МИНИСТЕРСТВО ТРУДА И СОЦИАЛЬНОГО РАЗВИТИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
МЕЖОТРАСЛЕВЫЕ
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА РАБОТЫ, ВЫПОЛНЯЕМЫЕ
НА ФРЕЗЕРНЫХ СТАНКАХ
(Среднесерийное производство)
Москва 2004
Межотраслевые укрупненные нормативы времени на работы, выполняемые на фрезерных станках (Среднесерийное производство), утверждены постановлением Министерства труда и социального развития Российской Федерации от 12 февраля 2004 г. № 13.
Нормативы времени разработаны Управлением нормативов по труду ФГУП «НИИ труда и социального страхования» Министерства труда и социального развития Российской Федерации с учетом мнения Федерации Независимых Профсоюзов России и Российского Союза промышленников и предпринимателей.
Межотраслевые нормативы времени содержат карты основного времени, подготовительно-заключительного времени на партию деталей, на обслуживание рабочего места, отдых и личные потребности, вспомогательного времени на установку и снятие детали, поправочные коэффициенты на основное время в зависимости от групп обрабатываемых материалов и их твердости, марки режущего инструмента и др., а также поправочные коэффициенты на вспомогательное время в зависимости от характера серийности работ. Нормативами охвачены все виды работ, выполняемых на горизонтально-вертикально-фрезерных и продольно-фрезерных станках, при фрезеровании плоскостей, уступов, пазов, отрезке торцовыми, концевыми, дисковыми и фасонными фрезами. Нормативами предусмотрена обработка серого чугуна, стали конструкционной углеродистой, легированной, медных и алюминиевых сплавов.
В нормативы времени включены приложения, содержащие: рекомендации по выбору марок инструментального материала в зависимости от вида, характера, условий обработки и обрабатываемого материала; приемы, включенные в комплексы вспомогательного времени, связанного с обработкой поверхности; величины врезания и перебега инструмента; механические свойства основных обрабатываемых материалов; рекомендации по назначению предельных и минимальных глубин резания торцовыми фрезами. Нормативы разработаны с учетом действующих ГОСТов.
«Межотраслевые укрупненные нормативы времени» рекомендуются для расчета норм времени на фрезерные работы, выполняемые в условиях среднесерийного типа производства в механических цехах (участках) машиностроительных и металлообрабатывающих организаций, независимо от их организационно-правовых форм, форм собственности и ведомственной принадлежности.
Межотраслевые укрупненные нормативы времени на работы, выполняемые на фрезерных станках (Среднесерийное производство) разработаны коллективом авторов в составе: к.э.н. Н.А. Софинского, Л.А. Филипповой, к.э.н. B.C. Суворова, И.В. Ильина, З.Д. Соколовой.
1. ОБЩАЯ ЧАСТЬ
1.1. Межотраслевые укрупненные нормативы времени на работы, выполняемые на фрезерных станках (Среднесерийное производство) (далее - Нормативы времени), разработаны на фрезерование плоскостей, уступов, пазов, шлицев, канавок, выпуклых поверхностей полукруглого профиля в деталях из серого чугуна, стали конструкционной углеродистой, легированной, медных и алюминиевых сплавов различных марок и твердости фрезами торцовыми, концевыми, дисковыми, отрезными, фасонными из быстрорежущей стали и с пластинами из твердого сплава (ВК8, ВК6, Р6М5, Т5К10, Т15К6 и др.).
Нормативы времени рекомендованы для расчета норм времени на фрезерные работы, выполняемые в условиях среднесерийного производства в машиностроительных и металлообрабатывающих организациях независимо от организационно-правовых форм, форм собственности и ведомственной принадлежности.
1.2. Нормативы времени содержат нормативные карты основного времени на обработку единицы расчетной длины поверхности для каждого вида выполняемых работ, вспомогательного времени, связанного с переходом, на установку и снятие детали, подготовительно-заключительного времени на партию деталей, на обслуживание рабочего места, отдых и личные потребности, а также поправочные коэффициенты на основное время в зависимости от групп обрабатываемых материалов и их твердости, марки режущего инструмента, а также на вспомогательное время в зависимости от характера серийности работ.
1.3. В Нормативы времени включены приложения, содержащие справочный материал:
выбор марок инструментального материала в зависимости от вида, характера, условий обработки и обрабатываемого материала;
приемы, включенные в комплекс вспомогательного времени, связанного с обработкой поверхности,
величины врезания и перебега инструмента;
механические свойства основных конструкционных углеродистых и легированных сталей, чугуна и медных сплавов.
1.4. При разработке нормативов в качестве исходных данных были использованы следующие материалы:
Общемашиностроительные нормативы режимов резания. Том 1. М. Машиностроение, 1991 г.;
данные фотохронометражных наблюдений; паспортные данные фрезерных станков;
результаты анализа трудового процесса, рациональных методов труда и организации рабочих мест;
действующие ГОСТы;
Федеральный закон от 17 июля 1999 г. № 181-ФЗ «Об основах охраны труда в Российской Федерации» (Собрание законодательства Российской Федерации, 1999 г. № 29, ст. 3702);
Рекомендации по организации работы службы охраны труда в организации, утвержденные постановлением Минтруда России от 8 февраля 2000 г. № 14.
1.5. Тип производства в соответствии с ГОСТом 14004-83 характеризуется коэффициентом закрепления операции (Кз.о.), определяемым как отношение всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест. При среднесерийном производстве 10 < Кз.о. £ 20.
Среднесерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями и сравнительно большим объемом выпуска.
Обработка деталей производится преимущественно на универсальном оборудовании с применением универсальных нормализованных и специальных приспособлений и инструментов.
Детали, сходные по конструктивным и технологическим признакам, закреплены за группой станков, имеющих одинаковые эксплуатационные характеристики. Продолжительность цикла работы станка между двумя переналадками при обработке партии деталей средних размеров составляет по времени 0,25 - 4 рабочие смены. За рабочим местом закреплено 11 - 20 операций.
Обработка на станках выполняется на основании подробно разработанных технологических карт с указанием режимов работы оборудования, времени выполнения каждого перехода и нормы штучного времени.
Наряды на работу, технологическая документация, заготовки, предусмотрены технологией, инструменты и приспособления доставляются к рабочему месту рабочими, обслуживающими производство.
Инструмент затачивается в централизованном порядке.
Станки, обрабатывающие тяжелые детали, оборудованы подъемно-транспортными средствами.
Рабочее место обеспечено необходимым комплектом приспособлений, способствующих сокращению вспомогательного времени.
Нормативы времени рассчитаны на одноинструментальную обработку в условиях одностаночного обслуживания. При расчете норм времени в условиях многостаночного обслуживания необходимо руководствоваться
Общемашиностроительными нормативами времени для нормирования многостаночных работ на металлорежущих станках. М., «Экономика», 1989 г.
1.6. Норма времени на выполнение станочной операции (Нвр) состоит из нормы подготовительно-заключительного времени (tп.з.) и нормы штучного времени (Тш) и определяется по формуле:
![]() (1.1)
(1.1)
Норма штучного времени (Тш) определяется по формуле:
 (2.1)
(2.1)
где:
Нвр - норма времени, мин;
Тш - норма штучного времени, мин;
Тпз - норматив подготовительно-заключительного времени, мин;
Тву - норматив вспомогательного времени на установку и снятие детали, мин;
tв.п1, tв.п2, tв.пn - норматив вспомогательного времени, связанного с переходом, мин;
to100(10)1, to100(10)2, to100(10)n - основное время на обработку 100 мм (10 мм) длины обрабатываемой поверхности, мин;
L1, L2, Ln - расчетная длина обрабатываемой поверхности, мм;
i - число рабочих ходов;
Ktв - коэффициент к норме вспомогательного времени в зависимости от характера серийности работ в среднесерийном производстве;
q - число деталей в партии;
аобс - время на обслуживание рабочего места в процентах от оперативного времени;
аотл - время на отдых и личные потребности в процентах от оперативного времени.
Необходимым условием, определяющим возможность расчета технически обоснованных норм времени по данным нормативам является наличие предварительно разработанного пооперационного технологического процесса по переходам с указанием в нем обрабатываемых поверхностей, их размеров и характера обработки.
Нормативы подготовительно-заключительного времени предусматривают выполнение следующих работ:
получение наряда и технической документации;
ознакомление с работой, чертежом и получение инструктажа;
получение недостающих на рабочем месте инструментов и приспособлений;
подготовка рабочего места, наладка и переналадка оборудования, инструментов и приспособлений;
снятие инструментов и приспособлений по окончании обработки партии деталей и другие подготовительно-заключительные работы, связанные с изготовлением данной партии деталей.
Нормативы подготовительно-заключительного времени приведены в виде укрупненных комплексов приемов работы.
Кроме того, в картах приведены нормативы времени на выполнение отдельных приемов подготовительно-заключительной работы, не включенных в комплексы, но которые могут иметь место в отдельных случаях.
В качестве основных факторов, определяющих продолжительность подготовительно-заключительного времени, в нормативах учтены:
тип и основные размерные характеристики станков;
вид обработки и наладки;
число устанавливаемых фрез.
В случаях, когда на отдельных предприятиях доставка инструмента, приспособлений в начале и сдача их после окончания обработки партии деталей производится самим исполнителем, на выполнение такой работы в нормативах предусматривается дополнительное время.
В случае, когда на станке систематически выполняются однотипные операции по обработке конструктивно-сходных деталей, подготовительно-заключительное время должно быть уменьшено по сравнению с нормативным на 30 - 50 процентов.
В нормативах вспомогательного времени на установку и снятие детали предусмотрены все типовые способы установки, выверки и крепления детали. В качестве факторов продолжительности времени установки принимаются масса детали и способ ее крепления, тип приспособления, характер выверки установочной поверхности и др.
Время на установку дано укрупненно - на комплексы приемов. При работе с заготовками в комплексы включены приемы: установить деталь, выверить и закрепить ее; включить и выключить станок; открепить деталь; снять ее, очистить приспособление от стружки.
Кроме перечисленных основных приемов, в состав комплексов включены также приемы:
при работе с краном - вызвать кран, застропить деталь и отстропить деталь;
Нормативами предусматривается установка и снятие детали массой до 20 кг вручную и свыше 20 кг с помощью подъемных механизмов.
Для работ, выполняемых с помощью подъемных механизмов, в нормативах предусматривается применение двух видов подъемных устройств:
подъемника при станке (или группе станков), обслуживаемого самим исполнителем работы;
мостового крана.
В последнем случае нормативами учтено время на вызов крана 1,5 мин.
Основное время рассчитывалось на основе режимов резания по общемашиностроительным нормативам режимов резания с учетом технологических факторов, влияющих на режим и время обработки, размеры обработки.
Принятые при расчете основного времени режимы резания приведены в картах нормативов.
Режимы резания установлены применительно к условиям обработки универсальными режущими инструментами из наиболее часто применяемых марок инструментальных материалов на распространенном в среднесерийном производстве оборудовании. При этом учитывалась мощность оборудования, прочность режущего инструмента, прочность и жесткость системы «станок - приспособление - инструмент - деталь» и другие факторы.
Время на обработку единицы длины поверхности включает в себя основное время на обработку 100 мм расчетной длины обрабатываемой поверхности на один рабочий ход применительно к различным значениям глубины резания.
Режущий инструмент, рациональная глубина резания, величина подачи и частота вращения шпинделя приняты с учетом припуска на обработку в соответствии с Общемашиностроительными нормативами режимов резания. М., Машиностроение, 1991 г. Том 1.
Вспомогательное время, связанное с переходом, приведено на один рабочий ход. Вспомогательное время на приемы, связанные с обработкой поверхности, не включенные в комплексы, приведено отдельно.
Вспомогательное время при расчете нормы штучного времени принимается с коэффициентом в зависимости от характера серийности работ в среднесерийном производстве (Кtв). Поправочные коэффициенты приведены в карте 1.
При внедрении на предприятии более прогрессивной, чем предусмотрено в настоящем сборнике, организации труда, технологии выполнения работ, более эффективного оборудования, механизмов, оснастки и т.п., следует разрабатывать и вводить в установленном порядке местные нормативы времени, соответствующие более высокой производительности труда.
1.7. ПРИМЕРЫ РАСЧЕТА НОРМЫ ВРЕМЕНИ
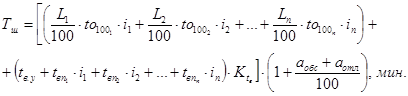
1.7.1. Пример расчета нормы времени на вертикально-фрезерном станке.
Рис. 1.1. Исходные данные
1 - Станок - вертикально-фрезерный, модель 6Т83-1, Nд = 10 кВт, 2 - Деталь - плита, 3 - Обрабатываемый материал - чугун серый СЧ 15-32, 180 - 220 НВ, 4 - Операция - фрезерование двух плоскостей 450´140, Rz 20; 450´100, Rz 80, 5 - Масса детали - 45 кг, 6 - Режущий инструмент - фреза торцовая в 200 с пластинками ВК8, 7 - Способ установки детали - на стопе с креплением болтами и планками, 8 - Число деталей в партии - 20 шт.
1.7.1.1. ОПРЕДЕЛЕНИЕ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ
Определение подготовительно-заключительного времени производится по карте 3 поз. 2г в зависимости от длины стола и числа фрез в наладке tп.з. = 19 мин.
1.7.1.2. ОПРЕДЕЛЕНИЕ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ
Вспомогательное время на установку и снятие детали определяется по карте 4.
При установке детали массой 45 кг на столе с креплением 4-мя болтами и планками с простой выверкой по контуру неразмеченной поверхности.
tв.y. = 4,5 мин - поз. 61б.
Переустановить деталь tв.y. = 4,5 мин - поз. 61б.
Вспомогательное время, связанное с переходом, определяется по карте 5.
Обработка поверхности 1, Rz 80 производится за 1 рабочий ход фрезой, установленной на размер.
tв.y. = 0,21 мин - поз. 2г.
Обработка поверхности 2, Rz 20 производится за 2 рабочих хода.
При черновом рабочем ходе Rz 80
tв.п. = 0,212 мин - поз. 2г.
При чистовом рабочем ходе Rz 20 со взятием одной пробной стружки
tв.п3 = 0,80 мин - поз. 6г.
Итого вспомогательное время на операцию составит:
tв.у + tв.у + tв.п1 + tв.п2 + tв.п3 = 4,5 + 4,5 + 0,21 + 0,21 + 0,80 = = 10,22 мин.
По карте 1 определяется поправочный коэффициент на вспомогательное время в зависимости от суммарной продолжительности обработки партии деталей по трудоемкости.
Поправочный коэффициент на вспомогательное время Кtв = 1,0
tв = 10,22´1,0 = 10,22 мин.
1.7.1.3. ОПРЕДЕЛЕНИЕ ОСНОВНОГО ВРЕМЕНИ
Для поверхности 1. Rz 80; l = 450 мм; В = 100 мм по карте 8 поз. 30а при обработке фрезой D = 200 мм, ширине фрезерования В = 100 мм и глубине резания t = 6 мм с шероховатостью поверхности Rz 80, to100 1 = 0,52 мин.
Основное время на обработку поверхности определяется по формуле:
![]()
Для поверхности 2. Rz 20; l = 450 мм; В = 140 мм.
Черновой рабочий ход (по карте 8 поз. 29а) при обработке фрезой D = 200 мм, ширине фрезерования В = 140 мм, глубине резания t = 5 мм, с шероховатостью поверхности Rz 80, to100 2 = 0,33 мин.
Чистовой рабочий ход (по карте 9 поз. а) при обработке фрезой D = 200 мм, ширине фрезерования В = 140 мм и глубине резания t = 2 мм с шероховатостью поверхности Rz 20, to100 3 = 0,33 мин.
![]()
![]()
to1 ... 3 = 3,38 + 2,15 + 2,15 = 7,68 мин.
При разработке партии деталей в количестве 20 штук и трудоемкости обработки одной детали 18 мин., число смен будет < 2.
1.7.1.4. ОПРЕДЕЛЕНИЕ ВРЕМЕНИ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЛИЧНЫЕ ПОТРЕБНОСТИ
Время на обслуживание рабочего места определяется по карте 3 и составляет 4 % оперативного времени. Время на отдых и личные потребности определяется по карте 2 и составляет 4 % оперативного времени.
1.7.1.5. ОПРЕДЕЛЕНИЕ НОРМЫ ШТУЧНОГО ВРЕМЕНИ
Норма штучного времени определяется по формуле:
![]()
![]()
1.7.1.6. ОПРЕДЕЛЕНИЕ НОРМЫ ВРЕМЕНИ
![]()
1.7.1. Карта примера расчета нормы времени
|
Длина обработки l + l1, мм |
Глубина резания t, мм |
to100, мин |
to на поверхность, мин. |
tвсп., мин. |
Номер карты |
|
|
Установить и снять деталь |
- |
- |
- |
- |
4,5 |
4 |
|
Фрезеровать плоскость поверхности 1, Rz 80 в размер 14 |
450 + 200 |
6 |
0,52 |
3,38 |
0,21 |
8,5 |
|
Переустановить деталь |
- |
- |
- |
- |
4,5 |
4 |
|
Фрезеровать плоскость поверхности 2 в размер 30 |
450 + 200 |
5 |
0,33 |
2,15 |
0,21 |
8,5 |
|
Фрезеровать плоскость поверхности 2 в размер 28 |
450 + 200 |
2 |
0,33 |
2,15 |
0,90 |
9,5 |
|
Итого: |
|
|
|
7,68 |
10,32 |
|
Тш = 18,0´1,08 = 19,45 мин.
![]()
1.7.2. Пример расчета нормы времени на продольно-фрезерном станке.

Рис. 1.2. Исходные данные
1 - Станок - продольно-фрезерный, модель 6640, Nд = 100 кВт, 2 - деталь - плита сварная, 3 - Обрабатываемый материал - сталь 45, 4 - Масса детали - 145 кг, 5 - Операция - фрезерование верхней плоскости в размер 300 мм, 6 - Способ установки детали - на столе с креплением четырьмя болтами и планками, 7 - Режущий инструмент - фреза торцовая Æ 200 мм с пластинкам Р6М5, 8 - Число деталей в партии - 50 шт.
1.7.2.1. ОПРЕДЕЛЕНИЕ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ
Определение подготовительно-заключительного времени производится по карте 37 в зависимости от длины стола и числа фрез в наладке tп.з = 29 мин. Дополнительно следует добавлять время на получение и сдачу инструмента и приспособлений 10 мин. Итого tп.з = 29 + 10 = 39 мин.
1.7.2.2. ОПРЕДЕЛЕНИЕ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ
Вспомогательное время на установку и снятие детали определяется по карте 38. При установке детали на столе с креплением четырьмя болтами и планками, простой выверкой по контуру и массой детали 145 кг.
tв.у = 5,0 мин - поз. 61в.
Вспомогательное время, связанное с переходом, определяется из карты 39 (поз. 1в).
При фрезеровании плоскости фрезой, установленной на размер и длине стола 4000 мм, вспомогательное время будет равно 0,33 мин.
Итого вспомогательное время на операцию составит:
tв.у + tв.п = 5,0 + 0,33 = 5,33 мин.
По карте 1 определяется поправочный коэффициент на вспомогательное время в зависимости от суммарной продолжительности обработки партии деталей по трудоемкости.
Поправочный коэффициент на вспомогательное время Ktв = 1,0.
tв = 5,33 ´ 1,0 = 5,33 мин.
1.7.2.3. ОПРЕДЕЛЕНИЕ ОСНОВНОГО ВРЕМЕНИ
Для поверхности 1 t = 1550 мм; В = 130 мм.
По карте 42 поз. 14б при обработке фрезой D = 200 мм, ширине фрезерования В = 140 мм и глубине резания t = 5 мм с шероховатостью поверхности Rz 40 to100 = 2,08 мин. Основное время на обработку поверхности 1 определяется по формуле:
![]()
где: l - длина обработки;
l1 - величина врезания и перебега (равна диаметру фрезы);
i - число рабочих ходов.
При обработке партии деталей в количестве 50 штук и трудоемкости обработки одной детали 41,8 мин. число смен будет > 4.
1.7.2.4. ОПРЕДЕЛЕНИЕ ВРЕМЕНИ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЛИЧНЫЕ ПОТРЕБНОСТИ
Время на обслуживание рабочего места определяется по карте 37 и составляет 5 % оперативного времени. Время на отдых и личные потребности составляет 4 % оперативного времени (карта 2).
1.7.2.5. ОПРЕДЕЛЕНИЕ НОРМЫ ШТУЧНОГО ВРЕМЕНИ
Норма штучного времени определяется по формуле:
![]()
![]()
1.7.2.6. ОПРЕДЕЛЕНИЕ НОРМЫ ВРЕМЕНИ
![]()
1.7.2. Карта примера расчета нормы времени
|
Длина обработки l + l1, мм |
Глубина резания t, мм |
to100, мин |
to на поверхность, мин. |
tвсп., мин. |
Номер карты |
|
|
Установить и снять деталь |
- |
- |
- |
- |
5,0 |
|
|
Фрезеровать поверхность 1 в размер 300 мм |
1550 + 220 |
5 |
2,08 |
36,4 |
- |
|
|
Вспомогательное время, связанное с переходом |
- |
- |
- |
- |
0,33 |
|
|
Итого: |
|
|
|
36,4 |
5,33 |
|
Тш = 41,73´1,09 = 45,5 мин.
![]()
2. ХАРАКТЕРИСТИКА ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Нормативы времени рассчитаны для применения при нормировании работ, выполняемых на оборудовании широко распространенных на предприятиях конструкций отечественного производства. К числу распространенных конструкций относятся станки: широкоуниверсальные 6Т82-1; 6Т83-1; горизонтально-фрезерные 6Р82Г; 6Р83Г; продольно-фрезерный 6640 и др.
Технической и технологической характеристикой этих моделей станков является то, что они имеют полный набор подач и достаточную мощность.
Приведенные в сборнике нормативы времени на выполнение технологических операций рассчитаны на характерную для среднесерийного производства организацию труда и рабочих мест.
|
Модель |
Основные размеры стола, мм |
Мощность, кВт |
Частота вращения об\мин. |
|
|
Широкоуниверсальный |
6Т82-1 6Т83-1 |
320´1250 400´1600 |
7,5 10,0 |
16 - 1600 16 - 1600 |
|
Горизонтально-фрезерный |
6Р82-Г 6Р83Г |
320´1250 400´1600 |
7,5 10,0 |
31,5 - 1600 31,5 - 1600 |
|
Продольно-фрезерный |
6640 |
4000 |
100,0 |
10 - 500 |
2.2. Уровень режимов резания был установлен с учетом использования режущих свойств инструмента и для обработки на современном, наиболее распространенном оборудовании. При этом учитывались также возможности инструмента по его прочности и мощности станка.
Обработку плоских поверхностей торцовыми фрезами проводят за один - четыре перехода, в зависимости от способа получения заготовки, ее точности и требуемой точности детали, а также при предельных минимальных глубинах резания l (приложение № 2).
|
Квалитет заготовки |
Выполняемая обработка при квалитете детали |
||||
|
до 14 |
13 - 12 |
11 - 10 |
9 - 7 |
||
|
Литье: стали, чугуна, цветных металлов и сплавов в песчаные формы (заготовки III класса точности); горячекатаный прокат квадратного сечения обычной, повышенной и высокой точности; горячая ковка и штамповка стальных деталей в штампах на прессах и молотах |
17, 16 |
Черновая |
Черновая, получистовая |
Черновая, получистовая, чистовая |
Черновая, получистовая, чистовая, отделочная |
|
Литье: стали (отливки II класса точности) и чугуны (отливки I класса точности) в песчаные формы, стали и чугуна в кокиль и центробежное, цветных металлов и сплавов (отливки II и III классов точности) в песчаные формы, в кокиль и центробежное; горячекатаный прокат квадратного сечения высокой точности; горячая ковка и штамповка стальных деталей в штампах, на прессах и молотах |
15 |
Черновая |
Черновая, получистовая |
Черновая, получистовая, чистовая |
Черновая, получистовая, чистовая, отделочная |
|
Литье: стали (отливки II класса точности) и чугуна (отливки I класса точности) в песчаные формы; стали и чугуна в кокиль и центробежное; чугуна в оболочковые формы; цветных металлов и сплавов (отливки II класса точности) в песчаные и оболочковые формы, кокиль, центробежное и по выплавляемым моделям; горячая ковка и штамповка стальных деталей в штампах, на прессах и молотах. |
14 |
- |
Получистовая |
Получистовая, чистовая |
Получистовая, чистовая, отделочная |
|
Литье: стали (отливки I класса точности) в песчаные и оболочковые формы, по выплавляемым моделям; чугуна в оболочковые формы и по выплавляемым моделям; цветных металлов и сплавов по выплавляемым моделям и под давлением |
13 |
- |
Получистовая |
Получистовая, чистовая |
Получистовая, чистовая, отделочная |
|
Литье: стали (отливки I класса точности) в песчаные и оболочковые формы, по выплавляемым моделям; чугуна по выплавляемым моделям и в оболочковые формы; цветных металлов и сплавов под давлением |
12 |
- |
- |
Чистовая |
Чистовая, отделочная |
|
Литье: стали в оболочковые формы и по выплавляемым моделям; чугуна по выплавляемым моделям |
11 |
- |
- |
Чистовая |
Чистовая, отделочная |
3. ОРГАНИЗАЦИЯ ТРУДА
3.1. На участке станочных работ рабочее место должно быть оснащено всем необходимым в соответствии с требованиями производственного процесса и условиями выполнения работы с соблюдением правил санитарной гигиены и техники безопасности.
Расположение оборудования на рабочем месте, инвентаря, производственной мебели, тары, стеллажей для заготовок и готовой продукции планируется с таким расчетом, чтобы не создавалось стесненных условий работы, лишних затрат времени на хождение и поиски.
При рациональной организации рабочих мест рекомендуется придерживаться существующих общих положений (см. Типовые проекты организации труда на рабочих местах станочников, Оргстанкинпром).
Освещенность рабочего места должна быть достаточной и правильной. Требуемая освещенность определяется характером выполняемой работы и действующими санитарными нормами. При местном освещении свет не должен слепить глаза, тень не должна падать на обрабатываемую деталь.
На рабочем месте имеется инструкционно-эксплуатационная карта для выбора режимов резания.
Инструменты и приспособления располагаются на рабочем месте в определенном, удобном для пользования порядке.
Участок обработки тяжелых деталей оснащен подъемно-транспортными устройствами. Ниже приведены примеры типовой планировки рабочих мест станочников: фрезеровщиков на вертикально-фрезерном, горизонтально-фрезерном и продольно-фрезерном станках.
3.2. ТИПОВАЯ ПЛАНИРОВКА РАБОЧИХ МЕСТ СТАНОЧНИКОВ
3.2.1. Рабочее место фрезеровщика, работающего на вертикально-фрезерном станке
1 - Столик с инструментальными ящиками. 2 - Стол производственный С3702.51. 3 - Стеллаж для приспособлений СД372501А. 4 - Стеллаж-подставка СД3702.10А. 5 - Тара производственная. 6 - Планшет для чертежей СД3750.04. 7 - Щит экранный. 8 - Решетка под ноги рабочему.
3.2.2. Рабочее место фрезеровщика, работающего на горизонтально-фрезерном станке.

1 - Тумбочка инструментальная двухсекционная С3746.05; 2 - Стол производственный С3702.51; 3 - Стеллаж для приспособления (с выдвижной платформой) СД3725.01А. 4 - Стеллаж для вертикального хранения СМ3721.16. 5 - Стеллаж-подставка СД3702.10А. 6 - Тара производственная. 7 - Планшет для чертежей СД3750.04. 8 - Решетка под ноги рабочего.
3.2.3. Рабочее место фрезеровщика, работающего на продольно-фрезерном станке.
1 - Подставка под корпусные детали. 2 - Шкаф инструментальный. 3 - Планшет. 4 - Столик приемный передвижной. 5 - Стул подъемно-поворотный. 6 - Подставка под ноги. 7 - Стеллаж-подставка.
3.3. ОРГОСТНАСТКА РАБОЧИХ МЕСТ
Оснащение рабочих мест станочников оргоснасткой (инструментальными тумбочками, приемными столами и т.п.) должно проводиться на основе типовых конструкций. Специальная оргоснастка проектируется в исключительных случаях, если по тем или иным причинам не подходит типовая. Ниже в качестве примера приведены отдельные конструкции типовой оргоснастки.
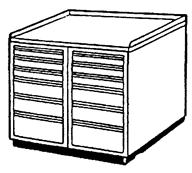
Рис. 3.4. Тумбочка инструментальная для двухсменной работы С3746.05.
Собирается из унифицированных элементов. Предназначена для оснащения рабочих
мест станочников. Габариты, мм, 900´500´1000. Масса, кг, 80.
Изготовитель - московский завод «Станкоагрегат». Чертеж № С3746.05
Тумбочка предназначена для хранения необходимого инструмента на рабочих местах станочников, документации и средств по уходу за оборудованием. Каждая отдельная тумбочка закрывается дверцей и закрепляется за одним рабочим. В каждом отделении имеются ящики для инструмента и полки для хранения документации, небольших принадлежностей и приспособлений, масленок, обтирочных материалов и др. Съемный планшет для крепления чертежей, изготовляемый из декоративного древесноволокнистого пластика, закрепляется в кронштейнах.

Рис. 3.5. Стол производственный С3702.51
Предназначен для оснащения рабочих мест станочников. Грузоподъемность, т, 2. Габариты, мм, 1250´750´600. Калькодержатель - институт «Оргстанкинприбор», г. Москва. Чертеж № 3702.51.
4. НОРМАТИВНАЯ ЧАСТЬ
Поправочные коэффициенты в зависимости от характера серийности |
Все типы станков |
||||||||||||
Карта 1 |
Листов 1 |
Лист 1 |
|||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от характера серийности работ (Ktв): |
|||||||||||||
|
№ позиции |
Наименование оборудования |
Суммарная продолжительность обработки партии деталей по трудоемкости операций, рабочих смен, до |
|||||||||||
|
0,25 |
0,5 |
1,0 |
2,0 |
4,0 |
6,0 |
||||||||
|
Коэффициент на вспомогательное время Ktв |
|||||||||||||
|
1 |
Горизонтально-вертикально-универсально-фрезерные станки с длиной стола до 800 мм |
1,15 |
1,0 |
0,87 |
- |
- |
- |
||||||
|
2 |
Горизонтально-вертикально-универсально-фрезерные станки с длиной стола до 1600 мм Продольно-фрезерные станки с длиной стола до 1600 мм |
1,52 |
1,32 |
1,15 |
1,0 |
0,87 |
0,76 |
||||||
|
2 |
Горизонтально-вертикально-фрезерные станки с длиной стола до 2500 мм Продольно-фрезерные станки с длиной стола до 5300 мм |
- |
- |
1,52 |
1,32 |
1,15 |
1,0 |
||||||
Примечания: 1. Поправочные коэффициенты на вспомогательное время (Ktв) следует применять при расчетах норм штучного времени в процессе подготовки производства с учетом серийности работ. Тип производства характеризуется коэффициентом закрепления операций (Kз.о). Серийность работы внутри типа производства как фактор специализации производства измеряется в нормативах в продолжительности времени обработки партии одинаковых деталей на станке.
2. Продолжительность работы станка по обработке партии деталей рассчитывается с учетом трудоемкости операции и числа деталей в партии и устанавливается по согласованию с плановыми органами завода как средняя величина для всех запусков изделий в производство в течение года.
