
6.4 Накладку типа НК-5 устанавливают только на неразрезных щетках.
6.5 Предельные отклонения размеров и углов должны быть:
- r5 - ±0,1 мм;
- S1 - в пределах допуска на толщину материала;
- углов - ±2°;
- для типов НК-1, НК-2, НК-3, НК-4 и НК-5
- по h14, H14,
![]()
- для типов НК-6, НК-7 и НК-9 - по чертежам, утвержденным в установленном порядке.
6.6 Накладки типов НК-1, НК-2, НК-3, НК-4 и НК-5 должны изготовляться из следующих материалов:
- латуни Л63 по ГОСТ 2208 или по ГОСТ 15527;
- меди по ГОСТ 1173;
- из стали по ГОСТ 1050 или по ГОСТ 19904.
6.7 На поверхности накладок допускаются следы от штамповки.
6.8 В технически обоснованных случаях по согласованию с потребителем допускается изменение толщины S1 и материала накладок типов НК-1, НК-2, НК-3, НК-4, НК-5.
6.9 Накладки типов НК-6, НК-7, НК-9 должны изготовляться из резиновых смесей твердых марок, указанных в технической документации, утвержденной в установленном порядке.
6.10 Накладки типа НК-10 должны изготовляться из резины ИРП-1338НТА по ТУ 38.105.1959; типа НК-11 - из стеклотекстолита электротехнического листового по ГОСТ 12652.
6.11 На поверхности накладок допускается нанесение маркировочных знаков в соответствии с ГОСТ 18620.
Пример условного обозначения накладки
Накладка типа НК-1, размеры t3 = 6,5 мм; а7 = 10 мм; d2 = 4,5 мм:
Накладка НК-1-6,5-10-4,5 ГОСТ Р 536170-2009
7 Наконечники. Конструкция, типы и размеры
7.1 Крепление наконечника к проводу производят опрессовкой с последующей пайкой или контактной точечной сваркой.
7.2 Типы наконечников указаны в таблице 60.
Таблица 60
|
Общий вид |
|
|
В |
|
|
ВГ |
|
|
В2С |
|
|
П |
|
|
ПГ |
|
|
Д |
|
|
ДГ |
|
|
Ф |
|
|
ФГ |
|





7.3 Диаметры отверстий наконечников должны выбираться по таблице 61.
Таблица 61
В миллиметрах
|
Диаметр отверстия наконечника |
|
|
3,0 |
3,4 |
|
4,0 |
4,3 |
|
5,0 |
5,2 |
|
6,0 |
6,5 |
|
8,0 |
8,5 |
|
10,0 |
10,5 |
7.4 Типы и размеры наконечников, предназначенных для крепления провода к щетке опрессовкой, должны соответствовать рисункам 57 - 65 и таблицам 62 - 66.
