ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
РЕКОМЕНДАЦИИ
САПР.
АВТОМАТИЗИРОВАННАЯ
ИНФОРМАЦИОННО-ПОИСКОВАЯ СИСТЕМА
АГРЕГАТИРОВАНИЯ ПРИСПОСОБЛЕНИЙ
ДЛЯ СТАНКОВ С ЧПУ.
ТИПОВОЕ ПРОЕКТНОЕ РЕШЕНИЕ
Р 50-50-88
Москва
ИЗДАТЕЛЬСТВО
СТАНДАРТОВ
1989
РЕКОМЕНДАЦИИ
|
САПР.
Автоматизированная информационно-поисковая система агрегатирования |
Р 50-50-88 |
Дата введения 01.01.89
Настоящие рекомендации имеют целью создание методики по разработке автоматизированной информационно-поисковой системы (АИПС) агрегатирования переналаживаемых приспособлений для станков с ЧПУ на базе комплектов стандартных многоцелевых элементов многоразового использования типа универсально-переналаживаемой оснастки (УСПО).
Рекомендации учитывают требования ГОСТ 22771-77, ГОСТ 14.301-83, ГОСТ 14.408-83, ГОСТ 14.409-75, ГОСТ 14.412-79, ГОСТ 14.414-79, дополняют и развивают комплекс руководящих документов РД 50-533-85 - РД 50-536-85, а также РД 50-603-86, РД 50-619-86, РД 50-620-86 в части учета возможностей синтеза приспособлений из стандартных элементов при построении ИПС.
АИПС агрегатирования переналаживаемых приспособлений для станков с ЧПУ может функционировать либо автономно, либо в составе АСТПП, либо в структуре системы автоматизированного проектирования приспособлений из элементов УСПО (САПР УСПО). Одним из вариантов ее функционирования может быть использование в качестве одного из постпроцессоров системы автоматизированного программирования станков с ЧПУ с учетом положений, изложенных в MP 160-85 и MP 209-86.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие рекомендации устанавливают общие (инвариантные) правила разработки АИПС агрегатирования приспособлений, построенных по модульному принципу из стандартных и унифицированных многоцелевых элементов, и положения, зависящие от вариантов реализации АИПС.
1.2. В настоящей методике рассмотрены два варианта реализации АИПС:
I - функционирование в рамках АСТПП на базе программно-технического комплекса (ПТК) автоматизированного рабочего места (АРМ) высокой производительности;
II - функционирование в структуре САПР УСПО на базе ПТК АРМ средней или малой производительности.
1.3. Агрегатирование приспособлений осуществляется в два этапа:
I - автоматический выбор приспособлений-аналогов, находящихся в базе данных приспособлений-образцов (БДО), с уточнением, при необходимости, их характеристик в соответствии с требованиями заданного обрабатываемого изделия (ОИ);
II - допроектирование приспособлений с помощью экспертных оценок.
Результатом автоматизированного агрегатирования приспособления является задание на сборку, представленное в виде спецификации его элементов с указанием координат их расположения или в виде графического изображения.
1.4. Особенностью процесса создания рассматриваемой группы приспособлений является агрегатирование их из заданного стандартного набора деталей и сборочных единиц (ДСЕ), конструкция и основные размеры которых описаны межотраслевым каталогом «Детали и сборочные единицы универсально-сборной переналаживаемой оснастки (УСПО) к металлорежущим станкам» К.31.122.40-84. М.: Изд-во стандартов, 1985.
1.5. Приспособление-образец, находящееся в БДО, считается аналогом искомого, если удовлетворяет требованиям заданного ОИ по трем компонентам:
по набору элементов;
по порядку соединения элементов между собой (этим достигается выполнение в приспособлении подобных функций аналогичными элементами);
по расположению элементов на корпусной части приспособления (зависит от габаритных размеров ОИ, схемы обработки, зажима) или по размерным характеристикам унифицированных функциональных фрагментов приспособления (УФФ).
Под набором элементов понимается заданное количество подобных по конструкции деталей и сборочных единиц УСПО (ДСЕ УСПО), выполняющих определенные служебные функции.
Под фрагментом понимается законченное конструктивное исполнение структуры приспособления, который может быть унифицирован для использования в нескольких разновидностях приспособлений.
Приспособление-образец считается типовым аналогом, если удовлетворяет требованиям, заданным ОИ, кроме координат расположения элементов на корпусной части приспособления и размерных характеристик УФФ.
Под размерной характеристикой УФФ, установленных на корпусной части приспособления, понимается численная величина, определяющая относительное расположение места его контакта с ОИ и места его крепления к корпусной части.
Размерная характеристика фрагмента корпусной части приспособления определяет разрешающую способность для перестановки на нем фрагментов других элементов приспособления.
1.6. АИПС на базе ПТК АРМ машиностроения высокой производительности осуществляются следующие оценки:
оценка вновь синтезированного приспособления перед занесением его в БДО;
выбор оптимального решения при наличии нескольких вариантов УФФ или приспособлений;
оценка соответствия приспособления - типового аналога требованиям заданного ОИ;
допроектирование приспособления до обеспечения требований заданного ОИ;
корректировка или пополнение правил агрегатирования приспособлений.
Экспертные решения вносятся в АИПС и в дальнейшем используются в автоматизированном режиме.
1.7. АИПС на базе ПТК АРМ машиностроения средней и малой производительности, функционирующая в структуре САПР УСПО, предназначена для оперативного поиска графического изображения и таблицы агрегатирования приспособления-аналога в информационной базе (ИБ) с последующей выдачей пользователю справочной информации для экспертной оценки степени соответствия признаков агрегатируемого приспособления требованиям ОИ.
При нахождении в БДО АИПС приспособления-аналога на автоматическое цифровое печатающее устройство (АЦПУ) выводится таблица его агрегатирования, хранящаяся в текстовой базе данных АИПС, а на высокопроизводительный графопостроитель - чертеж общего вида приспособления-аналога. Чертеж общего вида и соответствующая ему таблица агрегатирования являются достаточной и необходимой информацией для агрегатирования определенного приспособления.
Эксперт при работе АИПС на базе ПТК АРМ машиностроения средней и малой производительности выполняет следующие функции:
ориентирует систему в диалоговом режиме при проведении поиска приспособления-аналога;
принимает решение о соответствии найденного приспособления требованиям заданного ОИ;
принимает решение о допроектировании приспособления - типового аналога или ближайшего к искомому;
принимает решение о проектировании приспособления в рамках САПР УСПО «с нуля».
1.8. Степень автоматизации процесса агрегатирования приспособлений зависит:
от объема и структуры построения базы данных;
от возможностей формализации правил образования приспособлений и его фрагментов;
от достаточности и достоверности правил, устанавливающих соответствие между классификационными признаками ОИ, технологического оборудования и характеристиками приспособлений.
1.9. Выбор средств вычислительной техники при реализации АИПС зависит:
от количества разновидностей ОИ, подлежащих оснащению;
от возможностей автоматизации процесса агрегатирования приспособлений.
1.9.1. При ограниченной, часто меняющейся номенклатуре ОИ и при необходимости экспертной оценки сборочных чертежей приспособлений-аналогов целесообразно использование ПТК АРМ машиностроения средней и малой производительности.
1.9.2. При значительной, повторяющейся номенклатуре ОИ, обрабатываемых по принципу групповой технологии, целесообразно на стадии ТПП, с учетом всех требований САПР технологии и АСТПП, использование ПТК АРМ машиностроения высокой производительности.