Время перерывов на отдых и личные потребности |
Все типы станков |
||||
Карта 2 |
Листов 1 |
Лист 1 |
|||
|
Характер подачи |
Оперативное время, мин, до |
||||
|
0,2 |
0,5 |
1,0 и выше |
|||
|
Время от оперативного, % |
|||||
|
Механическая |
4 |
4 |
4 |
||
|
Индекс |
а |
б |
в |
||
Подготовительно-заключительное время на партию деталей. Время на обслуживание рабочего места |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||
Карта 3 |
Листов 2 |
Лист 1 |
|||||||
|
1. На наладку станка, инструмента и приспособлений |
|||||||||
|
№ позиции |
Вид обработки и наладка |
Число устанавливаемых фрез Нт* |
Длина стола, мм, до |
||||||
|
500 |
800 |
1250 |
1600 |
2500 |
|||||
|
Время, мин. |
|||||||||
|
1 |
Обработка плоскостей, пазов, фасонных поверхностей |
- |
10 |
11 |
12 |
14 |
15 |
||
|
2 |
1 - 2 |
- |
15 |
17 |
19 |
22 |
|||
|
3 |
Свыше 2 |
- |
17 |
19 |
22 |
25 |
|||
|
4 |
Групповая обработка деталей (с частичной подналадкой станка без смены зажимного приспособления) |
- |
- |
5 |
8 |
9 |
10 |
||
|
5 |
1 - 2 |
- |
10 |
11 |
13 |
14 |
|||
|
6 |
Свыше 2 |
- |
12 |
13 |
16 |
17 |
|||
|
Итого: |
а |
б |
в |
г |
д |
||||
|
II. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки |
|||||||||
|
7 |
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей |
7 |
10 |
||||||
|
Индекс |
а |
б |
|||||||
|
Подготовительно-заключительное время на партию деталей. Время на обслуживание рабочего места |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||
Карта 3 |
Листов 2 |
Лист 2 |
||||||||||||
|
№ позиции |
Вид обработки и наладка |
Число устанавливаемых фрез Нт* |
Длина стола, мм, до |
|||||||||||
|
500 |
800 |
1250 |
1600 |
2500 |
||||||||||
|
Время, мин. |
||||||||||||||
|
III. Добавлять к времени на наладку станка |
||||||||||||||
|
8 |
При обработке на круглом столе |
6 |
7 |
8 |
9 |
10 |
||||||||
|
9 |
При обработке с копиром |
- |
7 |
8 |
9 |
10 |
||||||||
|
10 |
При обработке с делительной головкой |
5 |
6 |
6 |
8 |
8 |
||||||||
|
11 |
При обработке с поворотом шпиндельной бабки на угол |
4 |
4 |
4 |
4 |
6 |
||||||||
|
12 |
При обработке поддерживающей стойкой на каждую стойку |
- |
2 |
2 |
2 |
3 |
||||||||
|
13 |
При обработке с установочными домкратами или распорками на каждый домкратик (распорку) |
- |
||||||||||||
|
14 |
При установке зажимного приспособления на стол станка-подъемника |
2,0 |
||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
|||||||||
|
* При наладке станка с установкой набора фрез, предварительно скомплектованных на оправке, время определять по позиции для установки одной - двух фрез. IV. Время на обслуживание рабочего места |
||||||||||||||
|
Тип и характеристика станка |
Время на обслуживание рабочего места в % от оперативного времени аобс |
|||||||||||||
|
Горизонтально-вертикально- и универсально-фрезерные станки |
Длина стола, мм, до |
500 |
2,5 |
|||||||||||
|
800 |
3,0 |
|||||||||||||
|
1250 |
3,5 |
|||||||||||||
|
1600 |
4,0 |
|||||||||||||
|
2500 |
4,5 |
|||||||||||||
Вспомогательное время на установку и снятие детали |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||||||
Карта 4 |
Листов 5 |
Лист 1 |
|||||||||||
|
1. Установить деталь и снять вручную |
|||||||||||||
|
№ позиции |
Обрабатываемый материал |
Способ установки детали |
Состояние установочной поверхности |
Характер выверки |
Число одновременно устанавливаемых деталей |
Масса детали, кг, до |
|||||||
|
0,25 |
0,5 |
1,0 |
3 |
5 |
8 |
12 |
20 |
||||||
|
Время, мин (на комплект устанавливаемых деталей) |
|||||||||||||
|
1 |
Черные металлы и медные сплавы |
Без крепления |
- |
- |
1 |
0,07 |
0,08 |
0,09 |
0,10 |
0,11 |
0,14 |
0,16 |
0,20 |
|
2 |
С креплением одним болтом и планкой |
Обработанная или необработанная (отливка) |
Без выверки |
0,31 |
0,34 |
0,38 |
0,44 |
0,48 |
0,50 |
0,55 |
0,60 |
||
|
3 |
На столе с креплением двумя болтами и планками |
0,43 |
0,46 |
0,50 |
0,55 |
0,65 |
0,70 |
0,75 |
0,85 |
||||
|
4 |
2 |
0,80 |
0,85 |
0,90 |
1,00 |
1,25 |
1,35 |
1,45 |
1,60 |
||||
|
5 |
3 |
1,15 |
1,20 |
1,30 |
1,50 |
1,80 |
1,95 |
2,10 |
2,30 |
||||
|
6 |
4 |
1,50 |
1,60 |
1,70 |
1,95 |
2,30 |
2,50 |
2,80 |
3,00 |
||||
|
7 |
6 |
2,15 |
2,30 |
2,50 |
2,80 |
3,30 |
3,60 |
4,00 |
4,40 |
||||
|
8 |
8 |
2,80 |
3,00 |
3,20 |
3,70 |
4,30 |
4,70 |
5,10 |
5,70 |
||||
|
9 |
Необработанная отливка |
Выверка простая (по контуру неразмеченной поверхности) |
1 |
0,80 |
0,85 |
0,90 |
1,00 |
1,20 |
1,40 |
1,65 |
2,10 |
||
|
10 |
2 |
1,50 |
1,60 |
1,70 |
1,80 |
2,20 |
2,70 |
3,10 |
3,70 |
||||
|
11 |
3 |
2,20 |
2,30 |
2,40 |
2,60 |
3,20 |
3,80 |
4,50 |
5,40 |
||||
|
12 |
4 |
2,80 |
3,00 |
3,10 |
3,40 |
4,20 |
5,00 |
6,00 |
7,00 |
||||
|
13 |
6 |
4,00 |
4,30 |
4,50 |
4,90 |
6,00 |
7,00 |
8,50 |
10,00 |
||||
|
14 |
8 |
5,00 |
5,50 |
6,00 |
6,50 |
8,00 |
9,00 |
11,00 |
13,00 |
||||
|
15 |
Обработанная |
Выверка простая (по контуру неразмеченной поверхности) |
1 |
0,60 |
0,65 |
0,70 |
0,75 |
0,90 |
1,10 |
1,25 |
1,50 |
||
|
16 |
2 |
1,15 |
1,20 |
1,30 |
1,40 |
1,70 |
2,10 |
2,40 |
2,80 |
||||
|
17 |
3 |
1,70 |
1,75 |
1,80 |
2,00 |
2,50 |
2,90 |
3,40 |
4,20 |
||||
|
18 |
4 |
2,20 |
2,30 |
2,40 |
2,60 |
3,20 |
3,80 |
4,50 |
5,50 |
||||
|
19 |
6 |
3,00 |
3,30 |
3,50 |
3,80 |
4,60 |
5,50 |
6,50 |
7,50 |
||||
|
20 |
8 |
4,00 |
4,20 |
4,50 |
4,80 |
6,00 |
7,00 |
8,50 |
10,00 |
||||
|
21 |
Необработанная (отливка) |
Выверка сложная (по разметочной риске) |
1 |
1,20 |
1,30 |
1,40 |
1,60 |
1,90 |
2,10 |
2,30 |
2,60 |
||
|
22 |
2 |
2,20 |
2,40 |
2,60 |
3,00 |
3,50 |
3,90 |
4,30 |
4,80 |
||||
|
23 |
3 |
3,20 |
3,50 |
3,80 |
4,30 |
5,00 |
5,50 |
6,00 |
7,00 |
||||
|
24 |
4 |
4,10 |
4,50 |
4,90 |
5,50 |
6,50 |
7,50 |
8,00 |
9,00 |
||||
|
25 |
6 |
6,00 |
6,50 |
7,00 |
8,00 |
9,50 |
10,50 |
11,50 |
13,00 |
||||
|
26 |
Обработанная |
1 |
0,85 |
0,90 |
1,00 |
1,15 |
1,35 |
1,50 |
1,65 |
1,90 |
|||
|
27 |
2 |
1,50 |
1,70 |
1,80 |
2,10 |
2,50 |
2,80 |
3,00 |
3,40 |
||||
|
28 |
3 |
2,20 |
2,50 |
2,70 |
3,00 |
3,60 |
4,00 |
4,40 |
5,00 |
||||
|
29 |
4 |
2,90 |
3,20 |
3,50 |
4,00 |
4,70 |
5,00 |
5,50 |
6,50 |
||||
|
30 |
6 |
4,20 |
4,60 |
5,00 |
5,50 |
7,00 |
7,50 |
8,00 |
9,50 |
||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||||
|
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||||||||
|
Карта 4 |
Листов 5 |
Лист 2 |
||||||||||||
|
№ позиции |
Обрабатываемый материал |
Способ установки детали |
Состояние установочной поверхности |
Характер выверки |
Число одновременно устанавливаемых деталей |
Масса детали, кг, до |
||||||||
|
0,25 |
0,5 |
1,0 |
3 |
5 |
8 |
12 |
20 |
|||||||
|
Время, мин (на комплект устанавливаемых деталей) |
||||||||||||||
|
31 |
Черные металлы и медные сплавы |
На столе пакетом с креплением болтами и планками |
Обработанная или необработанная (отливка) |
Без выверки |
2 |
0,47 |
0,55 |
0,65 |
0,85 |
0,95 |
1,50 |
2,10 |
3,50 |
|
|
32 |
3 |
0,60 |
0,70 |
0,80 |
1,00 |
1,30 |
2,00 |
- |
- |
|||||
|
33 |
4 |
0,70 |
0,80 |
0,90 |
1,20 |
1,60 |
2,60 |
- |
- |
|||||
|
34 |
6 |
0,85 |
1,00 |
1,20 |
1,50 |
2,30 |
3,60 |
- |
- |
|||||
|
35 |
8 |
0,95 |
1,10 |
1,40 |
1,80 |
2,90 |
4,40 |
- |
- |
|||||
|
36 |
Легкие сплавы |
Без крепления |
Без выверки |
1 |
0,08 |
0,09 |
0,10 |
0,11 |
0,12 |
0,15 |
0,18 |
0,22 |
||
|
37 |
С креплением одним болтом и планкой |
0,34 |
0,37 |
0,42 |
0,48 |
0,50 |
0,55 |
0,60 |
0,65 |
|||||
|
38 |
На столе с креплением 2-мя болтами и планками |
1 |
0,45 |
0,50 |
0,55 |
0,60 |
0,70 |
0,75 |
0,80 |
0,90 |
||||
|
39 |
2 |
0,90 |
0,95 |
1,00 |
1,10 |
1,35 |
1,50 |
1,60 |
1,75 |
|||||
|
40 |
3 |
1,25 |
1,30 |
1,40 |
1,70 |
2,00 |
2,20 |
2,30 |
2,50 |
|||||
|
41 |
4 |
1,60 |
1,80 |
1,90 |
2,10 |
2,50 |
2,80 |
3,10 |
3,50 |
|||||
|
42 |
6 |
2,40 |
2,50 |
2,80 |
3,10 |
3,60 |
4,00 |
4,40 |
4,80 |
|||||
|
43 |
Обработанная |
Выверка простая (по контуру неразмеченной поверхности) |
1 |
0,65 |
0,7 |
0,75 |
0,8 |
1,0 |
1,2 |
1,35 |
1,6 |
|||
|
44 |
|
2 |
1,20 |
1,3 |
1,40 |
1,5 |
1,9 |
2,3 |
2,60 |
3,1 |
||||
|
45 |
|
3 |
1,80 |
1,9 |
2,00 |
2,2 |
2,8 |
3,2 |
3,70 |
4,6 |
||||
|
46 |
|
4 |
2,40 |
2,5 |
2,60 |
2,9 |
3,5 |
4,2 |
5,00 |
6,0 |
||||
|
47 |
|
6 |
3,30 |
3,6 |
3,80 |
4,2 |
5,0 |
6,0 |
7,00 |
8,5 |
||||
|
48 |
Выверка сложная (по разметочной риске) |
1 |
1,30 |
1,4 |
1,50 |
1,8 |
2,1 |
2,3 |
2,50 |
2,9 |
||||
|
49 |
2 |
2,40 |
2,6 |
2,90 |
3,3 |
3,9 |
4,3 |
4,70 |
5,5 |
|||||
|
50 |
3 |
3,50 |
3,8 |
4,20 |
4,7 |
5,5 |
6,0 |
7,00 |
7,5 |
|||||
|
51 |
4 |
4,50 |
5,0 |
5,50 |
6,0 |
7,5 |
8,0 |
9,00 |
10,0 |
|||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||||||
|
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||||||||
|
Карта 4 |
Листов 5 |
Лист 3 |
|||||||||||||||||
|
II. Установить деталь и снять подъемником, краном |
|||||||||||||||||||
|
№ позиции |
Способ установки детали |
Состояние установочной поверхности |
Характер выверки |
Число одновременно устанавливаемых деталей |
Подъемником при станке |
Мостовым краном |
|||||||||||||
|
Масса детали, кг, до |
|||||||||||||||||||
|
30 |
80 |
200 |
500 |
1000 |
30 |
80 |
200 |
500 |
1000 |
2000 |
3000 |
5000 |
|||||||
|
Время, мин (на комплект устанавливаемых деталей) |
|||||||||||||||||||
|
52 |
Без крепления |
- |
- |
1 |
0,85 |
1,1 |
1,4 |
1,8 |
2,1 |
2,4 |
2,6 |
2,9 |
3,3 |
3,6 |
4,1 |
4,4 |
4,8 |
||
|
53 |
С креплением одним болтом с планкой |
Обработанная или необработанная (отливка) |
Без выверки |
1,25 |
1,4 |
- |
- |
- |
2,7 |
2,9 |
- |
- |
- |
- |
- |
- |
|||
|
54 |
С креплением двумя болтами с планками |
1,90 |
2,3 |
- |
- |
- |
3,4 |
3,8 |
- |
- |
- |
- |
- |
- |
|||||
|
55 |
На столе с креплением четырьмя болтами с планками |
2,40 |
3,0 |
3,6 |
4,4 |
5,0 |
3,9 |
4,5 |
5,0 |
6,0 |
6,5 |
7,5 |
8,0 |
8,5 |
|||||
|
56 |
2 |
3,90 |
4,8 |
6,0 |
7,0 |
8,0 |
5,5 |
6,5 |
7,5 |
8,5 |
9,5 |
- |
- |
- |
|||||
|
57 |
3 |
5,50 |
6,5 |
8,0 |
9,5 |
11,0 |
7,0 |
8,0 |
9,5 |
11,0 |
12,5 |
- |
- |
- |
|||||
|
58 |
На столе с креплением четырьмя болтами с планками |
Обработанная или необработанная (отливка) |
Без выверки |
4 |
6,50 |
8,0 |
9,5 |
11,0 |
- |
8,0 |
9,5 |
11,0 |
12,5 |
- |
- |
- |
- |
||
|
59 |
6 |
8,50 |
10,5 |
13,0 |
15,5 |
- |
10,0 |
12,0 |
14,5 |
17,0 |
- |
- |
- |
- |
|||||
|
60 |
8 |
10,50 |
13,0 |
15,5 |
19,0 |
- |
12,0 |
14,5 |
17,0 |
20,5 |
- |
- |
- |
- |
|||||
|
61 |
Необработанная (отливка) |
Выверка простоя (по контуру неразмеченной поверхности) |
1 |
3,50 |
4,5 |
5,0 |
6,0 |
7,0 |
5,0 |
6,0 |
7,0 |
7,5 |
8,5 |
9,5 |
10,5 |
11,5 |
|||
|
62 |
2 |
6,00 |
7,5 |
9,0 |
10,5 |
12,5 |
7,5 |
9,0 |
10,5 |
12,0 |
14,0 |
- |
- |
- |
|||||
|
63 |
3 |
8,50 |
10,0 |
12,0 |
14,5 |
17,0 |
10,0 |
11,5 |
13,5 |
16,0 |
18,5 |
- |
- |
- |
|||||
|
64 |
4 |
10,50 |
12,5 |
15,5 |
18,5 |
- |
12,0 |
14,0 |
17,0 |
20,0 |
- |
- |
- |
- |
|||||
|
65 |
6 |
14,50 |
17,5 |
21,0 |
25,5 |
- |
16,0 |
19,0 |
22,5 |
27,0 |
- |
- |
- |
- |
|||||
|
66 |
8 |
18,00 |
22,0 |
26,5 |
32,0 |
- |
19,5 |
23,5 |
28,0 |
33,5 |
- |
- |
- |
- |
|||||
|
67 |
Обработанная |
1 |
3,0 |
3,6 |
4,3 |
5,2 |
6,0 |
4,5 |
5,0 |
6,0 |
6,5 |
7,5 |
8,5 |
9,0 |
9,5 |
||||
|
68 |
2 |
5,0 |
6,0 |
7,5 |
8,5 |
10,0 |
6,5 |
7,5 |
9,0 |
10,0 |
11,5 |
- |
- |
- |
|||||
|
69 |
3 |
7,0 |
8,0 |
10,0 |
12,0 |
13,5 |
8,5 |
9,5 |
11,5 |
13,5 |
15,0 |
- |
- |
- |
|||||
|
70 |
4 |
8,5 |
10,0 |
12,0 |
14,5 |
- |
10,0 |
11,5 |
13,5 |
16,0 |
- |
|
- |
- |
|||||
|
71 |
6 |
11,5 |
14,0 |
16,5 |
20,0 |
- |
13,0 |
15,5 |
18,0 |
21,5 |
- |
- |
- |
- |
|||||
|
72 |
8 |
14,0 |
17,0 |
20,5 |
24,5 |
- |
15,5 |
18,5 |
22,0 |
26,0 |
- |
- |
- |
- |
|||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||||||
|
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||||||||||||||||||||
|
Карта 4 |
Листов 5 |
Лист 4 |
|||||||||||||||||||||||||||||
|
II. Установить деталь и снять подъемником, краном |
|||||||||||||||||||||||||||||||
|
№ позиции |
Способ установки детали |
Состояние установочной поверхности |
Характер выверки |
Число одновременно устанавливаемых деталей |
Подъемником при станке |
Мостовым краном |
|||||||||||||||||||||||||
|
Масса детали, кг, до |
|||||||||||||||||||||||||||||||
|
30 |
80 |
200 |
500 |
1000 |
30 |
80 |
200 |
500 |
1000 |
2000 |
3000 |
5000 |
|||||||||||||||||||
|
Время, мин (на комплект устанавливаемых деталей) |
|||||||||||||||||||||||||||||||
|
73 |
На столе с креплением четырьмя болтами с планками |
Необработанная (отливка) |
Выверка сложная (по разметочной риске) |
1 |
4,5 |
5,5 |
7,0 |
9,0 |
10,5 |
6,0 |
7,0 |
8,5 |
10,5 |
12,0 |
14,0 |
17,0 |
19,0 |
||||||||||||||
|
74 |
2 |
8,5 |
11,0 |
13,5 |
17,0 |
20,5 |
10,0 |
12,5 |
15,0 |
18,5 |
22,0 |
- |
- |
- |
|||||||||||||||||
|
75 |
3 |
13,0 |
16,0 |
20,0 |
25,0 |
30,0 |
14,5 |
17,5 |
21,5 |
26,5 |
31,5 |
- |
- |
- |
|||||||||||||||||
|
76 |
4 |
17,0 |
21,5 |
26,5 |
33,0 |
- |
18,5 |
23,0 |
28,0 |
34,5 |
- |
- |
- |
- |
|||||||||||||||||
|
77 |
6 |
25,0 |
31,5 |
39,0 |
49,0 |
- |
26,5 |
33,0 |
40,5 |
50,5 |
- |
- |
- |
- |
|||||||||||||||||
|
78 |
Обработанная |
1 |
4,0 |
4,9 |
6,0 |
7,5 |
8,5 |
5,5 |
6,5 |
7,5 |
9,0 |
10,0 |
11,5 |
12,5 |
13,5 |
||||||||||||||||
|
79 |
2 |
7,0 |
9,0 |
11,0 |
13,0 |
15,5 |
8,5 |
10,5 |
12,5 |
14,5 |
17,0 |
- |
- |
- |
|||||||||||||||||
|
80 |
3 |
10,0 |
12,5 |
15,5 |
18,5 |
21,5 |
11,5 |
14,0 |
17,0 |
20,0 |
23,0 |
- |
- |
- |
|||||||||||||||||
|
81 |
4 |
13,0 |
16,0 |
19,5 |
24,0 |
- |
14,5 |
17,5 |
21,0 |
25,5 |
- |
- |
- |
- |
|||||||||||||||||
|
82 |
6 |
18,0 |
22,5 |
27,5 |
34,0 |
- |
19,5 |
24,0 |
29,0 |
35,0 |
- |
- |
- |
- |
|||||||||||||||||
|
В случаях крепления деталей большим (меньшим) числом болтов на каждый последующий болт прибавить (или вычитать) |
0,4 |
||||||||||||||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||||||||||||||||||
Примечание. В случае необходимости дополнительного крепления детали расклиниваем или струбциной к времени по карте следует добавлять время в размере 0,15 мин на каждый клин или 0,5 мин на каждую струбцину.
|
Кантовка и перемещение детали подъемником |
||||||||||
|
Карта 4 |
Листов 5 |
Лист 5 |
||||||||
|
№ позиции |
Угол поворота при кантовке в град. |
Характер застропки |
Расстояние до места расположения или места кантовки детали в м, до |
Масса детали, кг, до |
||||||
|
80 |
200 |
500 |
1000 |
2000 |
3000 |
|||||
|
Время в мин. |
||||||||||
|
1 |
90 |
Удобная застропка - при наличии у детали просветов и выступов для захвата стропами |
5 |
0,9 |
1,2 |
1,4 |
1,9 |
2,6 |
3,0 |
|
|
2 |
10 |
1,2 |
1,4 |
1,7 |
2,3 |
3,1 |
3,7 |
|||
|
3 |
20 |
1,4 |
1,7 |
2,1 |
2,9 |
3,9 |
4,6 |
|||
|
4 |
180 |
5 |
1,4 |
1,7 |
2,1 |
2,8 |
3,8 |
4,5 |
||
|
5 |
10 |
1,6 |
2,0 |
2,5 |
3,2 |
4,3 |
5,1 |
|||
|
6 |
20 |
1,8 |
2,3 |
2,6 |
3,8 |
5,0 |
6,0 |
|||
|
7 |
90 |
Неудобная застропка - на сплошных деталях с захватом снаружи петлей |
5 |
2,2 |
2,7 |
3,3 |
4,4 |
5,9 |
6,9 |
|
|
8 |
10 |
2,4 |
3,0 |
3,7 |
4,9 |
6,5 |
7,6 |
|||
|
9 |
20 |
2,8 |
3,4 |
4,2 |
5,5 |
7,2 |
8,5 |
|||
|
10 |
180 |
5 |
2,9 |
3,7 |
4,7 |
6,7 |
9,2 |
11,0 |
||
|
11 |
10 |
3,0 |
3,2 |
5,1 |
7,2 |
9,5 |
11,8 |
|||
|
12 |
20 |
3,3 |
4,2 |
5,4 |
7,8 |
10,6 |
12,7 |
|||
|
13 |
Транспортировка детали подъемником (к станку при установке и от станка при снятии) на расстоянии более 3 м и при длине перемещения в м, до |
10 |
- |
0,25 |
0,35 |
|||||
|
14 |
20 |
- |
0,45 |
0,55 |
||||||
Примечания: 1. Время на кантовку добавляется ко времени на установку и снятие детали в тех случаях, когда в процессе выполнения операции имеет место переустановка детали.
2. Время на транспортировку деталей добавляется ко времени на установку и снятие в тех случаях, когда детали находятся на расстоянии более 3 м от станка.
Вспомогательное время, связанное с переходом |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||||
Карта 5 |
Листов 1 |
Лист 1 |
||||||||||||||
|
I. Время на рабочий ход, мин. |
||||||||||||||||
|
№ позиции |
Характер обработки Способ установки инструмента на стружку |
Длина стола, мм, до |
||||||||||||||
|
500 |
800 |
1250 |
1600 |
2500 |
||||||||||||
|
Время, мин. |
||||||||||||||||
|
1 |
Фрезерование на станках с полуавтоматическим циклом |
0,02 |
0,03 |
0,04 |
0,06 |
0,08 |
||||||||||
|
2 |
Фрезерование плоскостей, фасонных поверхностей и пазов |
Фрезой, установленной на размер |
0,12 |
0,14 |
0,17 |
0,21 |
0,22 |
|||||||||
|
3 |
С установкой фрезы |
по лимбу |
0,26 |
0,30 |
0,38 |
0,46 |
0,50 |
|||||||||
|
4 |
по разметке |
0,45 |
0,55 |
0,65 |
0,80 |
0,90 |
||||||||||
|
5 |
по шаблону приспособления |
0,32 |
0,37 |
0,45 |
0,54 |
0,60 |
||||||||||
|
6 |
Со взятием одной пробной стружки |
универсальные инструменты |
измеряемый размер И, мм |
£ 100 |
0,49 |
0,55 |
0,70 |
0,80 |
0,90 |
|||||||
|
7 |
> 100 |
0,55 |
0,65 |
0,75 |
0,90 |
0,95 |
||||||||||
|
8 |
шаблоны |
£ 100 |
0,45 |
0,50 |
0,65 |
0,75 |
0,85 |
|||||||||
|
9 |
> 100 |
0,48 |
0,55 |
0,70 |
0,80 |
0,90 |
||||||||||
|
10 |
Фрезерование криволинейных поверхностей и пазов по копиру |
наружных |
с установкой фрезы |
по лимбу |
0,26 |
0,30 |
0,38 |
0,46 |
0,50 |
|||||||
|
11 |
по упору копира |
0,24 |
0,28 |
0,35 |
0,44 |
0,47 |
||||||||||
|
12 |
закрытых |
по лимбу |
0,42 |
0,46 |
0,60 |
0,70 |
0,75 |
|||||||||
|
13 |
по упору копира |
0,40 |
0,44 |
0,55 |
0,65 |
0,70 |
||||||||||
|
14 |
Фрезерование шлиц винтов, граней болтов, гаек, фасок и лысок |
0,03 |
0,04 |
0,06 |
- |
- |
||||||||||
|
II. Время на приемы, связанные с переходом, не вошедшие в комплексы |
||||||||||||||||
|
15 |
Изменить число оборотов шпинделя |
0,06 |
0,07 |
0,08 |
0,09 |
0,10 |
||||||||||
|
16 |
Изменить величину или направление подачи |
0,05 |
0,06 |
0,07 |
0,08 |
0,09 |
||||||||||
|
17 |
Повернуть делительную головку или делительное приспособление на одну позицию |
0,04 |
0,04 |
0,04 |
0,04 |
- |
||||||||||
|
18 |
Повернуть приспособление с рабочей позиции на загрузочную |
- |
- |
0,09 |
0,09 |
0,11 |
||||||||||
|
19 |
Поставить и снять щиток ограждения от стружки |
шарнирный |
0,05 |
0,05 |
0,06 |
0,07 |
0,09 |
|||||||||
|
20 |
съемочный |
0,16 |
0,16 |
0,18 |
0,20 |
0,25 |
||||||||||
|
21 |
Переместить стол в продольном направлении на длину свыше 200 мм при длине перемещения, мм, до |
300 |
0,04 |
0,04 |
0,04 |
0,04 |
0,04 |
|||||||||
|
22 |
500 |
0,07 |
0,09 |
0,09 |
0,10 |
0,10 |
||||||||||
|
23 |
750 |
- |
- |
0,20 |
0,21 |
0,21 |
||||||||||
|
24 |
1000 |
- |
- |
- |
0,31 |
0,31 |
||||||||||
|
25 |
1500 |
- |
- |
- |
- |
0,47 |
||||||||||
|
Индекс |
а |
б |
в |
г |
д |
|||||||||||
Примечания:
1. Время на рабочий ход с пробной стружкой по поз. 6 - 9 устанавливается на многопроходных работах; при обработке одной фрезой нескольких поверхностей в операции, при фрезеровании закрытых плоскостей и выдерживании в таких случаях точных размеров по обрабатываемой поверхности (допуск £ 0,2 мм).
2. При выполнении работы с установкой фрезы в двух направлениях к времени по карте следует добавлять 0,10 мин.
Вспомогательное время на контрольные измерения |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||
Карта 6 |
Листов 2 |
Лист 1 |
|||||||
|
№ позиции |
Измерительный инструмент |
Точность измерения |
Измеряемый размер, мм, до |
||||||
|
50 |
100 |
200 |
500 |
1000 |
|||||
|
Время, мин |
|||||||||
|
1 |
Линейка масштабная |
- |
0,056 |
0,06 |
0,07 |
0,10 |
0,13 |
||
|
2 |
Угольник |
- |
0,09 |
0,12 |
0,15 |
0,28 |
- |
||
|
3 |
Угломер универсальный |
До 5¢ |
0,23 |
- |
- |
- |
|||
|
4 |
Св. 5¢ |
0,20 |
- |
- |
- |
||||
|
5 |
Шаблон или скоба линейная односторонняя |
0,2 - 0,5 мм |
0,06 |
0,07 |
0,08 |
0,10 |
0,12 |
||
|
6 |
< 0,2 мм |
0,08 |
0,10 |
0,12 |
0,15 |
0,17 |
|||
|
7 |
Шаблон линейный двухсторонний |
0,2 - 0,5 мм |
0,07 |
0,08 |
0,10 |
0,12 |
0,15 |
||
|
8 |
< 0,2 мм |
0,09 |
0,11 |
0,13 |
0,17 |
0,21 |
|||
|
9 |
Шаблон фасонный простой |
0,15 - 0,25 мм |
0,08 |
0,09 |
0,11 |
0,14 |
- |
||
|
10 |
< 0,15 мм |
0,11 |
0,13 |
0,16 |
0,20 |
- |
|||
|
11 |
Шаблон фасонный сложного профиля |
0,15 - 0,25 мм |
0,11 |
0,13 |
0,14 |
0,17 |
- |
||
|
12 |
< 0,15 мм |
0,20 |
0,23 |
0,26 |
0,31 |
- |
|||
|
Индекс |
|
а |
б |
в |
г |
д |
|||
|
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||
|
Карта 6 |
Листов 2 |
Лист 2 |
|||||||||
|
№ позиции |
Измерительный инструмент |
Точность измерения, мм |
Измеряемый размер, мм, до |
Длина измеряемой поверхности, мм, до |
|||||||
|
50 |
100 |
200 |
500 |
1000 |
|||||||
|
Время, мин |
|||||||||||
|
13 |
Штангенциркуль |
0,1 мм |
10 |
0,07 |
0,07 |
0,08 |
0,10 |
- |
|||
|
14 |
25 |
0,08 |
0,08 |
0,10 |
0,12 |
0,17 |
|||||
|
15 |
50 |
0,10 |
0,12 |
0,14 |
0,18 |
0,22 |
|||||
|
16 |
100 |
0,11 |
0,14 |
0,16 |
0,24 |
0,29 |
|||||
|
17 |
200 |
0,13 |
0,16 |
0,19 |
0,31 |
0,38 |
|||||
|
18 |
300 |
0,18 |
0,18 |
- |
- |
- |
|||||
|
19 |
400 |
0,21 |
- |
- |
- |
||||||
|
20 |
600 |
А |
0,28 |
- |
- |
- |
|||||
|
21 |
Б |
0,34 |
- |
- |
- |
||||||
|
22 |
800 |
А |
0,33 |
- |
- |
- |
|||||
|
23 |
Б |
0,40 |
- |
- |
- |
||||||
|
24 |
1000 |
А |
0,38 |
- |
- |
- |
|||||
|
25 |
Б |
0,46 |
- |
- |
- |
||||||
|
Индекс |
|
а |
б |
в |
г |
д |
|||||
Периодичность контрольных измерений детали на операцию |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||
Карта 7 |
Листов 1 |
Лист 1 |
|||||
|
№ позиции |
Вид обрабатываемой поверхности |
Точность измерения, мм, до |
Измеряемый размер, мм, до |
Способ достижения размеров обработки |
|||
|
Работа инструментом, установленным на размер |
Работа с пробными стружками или по лимбу |
||||||
|
Коэффициент периодичности промеров |
|||||||
|
1 |
Плоскости |
0,1 |
50 |
0,3 |
0,8 |
||
|
2 |
200 |
0,4 |
0,9 |
||||
|
3 |
Свыше 200 |
0,5 |
1,0 |
||||
|
4 |
0,2 |
50 |
0,2 |
0,7 |
|||
|
5 |
200 |
0,3 |
0,9 |
||||
|
6 |
Свыше 200 |
0,4 |
0,9 |
||||
|
7 |
0,5 |
50 |
0,1 |
0,5 |
|||
|
8 |
200 |
0,2 |
0,6 |
||||
|
9 |
Свыше 200 |
0,3 |
0,7 |
||||
|
10 |
Свыше 0,5 |
50 |
0,1 |
0,4 |
|||
|
И |
200 |
0,5 |
|||||
|
12 |
Свыше 200 |
0,2 |
0,6 |
||||
Примечания:
1. Периодичность промеров выражена коэффициентами ко времени на контрольные измерения деталей, подвергающихся измерениям.
2. Время, взятое из карты 6, следует умножить на коэффициенты данной карты.
3. Указанная периодичность промеров при обработке плоскостей относится к случаям, когда на столе измеряется одна деталь. При установке на столе одновременно нескольких деталей промерять следует одну или несколько из общего числа в зависимости от точности обработки.
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Rz 40, 11 квалитетЧугун серый, 180 - 220 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||
|
Фрезы торцовые с пластинами ВК8 |
||||||||||||
Карта 8 |
Листов 3 |
Лист 1 |
||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 80, 14 - 12 квалитет |
Rz 40, 11 квалитет |
|
|||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||
|
Для станков мощностью 4,8 кВт |
||||||||||||
|
1 |
80 10 |
48 |
3 |
13 |
380 |
750 |
95 |
0,13 |
600 |
480 |
151 |
0,21 |
|
2 |
5 |
240 |
480 |
60 |
0,20 |
380 |
300 |
95 |
0,33 |
|||
|
3 |
100 10 |
60 |
3 |
300 |
600 |
94 |
0,16 |
480 |
380 |
151 |
0,26 |
|
|
4 |
5 |
190 |
380 |
60 |
0,26 |
380 |
300 |
119 |
0,33 |
|||
|
5 |
125 12 |
75 |
3 |
18 |
480 |
75 |
0,21 |
149 |
||||
|
6 |
5 |
150 |
300 |
59 |
0,33 |
240 |
190 |
94 |
0,52 |
|||
|
Для станков мощностью 7,5 кВт |
||||||||||||
|
7 |
80 10 |
48 |
3 |
13 |
480 |
960 |
120 |
0,11 |
600 |
480 |
151 |
0,21 |
|
8 |
5 |
380 |
750 |
95 |
0,13 |
480 |
390 |
120 |
0,26 |
|||
|
9 |
8 |
240 |
480 |
60 |
0,20 |
380 |
300 |
95 |
0,33 |
|||
|
10 |
100 10 |
60 |
3 |
380 |
750 |
119 |
0,13 |
480 |
380 |
151 |
0,26 |
|
|
11 |
5 |
300 |
600 |
94 |
0,16 |
380 |
300 |
119 |
0,33 |
|||
|
12 |
8 |
190 |
380 |
60 |
0,26 |
300 |
240 |
94 |
0,41 |
|||
|
13 |
125 12 |
75 |
3 |
18 |
300 |
750 |
118 |
0,13 |
380 |
300 |
149 |
0,33 |
|
14 |
5 |
190 |
480 |
75 |
0,20 |
300 |
240 |
118 |
0,41 |
|||
|
15 |
8 |
120 |
300 |
47 |
0,33 |
240 |
190 |
94 |
0,52 |
|||
|
Индекс |
а |
|
б |
|||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Rz 40, 11 квалитет Чугун серый, 180 - 220 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||||||||||
|
Фрезы торцовые с пластинами ВК8 |
||||||||||||||||||||||
|
Карта 8 |
Листов 3 |
Лист 2 |
||||||||||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz80, 14 - 12 квалитет |
Rz 40, 11 квалитет |
||||||||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||||||||
|
16 |
160 16 |
112 |
3 |
31 |
150 |
480 |
75 |
0,21 |
300 |
240 |
151 |
0,41 |
||||||||||
|
17 |
5 |
96 |
300 |
48 |
0,33 |
240 |
190 |
120 |
0,52 |
|||||||||||||
|
18 |
8 |
190 |
0,52 |
150 |
120 |
75 |
0,83 |
|||||||||||||||
|
Для станков мощностью 10 кВт |
||||||||||||||||||||||
|
19 |
100 10 |
60 |
3 |
13 |
380 |
960 |
119 |
0,10 |
480 |
380 |
151 |
0,26 |
||||||||||
|
20 |
5 |
300 |
750 |
94 |
0,13 |
|||||||||||||||||
|
21 |
8 |
190 |
480 |
60 |
0,21 |
380 |
300 |
119 |
0,33 |
|||||||||||||
|
22 |
125 12 |
75 |
3 |
18 |
300 |
900 |
118 |
0,11 |
149 |
|||||||||||||
|
23 |
5 |
190 |
600 |
75 |
0,16 |
300 |
240 |
118 |
0,41 |
|||||||||||||
|
24 |
8 |
150 |
480 |
59 |
0,20 |
|||||||||||||||||
|
25 |
160 16 |
112 |
3 |
31 |
600 |
75 |
0,17 |
151 |
||||||||||||||
|
26 |
5 |
96 |
380 |
48 |
0,26 |
|||||||||||||||||
|
27 |
8 |
240 |
0,41 |
240 |
190 |
120 |
0,52 |
|||||||||||||||
|
28 |
200 20 |
140 |
3 |
33 |
480 |
60 |
0,20 |
151 |
||||||||||||||
|
29 |
5 |
75 |
380 |
47 |
0,33 |
190 |
150 |
119 |
0,66 |
|||||||||||||
|
30 |
8 |
190 |
0,52 |
150 |
120 |
94 |
0,83 |
|||||||||||||||
|
Для станков мощностью 15 кВт |
||||||||||||||||||||||
|
31 |
100 10 |
60 |
3 |
13 |
380 |
960 |
119 |
0,10 |
480 |
380 |
150 |
0,26 |
||||||||||
|
32 |
5 |
300 |
750 |
94 |
0,13 |
|||||||||||||||||
|
33 |
8 |
240 |
75 |
380 |
300 |
119 |
0,33 |
|||||||||||||||
|
34 |
125 12 |
75 |
3 |
18 |
300 |
960 |
118 |
0,11 |
480 |
380 |
188 |
0,26 |
||||||||||
|
35 |
5 |
240 |
750 |
94 |
0,13 |
380 |
300 |
149 |
0,33 |
|||||||||||||
|
36 |
8 |
190 |
600 |
75 |
0,17 |
300 |
240 |
118 |
0,41 |
|||||||||||||
|
37 |
160 16 |
112 |
3 |
31 |
750 |
95 |
0,13 |
151 |
||||||||||||||
|
38 |
5 |
150 |
600 |
75 |
0,17 |
240 |
190 |
120 |
0,52 |
|||||||||||||
|
39 |
8 |
|||||||||||||||||||||
|
40 |
200 20 |
140 |
3 |
33 |
150 |
750 |
94 |
0,13 |
151 |
|||||||||||||
|
41 |
5 |
96 |
480 |
60 |
0,20 |
|||||||||||||||||
|
42 |
8 |
300 |
0,33 |
190 |
150 |
119 |
0,66 |
|||||||||||||||
|
43 |
250 24 |
190 |
3 |
54 |
96 |
600 |
75 |
0,17 |
190 |
150 |
149 |
0,66 |
||||||||||
|
44 |
5 |
60 |
380 |
47 |
0,26 |
150 |
120 |
117 |
0,83 |
|||||||||||||
|
45 |
8 |
240 |
0,41 |
|||||||||||||||||||
|
46 |
315 24 |
240 |
3 |
61 |
75 |
480 |
74 |
0,20 |
148 |
|||||||||||||
|
47 |
5 |
48 |
300 |
47 |
0,33 |
120 |
96 |
119 |
1,04 |
|||||||||||||
|
48 |
8 |
240 |
0,41 |
96 |
75 |
95 |
1,33 |
|||||||||||||||
|
Индекс |
а |
|
б |
|||||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Rz 40, 11 квалитет Чугун серый, 180 - 220 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|
||||||||
|
Фрезы торцовые с пластинами ВК8 |
|
|||||||||
|
Карта 8 |
Листов 3 |
Лист 3 |
|
|||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
|||||||||
|
Твердости чугуна |
Твердость чугуна НВ |
До 180 |
180 - 220 |
Свыше 220 |
|
|||||
|
Коэффициент |
0,85 |
1,0 |
1,25 |
|||||||
|
Состояния обрабатываемой поверхности (для Rz 80) |
Состояние обрабатываемой поверхности |
Без корки |
По корке |
|
||||||
|
Коэффициент |
1,0 |
1,4 |
||||||||
|
Марки материала инструмента |
Марка материала инструмента |
ВК 10-ОМ |
ВК8В, Р6М5 |
ВК8 |
ВК6, ВК4 |
ВК6М, ВК3 |
|
|||
|
Коэффициент |
0,85 |
0,9 |
1,0 |
1,35 |
1,5 |
|
||||
|
||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 20, 11 квалитет, Ra 2,5, 9 - 8 квалитетЧугун серый, 180 - 220 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|
||||||||||||
|
Фрезы торцовые с пластинами ВК6 |
|
|||||||||||||
Карта 9 |
Листов 2 |
Лист 1 |
|
|||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 20, 11 квалитет |
Ra 2,5, 9 - 8 квалитет |
|
|||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|
||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|
||||||||
|
Для станков мощностью 4,5 - 15 кВт |
|
|||||||||||||
|
1 |
80 10 |
48 |
2 |
80 |
960 |
750 |
241 |
0,13 |
960 |
480 |
241 |
0,21 |
|
|
|
2 |
100 10 |
60 |
100 |
750 |
600 |
235 |
0,16 |
750 |
380 |
235 |
0,26 |
|||
|
1 |
||||||||||||||
|
3 |
125 14 |
75 |
125 |
600 |
480 |
0,21 |
600 |
300 |
0,33 |
|
||||
|
4 |
160 16 |
112 |
160 |
480 |
380 |
241 |
0,26 |
480 |
240 |
241 |
0,41 |
|
||
|
5 |
200 20 |
140 |
200 |
380 |
300 |
238 |
0,33 |
380 |
190 |
238 |
0,52 |
|
||
|
Индекс |
а |
|
б |
|
||||||||||
|
||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 20, 11 квалитет, Ra 2,5, 9 - 8 квалитет Чугун серый, 180 - 220 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||||||
|
Фрезы торцовые с пластинами ВК6 |
||||||||||||||||||
|
Карта 9 |
Листов 2 |
Лист 2 |
||||||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 20, 11 квалитет |
Ra 2,5, 9 - 8 квалитет |
||||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||||
|
6 |
250 24 |
190 |
2 - 1 |
250 |
300 |
240 |
235 |
0,41 |
300 |
150 |
235 |
0,66 |
||||||
|
7 |
315 24 |
240 |
315 |
240 |
190 |
237 |
0,52 |
240 |
120 |
237 |
0,83 |
|||||||
|
Индекс |
а |
|
б |
|||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||
|
Твердости чугуна |
Твердость чугуна НВ |
До 180 |
180 - 220 |
Свыше 220 |
||||||||||||||
|
Коэффициент |
0,85 |
1,0 |
1,1 |
|||||||||||||||
|
Марки материала инструмента |
Марка материала инструмента |
ВК 10-ОМ |
ВК8В, Р6М5 |
ВК8 |
ВК6 |
ВК6М, ВК3 |
||||||||||||
|
Коэффициент |
0,63 |
0,7 |
0,75 |
1,0 |
1,20 |
|||||||||||||
Примечание. Глубина резания t = 2 мм для Rz 20 и t = 1 мм для Ra 2,5.