|
|
|
|
Рисунок 57 |
Рисунок 58 |
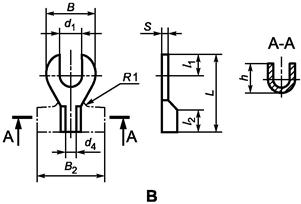
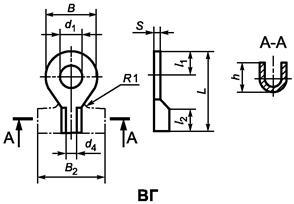
Таблица 62
В миллиметрах
|
Рисунок |
d1 |
d4 |
B |
B2 |
L |
l1 |
l2 |
S |
h |
|
|
3В1-0,5 ÷ 0,75 |
57 |
3,4 |
1,3 |
8 |
5,6 |
18 |
3,5 |
8 |
0,6 |
2,4 |
|
3В1-1,00 |
1,6 |
6,6 |
2,7 |
|||||||
|
3ВП-0,30 |
58 |
5,6 |
||||||||
|
3ВГ1-0,50 ÷ 0,75 |
6,6 |
16 |
4,0 |
6 |
2,4 |
|||||
|
3ВП-1,00 |
||||||||||
|
3ВГ2-1,00 |
2,2 |
8,9 |
18 |
3,3 |
||||||
|
3ВП-1,50 |
1,8 |
7,5 |
16 |
2,7 |
||||||
|
4ВГ1-0,16 ÷ 0,50 |
4,3 |
1,0 |
4,8 |
18 |
2,1 |
|||||
|
4ВГ2-0,16 ÷ 0,50 |
1,6 |
5,7 |
2,7 |
|||||||
|
4В1-0,75 |
57 |
1,4 |
3,5 |
2,1 |
||||||
|
4ВГ1-0,75 |
58 |
4,0 |
||||||||
|
4ВГ2-0,75 |
2,0 |
8,2 |
3,0 |
|||||||
|
4В1-1,00 |
57 |
1,6 |
10 |
6,6 |
5,5 |
2,4 |
||||
|
4ВГ1-1,00 |
58 |
8 |
4,0 |
|||||||
|
4ВГ2-1,00 |
2,2 |
8,9 |
3,3 |
|||||||
|
4В1-1,50 |
57 |
1,8 |
10 |
7,5 |
5,5 |
2,8 |
||||
|
4В4-0,75 |
2,6 |
10,4 |
4,5 |
4,2 |
||||||
|
4В2-1,50 |
0,8 |
3,9 |
||||||||
|
4ВГ2-1,50 |
58 |
5,0 |
||||||||
|
4ВГ1-2,50 |
2,4 |
12,6 |
3,6 |
|||||||
|
4ВГ2-2,50 |
3,3 |
13,1 |
5,0 |
|||||||
|
4В1-4,00 |
57 |
3,0 |
14,8 |
5,5 |
4,4 |
|||||
|
4ВГ1-4,00 |
58 |
13,3 |
4,0 |
1,0 |
||||||
|
4ВГ1-6,00 |
3,6 |
15,1 |
5,0 |
5,2 |
||||||
|
5В1-0,16 ÷ 0,50 |
57 |
5,2 |
1,0 |
12 |
4,8 |
20 |
5,5 |
0,8 |
1,5 |
|
|
5В2-0,16 ÷ 0,50 |
1,6 |
6,6 |
2,4 |
|||||||
|
5В1-0,75 |
1,4 |
5,7 |
6,0 |
2,1 |
||||||
|
5ВГ1-0,16 ÷ 0,50 |
58 |
1,0 |
4,8 |
2,6 |
||||||
|
5ВГ1-0,75 |
1,4 |
5,7 |
2,7 |
|||||||
|
5В2-0,75 |
57 |
2,0 |
8,2 |
5,5 |
3,0 |
|||||
|
5В1-1,00 |
1,6 |
6,6 |
2,4 |
|||||||
|
5ВГ1-1,00 |
58 |
6,0 |
3,2 |
|||||||
|
5В1-1,50 |
57 |
7,5 |
5,5 |
3,6 |
||||||
|
5ВГ1-1,50 |
58 |
1,8 |
6,0 |
|||||||
|