1.10. Методы автоматизированного агрегатирования приспособлений из стандартных элементов должны учитывать требования краткосрочной и долгосрочной гибкости (краткосрочная гибкость характеризует переналадку в рамках производственной программы в заданный ограниченный период времени; долгосрочная гибкость определяет переналадку, связанную с изменением производственной программы в течение длительного периода времени):
а) в условиях работы оборудования, производящего ограниченную номенклатуру ОИ практически не меняющуюся в течение длительного периода времени (например, гибкая производственная система (ГПС), работающая в условиях крупносерийного производства), если применение приспособлений из УСПО целесообразно, их автоматизированное агрегатирование может производиться централизованно головной отраслевой или межотраслевой организацией по заявкам потребителей на основе базового программно-информационного обеспечения (БПИО), в том числе в составе системы геометрического моделирования (СГМ) и интегрированной системы управления базами данных с использованием ПТК АРМ машиностроения высокой или средней производительности;
б) в условиях работы оборудования, производящего ограниченную номенклатуру ОИ в течение малого периода времени с последующим изменением номенклатуры ОИ (например, ГПС, работающая в условиях мелкосерийного производства) автоматизированное агрегатирование приспособлений целесообразно производить у потребителя с использованием ПТК АРМ машиностроения средней и малой производительности с учетом тиражированного БПИО и постоянно пополняемых с помощью СГМ единых информационных массивов и интегрированной системы управления базами данных;
в) в условиях работы оборудования, производящего меняющуюся номенклатуру ОИ, состав которой установлен на длительный период времени (например, группа многоцелевых станков (МС), работающих в условиях мелкосерийного производства с заданной программой выпуска) автоматизированное агрегатирование приспособлений целесообразно производить, используя ПТК АРМ машиностроения высокой производительности, тиражированное БПИО, единые информационные массивы, дополненные вновь синтезированными приспособлениями, в том числе и с помощью СГМ;
г) в условиях работы оборудования, производящего непрерывно меняющуюся номенклатуру ОИ, состав которой не установлен (например, группа МС, работающих в условиях мелкосерийного производства с непрерывно меняющейся программой выпуска) автоматизированное агрегатирование приспособлений целесообразно производить на основании дополняемых информационных массивов с использованием ПТК АРМ машиностроения малой и средней производительности, сопряженных с ПТК АРМ машиностроения высокой производительности, использующих СГМ и интегрированную систему управления базами данных, входящих в тиражированное БПИО.
2. ПОСТРОЕНИЕ ИНФОРМАЦИОННОГО МАССИВА
Информационные массивы, входящие в ИБ системы автоматизированного агрегатирования приспособлений с использованием вычислительных машин различных классов, являются едиными в части описания конструкции и размерных характеристик, которые устанавливают:
межотраслевой каталог стандартизованных деталей и сборочных единиц УСПО К.31.122.40-84 «Детали и сборочные единицы универсально-сборной переналаживаемой оснастки (УСПО) к металлорежущим станкам»;
каталог унифицированных функциональных фрагментов ранее спроектированных и собранных приспособлений, формируемым на предприятии-пользователе УСПО с учетом типовых решений, приведенных в приложении 1.
Информационные массивы, применяемые для автоматизированного агрегатирования приспособлений с использованием ПТК АРМ машиностроения различной производительности, отличаются структурой и способом внесения исходной информации в АИПС.
2.1. Построение информационного массива при использовании ПТК АРМ машиностроения высокой производительности.
2.1.1. Информационные массивы, предназначенные для агрегатирования приспособлений с использованием ПТК АРМ машиностроения высокой производительности, представляются многоуровневой моделью:
массив обрабатываемых изделий (уровень I),
массив приспособлений (уровень II),
массив структур конструкций приспособлений (уровень III),
массив унифицированных функциональных фрагментов конструкций приспособлений (уровень IV),
массив стандартизованных деталей и сборочных единиц УСПО (уровень V),
массив функциональных элементов деталей и сборочных единиц УСПО (уровень VI).
2.1.2. Формализация информации об ОИ, образующих массив I уровня ИБ, обеспечивается с помощью комплексного кода, в структуру которого входят классификационные признаки, используемые для:
идентификации (группирования) по конструктивным особенностям (признаки «Геометрическая форма», «Разновидность конструкции»);
характеристики разновидности способа базирования (признаки «Схема базирования», «Схема компоновки»);
характеристики разновидности способа зажима (признаки «Схема зажима» и «Схема поджима»);
характеристики обработки (признаки «Схема обработки», «Высота максимальная обрабатываемой поверхности», «Расстояние между установочной базой ОИ и базирующей поверхностью корпусной части»);
характеристики разновидности корпусной части приспособления (признаки «Взаимное расположение установочной базы и стола станка», «Длина», «Ширина», «Требования к механизации»);
характеристики усилий, воздействующих на приспособление (признаки «Планируемые нагрузки», «Масса»);
характеристики расположения точек контакта элементов базирования и зажима;
установления приоритета при выборе приспособления, обеспечивающего выполнение технических требований к ОИ (признаки «Размерная точность», «Точность расположения поверхностей», «Шероховатость»).
Примечание. Состав классификационных признаков установлен на основании результатов внедрения АИПС; группирование признаков - по преимущественному воздействию на характеристики приспособления.
При создании АИПС в рамках предприятия-пользователя УСПО рекомендуется принять за основу указанный состав классификационных признаков, который при необходимости можно корректировать.
Если ОИ обрабатывается за несколько установов со сменой баз или мест зажима, то каждый установ рассматривается как новое ОИ и при этом формируется несколько комплексных кодов, которые вводятся в ПМК.
2.1.3. Структура комплексного кода приведена в табл. 1. Значение кодов классификационных признаков ОИ устанавливается с помощью кодировочных таблиц и по числовым значениям описываемых параметров:
значение кода признака «Геометрическая форма» устанавливается по табл. 2,
«Разновидность конструкции» - по табл. 3,
«Схема базирования» - по табл. 4,
«Схема зажима» - по табл. 5,
«Схема поджима» - по табл. 5,
«Схема компоновки» - по табл. 6,
«Схема обработки» - по табл. 7,
«Взаимное расположение установочной базы и стола станка» - по табл. 8,
«Масса» - по табл. 9,
«Размерная точность» - по табл. 10,
«Точность расположения поверхностей» - по табл. 11,
«Шероховатость» - по табл. 12,
Признак «Требования к механизации» обозначается кодом 0, если требования отсутствуют, и кодом 1, если необходима механизация приспособления,
признак «Планируемые нагрузки» определяется серией УСПО: значность кода соответствует номеру серии,
значение кода признаков «Длина» и «Ширина» - по табл. 13,
значение кодов признаков «Высота (максимальная и минимальная координата обрабатываемой поверхности)», «Расстояние между установочной базой ОИ и базирующей поверхностью плиты» и признаков, характеризующих расположение точек контакта элементов зажима и базирования с ОИ, соответствует численным значениям указанных характеристик в мм.
Примечание. В методических указаниях использованы термины «установочная база», «направляющая база», «опорная база», относящиеся к схеме базирования типа «координатный угол».
2.1.4. Формализация информации о приспособлениях (массив III уровня ИБ) обеспечивается с помощью комплексного кода, в структуру которого входят классификационные признаки, которые используются для:
характеристики серии стандартных деталей и сборочных единиц,
характеристики уровня механизации,
установления количества рабочих позиций,
установления приоритета при выборе приспособления (признаки «Размерная точность», «Точность расположения поверхностей», «Шероховатость»).
В комплексном коде приспособления обозначаются укрупненные элементы, состоящие из деталей и сборочных единиц УСПО, выполняющие функции опорной части, базирования и закрепления ОИ, называемые структурами.
В комплексном коде приспособления структуры имеют следующие обозначения:
корпусная часть - К,
установочные базы - А,
направляющие базы - Б,
опорные базы - В,
средства зажима - Г,
средства поджима к базам - Д.
Состав комплексного кода приспособления в табл. 1, представляющей взаимосвязь классификационных признаков ОИ и приспособления.
2.1.5. Разновидности типовых структур (массив III уровня информационной базы ИБ с указанием правил их использования кодируются и сводятся в таблицы применяемости (например, табл. 4 и 6 - для структур А, Б и В; табл. 5 - для структуры Г; табл. 5 - для структуры Д).