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Rz 40, 11 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||||||
|
Фрезы торцовые из стали Р6М5 |
|||||||||||||
Карта 10 |
Листов 2 |
Лист 1 |
|||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz80, 14 - 12 квалитет |
Rz 40, 11 квалитет |
|||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||
|
Для станков мощностью 4,8 кВт |
|||||||||||||
|
1 |
80 10 |
48 |
3 |
13 |
190 |
96 |
48 |
1,04 |
190 |
96 |
48 |
1,04 |
|
|
2 |
5 - 8 |
150 |
75 |
38 |
1,33 |
150 |
75 |
38 |
1,33 |
||||
|
3 |
100 10 |
60 |
3 |
47 |
47 |
||||||||
|
4 |
5 - 8 |
120 |
60 |
38 |
1,66 |
120 |
60 |
38 |
1,66 |
||||
|
5 |
125 14 |
75 |
3 |
18 |
96 |
48 |
1,04 |
96 |
47 |
1,04 |
|||
|
6 |
5 - 8 |
96 |
75 |
38 |
1,33 |
96 |
75 |
38 |
1,33 |
||||
|
Для станков мощностью 7,5 - 10 кВт |
|||||||||||||
|
7 |
80 10 |
48 |
3 |
13 |
150 |
190 |
38 |
0,52 |
190 |
150 |
48 |
0,66 |
|
|
8 |
5 - 8 |
120 |
150 |
30 |
0,66 |
150 |
120 |
38 |
0,83 |
||||
|
9 |
100 10 |
60 |
3 |
38 |
47 |
||||||||
|
10 |
5 - 8 |
96 |
120 |
30 |
0,23 |
120 |
96 |
38 |
1,04 |
||||
|
11 |
125 14 |
75 |
3 |
18 |
150 |
38 |
0,66 |
47 |
|||||
|
12 |
5 - 8 |
75 |
120 |
29 |
0,83 |
96 |
75 |
38 |
1,33 |
||||
|
Индекс |
а |
|
б |
||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Rz 40, 11 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||
|
Фрезы торцовые из стали Р6М5 |
||||||||||||
|
Карта 10 |
Листов 2 |
Лист 2 |
||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 80, 14 - 12 квалитет |
Rz 40, 11 квалитет |
||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||
|
13 |
160 16 |
112 |
3 |
31 |
75 |
150 |
38 |
0,66 |
96 |
75 |
48 |
1,33 |
|
14 |
5 - 8 |
60 |
120 |
30 |
0,83 |
75 |
60 |
38 |
1,66 |
|||
|
15 |
200 17 |
140 |
3 |
33 |
150 |
38 |
0,66 |
60 |
48 |
2,08 |
||
|
16 |
5 |
48 |
120 |
30 |
0,83 |
48 |
38 |
30 |
2,63 |
|||
|
17 |
8 |
96 |
1,04 |
|||||||||
|
Для станков мощностью 15 кВт |
||||||||||||
|
18 |
100 10 |
60 |
3 |
13 |
96 |
190 |
30 |
0,52 |
150 |
120 |
47 |
0,83 |
|
19 |
5 - 12 |
75 |
150 |
23 |
0,66 |
120 |
96 |
38 |
1,04 |
|||
|
20 |
125 14 |
75 |
3 |
18 |
190 |
29 |
0,52 |
47 |
||||
|
21 |
5 - 12 |
60 |
150 |
23 |
0,66 |
96 |
75 |
38 |
1,33 |
|||
|
22 |
160 16 |
112 |
3 |
31 |
190 |
30 |
0,52 |
48 |
||||
|
23 |
5 - 12 |
48 |
150 |
24 |
0,66 |
75 |
60 |
38 |
1,66 |
|||
|
24 |
200 20 |
140 |
3 |
33 |
190 |
30 |
0,52 |
47 |
||||
|
25 |
5 - 8 |
38 |
150 |
24 |
0,66 |
60 |
48 |
38 |
2,08 |
|||
|
26 |
12 |
120 |
0,83 |
|||||||||
|
27 |
250 26 |
190 |
3 |
54 |
38 |
190 |
30 |
0,52 |
60 |
48 |
47 |
2,08 |
|
28 |
5 |
30 |
150 |
24 |
0,66 |
48 |
38 |
38 |
2,63 |
|||
|
29 |
8 |
96 |
1,04 |
|||||||||
|
30 |
12 |
75 |
1,33 |
|||||||||
|
Индекс |
а |
|
Б |
|||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали и предел твердости НВ |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
||||||||
|
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
|||||
|
Состояния обрабатываемой поверхности (для Rz 80) |
Состояние обрабатываемой поверхности |
Без корки и удара |
По корке и на удар |
|||||||||
|
Коэффициент |
1,0 |
1,25 |
||||||||||
|
Нанесения износостойкого покрытия |
Нанесение покрытия |
Без нанесения |
С нанесением |
|||||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 20, 11 квалитет, Ra 2,5, 9 - 8 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||
|
Фрезы торцовые из стали Р6М5 |
||||||||||||||
Карта 11 |
Листов 2 |
Лист 1 |
||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 20,11 квалитет |
Ra 2,5, 9 - 8 квалитет |
||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||
|
Для станков мощностью 4,5 - 15 кВт |
||||||||||||||
|
1 |
80 10 |
48 |
1,0 |
80 |
240 |
190 |
60 |
0,52 |
240 |
120 |
60 |
0,83 |
||
|
2 |
100 10 |
60 |
100 |
190 |
150 |
0,66 |
190 |
96 |
1,04 |
|||||
|
3 |
125 14 |
75 |
125 |
150 |
59 |
150 |
75 |
59 |
1,33 |
|||||
|
4 |
160 16 |
112 |
160 |
120 |
96 |
60 |
1,04 |
125 |
60 |
63 |
1,66 |
|||
|
5 |
200 20 |
140 |
200 |
96 |
75 |
47 |
1,33 |
96 |
48 |
60 |
2,08 |
|||
|
6 |
250 20 |
190 |
250 |
75 |
60 |
1,66 |
75 |
38 |
59 |
2,63 |
||||
|
Индекс |
а |
|
б |
|||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
|||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали и предел твердости НВ |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|
|||||
|
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|
||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
|
||
|
Нанесения износостойкого покрытия |
Нанесение покрытия |
Без нанесения |
С нанесением |
|
||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||
|
||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Rz 40, 11 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||
|
Фрезы торцовые с пластинами Т5К10 |
||||||||||||
Карта 12 |
Листов 2 |
Лист 1 |
||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 80, 14 - 12 квалитет |
Rz 40, 11 квалитет |
||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||
|
Для станков мощностью 4,8 кВт |
||||||||||||
|
1 |
100 8 |
60 |
3 |
13 |
240 |
190 |
75 |
0,52 |
240 |
190 |
94 |
0,52 |
|
2 |
125 8 |
75 |
18 |
190 |
||||||||
|
Для станков мощностью 7,5 кВт |
||||||||||||
|
3 |
100 8 |
60 |
3 |
13 |
380 |
380 |
119 |
0,26 |
380 |
300 |
119 |
0,33 |
|
4 |
5 |
190 |
190 |
60 |
0,52 |
240 |
190 |
75 |
0,52 |
|||
|
5 |
125 8 |
75 |
3 |
18 |
300 |
300 |
118 |
0,33 |
300 |
240 |
118 |
0,41 |
|
6 |
5 |
150 |
150 |
59 |
0,66 |
150 |
120 |
59 |
0,83 |
|||
|
7 |
160 10 |
112 |
3 |
31 |
190 |
75 |
0,52 |
240 |
190 |
121 |
0,52 |
|
|
8 |
5 |
96 |
120 |
48 |
0,83 |
120 |
96 |
60 |
1,04 |
|||
|
Для станков мощностью 10 кВт |
||||||||||||
|
9 |
100 8 |
60 |
3 |
13 |
380 |
600 |
119 |
0,16 |
600 |
480 |
188 |
0,21 |
|
10 |
5 |
240 |
300 |
75 |
0,33 |
380 |
300 |
119 |
0,33 |
|||
|
11 |
125 8 |
75 |
3 |
18 |
300 |
380 |
118 |
0,26 |
600 |
480 |
235 |
0,21 |
|
12 |
5 |
190 |
240 |
75 |
0,41 |
300 |
240 |
118 |
0,41 |
|||
|
13 |
160 10 |
112 |
3 |
31 |
190 |
300 |
95 |
0,33 |
300 |
240 |
151 |
0,41 |
|
14 |
5 |
96 |
190 |
48 |
0,52 |
150 |
120 |
75 |
0,83 |
|||
|
15 |
200 12 |
140 |
3 |
33 |
120 |
240 |
75 |
0,41 |
190 |
150 |
119 |
0,66 |
|
16 |
5 |
60 |
120 |
38 |
0,83 |
96 |
75 |
60 |
1,33 |
|||
|
Для станков мощностью 15 кВт |
||||||||||||
|
17 |
100 8 |
60 |
3 |
13 |
480 |
600 |
151 |
0,16 |
600 |
480 |
188 |
0,21 |
|
18 |
5 |
380 |
480 |
119 |
0,21 |
480 |
370 |
151 |
0,26 |
|||
|
19 |
8 |
190 |
240 |
60 |
0,41 |
300 |
240 |
94 |
0,41 |
|||
|
20 |
125 8 |
75 |
3 |
18 |
380 |
480 |
149 |
0,21 |
600 |
480 |
235 |
0,21 |
|
21 |
5 |
300 |
380 |
118 |
0,26 |
380 |
300 |
149 |
0,33 |
|||
|
22 |
8 |
150 |
240 |
59 |
0,41 |
240 |
190 |
94 |
0,52 |
|||
|
23 |
160 10 |
112 |
3 |
31 |
300 |
380 |
151 |
0,26 |
380 |
300 |
191 |
0,33 |
|
24 |
5 |
150 |
240 |
75 |
0,41 |
240 |
190 |
121 |
0,52 |
|||
|
25 |
8 |
96 |
120 |
48 |
0,83 |
150 |
120 |
75 |
0,83 |
|||
|
26 |
200 12 |
140 |
3 |
33 |
190 |
380 |
119 |
0,26 |
300 |
240 |
188 |
0,41 |
|
27 |
5 |
96 |
190 |
60 |
0,52 |
240 |
190 |
151 |
0,52 |
|||
|
28 |
8 |
75 |
96 |
47 |
1,04 |
120 |
96 |
75 |
1,04 |
|||
|
Индекс |
а |
|
б |
|||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Rz 40, 11 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||||||||
|
Фрезы торцовые с пластинами Т5К10 |
|||||||||||||||
|
Карта 12 |
Листов 2 |
Лист 2 |
|||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 80, 14 - 12 квалитет |
Rz 40, 11 квалитет |
|||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||
|
29 |
250 14 |
190 |
3 |
54 |
96 |
240 |
75 |
0,41 |
240 |
190 |
188 |
0,52 |
|||
|
30 |
5 |
60 |
120 |
47 |
0,83 |
150 |
120 |
118 |
0,83 |
||||||
|
31 |
8 |
60 |
1,66 |
96 |
75 |
75 |
1,33 |
||||||||
|
32 |
320 18 |
240 |
3 |
61 |
190 |
60 |
0,52 |
100 |
150 |
191 |
0,66 |
||||
|
33 |
5 |
75 |
1,33 |
120 |
96 |
120 |
1,04 |
||||||||
|
34 |
8 |
48 |
2,08 |
60 |
48 |
60 |
2,08 |
||||||||
|
Индекс |
а |
|
б |
||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||
|
Предела твердости стали |
Предел твердости стали НВ |
До 170 |
170 - 210 |
Свыше 210 |
|||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
||||||||||||
|
Состояния обрабатываемой поверхности |
Состояние обрабатываемой поверхности |
Без корки и удара |
По корке и на удар |
||||||||||||
|
Коэффициент |
1,0 |
1,25 |
|||||||||||||
|
Марки материала инструмента |
Марка материала инструмента |
Т15К6 |
Т14К8 |
Т5К10 |
|||||||||||
|
Коэффициент |
1,25 |
1,15 |
1,0 |
||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 20, 11 квалитет, Ra 2,5, 9 - 8 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||
|
Фрезы торцовые с пластинами Т15К6 |
||||||||||||
Карта 13 |
Листов 2 |
Лист 1 |
||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 20, 11 квалитет |
Ra 2,5, 9 - 8 квалитет |
||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||
|
Для станков мощностью 4,8 кВт |
||||||||||||
|
1 |
100 8 |
60 |
2 - 1 |
100 |
750 |
380 |
235 |
0,26 |
1200 |
380 |
376 |
0,26 |
|
2 |
125 8 |
75 |
125 |
600 |
300 |
0,33 |
960 |
300 |
0,33 |
|||
|
3 |
160 10 |
112 |
160 |
380 |
190 |
191 |
0,52 |
750 |
240 |
0,41 |
||
|
Для станков мощностью 7,5 кВт |
||||||||||||
|
4 |
100 8 |
60 |
2 - 1 |
100 |
960 |
480 |
301 |
0,21 |
1200 |
380 |
376 |
0,26 |
|
5 |
125 8 |
75 |
125 |
376 |
960 |
300 |
0,33 |
|||||
|
6 |
160 10 |
112 |
160 |
600 |
300 |
301 |
0,33 |
750 |
240 |
0,41 |
||
|
Индекс |
а |
|
б |
|||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 20, 11 квалитет, Ra 2,5, 9 - 8 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||||||||||||
|
Фрезы торцовые с пластинами Т15К6 |
|||||||||||||||||||
|
Карта 13 |
Листов 2 |
Лист 2 |
|||||||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 20, 11 квалитет |
Ra 2,5, 9 - 8 квалитет |
|||||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
||||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||||
|
Для станков мощностью 10 кВт |
|||||||||||||||||||
|
7 |
100 8 |
60 |
2 - 1 |
100 |
1200 |
600 |
376 |
0,16 |
1200 |
380 |
376 |
0,26 |
|||||||
|
8 |
125 8 |
75 |
125 |
960 |
480 |
0,21 |
960 |
300 |
0,33 |
||||||||||
|
9 |
160 10 |
112 |
160 |
750 |
380 |
0,26 |
750 |
240 |
0,41 |
||||||||||
|
10 |
200 12 |
140 |
200 |
600 |
300 |
0,33 |
750 |
240 |
471 |
||||||||||
|
Для станков мощностью 15 кВт |
|||||||||||||||||||
|
11 |
100 8 |
60 |
2 - 1 |
100 |
1200 |
600 |
376 |
0,16 |
1200 |
380 |
376 |
0,26 |
|||||||
|
12 |
125 8 |
75 |
125 |
960 |
480 |
0,21 |
960 |
300 |
0,33 |
||||||||||
|
13 |
160 10 |
112 |
160 |
750 |
380 |
0,26 |
750 |
240 |
0,41 |
||||||||||
|
14 |
200 12 |
140 |
2 - 1 |
200 |
600 |
300 |
376 |
0,33 |
750 |
240 |
474 |
0,41 |
|||||||
|
15 |
250 14 |
190 |
250 |
480 |
240 |
376 |
0,41 |
600 |
190 |
471 |
0,52 |
||||||||
|
16 |
320 18 |
240 |
320 |
380 |
190 |
381 |
0,52 |
480 |
150 |
481 |
0,66 |
||||||||
|
Индекс |
а |
|
б |
||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||
|
Предела твердости стали |
Предел твердости стали, НВ |
До 170 |
170 - 210 |
Свыше 210 |
|||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
||||||||||||||||
|
Марки материала инструмента |
Марка материала инструмента |
Т15К6 |
Т14К8 |
Т5К10 |
|||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
0,8 |
||||||||||||||||
Примечание. Глубина резания t = 2 мм для Rz 20 и t = 1 мм для Ra 2,5.
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитетМедные сплавы 100 - 140 НВ и алюминиевые |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|
|||||||||||||||
|
Фрезы торцовые из стали Р6М5 |
|
||||||||||||||||
Карта 14 |
Листов 1 |
Лист 1 |
|
||||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
|
||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
|
||||||||||||||
|
Для станков мощностью 4,8 - 15 кВт |
|
||||||||||||||||
|
1 |
80 10 |
48 |
3 |
13 |
240 |
750 |
60 |
0,13 |
|
||||||||
|
2 |
5 |
600 |
0,16 |
|
|||||||||||||
|
3 |
8 |
480 |
0,21 |
|
|||||||||||||
|
4 |
12 |
380 |
0,26 |
|
|||||||||||||
|
5 |
100 10 |
60 - 75 |
3 |
190 |
600 |
0,16 |
|
||||||||||
|
6 |
5 |
480 |
0,21 |
|
|||||||||||||
|
7 |
8 |
380 |
0,26 |
|
|||||||||||||
|
8 |
12 |
300 |
0,33 |
|
|||||||||||||
|
9 |
160 16 |
112 |
3 |
31 |
120 |
600 |
0,16 |
|
|||||||||
|
10 |
5 |
480 |
0,21 |
|
|||||||||||||
|
11 |
8 |
380 |
0,26 |
|
|||||||||||||
|
12 |
12 |
300 |
0,33 |
|
|||||||||||||
|
13 |
200 20 |
140 |
3 |
33 |
96 |
600 |
60 |
0,16 |
|
||||||||
|
14 |
5 |
480 |
0,21 |
|
|||||||||||||
|
15 |
8 |
380 |
0,26 |
|
|||||||||||||
|
16 |
12 |
300 |
0,33 |
|
|||||||||||||
|
Индекс |
а |
|
|||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
||||||||||||||||
|
Твердости обрабатываемого материала |
Обрабатываемый материал |
Медные сплавы |
Алюминиевые сплавы |
|
|||||||||||||
|
Твердость обрабатываемого материала |
НВ £ 140 |
НВ > 140 |
Силумин и литейные сплавы Gb = 200 - 650 Мпа НВ > 65 (закаленный) Дюралюмин Gb = 400 - 500 Мпа НВ > 100 (закаленный) |
Силумин и литейные сплавы Gb = 100 - 200 Мпа НВ < 65 Дюралюмин Gb = 300 - 400 Мпа НВ £ 100 |
Дюралюмин Gb = 200 - 300 Мпа |
|
|||||||||||
|
Коэффициент |
1,0 |
1,25 |
0,8 |
0,7 |
0,6 |
||||||||||||
|
Марки материала инструмента |
Марка материала инструмента |
ВК10-ОМ |
Р6М5 |
ВК8 |
ВК4, ВК6 |
|
|||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
1,3 |
|||||||||||||
|
Состояния поверхности |
Состояние поверхности |
С коркой |
Без корки |
|
|||||||||||||
|
Коэффициент |
1,0 |
0,8 |
|||||||||||||||
|
|||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 20, 11 квалитетМедные сплавы 100 - 140 НВ и алюминиевые |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|
|||||||||||||||
Фрезы торцовые из стали Р6М5 |
|
||||||||||||||||
Карта 15 |
Листов 1 |
Лист 1 |
|
||||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
|
||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
|
||||||||||||||
|
Для станков мощностью 4,8 - 15 кВт |
|
||||||||||||||||
|
1 |
80 10 |
48 |
2 |
80 |
380 |
300 |
100 |
0,33 |
|
||||||||
|
2 |
100 10 |
60 |
100 |
300 |
240 |
0,42 |
|
||||||||||
|
3 |
125 14 |
75 |
125 |
240 |
190 |
0,52 |
|
||||||||||
|
4 |
160 16 |
112 |
160 |
190 |
150 |
0,66 |
|
||||||||||
|
5 |
200 20 |
140 |
200 |
150 |
120 |
0,83 |
|
||||||||||
|
Индекс |
а |
|
|||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
||||||||||||||||
|
Твердости обрабатываемого материала |
Обрабатываемый материал |
Медные сплавы |
Алюминиевые сплавы |
|
|||||||||||||
|
Твердость обрабатываемого материала |
НВ £ 140 |
НВ > 140 |
Силумин и литейные сплавы Gb = 200 - 650 Мпа НВ > 65 (закаленный) Дюралюмин Gb = 400 - 500 Мпа НВ > 100 (закаленный) |
Силумин и литейные сплавы Gb = 100 - 200 Мпа НВ < 65 Дюралюмин Gb = 300 - 400 Мпа НВ £ 100 |
Дюралюмин Gb = 200 - 300 Мпа |
|
|||||||||||
|
Коэффициент |
1,0 |
1,25 |
0,8 |
0,7 |
0,6 |
||||||||||||
|
Марки материала инструмента |
Марка материала инструмента |
ВК10-ОМ |
Р6М5 |
ВК8 |
ВК4, ВК6 |
|
|||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
1,3 |
|||||||||||||
|
|||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет.Сталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||||||||||||||||||||
Фрезы концевые из стали Р6М5 |
|||||||||||||||||||||||||||
Карта 16 |
Листов 2 |
Лист 1 |
|||||||||||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая, 170 - 210 НВ |
Чугун серый, 180 - 220 НВ |
Медные сплавы и алюминиевые, 100-140 НВ |
|||||||||||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
||||||||||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||||||||||
|
1 |
15 |
16 4 |
20 - 30 |
3 |
8 |
1200 |
300 |
60,0 |
0,33 |
750 |
240 |
38,0 |
0,42 |
1200 |
380 |
60 |
0,26 |
||||||||||
|
2 |
5 |
9 |
960 |
240 |
48,0 |
0,42 |
190 |
0,53 |
300 |
0,33 |
|||||||||||||||||
|
3 |
20 5 |
20 - 40 |
3 |
8 |
300 |
60,0 |
0,33 |
600 |
300 |
0,33 |
960 |
480 |
0,21 |
||||||||||||||
|
4 |
5 |
10 |
750 |
240 |
47,0 |
0,42 |
240 |
0,42 |
380 |
0,26 |
|||||||||||||||||
|
5 |
25 5 |
20 - 45 |
3 |
300 |
59,0 |
0,33 |
480 |
300 |
37,5 |
0,33 |
750 |
480 |
59 |
0,21 |
|||||||||||||
|
6 |
5 |
12 |
600 |
240 |
47,0 |
0,42 |
240 |
38,0 |
0,42 |
600 |
300 |
47 |
0,33 |
||||||||||||||
|
7 |
28 5 |
3 |
10 |
300 |
53,0 |
0,33 |
300 |
42,0 |
0,33 |
480 |
53 |
0,21 |
|||||||||||||||
|
8 |
5 |
12 |
480 |
240 |
42,0 |
0,42 |
240 |
0,42 |
380 |
0,26 |
|||||||||||||||||
|
9 |
32 4 |
20 - 50 |
3 |
11 |
380 |
39,0 |
380 |
300 |
38,0 |
0,33 |
480 |
48 |
|||||||||||||||
|
10 |
5 |
13 |
190 |
0,53 |
240 |
0,42 |
|||||||||||||||||||||
|
11 |
40 4 |
20 - 60 |
3 |
300 |
240 |
37,5 |
0,42 |
300 |
48,0 |
0,33 |
480 |
60 |
0,21 |
||||||||||||||
|
12 |
5 |
15 |
190 |
0,53 |
240 |
0,42 |
300 |
0,33 |
|||||||||||||||||||
|
13 |
8 |
18 |
120 |
0,83 |
300 |
150 |
37,5 |
0,67 |
380 |
240 |
48 |
0,42 |
|||||||||||||||
|
14 |
15 |
50 4 |
30 - 65 |
3 |
14 |
240 |
190 |
38,0 |
0,53 |
300 |
300 |
47,0 |
0,33 |
380 |
380 |
60 |
0,26 |
||||||||||
|
15 |
5 |
17 |
150 |
0,67 |
|
240 |
0,42 |
|
300 |
0,33 |
|||||||||||||||||
|
16 |
8 |
20 |
120 |
0,83 |
240 |
190 |
37,5 |
0,53 |
300 |
190 |
47 |
0,53 |
|||||||||||||||
|
Индекс |
а |
|
б |
|
в |
||||||||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|||||||||||||||||||||||
|
Предел твердости, НВ |
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|||||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Сталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||
|
Фрезы концевые из стали Р6М5 |
|||||||
|
Карта 16 |
Листов 2 |
Лист 2 |
|||||
|
Твердости чугуна |
Твердость, НВ |
До 220 |
Свыше 220 |
||||
|
Коэффициент |
1,0 |
1,25 |
|||||
|
Твердости медных сплавов |
Твердость, НВ |
£ 140 |
> 140 |
||||
|
Коэффициент |
1,0 |
1,10 |
|||||
|
Группы алюминиевых сплавов |
Группа сплавов |
Силумин и литейные сплавы Gb = 200 - 650 Мпа, НВ > 65 (закаленный) Дюралюмин Gb = 400 - 500 Мпа, НВ > 100 (закаленный) |
Силумин и литейные сплавы Gb = 100 - 200 Мпа, НВ < 65 Дюралюмин Gb = 300 - 400 Мпа, НВ £ 100 |
Дюралюмин Gb = 200 - 300 Мпа |
|||
|
Коэффициент |
0,8 |
0,7 |
0,6 |
||||
|
Формы обрабатываемой поверхности |
Форма обрабатываемой поверхности |
Прямолинейная |
Криволинейная (фасонная) |
||||
|
Коэффициент |
1,0 |
1,2 |
|||||
|
Нанесения износостойкого покрытия |
Нанесение покрытия |
Без нанесения |
С нанесением |
||||
|
Коэффициент |
1,0 |
0,9 |
|||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 20, 11 квалитет.Сталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||||||||
Фрезы концевые из стали Р6М5 |
||||||||||||||||||||
Карта 17 |
Листов 2 |
Лист 1 |
||||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая, 170 - 210 НВ |
Чугун серый, 180 - 220 НВ |
Медные сплавы и алюминиевые, 100 - 140 НВ |
||||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||
|
1 |
15 |
16 4 |
20 - 30 |
2 |
13 |
1200 |
190 |
60 |
0,53 |
750 |
190 |
37,5 |
0,53 |
1200 |
300 |
60,0 |
0,33 |
|||
|
2 |
20 5 |
20 - 40 |
14 |
960 |
300 |
0,33 |
300 |
47,0 |
0,33 |
380 |
75,5 |
0,26 |
||||||||
|
3 |
25 5 |
20 - 45 |
17 |
750 |
240 |
59 |
0,42 |
600 |
240 |
0,42 |
960 |
|||||||||
|
4 |
28 5 |
20 - 50 |
18 |
600 |
300 |
53 |
0,33 |
380 |
52,5 |
0,26 |
480 |
84,5 |
0,21 |
|||||||
|
5 |
32 4 |
22 |
480 |
225 |
50 |
0,44 |
480 |
300 |
50,0 |
0,33 |
480 |
380 |
50,0 |
0,26 |
||||||
|
6 |
40 4 |
20 - 60 |
30 |
380 |
175 |
48 |
0,57 |
380 |
260 |
48,0 |
0,38 |
300 |
60,0 |
0,33 |
||||||
|
7 |
50 4 |
30 - 65 |
40 |
300 |
140 |
47 |
0,71 |
300 |
225 |
47,0 |
0,44 |
380 |
240 |
0,42 |
||||||
|
Индекс |
а |
|
б |
|
в |
|||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 20, 11 квалитет. Сталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||||
|
Фрезы концевые из стали Р6М5 |
|||||||||||
|
Карта 17 |
Листов 2 |
Лист 2 |
|||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|||||||
|
Предел твердости, НВ |
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||
|
Твердости чугуна |
Твердость, НВ |
До 220 |
Свыше 220 |
||||||||
|
Коэффициент |
1,0 |
1,25 |
|||||||||
|
Твердости медных сплавов |
Твердость, НВ |
£ 140 |
> 140 |
||||||||
|
Коэффициент |
1,0 |
1,10 |
|||||||||
|
Группы алюминиевых сплавов |
Группа сплавов |
Силумин и литейные сплавы Gb = 200 - 650 Мпа, НВ > 65 (закаленный) Дюралюмин Gb = 400 - 500 Мпа, НВ > 100 (закаленный) |
Силумин и литейные сплавы Gb = 100 - 200 Мпа, НВ < 65 Дюралюмин Gb = 300 - 400 Мпа, НВ £ 100 |
Дюралюмин Gb = 200 - 300 Мпа |
|||||||
|
Коэффициент |
0,8 |
0,7 |
0,6 |
||||||||
|
Формы обрабатываемой поверхности |
Форма обрабатываемой поверхности |
Прямолинейная |
Криволинейная (фасонная) |
||||||||
|
Коэффициент |
1,0 |
1,2 |
|||||||||
|
Нанесения износостойкого покрытия |
Нанесение покрытия |
Без нанесения |
С нанесением |
||||||||
|
Коэффициент |
1,0 |
0,9 |
|||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Rz 20, 11 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||||||||||
Фрезы концевые с пластинами Т5К10 и Т15К6 |
|||||||||||||||||
Карта 18 |
Листов 2 |
Лист 1 |
|||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Фрезерование плоскостей, Rz 80, Т5К10 |
Фрезерование плоскостей, Rz 20, Т15К6 |
||||||||||||
|
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||
|
1 |
15 |
16 3 |
10 - 30 |
3 |
7 |
1500 |
300 |
75 |
0,33 |
2 |
10 |
1500 |
240 |
75 |
0,42 |
||
|
2 |
20 4 |
8 |
480 |
94 |
0,21 |
14 |
380 |
94 |
0,26 |
||||||||
|
3 |
5 |
10 |
380 |
0,26 |
|||||||||||||
|
4 |
25 4 |
3 |
480 |
118 |
0,21 |
17 |
1200 |
300 |
0,33 |
||||||||
|
5 |
5 |
12 |
1200 |
380 |
94 |
0,26 |
|||||||||||
|
6 |
32 4 |
3 |
11 |
960 |
96 |
19 |
240 |
120 |
0,42 |
||||||||
|
7 |
5 |
13 |
300 |
0,33 |
|||||||||||||
|
8 |
8 |
15 |
750 |
240 |
75 |
0,42 |
|||||||||||
|
9 |
40 5 |
3 |
13 |
960 |
480 |
120 |
0,21 |
22 |
960 |
||||||||
|
10 |
5 |
15 |
380 |
0,26 |
|||||||||||||
|
11 |
8 |
18 |
750 |
240 |
94 |
0,42 |
|||||||||||
|
Индекс |
а |
|
б |
||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Rz 20, 11 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|
|||||||||||||||||
|
Фрезы концевые с пластинами Т5К10 и Т15К6 |
|
||||||||||||||||||
|
Карта 18 |
Листов 2 |
Лист 2 |
|
||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Ширина обрабатываемой поверхности В, мм, до |
Фрезерование плоскостей, Rz 20, Т15К6 |
|
|||||||||||||
|
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
|
|||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|
|||||||||||||
|
12 |
15 |
50 5 |
10 - 30 |
3 |
14 |
750 |
380 |
118 |
0,26 |
2 |
24 |
750 |
240 |
118 |
0,42 |
|
|||
|
13 |
5 |
17 |
600 |
300 |
94 |
0,33 |
|
||||||||||||
|
14 |
8 |
20 |
190 |
0,53 |
|
||||||||||||||
|
Индекс |
а |
|
б |
|
|||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
||||||||||||||||||
|
Предела твердости стали |
Предел твердости, НВ |
До 170 |
170 - 210 |
Свыше 210 |
|
||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
||||||||||||||||
|
Состояния обрабатываемой поверхности |
Состояние обрабатываемой поверхности |
Без корки и удара |
По корке и на удар |
|
|||||||||||||||
|
Коэффициент |
1,0 |
1,2 |
|
||||||||||||||||
|
Формы обрабатываемой поверхности |
Форма обрабатываемой поверхности |
Прямолинейная |
Криволинейная (фасонная) |
|
|||||||||||||||
|
Коэффициент |
1,0 |
1,2 |
|
||||||||||||||||
|
|||||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование уступов, Rz 40 - Rz 20, 11 квалитетСталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||||||||
Фрезы концевые из стали Р6М5 |
||||||||||||||||||||
Карта 19 |
Листов 2 |
Лист 1 |
||||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая, 170 - 210 НВ |
Чугун серый, 180 - 220 НВ |
Медные сплавы и алюминиевые, 100 - 140 НВ |
||||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||
|
1 |
15 |
16 4 |
12 |
10 |
17 |
750 |
150 |
38,0 |
0,67 |
600 |
190 |
30,0 |
0,53 |
960 |
240 |
48,0 |
0,42 |
|||
|
2 |
20 |
600 |
120 |
30,0 |
0,83 |
150 |
0,67 |
750 |
190 |
38,0 |
0,53 |
|||||||||
|
3 |
30 |
480 |
75 |
24,0 |
1,33 |
380 |
96 |
19,0 |
1,04 |
600 |
120 |
30,0 |
0,83 |
|||||||
|
4 |
20 5 |
18 |
10 |
21 |
150 |
30,0 |
0,67 |
480 |
190 |
30,0 |
0,53 |
750 |
240 |
47,0 |
0,42 |
|||||
|
5 |
20 |
120 |
0,83 |
380 |
120 |
24,0 |
0,83 |
600 |
190 |
38,0 |
0,53 |
|||||||||
|
6 |
30 |
380 |
75 |
24,0 |
1,33 |
300 |
96 |
19,0 |
1,04 |
480 |
150 |
30,0 |
0,67 |
|||||||
|
7 |
40 |
60 |
1,67 |
75 |
1,33 |
380 |
96 |
24,0 |
1,04 |
|||||||||||
|
8 |
25 5 |
22 |
20 |
26 |
380 |
96 |
30,0 |
1,04 |
120 |
23,5 |
0,83 |
480 |
190 |
37,5 |
0,53 |
|||||
|
9 |
30 |
300 |
75 |
23,5 |
1,33 |
240 |
75 |
19,0 |
1,33 |
150 |
0,67 |
|||||||||
|
10 |
45 |
60 |
1,67 |
60 |
1,67 |
380 |
120 |
30,0 |
0,83 |
|||||||||||
|
11 |
28 5 |
25 |
20 |
29 |
96 |
26,5 |
1,04 |
300 |
120 |
26,0 |
0,83 |
480 |
190 |
42,0 |
0,53 |
|||||
|
12 |
30 |
240 |
75 |
21,0 |
1,33 |
190 |
75 |
17,0 |
1,33 |
150 |
0,67 |
|||||||||
|
13 |
45 |
60 |
1,67 |
60 |
1,67 |
380 |
120 |
33,5 |
0,83 |
|||||||||||
|
Индекс |
а |
|
б |
|
в |
|||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование уступов, Rz 40 - Rz 20, 11 квалитет Сталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||||||
|
Фрезы концевые из стали Р6М5 |
|||||||||||||
|
Карта 19 |
Листов 2 |
Лист 2 |
|||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|||||||||
|
Предел твердости, НВ |
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||
|
Твердости чугуна |
Твердость чугуна НВ |
До 220 |
Свыше 220 |
||||||||||
|
Коэффициент |
|
1,25 |
|||||||||||
|
Твердости медных сплавов |
Твердость, НВ |
£ 140 |
> 140 |
||||||||||
|
Коэффициент |
1,0 |
1,1 |
|||||||||||
|
Группы алюминиевых сплавов |
Группа сплавов |
Силумин и литейные сплавы Gb = 200 - 650 Мпа, НВ > 65 (закаленный) Дюралюмин Gb = 400 - 500 Мпа, НВ > 100 (закаленный) |
Силумин и литейные сплавы Gb = 100 - 200 Мпа, НВ < 65 Дюралюмин Gb = 300 - 400 Мпа, НВ £ 100 |
Дюралюмин Gb = 200 - 300 Мпа |
|||||||||
|
Коэффициент |
1,0 |
0,7 |
0,6 |
||||||||||
|
Формы обрабатываемой поверхности |
Форма обрабатываемой поверхности |
Прямолинейная |
Криволинейная (фасонная) |
||||||||||
|
Коэффициент |
1,0 |
1,2 |
|||||||||||
|
Нанесения износостойкого покрытия |
Нанесение покрытия |
Без нанесения |
С нанесением |
||||||||||
|
Коэффициент |
1,0 |
0,9 |
|||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов, Rz 40 - Rz 20, 11 квалитетСталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||||||||
Фрезы концевые из стали Р6М5 |
||||||||||||||||||||
Карта 20 |
Листов 2 |
Лист 1 |
||||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая, 170 - 210 НВ |
Чугун серый, 180 - 220 НВ |
Медные сплавы и алюминиевые, 100 - 140 НВ |
||||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||
|
1 |
15 |
6 4 |
6 |
3 |
5 |
1500 |
96 |
28,0 |
1,04 |
1500 |
120 |
28,0 |
0,83 |
1800 |
150 |
34,0 |
0,67 |
|||
|
2 |
5 |
60 |
1,67 |
96 |
1,04 |
|||||||||||||||
|
3 |
8 4 |
8 |
5 |
7 |
1200 |
30,0 |
960 |
96 |
24,0 |
1,04 |
1500 |
120 |
37,5 |
0,83 |
||||||
|
4 |
10 |
60 |
1,67 |
75 |
1,33 |
96 |
1,04 |
|||||||||||||
|
5 |
10 4 |
10 |
5 |
8 |
960 |
120 |
30,0 |
0,83 |
750 |
96 |
23,5 |
1,04 |
1200 |
150 |
30,0 |
0,67 |
||||
|
6 |
10 |
75 |
1,33 |
60 |
1,67 |
96 |
1,04 |
|||||||||||||
|
7 |
12 5 |
12 |
8 |
10 |
96 |
36,0 |
1,04 |
600 |
96 |
22,5 |
1,04 |
960 |
120 |
36,0 |
0,83 |
|||||
|
8 |
12 |
60 |
1,67 |
60 |
1,67 |
96 |
1,04 |
|||||||||||||
|
9 |
16 5 |
16 |
10 |
12 |
600 |
96 |
30,0 |
1,04 |
420 |
75 |
24,0 |
1,33 |
120 |
48,0 |
0,83 |
|||||
|
10 |
16 |
60 |
1,67 |
48 |
2,08 |
96 |
1,04 |
|||||||||||||
|
11 |
20 5 |
20 |
15 |
480 |
96 |
24,0 |
1,04 |
380 |
96 |
1,04 |
750 |
190 |
47,0 |
0,53 |
||||||
|
12 |
20 |
75 |
1,33 |
75 |
1,33 |
120 |
0,83 |
|||||||||||||
|
13 |
25 5 |
25 |
20 |
380 |
96 |
30,0 |
1,04 |
300 |
96 |
23,5 |
1,04 |
600 |
150 |
0,67 |
||||||
|
14 |
30 |
75 |
1,33 |
75 |
1,33 |
120 |
0,83 |
|||||||||||||
|
15 |
28 5 |
28 |
20 |
25 |
300 |
26,5 |
190 |
96 |
17,0 |
1,04 |
480 |
150 |
42,0 |
0,67 |
||||||
|
16 |
30 |
60 |
1,67 |
60 |
1,67 |
120 |
0,83 |
|||||||||||||
|
Индекс |
а |
|
б |
|
в |
|||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов, Rz 40 - Rz 20, 11 квалитет Сталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||||||
|
Фрезы концевые из стали Р6М5 |
|||||||||||||
|
Карта 20 |
Листов 2 |
Лист 2 |
|||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|||||||||