5В2-1,00 |
57 |
2,2 |
8,9 |
5,5 |
3,3 |
|||||
|
5В4-1,00 |
3,2 |
12,4 |
1,0 |
5,2 |
||||||
|
5В2-1,5 |
2,6 |
10,4 |
0,8 |
3,9 |
||||||
|
5ВГ2-1,50 |
58 |
6,0 |
||||||||
|
5В1-2,50 |
57 |
2,4 |
9,3 |
5,5 |
3,6 |
|||||
|
5В2-2,50 |
3,3 |
13,1 |
1,0 |
5,0 |
||||||
|
5ВГ2-2,50 |
58 |
6,0 |
||||||||
|
5В1-4,00 |
57 |
3,0 |
11,2 |
5,5 |
0,8 |
4,3 |
||||
|
5ВГ1-4,00 |
58 |
6,0 |
||||||||
|
5В2-4,00 |
57 |
4,0 |
15,7 |
5,5 |
5,9 |
|||||
|
5В1-6,00 |
5,2 |
3,6 |
15,7 |
20 |
5,5 |
5,2 |
||||
|
5ВГ1-6,00 |
58 |
6,0 |
1,0 |
|||||||
|
5В2-6,00 |
57 |
5,4 |
20,0 |
5,5 |
8 |
7,4 |
||||
|
5В1-10,00 |
4,8 |
18,2 |
6,9 |
|||||||
|
6В1-1,00 |
1,6 |
14 |
6,6 |
24 |
6,0 |
2,4 |
||||
|
6ВГ2-0,75 |
58 |
2,0 |
8,2 |
25 |
7,0 |
3,0 |
||||
|
6ВГ2-1,00 |
2,2 |
8,9 |
0,8 |
3,3 |
||||||
|
6В1-1,50 |
57 |
1,8 |
7,5 |
24 |
6,0 |
1,0 |
2,8 |
|||
|
6ВГ1-1,50 |
58 |
25 |
7,0 |
0,8 |
||||||
|
6В2-1,00 |
57 |
2,2 |
8,9 |
24 |
6,0 |
1,0 |
4,1 |
|||
|
6В1-2,50 |
2,4 |
9,3 |
0,8 |
3,6 |
||||||
|
6В2-1,50 |
6,5 |
2,6 |
10,4 |
3,9 |
||||||
|
6В4-1,00 |
3,2 |
12,4 |
5,6 |
|||||||
|
6В1-4,00 |
3,0 |
11,2 |
4,3 |
|||||||
|
6В2-2,50 |
3,3 |
13,1 |
1,0 |
5,0 |
||||||
|
6В1-6,00 |
3,6 |
13,6 |
5,2 |
|||||||
|
6В4-1,50 |
14,2 |
5,4 |
||||||||
|
6В2-4,00 |
4,0 |
15,7 |
5,9 |
|||||||
|
6В4-2,50 |
57 |
6,5 |
4,4 |
14 |
17,5 |
24 |
6,0 |
8 |
1,0 |
6,7 |
|
6В2-6,00 |
5,4 |
20,0 |
7,7 |
|||||||
|
6В1-10,00 |
4,8 |
18,2 |
6,9 |
|||||||
|
6В2-10,00 |
7,2 |
27,8 |
13,8 |
|||||||
|
6ВГ1-2,50 |
58 |
2,4 |
9,3 |
25 |
7,0 |
0,8 |
3,9 |
|||
|
6ВГ2-1,50 |
2,6 |
10,4 |
||||||||
|
6ВГ1-4,00 |
3,0 |
11,2 |
4,3 |
|||||||
|
6ВГ2-2,50 |
3,3 |
13,1 |
1,0 |
5,0 |
||||||
|
6ВГ1-6,00 |
3,6 |
13,6 |
5,2 |
|||||||
|
6ВГ1-10,00 |
4,8 |
18,2 |
6,9 |