Таблица 1
Таблица применяемости приспособления-аналога
(подмассив группы ОИ, для которой используется приспособление)
|
Характеристика группы обрабатываемых в приспособлении № 1 изделий |
|
|||||||||||||||||||||||||||||||||
|
Классификационные признаки ОИ |
Координаты
расположения фрагментов |
|
||||||||||||||||||||||||||||||||
|
Перечень |
Геометрическая форма |
Разновидность конструкции |
Схема базирования и реализации |
Схема зажима |
Схема поджима |
Схема компоновки |
Схема обработки |
Взаимное расположение установочной базы и стола станка |
Требования к механизации |
Планируемые нагрузки |
Масса |
Размерные характеристики ОИ |
|
|||||||||||||||||||||
|
Длина |
Ширина |
Высота (максимальная и минимальная координата обрабатываемой поверхности) |
Расположение мест контакта установочных баз (т. 1. т. 2. т. 3) |
Расположение мест контакта с направляющими базами (т. 4. т. 5) |
Расположение мест контакта с опорной базой (т. 6) |
Расположение вспомогательных опор |
Расположение мест контакта устройств зажима |
Расположение мест контакта устройств прижима |
Расстояние между установочной базой ОИ и базирующей поверхностью плиты |
Размерная точность |
Точность расположения- поверхностей |
Шероховатость |
||||||||||||||||||||||
|
А |
Б |
В |
Г |
Д |
Е |
|||||||||||||||||||||||||||||
|
Номер признака |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
|
|||
|
Значения кодов |
|
|||||||||||||||||||||||||||||||||
|
Номер п/п |
Обозначение ОИ |
Состав группы деталей, обрабатываемых в приспособлении № 1 |
|
|||||||||||||||||||||||||||||||
|
1 |
ОИ1 |
Значения кодов |
|
|||||||||||||||||||||||||||||||
|
2 |
ОИ2 |
|
||||||||||||||||||||||||||||||||
|
3 |
ОИ3 |
|
||||||||||||||||||||||||||||||||
|
4 |
ОИ4 |
|
||||||||||||||||||||||||||||||||
|
5 |
ОИ5 |
|
||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
Классификационные признаки приспособления
|
Обозначение приспособления |
Характеристика приспособления № 1, применяемого для обработки заданной группы изделий |
Разрешающая способность структуры К |
||||||||||||
|
Наименование |
Серия УСПО |
Характеристика уровня механизации |
Структура |
Шероховатость |
Точность расположения поверхностей |
Размерная точность |
Характеристика рабочих позиций |
|||||||
|
А |
Б |
В |
Г |
Д |
Е |
|||||||||
|
Номер признака |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
Значения кодов |
||||||||||||||
Таблица 2
Классификация и кодирование ОИ по признаку «Геометрическая форма»
|
Код |
|
|
Вал |
0 |
|
Диск |
1 |
|
Втулка |
2 |
|
Вал с диском |
3 |
|
Плита |
4 |
|
Рычаг |
5 |
|
Параллелепипед |
6 |
|
Комбинированная |
7 |
Примечание. Классификация геометрической формы ОИ установлена более укрупненной в сравнении с классификатором ЕСКД, так как имеет целью характеризовать только способ базирования и зажима.
Таблица 3
Классификация и кодирование ОИ по признаку «Разновидность конструкции»
|
Код |
|
|
Технологические базы плоские |
01 |
|
Одна из технологических баз - ступенчатая |
02 |
|
Технологические базы ступенчатые |
03 |
|
Наличие сквозного отверстия с осью, перпендикулярной установочной базе ОИ |
04 |
|
Установочная база расположена над остальными базами |
05 |
|
Установочная база расположена над нижней плоскостью ОИ |
06 |
|
Наличие приливов, препятствующих базированию по боковым поверхностям ОИ |
07 |
|
Наличие базовых точек внутри ОИ |
08 |
Примечание. Классификация разновидностей конструкции ОИ установлена более укрупненно в сравнении с классификатором ЕСКД, так как имеет целью определение расположения базирующих и зажимных элементов.
Таблица 4
Классификация и кодирование ОИ по признаку «Схема базирования»
|
Описание элементов схемы базирования и конструкции, реализующих их ДСЕ УСПО |
Код схемы базирования ОИ и способа ее реализации |
Примечание |
|||||
|
Разновидность баз |
|||||||
|
Установочная или двойная направляющая |
Направляющая или двойная опорная |
Опорная |
|||||
|
Вариант реализации |
Код* |
Вариант реализации |
Код* |
Вариант реализации |
Код* |
||
|
Горизонтальные поверхности двух опор прямоугольных |
44 |
Поверхности двух сферических опор |
14 |
Поверхность опоры сферической |
1 |
101 |
|
|
Горизонтальные поверхности двух опор прямоугольных |
44 |
Горизонтальная поверхность планки соединительной |
5 |
Горизонтальная поверхность подкладки прямоугольной |
2 |
102 |
|
|
Горизонтальные поверхности двух опор квадратных и опоры прямоугольной |
433 |
Горизонтальные поверхности двух подкладок |
22 |
Горизонтальные поверхности подкладки прямоугольной |
2 |
103 |
|
|
Поверхности опор трех сферических |
111 |
Вертикальные поверхности двух установов |
33 |
Боковая поверхность опоры квадратной |
3 |
104 |
|
|
Горизонтальные поверхности двух опор прямоугольных |
44 |
Поверхности двух опор сферических |
11 |
Рабочая поверхность прихвата передвижного |
3 |
105 |
|
|
Горизонтальные поверхности двух опор квадратных, двух установов |
3333 |
Вертикальные поверхности двух установов |
33 |
Рабочая поверхность прихвата передвижного |
3 |
106 |
|
|
Поверхности трех опор сферических |
111 |
Поверхности двух опор сферических |
11 |
Поверхность опоры сферической |
1 |
107 |
|
|
Горизонтальные поверхности двух опор квадратных, опоры прямоугольные |
433 |
Рабочие поверхности двух прихватов передвижных |
33 |
Поверхность опоры сферической |
1 |
108 |
|
|
Горизонтальные поверхности двух подквадратных, поверхность опоры сферическая |
331 |
Поверхность двух опор сферических |
11 |
Горизонтальная поверхность подкладки прямоугольной |
2 |
109 |
|
|
Горизонтальные поверхности двух опор прямоугольных |
44 |
Боковые поверхности двух пальцев цилиндрических |
00 |
Рабочая поверхность прихвата передвижного |
3 |
110 |
|
|
Горизонтальные поверхности двух опор квадратных |
33 |
Поверхности трех опор сферических (одна постоянная и две регулируемые) |
111 |
Рабочая поверхность прихвата передвижного |
3 |
111 |
|
|
Горизонтальные поверхности двух опор квадратных |
33 |
Поверхности двух опор сферических |
11 |
Боковая поверхность пальца цилиндрического |
0 |
112 |
|
|
Горизонтальные поверхности опоры квадратной, опоры прямоугольной |
43 |
Поверхности двух опор сферических |
11 |
Боковая поверхность пальца цилиндрического |
0 |
113 |
|
|
Горизонтальные поверхности двух опор квадратных, опоры прямоугольной |
433 |
Две боковые поверхности пальцев цилиндрических |
00 |