|
Предел твердости, НВ |
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||
|
Твердости чугуна |
Твердость чугуна НВ |
До 220 |
Свыше 220 |
||||||||||
|
Коэффициент |
1,0 |
1,25 |
|||||||||||
|
Твердости медных сплавов |
Твердость, НВ |
£ 140 |
> 140 |
||||||||||
|
Коэффициент |
1,0 |
1,1 |
|||||||||||
|
Группы алюминиевых сплавов |
Группа сплавов |
Силумин и литейные сплавы Gb = 200 - 650 Мпа, НВ > 65 (закаленный) Дюралюминий Gb = 400 - 500 Мпа, НВ > 100 (закаленный) |
Силумин и литейные сплавы Gb = 100 - 200 Мпа, НВ < 65 Дюралюмин Gb = 300 - 400 Мпа, НВ < 100 |
Дюралюмин Gb = 200 - 300 Мпа |
|||||||||
|
Коэффициент |
1,0 |
0,7 |
0,6 |
||||||||||
|
Нанесения износостойкого покрытия |
Нанесение покрытия |
Без нанесения |
С нанесением |
||||||||||
|
Коэффициент |
1,0 |
0,9 |
|||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов, Rz 40 - Rz 20, 11 квалитетЧугун серый, 180 - 220 НВ Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||||||
Фрезы концевые с пластинами ВК8, Т15К6 |
|||||||||||||
Карта 21 |
Листов 2 |
Лист 1 |
|||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Чугун, Rz 40 - Rz20, BK8 |
Сталь, Rz 40 - Rz20, T15K6 |
|||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||
|
Для станков мощностью 4,5 - 10 кВт |
|||||||||||||
|
1 |
10 6 |
10 |
8 |
8 |
1800 |
300 |
56 |
0,33 |
1800 |
240 |
56 |
0,42 |
|
|
2 |
12 |
240 |
0,42 |
190 |
0,52 |
||||||||
|
3 |
12 6 |
12 |
8 |
10 |
300 |
68 |
0,33 |
240 |
68 |
0,42 |
|||
|
4 |
12 |
190 |
0,52 |
190 |
0,52 |
||||||||
|
5 |
14 6 |
14 |
12 |
1500 |
66 |
240 |
79 |
0,42 |
|||||
|
6 |
16 |
120 |
0,83 |
190 |
0,32 |
||||||||
|
7 |
16 6 |
16 |
14 |
190 |
75 |
0,52 |
1500 |
75 |
0,52 |
||||
|
8 |
20 |
120 |
0,83 |
1200 |
120 |
60 |
0,83 |
||||||
|
9 |
18 8 |
18 |
16 |
16 |
1200 |
240 |
68 |
0,42 |
240 |
68 |
0,42 |
||
|
10 |
20 |
190 |
0,52 |
150 |
0,67 |
||||||||
|
11 |
20 8 |
20 |
16 |
18 |
240 |
75 |
0,42 |
190 |
75 |
0,52 |
|||
|
12 |
20 |
190 |
0,52 |
960 |
120 |
60 |
0,83 |
||||||
|
Для станков мощностью 10 - 15 кВт |
|||||||||||||
|
13 |
22 8 |
22 |
20 |
20 |
960 |
240 |
66 |
0,42 |
750 |
190 |
52 |
0,52 |
|
|
14 |
30 |
190 |
0,52 |
120 |
0,83 |
||||||||
|
Индекс |
а |
|
б |
||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов, Rz 40-Rz 20, 11 квалитет Чугун серый, 180 - 220 НВ Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||
|
Фрезы концевые с пластинами ВК8, Т15К6 |
||||||||||||||
|
Карта 21 |
Листов 2 |
Лист 2 |
||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Чугун, Rz40 - Rz20, BK8 |
Сталь, Rz40 - Rz20, T15K6 |
||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||
|
15 |
25 4 |
25 |
20 |
23 |
960 |
150 |
75 |
0,67 |
600 |
120 |
47 |
0,83 |
||
|
16 |
30 |
750 |
96 |
59 |
1,04 |
96 |
1,04 |
|||||||
|
17 |
32 4 |
32 |
30 |
480 |
48 |
480 |
48 |
|||||||
|
18 |
40 |
75 |
1,33 |
60 |
1,66 |
|||||||||
|
19 |
40 5 |
40 |
30 |
38 |
380 |
96 |
1,04 |
380 |
75 |
1,33 |
||||
|
20 |
40 |
75 |
1,33 |
300 |
60 |
38 |
1,66 |
|||||||
|
21 |
50 5 |
50 |
48 |
300 |
47 |
47 |
||||||||
|
22 |
50 |
60 |
1,66 |
240 |
48 |
38 |
2,08 |
|||||||
|
Индекс |
а |
|
б |
|||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
|||||||||||||
|
Твердости чугуна |
Твердость НВ |
До 220 |
Свыше 220 |
|||||||||||
|
Коэффициент |
1,0 |
1,25 |
||||||||||||
|
Предела твердости стали |
Предел твердости НВ |
До 170 |
170 - 210 |
Свыше 210 |
||||||||||
|
Коэффициент |
0,8 |
1,0 |
1,25 |
|||||||||||
|
Формы обрабатываемой поверхности |
Форма обрабатываемой поверхности |
Прямолинейная |
Криволинейная (фасонная) |
|||||||||||
|
Коэффициент |
1,0 |
1,2 |
||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование Т-образных пазов, Rz 40 - Rz 20, 11 квалитетЧугун серый, 180 - 220 НВ Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||
Фрезы концевые из стали Р6М5 |
||||||||||||||
Карта 22 |
Листов 2 |
Лист 1 |
||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Чугун, Rz 40 - Rz20 |
Сталь, Rz 40 - Rz20 |
||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||
|
Для станков мощностью 4,5 - 10 кВт |
||||||||||||||
|
1 |
18 6 |
19 |
8 |
18 |
380 |
75 |
21 |
1,33 |
480 |
60 |
27 |
1,66 |
||
|
2 |
21 8 |
23 |
9 |
21 |
300 |
20 |
380 |
25 |
||||||
|
3 |
25 8 |
30 |
12 |
25 |
240 |
96 |
19 |
1,04 |
300 |
75 |
24 |
1,33 |
||
|
4 |
32 8 |
37 |
16 |
32 |
24 |
30 |
||||||||
|
5 |
40 8 |
46 |
20 |
40 |
190 |
75 |
24 |
1,33 |
240 |
60 |
1,66 |
|||
|
6 |
50 6 |
56 |
25 |
50 |
30 |
37 |
||||||||
|
7 |
60 8 |
68 |
32 |
60 |
120 |
60 |
23 |
1,66 |
150 |
48 |
28 |
2,08 |
||
|
8 |
72 8 |
80 |
36 |
72 |
48 |
27 |
2,08 |
38 |
34 |
2,63 |
||||
|
Индекс |
а |
|
б |
|||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование Т-образных пазов, Rz 40 - Rz 20, 11 квалитет Чугун серый, 180 - 220 НВ Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
||||||||||||||||
|
Фрезы концевые из стали Р6М5 |
|||||||||||||||||
|
Карта 22 |
Листов 2 |
Лист 2 |
|||||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Чугун, Rz 40 - Rz20 |
Сталь, Rz 40 - Rz20 |
|||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||
|
9 |
85 8 |
92 |
40 |
85 |
96 |
38 |
26 |
2,63 |
120 |
30 |
32 |
3,33 |
|||||
|
10 |
95 8 |
100 |
44 |
95 |
75 |
30 |
18 |
3,33 |
96 |
24 |
28 |
4,16 |
|||||
|
Индекс |
а |
|
б |
||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||
|
Твердости чугуна |
Твердость НВ |
До 220 |
Свыше 220 |
||||||||||||||
|
Коэффициент |
1,0 |
1,25 |
|||||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали и предел твердости НВ |
Углеродистые и вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|||||||||||||
|
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
||||||||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||||||
|
Нанесения износостойкого покрытия |
Нанесение покрытия |
Без нанесения |
С нанесением |
||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
|||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов типа «ласточкин хвост», Rz 40 - Rz 20, 11 квалитетЧугун серый, 180 - 220 НВ Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||||
Фрезы концевые из стали Р6М5 |
||||||||||||||
Карта 23 |
Листов 2 |
Лист 1 |
||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Чугун, Rz 40 - Rz20 |
Сталь, Rz 40 - Rz20 |
|
|||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||
|
Для станков мощностью 4,5 - 10 кВт |
||||||||||||||
|
1 |
10 8 |
70 - 80 |
6 |
9 |
1500 |
300 |
47 |
0,33 |
1500 |
240 |
47 |
0,42 |
||
|
2 |
16 10 |
60 - 65 |
8 |
16 |
750 |
190 |
37 |
0,52 |
300 |
75 |
0,33 |
|||
|
3 |
70 - 80 |
15 |
960 |
240 |
48 |
0,42 |
380 |
0,26 |
||||||
|
4 |
25 12 |
55 - 60 |
10 |
25 |
480 |
120 |
37 |
0,83 |
900 |
190 |
70 |
0,52 |
||
|
5 |
65 - 70 |
24 |
600 |
190 |
47 |
0,52 |
240 |
0,42 |
||||||
|
6 |
75 - 80 |
22 |
750 |
300 |
59 |
0,33 |
1200 |
380 |
94 |
0,26 |
||||
|
Индекс |
а |
|
б |
|||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов типа «ласточкин хвост» Rz 40 - Rz 20, 11 квалитет Чугун серый, 180 - 220 НВ Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-, вертикально- и универсально-фрезерные станки |
|||||||||||
|
Фрезы концевые из стали Р6М5 |
||||||||||||
|
Карта 23 |
Листов 2 |
Лист 2 |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||
|
Твердости чугуна |
Твердость чугуна, НВ |
До 220 |
Свыше 220 |
|||||||||
|
Коэффициент |
1,0 |
1,25 |
||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали и предел твердости, НВ |
Углеродистые и вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
||||||||
|
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
|||||
|
Нанесения износостойкого покрытия |
Нанесение покрытия |
Без нанесения |
С нанесением |
|||||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Rz 80, 14 - 12 квалитетСталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-фрезерные станки |
|||||||||||||||||||
Фрезы дисковые трехсторонние из стали Р6М5 |
||||||||||||||||||||
Карта 24 |
Листов 3 |
Лист 1 |
||||||||||||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая, 170 - 210 НВ |
Чугун серый, 180 - 220 НВ |
Медные сплавы и алюминиевые, 100 - 140 НВ |
||||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||
|
1 |
7,5 |
80 10 |
6 |
12 |
31 |
150 |
190 |
38 |
0,53 |
150 |
380 |
38 |
0,26 |
300 |
750 |
75 |
0,13 |
|||
|
2 |
18 |
36 |
120 |
150 |
30 |
0,67 |
120 |
300 |
31 |
0,33 |
240 |
600 |
60 |
0,17 |
||||||
|
3 |
18 |
5 |
22 |
190 |
190 |
48 |
0,53 |
150 |
380 |
38 |
0,26 |
|||||||||
|
4 |
12 |
31 |
150 |
150 |
38 |
0,67 |
120 |
300 |
30 |
0,33 |
||||||||||
|
5 |
100 10 |
6 |
18 |
42 |
120 |
96 |
240 |
0,42 |
190 |
480 |
56 |
0,21 |
||||||||
|
6 |
27 |
48 |
96 |
120 |
30 |
0,83 |
75 |
190 |
24 |
0,53 |
150 |
380 |
47 |
0,26 |
||||||
|
7 |
18 |
5 |
25 |
150 |
150 |
48 |
0,67 |
120 |
300 |
38 |
0,33 |
190 |
480 |
60 |
0,21 |
|||||
|
8 |
12 |
35 |
96 |
240 |
30 |
0,42 |
56 |
|||||||||||||
|
9 |
16 |
40 |
120 |
120 |
38 |
0,83 |
75 |
190 |
29 |
0,53 |
150 |
380 |
47 |
0,26 |
||||||
|
10 |
125 10 |
8 |
18 |
47 |
96 |
190 |
30 |
59 |
||||||||||||
|
11 |
27 |
56 |
75 |
96 |
30 |
1,04 |
60 |
150 |
24 |
0,67 |
||||||||||
|
12 |
27 |
5 |
28 |
120 |
150 |
48 |
0,67 |
96 |
240 |
38 |
0,42 |
190 |
480 |
75 |
0,21 |
|||||
|
13 |
12 |
40 |
120 |
0,83 |
75 |
190 |
30 |
0,53 |
150 |
380 |
59 |
0,26 |
||||||||
|
14 |
16 |
45 |
96 |
96 |
38 |
1,04 |
60 |
150 |
24 |
0,67 |
||||||||||
|
Индекс |
а |
|
б |
|
в |
|||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Rz 80, 14 - 12 квалитет Сталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-фрезерные станки |
||||||||||||||||||
|
Фрезы дисковые трехсторонние из стали Р6М5 |
|||||||||||||||||||
|
Карта 24 |
Листов 3 |
Лист 2 |
|||||||||||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая, 170 - 210 НВ |
Чугун серый, 180 - 220 НВ |
Медные сплавы и алюминиевые, 100 - 140 НВ |
|||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||
|
15 |
7,5 |
160 16 |
8 |
18 |
54 |
75 |
120 |
38 |
0,83 |
48 |
190 |
24 |
0,53 |
150 |
480 |
75 |
0,21 |
||
|
16 |
27 |
65 |
38 |
150 |
19 |
0,67 |
120 |
380 |
60 |
0,26 |
|||||||||
|
17 |
40 |
73 |
60 |
96 |
30 |
1,04 |
120 |
0,83 |
96 |
300 |
48 |
0,33 |
|||||||
|
18 |
40 |
5 |
31 |
96 |
150 |
48 |
0,67 |
60 |
240 |
30 |
0,42 |
150 |
480 |
75 |
0,21 |
||||
|
19 |
12 |
46 |
75 |
120 |
38 |
0,83 |
190 |
30 |
0,53 |
120 |
380 |
60 |
0,26 |
||||||
|
20 |
20 |
57 |
96 |
1,04 |
48 |
24 |
96 |
300 |
48 |
0,33 |
|||||||||
|
21 |
200 20 |
12 |
27 |
65 |
60 |
120 |
37 |
0,83 |
30 |
120 |
380 |
68 |
0,26 |
||||||
|
22 |
40 |
73 |
38 |
150 |
24 |
0,67 |
96 |
300 |
53 |
0,33 |
|||||||||
|
23 |
60 |
81 |
48 |
96 |
30 |
1,04 |
30 |
120 |
19 |
0,83 |
75 |
240 |
43 |
0,42 |
|||||
|
24 |
40 |
5 |
35 |
75 |
150 |
48 |
0,67 |
48 |
190 |
30 |
0,53 |
120 |
380 |
68 |
0,26 |
||||
|
25 |
12 |
52 |
60 |
120 |
37 |
0,83 |
38 |
150 |
24 |
0,67 |
300 |
0,33 |
|||||||
|
26 |
20 |
64 |
30 |
120 |
19 |
0,83 |
96 |
54 |
|||||||||||
|
Индекс |
а |
|
б |
|
в |
||||||||||||||
|
27 |
7,5 |
200 20 |
60 |
5 |
35 |
60 |
120 |
37 |
0,83 |
48 |
190 |
30 |
0,53 |
120 |
380 |
68 |
0,26 |
||
|
28 |
12 |
52 |
48 |
96 |
30 |
1,04 |
38 |
150 |
24 |
0,67 |
300 |
0,33 |
|||||||
|
29 |
20 |
64 |
30 |
120 |
19 |
0,83 |
96 |
54 |
|||||||||||
|
30 |
250 20 |
12 |
27 |
35 |
38 |
38 |
190 |
30 |
0,53 |
75 |
300 |
59 |
|||||||
|
31 |
40 |
52 |
30 |
150 |
24 |
0,67 |
60 |
240 |
47 |
0,42 |
|||||||||
|
32 |
60 |
111 |
38 |
75 |
30 |
1,33 |
24 |
120 |
19 |
0,83 |
|
||||||||
|
33 |
40 |
5 |
39 |
60 |
120 |
48 |
0,83 |
48 |
240 |
38 |
0,42 |
96 |
380 |
75 |
0,26 |
||||
|
34 |
12 |
58 |
48 |
96 |
38 |
1,04 |
38 |
150 |
30 |
0,67 |
75 |
300 |
59 |
0,33 |
|||||
|
35 |
20 |
72 |
30 |
120 |
0,83 |
60 |
240 |
47 |
0,42 |
||||||||||
|
36 |
60 |
5 |
39 |
48 |
240 |
38 |
0,42 |
96 |
380 |
75 |
0,63 |
||||||||
|
37 |
12 |
58 |
38 |
75 |
30 |
1,33 |
38 |
150 |
30 |
0,67 |
75 |
300 |
59 |
0,33 |
|||||
|
38 |
20 |
72 |
37 |
|
30 |
120 |
0,83 |
60 |
240 |
47 |
0,42 |
||||||||
|
Индекс |
а |
|
б |
|
в |
||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Rz 80, 14 - 12 квалитет Сталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-фрезерные станки |
|||||||||||||||||||
|
Фрезы дисковые трехсторонние из стали Р6М5 |
||||||||||||||||||||
|
Карта 24 |
Листов 3 |
Лист 3 |
||||||||||||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая, 170 - 210 НВ |
Чугун серый, 180 - 220 НВ |
Медные сплавы и алюминиевые, 100 - 140 НВ |
||||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||
|
39 |
7,5 |
315 22 |
12 |
5 |
92 |
38 |
75 |
37 |
1,33 |
30 |
150 |
30 |
0,67 |
60 |
240 |
59 |
0,42 |
|||
|
40 |
12 |
108 |
24 |
120 |
24 |
0,83 |
48 |
190 |
48 |
0,53 |
||||||||||
|
41 |
20 |
128 |
30 |
60 |
29 |
1,67 |
19 |
96 |
19 |
1,04 |
||||||||||
|
42 |
40 |
5 |
43 |
48 |
96 |
47 |
1,04 |
38 |
190 |
38 |
0,53 |
60 |
240 |
59 |
0,42 |
|||||
|
43 |
12 |
64 |
38 |
75 |
37 |
1,33 |
30 |
150 |
30 |
0,67 |
48 |
190 |
48 |
0,53 |
||||||
|
44 |
20 |
80 |
24 |
120 |
24 |
0,83 |
||||||||||||||
|
45 |
60 |
5 |
43 |
38 |
190 |
38 |
0,53 |
60 |
240 |
59 |
0,42 |
|||||||||
|
46 |
12 |
64 |
30 |
150 |
30 |
0,67 |
48 |
190 |
47 |
0,53 |
||||||||||
|
47 |
20 |
80 |
30 |
60 |
30 |
1,67 |
24 |
120 |
24 |
0,83 |
||||||||||
|
Индекс |
а |
|
б |
|
в |
|||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали и предел твердости, НВ |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
||||||
|
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
|||
|
Твердости чугуна |
Твердость чугуна, НВ |
До 220 |
Свыше 220 |
|||||||
|
Коэффициент |
1,0 |
1,25 |
||||||||
|
Твердости медных сплавов |
Твердость, НВ |
£ 140 |
> 140 |
|||||||
|
Коэффициент |
1,0 |
1,1 |
||||||||
|
Группы алюминиевых сплавов |
Группа сплавов |
Силумин и литейные сплавы Gb = 200 - 650 Мпа, НВ > 65 (закаленный) Дюралюмин Gb = 400 - 500 Мпа, НВ > 100 (закаленный) |
Силумин и литейные сплавы Gb = 100 - 200 Мпа, НВ < 65 Дюралюмин Gb = 300 - 400 Мпа, НВ < 100 |
Дюралюмин Gb = 200 - 300 Мпа |
||||||
|
Коэффициент |
0,80 |
0,70 |
0,60 |
|||||||
|
Числа дисковых фрез в наборе |
Число фрез в наборе |
1 |
2 |
|||||||
|
Коэффициент |
1,0 |
1,10 |
||||||||
|
Нанесения износостойкого покрытия |
Износостойкое покрытие |
Без нанесения |
С нанесением |
|||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Rz 40 - Rz 20, 11 квалитетСталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-фрезерные станки |
|||||||||||||||||||
Фрезы дисковые трехсторонние из стали Р6М5 |
||||||||||||||||||||
Карта 25 |
Листов 2 |
Лист 1 |
||||||||||||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая, 170 - 210 НВ |
Чугун серый, 180 - 220 НВ |
Медные сплавы и алюминиевые, 100 - 140 НВ |
||||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||
|
1 |
10 |
80 10 |
2 |
18 |
36 |
150 |
120 |
38 |
0,83 |
150 |
240 |
37 |
0,42 |
300 |
380 |
75 |
0,26 |
|||
|
2 |
100 10 |
27 |
48 |
120 |
96 |
1,04 |
120 |
190 |
38 |
0,53 |
190 |
240 |
60 |
0,42 |
||||||
|
3 |
125 10 |
56 |
96 |
75 |
1,33 |
96 |
150 |
0,67 |
75 |
|||||||||||
|
4 |
160 16 |
18 |
54 |
48 |
75 |
120 |
37 |
0,83 |
190 |
240 |
96 |
|||||||||
|
5 |
27 |
65 |
75 |
60 |
38 |
1,66 |
150 |
190 |
75 |
0,53 |
||||||||||
|
6 |
40 |
73 |
60 |
96 |
30 |
1,04 |
||||||||||||||
|
7 |
200 20 |
27 |
75 |
48 |
38 |
94 |
||||||||||||||
|
8 |
40 |
73 |
60 |
48 |
37 |
2,08 |
37 |
120 |
150 |
78 |
0,67 |
|||||||||
|
9 |
200 20 |
60 |
81 |
48 |
38 |
30 |
2,63 |
48 |
75 |
30 |
1,33 |
96 |
120 |
61 |
0,83 |
|||||
|
10 |
250 20 |
27 |
83 |
60 |
48 |
48 |
2,08 |
38 |
120 |
190 |
94 |
0,53 |
||||||||
|
11 |
40 |
96 |
48 |
38 |
38 |
2,63 |
37 |
96 |
150 |
75 |
0,67 |
|||||||||
|
12 |
60 |
111 |
38 |
60 |
30 |
1,67 |
120 |
0,83 |
||||||||||||
|
13 |
315 22 |
27 |
92 |
48 |
37 |
96 |
150 |
95 |
0,67 |
|||||||||||
|
14 |
40 |
108 |
38 |
30 |
38 |
3,33 |
75 |
120 |
74 |
0,83 |
||||||||||
|
15 |
60 |
128 |
24 |
4,16 |
30 |
40 |
30 |
2,08 |
96 |
1,04 |
||||||||||
|
Индекс |
а |
|
б |
|
в |
|||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Rz 40 - Rz 20, 11 квалитет Сталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально-фрезерные станки |
||||||||||
|
Фрезы дисковые трехсторонние из стали Р6М5 |
|||||||||||
|
Карта 25 |
Листов 2 |
Лист 2 |
|||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|||||||
|
Предел твердости, НВ |
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||
|
Твердости чугуна |
Твердость, НВ |
До 220 |
Свыше 220 |
||||||||
|
Коэффициент |
1,0 |
1,1 |
|||||||||
|
Твердости медных сплавов |
Твердость, НВ |
£ 140 |
> 140 |
||||||||
|
Коэффициент |
1,0 |
1,1 |
|||||||||
|
Группы алюминиевых сплавов |
Группа сплавов |
Силумин и литейные сплавы Gb = 200 - 650 Мпа, НВ > 65 (закаленный) Дюралюмин Gb = 400 - 500 Мпа, НВ > 100 (закаленный) |
Силумин и литейные сплавы Gb = 100 - 200 Мпа, НВ < 65 Дюралюмин Gb = 300 - 400 Мпа, НВ £ 100 |
Дюралюмин Gb = 200 - 300 Мпа |
|||||||
|
Коэффициент |
0,80 |
0,70 |
0,60 |
||||||||
|
Числа дисковых фрез в наборе |
Число фрез в наборе |
1 |
2 |
||||||||
|
Коэффициент |
1,0 |
1,1 |
|||||||||
|
Нанесения износостойкого покрытия |
Износостойкое покрытие |
Без нанесения |
С нанесением |
||||||||
|
Коэффициент |
1,0 |
0,9 |
|||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Ra 2,5, 9 квалитетСталь конструкционная углеродистая. Чугун серый |
Горизонтально-фрезерные станки |
||||||||||||||
Фрезы дисковые трехсторонние из стали Р6М5 |
|||||||||||||||
Карта 26 |
Листов 2 |
Лист 1 |
|||||||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная, 170 - 210 НВ |
Чугун серый, 180 - 220 НВ |
||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||
|
1 |
10 |
80 10 |
1,0 |
18 |
72 |
190 |
96 |
47 |
1,04 |
190 |
300 |
47 |
0,33 |
||
|
2 |
100 10 |
12 |
70 |
150 |
75 |
1,33 |
150 |
240 |
0,42 |
||||||
|
3 |
27 |
96 |
120 |
60 |
37 |
1,67 |
|||||||||
|
4 |
125 10 |
18 |
84 |
47 |
120 |
190 |
37 |
0,53 |
|||||||
|
5 |
27 |
112 |
96 |
48 |
37 |
2,08 |
150 |
47 |
|||||||
|
6 |
160 16 |
18 |
108 |
48 |
96 |
150 |
37 |
0,67 |
|||||||
|
7 |
27 |
130 |
75 |
38 |
37 |
2,63 |
|||||||||
|
8 |
40 |
146 |
75 |
120 |
0,83 |
||||||||||
|
9 |
200 20 |
27 |
148 |
60 |
30 |
3,33 |
47 |
||||||||
|
10 |
40 |
168 |
|||||||||||||
|
11 |
60 |
192 |
48 |
24 |
30 |
4,17 |
60 |
96 |
37 |
1,04 |
|||||
|
12 |
250 22 |
27 |
166 |
37 |
47 |
||||||||||
|
13 |
40 |
192 |
|||||||||||||
|
14 |
60 |
222 |
48 |
75 |
37 |
1,33 |
|||||||||
|
Индекс |
а |
|
б |
||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Ra 2,5, 9 квалитет Сталь конструкционная углеродистая. Чугун серый |
Горизонтально-фрезерные станки |
|||||||||||||||
|
Фрезы дисковые трехсторонние из стали Р6М5 |
||||||||||||||||
|
Карта 26 |
Листов 2 |
Лист 2 |
||||||||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная, 170 - 210 НВ |
Чугун серый, 180 - 220 НВ |
|||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
|||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||
|
15 |
10 |
315 22 |
1,0 |
27 |
184 |
38 |
24 |
37 |
4,17 |
48 |
75 |
47 |
1,33 |
|||
|
16 |
40 |
216 |
||||||||||||||
|
17 |
60 |
252 |
38 |
60 |
37 |
1,67 |
||||||||||
|
Индекс |
а |
|
б |
|||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
||||||||||||
|
Предел твердости, НВ |
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
||||||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
|||||||||
|
Твердости чугуна |
Твердость, НВ |
До 220 |
Свыше 220 |
|||||||||||||
|
Коэффициент |
1,0 |
1,25 |
||||||||||||||
|
Числа дисковых фрез в наборе |
Число фрез в наборе |
1 |
2 |
|||||||||||||
|
Коэффициент |
1,0 |
1,1 |
||||||||||||||
|
Нанесения износостойкого покрытия |
Износостойкое покрытие |
Без нанесения |
С нанесением |
|||||||||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Rz 80, 14 - 12 квалитет, Rz 20, 11 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-фрезерные станки |
||||||||||
Фрезы дисковые с мелким зубом из стали Р6М5 |
|||||||||||
Карта 27 |
Листов 2 |
Лист 1 |
|||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||
|
1 |
10 |
63 10 |
8 |
5 |
20 |
190 |
300 |
37 |
0,33 |
||
|
2 |
12 |
27 |
150 |
240 |
29 |
0,42 |
|||||
|
3 |
12 |
5 |
20 |
||||||||
|
4 |
12 |
27 |
|||||||||
|
5 |
80 18 |
5 |
22 |
150 |
240 |
37 |
|||||
|
6 |
12 |
31 |
120 |
190 |
30 |
0,53 |
|||||
|
7 |
18 |
5 |
22 |
||||||||
|
8 |
12 |
31 |
96 |
150 |
24 |
0,67 |
|||||
|
9 |
100 20 |
12 |
5 |
25 |
120 |
190 |
37 |
0,53 |
|||
|
10 |
12 |
35 |
150 |
0,67 |
|||||||
|
11 |
16 |
40 |
96 |
120 |
30 |
0,83 |
|||||
|
12 |
18 |
5 |
25 |
150 |
0,67 |
||||||
|
13 |
12 |
35 |
75 |
120 |
23 |
0,83 |
|||||
|
14 |
16 |
40 |
|||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Rz 80, 14 - 12 квалитет, Rz 20, 11 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-фрезерные станки |
||||||||||||||||||
|
Фрезы дисковые с мелким зубом из стали Р6М5 |
|||||||||||||||||||
|
Карта 27 |
Листов 2 |
Лист 2 |
|||||||||||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||||||||
|
15 |
10 |
125 22 |
18 |
5 |
28 |
95 |
150 |
37 |
0,67 |
||||||||||
|
16 |
12 |
40 |
75 |
120 |
29 |
0,83 |
|||||||||||||
|
17 |
16 |
45 |
96 |
37 |
|||||||||||||||
|
18 |
27 |
5 |
28 |
150 |
0,67 |
||||||||||||||
|
19 |
12 |
40 |
120 |
0,83 |
|||||||||||||||
|
20 |
16 |
45 |
75 |
96 |
29 |
1,04 |
|||||||||||||
|
Шероховатость поверхности, Rz 20, 11 квалитет |
|||||||||||||||||||
|
21 |
10 |
63 10 |
2 |
12 |
54 |
190 |
190 |
37 |
0,53 |
||||||||||
|
22 |
80 18 |
18 |
72 |
150 |
47 |
||||||||||||||
|
23 |
100 20 |
12 |
70 |
150 |
120 |
0,67 |
|||||||||||||
|
24 |
18 |
84 |
120 |
96 |
37 |
1,04 |
|||||||||||||
|
25 |
125 22 |
94 |
150 |
59 |
|||||||||||||||
|
26 |
27 |
112 |
96 |
38 |
|||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|||||||||||||||
|
Предел твердости, НВ |
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|||||||||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||||||||
|
Числа дисковых фрез в наборе |
Число фрез в наборе |
1 |
2 |
||||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
|||||||||||||||||
|
Нанесения износостойкого покрытия |
Нанесение покрытия |
Без нанесения |
С нанесением |
||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
|||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Rz 80, 14 - 12 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-фрезерные станки |
||||||||||
Фрезы дисковые с пластинами Т5К10 |
|||||||||||
Карта 28 |
Листов 4 |
Лист 1 |
|||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||
|
1 |
4,8 |
100 8 |
6 |
27 |
48 |
300 |
300 |
93 |
0,33 |
||
|
2 |
18 |
5 |
25 |
480 |
480 |
150 |
0,21 |
||||
|
3 |
10 |
35 |
300 |
300 |
93 |
0,33 |
|||||
|
4 |
16 |
40 |
240 |
190 |
75 |
0,53 |
|||||
|
5 |
125 10 |
8 |
27 |
56 |
240 |
94 |
0,42 |
||||
|
6 |
18 |
5 |
28 |
380 |
480 |
149 |
0,21 |
||||
|
7 |
12 |
40 |
240 |
240 |
94 |
0,42 |
|||||
|
8 |
16 |
45 |
190 |
190 |
74 |
0,53 |
|||||
|
9 |
27 |
5 |
28 |
240 |
300 |
94 |
0,33 |
||||
|
10 |
12 |
40 |
150 |
150 |
59 |
0,67 |
|||||
|
11 |
16 |
45 |
|||||||||
|
12 |
160 12 |
8 |
18 |
54 |
240 |
300 |
120 |
0,33 |
|||
|
13 |
27 |
65 |
190 |
240 |
95 |
0,42 |
|||||
|
14 |
40 |
73 |
150 |
190 |
75 |
0,53 |
|||||
|
15 |
18 |
5 |
31 |
380 |
600 |
190 |
0,17 |
||||
|
16 |
12 |
46 |
190 |
240 |
95 |
0,42 |
|||||
|
17 |
20 |
57 |
150 |
190 |
75 |
0,53 |
|||||
|
18 |
27 |
5 |
31 |
240 |
380 |
120 |
0,26 |
||||
|
19 |
12 |
46 |
120 |
150 |
60 |
0,67 |
|||||
|
20 |
4,8 |
160 12 |
27 |
18 |
57 |
96 |
120 |
48 |
0,83 |
||
|
21 |
40 |
5 |
31 |
190 |
240 |
95 |
0,42 |
||||
|
22 |
12 |
46 |
96 |
120 |
48 |
0,83 |
|||||
|
23 |
20 |
57 |
75 |
1,33 |
|||||||
|
24 |
7,5 |
100 8 |
6 |
27 |
48 |
600 |
480 |
188 |
0,21 |
||
|
25 |
18 |
5 |
25 |
750 |
0,13 |
||||||
|
26 |
12 |
35 |
600 |
0,17 |
|||||||
|
27 |
16 |
40 |
480 |
0,21 |
|||||||
|
28 |
125 10 |
8 |
27 |
56 |
380 |
149 |
|||||
|
29 |
18 |
5 |
28 |
600 |
750 |
235 |
0,13 |
||||
|
30 |
12 |
40 |
380 |
480 |
149 |
0,21 |
|||||
|
31 |
16 |
45 |
300 |
300 |
118 |
0,33 |
|||||
|
32 |
27 |
5 |
28 |
480 |
600 |
188 |
0,17 |
||||
|
33 |
12 |
40 |
240 |
300 |
94 |
0,33 |
|||||
|
34 |
16 |
45 |
240 |
0,42 |
|||||||
|
35 |
160 12 |
8 |
27 |
65 |
300 |
480 |
150 |
0,21 |
|||
|
36 |
40 |
73 |
380 |
0,26 |
|||||||
|
37 |
18 |
5 |
31 |
380 |
600 |
190 |
0,17 |
||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей иt уступов, Rz 80, 14 - 12 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-фрезерные станки |
||||||||||
|
Фрезы дисковые с пластинами Т5К10 |
|||||||||||
|
Карта 28 |
Листов 4 |
Лист 2 |
|||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||
|
38 |
7,5 |
160 12 |
18 |
12 |
46 |
300 |
480 |
150 |
0,21 |
||
|
39 |
20 |
57 |
150 |
300 |
75 |
0,33 |
|||||
|
40 |
27 |
5 |
31 |
380 |
600 |
190 |
0,17 |
||||
|
41 |
12 |
46 |
240 |
300 |
120 |
0,33 |
|||||
|
42 |
20 |
57 |
150 |
190 |
75 |
0,53 |
|||||
|
43 |
40 |
5 |
31 |
300 |
480 |
150 |
0,21 |
||||
|
44 |
12 |
46 |
150 |
190 |
75 |
0,53 |
|||||
|
45 |
20 |
57 |
120 |
150 |
60 |
0,67 |
|||||
|
46 |
200 14 |
8 |
27 |
74 |
240 |
300 |
150 |
0,33 |
|||
|
47 |
40 |
84 |
190 |
119 |
|||||||
|
48 |
60 |
96 |
240 |
0,42 |
|||||||
|
49 |
27 |
5 |
35 |
300 |
600 |
188 |
0,17 |
||||
|
50 |
12 |
52 |
150 |
240 |
94 |
0,42 |
|||||
|
51 |
20 |
64 |
190 |
0,53 |
|||||||
|
52 |
40 |
5 |
35 |
240 |
480 |
150 |
0,21 |
||||
|
53 |
12 |
52 |
120 |
190 |
75 |
0,53 |
|||||
|
54 |
20 |
64 |
96 |
120 |
60 |
0,83 |
|||||
|
55 |
60 |
5 |
35 |
150 |
300 |
94 |
0,33 |
||||
|
56 |
12 |
52 |
96 |
150 |
60 |
0,67 |
|||||
|
57 |
20 |
64 |
75 |
75 |
47 |
1,33 |
|||||
|
58 |
10 |
100 8 |
6 |
27 |
48 |
600 |
480 |
188 |
0,21 |
||
|
59 |
18 |
5 |
25 |
750 |
950 |
235 |
0,10 |
||||
|
60 |
12 |
35 |
600 |
600 |
188 |
0,17 |
|||||
|
61 |
16 |
40 |
480 |
0,21 |
|||||||
|
62 |
125 10 |
8 |
27 |
56 |
600 |
480 |
235 |
0,21 |
|||
|
63 |
18 |
5 |
28 |
960 |
0,10 |
||||||
|
64 |
12 |
40 |
480 |
480 |
188 |
0,21 |
|||||
|
65 |
16 |
45 |
380 |
380 |
149 |
0,26 |
|||||
|
66 |
27 |
5 |
28 |
240 |
960 |
94 |
0,10 |
||||
|
67 |
12 |
40 |
380 |
480 |
149 |
0,21 |
|||||
|
68 |
16 |
45 |
240 |
240 |
94 |
0,42 |
|||||
|
69 |
160 12 |
8 |
27 |
65 |
480 |
120 |
0,21 |
||||
|
70 |
40 |
73 |
190 |
380 |
95 |
0,26 |
|||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Rz 80, 14 - 12 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-фрезерные станки |
||||||||||
|
Фрезы дисковые с пластинами Т5К10 |
|||||||||||
|
Карта 28 |
Листов 4 |
Лист 3 |
|||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||
|
71 |
10 |
160 12 |
27 |
5 |
31 |
480 |
750 |
241 |
0,13 |
||
|
72 |
12 |
46 |
300 |
480 |
150 |
0,21 |
|||||
|
73 |
20 |
57 |
240 |
300 |
120 |
0,33 |
|||||
|
74 |
40 |
5 |
31 |
480 |
750 |
241 |
0,13 |
||||
|
75 |
12 |
46 |
240 |
300 |
120 |
0,33 |
|||||
|
76 |
20 |
57 |
150 |
190 |
75 |
0,53 |
|||||
|
77 |
200 14 |
8 |
27 |
74 |
240 |
380 |
150 |
0,26 |
|||
|
78 |
40 |
84 |
190 |
300 |
119 |
0,33 |
|||||
|
79 |
60 |
96 |
240 |
0,42 |
|||||||
|
80 |
27 |
5 |
35 |
380 |
750 |
238 |
0,13 |
||||
|
81 |
12 |
52 |
380 |
380 |
238 |
0,26 |
|||||
|
82 |
20 |
64 |
190 |
240 |
119 |
0,42 |
|||||
|
83 |
40 |
5 |
35 |
300 |
600 |
188 |
0,17 |
||||
|
84 |
12 |
52 |
190 |
300 |
119 |
0,33 |
|||||
|
85 |
20 |
64 |
150 |
150 |
94 |
0,67 |
|||||
|
86 |
60 |
5 |
35 |
240 |
480 |
150 |
0,21 |
||||
|
87 |
12 |
52 |
120 |
190 |
75 |
0,53 |
|||||
|
88 |
20 |
64 |
96 |
150 |
60 |
0,67 |
|||||
|
89 |
250 18 |
8 |
27 |
83 |
150 |
380 |
118 |
0,26 |
|||
|
90 |
40 |
96 |
120 |
300 |
94 |
0,33 |
|||||
|
91 |
60 |
111 |
96 |
240 |
75 |
0,42 |
|||||
|
92 |
27 |
5 |
39 |
300 |
960 |
235 |
0,10 |
||||
|
93 |
12 |
58 |
190 |
480 |
149 |
0,21 |
|||||
|
94 |
20 |
72 |
150 |
300 |
118 |
0,33 |
|||||
|
95 |
40 |
5 |
39 |
190 |
600 |
149 |
0,17 |
||||
|
96 |
12 |
58 |
300 |
300 |
235 |
0,33 |
|||||
|
97 |
20 |
72 |
96 |
190 |
75 |
0,53 |
|||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Rz 80, 14 - 12 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-фрезерные станки |
|
||||||||||||
|
Фрезы дисковые с пластинами |
Т5К10 |
|
||||||||||||
|
Карта 28 |
Листов 4 |
Лист 4 |
|
|||||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
|
||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
|
|||||||||||
|
98 |
10 |
250 18 |
60 |