|||||||
|
8В1-6,00 |
57 |
8,5 |
3,6 |
18 |
13,6 |
28 |
8,0 |
5,2 |
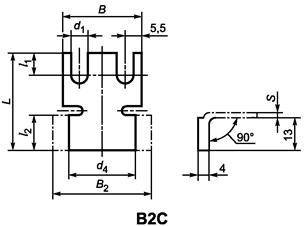
Рисунок 59
Таблица 63
В миллиметрах
|
Условное обозначение наконечника |
d1 |
d4 |
B |
B2 |
L |
l1 |
l2 |
S |
|
5В2С2-4,0 |
5,5 |
14 |
25 |
30,0 |
30,0 |
7,5 |
10 |
1,0 |
|
5В2С2-6,0 |
18 |
36,4 |
28,4 |
7,0 |
||||
|
6В2С4-2,5 |
6,0 |
12 |
28,0 |
27,0 |
7,0 |
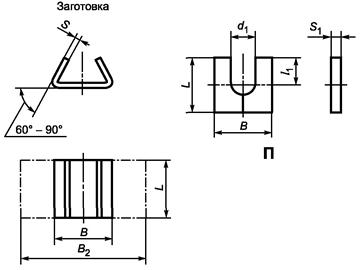
Рисунок 60
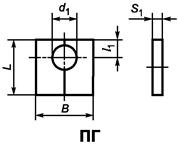
Рисунок 61
Таблица 64
В миллиметрах
|
Условное обозначение наконечника |
Рисунок |
d1 |
В |
L |
l1 |
S |
S1 |
S2 |
|
4ПГ2-1,5 |
61 |
4,3 |
11 |
12 |
4 |
0,8 |
2,0 |
23 |
|
4ПГ2-2,5 |
2,5 |
21,5 |
||||||
|
4ПГ2-4,0 |
3,0 |
23,5 |
||||||
|
5П2-2,5 |
60 |
5,2 |
13 |
13 |
5 |
2,5 |
27,5 |
|
|
5ПГ2-2,5 |
61 |
3,5 |
||||||
|
5П2-4,0 |
60 |
3,0 |
||||||
|
5ПГ2-4,0 |
61 |
|||||||
|
5ПГ2-6,0 |
4,0 |
|||||||
|
5ПГ2-10,0 |
5,0 |
|||||||
|
6ПГ4-1,5 |
6,5 |
|||||||
|
6П2-2,5 |
60 |
17 |
22 |
8 |
1,0 |
2,5 |
35,5 |
|
|
6ПГ2-2,5 |
61 |
13 |
18 |
0,8 |
3,5 |
27,5 |
||
|
13 |
5 |
|||||||
|
6П4-2,5 |
60 |
17 |
22 |
8 |
1,0 |
|||
|
6ПГ4-2,5 |
61 |
35,5 |
||||||
|
6П2-4,0 |
60 |
36,5 |
||||||
|
13 |
18 |
0,8 |
3,0 |
27,5 |
||||
|
6ПГ2-4,0 |
61 |
13 |
5 |
|||||
|
6П4-4,0 |
60 |
17 |
22 |
8 |
1,0 |
4,0 |
35,5 |
|
|
6П2-6,0 |
3,0 |
36,0 |
||||||
|
6ПГ2-6,0 |
61 |
13 |
18 |
0,8 |
4,0 |
27,5 |
||
|
13 |
5 |
|||||||
|
6П4-6,0 |
60 |
17 |
22 |
8 |
1,0 |
5,0 |
36,5 |
|
|
6П2-10,0 |
||||||||
|
6ПГ2-10,0 |
61 |
6,5 |
13 |
18 |
8 |
0,8 |
5,0 |
27,5 |
|
13 |
5 |
|||||||
|
6П4-10,0 |
60 |
17 |
22 |
8 |
1,0 |
42,0 |
||
|
8ПГ4-1,5 |
61 |
8,5 |
18 |
3,0 |
38,0 |
|||
|
8П2-2,5 |
60 |
2,5 |
||||||
|
8П4-2,5 |
3,0 |
|||||||
|
8ПГ4-2,5 |
61 |
3,5 |
||||||
|
8П2-4,0 |