Боковая поверхность пальца цилиндрического |
0 |
114 |
|
|
Горизонтальные поверхности двух опор прямоугольных, поверхность опоры сферической (регулируемая) |
441 |
Рабочие поверхности двух прихватов передвижных |
33 |
Горизонтальная поверхность подкладки прямоугольной |
2 |
115 |
|
|
Горизонтальная поверхность планки соединительной |
5 |
Горизонтальная поверхность подкладки прямоугольной |
2 |
Боковая поверхность пальца цилиндрического |
0 |
116 |
|
|
Горизонтальные поверхности двух опор квадратных, опоры прямоугольной |
433 |
Поверхности двух опор сферических |
11 |
Поверхность опоры сферической |
1 |
117 |
|
|
Горизонтальные поверхности четырех опор квадратных |
3333 |
Горизонтальные поверхности двух подкладок (откидные базы); поверхности двух опор сферических (подводимых) |
2211 |
Поверхность опоры сферической |
1 |
118 |
|
|
Горизонтальные поверхности трех опор прямоугольных |
444 |
Рабочая поверхность планки кондукторной (база откидная) |
4 |
Торцевая поверхность пальца цилиндрического |
3 |
119 |
|
|
Горизонтальные поверхности двух опор прямоугольных, трех установов |
44333 |
Поверхности двух опор сферических |
11 |
Поверхность опоры сферической |
1 |
120 |
|
|
Горизонтальные поверхности двух опор прямоугольных, двух опор квадратных |
4433 |
Горизонтальные поверхности двух подкладок |
22 |
Поверхность опоры сферической |
1 |
121 |
|
|
Горизонтальные поверхности двух подкладок прямоугольных, двух подкладок квадратных |
4433 |
Вертикальные поверхности двух установов |
33 |
Поверхность опоры сферической (база откидная) |
1 |
122 |
|
|
Горизонтальная поверхность планки кондукторной, рабочие поверхности двух полупризм |
311 |
Торцевая поверхность пальца цилиндрического (база откидная) |
3 |
Боковая поверхность пальца цилиндрического |
0 |
123 |
|
|
Горизонтальные поверхности опоры прямоугольной, опоры квадратной, установа (прямоугольного), установа (квадратного) |
4433 |
Вертикальные поверхности двух установов |
33 |
Боковая поверхность пальца цилиндрического |
0 |
124 |
|
|
Горизонтальные поверхности опоры прямоугольной, двух опор квадратных |
433 |
Боковые поверхности двух пальцев цилиндрических |
00 |
Боковая поверхность опоры квадратной |
3 |
125 |
|
|
Горизонтальные поверхности опоры прямоугольной, опор квадратных |
433 |
Рабочие поверхности двух прихватов передвижных |
33 |
Рабочая поверхность прихвата передвижного (база откидная) |
3 |
126 |
|
|
Поверхности четырех опор сферических (постоянные), четырех опор сферических (регулируемые) |
1111 |
Поверхности двух опор сферических (базы откидные) |
11 |
Поверхность опоры сферической |
1 |
127 |
|
|
Горизонтальные поверхности трех опор квадратных, опоры прямоугольной |
4333 |
Боковые поверхности двух опор квадратных |
33 |
Поверхность опоры сферической |
1 |
128 |
|
|
Горизонтальные поверхности двух планок соединительных, опоры сферической (регулируемая) |
551 |
Горизонтальные поверхности двух подкладок квадратных |
22 |
Горизонтальная поверхность подкладки квадратной |
2 |
129 |
|
|
Горизонтальные поверхности двух планок соединительных, опоры прямоугольной |
554 |
Поверхности двух опор сферических |
11 |
Поверхности опоры сферической |
1 |
130 |
|
|
Горизонтальные поверхности двух планок кондукторных |
44 |
Рабочая поверхность пальца цилиндрического |
7 |
Рабочая поверхность пальца срезанного |
9 |
201 |
|
|
Горизонтальные поверхности двух планок соединительных, двух планок кондукторных |
5544 |
Рабочая поверхность пальца цилиндрического |
7 |
Рабочая поверхность пальца срезанного |
9 |
202 |
|
|
Горизонтальные поверхности двух планок соединительных, двух опор сферических |
5511 |
Рабочая поверхность пальца цилиндрического |
7 |
Рабочая поверхность пальца срезанного |
9 |
203 |
|
|
Поверхности четырех опор сферических |
1111 |
Рабочая поверхность пальца цилиндрического |
7 |
Рабочая поверхность пальца срезанного |
9 |
204 |
|
|
Горизонтальные поверхности двух планок кондукторных, трех опор сферических |
44111 |
Рабочая поверхность пальца цилиндрического |
7 |
Рабочая поверхность пальца срезанного |
9 |
205 |
|
|
Горизонтальные поверхности двух планок кондукторных, планки соединительной |
544 |
Рабочая поверхность пальца цилиндрического |
7 |
Рабочая поверхность пальца срезанного |
9 |
206 |
|
|
Горизонтальные поверхности двух планок кондукторных, двух подкладок квадратных |
4433 |
Рабочая поверхность пальца цилиндрического |
7 |
Рабочая поверхность пальца срезанного |
9 |
207 |
|
|
Горизонтальные поверхности двух планок кондукторных, опоры прямоугольной, опоры сферической |
4441 |
Рабочая поверхность пальца цилиндрического |
7 |
Рабочая поверхность пальца срезанного |
9 |
208 |
|
|
Горизонтальная поверхность подкладки квадратной, трех опор сферических |
3111 |
Поверхность трех опор сферических, расположенных по окружности |
111 |
Горизонтальная поверхность планки соединительной |
2 |
301 |
|
|
Горизонтальные поверхности опоры квадратной, опоры прямоугольной, планки кондукторной |
443 |
Рабочая поверхность цилиндрического спецпальца |
7 |
Поверхность опоры сферической |
1 |
302 |
|
|
Горизонтальные поверхности двух опор квадратных, опоры прямоугольной |
433 |
Рабочие поверхности двух полупризм |
8 |
Торцевая поверхность цилиндрического спецпальца (база откидная) |
3 |
401 |
|
|
Горизонтальные поверхности двух полупризм, двух опор сферических |
4411 |
Рабочие поверхности двух полупризм |
8 |
Поверхности опоры сферической (база откидная) |
1 |
402 |
|
|
Горизонтальные поверхности двух планок соединительных, двух опор сферических |
5511 |
Рабочие поверхности двух полупризм |
8 |
Торцевая поверхность винта специального |
1 |
403 |
|
|
Горизонтальные поверхности двух планок соединительных, опора сферическая (регулируемая) |
551 |
Рабочие поверхности призмы |
8 |
Торцевая поверхность винта нажимного |
1 |
404 |
|
|
Горизонтальные поверхности двух планок кондукторных, рабочие поверхности двух полупризм |
3311 |
Боковые поверхности двух пальцев цилиндрических |
000 |
Рабочие поверхности двух полупризм |
11 |
501 |
|
* Код в соответствии с табл. 14.
Примечание. Первая цифра кода схемы базирования определяется способом базирования: 1 - координатный угол, 2 - базирование по отверстию, 3 - базирование по необработанной поверхности с использованием сферических опор, 4 - базирование по необработанной поверхности с использованием призм.