5 |
39 |
150 |
480 |
118 |
0,21 |
|
||||
|
99 |
12 |
58 |
96 |
240 |
75 |
0,42 |
|
|||||||
|
100 |
40 |
96 |
60 |
120 |
47 |
0,83 |
|
|||||||
|
101 |
315 20 |
8 |
27 |
92 |
96 |
380 |
95 |
0,26 |
|
|||||
|
102 |
40 |
108 |
75 |
240 |
74 |
0,42 |
|
|||||||
|
103 |
60 |
128 |
60 |
190 |
59 |
0,53 |
|
|||||||
|
104 |
40 |
5 |
43 |
240 |
750 |
237 |
0,13 |
|
||||||
|
105 |
12 |
73 |
120 |
380 |
118 |
0,26 |
|
|||||||
|
106 |
20 |
80 |
96 |
240 |
95 |
0,42 |
|
|||||||
|
107 |
60 |
5 |
43 |
150 |
480 |
148 |
0,21 |
|
||||||
|
108 |
12 |
73 |
96 |
240 |
95 |
0,43 |
|
|||||||
|
109 |
20 |
80 |
75 |
150 |
74 |
0,67 |
|
|||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
|||||||||||||
|
Предела твердости стали |
Предел твердости стали, НВ |
До 170 |
170 - 210 |
Свыше 210 |
|
|||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
|||||||||||
|
||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Rz 20, 11 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-фрезерные станки |
||||||||||
Фрезы дисковые с пластинами Т5К10 |
|||||||||||
Карта 29 |
Листов 2 |
Лист 1 |
|||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||
|
1 |
4,8 |
100 8 |
2 |
27 |
96 |
380 |
380 |
119 |
0,26 |
||
|
2 |
125 10 |
18 |
94 |
300 |
380 |
117 |
|||||
|
3 |
27 |
112 |
190 |
190 |
74 |
0,53 |
|||||
|
4 |
160 12 |
18 |
108 |
240 |
95 |
0,42 |
|||||
|
5 |
27 |
130 |
150 |
190 |
75 |
0,53 |
|||||
|
6 |
40 |
146 |
120 |
150 |
60 |
0,67 |
|||||
|
7 |
10 |
100 8 |
27 |
96 |
600 |
600 |
188 |
0,17 |
|||
|
8 |
125 10 |
18 |
94 |
480 |
480 |
235 |
|||||
|
9 |
27 |
112 |
188 |
0,21 |
|||||||
|
10 |
160 12 |
18 |
108 |
380 |
480 |
190 |
|||||
|
11 |
27 |
130 |
380 |
0,26 |
|||||||
|
12 |
40 |
146 |
300 |
||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей и уступов, Rz 20, 11 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-фрезерные станки |
|||||||||||||
|
Фрезы дисковые с пластинами Т5К10 |
||||||||||||||
|
Карта 29 |
Листов 2 |
Лист 2 |
||||||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
|||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||
|
13 |
10 |
200 14 |
2 |
27 |
148 |
380 |
480 |
238 |
0,21 |
|||||
|
14 |
40 |
168 |
240 |
300 |
150 |
0,33 |
||||||||
|
15 |
60 |
192 |
190 |
240 |
119 |
0,42 |
||||||||
|
16 |
250 18 |
27 |
166 |
240 |
380 |
188 |
0,26 |
|||||||
|
17 |
40 |
192 |
300 |
0,33 |
||||||||||
|
18 |
60 |
222 |
190 |
240 |
149 |
0,42 |
||||||||
|
19 |
315 20 |
40 |
216 |
188 |
||||||||||
|
20 |
60 |
256 |
190 |
0,53 |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||
|
Предела твердости стали |
Предел твердости стали, НВ |
До 170 |
170 - 210 |
Свыше 210 |
||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
|||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов, Rz 40 - Rz 20, 11 квалитет,Сталь конструкционная углеродистая, 170 - 210 НВ Чугун серый, 180 - 220 НВ. Медные сплавы 100 - 140 НВ и алюминиевые |
Горизонтально-фрезерные станки |
|||||||||||||||||||||
Фрезы дисковые трехсторонние из стали Р6М5 |
||||||||||||||||||||||
Карта 30 |
Листов 3 |
Лист 1 |
||||||||||||||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая |
Чугун серый |
Медные сплавы и алюминиевые |
||||||||||||||
|
Режимы резания |
Np,кВт |
tо100, мин. |
Режимы резания |
Np,кВт |
tо100, мин. |
Режимы резания |
Np,кВт |
tо100, мин. |
||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
п, об\ мин |
Sm, мм/мин |
V, м/ мин |
||||||||||||||
|
1 |
10 |
80 10 |
25 |
5 |
22 |
190 |
190 |
48 |
2,7 |
0,53 |
150 |
240 |
38 |
1,1 |
0,42 |
300 |
480 |
75 |
1,5 |
0,21 |
||
|
2 |
10 |
29 |
170 |
120 |
43 |
0,83 |
190 |
1,3 |
0,53 |
380 |
2,1 |
0,26 |
||||||||||
|
3 |
15 |
34 |
150 |
96 |
38 |
1,04 |
150 |
1,6 |
0,67 |
300 |
2,6 |
0,33 |
||||||||||
|
4 |
100 10 |
28 |
5 |
25 |
150 |
47 |
1,9 |
0,67 |
120 |
190 |
38 |
1,1 |
0,53 |
240 |
380 |
1,3 |
0,26 |
|||||
|
5 |
10 |
33 |
120 |
2,7 |
0,83 |
150 |
1,9 |
0,67 |
300 |
2,1 |
0,33 |
|||||||||||
|
6 |
15 |
39 |
120 |
75 |
38 |
3,2 |
1,33 |
120 |
1,6 |
0,83 |
240 |
2,3 |
0,42 |
|||||||||
|
7 |
20 |
43 |
60 |
2,7 |
1,67 |
96 |
1,04 |
190 |
3,2 |
0,53 |
||||||||||||
|
8 |
125 10 |
32 |
5 |
28 |
120 |
47 |
2,2 |
0,83 |
96 |
150 |
38 |
1,0 |
0,67 |
190 |
300 |
74 |
1,1 |
0,33 |
||||
|
9 |
10 |
38 |
96 |
2,7 |
1,04 |
120 |
1,3 |
0,83 |
240 |
2,1 |
0,42 |
|||||||||||
|
10 |
15 |
44 |
96 |
60 |
38 |
1,67 |
96 |
1,6 |
1,04 |
190 |
2,3 |
0,53 |
||||||||||
|
11 |
20 |
50 |
48 |
2,08 |
75 |
1,3 |
1,33 |
150 |
150 |
59 |
2,1 |
0,83 |
||||||||||
|
Индекс |
а |
|
б |
|
в |
|||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов, Rz 40 - Rz 20, 11 квалитет. Сталь конструкционная углеродистая, 170 - 210 НВ Чугун серый, 180 - 220 НВ. Медные сплавы 100 - 140 НВ и алюминиевые |
Горизонтально-фрезерные станки |
|||||||||||||||||||||
|
Фрезы дисковые трехсторонние из стали Р6М5 |
||||||||||||||||||||||
|
Карта 30 |
Листов 3 |
Лист 2 |
||||||||||||||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая |
Чугун серый |
Медные сплавы и алюминиевые |
||||||||||||||
|
Режимы резания |
Np,кВт |
tо100, мин. |
Режимы резания |
Np,кВт |
tо100, мин. |
Режимы резания |
Np,кВт |
tо100, мин. |
||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||||
|
12 |
10 |
160 16 |
36 |
10 |
42 |
96 |
96 |
48 |
3,8 |
1,04 |
75 |
190 |
38 |
1,9 |
0,53 |
150 |
300 |
75 |
2,2 |
0,33 |
||
|
13 |
15 |
50 |
80 |
4,6 |
1,25 |
150 |
2,2 |
0,67 |
3,2 |
|||||||||||||
|
14 |
20 |
57 |
80 |
60 |
40 |
3,8 |
1,67 |
96 |
1,9 |
1,04 |
190 |
2,6 |
0,53 |
|||||||||
|
15 |
30 |
66 |
48 |
4,6 |
2,08 |
75 |
1,33 |
150 |
3,1 |
0,67 |
||||||||||||
|
16 |
200 16 |
40 |
10 |
48 |
120 |
50 |
0,83 |
60 |
150 |
38 |
0,67 |
120 |
130 |
2,8 |
0,33 |
|||||||
|
17 |
15 |
57 |
96 |
1,04 |
120 |
2,2 |
0,83 |
240 |
3,3 |
0,42 |
||||||||||||
|
18 |
20 |
64 |
75 |
60 |
47 |
3,8 |
1,67 |
96 |
1,04 |
190 |
2,9 |
0,53 |
||||||||||
|
19 |
30 |
74 |
60 |
48 |
37 |
4,8 |
2,08 |
75 |
2,7 |
1,33 |
150 |
3,4 |
0,67 |
|||||||||
|
20 |
250 20 |
45 |
10 |
53 |
60,0 |
96 |
47 |
4,6 |
1,04 |
48 |
150 |
38 |
2,7 |
0,67 |
96 |
240 |
75 |
2,8 |
0,42 |
|||
|
21 |
15 |
63 |
80 |
5,4 |
1,25 |
58 |
120 |
3,2 |
0,83 |
190 |
3,0 |
0,53 |
||||||||||
|
22 |
20 |
72 |
48,0 |
60 |
38 |
4,6 |
1,67 |
48 |
96 |
1,04 |
150 |
0,67 |
||||||||||
|
23 |
30 |
85 |
48 |
38 |
5,4 |
2,08 |
48 |
75 |
3,2 |
1,33 |
96 |
120 |
75 |
3,0 |
0,83 |
|||||||
|
24 |
315 22 |
50 |
10 |
58 |
48,0 |
96 |
47 |
4,6 |
1,04 |
38 |
120 |
1,9 |
0,83 |
75 |
240 |
74 |
3,3 |
0,42 |
||||
|
25 |
15 |
69 |
75 |
5,4 |
1,33 |
96 |
2,2 |
1,04 |
190 |
3,7 |
0,53 |
|||||||||||
|
26 |
20 |
72 |
37,5 |
60 |
37 |
4,6 |
1,67 |
75 |
1,33 |
150 |
0,67 |
|||||||||||
|
27 |
30 |
94 |
48 |
5,4 |
2,08 |
60 |
1,67 |
120 |
0,83 |
|||||||||||||
|
Индекс |
а |
|
б |
в |
||||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов, Rz 40 - Rz 20, 11 квалитет. Сталь конструкционная углеродистая, 170 - 210 НВ Чугун серый, 180 - 220 НВ. Медные сплавы 100 - 140 НВ и алюминиевые |
Горизонтально-фрезерные станки |
|||||||||||||
|
Фрезы дисковые трехсторонние из стали Р6М5 |
||||||||||||||
|
Карта 30 |
Листов 3 |
Лист 3 |
||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
||||||||||
|
Предел твердости, НВ |
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
||||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
|||||||
|
Твердости чугуна |
Твердость, НВ |
До 220 |
Свыше 220 |
|||||||||||
|
Коэффициент |
1,0 |
1,25 |
||||||||||||
|
Твердости медных сплавов |
Твердость, НВ |
£ 140 |
> 140 |
|||||||||||
|
Коэффициент |
1,0 |
1,1 |
||||||||||||
|
Группы алюминиевых сплавов |
Группа сплавов |
Силумин и литейные сплавы Gb = 200 - 650 Мпа, НВ > 65 (закаленный) Дюралюмин Gb = 400 - 500 Мпа, НВ > 100 (закаленный) |
Силумин и литейные сплавы Gb = 100 - 200 Мпа, НВ < 65 Дюралюмин Gb = 300 - 400 Мпа, НВ £ 100 |
Дюралюмин Gb = 200 - 300 Мпа |
||||||||||
|
Коэффициент |
0,80 |
0,70 |
0,60 |
|||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов, Rz 40 - Rz 20, 11 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-фрезерные станки |
||||||||||
Фрезы дисковые трехсторонние с пластинами Т15К6 |
|||||||||||
Карта 31 |
Листов 3 |
Лист 1 |
|||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
Np, кВт |
tо100, мин. |
|||
|
n, об\мин |
Sм, мм/мин |
||||||||||
|
1 |
4,8 |
100 8 |
22 |
5 |
22 |
480 |
380 |
2,8 |
0,26 |
||
|
2 |
10 |
29 |
240 |
3,5 |
0,42 |
||||||
|
3 |
15 |
34 |
380 |
150 |
3,2 |
0,67 |
|||||
|
4 |
125 10 |
25 |
5 |
25 |
300 |
300 |
0,33 |
||||
|
5 |
10 |
33 |
190 |
0,53 |
|||||||
|
6 |
15 |
39 |
240 |
150 |
3,8 |
0,67 |
|||||
|
7 |
20 |
43 |
190 |
120 |
4,2 |
0,83 |
|||||
|
8 |
160 12 |
28 |
10 |
28 |
120 |
150 |
3,2 |
0,67 |
|||
|
9 |
15 |
38 |
120 |
3,8 |
0,83 |
||||||
|
10 |
20 |
44 |
96 |
96 |
1,04 |
||||||
|
11 |
7,5 |
100 8 |
22 |
5 |
25 |
750 |
600 |
4,5 |
0,17 |
||
|
12 |
10 |
33 |
380 |
5,4 |
0,26 |
||||||
|
13 |
15 |
39 |
600 |
240 |
0,42 |
||||||
|
14 |
125 10 |
25 |
5 |
28 |
480 |
480 |
4,5 |
0,21 |
|||
|
15 |
10 |
38 |
300 |
0,33 |
|||||||
|
16 |
15 |
44 |
380 |
240 |
6,4 |
0,42 |
|||||
|
17 |
20 |
50 |
150 |
5,0 |
0,67 |
||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов, Rz 40 - Rz 20, 11 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-фрезерные станки |
||||||||||
|
Фрезы дисковые трехсторонние с пластинами T15K6 |
|||||||||||
|
Карта 31 |
Листов 3 |
Лист 2 |
|||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
Np, кВт |
tо100, мин. |
|||
|
n, об\мин |
Sм, мм/мин |
||||||||||
|
18 |
7,5 |
160 12 |
28 |
10 |
42 |
190 |
240 |
3,2 |
0,42 |
||
|
19 |
15 |
50 |
190 |
4,5 |
0,53 |
||||||
|
20 |
20 |
57 |
150 |
120 |
4,0 |
0,83 |
|||||
|
21 |
180 14 |
32 |
10 |
42 |
190 |
190 |
4,5 |
0,53 |
|||
|
22 |
15 |
50 |
150 |
0,67 |
|||||||
|
23 |
20 |
57 |
150 |
120 |
5,4 |
0,83 |
|||||
|
24 |
200 14 |
10 |
80 |
120 |
150 |
3,8 |
0,67 |
||||
|
25 |
15 |
120 |
4,5 |
0,83 |
|||||||
|
26 |
20 |
75 |
96 |
1,04 |
|||||||
|
27 |
10 |
100 8 |
22 |
5 |
25 |
750 |
600 |
0,17 |
|||
|
28 |
10 |
33 |
480 |
6,4 |
0,21 |
||||||
|
29 |
15 |
39 |
300 |
0,33 |
|||||||
|
30 |
125 10 |
25 |
5 |
28 |
600 |
600 |
5,4 |
0,17 |
|||
|
31 |
10 |
38 |
380 |
6,4 |
0,26 |
||||||
|
32 |
15 |
44 |
480 |
240 |
0,42 |
||||||
|
33 |
20 |
50 |
190 |
7,9 |
0,53 |
||||||
|
34 |
160 12 |
28 |
10 |
42 |
240 |
300 |
6,0 |
0,33 |
|||
|
35 |
15 |
50 |
240 |
6,3 |
0,42 |
||||||
|
36 |
160 12 |
28 |
20 |
57 |
240 |
150 |
6,0 |
0,67 |
|||
|
37 |
30 |
66 |
120 |
7,0 |
0,83 |
||||||
|
38 |
180 14 |
32 |
10 |
42 |
190 |
240 |
5,0 |
0,42 |
|||
|
39 |
15 |
50 |
190 |
5,4 |
0,53 |
||||||
|
40 |
20 |
57 |
120 |
5,0 |
0,83 |
||||||
|
41 |
30 |
66 |
96 |
5,9 |
1,04 |
||||||
|
42 |
200 14 |
32 |
10 |
48 |
150 |
190 |
5,4 |
0,53 |
|||
|
43 |
15 |
57 |
150 |
6,4 |
0,67 |
||||||
|
44 |
20 |
64 |
120 |
6,0 |
0,83 |
||||||
|
45 |
30 |
76 |
96 |
7,0 |
1,04 |
||||||
|
46 |
250 18 |
36 |
10 |
53 |
120 |
190 |
5,4 |
0,53 |
|||
|
47 |
15 |
63 |
150 |
6,4 |
0,67 |
||||||
|
48 |
20 |
72 |
96 |
7,0 |
1,04 |
||||||
|
49 |
30 |
85 |
75 |
6,4 |
1,33 |
||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов, Rz 40 - Rz 20, 11 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально-фрезерные станки |
|
||||||||||||
|
Фрезы дисковые трехсторонние с пластинами Т15К6 |
|
|||||||||||||
|
Карта 31 |
Листов 3 |
Лист 3 |
|
|||||||||||
|
№ позиции |
Мощность станка Nд, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
Np, кВт |
tо100, мин. |
|
|||||
|
n, об\мин |
Sм, мм/мин |
|
||||||||||||
|
50 |
10 |
315 20 |
40 |
10 |
58 |
60 |
120 |
5,4 |
0,83 |
|
||||
|
51 |
15 |
69 |
96 |
1,04 |
|
|||||||||
|
52 |
20 |
72 |
75 |
1,33 |
|
|||||||||
|
53 |
30 |
94 |
60 |
1,67 |
|
|||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
|||||||||||||
|
Предела твердости стали |
Предел твердости стали, НВ |
До 170 |
170 - 210 |
Свыше 210 |
|
|||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
|||||||||||
|
||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов и выпуклых поверхностей полукруглого профиля, Rz 40, 11 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально- и вертикально-фрезерные станки |
||||||||||||||||||||
Фрезы полукруглые из стали Р6М5 |
|||||||||||||||||||||
Карта 32 |
Листов 2 |
Лист 1 |
|||||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Фрезы полукруглые вогнутые из стали Р6М5 |
Фрезы полукруглые выпуклые из стали Р6М5 |
||||||||||||||||||
|
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
Np, кВт |
tо100, мин. |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
Np, кВт |
tо100, мин. |
||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|
|||||||||||||||
|
1 |
15 |
50 14 |
7 |
3 |
14 |
240 |
190 |
37,5 |
£ 2,0 |
0,53 |
50 14 |
3 |
3 |
14 |
300 |
240 |
47,0 |
£ 2,0 |
0,42 |
||
|
2 |
10 |
5 |
17 |
150 |
0,67 |
5 |
5 |
17 |
190 |
0,53 |
|||||||||||
|
3 |
8 |
20 |
190 |
95 |
30,0 |
1,05 |
63 12 |
3 |
3 |
16 |
240 |
150 |
47,5 |
0,67 |
|||||||
|
4 |
63 12 |
3 |
16 |
150 |
37,5 |
0,67 |
5 |
5 |
18 |
120 |
0,83 |
||||||||||
|
5 |
12 |
5 |
18 |
95 |
1,05 |
8 |
8 |
24 |
190 |
95 |
37,5 |
1,05 |
|||||||||
|
6 |
14 |
8 |
24 |
75 |
1,35 |
80 10 |
5 |
5 |
22 |
120 |
47,5 |
0,85 |
|||||||||
|
7 |
12 |
27 |
150 |
48 |
30,0 |
2,10 |
8 |
8 |
27 |
150 |
95 |
37,5 |
1,05 |
||||||||
|
8 |
80 10 |
14 |
5 |
22 |
60 |
37,5 |
1,65 |
12 |
12 |
31 |
75 |
1,35 |
|||||||||
|
9 |
20 |
8 |
27 |
48 |
2,10 |
16 |
16 |
35 |
60 |
1,65 |
|||||||||||
|
10 |
28 |
12 |
31 |
38 |
2,65 |
100 10 |
8 |
8 |
30 |
75 |
47,0 |
1,35 |
|||||||||
|
11 |
16 |
35 |
120 |
30 |
30,0 |
3,35 |
12 |
12 |
35 |
120 |
60 |
37,5 |
1,65 |
||||||||
|
Индекс |
а |
|
б |
||||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование пазов и выпуклых поверхностей полукруглого профиля, Rz 40, 11 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально- и вертикально-фрезерные станки |
||||||||||||||||||||||||||
|
Фрезы полукруглые из стали Р6М5 |
|||||||||||||||||||||||||||
|
Карта 32 |
Листов 2 |
Лист 2 |
|||||||||||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Фрезы полукруглые вогнутые из стали Р6М5 |
Фрезы полукруглые выпуклые из стали Р6М5 |
||||||||||||||||||||||||
|
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
Np, кВт |
tо100, мин. |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
Np, кВт |
tо100, мин. |
||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||||||||||||
|
12 |
15 |
100 10 |
28 |
8 |
30 |
120 |
38 |
37,5 |
£ 2,0 |
2,65 |
100 10 |
16 |
16 |
40 |
120 |
48 |
37,5 |
£ 2,0 |
2,10 |
||||||||
|
13 |
35 |
12 |
35 |
95 |
30,0 |
20 |
20 |
43 |
38 |
2,65 |
|||||||||||||||||
|
14 |
40 |
16 |
40 |
30 |
3,35 |
24 |
24 |
46 |
95 |
30 |
30,0 |
3,35 |
|||||||||||||||
|
15 |
125 10 |
12 |
75 |
24 |
29,5 |
4,15 |
125 10 |
12 |
12 |
40 |
38 |
37,5 |
2,65 |
||||||||||||||
|
16 |
48 |
16 |
45 |
19 |
5,50 |
16 |
16 |
45 |
30 |
3,35 |
|||||||||||||||||
|
17 |
20 |
50 |
15 |
6,65 |
24 |
24 |
50 |
75 |
30 |
29,5 |
|
||||||||||||||||
|
18 |
- |
- |
- |
- |
- |
- |
- |
32 |
32 |
58 |
24 |
4,15 |
|||||||||||||||
|
Индекс |
а |
|
б |
||||||||||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|||||||||||||||||||||||
|
Предел твердости, НВ |
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|||||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование угловых пазов Rz 80, 14 - 12 квалитет, Rz 40 - Rz 20, 11 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально- и вертикально-фрезерные станки |
|||||||||||||||||||
Фрезы двухугловые несимметричные из стали Р6М5 |
||||||||||||||||||||
Карта 33 |
Листов 2 |
Лист 1 |
||||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Обработка поверхности Rz 80 |
Обработка поверхности Rz 40 - Rz 20 |
|||||||||||||||
|
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
Np, кВт |
tо100, мин. |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
Np, кВт |
tо100, мин. |
|||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||||||
|
1 |
10 |
40 18 |
12 |
3 |
13 |
300 |
240 |
37,5 |
£ 2,5 |
0,42 |
2 |
10 |
380 |
380 |
43,0 |
1,5 |
0,26 |
|||
|
2 |
5 |
15 |
240 |
190 |
30,0 |
0,53 |
||||||||||||||
|
3 |
8 |
18 |
150 |
0,67 |
||||||||||||||||
|
4 |
50 20 |
16 |
5 |
17 |
37,5 |
11 |
300 |
300 |
47,0 |
0,33 |
||||||||||
|
5 |
8 |
20 |
190 |
120 |
30,0 |
0,83 |
||||||||||||||
|
6 |
13 |
24 |
95 |
1,05 |
||||||||||||||||
|
7 |
63 22 |
20 |
5 |
20 |
150 |
37,5 |
0,67 |
12 |
240 |
59,5 |
0,42 |
|||||||||
|
8 |
8 |
24 |
120 |
0,83 |
||||||||||||||||
|
9 |
13 |
28 |
150 |
95 |
29,5 |
1,05 |
||||||||||||||
|
10 |
20 |
32 |
120 |
75 |
23,5 |
1,35 |
||||||||||||||
|
Индекс |
а |
|
б |
|||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование угловых пазов Rz 80, 14 - 12 квалитет, Rz 40 - Rz 20, 11 квалитет Сталь конструкционная углеродистая, 170 - 210 НВ |
Горизонтально- и вертикально-фрезерные станки |
||||||||||||||||||||||
|
Фрезы двухугловые несимметричные из стали |
|||||||||||||||||||||||
|
Р6М5 |
|||||||||||||||||||||||
|
Карта 33 |
Листов 2 |
Лист 2 |
|||||||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Обработка поверхности Rz 80 |
tо100, мин. |
Обработка поверхности Rz 40 - Rz 20 |
|||||||||||||||||
|
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
Np, кВт |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Режимы резания |
Np, кВт |
tо100, мин. |
|||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||||||||
|
11 |
10 |
80 |
25 |
8 |
27 |
150 |
95 |
37,5 |
£ 2,5 |
1,05 |
2 |
13 |
240 |
190 |
60,0 |
1,5 |
0,53 |
||||||
|
12 |
24 |
13 |
32 |
120 |
75 |
30,0 |
1,35 |
||||||||||||||||
|
13 |
20 |
38 |
95 |
60 |
24,0 |
1,65 |
|||||||||||||||||
|
Индекс |
а |
|
б |
||||||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|||||||||||||||||||
|
Предел твердости, НВ |
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование шлицев и канавокСталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально- и вертикально-фрезерные станки |
||||||||||||||||||
Фрезы шлицевые из стали Р6М5 |
|||||||||||||||||||
Карта 34 |
Листов 2 |
Лист 1 |
|||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая, 170 - 220 НВ |
Чугун серый, 180 - 220 НВ |
Медные сплавы и алюминиевые, 100 - 140 НВ |
|||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||
|
1 |
10 |
40 40 |
3 |
3 |
13 |
600 |
240 |
75 |
0,42 |
600 |
480 |
75 |
0,21 |
1200 |
960 |
150 |
0,10 |
||
|
2 |
6 |
16 |
480 |
150 |
60 |
0,67 |
240 |
0,42 |
960 |
480 |
180 |
0,21 |
|||||||
|
3 |
63 64 |
4 |
3 |
380 |
190 |
75 |
0,53 |
380 |
480 |
0,21 |
750 |
960 |
148 |
0,10 |
|||||
|
4 |
6 |
21 |
300 |
120 |
60 |
0,83 |
240 |
0,42 |
480 |
0,21 |
|||||||||
|
5 |
80 64 |
5 |
3 |
18 |
190 |
75 |
0,42 |
190 |
480 |
48 |
0,21 |
480 |
960 |
121 |
0,10 |
||||
|
6 |
6 |
24 |
240 |
150 |
60 |
0,67 |
240 |
0,42 |
600 |
0,17 |
|||||||||
|
7 |
10 |
29 |
96 |
1,05 |
120 |
0,84 |
300 |
0,33 |
|||||||||||
|
Индекс |
а |
|
б |
|
в |
||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование шлицев и канавок Сталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально- и вертикально-фрезерные станки |
|||||||||||
|
Фрезы шлицевые из стали Р6М5 |
||||||||||||
|
Карта 34 |
Листов 2 |
Лист 2 |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||
|
Обрабатываемой стали и предела твердости |
Группа стали и предел твердости, НВ |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
||||||||
|
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
|||||
|
Твердости чугуна |
Твердость, НВ |
До 220 |
Свыше 220 |
|||||||||
|
Коэффициент |
1,0 |
1,25 |
||||||||||
|
Твердости медных сплавов |
Твердость, НВ |
£ 140 |
> 140 |
|||||||||
|
Коэффициент |
1,0 |
1,1 |
||||||||||
|
Группы алюминиевых сплавов |
Группа сплавов |
Силумин и литейные сплавы Gb = 200 - 650 Мпа, НВ > 65 (закаленный) Дюралюмин Gb = 400 - 500 Мпа, НВ > 100 (закаленный) |
Силумин и литейные сплавы Gb = 100 - 200 Мпа, НВ < 65 Дюралюмин Gb = 300 - 400 Мпа, НВ < 100 |
Дюралюмин Gb = 200 - 300 Мпа |
||||||||
|
Коэффициент |
0,80 |
0,70 |
0,60 |
|||||||||
|
Основное время на 100 мм расчетной длины ОтрезкаСталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально- и вертикально-фрезерные станки |
||||||||||||||||||
Фрезы отрезные из стали Р6М5 |
|||||||||||||||||||
Карта 35 |
Листов 2 |
Лист 1 |
|||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая, 170 - 220 НВ |
Чугун серый, 180 - 220 НВ |
Медные сплавы и алюминиевые, 100 - 140 НВ |
|||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||
|
1 |
10 |
63 80 |
2 |
10 |
27 |
300 |
150 |
59,0 |
0,67 |
240 |
240 |
47,5 |
0,42 |
480 |
600 |
95,0 |
0,17 |
||
|
2 |
15 |
30 |
96 |
1,05 |
190 |
0,53 |
380 |
0,26 |
|||||||||||
|
3 |
80 80 |
3 |
10 |
190 |
120 |
48,0 |
0,83 |
150 |
240 |
38,0 |
0,42 |
380 |
480 |
0,21 |
|||||
|
4 |
15 |
35 |
96 |
1,05 |
150 |
0,67 |
380 |
0,26 |
|||||||||||
|
5 |
100 80 |
5 |
20 |
44 |
150 |
47,0 |
120 |
190 |
38,0 |
0,53 |
240 |
480 |
75,0 |
0,21 |
|||||
|
6 |
30 |
50 |
120 |
60 |
38,0 |
1,65 |
96 |
120 |
30,0 |
0,83 |
380 |
0,26 |
|||||||
|
7 |
125 100 |
20 |
51 |
96 |
96 |
1,05 |
75 |
190 |
29,5 |
0,53 |
190 |
480 |
0,21 |
||||||
|
8 |
30 |
58 |
75 |
60 |
29,5 |
1,65 |
60 |
120 |
23,5 |
0,83 |
380 |
0,26 |
|||||||
|
9 |
160 100 |
6 |
20 |
59 |
96 |
38,0 |
1,05 |
48 |
150 |
24,0 |
0,67 |
120 |
60,5 |
0,26 |
|||||
|
10 |
30 |
68 |
60 |
1,65 |
96 |
1,05 |
300 |
0,33 |
|||||||||||
|
11 |
45 |
78 |
48 |
2,10 |
60 |
1,65 |
190 |
0,53 |
|||||||||||
|
12 |
200 128 |
20 |
67 |
48 |
120 |
30,0 |
0,84 |
38 |
150 |
24,0 |
0,67 |
380 |
75,5 |
0,26 |
|||||
|
13 |
30 |
80 |
38 |
96 |
24,0 |
1,05 |
30 |
120 |
19,0 |
0,83 |
240 |
0,42 |
|||||||
|
14 |
45 |
90 |
60 |
1,65 |
96 |
1,05 |
150 |
0,68 |
|||||||||||
|
Индекс |
а |
|
б |
|
в |
||||||||||||||
|
Основное время на 100 мм расчетной длины Отрезка Сталь конструкционная углеродистая, чугун серый, медные сплавы и алюминиевые |
Горизонтально- и вертикально-фрезерные станки |
||||||||||||||||||||||||||
|
Фрезы отрезные из стали Р6М5 |
|||||||||||||||||||||||||||
|
Карта 35 |
Листов 2 |
Лист 2 |
|||||||||||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Сталь конструкционная углеродистая, 170 - 220 НВ |
Чугун серый, 180 - 220 НВ |
Медные сплавы и алюминиевые, 100 - 140 НВ |
|||||||||||||||||||
|
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
Режимы резания |
tо100, мин. |
||||||||||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||||||||||
|
15 |
10 |
200 128 |
6 |
75 |
100 |
38 |
38 |
24,0 |
2,65 |
30 |
60 |
19,0 |
1,65 |
120 |
120 |
75,5 |
0,83 |
||||||||||
|
16 |
250 128 |
50 |
110 |
48 |
30,0 |
2,10 |
30 |
23,5 |
96 |
150 |
0,67 |
||||||||||||||||
|
17 |
75 |
120 |
30 |
30 |
24,0 |
3,35 |
24 |
48 |
19,0 |
2,10 |
120 |
0,83 |
|||||||||||||||
|
18 |
100 |
125 |
24 |
4,15 |
38 |
2,65 |
75 |
1,35 |
|||||||||||||||||||
|
Индекс |
а |
|
б |
|
в |
||||||||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||||||
|
Обрабатываемой стали и предела твердости |
Группа стали и предел твердости, НВ |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|||||||||||||||||||||||
|
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||||||
|
Твердости чугуна |
Твердость, НВ |
До 220 |
Свыше 220 |
||||||||||||||||||||||||
|
Коэффициент |
1,0 |
1,25 |
|||||||||||||||||||||||||
|
Твердости медных сплавов |
Твердость, НВ |
£ 140 |
> 140 |
||||||||||||||||||||||||
|
Коэффициент |
1,0 |
1,1 |
|||||||||||||||||||||||||
|
Группы алюминиевых сплавов |
Группа сплавов |
Силумин и литейные сплавы Gb = 200 - 650 Мпа, НВ > 65 (закаленный) Дюралюмин Gb = 400 - 500 Мпа, НВ > 100 (закаленный) |
Силумин и литейные сплавы Gb = 100 - 200 Мпа, НВ < 65 Дюралюмин Gb = 300 - 400 Мпа, НВ £ 100 |
Дюралюмин Gb = 200 - 300 Мпа |
|||||||||||||||||||||||
|
Коэффициент |
0,80 |
0,70 |
0,60 |
||||||||||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование шпоночных пазов, Ra 2,5, 9 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Вертикально-фрезерные и шпоночно-фрезерные станки |
|
|||||||||||||||||||||||||||||
Фрезы шпоночные из стали Р6М5 |
|
||||||||||||||||||||||||||||||
Карта 36 |
Листов 1 |
Лист 1 |
|
||||||||||||||||||||||||||||
|
№ позиции |
Мощность станка N, кВт, до |
Диаметр фрезы D, мм, и число зубьев Z |
Глубина резания t, мм |
Вертикально-фрезерные станки |
Шпоночно-фрезерные станки |
tо100, мин. |
|
||||||||||||||||||||||||
|
Величина врезания и перебега, l1, мм |
Режимы резания |
tо100, мин. |
Величина врезания и перебега, l1, мм |
Режимы резания |
|
||||||||||||||||||||||||||
|
Число рабочих ходов, i |
n, об\мин |
V, м/мин |
Минутная подача, Sм, мм/мин |
на 10 мм глубины шпоночного паза |
на 100 мм расчетной длины шпоночного паза |
Число рабочих ходов, i |
n, об\мин |
V, м/мин |
Глубина резания на каждый ход t, мм |
Sм, мм/мин |
|||||||||||||||||||||
|
при вертикальной подаче |
при продольной подаче |
||||||||||||||||||||||||||||||
|
вертикальная |
продольная |
|
|||||||||||||||||||||||||||||
|
1 |
10 |
6 |
3,5 |
0,5 |
5 |
1,0 |
1200 |
22,5 |
16 |
48 |
0,63 |
2,08 |
5 |
18 |
1200 |
22,5 |
0,2 |
472 |
3,83 |
|
|||||||||||
|
2 |
8 |
4,0 |
7 |
960 |
24,0 |
13 |
0,77 |
7 |
20 |
960 |
24,0 |
420 |
4,76 |
|
|||||||||||||||||
|
3 |
10 12 |
4,5 |
10 |
750 |
23,5 |
38 |
2,64 |
10 |
23 |
750 |
23,5 |
394 |
5,35 |
|
|||||||||||||||||
|
4 |
12 |
600 |
22,5 |
12 |
0,83 |
12 |
600 |
22,5 |
398 |
5,80 |
|
||||||||||||||||||||
|
5 |
14 16 |
5,0 |
14 |
480 |
21,0 |
11 |
30 |
0,91 |
3,33 |
14 |
25 |
26,5 |
360 |
6,95 |
|
||||||||||||||||
|
6 |
16 |
24,0 |
10 |
1,00 |
16 |
480 |
24,0 |
|
|||||||||||||||||||||||
|
7 |
18 |
5,5 |
18 |
380 |
21,5 |
24 |
4,17 |
18 |
28 |
27,0 |
353 |
7,95 |
|
||||||||||||||||||
|
8 |
20 |
6,0 |
20 |
24,0 |
9 |
1,11 |
20 |
30 |
380 |
24,0 |
340 |
8,80 |
|
||||||||||||||||||
|
9 |
22 |
6,5 |
22 |
300 |
21,0 |
22 |
33 |
26,0 |
325 |
10,20 |
|
||||||||||||||||||||
|
10 |
25 |
70 |
25 |
23,5 |
8 |
1,25 |
25 |
35 |
30,0 |
308 |
11,30 |
|
|||||||||||||||||||
|
11 |
28 |
8,0 |
0,5 |
28 |
240 |
21,0 |
8 |
1,25 |
28 |
40 |
300 |
26,5 |
298 |
13,40 |
|
||||||||||||||||
|
12 |
32 |
9,0 |
32 |
240 |
24,0 |
7 |
1,43 |
32 |
45 |
300 |
30,0 |
284 |
15,80 |
|
|||||||||||||||||
|
13 |
36 |
10,0 |
36 |
190 |
21,5 |
36 |
50 |
240 |
27,5 |
270 |
18,50 |
|
|||||||||||||||||||
|
14 |
40 |
11,0 |
40 |
24,0 |
6 |
1,67 |
40 |
55 |
30,0 |
268 |
20,50 |
|
|||||||||||||||||||
|
Индекс |
а |
б |
|
в |
|
||||||||||||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
||||||||||||||||||||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|
||||||||||||||||||||||||||
|
Предел твердости, НВ |
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
|
||||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
|
|||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||
Подготовительно-заключительное время на партию деталейВремя на обслуживание рабочего места |
Продольно-фрезерные станки |
||||||||||||
Карта 37 |
Листов 1 |
Лист 1 |
|||||||||||
|
I. На наладку станка, инструмента и приспособлений |
|||||||||||||
|
№ позиции |
Вид обработки и наладки |
Число устанавливаемых фрез Нт* |
Длина стола мм, до |
||||||||||
|
1600 |
3150 |
6300 |
|||||||||||
|
Время, мин |
|||||||||||||
|
1 |
Обработка плоскостей, пазов, фасонных поверхностей |
1 - 2 |
22 |
25 |
29 |
||||||||
|
Свыше 2 |
30 |
36 |
43 |
||||||||||
|
Индекс |
а |
б |
в |
||||||||||
|
II. На получение инструмента и приспособлений до начала и сдача их после окончания обработки |
|||||||||||||
|
2 |
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей |
7 |
10 |
||||||||||
|
III. Добавлять к времени на наладку станка |
|||||||||||||
|
3 |
При обработке плоскостей под углом с поворотом шпиндельной головки |
6 |
7 |
8 |
|||||||||
|
4 |
При установке зажимного приспособления на стол станка подъемником |
5 |
5 |
5 |
|||||||||
|
Индекс |
а |
б |
в |
||||||||||
|
Время на обслуживание рабочего места |
|||||||||||||
|
Тип и характеристика станка |
Время на обслуживание рабочего места в процентах от оперативного времени аобс |
||||||||||||
|
Продольно-фрезерные |
Длина стола, мм, до |
1600 |
4,0 |
||||||||||
|
3150 |
4,5 |
||||||||||||
|
6300 |
5,0 |
||||||||||||
* При наладке станка с установкой набора фрез, предварительно скомплектованных на оправке, время определять по позиции, как для установки одной - двух фрез.