60 |
3,0 |
||||||
|
8ПГ2-4,0 |
61 |
|||||||
|
8П4-4,0 |
60 |
4,0 |
||||||
|
8ПГ4-4,0 |
61 |
3,5 |
||||||
|
8П2-6,0 |
60 |
3,0 |
||||||
|
8ПГ2-6,0 |
61 |
|||||||
|
8П4-6,0 |
60 |
5,0 |
||||||
|
8ПГ4-6,0 |
61 |
|||||||
|
8П2-10,0 |
60 |
4,0 |
44,0 |
|||||
|
8ПГ2-10,0 |
61 |
5,0 |
||||||
|
8П4-10,0 |
60 |
|||||||
|
8ПГ4-10,0 |
61 |
|||||||
|
10ПГ2-2,5 |
10,5 |
25 |
11 |
2,5 |
37,5 |
|||
|
10ПГ2-4,0 |
3,0 |
|||||||
|
10ПГ4-4,0 |
4,0 |
38,0 |
||||||
|
10ПГ2-6,0 |
3,0 |
|||||||
|
10ПГ2-10,0 |
5,0 |
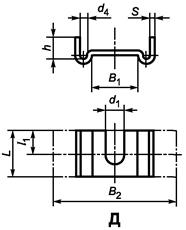
Рисунок 62
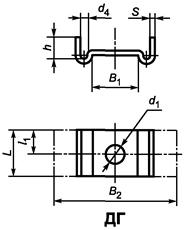
Рисунок 63
Таблица 65
В миллиметрах
|
Условное обозначение наконечника |
Рисунок |
d1 |
d4 |
B1 |
B2 |
L |
l1 |
S |
h |
|
5Д2-0,75 |
62 |
5,2 |
1,2 |
14 |
24,4 |
12 |
6 |
0,8 |
2,6 |
|
5Д2-1,00 |
1,6 |
27,2 |
3,5 |
||||||
|
5Д4-0,75 |
1,8 |
29,2 |
3,8 |
||||||
|
5Д2-1,50 |
|||||||||
|
5Д4-1,00 |
2,2 |
32,0 |
4,5 |
||||||
|
5Д4-1,50 |
2,6 |
35,2 |
5,2 |
||||||
|
5Д2-2,50 |
2,4 |
33,6 |
4,9 |
||||||
|
5Д4-2,50 |
3,3 |
40,6 |
6,5 |
||||||
|
5Д2-4,00 |
3,0 |
39,2 |
6,0 |
||||||
|
5Д4-4,00 |
4,0 |
45,6 |
7,6 |
||||||
|
5Д2-6,00 |
3,6 |
43,1 |
7,1 |
||||||
|
5Д2-10,00 |
4,8 |
51,2 |
9,2 |
||||||
|
5ДГ4-0,75 |
63 |
1,8 |
18 |
28,4 |
3,8 |
||||
|
5ДГ4-1,00 |
2,2 |
32,0 |
4,5 |
||||||
|
5ДГ4-1,50 |
2,2 |
35,2 |
5,2 |
||||||
|
5ДГ2-2,50 |
2,4 |
33,6 |
5,0 |
||||||
|
5ДГ4-2,50 |
3,3 |
40,6 |
6,5 |
||||||
|
5ДГ2-4,00 |
3,0 |
38,2 |
6,0 |
||||||
|
5ДГ2-6,00 |
3,6 |
43,1 |
7,2 |
||||||
|
5ДГ2-10,00 |
4,6 |
48,8 |
9,0 |
||||||
|
6Д2-1,00 |
62 |
6,5 |
1,6 |
31,2 |
16 |
8 |
1,0 |
3,6 |
|
|
6Д4-1,00 |
2,2 |
26,4 |
4,4 |
||||||
|
6Д2-1,50 |
1,6 |
25,6 |
3,8 |
||||||
|
6Д4-1,50 |
2,6 |
39,2 |
5,2 |
||||||
|
6Д2-2,50 |