Таблица 5
Классификация и кодирование ОИ по признакам «Схема зажима и поджима»
|
Код схемы зажима, поджима |
Примечание |
|
|
Зажим регулируемый одним прихватом вилкообразным |
11 |
|
|
Зажим тисочный механизированный с губкой подвижной |
12 |
|
|
Зажим откидной одной шайбой быстросменной |
13 |
|
|
Поджим винтовой |
14 |
|
|
Зажим передвижной рычагом I рода: двумя прихватами вильчатыми |
21 |
|
|
Зажим передвижной рычагом I рода: двумя прихватами передвижными |
22 |
|
|
Зажим откидной двумя шайбами быстросменными |
23 |
|
|
Зажим передвижной рычагом I рода: прихватом передвижным, зажим поворотный прихватом вилкообразным |
24 |
|
|
Зажим передвижной рычагом I рода: одним прихватом вильчатым и одним прихватом передвижным |
25 |
|
|
Зажим передвижной рычагам I рода: одним прихватом удлиненным передвижным, одним прихватом передвижным |
26 |
|
|
Зажим передвижной рычагом I рода: двумя прихватами удлиненными |
27 |
|
|
Зажим нерегулируемый двумя гайками |
28 |
|
|
Зажим нерегулируемый двумя прихватами вилкообразными |
29 |
|
|
Зажим передвижной рычагом I рода: двумя прихватами передвижными и зажим нерегулируемый одним прихватом вилкообразным |
31 |
|
|
Зажим передвижной рычагом I рода: двумя прихватами передвижными удлиненными, зажим нерегулируемый одним прихватом вилкообразным |
32 |
|
|
Зажим передвижной рычагом I рода: тремя прихватами передвижными удлиненными |
33 |
|
|
Зажим передвижной рычагом I рода: тремя прихватами передвижными |
34 |
|
|
Зажим передвижной рычагом I рода: четырьмя прихватами передвижными |
41 |
|
|
Два изделия зажимаются зажимом передвижным рычагом II рода: двумя прихватами передвижными и зажимом нерегулируемым, прихватом передвижным |
71 |
|
|
Два изделия зажимаются зажимом нерегулируемым двумя прихватами передвижными |
72 |
|
|
Два изделия зажимаются четырьмя зажимами клиновыми |
73 |
|
|
Четыре изделия зажимаются зажимом нерегулируемым - четырьмя прихватами передвижными |
74 |
|
|
Два изделия зажимаются зажимом нерегулируемым - двумя прихватами вилкообразными |
75 |
|
|
Четыре изделия зажимаются и базируются призмами, связанными с четырьмя зажимами клиновыми |
76 |
|
|
Четыре изделия зажимаются зажимом нерегулируемым - восемью опорами сферическими, связанными с гидроцилиндрами |
77 |
|
|
Два изделия зажимаются зажимом передвижным с рычагом II рода: четырьмя прихватами передвижными |
78 |
Примечание. Индекс 7 присвоен многоместным приспособлениям. Индексы 1, 2, 3 и 4 обозначают количество исполнительных зажимных элементов.
Таблица 6
Классификация и кодирование ОИ по признаку «Схема компоновки»
|
Код |
|
|
Фрагменты установочной базы одной высоты; фрагменты направляющей и опорной баз крепятся к фрагментам установочной базы |
01 11* 21* |
|
Фрагменты установочной базы одной высоты; фрагменты направляющей и опорной баз автономны |
02 12 22 |
|
Фрагменты установочной базы одной высоты; фрагменты направляющей базы крепятся к фрагментам установочной базы; фрагмент опорной базы автономен |
03 13 23 |
|
Фрагменты установочной базы одной высоты; фрагменты направляющей базы автономны, фрагмент опорной базы крепится к фрагментам установочной базы |
04 14 24 |
Примечание. Первая цифра «1» в коде схемы компоновки указывает, что фрагменты установочной базы разной высоты; первая цифра «2» в коде схемы компоновки указывает, что фрагменты направляющей базы расположены ступенчато.
Таблица 7
Классификация и кодирование ОИ по признаку «Схема обработки»
|
Код |
|
|
Сторона не обрабатывается |
0 |
|
Сторона обрабатывается, но допускается размещение базовых и зажимных и поджимных фрагментов |
1 |
|
Сторона обрабатывается, но допускается размещение базовых и поджимных фрагментов |
2 |
|
Сторона обрабатывается, но допускается размещение наладочных элементов |
3 |
Примечание. Если какая-либо из сторон ОИ расположена под углом к одной из осей координатной системы станка, она сама и схема ее обработки приводятся к стандартному формату с учетом влияния на приспособление.
Пример обозначения пяти сторон изделия: 21000.
Таблица 8
Классификация и кодирование ОИ по признаку «Взаимное расположение установочной базы и стола станка»
|
Код |
|
|
Параллельное |
1 |
|
Перпендикулярное |
2 |
|
Расположение под углом |
3 |
Таблица 9
Классификация и кодирование ОИ по признаку «Масса»
|
Код |
|
|
От 0 до 50 |
1 |
|
от 50 до 100 |
2 |
|
от 100 до 200 |
3 |
|
от 200 до 300 |
4 |
|
от 300 до 500 |
5 |
|
более 500 |
6 |
Таблица 10
Классификация и кодирование ОИ по признаку «Размерная точность»
|
Квалитет размерной точности наиболее точных обрабатываемых поверхностей |
Код |
|
выше пятого |
0 |
|
пятый |
1 |
|
шестой |
2 |
|
седьмой |
3 |
|
восьмой |
4 |
|
девятый |
5 |
|
десятый |
6 |
|
одиннадцатый |
7 |
|
двенадцатый |
8 |
|
ниже двенадцатого |
9 |
Примечание. Значность кодов более детализирована в сравнении с классификатором ЕСКД с целью оценки конкретных конструкций приспособлений.
Таблица 11
Классификация и кодирование ОИ по признаку «Точность расположения поверхностей»
|
Степень точности расположения наиболее точных обрабатываемых поверхностей |
Код |
|
выше второй |
0 |
|
вторая |
1 |
|
третья |
2 |
|
четвертая |
3 |
|
пятая |
4 |
|
шестая |
5 |
|
седьмая |
6 |
|
восьмая |
7 |
|
девятая |
8 |
|
ниже девятой |
9 |
Примечание. Значность кодов более детализирована в сравнении с классификатором ЕСКД с целью оценки конкретных конструкций приспособлений.
Таблица 12
Классификация и кодирование ОИ по признаку «Шероховатость обрабатываемой поверхности»
|
Параметры шероховатости наиболее точной обрабатываемой поверхности, мкм |
Код |
|
|
Ra |
Rz |
|
|
до 0,05 |
до 1,6 |
1 |
|
от 0,05 до 0,10 |
от 1,6 до 3,2 |
2 |
|
от 0,10 до 0,20 |
от 3,2 до 6,3 |
3 |
|
от 0,20 до 0,40 |
от 6,3 до 12,5 |
4 |
|
от 0,40 до 0,80 |
от 12,5 до 25,0 |
5 |
|
от 0,80 до 1,60 |
от 25,0 до 50,0 |
6 |
|
от 1,60 до 3,20 |
от 50,0 до 100,0 |
7 |
|
от 3,20 до 6,30 |
от 100,0 до 200,0 |
8 |
|
от 6,30 до 12,5 |
от 200,0 до 400,0 |
9 |
Примечание. Значность кодов более детализирована в сравнении с классификатором ЕСКД с целью оценки конкретных конструкций приспособлений.
Таблица 13
Классификация и кодирование ОИ по признаку «Длина и ширина»
|
Код |
Ширина ОИ, мм |
Код |
|
|
менее 125 |
1 |
менее 125 |
1 |
|
125 - 250 |
2 |
125 - 250 |
2 |
|
250 - 320 |
3 |
250 - 320 |
3 |
|
320 - 400 |
4 |
320 - 400 |
4 |
|
400 - 500 |
5 |
400 - 500 |
5 |
|
500 - 630 |
6 |
500 - 630 |
6 |
|
630 - 800 |
7 |
630 - 800 |
7 |
Примечание. Значность кодов более детализирована в сравнении с классификатором ЕСКД с учетом диапазонов размеров ОИ.
Указанные таблицы применяемости, входящие в массив III уровня ИБ, составлены на основании анализа конструкций типовых компоновок приспособлений, разработанных МГКТИтехоснастки.
2.1.5.1. При составлении табл. 14 формализованы обозначения формы контактирующих с ОИ базирующих поверхностей. Они подразделяются на следующие разновидности с учетом служебного назначения, выполняемого при базировании:
сфера - СФ; конус - КН; цилиндр - ЦЛ; V-образная поверхность - ВП; линия контакта - ЛН; пятно контакта - ПН; плоскость базовая малая - ПМ; плоскость базовая большая - ПБ; цилиндр срезанный - ЦС; полоса - ПС.
Приняты правила, определяющие разновидность формы базирующей поверхности детали или сборочной единицы УСПО в зависимости от формы базовой поверхности ОИ.
Правило 1-1. Если плоская базирующая поверхность ДСЕ УСПО составляет не более 10 % от соответствующей обработанной базовой поверхности ОИ, то ее относят к разновидностям ПН, ПС и ПМ:
ПН - в случае, когда контактирующая с ОИ поверхность имеет равную длину и ширину (диаметр) размером до 60 мм;
ПС - длина больше ширины и имеет размер до 60 мм;
ПМ - длина больше ширины и имеет размер более 60 мм.