Вспомогательное время на установку и снятие детали |
Продольно-фрезерные станки |
||||||||||||
Карта 38 |
Листов 5 |
Лист 1 |
|||||||||||
|
1. Установить деталь и снять вручную |
|||||||||||||
|
№ позиции |
Обрабатываемый материал |
Способ установки детали |
Состояние установочной поверхности |
Характер выверки |
Число одновременно устанавливаемых деталей |
Масса детали, кг, до |
|||||||
|
0,25 |
0,5 |
1,0 |
3 |
5 |
8 |
12 |
20 |
||||||
|
Время, мин (на комплект устанавливаемых деталей) |
|||||||||||||
|
1 |
Черные металлы и медные сплавы |
Без крепления |
- |
- |
1 |
0,07 |
0,08 |
0,09 |
0,10 |
0,11 |
0,14 |
0,16 |
0,20 |
|
2 |
С креплением одним болтом и планкой |
Обработанная или необработанная (отливка) |
Без выверки |
0,31 |
0,34 |
0,38 |
0,44 |
0,48 |
0,50 |
0,55 |
0,60 |
||
|
3 |
На столе с креплением двумя болтами и планками |
0,43 |
0,46 |
0,50 |
0,55 |
0,65 |
0,70 |
0,75 |
0,85 |
||||
|
4 |
2 |
0,80 |
0,85 |
0,90 |
1,00 |
1,25 |
1,35 |
1,45 |
1,60 |
||||
|
5 |
3 |
1,15 |
1,20 |
1,30 |
1,50 |
1,80 |
1,95 |
2,10 |
2,30 |
||||
|
6 |
4 |
1,50 |
1,60 |
1,70 |
1,95 |
2,30 |
2,50 |
2,80 |
3,00 |
||||
|
7 |
6 |
2,15 |
2,30 |
2,50 |
2,80 |
3,30 |
3,60 |
4,00 |
4,40 |
||||
|
8 |
8 |
2,80 |
3,00 |
3,20 |
3,70 |
4,30 |
4,70 |
5,00 |
5,50 |
||||
|
9 |
Необработанная отливка |
Выверка простая (по контуру неразмеченной поверхности) |
1 |
0,80 |
0,85 |
0,90 |
1,00 |
1,20 |
1,40 |
1,65 |
2,10 |
||
|
10 |
2 |
1,50 |
1,60 |
1,70 |
1,80 |
2,20 |
2,70 |
3,10 |
3,70 |
||||
|
11 |
3 |
2,20 |
2,30 |
2,40 |
2,60 |
3,20 |
3,80 |
4,50 |
5,50 |
||||
|
12 |
4 |
2,80 |
3,00 |
3,10 |
3,40 |
4,20 |
5,00 |
6,00 |
7,00 |
||||
|
13 |
6 |
4,00 |
4,30 |
4,50 |
4,90 |
6,00 |
7,00 |
8,50 |
10,00 |
||||
|
14 |
8 |
5,00 |
5,50 |
6,00 |
6,50 |
8,00 |
9,00 |
11,00 |
13,00 |
||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||||
|
Продольно-фрезерные станки |
|||||||||||||||||||
|
Карта 38 |
Листов 5 |
Лист 2 |
|||||||||||||||||
|
1. Установить деталь и снять вручную |
|||||||||||||||||||
|
№ позиции |
Обрабатываемый материал |
Способ установки детали |
Состояние установочной поверхности |
Характер выверки |
Число одновременно устанавливаемых деталей |
Масса детали, кг, до |
|||||||||||||
|
0,25 |
0,5 |
1,0 |
3 |
5 |
8 |
12 |
20 |
||||||||||||
|
Время, мин (на комплект устанавливаемых деталей) |
|||||||||||||||||||
|
15 |
Черные металлы и медные сплавы |
На столе с креплением двумя болтами и планками |
Обработанная |
Выверка простая (по контуру неразмеченной поверхности) |
1 |
0,60 |
0,65 |
0,70 |
0,75 |
0,90 |
1,10 |
1,25 |
1,50 |
||||||
|
16 |
2 |
1,15 |
1,20 |
1,30 |
1,40 |
1,70 |
2,10 |
2,40 |
2,80 |
||||||||||
|
17 |
3 |
1,70 |
1,75 |
1,80 |
2,00 |
2,50 |
2,90 |
3,40 |
4,20 |
||||||||||
|
18 |
4 |
2,20 |
2,30 |
2,40 |
2,60 |
3,20 |
3,80 |
4,50 |
5,50 |
||||||||||
|
19 |
6 |
3,00 |
3,30 |
3,50 |
3,80 |
4,60 |
5,50 |
6,50 |
7,50 |
||||||||||
|
20 |
8 |
4,00 |
4,20 |
4,50 |
4,80 |
6,00 |
7,00 |
8,50 |
10,00 |
||||||||||
|
21 |
Необработанная отливка |
Выверка сложная (по разметочной риске) |
1 |
1,20 |
1,30 |
1,40 |
1,60 |
1,90 |
2,10 |
2,30 |
2,60 |
||||||||
|
22 |
2 |
2,20 |
2,40 |
2,60 |
3,00 |
3,50 |
3,90 |
4,30 |
4,80 |
||||||||||
|
23 |
3 |
3,20 |
3,50 |
3,80 |
4,30 |
5,00 |
5,50 |
6,00 |
7,00 |
||||||||||
|
24 |
4 |
4,10 |
4,50 |
4,90 |
5,50 |
6,50 |
7,50 |
8,00 |
9,00 |
||||||||||
|
25 |
6 |
6,00 |
6,50 |
7,00 |
8,00 |
9,50 |
10,50 |
11,50 |
13,00 |
||||||||||
|
26 |
Обработанная |
1 |
0,85 |
0,90 |
1,00 |
1,15 |
1,35 |
1,50 |
1,65 |
1,90 |
|||||||||
|
27 |
2 |
1,50 |
1,70 |
1,80 |
2,10 |
2,50 |
2,80 |
3,00 |
3,40 |
||||||||||
|
28 |
3 |
2,20 |
2,50 |
2,70 |
3,00 |
3,60 |
4,00 |
4,40 |
5,00 |
||||||||||
|
29 |
4 |
2,90 |
3,20 |
3,50 |
4,00 |
4,70 |
5,00 |
5,50 |
6,50 |
||||||||||
|
30 |
6 |
4,20 |
4,60 |
5,00 |
5,50 |
7,00 |
7,50 |
8,00 |
9,50 |
||||||||||
|
31 |
Черные металлы и медные сплавы |
На столе пакетом с креплением болтами и планками |
Обработанная или необработанная (отливка) |
Без выверки |
2 |
0,47 |
0,55 |
0,65 |
0,85 |
0,95 |
1,50 |
2,10 |
3,50 |
||||||
|
32 |
3 |
0,60 |
0,70 |
0,80 |
1,00 |
1,30 |
2,00 |
- |
- |
||||||||||
|
33 |
4 |
0,70 |
0,80 |
0,90 |
1,20 |
1,60 |
2,60 |
- |
- |
||||||||||
|
34 |
6 |
0,85 |
1,00 |
1,20 |
1,50 |
2,30 |
3,60 |
- |
- |
||||||||||
|
35 |
8 |
0,95 |
1,10 |
1,40 |
1,80 |
2,90 |
4,40 |
- |
- |
||||||||||
|
36 |
Легкие сплавы |
Без крепления |
Без выверки |
1 |
0,08 |
0,09 |
0,10 |
0,11 |
0,12 |
0,15 |
0,18 |
0,22 |
|||||||
|
37 |
С креплением одним болтом и планкой |
0,34 |
0,37 |
0,42 |
0,48 |
0,50 |
0,55 |
0,60 |
0,65 |
||||||||||
|
38 |
На столе с креплением 2-мя болтами и планками |
0,45 |
0,50 |
0,55 |
0,60 |
0,70 |
0,75 |
0,80 |
0,90 |
||||||||||
|
39 |
2 |
0,90 |
0,95 |
1,00 |
1,10 |
1,35 |
1,50 |
1,60 |
1,75 |
||||||||||
|
40 |
3 |
1,25 |
1,30 |
1,40 |
1,70 |
2,00 |
2,20 |
2,30 |
2,50 |
||||||||||
|
41 |
4 |
1,60 |
1,80 |
1,90 |
2,10 |
2,50 |
2,80 |
3,10 |
3,30 |
||||||||||
|
42 |
6 |
2,40 |
2,50 |
2,80 |
3,10 |
3,60 |
4,00 |
4,40 |
4,80 |
||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||||||||||
|
Продольно-фрезерные станки |
||||||||||||||||
|
Карта 38 |
Листов 5 |
Лист 3 |
||||||||||||||
|
1. Установить деталь и снять вручную |
||||||||||||||||
|
№ позиции |
Обрабатываемый материал |
Способ установки детали |
Состояние установочной поверхности |
Характер выверки |
Число одновременно устанавливаемых деталей |
Масса детали, кг, до |
||||||||||
|
0,25 |
0,5 |
1,0 |
3 |
5 |
8 |
12 |
20 |
|||||||||
|
Время, мин (на комплект устанавливаемых деталей) |
||||||||||||||||
|
43 |
Легкие сплавы |
На столе с креплением двумя болтами с планками |
Обработанная |
Выверка простая (по контуру неразмеченной поверхности) |
1 |
0,65 |
0,70 |
0,75 |
0,80 |
1,00 |
1,20 |
1,35 |
1,60 |
|||
|
44 |
2 |
1,20 |
1,30 |
1,40 |
1,50 |
1,90 |
2,30 |
2,60 |
3,10 |
|||||||
|
45 |
3 |
1,80 |
1,90 |
2,00 |
2,20 |
2,80 |
3,20 |
3,70 |
4,60 |
|||||||
|
46 |
4 |
2,40 |
2,50 |
2,60 |
2,90 |
3,50 |
4,20 |
5,00 |
6,00 |
|||||||
|
47 |
6 |
3,30 |
3,50 |
3,80 |
4,20 |
5,00 |
6,00 |
7,00 |
8,50 |
|||||||
|
48 |
Выверка сложная (по разметочной риске) |
1 |
1,30 |
1,40 |
1,50 |
1,80 |
2,10 |
2,30 |
2,50 |
2,90 |
||||||
|
49 |
2 |
2,40 |
2,60 |
2,90 |
3,30 |
3,90 |
4,30 |
4,70 |
5,50 |
|||||||
|
50 |
3 |
3,50 |
3,80 |
4,20 |
4,70 |
5,50 |
6,00 |
7,00 |
7,50 |
|||||||
|
51 |
4 |
4,50 |
5,00 |
5,50 |
6,00 |
7,50 |
8,00 |
9,00 |
10,00 |
|||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||||||||
II. Установить деталь и снять подъемником, краном
|
Способ установки детали |
Состояние установочной поверхности |
Характер выверки |
Число одновременно устанавливаемых деталей |
Подъемником при станке |
Мостовым краном |
||||||||||||
|
Масса детали, кг, до |
|||||||||||||||||
|
30 |
80 |
200 |
500 |
1000 |
30 |
80 |
200 |
500 |
1000 |
2000 |
3000 |
5000 |
|||||
|
Время, мин (на комплект устанавливаемых деталей) |
|||||||||||||||||
|
52 |
Без крепления |
- |
- |
1 |
0,85 |
1,1 |
1,4 |
1,8 |
2,1 |
2,40 |
2,6 |
2,9 |
3,3 |
3,6 |
4,1 |
4,4 |
4,8 |
|
53 |
С креплением одним болтом с планкой |
Обработанная или необработанная отливка |
Без выверки |
1,25 |
1,4 |
- |
- |
- |
2,75 |
2,9 |
- |
- |
- |
- |
- |
- |
|
|
54 |
С креплением двумя болтами с планкой |
1,90 |
2,3 |
- |
- |
- |
3,40 |
3,8 |
- |
- |
- |
- |
- |
- |
|||
|
55 |
На столе с креплением четырьмя болтами с планками |
2,40 |
3,0 |
3,6 |
4,4 |
5,0 |
3,90 |
4,5 |
5,0 |
6,0 |
6,5 |
7,5 |
8,0 |
8,5 |
|||
|
56 |
2 |
3,90 |
4,8 |
6,0 |
7,0 |
8,0 |
5,50 |
6,5 |
7,5 |
8,5 |
9,5 |
- |
- |
- |
|||
|
57 |
3 |
5,50 |
6,5 |
8,0 |
9,5 |
11,0 |
7,0 |
8,0 |
9,5 |
11,0 |
12,5 |
- |
- |
- |
|||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
||||
|
Продольно-фрезерные станки |
||||||||||||||||||||
|
Карта 38 |
Листов 5 |
Лист 4 |
||||||||||||||||||
|
№ позиции |
Способ установки детали |
Состояние установочной поверхности |
Характер выверки |
Число одновременно устанавливаемых деталей |
Подъемником при станке |
Мостовым краном |
||||||||||||||
|
Масса детали, кг, до |
||||||||||||||||||||
|
30 |
80 |
200 |
500 |
1000 |
30 |
80 |
200 |
500 |
1000 |
2000 |
3000 |
5000 |
||||||||
|
Время, мин (на комплект устанавливаемых деталей) |
||||||||||||||||||||
|
58 |
На столе с креплением четырьмя болтами с планками |
Обработанная или необработанная (отливка) |
Без выверки |
4 |
6,50 |
8,0 |
9,5 |
11,0 |
- |
8,0 |
9,5 |
11,0 |
12,5 |
- |
- |
- |
- |
|||
|
59 |
6 |
8,50 |
10,5 |
13,0 |
15,5 |
- |
10,0 |
12,0 |
14,5 |
17,0 |
- |
- |
- |
- |
||||||
|
60 |
8 |
10,50 |
13,0 |
15,5 |
19,0 |
- |
12,0 |
14,5 |
17,0 |
20,5 |
- |
- |
- |
- |
||||||
|
61 |
Необработанная (отливка) |
Выверка простоя (по контуру неразмеченной поверхности) |
1 |
3,50 |
4,3 |
5,0 |
6,0 |
7,0 |
5,0 |
6,0 |
6,5 |
7,5 |
8,5 |
9,5 |
10,5 |
11,5 |
||||
|
62 |
2 |
6,00 |
7,5 |
9,0 |
10,5 |
12,5 |
7,50 |
9,0 |
10,5 |
12,0 |
14,0 |
- |
- |
- |
||||||
|
63 |
3 |
8,50 |
10,0 |
12,0 |
14,5 |
17,0 |
10,0 |
11,5 |
13,5 |
16,0 |
18,5 |
- |
- |
- |
||||||
|
64 |
4 |
10,50 |
12,5 |
15,5 |
18,5 |
- |
12,0 |
14,0 |
17,0 |
20,0 |
- |
- |
- |
- |
||||||
|
65 |
6 |
14,50 |
17,5 |
21,0 |
25,5 |
- |
16,0 |
19,0 |
22,5 |
27,0 |
- |
- |
- |
- |
||||||
|
66 |
8 |
18,00 |
22,0 |
26,5 |
32,0 |
- |
19,5 |
23,5 |
28,0 |
33,5 |
- |
- |
- |
- |
||||||
|
67 |
Обработанная |
1 |
3,0 |
3,6 |
4,3 |
5,0 |
6,0 |
4,5 |
5,0 |
6,0 |
6,5 |
7,5 |
8,5 |
9,0 |
9,5 |
|||||
|
68 |
2 |
5,0 |
6,0 |
7,5 |
8,5 |
10,0 |
6,5 |
7,5 |
9,0 |
10,0 |
11,5 |
- |
- |
- |
||||||
|
69 |
3 |
7,0 |
8,0 |
10,0 |
12,0 |
13,5 |
8,5 |
9,5 |
11,5 |
13,5 |
15,0 |
- |
- |
- |
||||||
|
70 |
4 |
8,5 |
10,0 |
12,0 |
14,5 |
- |
10,0 |
11,5 |
13,5 |
16,0 |
- |
- |
- |
- |
||||||
|
71 |
6 |
11,5 |
14,0 |
16,5 |
20,0 |
- |
13,0 |
15,5 |
18,0 |
21,5 |
- |
- |
- |
|
||||||
|
72 |
8 |
14,0 |
17,0 |
20,5 |
24,5 |
- |
16,0 |
18,5 |
22,0 |
26,0 |
- |
- |
- |
|
||||||
|
73 |
На столе с креплением четырьмя болтами с планками |
Необработанная (отливка) |
Выверка сложная (по разметочной риске) |
1 |
4,5 |
5,5 |
7,0 |
9,0 |
10,5 |
6,0 |
7,0 |
8,5 |
10,5 |
12,0 |
14,0 |
17,0 |
19,0 |
|||
|
74 |
2 |
8,5 |
11,0 |
13,5 |
17,0 |
20,5 |
10,0 |
12,5 |
15,0 |
18,5 |
22,0 |
- |
- |
- |
||||||
|
75 |
3 |
13,0 |
16,0 |
20,0 |
25,0 |
30,0 |
14,5 |
17,5 |
21,5 |
26,5 |
31,5 |
- |
- |
- |
||||||
|
76 |
4 |
17,0 |
21,5 |
26,5 |
33,0 |
- |
18,5 |
23,0 |
28,0 |
34,5 |
- |
- |
- |
- |
||||||
|
77 |
6 |
25,0 |
31,5 |
39,0 |
49,0 |
- |
26,5 |
33,0 |
40,5 |
50,5 |
- |
- |
- |
- |
||||||
|
78 |
Обработанная |
1 |
4,0 |
4,9 |
6,0 |
7,5 |
8,5 |
5,5 |
6,5 |
7,5 |
9,0 |
10,0 |
11,5 |
12,5 |
13,5 |
|||||
|
79 |
2 |
7,0 |
9,0 |
11,0 |
13,0 |
15,5 |
8,5 |
10,5 |
12,5 |
14,5 |
17,0 |
- |
- |
- |
||||||
|
80 |
3 |
10,0 |
12,5 |
15,5 |
18,5 |
21,5 |
11,5 |
14,0 |
17,0 |
20,0 |
23,0 |
- |
- |
- |
||||||
|
81 |
4 |
13,0 |
16,0 |
19,5 |
24,0 |
- |
14,5 |
17,5 |
21,0 |
25,5 |
- |
- |
- |
- |
||||||
|
82 |
6 |
18,0 |
22,5 |
27,5 |
33,5 |
- |
19,5 |
24,0 |
29,0 |
35,0 |
- |
- |
- |
- |
||||||
|
В случаях крепления деталей большим (меньшим) числом болтов на каждый последующий болт прибавить (или вычитать) |
0,4 |
|||||||||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
|||||||
Примечание. В случае необходимости дополнительного крепления детали расклиниваем или струбциной к времени по карте следует добавлять время в размере 0,15 мин на каждый клин или 0,5 мин на каждую струбцину.
|
Продольно-фрезерные станки |
|||||||||||
|
Карта 38 |
Листов 5 |
Лист 5 |
|||||||||
|
№ позиции |
Угол поворота при кантовке в град. |
Характер застропки |
Расстояние до места расположения или места кантовки детали в м, до |
Вес детали в кг, до |
|||||||
|
80 |
200 |
500 |
1000 |
2000 |
3000 |
||||||
|
Время в мин. |
|||||||||||
|
1 |
90 |
Удобная застропка - при наличии у детали просветов и выступов для захвата стропами |
5 |
0,9 |
1,1 |
1,4 |
1,9 |
2,6 |
3,0 |
||
|
2 |
10 |
1,2 |
1,4 |
1,7 |
2,3 |
3,1 |
3,7 |
||||
|
3 |
20 |
1,4 |
1,7 |
2,1 |
2,9 |
3,9 |
4,6 |
||||
|
4 |
180 |
5 |
1,4 |
1,7 |
2,1 |
2,8 |
3,8 |
4,5 |
|||
|
5 |
10 |
1,6 |
2,0 |
2,5 |
3,2 |
4,3 |
5,1 |
||||
|
6 |
20 |
1,8 |
2,3 |
2,8 |
3,8 |
5,0 |
6,0 |
||||
|
7 |
90 |
Неудобная застропка - на сплошных деталях с захватом снаружи петлей |
5 |
2,2 |
2,7 |
3,3 |
4,4 |
5,9 |
6,9 |
||
|
8 |
10 |
2,4 |
3,0 |
3,7 |
4,9 |
6,5 |
7,6 |
||||
|
9 |
20 |
2,8 |
3,4 |
4,2 |
5,5 |
7,2 |
8,5 |
||||
|
10 |
180 |
5 |
2,9 |
3,7 |
4,7 |
6,7 |
9,2 |
11,0 |
|||
|
11 |
10 |
3,0 |
3,9 |
5,1 |
7,2 |
9,8 |
11,8 |
||||
|
12 |
20 |
3,3 |
4,2 |
5,4 |
7,8 |
10,6 |
12,7 |
||||
|
13 |
Транспортировка детали подъемником (к станку при установке и от станка при снятии) на расстоянии более 3 м и при длине перемещения в м, до |
10 |
- |
0,25 |
0,35 |
||||||
|
14 |
20 |
- |
0,45 |
0,55 |
|||||||
Примечания: 1. Время на кантовку добавляется ко времени на установку и снятие детали в тех случаях, когда в процессе выполнения операции имеет место переустановка детали.
2. Время на транспортировку деталей добавляется ко времени на установку и снятие в тех случаях, когда детали находятся на расстоянии более 3 м от станка.
Вспомогательное время, связанное с переходом |
Продольно-фрезерные станки |
||||||||||||
Карта 39 |
Листов 2 |
Лист 1 |
|||||||||||
|
1. Время на рабочий ход |
|||||||||||||
|
№ позиции |
Характер обработки Способ установки инструмента на стружку |
Число фрез (шпинделей), устанавливаемых на размер, шт. |
Измерительный инструмент |
Измеряемый размер, мм, до |
Длина стола, мм, до |
||||||||
|
1600 |
3150 |
6300 |
|||||||||||
|
Время, мин |
|||||||||||||
|
1 |
Фрезерование плоскостей, фасонных поверхностей и пазов |
Фрезами, установленными на размер |
- |
- |
- |
0,28 |
0,29 |
0,33 |
|||||
|
2 |
С установкой фрезы |
По разметке |
1 |
- |
- |
0,85 |
0,95 |
1,15 |
|||||
|
3 |
2 |
- |
- |
1,25 |
1,40 |
1,65 |
|||||||
|
4 |
3 |
- |
- |
1,60 |
1,85 |
2,20 |
|||||||
|
5 |
4 |
- |
- |
- |
2,30 |
2,70 |
|||||||
|
6 |
По лимбу |
1 |
- |
- |
0,50 |
0,55 |
0,65 |
||||||
|
7 |
2 |
- |
- |
0,70 |
0,80 |
0,95 |
|||||||
|
8 |
3 |
- |
- |
0,90 |
1,00 |
1,20 |
|||||||
|
9 |
4 |
- |
- |
- |
1,20 |
1,75 |
|||||||
|
10 |
По шаблону, приспособлению и щупу |
В одном направлении |
1 |
- |
- |
0,60 |
0,65 |
0,80 |
|||||
|
11 |
2 |
- |
- |
0,90 |
0,95 |
1,15 |
|||||||
|
12 |
3 |
- |
- |
1,15 |
1,20 |
1,50 |
|||||||
|
13 |
4 |
- |
- |
- |
1,55 |
1,90 |
|||||||
|
14 |
В двух направлениях |
1 |
- |
- |
0,80 |
0,85 |
1,05 |
||||||
|
15 |
2 |
- |
- |
1,20 |
1,35 |
1,65 |
|||||||
|
16 |
3 |
- |
- |
1,65 |
1,85 |
2,30 |
|||||||
|
17 |
4 |
- |
- |
- |
2,40 |
2,90 |
|||||||
|
Индекс |
а |
б |
в |
||||||||||
|
Продольно-фрезерные станки |
||||||||||||
|
Карта 39 |
Листов 2 |
Лист 2 |
||||||||||
|
I. Время на рабочий ход |
||||||||||||
|
№ позиции |
Характер обработки |
Способ установки инструмента на стружку |
Число фрез (шпинделей), устанавливаемых на размер, шт. |
Измерительный инструмент |
Измеряемый размер, мм, до |
Длина стола, мм, до |
||||||
|
1600 |
3150 |
6300 |
||||||||||
|
Время, мин |
||||||||||||
|
18 |
Фрезерование плоскостей, фасонных поверхностей и пазов |
Со взятием пробных стружек с точностью обработки |
0,2 - 0,5 мм |
1 |
Универсальные многомерные |
300 |
0,95 |
1,00 |
1,20 |
|||
|
19 |
500 |
1,05 |
1,10 |
1,25 |
||||||||
|
20 |
Свыше 500 |
1,10 |
1,15 |
1,30 |
||||||||
|
21 |
Шаблоны |
500 |
0,85 |
0,90 |
1,10 |
|||||||
|
22 |
Свыше 500 |
0,90 |
0,95 |
1,15 |
||||||||
|
23 |
< 0,2 мм |
Универсальные многомерные |
300 |
1,35 |
1,45 |
1,70 |
||||||
|
24 |
500 |
1,55 |
1,65 |
1,85 |
||||||||
|
25 |
Свыше 500 |
1,65 |
1,75 |
1,95 |
||||||||
|
Индекс |
а |
б |
в |
|||||||||
|
II. Время на приемы, связанные с переходом, не вошедшие в комплексы |
||||||||
|
№ позиции |
Характер обработки |
Способ установки инструмента на стружку |
Число фрез (шпинделей), устанавливаемых на размер, шт. |
Измерительный инструмент |
Измеряемый размер, мм, до |
Длина стола, мм, до |
||
|
1600 |
3150 |
6300 |
||||||
|
Время, мин |
||||||||
|
26 |
Изменить число оборотов шпинделя |
- |
0,09 |
0,10 |
0,12 |
|||
|
27 |
Изменить величину подачи |
- |
0,08 |
0,09 |
0,11 |
|||
|
28 |
Переместить стол на длину свыше 500 мм при длине перемещения, мм, до |
1000 |
0,13 |
0,13 |
0,13 |
|||
|
29 |
2000 |
- |
0,37 |
0,39 |
||||
|
30 |
3000 |
- |
0,70 |
0,70 |
||||
|
31 |
4000 |
- |
- |
1,05 |
||||
|
32 |
5000 |
- |
- |
1,40 |
||||
|
33 |
Свыше 5000 |
- |
- |
1,75 |
||||
|
34 |
Переместить шпиндельную головку (верхнего или бокового шпинделя) на длину свыше 100 мм при длине перемещения, мм, до |
200 |
0,07 |
0,07 |
0,07 |
|||
|
35 |
400 |
0,17 |
0,17 |
0,17 |
||||
|
36 |
600 |
- |
0,28 |
0,28 |
||||
|
Индекс |
а |
б |
в |
|||||
Примечание. При выполнении работы с установкой фрезы в двух направлениях к времени по карте следует добавлять 0,18 мин на одну фрезу.