2,4 |
37,6 |
4,9 |
||||||
|
6Д4-2,50 |
3,3 |
44,6 |
6,5 |
||||||
|
6Д2-4,00 |
3,0 |
43,2 |
6,0 |
||||||
|
6Д4-4,00 |
4,0 |
49,6 |
7,6 |
||||||
|
6Д2-6,00 |
3,6 |
13 |
47,0 |
7,1 |
|||||
|
6Д2-10,00 |
4,8 |
14 |
55,2 |
9,2 |
|||||
|
6ДГ4-1,00 |
63 |
2,2 |
36,0 |
4,2 |
|||||
|
6ДГ4-1,50 |
2,6 |
39,2 |
5,2 |
||||||
|
6ДГ2-2,50 |
2,4 |
18 |
37,6 |
4,9 |
|||||
|
6ДГ4-2,50 |
3,3 |
44,6 |
6,5 |
||||||
|
6ДГ2-4,00 |
3,0 |
43,2 |
5,6 |
||||||
|
6ДГ4-4,00 |
4,0 |
49,6 |
7,6 |
||||||
|
6ДГ2-6,00 |
3,6 |
47,0 |
7,1 |
||||||
|
6ДГ2-10,00 |
4,8 |
55,2 |
9,2 |
||||||
|
8Д4-1,00 |
62 |
8,5 |
2,2 |
21 |
39,0 |
16 |
8 |
1,0 |
4,4 |
|
8Д4-1,50 |
2,6 |
42,2 |
5,2 |
||||||
|
8Д4-2,50 |
3,3 |
47,6 |
7,5 |
||||||
|
8Д2-4,00 |
3,0 |
46,2 |
6,0 |
||||||
|
8Д4-4,00 |
4,0 |
52,6 |
7,6 |
||||||
|
8Д2-6,00 |
3,6 |
49,8 |
7,1 |
||||||
|
8Д2-10,00 |
4,6 |
57,0 |
9,2 |
||||||
|
8ДГ4-1,00 |
63 |
5,4 |
39,0 |
5,4 |
|||||
|
8ДГ4-1,50 |
6,2 |
42,2 |
6,2 |
||||||
|
8ДГ4-2,50 |
7,5 |
47,6 |
7,5 |
||||||
|
8ДГ2-4,00 |
7,0 |
46,2 |
7,0 |
||||||
|
8ДГ4-4,00 |
8,6 |
52,6 |
8,6 |
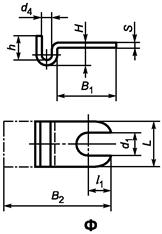
Рисунок 64
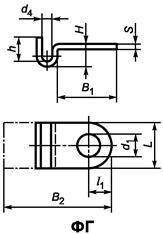
Рисунок 65
Таблица 66
В миллиметрах
|
Рисунок |
d1 |
d4 |
L |
B1 |
B2 |
l1 |
S |
Н |
h |
|
|
3Ф1-0,16 ÷ 0,50 |
64 |
3,4 |
1,0 |
8 |
9 |
14,3 |
3,5 |
0,6 |
1,6 |
2,8 |
|
3Ф1-0,75 |
15,2 |
1,8 |
3,0 |
|||||||
|
3Ф1-1,00 |
16,6 |
2,2 |
4,0 |
|||||||
|
3Ф1-1,50 |
17,6 |
2,4 |
4,2 |
|||||||
|
3ФГ1-0,16 ÷ 0,50 |
65 |
3,4 |
1,0 |
8 |
9 |
14,3 |
4,0 |
0,6 |
1,6 |
1,7 |
|
3ФГ1-0,75 |
1,4 |
15,2 |
1,8 |
2,1 |
||||||
|
3ФГ1-1,00 |
1,6 |
16,6 |
2,2 |
3,4 |
||||||
|
3ФГ2-1,00 |
2,2 |
19,0 |
2,8 |
4,2 |
||||||
|
3ФГ1-1,50 |
1,8 |
17,6 |
2,4 |
3,6 |
||||||
|
3ФГ2-0,50 |