Правило 1-2. Если плоская базирующая поверхность ДСЕ УСПО составляет более 10 % от соответствующей обработанной базовой поверхности ОИ, то ее относят к разновидности ПБ.
Правило 1-3. Если плоская базовая поверхность ОИ не обработана, то контакт с ней осуществляется в точках при использовании ДСЕ УСПО со сферической базирующей поверхностью (СФ) или по линии (ЛН) при использовании ДСЕ УСПО с плоской базирующей поверхностью.
Правило 1-4. Если базовая поверхность ОИ - наружная криволинейная, то применяются ДСЕ УСПО с V-образной базирующей поверхностью (ВП).
Правило 1-5. Если базовая поверхность ОИ - внутренняя цилиндрическая, то применяются ДСЕ УСПО с базирующими поверхностями ЦЛ, ЦС или КН.
Значность кодов для контактирующих с ОИ базирующих поверхностей ДСЕ УСПО устанавливается по табл. 14.
На подготовленном технологом исходном для поиска приспособления документе-эскизе обработки ОИ - указываются расположение и разновидности (в виде цифровых кодов) базирующих поверхностей.
Формализованное описание в виде цифровых кодов разновидностей и сочетаний базирующих поверхностей, применяемых при каждой схеме базирования, позволяет идентифицировать ОИ. Для идентификации ОИ в части базирования используется также табл. 4, с помощью которой указывается схема расположения базирующих поверхностей.
2.1.5.2. Связи классификационных признаков ОИ и структур определены табл. 1 (взаимосвязь массивов I и III уровней ИБ).
2.1.6. Структуры, обозначенные в комплексном коде приспособления, исключая структуру К, подразделяются на более простые типовые элементы-фрагменты, которые имеют определенное служебное назначение и характеризуются определенными координатами на опорной части приспособления; фрагменты являются укрупненными в сравнении с ДСЕ УСПО функциональными элементами многоразового использования. В частном случае фрагмент может реализоваться какой-либо сборочной единицей УСПО.
Приспособления из ДСЕ УСПО в основном собирают на базовых плитах, поэтому в рассматриваемой поисковой системе структура К представляется одним фрагментом, определяющим корпусную часть приспособления.
2.1.6.1. Перечень фрагментов, образующих массив IV уровня ИБ, устанавливается каталогом унифицированных конструкций, распределенных по структурам А, Б, В, Г, Д и К с учетом классификационных признаков, определяющих их конструкцию и служебное назначение.
2.1.6.2. Информация о фрагментах структур А, Б и В представляется в виде комплексных кодов, имеющих следующий состав классификационных признаков:

Значность кодов признаков 1-4 устанавливается на основании кодировочных таблиц соответственно 14, 15, 16 и 17.
Конструктивное исполнение выбирается на основании установленных с помощью экспертных оценок правил применения фрагмента.
Размерная характеристика определяется на основании правил выбора фрагмента (табл. 1 приложения 1).
Таблица 14
Классификация и кодирование ДСЕ УСПО по признаку «Разновидность формы базирующей поверхности»
|
Код |
|
|
Сфера |
1 |
|
Полоса |
2 |
|
Пятно контакта |
3 |
|
Плоскость базовая малая |
4 |
|
Плоскость базовая большая |
5 |
|
Конус |
6 |
|
Цилиндр |
7 |
|
V-образная поверхность |
8 |
|
Цилиндр срезанный |
9 |
|
Линия контакта |
0 |
Таблица 15
Классификация и кодирование фрагментов структуры А, Б, В по признаку «Направление воздействия на ОИ»
|
Код |
|
|
Перпендикулярно базирующей поверхности плиты |
1 |
|
Под углом к базирующей поверхности плиты |
2 |
|
Параллельно базирующей поверхности плиты |
3 |
|
Перпендикулярно и параллельно базирующей поверхности плиты |
4 |
Таблица 16
Классификация и кодирование фрагментов структуры А, Б, В по признаку «Возможность регулировки и ее направление»
|
Код |
|
|
Отсутствует |
0 |
|
Поступательная, направленная параллельно базирующей поверхности плиты |
1 |
|
Поступательная, направленная перпендикулярно базирующей поверхности плиты |
2 |
|
Поступательная, направленная под углом к базирующей поверхности плиты |
3 |
|
Вращательно-поступательная, направленная перпендикулярно базирующей поверхности плиты |
4 |
|
Вращательно-поступательная, направленная параллельно базирующей поверхности плиты |
5 |
|
Вращательно-поступательная, направленная под углом к базирующей поверхности плиты |
6 |
|
Вращательная в плоскости, перпендикулярной базирующей поверхности плиты |
7 |
|
Вращательная в плоскости, параллельной базирующей поверхности плиты |
8 |
|
Вращательная в плоскости, расположенной под углом к базирующей поверхности плиты |
9 |
Таблица 17
Классификация и кодирование фрагментов по признаку «Способ закрепления»
|
Код |
|
|
К базирующим элементам структуры К |
0 |
|
К базирующим элементам структуры А |
1 |
|
К базирующим элементам структуры Б |
2 |
|
К базовым элементам структуры В |
3 |
|
К элементам структуры Г |
4 |
2.1.6.3. Информация о фрагментах структур Г и Д представляется в виде комплексных кодов, имеющих следующий состав классификационных признаков:

Значность кодов признаков 1 - 4 устанавливается на основании кодировочных таблиц соответственно 18, 19, 20 и 21.
Таблица 18
Классификация и кодирование фрагментов по признаку «Служебное назначение»
|
Код |
|
|
Зажим ручной |
0 |
|
Зажим механизированный |
1 |
|
Поджим к направляющим базам ручной |
2 |
|
Поджим к опорной базе ручной |
3 |
Таблица 19
Классификация и кодирование фрагментов структур Г, Д по признаку «Направление воздействия»
|
Код |
|
|
Зажим перпендикулярный к установочной базе |
0 |
|
Зажим перпендикулярный к направляющей базе |
1 |
|
Зажим под углом к установочной базе |
2 |
|
Поджим к направляющей базе |
3 |
|
Поджим к направляющей базе с креплением к установочной базе |
4 |
|
Поджим к опорной базе |
5 |
|
Поджим к опорной базе с креплением к установочной базе |
6 |
Таблица 20
Классификация и кодирование фрагментов структур Г, Д по признаку «Способ зажима»
|
Код |
|
|
Нерегулируемый |
0 |
|
Передвижной с рычагом II рода |
1 |
|
Клиновой |
2 |
|
Тисочный |
3 |
|
Винтовой |
4 |
|
Поворотный |
5 |
|
Откидной |
6 |
|
Шарнирный |
7 |
|
Самоцентрирующий |
8 |
|
Передвижной с рычагом I рода |
9 |
Таблица 21
Классификация и кодирование фрагментов структур Г, Д по признаку «Вид контакта с ОИ»
|
Код |
|
|
Одна точка |
0 |
|
Две точки |
1 |
|
Пара точек |
2 |
|
Разновысокая пара точек |
3 |
|
Пятно |
4 |
|
Плоскость |
5 |
|
Линия |
6 |
|
Две линии |
7 |
Конструктивное исполнение выбирается на основании установленных с помощью экспертных оценок правил применения фрагмента.
Размерная характеристика определяется на основании правил выбора фрагмента.
2.1.6.4. Информация о фрагментах структуры К представляется в виде комплексных кодов, имеющих следующий состав классификационных признаков:

Значность кодов 1 - 5 признаков устанавливается на основании кодировочных таблиц соответственно 22, 23, 24 и 25.