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Rz 40, 11 квалитетЧугун серый, 180 - 220 НВ |
Продольно-фрезерные станки |
||||||||||||||||||||
Фрезы торцовые с пластинами ВК8 |
|||||||||||||||||||||
Карта 40 |
Листов 1 |
Лист 1 |
|||||||||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 80, 14 - 12 квалитет |
Rz 40, 11 квалитет |
|||||||||||||||
|
Режимы резания |
t100, мин. |
Режимы резания |
t100, мин. |
||||||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||||||
|
Для станков мощностью до 28 кВт |
|||||||||||||||||||||
|
1 |
80 10 |
48 |
8 |
13 |
300 |
960 |
75 |
0,10 |
480 |
380 |
120 |
0,26 |
|||||||||
|
2 |
12 |
240 |
600 |
60 |
0,17 |
- |
- |
- |
- |
||||||||||||
|
3 |
100 10 |
60 |
8 |
750 |
75 |
0,13 |
380 |
300 |
119 |
0,33 |
|||||||||||
|
4 |
12 |
190 |
480 |
60 |
0,21 |
- |
- |
- |
- |
||||||||||||
|
5 |
125 12 |
75 |
8 |
18 |
600 |
75 |
0,17 |
300 |
240 |
117 |
0,42 |
||||||||||
|
6 |
12 |
150 |
380 |
60 |
0,26 |
- |
- |
- |
- |
||||||||||||
|
7 |
160 16 |
112 |
8 |
31 |
75 |
240 |
190 |
120 |
0,52 |
||||||||||||
|
8 |
12 |
120 |
240 |
60 |
0,42 |
- |
- |
- |
- |
||||||||||||
|
9 |
200 20 |
140 |
8 |
33 |
96 |
300 |
0,33 |
190 |
150 |
119 |
0,66 |
||||||||||
|
10 |
12 |
190 |
0,52 |
- |
- |
- |
- |
||||||||||||||
|
11 |
250 24 |
190 |
8 |
54 |
60 |
47 |
150 |
120 |
117 |
0,83 |
|||||||||||
|
12 |
12 |
150 |
0,66 |
- |
- |
- |
- |
||||||||||||||
|
13 |
315 24 |
240 |
8 |
61 |
48 |
96 |
75 |
95 |
1,33 |
||||||||||||
|
14 |
12 |
96 |
1,04 |
- |
- |
- |
- |
||||||||||||||
|
Индекс |
а |
|
б |
||||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||
|
Твердости чугуна |
Твердость чугуна |
До 220 |
Свыше 220 |
||||||||||||||||||
|
Коэффициент |
1,0 |
1,25 |
|||||||||||||||||||
|
Состояния обрабатываемой поверхности (для Rz 80) |
Состояние обрабатываемой поверхности |
Без корки |
По корке |
||||||||||||||||||
|
Коэффициент |
1,0 |
1,2 |
|||||||||||||||||||
|
Материала инструмента |
Марка материала инструмента |
ВК 10-ОМ |
ВК 8В, Р6М5 |
ВК8 |
ВК6, ВК4 |
ВК6М, ВК3 |
|||||||||||||||
|
Коэффициент |
0,85 |
0,9 |
1,0 |
1,35 |
1,5 |
||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 20, 11 квалитет, Ra 2,5, 9 квалитетЧугун серый, 180 - 220 НВ |
Продольно-фрезерные станки |
|||||||||||||||||||
Фрезы торцовые с пластинами ВК6 |
||||||||||||||||||||
Карта 41 |
Листов 1 |
Лист 1 |
||||||||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 20, U квалитет |
Ra 2,5,9 квалитет |
||||||||||||||
|
Режимы резания |
t100, мин. |
Режимы резания |
t100, мин. |
|||||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||||||
|
Для станков мощностью до 28 кВт |
||||||||||||||||||||
|
1 |
80 10 |
48 |
2 - 1 |
80 |
600 |
480 |
150 |
0,21 |
600 |
300 |
150 |
0,33 |
||||||||
|
2 |
100 10 |
60 |
100 |
188 |
188 |
|||||||||||||||
|
3 |
125 14 |
75 |
125 |
235 |
235 |
|||||||||||||||
|
4 |
160 16 |
112 |
160 |
480 |
380 |
241 |
0,26 |
480 |
240 |
241 |
0,42 |
|||||||||
|
5 |
200 20 |
140 |
200 |
380 |
300 |
237 |
0,33 |
380 |
190 |
237 |
0,52 |
|||||||||
|
6 |
250 24 |
190 |
250 |
300 |
240 |
235 |
0,42 |
300 |
150 |
235 |
0,66 |
|||||||||
|
7 |
315 24 |
240 |
315 |
240 |
190 |
237 |
0,52 |
240 |
120 |
237 |
0,83 |
|||||||||
|
Индекс |
а |
|
б |
|||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||
|
Твердости чугуна |
Твердость чугуна |
До 220 |
Свыше 220 |
|||||||||||||||||
|
Коэффициент |
1,0 |
1,25 |
||||||||||||||||||
|
Материала инструмента |
Марка материала инструмента |
ВК 10-ОМ |
ВК 8В, Р6М5 |
ВК8 |
ВК6 |
ВК6М, ВК3 |
||||||||||||||
|
Коэффициент |
0,63 |
0,70 |
0,75 |
1,0 |
1,20 |
|||||||||||||||
Примечание. Глубина резания t = 2 мм для Rz 20, для Ra 2,5 t = 1 мм.
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Rz 40, 11 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Продольно-фрезерные станки |
||||||||||||||||||||||||||
Фрезы торцовые из стали Р6М5 |
|||||||||||||||||||||||||||
Карта 42 |
Листов 1 |
Лист 1 |
|||||||||||||||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 80, 14 - 12 квалитет |
Rz 40, 11 квалитет |
|||||||||||||||||||||
|
Режимы резания |
t100, мин. |
Режимы резания |
t100, мин. |
||||||||||||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
||||||||||||||||||||||
|
Для станков мощностью до 28 кВт |
|||||||||||||||||||||||||||
|
1 |
80 10 |
48 |
3 |
13 |
- |
- |
- |
- |
150 |
120 |
38 |
0,83 |
|||||||||||||||
|
2 |
5 |
75 |
150 |
19 |
0,66 |
150 |
96 |
38 |
1,04 |
||||||||||||||||||
|
3 |
8 |
- |
- |
- |
- |
||||||||||||||||||||||
|
4 |
100 10 |
60 |
3 |
- |
- |
- |
- |
150 |
120 |
47 |
0,83 |
||||||||||||||||
|
5 |
5 |
75 |
150 |
24 |
0,66 |
120 |
96 |
38 |
1,04 |
||||||||||||||||||
|
6 |
8 |
- |
- |
- |
- |
||||||||||||||||||||||
|
7 |
125 14 |
75 |
3 |
18 |
- |
- |
- |
- |
120 |
96 |
47 |
1,04 |
|||||||||||||||
|
8 |
5 |
60 |
150 |
24 |
0,66 |
96 |
75 |
37 |
1,33 |
||||||||||||||||||
|
9 |
8 |
- |
- |
- |
- |
||||||||||||||||||||||
|
10 |
160 16 |
112 |
3 |
31 |
- |
- |
- |
- |
96 |
75 |
48 |
1,33 |
|||||||||||||||
|
11 |
5 |
48 |
150 |
24 |
0,66 |
75 |
60 |
37 |
1,66 |
||||||||||||||||||
|
12 |
8 |
96 |
1,04 |
- |
- |
- |
- |
||||||||||||||||||||
|
13 |
200 20 |
140 |
3 |
33 |
- |
- |
- |
- |
75 |
60 |
47 |
1,66 |
|||||||||||||||
|
14 |
5 |
38 |
150 |
24 |
0,66 |
60 |
48 |
37 |
2,08 |
||||||||||||||||||
|
15 |
8 |
75 |
1,33 |
- |
- |
- |
- |
||||||||||||||||||||
|
Индекс |
а |
|
б |
||||||||||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|||||||||||||||||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали и предел твердости, НВ |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
|||||||||||||||||||||||
|
До 170 |
170 - 210 |
Свыше 210 |
До 170 |
170 - 210 |
Свыше 210 |
||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
||||||||||||||||||||
|
Состояния обрабатываемой поверхности (для Rz 80) |
Состояние обрабатываемой поверхности |
Без корки и удара |
По корке и на удар |
||||||||||||||||||||||||
|
Коэффициент |
1,0 |
1,2 |
|||||||||||||||||||||||||
|
Нанесения износостойкого покрытия |
Нанесение покрытия |
Без нанесения |
С нанесением |
||||||||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
|||||||||||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 20, 11 квалитет, Ra 2,5, 9 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Продольно-фрезерные станки |
|||||||||||||||||||||
Фрезы торцовые из стали Р6М5 |
||||||||||||||||||||||
Карта 43 |
Листов 1 |
Лист 1 |
||||||||||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 20, 11 квалитет |
Ra 2,5, 9 квалитет |
||||||||||||||||
|
Режимы резания |
t100, мин. |
Режимы резания |
t100, мин. |
|||||||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||||||||
|
Для станков мощностью до 28 кВт |
||||||||||||||||||||||
|
1 |
80 10 |
48 |
2 - 1 |
80 |
240 |
190 |
60 |
0,52 |
240 |
120 |
60 |
0,83 |
||||||||||
|
2 |
100 10 |
60 |
100 |
190 |
150 |
0,66 |
190 |
96 |
1,04 |
|||||||||||||
|
3 |
125 14 |
75 |
125 |
150 |
120 |
59 |
0,83 |
150 |
75 |
59 |
1,33 |
|||||||||||
|
4 |
160 16 |
112 |
160 |
120 |
96 |
60 |
1,04 |
120 |
60 |
60 |
1,66 |
|||||||||||
|
5 |
200 20 |
140 |
200 |
96 |
75 |
1,33 |
96 |
48 |
2,08 |
|||||||||||||
|
Индекс |
а |
|
б |
|||||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||||||
|
Группы обрабатываемой стали и предела твердости |
Группа стали и предел твердости, НВ |
Углеродистые вязкие |
Углеродистые, хромистые, никелевые, хромоникелевые |
Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним |
||||||||||||||||||
|
До 170 |
170-210 |
Свыше 210 |
До 170 |
170-210 |
Свыше 210 |
|||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
1,0 |
1,1 |
1,0 |
1,1 |
1,2 |
|||||||||||||||
|
Нанесения износостойкого покрытия |
Нанесение покрытия |
Без нанесения |
С нанесением |
|||||||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
||||||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 80, 14 - 12 квалитет, Rz 40, 11 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Продольно-фрезерные станки |
|
|||||||||||||||||||||||
Фрезы торцовые с пластинами Т5К10 |
|
||||||||||||||||||||||||
Карта 44 |
Листов 1 |
Лист 1 |
|
||||||||||||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 80, 14 - 12 квалитет |
Rz 40, 11 квалитет |
|
||||||||||||||||||
|
Режимы резания |
t100, мин. |
Режимы резания |
t100, мин. |
|
|||||||||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|
|||||||||||||||||||
|
Для станков мощностью до 28 кВт |
|
||||||||||||||||||||||||
|
1 |
100 8 |
60 |
3 |
13 |
480 |
600 |
150 |
0,17 |
600 |
480 |
188 |
0,21 |
|
||||||||||||
|
2 |
5 |
380 |
480 |
120 |
0,21 |
480 |
380 |
150 |
0,26 |
|
|||||||||||||||
|
3 |
8 |
190 |
240 |
60 |
0,42 |
- |
- |
- |
- |
|
|||||||||||||||
|
4 |
125 8 |
75 |
3 |
18 |
380 |
480 |
150 |
0,21 |
600 |
480 |
235 |
0,21 |
|
||||||||||||
|
5 |
5 |
300 |
380 |
118 |
0,26 |
380 |
300 |
150 |
0,33 |
|
|||||||||||||||
|
6 |
8 |
150 |
240 |
59 |
0,42 |
- |
- |
- |
- |
|
|||||||||||||||
|
7 |
160 10 |
112 |
3 |
31 |
300 |
380 |
150 |
0,26 |
380 |
300 |
190 |
0,33 |
|
||||||||||||
|
8 |
5 |
150 |
240 |
75 |
0,42 |
240 |
190 |
120 |
0,52 |
|
|||||||||||||||
|
9 |
8 |
96 |
120 |
48 |
0,83 |
- |
- |
- |
- |
|
|||||||||||||||
|
10 |
200 12 |
140 |
3 |
33 |
190 |
380 |
112 |
0,26 |
300 |
240 |
188 |
0,42 |
|
||||||||||||
|
11 |
5 |
96 |
190 |
60 |
0,52 |
240 |
190 |
150 |
0,52 |
|
|||||||||||||||
|
12 |
8 |
75 |
96 |
47 |
1,04 |
- |
- |
- |
- |
|
|||||||||||||||
|
13 |
250 14 |
190 |
3 |
54 |
96 |
240 |
75 |
0,42 |
240 |
190 |
188 |
0,52 |
|
||||||||||||
|
14 |
5 |
60 |
120 |
47 |
0,83 |
150 |
120 |
118 |
0,83 |
|
|||||||||||||||
|
15 |
8 |
60 |
1,66 |
- |
- |
- |
- |
|
|||||||||||||||||
|
16 |
320 18 |
240 |
3 |
61 |
60 |
190 |
60 |
0,52 |
190 |
150 |
190 |
0,66 |
|
||||||||||||
|
17 |
5 |
75 |
1,33 |
120 |
96 |
120 |
1,04 |
|
|||||||||||||||||
|
18 |
8 |
48 |
2,08 |
- |
- |
- |
- |
|
|||||||||||||||||
|
Индекс |
а |
|
б |
|
|||||||||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
|
||||||||||||||||||||||||
|
Предела твердости стали |
Предел твердости стали, НВ |
До 170 |
170 - 210 |
Свыше 210 |
|
||||||||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
||||||||||||||||||||||
|
Состояния обрабатываемой поверхности (для Rz 80) |
Состояние обрабатываемой поверхности |
Без корки и удара |
По корке и на удар |
|
|||||||||||||||||||||
|
Коэффициент |
1,0 |
1,2 |
|||||||||||||||||||||||
|
Материала инструмента |
Марки материала инструмента |
Т15К6 |
Т14К8 |
Т5К10 |
|
||||||||||||||||||||
|
Коэффициент |
1,25 |
1,15 |
1,0 |
|
|||||||||||||||||||||
|
|||||||||||||||||||||||||
|
Основное время на 100 мм расчетной длины Фрезерование плоскостей, Rz 20, 11 квалитет, Ra 2,5, 9 квалитетСталь конструкционная углеродистая, 170 - 210 НВ |
Продольно-фрезерные станки |
|||||||||||||||||
Фрезы торцовые с пластинами Т15К6 |
||||||||||||||||||
Карта 45 |
Листов 1 |
Лист 1 |
||||||||||||||||
|
№ позиции |
Диаметр фрезы D, мм, и число зубьев Z |
Ширина обрабатываемой поверхности В, мм, до |
Глубина резания t, мм |
Величина врезания и перебега, l1, мм |
Rz 20, 11 квалитет |
Ra 2,5, 9 квалитет |
||||||||||||
|
Режимы резания |
t100, мин. |
Режимы резания |
t100, мин. |
|||||||||||||||
|
n, об\мин |
Sм, мм/мин |
V, м/мин |
n, об\мин |
Sм, мм/мин |
V, м/мин |
|||||||||||||
|
Для станков мощностью до 28 кВт |
||||||||||||||||||
|
1 |
100 8 |
60 |
2 - 1 |
100 |
1200 |
600 |
377 |
0,17 |
1200 |
380 |
377 |
0,26 |
||||||
|
2 |
125 8 |
75 |
125 |
960 |
480 |
0,21 |
960 |
300 |
0,33 |
|||||||||
|
3 |
160 10 |
112 |
160 |
750 |
380 |
0,26 |
750 |
240 |
0,42 |
|||||||||
|
4 |
200 12 |
140 |
200 |
600 |
300 |
0,33 |
600 |
0,42 |
||||||||||
|
5 |
250 14 |
190 |
250 |
480 |
240 |
0,42 |
480 |
190 |
0,52 |
|||||||||
|
6 |
320 18 |
240 |
320 |
380 |
190 |
382 |
0,52 |
380 |
150 |
382 |
0,66 |
|||||||
|
Индекс |
а |
|
б |
|||||||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||||||||||
|
Предела твердости стали |
Предел твердости стали, НВ |
До 170 |
170-210 |
Свыше 210 |
||||||||||||||
|
Коэффициент |
0,9 |
1,0 |
1,1 |
|||||||||||||||
|
Материала инструмента |
Марки материала инструмента |
Т15К6 |
Т14К8 |
Т5К10 |
||||||||||||||
|
Коэффициент |
1,0 |
0,9 |
0,8 |
|||||||||||||||
Примечание. Глубина резания t = 2 мм для Rz 20 и t = 1 мм для Ra 2,5.
5. ПРИЛОЖЕНИЯ
Выбор марок инструментального материала фрез в зависимости от вида, характера, условий обработки и обрабатываемого материала |
Фрезерные станки |
||||||||
Приложение 1 |
Листов 2 |
Лист 1 |
|||||||
|
II. Марки материалов торцовых фрез |
|||||||||
|
Обрабатываемый материал |
Обработка |
Марка материала фрезы |
|||||||
|
1-й ряд |
2-й ряд |
3-й ряд |
|||||||
|
Конструкционные и легированные стали |
Отделочная, чистовая |
Т15К6 |
Т30К4, Р6М5 |
Т14К8 |
|||||
|
Получистовая |
Т14К8, Р6М5 |
Т15К6, Р6М5 |
Т5К10, Р6М5 |
||||||
|
Черновая |
Т5К10, Р6М5 |
Т14К8, Р6М5 |
ТТ7К12, Т5К12В, Р6М5 |
||||||
|
Черновая по корке |
Т5К12В, ТТ7К12, Р6М5 |
Т5К10, Р6М5 |
Р6М5 |
||||||
|
Серый, ковкий и высокопрочный чугуны |
Отделочная |
- |
ВК4, ВК3М |
- |
|||||
|
Чистовая |
ВК6 |
ВК4 |
ВК6 |
||||||
|
Получистовая |
ВК6, ВК4 |
ВК3М, ВК6М |
ВК8 |
||||||
|
Черновая |
ВК8 |
ВК4, ВК6 |
ВК8В |
||||||
|
Черновая по корке |
ВК8В |
ВК8 |
ВК 10-ОМ |
||||||
|
Коррозионно-стойкие стали |
Группа стали |
I |
sв, МПа |
До 1180 |
ВК6М, ВК8 |
ВК6М |
ВК8, Р6М5 |
||
|
1180 - 1370 |
ВК8 |
Т15К6, ВК6М |
Р6М5 |
||||||
|
II |
Свыше 1370 |
ВК8, ВК6М |
ВК6М |
Р6М5 |
|||||
|
Медные и алюминиевые сплавы |
- |
Р6М5, ВК8, ВК6 |
- |
- |
|||||
Примечание. I группа - коррозионно-стойкие хромистые и сложно-легированные стали; II группа - коррозионно-стойкие хромоникелевые стали.
II. Марки материалов концевых фрез
|
Марка материала инструмента при обработке |
|||||||
|
Черновой |
Чистовой |
||||||
|
Сталь конструкционная |
Т5К10, Р6М5 |
Т15К6, Р6М5 |
|||||
|
Чугуны |
ВК8, Р6М5 |
ВК6М, ВК8, Р6М5 |
|||||
|
Алюминиевые и медные сплавы |
Р6М5 |
Р6М5 |
|||||
|
Коррозионно-стойкие стали |
Р6М5К5, Р9К5 |
Р6М5К5, Р6М5 |
|||||
|
Выбор марок инструментального материала фрез в зависимости от вида, характера, условий обработки и обрабатываемого материала |
Фрезерные станки |
||||||
|
Листов 2 |
Лист 2 |
||||||
|
III. Марки материалов дисковых трехсторонних фрез |
|||||||
|
Обрабатываемый материал |
Марка материала инструмента при обработке |
||||||
|
Черновой |
Чистовой |
||||||
|
Сталь конструкционная |
Т5К10, Р6М5, 10Р6М5 |
Т15К6, Р6М5, 10Р6М5 |
|||||
|
Сталь коррозионно-стойкая |
ВК8, Р6М5К5, P9K5 |
ВК6, Р6М5К5, Р9К5 |
|||||
|
Серые и ковкие чугуны |
ВК8, Р6М5 |
ВК6, Р6М5 |
|||||
|
Медные и алюминиевые сплавы |
Р6М5 |
Р6М5 |
|||||
|
IV. Дисковые прорезные, отрезные и пазовые фрезы |
|||||||
|
Обрабатываемый материал |
Марка быстрорежущей стали |
||||||
|
Сталь конструкционная |
Р6М5, 10Р6М5 |
||||||
|
Сталь коррозионно-стойкая |
Р6М5К5, Р9К5 |
||||||
|
Чугуны серые и ковкие, медные и алюминиевые сплавы |
Р6М5 |
||||||
Предельные и минимальные глубины резания торцовыми фрезами |
Фрезерные станки |
||||||||||||||
Приложение 2 |
Листов 2 |
Лист 1 |
|||||||||||||
|
I. Предельные глубины резания торцовыми фрезами |
|||||||||||||||
|
Обрабатываемый материал |
Временное сопротивление sв, Мпа |
Предельная глубина, t, мм |
|||||||||||||
|
Коррозионно-стойкие, хромистые и сложнолегированные стали |
До 1200 |
8 |
|||||||||||||
|
1200 - 1400 |
5 |
||||||||||||||
|
Свыше 1400 |
4 |
||||||||||||||
|
Коррозионно-стойкие, хромоникелевые стали |
- |
8 |
|||||||||||||
|
II. Минимальная глубина резания при торцовом фрезеровании |
|||||||||||||||
|
Габаритные размеры обрабатываемой поверхности, мм |
Обработка |
Квалитет размеров |
Минимальная глубина резания t (мм) при выполняемом размере (мм) не более |
||||||||||||
|
заготовки |
детали |
80 |
120 |
180 |
250 |
315 |
400 |
500 |
630 |
Св. 630 |
|||||
|
До 160´160 |
Получистовая |
14 |
13 - 12 |
2,10 |
2,30 |
2,60 |
2,80 |
3,10 |
3,30 |
3,50 |
4,20 |
4,70 |
|||
|
13 |
12 |
1,25 |
1,45 |
1,70 |
1,85 |
2,05 |
2,20 |
2,30 |
2,65 |
2,90 |
|||||
|
Чистовая |
13 - 12 |
11 - 10 |
1,10 |
1,20 |
1,30 |
1,40 |
1,55 |
1,65 |
1,75 |
2,30 |
2,50 |
||||
|
11 |
10 |
0,65 |
0,65 |
0,70 |
0,75 |
0,85 |
0,95 |
1,05 |
1,40 |
1,50 |
|||||
|
Отделочная |
11 - 10 |
9 - 7 |
0,45 |
0,50 |
0,55 |
0,63 |
0,70 |
0,80 |
0,85 |
0,90 |
0,95 |
||||
|
Фрезерные станки |
||||||||||||||
|
Листов 2 |
Лист 2 |
|||||||||||||
|
II. Минимальная глубина резания при торцовом фрезеровании |
||||||||||||||
|
Габаритные размеры обрабатываемой поверхности, мм |
Обработка |
Квалитет размеров |
Минимальная глубина резания t (мм) при выполняемом размере (мм) не более |
|||||||||||
|
заготовки |
детали |
80 |
120 |
180 |
250 |
315 |
400 |
500 |
630 |
Св. 630 |
||||
|
До 400´400 |
Получистовая |
14 |
13 - 12 |
2,15 |
2,35 |
2,65 |
2,85 |
3,15 |
3,35 |
3,55 |
4,25 |
4,75 |
||
|
13 |
12 |
1,35 |
1,55 |
1,80 |
1,95 |
2,15 |
2,30 |
2,40 |
2,75 |
3,00 |
||||
|
Чистовая |
13 - 12 |
11 - 10 |
1,15 |
1,25 |
1,40 |
1,50 |
1,65 |
1,75 |
1,85 |
2,40 |
2,60 |
|||
|
11 |
10 |
0,65 |
0,70 |
0,75 |
0,80 |
0,90 |
1,0 |
1,05 |
1,45 |
1,55 |
||||
|
Отделочная |
11 - 10 |
9 - 7 |
0,50 |
0,55 |
0,55 |
0,65 |
0,70 |
0,75 |
0,80 |
0,95 |
1,00 |
|||
|
Свыше 400´400 |
Получистовая |
14 |
13 - 12 |
2,3 |
2,5 |
2,8 |
3,00 |
3,30 |
3,50 |
3,70 |
4,40 |
4,90 |
||
|
13 |
12 |
1,45 |
1,65 |
1,9 |
2,05 |
2,25 |
2,40 |
2,50 |
2,65 |
3,10 |
||||
|
Чистовая |
13 - 12 |
11 - 10 |
1,25 |
1,35 |
1,50 |
1,60 |
1,75 |
1,85 |
1,95 |
2,50 |
2,70 |
|||
|
11 |
10 |
0,70 |
0,75 |
0,80 |
0,85 |
0,95 |
1,05 |
1,10 |
1,50 |
1,60 |
||||
|
Отделочная |
11 - 10 |
9 - 7 |
0,55 |
0,55 |
0,60 |
0,70 |
0,75 |
0,80 |
0,85 |
1,00 |
1,05 |
|||
|
Величина врезания l1 и перебега l2 при работе дисковыми, прорезными и фасонными фрезами |
Фрезерные станки |
|
||
Приложение 3 |
Листов 2 |
Лист 1 |
|
|
|
|
||||

|
№ позиции |
Глубина резания t, мм |
Диаметр фрезы D, мм |
|||||||||
|
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
||
|
Врезание l1 и перебег l2, мм |
|||||||||||
|
1 |
1 |
7 |
8 |
9 |
10 |
11 |
13 |
15 |
16 |
18 |
20 |
|
2 |
2 |
9 |
11 |
12 |
14 |
15 |
17 |
19 |
21 |
24 |
26 |
|
3 |
3 |
11 |
13 |
14 |
16 |
18 |
20 |
22 |
25 |
27 |
31 |
|
4 |
4 |
12 |
14 |
16 |
18 |
20 |
23 |
26 |
29 |
32 |
35 |
|
5 |
5 |
13 |
15 |
17 |
20 |
22 |
25 |
28 |
31 |
35 |
39 |
|
6 |
6 |
14 |
16 |
18 |
21 |
24 |
27 |
30 |
34 |
38 |
42 |
|
7 |
7 |
15 |
17 |
19 |
22 |
25 |
29 |
32 |
36 |
41 |
45 |
|
8 |
8 |
15 |
18 |
20 |
24 |
27 |
30 |
34 |
38 |
43 |
48 |
|
9 |
9 |
16 |
19 |
21 |
25 |
28 |
32 |
35 |
40 |
46 |
51 |
|
10 |
10 |
16 |
19 |
22 |
26 |
29 |
33 |
38 |
42 |
48 |
53 |
|
11 |
12 |
- |
20 |
23 |
27 |
31 |
35 |
40 |
46 |
52 |
58 |
|
12 |
14 |
- |
- |
24 |
29 |
33 |
38 |
43 |
49 |
55 |
62 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
Величина врезания l1 и перебега l2 при работе дисковыми, прорезными и фасонными фрезами |
Фрезерные станки |
|||||||||||||
Приложение 3 |
Листов 2 |
Лист 2 |
||||||||||||
|
№ позиции |
Глубина резания t, мм |
Диаметр фрезы D, мм |
||||||||||||
|
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
|||||
|
Врезание l1 и перебег l2, мм |
||||||||||||||
|
13 |
16 |
- |
- |
25 |
30 |
35 |
40 |
45 |
52 |
58 |
65 |
|||
|
14 |
18 |
- |
- |
- |
31 |
36 |
42 |
47 |
54 |
61 |
69 |
|||
|
15 |
20 |
- |
- |
- |
32 |
38 |
43 |
50 |
57 |
64 |
72 |
|||
|
16 |
22 |
- |
- |
- |
33 |
39 |
44 |
51 |
59 |
67 |
75 |
|||
|
17 |
25 |
- |
- |
- |
- |
40 |
46 |
54 |
62 |
70 |
78 |
|||
|
18 |
28 |
- |
- |
- |
- |
41 |
48 |
56 |
65 |
74 |
83 |
|||
|
19 |
30 |
- |
- |
- |
- |
- |
49 |
57 |
66 |
76 |
85 |
|||
|
20 |
35 |
- |
- |
- |
- |
- |
51 |
60 |
70 |
80 |
91 |
|||
|
21 |
40 |
- |
- |
- |
- |
- |
- |
62 |
73 |
84 |
96 |
|||
|
22 |
50 |
- |
- |
- |
- |
- |
- |
- |
78 |
91 |
104 |
|||
|
23 |
60 |
- |
- |
- |
- |
- |
- |
- |
81 |
96 |
111 |
|||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||
Примечание. При чистовой обработке величину врезания l1, и перебега l2 для дисковых фрез следует брать вдвое больше приведенной в таблице.
Величина врезания l1 и перебега l2 при работе торцовыми и концевыми фрезами |
Приложение 4 |
|
|
|
Листов 1 |
Лист 1 |
|
|
|
|
|||
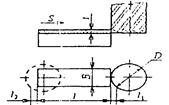
|
№ позиции |
Диаметр фрезы D, мм |
Глубина резания t, мм |
|||||||||
|
0,5 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
||
|
Врезание l1 и перебег l2, мм |
|||||||||||
|
1 |
10 |
4 |
5 |
6 |
7 |
- |
- |
- |
- |
- |
- |
|
2 |
12 |
4 |
5 |
6 |
7 |
8 |
- |
- |
- |
- |
- |
|
3 |
14 |
4 |
5 |
6 |
7 |
8 |
9 |
- |
- |
- |
- |
|
4 |
16 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
- |
- |
- |
|
5 |
18 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
- |
- |
- |
|
6 |
20 |
5 |
6 |
8 |
9 |
10 |
11 |
12 |
- |
- |
- |
|
7 |
22 |
5 |
6 |
8 |
9 |
11 |
12 |
13 |
14 |
- |
- |
|
8 |
25 |
5 |
6 |
8 |
10 |
12 |
13 |
14 |
15 |
- |
- |
|
9 |
28 |
6 |
7 |
9 |
11 |
13 |
14 |
15 |
16 |
17 |
- |
|
10 |
30 |
6 |
7 |
9 |
12 |
14 |
15 |
16 |
17 |
18 |
- |
|
11 |
35 |
6 |
7 |
10 |
13 |
15 |
16 |
18 |
18 |
19 |
20 |
|
12 |
40 |
7 |
8 |
11 |
14 |
16 |
17 |
18 |
19 |
20 |
21 |
|
13 |
45 |
8 |
9 |
13 |
15 |
17 |
18 |
19 |
20 |
21 |
22 |
|
14 |
50 |
8 |
11 |
14 |
16 |
18 |
19 |
20 |
21 |
22 |
24 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|
Примечание. При чистовой обработке величину врезания l1 и перебега l2 следует брать равной диаметру фрезы.