1,6 |
16,6 |
2,2 |
3,4 |
||||||
|
3ФГ2-1,50 |
2,6 |
19,6 |
3,2 |
5,4 |
||||||
|
4Ф1-1,00 |
64 |
4,3 |
1,6 |
12 |
19,2 |
3,5 |
2,2 |
3,4 |
||
|
4Ф2-1,00 |
2,2 |
21,1 |
4,5 |
0,8 |
2,8 |
4,2 |
||||
|
4Ф2-1,50 |
2,6 |
22,6 |
3,4 |
5,4 |
||||||
|
4Ф1-2,50 |
2,4 |
21,8 |
3,2 |
5,0 |
||||||
|
4Ф1-4,00 |
2,8 |
24,6 |
3,6 |
6,0 |
||||||
|
4ФГ1-0,16 ÷ 0,50 |
65 |
1,0 |
16,3 |
4,0 |
0,6 |
1,6 |
1,7 |
|||
|
4ФГ1-0,75 |
1,4 |
17,2 |
1,8 |
2,1 |
||||||
|
4ФГ1-1,00 |
1,6 |
18,6 |
2,2 |
3,4 |
||||||
|
4ФГ2-0,75 |
2,2 |
10 |
21,1 |
5,0 |
0,8 |
2,6 |
4,2 |
|||
|
4ФГ1-1,50 |
1,8 |
19,6 |
3,6 |
|||||||
|
4ФГ2-1,00 |
2,2 |
21,1 |
3,0 |
4,2 |
||||||
|
4ФГ2-1,50 |
2,6 |
22,6 |
3,4 |
5,4 |
||||||
|
4ФГ1-2,50 |
2,4 |
21,8 |
3,2 |
5,0 |
||||||
|
4ФГ1-4,00 |
3,0 |
24,6 |
3,6 |
6,0 |
||||||
|
5Ф1-1,00 |
64 |
5,2 |
1,6 |
13 |
19,6 |
0,6 |
4,0 |
2,2 |
||
|
5Ф2-1,00 |
2,2 |
22,0 |
0,8 |
4,8 |
2,8 |
|||||
|
5Ф1-1,50 |
1,8 |
20,6 |
4,6 |
2,6 |
||||||
|
5Ф2-1,50 |
2,6 |
23,6 |
6,2 |
3,4 |
||||||
|
5Ф1-2,50 |
2,4 |
22,8 |
5,8 |
3,2 |
||||||
|
5Ф1-6,00 |
3,6 |
27,5 |
8,0 |
4,4 |
||||||
|
5Ф1-4,00 |
3,0 |
25,6 |
6,0 |
3,6 |
||||||
|
5ФГ2-0,50 |
65 |
1,6 |
18,8 |
0,6 |
1,8 |
2,4 |
||||
|
5ФГ1-0,75 |
1,4 |
18,2 |
2,1 |
|||||||
|
5ФГ1-1,00 |
1,6 |
19,6 |
2,2 |
3,4 |
||||||
|
5ФГ2-0,75 |
1,8 |
20,6 |
0,8 |
2,6 |
3,8 |
|||||
|
5ФГ1-1,50 |
3,6 |
|||||||||
|
5ФГ2-1,00 |
2,2 |
22,0 |
3,0 |
4,2 |
||||||
|
5ФГ2-1,50 |
2,6 |
23,6 |
3,4 |
5,4 |
||||||
|
5ФГ1-2,50 |
2,4 |
22,8 |
3,2 |
5,0 |
||||||
|
5ФГ1-0,50 |
1,0 |
16,3 |
0,6 |
1,6 |
1,7 |
7.5 Типы и размеры наконечников, предназначенных для крепления провода к щетке контактной точечной сваркой, должны соответствовать указанным на рисунках 66 - 68 и в таблицах 67, 68.