Таблица 22
Классификация и кодирование фрагментов структуры К по признаку «Геометрическая форма плиты»
|
Код |
|
|
Плита квадратная |
1 |
|
Плита круглая |
2 |
|
Плита прямоугольная |
3 |
|
Прямоугольная поверхность угольника базового |
4 |
|
Плита квадратная с выносными элементами |
5 |
|
Плита прямоугольная с выносными элементами |
6 |
|
Плита прямоугольная гидрофицированная |
7 |
|
Плита квадратная гидрофицированная |
8 |
Таблица 23
Классификация и кодирование фрагментов структуры К по признаку «Взаимное расположение базирующей и базовой плиты»
|
Код |
|
|
Параллельное (базирующая и базовая плиты совпадают) |
1 |
|
Перпендикулярное |
2 |
|
Угловое |
3 |
Таблица 24
Классификация и кодирование фрагментов структуры К по признаку «Возможность регулирования»
Таблица 25
Классификация и кодирование фрагментов структуры К по признаку «Тип промежуточных элементов»
|
Код |
|
|
Отсутствуют |
0 |
|
Угольник |
1 |
|
Два угольника |
2 |
|
Кронштейн поворотный |
3 |
|
Два кронштейна поворотных |
4 |
|
Две опоры угловые |
5 |
|
Три опоры угловые |
6 |
Фрагменты структуры К ввиду многофункционального назначения имеют сложную конструкцию, что отражается в описании ее с помощью комплексного кода.
Под базовой плитой понимается плита, устанавливаемая на паллету или стол станка; под базирующей плитой - плита, на которой устанавливается ОИ или фрагменты структуры А.
Возможности установки фрагментов других структур на опорные элементы приспособления (разрешающая способность) описываются координатной сеткой, где латинскими буквами обозначены горизонтальные ряды крепежных отверстий, а цифрами - ряды вертикальных отверстий.
Размерная характеристика фрагмента структуры К учитывает разрешающую способность корпусной части приспособления:
первый знак комплексного кода, описывающего размерную характеристику, обозначается буквой латинского алфавита, соответствующей последнему горизонтальному ряду крепежных отверстий базовой плиты;
второй, третий знак - цифры, обозначающие количество вертикальных крепежных отверстий базовой плиты;
четвертый, пятый знак - цифры или знаки, обозначающие взаимное расположение базирующей и базовой плит или разрешающую способность выносных и промежуточных элементов;
шестой знак - буква латинского алфавита, соответствующая последнему горизонтальному ряду крепежных отверстий базирующей плиты;
седьмой, восьмой знак - цифры, обозначающие количество вертикальных крепежных отверстий базирующей плиты.
2.1.6.5. Разновидности фрагментов базирующих, зажимных и корпусных элементов приспособления, а также способы их формализованного описания приведены в табл. 1, 2, 3 приложения 1.
Связи признаков фрагментов и классификационных признаков ОИ (взаимосвязь массивов I и IV уровней ИБ) представлены таблицами соответствия (табл. 26, 27, 28).
В приложении 1 указаны примеры представленных в табл. 26, 27, 28 правил, определяющих связи признаков ОИ и признаков фрагментов.
В процессе пользования АИПС устанавливается достаточность и достоверность связей, указанных в табл. 26, 27, 28, и правил, определяющих характер их действия.
2.1.7. ДСЕ УСПО, образующие массив V уровня ИБ, описываются с помощью комплексного кода, имеющего следующий состав:

В межотраслевом каталоге «Детали и сборочные единицы универсально-сборной переналаживаемой оснастки (УСПО) к металлорежущим станкам» К.31.122.40-84 (М.: Изд-во стандартов, 1985) приведена централизованно поставляемая в составе профилированных комплексов УСПО номенклатура стандартизованных ДСЕ УСПО с указанием комплексных кодов, описывающих каждый типоразмер. Значность кодов признаков ДСЕ УСПО устанавливается по кодировочным таблицам, приведенным в каталоге.
Таблица 26
Таблица соответствия признаков базовых структур и классификационных признаков ОИ
|
Наименование классификационных признаков и размерная характеристика зажимных элементов приспособления |
Классификационные признаки ОИ |
||||||||||||
|
Наименование классификационных признаков ОИ |
Геометрическая форма |
Разновидность конструкции |
Схема базирования и реализации |
Схема зажима |
Схема поджима |
Схема компоновки |
Схема обработки |
Взаимное расположение установочной базы и стола станка |
Требования к механизации |
Планируемые нагрузки |
Масса, кг |
||
|
Номер признака |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
||
|
Код признака |
|||||||||||||
|
1 |
Разновидность базирующей поверхности |
Структура А |
П4-1-1 |
||||||||||
|
2 |
Направление воздействия |
П4-1-2 |
|||||||||||
|
3 |
Возможность регулирования |
П4-1-10 |
|||||||||||
|
4 |
Способ закрепления |
||||||||||||
|
5 |
Конструктивное исполнение |
||||||||||||
|
Р |
Размерная характеристика |
П4-1-4 |
П4-1-4 |
П4-1-7 |
|||||||||
|
1 |
Разновидность базирующей поверхности |
Структура Б |
П4-1-1 |
||||||||||
|
2 |
Направление воздействия |
П4-1-2 |
|||||||||||
|
3 |
Возможность регулирования |
||||||||||||
|
4 |
Способ закрепления |
||||||||||||
|
5 |
Конструктивное исполнение |
||||||||||||
|
Р |
Размерная характеристика |
П4-1-2 |
|||||||||||
|
1 |
Разновидность базирующей поверхности |
Структура В |
П4-1-1 |
||||||||||
|
2 |
Направление воздействия |
П4-1-2 |
|||||||||||
|
3 |
Возможность регулирования |
||||||||||||
|
4 |
Способ закрепления |
||||||||||||
|
5 |
Конструктивное исполнение |
||||||||||||
|
Р |
Размерная характеристика |
П4-1-2 |
|||||||||||
|
Классификационные признаки ОИ |
Дополнительные правила |
||||||||||||
|
Размерные характеристики ОИ |
Расстояние между установочной базой ОИ и базирующей поверхностью плиты |
Размерная точность |
Точность расположения поверхностей |
Шероховатость |
|||||||||
|
Длина, мм |
Ширина, мм |
Высота (максимальная и минимальная координата обрабатываемой поверхности), мм |
Расположение мест контакта установочных баз (т. 1, т. 2, т. 3) |
Расположение мест контакта с направляющими базами (т. 4, т. 5) |
Расположение мест контакта с опорной базой (т. 6) |
Расположение вспомогательных опор |
Расположение мест контакта устройств зажима |
Расположение мест контакта устройств прижима |
|||||
|
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
|
П4-2-2 П4-2-4 |
|||||||||||||
|
П4-1-2 |
П4-1-2 |
||||||||||||
|
П4-1-3 |
П4-1-3 |
||||||||||||
|
П4-1-9 |
П4-1-9 |
||||||||||||
|
П4-2-1 П4-3-1 П4-3-6 |
|||||||||||||
|
П4-1-11 |
П4-1-11 |
П4-1-5 П4-1-6 |
П4-1-5 П4-1-6 |
П4-1-4 П4-1-8 |
П4-2-3 |
||||||||
|
П4-2-2 |
|||||||||||||
|
П4-1-2 |
|||||||||||||
|
П4-1-12 |
|||||||||||||
|
П4-2-1 П4-2-5 |
|||||||||||||
|
П4-1-13 П4-1-14 |
П4-1-13 |
||||||||||||
|
П4-2-2 |
|||||||||||||
|
П4-1-2 |
|||||||||||||
|
П4-1-12 |
|||||||||||||
|
П4-2-1 П4-2-5 ÷ П4-3-5 |
|||||||||||||
|
П4-1-13 П4-1-14 |
П4-1-13 |
||||||||||||
Таблица 27
Таблица соответствия признаков фрагментов зажимных структур и классификационных признаков ОИ
|
Наименование классификационных признаков и размерная характеристика зажимных элементов приспособления |
Классификационные признаки ОИ |