Величина врезания l1 и перебега l2 при фрезеровании (отрезке) сегментными пилами прямоугольного и квадратного сечения |
Приложение 5 |
|||||
|
Листов 1 |
Лист 1 |
|||||
|
|
||||||
|
№ позиции |
Высота пропила b, мм |
Диаметр пилы D, мм |
||||
|
350 |
510 |
710 |
1010 |
1430 |
||
|
Врезание l1 и перебег l2, мм |
||||||
|
1 |
25 |
5 |
- |
- |
- |
- |
|
2 |
50 |
6 |
7 |
7 |
- |
- |
|
3 |
75 |
9 |
9 |
8 |
- |
- |
|
4 |
100 |
12 |
11 |
10 |
10 |
10 |
|
5 |
125 |
16 |
14 |
12 |
12 |
11 |
|
6 |
150 |
- |
18 |
14 |
14 |
12 |
|
7 |
175 |
- |
22 |
17 |
16 |
13 |
|
8 |
200 |
- |
- |
20 |
18 |
15 |
|
9 |
250 |
- |
- |
28 |
24 |
19 |
|
10 |
300 |
- |
- |
- |
31 |
24 |
|
11 |
350 |
- |
- |
- |
39 |
30 |
|
Индекс |
а |
б |
в |
г |
д |
|
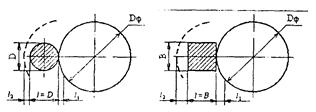
Приемы, включенные в комплексы вспомогательного времени, связанного с обработкой поверхности |
Приложение 6 |
||||
|
Листов 1 |
Лист 1 |
||||
|
I. Горизонтально-, вертикально- и универсально-фрезерные станки. Фрезерование плоскостей, пазов и отрезка |
II. Продольно-фрезерные станки Фрезерование плоскостей, пазов |
||||
|
№ позиции |
Наименование приема |
№ позиции |
Наименование приема |
||
|
1 |
Подвести деталь к фрезе |
1 |
Подвести деталь к фрезе |
||
|
2 |
Установить фрезу на размер |
2 |
Установить фрезу на размер |
||
|
3 |
Включить вращение шпинделя |
3 |
Включить вращение шпинделя |
||
|
4 |
Включить подачу |
4 |
Включить рабочую подачу |
||
|
5 |
Выключить подачу (перекрывается машинным временем) |
5 |
Выключить подачу (перекрывается машинным временем) |
||
|
6 |
Отвести деталь от фрезы |
6 |
Выключить вращение шпинделя |
||
|
7 |
Включить ускоренное перемещение стола |
7 |
Отвести деталь от фрезы |
||
|
8 |
Выключить вращение шпинделя |
8 |
Изменить частоту вращения шпинделя |
||
|
9 |
Выключить ускоренное перемещение стола |
9 |
Изменить величину подачи |
||
|
10 |
Изменить величину подачи |
10 |
Закрепить узел шпинделя |
||
|
11 |
Изменить частоту вращения шпинделя |
11 |
Включить ускоренное перемещение стола |
||
|
12 |
Закрепить узлы станка |
12 |
Выключить ускоренное перемещение стола |
||
|
13 |
Открепить узлы станка |
13 |
Переместить стол в исходное положение |
||
|
14 |
Переместить стол с деталью в исходное положение |
14 |
Переместить суппорт в исходное положение |
||
|
15 |
Открепить узлы шпинделя |
||||
|
15 |
Измерение |
16 |
Измерение |
||
Механические свойства основных конструкционных углеродистых и легированных сталей |
Приложение 7 |
||||||||
|
Листов 7 |
Лист 1 |
||||||||
|
Группа стали |
Марка |
Механические свойства |
|||||||
|
В состоянии поставки по ГОСТу |
После термической обработки |
||||||||
|
ГОСТ |
состояние |
НВ £ |
Типовая термическая обработка Температура, °С |
sв, Мпа ³ |
НВ £ |
||||
|
Углеродистая обыкновенного качества |
СтО |
380-94 |
Г |
107 |
- |
- |
- |
||
|
Ст 1кп |
- |
- |
- |
||||||
|
Ст 1пс |
- |
- |
- |
||||||
|
Ст 1сп |
- |
- |
- |
||||||
|
Ст 2кп |
137 |
- |
- |
- |
|||||
|
Ст 2пс |
- |
- |
- |
||||||
|
Ст 2сп |
|||||||||
|
Ст 3кп |
124 |
- |
- |
- |
|||||
|
Ст 3пс |
- |
- |
- |
||||||
|
Ст 3сп |
|||||||||
|
Ст 4кп |
152 |
- |
- |
- |
|||||
|
Ст 4пс |
- |
- |
- |
||||||
|
Ст 4сп |
|||||||||
|
Ст 5пс |
158 |
- |
- |
- |
|||||
|
Ст 5сп |
|||||||||
|
Ст 6пс |
197 |
- |
- |
- |
|||||
|
Ст 6сп |
|||||||||
|
Углеродистая качественная |
05 кп |
1050-74 |
Г |
131 |
- |
- |
- |
||
|
08 кп |
1050-74 |
Г |
- |
- |
- |
- |
|||
|
08 пс |
Г |
- |
- |
- |
- |
||||
|
08 |
Г Н |
131 179 |
Отжиг или высокий отпуск |
- |
131 |
||||
|
10 кп |
1050-74 |
г |
- |
- |
- |
- |
|||
|
10 пс |
г |
- |
- |
- |
- |
||||
|
10 |
1050-88 |
г |
143 |
Отжиг или высокий отпуск |
290 |
143 |
|||
|
н |
187 |
||||||||
|
15 кп |
г |
- |
- |
- |
- |
||||
|
15 пс |
1050-74 |
г |
- |
- |
- |
- |
|||
|
15 |
1050-88 |
г |
149 |
Отжиг или высокий отпуск |
340 |
149 |
|||
|
н |
197 |
||||||||
|
20 |
1050-74 |
г |
163 |
Отжиг или высокий отпуск |
390 |
163 |
|||
|
1050-88 |
н |
207 |
|||||||
|
Механические свойства основных конструкционных углеродистых и легированных сталей |
|||||||||
|
Листов 7 |
Лист 2 |
||||||||
|
Группа стали |
Марка |
Механические свойства |
|||||||
|
В состоянии поставки по ГОСТу |
Для комбинированного проката и со специальной отделкой поверхности после термической обработки |
||||||||
|
ГОСТ |
состояние |
НВ £ |
Типовая термическая обработка Температура, °С |
sв, Мпа ³ |
НВ £ |
||||
|
Углеродистая качественная |
25 |
1050-74 |
Г |
170 |
Отжиг или высокий отпуск |
410 |
170 |
||
|
1050-88 |
Н |
217 |
|||||||
|
30 |
1050-74 |
Г |
179 |
Отжиг или высокий отпуск |
440 |
179 |
|||
|
1050-88 |
Н |
229 |
|||||||
|
35 |
1050-74 |
Г |
207 |
Отжиг или высокий отпуск |
470 |
187 |
|||
|
1050-88 |
Н |
229 |
|||||||
|
40 |
1050-74 |
Г |
217 |
- |
- |
- |
|||
|
1050-88 |
О |
187 |
Отжиг или высокий отпуск |
510 |
197 |
||||
|
Н |
241 |
||||||||
|
Углеродистая качественная |
45 |
1050-74 |
Г |
229 |
- |
- |
- |
||
|
1050-88 |
О |
197 |
Отжиг или высокий отпуск |
540 |
207 |
||||
|
н |
241 |
||||||||
|
50 |
1050-74 |
г |
241 |
- |
- |
- |
|||
|
1050-88 |
о |
207 |
Отжиг или высокий отпуск |
560 |
217 |
||||
|
н |
255 |
||||||||
|
55 |
1050-74 |
г |
255 |
- |
- |
- |
|||
|
1050-88 |
о |
217 |
Отжиг или высокий отпуск |
- |
229 |
||||
|
н |
269 |
||||||||
|
60 |
1050-74 |
г |
255 |
- |
- |
- |
|||
|
1050-88 |
О |
229 |
Отжиг или высокий отпуск |
- |
229 |
||||
|
н |
269 |
||||||||
|
Механические свойства основных конструкционных углеродистых и легированных сталей |
|||||||||
|
Листов 7 |
Лист 3 |
||||||||
|
Группа стали |
Марка |
Механические свойства |
|||||||
|
В состоянии поставки по ГОСТу |
После термической обработки |
||||||||
|
ГОСТ |
состояние |
НВ £ |
Типовая термическая обработка Температура, °С |
sв, Мпа ³ |
НВ £ |
||||
|
Марганцовистая |
15Г |
4543-71 |
Г |
207 |
Закалка 880 |
410 |
163 |
||
|
О |
163 |
||||||||
|
20Г |
4543-71 |
Г |
269 |
Закалка 880 |
450 |
179 |
|||
|
О |
179 |
||||||||
|
25Г |
4543-71 |
Г |
269 |
Закалка 880 Отпуск 560 |
490 |
197 |
|||
|
о |
197 |
||||||||
|
30Г |
4543-71 |
г |
269 |
Закалка 860 Отпуск 600 |
540 |
197 |
|||
|
о |
197 |
||||||||
|
35Г |
4543-71 |
г |
269 |
Закалка 860 Отпуск 600 |
560 |
207 |
|||
|
о |
207 |
||||||||
|
40Г |
4543-71 |
г |
269 |
Закалка 860 |
590 |
207 |
|||
|
о |
207 |
Отпуск 600 Закалка 850 |
|||||||
|
45Г |
4543-71 |
г |
228 |
620 |
229 |
||||
|
о |
229 |
Отпуск 600 |
|||||||
|
50Г |
4543-71 |
г |
269 |
Закалка 850 Отпуск 600 |
650 |
229 |
|||
|
о |
229 |
||||||||
|
10Г2 |
4543-71 |
г |
197 |
Закалка 920 |
420 |
197 |
|||
|
о |
197 |
||||||||
|
Марганцовистая |
30Г2 |
4543-71 |
Г |
207 |
Закалка 880 Отпуск 600 |
590 |
207 |
||
|
О |
207 |
||||||||
|
40Г |
4543-71 |
Г |
331 |
Закалка 860 Отпуск 600 |
590 |
207 |
|||
|
О |
207 |
||||||||
|
45Г |
4543-71 |
Г |
241 |
Закалка 850 Отпуск 600 |
620 |
229 |
|||
|
О |
187 |
||||||||
|
50Г |
4543-71 |
г |
241 |
Закалка 850 Отпуск 600 |
650 |
220 |
|||
|
о |
229 |
||||||||
|
Углеродистая сернистая |
А12 |
1414-75 |
г |
160 |
- |
- |
- |
||
|
А20 |
г |
168 |
- |
- |
- |
||||
|
А30 |
г |
185 |
- |
- |
- |
||||
|
А35 |
г |
201 |
- |
- |
- |
||||
|
А12 |
н |
217 |
- |
- |
- |
||||
|
А20 |
н |
217 |
- |
- |
- |
||||
|
А30 |
н |
223 |
- |
- |
- |
||||
|
A35 |
н |
229 |
- |
- |
- |
||||
|
Механические свойства основных конструкционных углеродистых и легированных сталей |
|||||||||
|
Листов 7 |
Лист 4 |
||||||||
|
Группа стали |
Марка |
Механические свойства |
|||||||
|
В состоянии поставки по ГОСТу |
После термической обработки |
||||||||
|
ГОСТ |
состояние |
НВ £ |
Типовая термическая обработка Температура, °С |
sв, Мпа ³ |
НВ £ |
||||
|
Сернисто-марганцовистая |
А40Г |
1414-75 |
Г |
207 |
- |
- |
- |
||
|
Хромистая |
15Х |
4543-71 |
Г |
217 |
Закалка 770 ... 880° Отпуск 180 |
690 |
179 |
||
|
О |
179 |
||||||||
|
Н |
217 |
||||||||
|
20Х |
4543-71 |
Г |
229 |
Закалка 770 ... 880 Отпуск 180 |
780 |
179 |
|||
|
О |
179 |
||||||||
|
н |
229 |
||||||||
|
30Х |
4543-71 |
г |
241 |
Закалка 860 Отпуск 500 |
880 |
186 |
|||
|
О |
187 |
||||||||
|
н |
241 |
||||||||
|
30ХРА |
4543-71 |
г |
229 |
Закалка 860 ... 900 Отпуск 200 |
1570 |
241 |
|||
|
о |
241 |
||||||||
|
н |
229 |
||||||||
|
35Х |
4543-71 |
н |
225 |
Закалка 860 Отпуск 500 |
910 |
197 |
|||
|
О |
197 |
||||||||
|
38ХА |
4543-71 |
г |
248 |
Закалка 860 Отпуск 550 |
930 |
207 |
|||
|
О |
207 |
||||||||
|
Хромистая |
40Х |
4543-71 |
Н О |
269 217 |
Закалка 860 Отпуск 500 |
980 |
217 |
||
|
45Х |
4543-71 |
Н |
269 |
Закалка 840 Отпуск 520 |
1030 |
229 |
|||
|
О |
229 |
||||||||
|
50Х |
4543-71 |
Н |
269 |
Закалка 830 Отпуск 520 |
1080 |
229 |
|||
|
О |
229 |
||||||||
|
Хромованадиевая |
15ХФ |
4543-71 |
Н |
217 |
- |
- |
- |
||
|
О |
187 |
||||||||
|
40ХФА |
4543-71 |
Н |
269 |
Отпуск 650 |
880 |
241 |
|||
|
О |
241 |
||||||||
|
Хромомолибденовая и хромомолибденовованадиевая |
15ХМ |
4543-71 |
Н |
229 |
Закалка 880 Отпуск 650 |
440 |
179 |
||
|
О |
179 |
||||||||
|
30ХМ (30ХМА) |
4543-71 |
Н |
269 |
Закалка 880 Отпуск 540 |
930 |
229 |
|||
|
О |
229 |
||||||||
|
35ХМ |
4543-71 |
н |
269 |
Закалка 850 Отпуск 560 |
930 |
241 |
|||
|
о |
241 |
||||||||
|
38ХМ |
4543-71 |
н |
269 |
Закалка 850 Отпуск 580 |
980 |
241 |
|||
|
О |
241 |
||||||||
|
Механические свойства основных конструкционных углеродистых и легированных сталей |
|||||||||
|
Листов 7 |
Лист 5 |
||||||||
|
Группа стали |
Марка |
Механические свойства |
|||||||
|
В состоянии поставки по ГОСТу |
После термической обработки |
||||||||
|
ГОСТ |
состояние |
НВ £ |
Типовая термическая обработка Температура, °С |
sв, Мпа ³ |
НВ £ |
||||
|
Хромокремнистая |
33ХС |
4543-71 |
Н |
269 |
Закалка 920 Отпуск 630 |
880 |
241 |
||
|
О |
241 |
||||||||
|
38ХС |
4543-71 |
Г |
229 |
Закалка 900 Отпуск 630 |
930 |
255 |
|||
|
О |
255 |
||||||||
|
Н |
300 |
||||||||
|
40ХС |
4543-71 |
Г |
262 |
Закалка 900 Отпуск 540 |
1230 |
255 |
|||
|
О |
255 |
||||||||
|
Н |
285 |
||||||||
|
Хромомарганцевая |
18ХГТ |
4543-71 |
Г |
229 |
Закалка 870 ... 950 Отпуск 200 |
980 |
187 |
||
|
О |
187 |
||||||||
|
Н |
229 |
||||||||
|
20ХГР |
4543-71 |
Г |
285 |
Закалка 880 Отпуск 200 |
980 |
197 |
|||
|
О |
197 |
||||||||
|
н |
285 |
||||||||
|
30ХГТ |
4543-71 |
г |
311 |
Закалка 850 ... 950 Отпуск 200 |
1470 |
229 |
|||
|
О |
229 |
||||||||
|
Хромомарганцевая |
40ХГТР |
4543-71 |
Н |
269 |
Закалка 840 Отпуск 550 |
980 |
229 |
||
|
О |
229 |
||||||||
|
Хромокремнемарганцевая и хромокремнемарганцовоникелевая |
20ХГСА |
4543-71 |
Н |
269 |
Закалка 880 Отпуск 480 |
780 |
207 |
||
|
О |
207 |
||||||||
|
25ХГСА |
4543-71 |
Н |
269 |
Закалка 880 Отпуск 480 |
1080 |
217 |
|||
|
О |
217 |
||||||||
|
30ХГС |
4543-71 |
Н |
269 |
Закалка 880 Отпуск 540 |
1080 |
229 |
|||
|
О |
229 |
||||||||
|
30ГСА |
4543-71 |
Г |
363 |
Закалка 880 Отпуск 540 |
1080 |
229 |
|||
|
О |
229 |
||||||||
|
Н |
269 |
||||||||
|
35ХГСА |
4543-71 |
Н |
269 |
Закалка 700 ... 950 Отпуск 230 |
1620 |
241 |
|||
|
О |
241 |
||||||||
|
Хромоникелевая и хромоникелевая с бором |
20ХН |
4543-71 |
Н |
269 |
Закалка 860 ... 810 Отпуск 180 |
780 |
197 |
||
|
О |
197 |
||||||||
|
40ХН |
4543-71 |
н |
269 |
Закалка 820 Отпуск 500 |
980 |
207 |
|||
|
О |
207 |
||||||||
|
Механические свойства основных конструкционных углеродистых н легированных сталей |
|||||||||
|
Листов 7 |
Лист 6 |
||||||||
|
Группа стали |
Марка |
Механические свойства |
|||||||
|
В состоянии поставки по ГОСТу |
После термической обработки |
||||||||
|
ГОСТ |
состояние |
НВ £ |
Типовая термическая обработка Температура, °С |
sв, Мпа ³ |
НВ £ |
||||
|
Хромоникелевая и хромоникелевая с бором |
45ХН |
4543-71 |
О |
207 |
Закалка 820 Отпуск 530 |
1030 |
207 |
||
|
50ХН |
4543-71 |
О |
207 |
Закалка 820 Отпуск 530 |
1080 |
207 |
|||
|
12ХН2 |
4543-71 |
О |
207 |
Закалка 860 ... 810 Отпуск 180 |
780 |
207 |
|||
|
12ХНЗА |
4543-71 |
О |
217 |
Закалка 860 ... 810 Отпуск 180 |
930 |
217 |
|||
|
20ХНЗА |
4543-71 |
О |
255 |
Закалка 820 Отпуск 500 |
930 |
255 |
|||
|
12Х2НЧА |
4543-71 |
О |
269 |
Закалка 860 ... 800 Отпуск 180 |
1130 |
269 |
|||
|
20Х2НЧА |
4543-71 |
О |
269 |
Закалка 860 ... 780 Отпуск 180 |
1270 |
269 |
|||
|
ЗОХНЗА |
4543-71 |
О |
241 |
Закалка 820 Отпуск 530 |
980 |
241 |
|||
|
Хромомарганцовоникелевая и хромомарганцовоникелевая с титаном и бором |
20ХГНР |
4543-71 |
О |
197 |
Закалка 930...780 Отпуск 200 |
1270 |
197 |
||
|
38ХГН |
4543-71 |
О |
229 |
Закалка 850 Отпуск 570 |
780 |
229 |
|||
|
Хромоникельмолибденовая |
20ХН2М (20ХНМ) |
4543-71 |
О |
229 |
Закалка 860 ... 780 Отпуск 200 |
880 |
229 |
||
|
30ХН2МА (30ХНМА) |
4543-71 |
о |
241 |
Закалка 860 Отпуск 530 |
980 |
241 |
|||
|
38Х2Н2МА (38ХНМА) |
4543-71 |
о |
269 |
Закалка 860 Отпуск 580 |
1080 |
269 |
|||
|
40ХН2МА (40ХНМА) |
4543-71 |
о |
269 |
Закалка 850 Отпуск 620 |
1080 |
269 |
|||
|
Механические свойства основных конструкционных углеродистых и легированных сталей |
||||||||
|
Листов 7 |
Лист 7 |
|||||||
|
Группа стали |
Марка |
Механические свойства |
||||||
|
В состоянии поставки по ГОСТу |
После термической обработки |
|||||||
|
ГОСТ |
состояние |
НВ £ |
Типовая термическая обработка Температура, °С |
sв, Мпа ³ |
НВ £ |
|||
|
Хромоникельмолибденовая |
40Х2Н2МА (40Х1НВА) |
4543-71 |
О |
255 |
Закалка 870 Отпуск 600 |
1080 |
255 |
|
|
38ХН3МА |
4543-71 |
О |
269 |
Закалка 850 Отпуск 590 |
1080 |
269 |
||
|
18Х2НЧМА (18Х2НЧВА) |
4543-71 |
О |
269 |
Закалка 950 ... 860 Отпуск 200 |
1130 |
269 |
||
|
Хромоникельмолибденованадиевая и хромоникельванадиевая |
30ХН2МФА |
4543-71 |
О |
269 |
Закалка 860 Отпуск 680 |
880 |
269 |
|
|
36Х2Н2МФА (36ХН1МФА) |
4543-71 |
О |
269 |
Закалка 850 Отпуск 600 |
1180 |
269 |
||
|
45ХН2МФА (45НМФА) |
4543-71 |
О |
269 |
Закалка 860 Отпуск 460 |
1420 |
269 |
||
|
20ХНЧФА |
4543-71 |
О |
269 |
Закалка 850 Отпуск 630 |
880 |
269 |
||
|
Хромоалюминиевая с молибденом |
38Х2МЮА (38ХМЮА) |
4543-71 |
О |
229 |
Закалка 940 Отпуск 640 |
980 |
229 |
|
|
Н |
255 |
|||||||
|
Условные обозначения: Г - сталь горячекатанная; О - отожженная, Н - нагартованная |
||||||||
Механические свойства термически обработанных заготовок из жаропрочных сплавов |
Приложение 8 |
|||||
|
Листов 3 |
Лист 1 |
|||||
|
ГОСТ |
Марка сплава |
Рекомендуемый режим термической обработки заготовок для изготовления образцов |
Температура испытания °С |
Временное сопротивление sв, Мпа, ³ |
Твердость, НВ |
|
|
23705-79 |
ХН77ТЮ (ЭИ437А) |
Закалка при (1080 ± 10) °С, выдержка 8 ч, охлаждение на воздухе; старение при (700 ± 10) °С, выдержка 16 ч, охлаждение на воздухе |
20 700 |
610 |
321 - 255 |
|
|
ХН77ТЮР (ЭИ437Б) ХН77ТЮР-ВД (ЭИ437Б-ВД) |
20 700 |
740 |
321 - 255 |
|||
|
ХН77ТЮРУ (ЭИ437БУ) |
Закалка при (1080 ± 10) °С, выдержка 8 ч, охлаждение на воздухе; старение при 750 - 790 °С, выдержка 16 ч, охлаждение на воздухе |
20 |
980 |
321 - 262 |
||
|
ХН77ТЮРУ-ВД (ЭИ437БУ-ВД) ХН77ТЮРУ-ПД (437БУ-ПД) |
Закалка при (1080 ± 10) °С, выдержка 8 ч, охлаждение на воздухе; старение при 750 - 790 °С, выдержка 16 ч, охлаждение на воздухе |
20 |
980 |
321 - 262 |
||
|
ХН67МВТЮ-ВД (ЭП202-ВД) |
Закалка при 1100 - 1150 °С, выдержка 5 ч, охлаждение на воздухе; старение при 800 - 850 °С, выдержка 10 ч, охлаждение на воздухе |
20 |
930 |
341 - 241 |
||
|
ХН65МВТЮ (ЭИ893) ХН65ВМТЮ-ВИ (ЭИ893-ВИ) |
1. Закалка при (1170 ± 10) °С, выдержка 2 ч, охлаждение на воздухе, старение при (800 ± 10) °С, выдержка 12 ч, охлаждение на воздухе |
20 750 |
830 640 |
- |
||
|
Механические свойства термически обработанных заготовок из жаропрочных сплавов |
||||||
|
Листов 3 |
Лист 2 |
|||||
|
ГОСТ |
Марка сплава |
Рекомендуемый режим термической обработки заготовок для изготовления образцов |
Температура испытания °С |
Временное сопротивление sв, Мпа, ³ |
Твердость, НВ |
|
|
23705-79 |
ХН65ВМТЮ (ЭИ893) ХН65ВМТЮ-ВИ |
2. Закалка при (1170 ± 10) °C, выдержка 2 ч, охлаждение на воздухе, ступенчатый отпуск при (1000 ± 10) °С, выдержка 4 ч, охлаждение с печью до (900 ± 10) °С, выдержка 8 ч, охлаждение с печью до (850 ± 10) °С, выдержка 15 ч, охлаждение на воздухе |
20 750 |
830 640 |
- |
|
|
ХН65ВМТЮ-ВД (ЭИ 893-ВД) |
Нагрев до (1020 ± 10) °С, выдержка 1,5 ч, охлаждение на воздухе, нагрев (1160 ± 10) °С, выдержка 2 ч, охлаждение на воздухе; нагрев (1000 ± 10) °С, выдержка 4 ч, охлаждение на воздухе; нагрев (900 ± 10) °С, выдержка 8 ч, охлаждение на воздухе; нагрев (820 ± 10) °С, выдержка 15 ч, охлаждение на воздухе |
20 750 |
830 640 |
- - |
||
|
ХН70ВМТЮФ (ЭИ826) ХН70ВМТЮФ-ВД (ЭИ826-ВД) |
Закалка при (1210 ± 10) °С, выдержка 2 ч, охлаждение на воздухе, нагрев до (1050 ± 10) °С, выдержка 4 ч, охлаждение на воздухе; старение при (800 ± 10) °С, выдержка 16 ч, охлаждение на воздухе |
20 850 |
590 |
341 - 299 |
||
|
ХН62МВКЮ (ЭИ867) |
Закалка при (1220 ± 10) °С, выдержка 4 - 6 ч, охлаждение на воздухе; старение при (950 ± 15) °С, выдержка 8 ч, охлаждение на воздухе |
20 900 |
570 |
352 - 285 |
||
|
23705-79 |
ХН62МВКЮ-ВД (ЭИ867-ВД) |
Закалка при (1220 ± 10) °С, выдержка 4 - 6 ч, охлаждение на воздухе; старение при (950 ± 15) °С, выдержка 8 ч, охлаждение на воздухе |
20 900 |
570 |
352 - 285 |
|
|
ХН75ВМЮ (ЭИ827) |
Закалка при (1200 ± 10) °С, выдержка 6 - 8 ч, охлаждение на воздухе, старение при 900 - 950 °С, охлаждение на воздухе |
20 850 |
590 |
321 - 255 |
||
|
ХН70МВТЮ (ЭИ617) |
Закалка при (1190 ± 10) °С, выдержка 2 ч, охлаждение на воздухе, нагрев до (1050 ± 10) °С, выдержка 4 ч, охлаждение на воздухе, старение при (800 ± 10) °С, выдержка 16 ч, охлаждение на воздухе |
20 800 |
670 |
341 - 299 |
||
|
ХН70ВМТЮ-ВИ (ЭИ617-ВИ) |
20 800 |
690 |
341 - 299 |
|||
|
ХН70МВТЮБ (ЭИ598) |
Закалка при (1200 ± 10) °С, выдержка 5 ч, охлаждение на воздухе, нагрев до (1070±10)°С, выдержка 8 ч, охлаждение на воздухе, старение при (800 ± 10) °С, выдержка 16 ч, охлаждение на воздухе |
20 800 |
690 |
341 - 299 |
||
|
ХН70МВТЮБ-ВД (ЭИ598-ВД) |
20 800 |
690 |
341 - 299 |
|||
|
ХН70МВТЮБ-ВИ (ЭИ598-ВИ) |
20 800 |
690 |
341 - 299 |
|||
|
ХН56ВМКЮ-ВД (ЭП109-ВД) |
Закалка при (1220 ± 10) °С, выдержка 4 - 6 ч, охлаждение на воздухе; старение (950 ± 10) °С, выдержка 8 ч, охлаждение на воздухе |
20 900 |
640 |
363 - 302 |
||
|
Механические свойства термически обработанных заготовок из жаропрочных сплавов |
||||||
|
Листов 3 |
Лист 3 |
|||||
|
ГОСТ |
Марка сплава |
Рекомендуемый режим термической обработки заготовок для изготовления образцов |
Температура испытания °С |
Временное сопротивление sв, Мпа, ³ |
Твердость, НВ |
|
|
23705-79 |
ХН55ВМТКЮ-ВД (ЭИ929-ВД) |
Закалка при (1220 ± 10) °С, выдержка 2 ч, охлаждение на воздухе; нагрев до (1050 ± 10) °С, выдержка 4 ч, охлаждение на воздухе, старение при (850 ± 10) °С, выдержка 8 ч, охлаждение на воздухе |
20 900 |
570 |
341 - 285 |
|
|
ХН51ВМТКЖФР-ВД (ЭП220-ВД) |
Закалка при (1220 ± 10) °С, выдержка 4 ч, охлаждение на воздухе, нагрев до (1050 ± 10) °С, выдержка 4 ч, охлаждение на воздухе, старение при (950 ± 10) °С, выдержка 2 ч, охлаждение на воздухе |
20 950 |
640 |
352 - 285 |
||
|
ХН60МЮВТ-ВД (ЭП539-ВД) |
Закалка при (1210 ± 10) °С, выдержка 2 ч, охлаждение на воздухе; нагрев до (1050 ± 10) °С, выдержка 4 ч, охлаждение на воздухе, старение при (800 ± 10) °С, выдержка 16 ч, охлаждение на воздухе |
20 850 |
490 |
363 - 285 |
||
|
ХН58МКЮР-ВД (ЭП238-ВД) |
Закалка при (1220 ± 10) °С, выдержка 4 ч, охлаждение на воздухе, старение при (950 ± 10) °С, выдержка 8 ч, охлаждение на воздухе |
20 950 |
490 |
352 - 302 |
||
Механические свойства поковок из коррозионно-стойких сталей и сплавов |
Приложение 9 |
||||
|
Листов 2 |
Лист 1 |
||||
|
ГОСТ |
Класс стали |
Марка стали |
Предел прочности при 20°С, sв, Мпа не менее |
Твердость на поверхности поковок, НВ |
|
|
25054-81 |
Мартенситный |
20X13 |
588 |
197 - 248 |
|
|
30X13 |
735 |
235 - 277 |
|||
|
09X16Н4Б |
931 |
269 - 302 |
|||
|
07X16Н4Б |
882 |
269 - 302 |
|||
|
20X17Н2 |
813 |
248 - 293 |
|||
|
Мартенситно-ферритный |
12X13 |
539 |
187 - 299 |
||
|
14Х17Н2 |
784 |
248 - 293 |
|||
|
Ферритный |
08X13 |
539 |
187 - 229 |
||
|
Аустенитно-мартенситный |
07X16Н6 |
1176 |
341 - 415 |
||
|
08Х17Н5М3 |
1176 |
341 - 415 |
|||
|
Аустенитно-ферритный |
08Х18Г8Н2Т |
по согласованию |
|||
|
15Х18Н12С4ТЮ |
по согласованию |
||||
|
08Х21Н6М2Т |
539 |
140 - 200 |
|||
|
08Х22Н6Т |
539 |
140 - 200 |
|||
|
Механические свойства поковок из коррозионно-стойких сталей и сплавов |
|||||
|
Листов 2 |
Лист 2 |
||||
|
ГОСТ |
Класс стали |
Марка стали |
Предел прочности при 20°С, sв, Мпа не менее |
Твердость на поверхности поковок, НВ |
|
|
25054-81 |
Аустенитный |
10Х14П4Н4Т |
по согласованию |
||
|
10Х17Н13М2Т |
510 |
£ 200 |
|||
|
10Х17Н13М3Т |
510 |
£ 200 |
|||
|
03Х17Н14М3 |
470 |
£ 179 |
|||
|
08Х17Н15М3Т |
490 |
£ 200 |
|||
|
12Х18Н9 |
490 |
£ 179 |
|||
|
12Х18Н9Т |
510 |
£ 170 |
|||
|
04Х18Н10 |
441 |
£ 179 |
|||
|
08Х18Н10 |
470 |
£ 170 |
|||
|
08Х18Н10Т |
490 |
£ 179 |
|||
|
12Х18Н10Т |
510 |
£ 179 |
|||
|
03X18Н11 |
441 |
£ 179 |
|||
|
03Х21Н21М4ГБ |
по согласованию |
||||
|
10Х23Н18 |
490 |
£ 179 |
|||
|
Сплавы на никелевой основе |
ХН65МВ |
735 |
£ 220 |
||
|
ХН78Т |
588 |
£ 200 |
|||
|
Сплавы на железноникелевой основе |
06ХН28МДТ |
510 |
£ 200 |
||
|
ХН32Т |
470 |
- |
|||
Механические свойства чугуна и медных сплавов |
Приложение 10 |
||||
|
Листов 3 |
Лист 1 |
||||
|
Серый чугун (ГОСТ 1412-85) |
Ковкий чугун (ГОСТ 1215-79) |
||||
|
Марка отливки |
Твердость по Бринеллю, НВ |
Марка отливки |
Твердость по Бринеллю, НВ £ |
||
|
СЧ 10 |
120 ... 205 |
КЧ 30-6 |
163 |
||
|
СЧ 15 |
130 ... 241 |
КЧ 33-8 |
163 |
||
|
- |
- |
КЧ 35-10 |
163 |
||
|
СЧ 20 |
143 ... 250 |
КЧ 37-12 |
163 |
||
|
- |
- |
КЧ 45-7 |
207 |
||
|
- |
- |
КЧ 50-5 |
220 |
||
|
СЧ 25 |
156 ... 250 |
КЧ 55-4 |
241 |
||
|
СЧ 30 |
163 ... 270 |
КЧ 60-3 |
269 |
||
|
СЧ 35 |
179 ... 290 |
КЧ 65-3 |
269 |
||
Примечание. Перлито-ферритный ковкий чугун (ПФ) в ГОСТ не входит.
|
Группы |
Марки |
Твердость по Бринеллю, НВ £ |
|
|
Гетерогенные |
Высокой твердости |
БрАПЖ6Н6 |
250 |
|
БрА10Ж4Н4Л |
169 |
||
|
БрА10Ж3Мц2 |
119 |
||
|
Средней твердости |
БрА9Ж3Л |
100 |
|
|
БрА9Мц2Л |
80 |
||
|
Бр.ОФ 6,5 - 0,15 |
90 |
||
|
Свинцовистые при основной гетерогенной структуре |
Бр03Ц12С5 |
63 |
|
|
Бр03Ц7С5Н1 |
63 |
||
|
ЛМцС5 8-2-2 |
85 |
||
|
Гомогенные сплавы |
Бр.0Ф4-0,25 |
91 200 |
|
|
Бр.0Ц4-3 |
70 170 |
||
|
С содержание свинца < 10 % при основной гомогенной структуре |
Бр.0ЦС4-4-2,5 |
70 170 |
|
|
С содержанием свинца > 15 % |
Бр.04Ц4С17 |
60 |
|
|
Бр.С30 |
25 |
||
Примечание. Для деформируемых бронз в числителе приведена твердость для мягкого состояния, в знаменателе - для твердого состояния.
|
Листов 3 |
Лист 2 |
||||||
|
Оловянные и безоловянные бронзы термически необработанные |
|||||||
|
Вид бронзы |
ГОСТ |
Марка |
Способ литья |
Временное сопротивление sв, Мпа |
Твердость по Брннеллю, НВ |
||
|
Не менее |
|||||||
|
Оловянные бронзы |
613-79 |
БрО3Ц12С5 |
к |
206 |
588 |
||
|
п |
176,2 |
588 |
|||||
|
БрО3Ц7С5Н1 |
к |
206 |
588 |
||||
|
п |
176,2 |
588 |
|||||
|
Бр04Ц7С5 |
к |
176,2 |
588 |
||||
|
п |
147 |
588 |
|||||
|
Бр04Ц4С17 |
к |
147 |
588 |
||||
|
п |
147 |
588 |
|||||
|
Бр05Ц5С5 |
к |
176,2 |
588 |
||||
|
п |
147 |
588 |
|||||
|
Бр05С25 |
к |
137,2 |
588 |
||||
|
п |
147 |
441 |
|||||
|
БрО6Ц6С3 |
к |
176,2 |
588 |
||||
|
п |
147 |
588 |
|||||
|
Бр08Ц4 |
к |
196 |
735 |
||||
|
п |
196 |
735 |
|||||
|
БрО10Ф1 |
к |
245 |
882 |
||||
|
п |
215,5 |
784 |
|||||
|
БрО10Ц2 |
к |
225,5 |
735 |
||||
|
п |
215,5 |
637 |
|||||
|
БрОЮС10 |
к |
196 |
735 |
||||
|
п |
176,2 |
637 |
|||||
Примечание: Условное обозначение литья: к - литье в кокиль; п - литье в песчаную форму.
|
Листов 3 |
Лист 3 |
||||||
|
Оловянные и безоловянные бронзы термически необработанные |
|||||||
|
Вид бронзы |
ГОСТ |
Марка |
Способ литья |
Временное сопротивление sв, Мпа |
Относительное удлинение после разрыва sв, % |
Твердость по Бринеллю, НВ |
|
|
Не менее |
|||||||
|
Безоловянные бронзы |
493-79 |
БрА9Мц2Л |
к |
392 |
20 |
784 |
|
|
п |
392 |
20 |
784 |
||||
|
БрА10Мц2Л |
к |
490 |
12 |
1078 |
|||
|
п |
490 |
12 |
1078 |
||||
|
БрА9ЖЗЛ |
к |
490 |
12 |
980 |
|||
|
п |
392 |
10 |
980 |
||||
|
БрА10ЖЗМц2 |
к |
490 |
12 |
1176 |
|||
|
п |
392 |
10 |
980 |
||||
|
БрА10Ж4Н4Л |
к |
587 |
6 |
1666 |
|||
|
п |
587 |
5 |
1568 |
||||
|
БрАПЖ6Н6 |
к |
587 |
2 |
2450 |
|||
|
п |
587 |
2 |
2450 |
||||
|
БрА9Ж4Н4Мц1 |
к |
587 |
12 |
1568 |
|||
|
п |
587 |
12 |
1568 |
||||
|
БрС30 |
к |
58,7 |
4 |
245 |
|||
|
БрСу3Н3Ц3С20Ф БрА7Мц15Ж3Н2Ц2 |
к |
157 |
2 |
637 |
|||
|
п |
607 |
18 |
- |
||||
Примечание: Условное обозначение литья: к - литье в кокиль; п - литье в песчаную форму.
Теоретическая масса заготовки |
Приложение 11 |
||||||||
|
Листов 1 |
Лист 1 |
||||||||
|
1. Заготовка цилиндрическая
|
|||||||||
|
Диаметр заготовки D, мм |
10 |
12 |
16 |
20 |
25 |
32 |
40 |
||
|
Теоретическая масса на длину 1 м, кг |
0,617 |
0,888 |
1,58 |
2,47 |
3,85 |
6,32 |
9,87 |
||
|
Диаметр заготовки D, мм |
100 |
120 |
160 |
200 |
250 |
320 |
400 |
||
|
Теоретическая масса на длину 1 м, кг |
6,17 |
8,88 |
15,8 |
24,7 |
38,5 |
63,2 |
98,7 |
||
|
2. Заготовка прямоугольная
|
|||||||||

|
Ширина заготовки В, мм |
Высота заготовки Н, мм |
|||||||||||||
|
40 |
50 |
60 |
80 |
100 |
120 |
140 |
160 |
200 |
220 |
250 |
320 |
400 |
||
|
Теоретическая масса на длину 1 м, кг |
||||||||||||||
|
50 |
15,7 |
19,6 |
- |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
|
60 |
18,8 |
23,6 |
28,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
80 |
25,1 |
31,4 |
37,7 |
50,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
100 |
31,4 |
39,3 |
47,1 |
62,8 |
78,5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
120 |
37,7 |
47,1 |
56,5 |
75,4 |
94,2 |
113 |
- |
- |
- |
- |
- |
- |
- |
|
|
140 |
44,0 |
55,0 |
65,9 |
87,9 |
110 |
132 |
154 |
- |
- |
- |
- |
- |
- |
|
|
160 |
50,2 |
62,8 |
75,4 |
100 |
126 |
151 |
176 |
201 |
- |
- |
- |
- |
- |
|
|
180 |
56,5 |
70,7 |
84,8 |
113 |
141 |
170 |
198 |
226 |
282 |
310 |
354 |
452 |
565 |
|
|
200 |
62,8 |
78,5 |
94,2 |
126 |
157 |
188 |
220 |
251 |
314 |
346 |
392 |
502 |
628 |
|
|
220 |
69,1 |
86,4 |
104 |
138 |
173 |
207 |
242 |
276 |
346 |
380 |
432 |
553 |
691 |
|
|
250 |
78,5 |
98,1 |
118 |
157 |
196 |
236 |
275 |
314 |
392 |
432 |
490 |
628 |
785 |
|
|
280 |
87,9 |
110 |
132 |
176 |
220 |
264 |
308 |
352 |
440 |
484 |
550 |
703 |
879 |
|
|
320 |
100 |
126 |
151 |
201 |
251 |
301 |
352 |
402 |
502 |
553 |
628 |
804 |
1005 |
|
|
360 |
- |
- |
- |
226 |
283 |
339 |
396 |
452 |
565 |
622 |
706 |
904 |
1130 |
|
|
400 |
- |
- |
- |
251 |
314 |
377 |
440 |
502 |
628 |
691 |
785 |
1005 |
1256 |
|
|
450 |
- |
- |
- |
283 |
353 |
424 |
495 |
565 |
707 |
777 |
883 |
1130 |
1413 |
|
Принятые условные обозначения
|
Размерность |
Обозначаемые параметры и величины |
||
|
1 |
2 |
3 |
|
|
1. Размеры обработки |
|||
|
l |
мм |
Длина обрабатываемой поверхности |
|
|
l1 |
² |
Величина врезания и перебега |
|
|
В |
² |
Ширина обрабатываемой поверхности |
|
|
t |
² |
Глубина резания |
|
|
н |
² |
Глубина паза |
|
|
i |
² |
Число рабочих ходов |
|
|
2. Время |
|||
|
Нвр |
мин |
Норма времени |
|
|
Тш |
² |
Норма штучного времени |
|
|
tп.з. |
² |
Норматив подготовительно-заключительного времени |
|
|
tв.у. |
² |
Норматив вспомогательного времени на установку и снятие детали |
|
|
|
² |
Основное время на 100(10) мм длины обрабатываемой поверхности |
|
|
tвп1, tвп2, tвпn |
² |
Норматив вспомогательного времени, связанного с переходом |
|
|
аобс |
² |
Время на обслуживание рабочего места в процентах от оперативного времени |
|
|
аотл |
² |
Время на отдых и личные потребности в процентах от оперативного времени |
|
|
Ktв |
|
Коэффициент к вспомогательному времени в зависимости от характера серийности работ в среднесерийном производстве |
|
|
q |
шт. |
Число деталей в партии |
|
|
3. Режимы резания |
|||
|
V |
м/мин |
Скорость резания |
|
|
Sм |
мм/мин |
Подача за 1 мин (минутная) |
|
|
Nд |
кВт |
Мощность электродвигателя станка |
|
|
4. Характеристика обрабатываемого материала |
|||
|
sв |
МПа |
Предел прочности обрабатываемого материала при растяжении |
|
|
НВ |
² |
Твердость обрабатываемого материала по Бринеллю |
|
СОДЕРЖАНИЕ