|
|
|
|
Рисунок 66 |
Рисунок 67 |
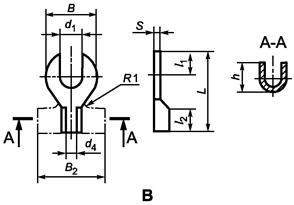
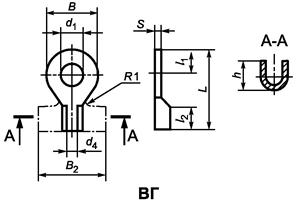
Таблица 67
В миллиметрах
|
Рисунок |
d1 |
d4 |
В |
B2 |
L |
l1 |
l2 |
S |
h |
|
|
5В1-1,0 |
66 |
5,2 |
1,9 |
12 |
4,3 |
20 |
5,5 |
6 |
0,8 |
1,0 |
|
5В1-1,5 |
2,1 |
4,5 |
||||||||
|
5ВГ1-1,0 |
67 |
1,9 |
4,3 |
|||||||
|
5ВГ1-1,5 |
2,1 |
4,5 |
||||||||
|
6ВГ1-10,0 |
6,5 |
6,0 |
14 |
12,4 |
25 |
7,0 |
8 |
1,0 |
2,8 |

Рисунок 68
Таблица 68
В миллиметрах
|
Рисунок |
d1 |
d4 |
L |
l1 |
B1 |
B2 |
S |
h |
|
|
3ФГ1-0,75 |
68 |
3,4 |
1,4 |
8 |
4 |
9 |
12,4 |
0,6 |
1,6 |
7.6 Предельные отклонения размеров наконечников указаны в таблице 69.
Таблица 69
В миллиметрах
|
Размер наконечника |
Предельное отклонение |
|
|
В; ВГ |
В |
h14 |
|
Д; ДГ; П; ПГ В; ВГ; Ф; ФГ |
L |
±1,0 |
|
+0,8 |
||
|
П; ПГ |
S1 |
±0,5 |
|
В; ВГ; П; ПГ; Д; ДГ; Ф; ФГ |
d1, d4 |
+0,3 |
|
Остальные |
|
7.7 Допуск симметричности осей отверстия относительно наружного размера - не более 0,3 мм, для наконечников типов П и ПГ - не более 0,5 мм.
7.8 Шероховатость поверхности наконечника должна быть Rz ≤ 80 мкм по ГОСТ 2789.
7.9 Наконечники не должны иметь вмятин, трещин, задиров, царапин, заусенцев, острых кромок, следов коррозии.
7.10 Допускается по контуру наконечников и по наружной поверхности отверстия или паза местный подъем металла не более 0,2 мм.
7.11 Для наконечников типов П и ПГ после опрессовки допускается наличие канавки (поперечного углубления) шириной не более 2 мм.
7.12 Наконечники должны иметь покрытие припоем ЧПОС40 по ГОСТ 21930 или ПОС40 по ГОСТ 21931.
7.13 На месте контактной точечной сварки допускаются потемнение оловянного покрытия наконечника, следы легкого пригара или окисления на проводе (потемнение или светлые пятна) без нарушения гибкости провода.
7.13.1 При креплении наконечника к проводу количество обрывов и подсечек, неприваренных проволок провода не должно превышать 10 шт.
7.13.2 Допускается наличие площадки, свободной от провода, размером до 2 мм в верхней части наконечника или выступание провода за пределы наконечника до 1 мм.
7.14 Наконечники должны быть изготовлены из следующих материалов:
- из стали по ГОСТ 1050, ГОСТ 19904, ГОСТ 5632;
- из латуни по ГОСТ 2208;
- из меди по ГОСТ 1173.
7.15 Толщина материала наконечника S является рекомендуемой и может по согласованию между изготовителем и потребителем изменяться.
7.16 Размеры В2 и h (в таблицах 62 - 69) являются рекомендуемыми и зависят от используемого материала.
Пример условного обозначения наконечника
Вилочный закрытый наконечник для контактного стержня диаметром 6 мм для двух проводов сечением 4 мм2:
Наконечник 6ВГ2-4,0 ГОСТ Р 53617-2009
Ключевые слова: щетки электрических машин, накладки, наконечники, конструкция, типы, размеры, предельные отклонения