||||||||||||
|
Наименование классификационных признаков ОИ |
Геометрическая форма |
Разновидность конструкции |
Схема базирования и реализации |
Схема зажима |
Схема поджима |
Схема компоновки |
Схема обработки |
Взаимное расположение установочной базы и стола станка |
Требования к механизации |
Планируемые нагрузки |
Масса, кг |
||
|
Номер признака |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
||
|
Код признака |
|||||||||||||
|
1 |
Служебное назначение |
Структура Г |
П5-1-1 |
П5-1-1 |
|||||||||
|
2 |
Направление воздействия ОИ |
П5-1-2 |
|||||||||||
|
3 |
Способ зажима |
П5-1-3 |
П5-1-3 |
||||||||||
|
4 |
Вид контакта |
П5-1-4 |
|||||||||||
|
5 |
Конструктивное исполнение |
||||||||||||
|
Р |
Размерная характеристика |
||||||||||||
|
1 |
Служебное назначение |
Структура Д |
П5-1-5 |
П5-1-5 |
|||||||||
|
2 |
Направление воздействия ОИ |
П5-1-5 |
|||||||||||
|
3 |
Способ зажима |
П5-1-5 |
|||||||||||
|
4 |
Вид контакта |
П5-1-5 |
|||||||||||
|
5 |
Конструктивное исполнение |
||||||||||||
|
Р |
Размерная характеристика |
||||||||||||
|
Классификационные признаки ОИ |
Дополнительные правила |
||||||||||||
|
Размерные характеристики ОИ |
Расстояние между установочной базой ОИ и базирующей поверхностью плиты |
Размерная точность |
Точность расположения поверхностей |
Шероховатость |
|||||||||
|
Длина, мм |
Ширина, мм |
Высота (максимальная и минимальная координата обрабатываемой поверхности), мм |
Расположение мест контакта установочных баз (т. 1, т. 2, т. 3) |
Расположение мест контакта с направляющими базами (т. 4, т. 5) |
Расположение мест контакта с опорной базой (т. 6) |
Расположение вспомогательных опор |
Расположение мест контакта устройств зажима |
Расположение мест контакта устройств прижима |
|||||
|
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
|
П5-3-1 П5-3-4 |
|||||||||||||
|
П5-1-2 |
П5-3-1 |
||||||||||||
|
П5-1-3 |
П5-2-1 П5-3-2 |
||||||||||||
|
П5-2-5 |
|||||||||||||
|
П5-2-2 ÷ П5-2-5; П5-3-3 ÷ П5-3-5 |
|||||||||||||
|
П5-1-6 |
П5-1-6 |
||||||||||||
|
П5-3-1 |
|||||||||||||
|
П5-1-5 |
П5-3-1 |
||||||||||||
|
П5-1-5 |
П5-2-1 |
||||||||||||
|
П5-2-5 |
|||||||||||||
|
П5-2-2 П5-2-4 П5-2-5 |
|||||||||||||
|
П5-1-6 П5-1-7 |
П5-1-6 |
П5-2-6 |
|||||||||||
Таблица 28
Таблица соответствия фрагментов структуры К и классификационных признаков ОИ
|
Классификационные признаки ОИ |
Дополнительные правила |
||||||||||||
|
Размерные характеристики ОИ |
Расстояние между установочной базой ОИ и базирующей поверхностью плиты |
Размерная точность |
Точность расположения поверхностей |
Шероховатость |
|||||||||
|
Длина, мм |
Ширина, мм |
Высота (максимальная и минимальная координата обрабатываемой поверхности), мм |
Расположение мест контакта установочных баз (т. 1, т. 2, т. 3) |
Расположение мест контакта с направляющими базами (т. 4, т. 5) |
Расположение мест контакта с опорной базой (т. 6) |
Расположение вспомогательных опор |
Расположение мест контакта устройств зажима |
Расположение мест контакта устройств прижима |
|||||
|
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
|
|
|
||||||||||||
|
|
|
||||||||||||
|
|
|
||||||||||||
|
|
|
||||||||||||
|
|
|
||||||||||||
|
|
|
||||||||||||
|
|
|
||||||||||||
|
|
|
||||||||||||
|
|
|
||||||||||||
2.1.8. Функциональные возможности ДСЕ УСПО определяются составом, формой, положением и ориентацией конструктивных элементов, их составляющих. Укрупненный анализ показал, что все ДСЕ УСПО состоят из 18 элементов деталей (ЭД), образующих базовый комплект ЭД, а каждая их разновидность характеризуется своим комплектом ЭД, являющимся подмножеством множества базового комплекта.
Для оптимального использования многофункциональных свойств ДСЕ УСПО при поиске и синтезе приспособлений необходимо формализовать информацию об их функциональных возможностях. В системе такая формализация осуществлена с помощью трехмерной матрицы, описывающей ДСЕ УСПО с точки зрения состава, формы и ориентации составляющих их ЭД и матрицы отношений, связывающей служебные функции с конкретным набором ЭД. Пример трехмерной матрицы для 23-х разновидностей ДСЕ УСПО приведен в табл. 29. Ориентация ЭД указывается с помощью векторов ориентации, которые занимают одно из 12 положений в системе координат детали i, j, k (рис. 1). Значность кодов, определяющих ориентацию ЭД, соответствует табл. 30.
Векторы ориентации располагаются перпендикулярно плоским поверхностям и коллинеарно осям поверхностей вращения. Направление векторов определяется по правилу правой руки.
Пример матрицы отношений для служебных функций базирования ОИ и соединения деталей в звенья (УФФ) приведен в табл. 31.
Информация об ЭД образует массив VI уровня ИБ.

Рис. 1
2.2. Построение информационного массива при использовании ПТК АРМ машиностроения средней и малой производительности.
2.2.1. Информационный массив параметров приспособлений и ОИ представляет собой файл с прямым доступом, состоящий из записей и хранящийся на машинном носителе информации (например, на магнитном диске).
2.2.2. Запись файла признаков приспособлений состоит из следующих полей:
номер приспособления,
имя файла геометрической базы данных приспособлений (ГБД),
имя файла ГБД ОИ,
имя файла таблицы агрегатирования,
код базовой плиты,
количество ОИ в приспособлении,
код ОИ,
код схемы базирования,
код схемы зажима,
код схемы поджима.
2.2.3. Формирование информационного массива осуществляется пользователем в диалоговом режиме путем ввода с клавиатуры алфавитно-цифрового дисплея (АЦД) параметров данного приспособления в ответ на формируемое на экране АЦД меню.
За один проход диалога формируется одна запись в информационном массиве.
Перечень меню и подсказок, применяемых при поиске в процессе агрегатирования приспособлений из ДСЕ УСПО, приведен в справочном приложении 2.
Таблица 29
Информационный массив деталей и сборочных единиц УСПО (применяемых при базировании ОИ)
|
Состав деталей и сборочных единиц УСПО по каталогу 31.122.40-84 |
Элементы-носители служебных функций деталей и сборочных единиц УСПО |
||||||||||||||||||||||||||
|
Наименование |
Код |
Обозначение |
Основные параметры |
Размерная характеристика |
Базовая плоскость |
Цилиндрическое сквозное отверстие базовое |
Цилиндрическое сквозное отверстие |
Цековка |
Удлиненное сквозное отверстие (паз) |
Цилиндрическое глухое отверстие базовое |
Резьбовое отверстие |
Сфера базовая |
Разрезное цилиндрическое сквозное отверстие |
Паз шпоночный открытый |
П-образная поверхность базовая |
V-образная поверхность базовая |
Плоскость |
Цилиндр гладкий, базовый |
Цилиндр гладкий |
Конус усеченный базовый |
Цилиндр резьбовой |
Цилиндр базовый срезанный |
Регулируемость сборочной единицы |
Наличие эксцентриситета |
|||
|
Опоры квадратные |
L |
В |
Н |
||||||||||||||||||||||||
|
3.100.01 |
7033-4732 |
45 |
45 |
45 |
1 2 |
3 |
3 4 |
1 2 3 4 5 6 |
1 2 5 6 |
||||||||||||||||||
|
3.100.02 |
7033-4733 |
60 |
|||||||||||||||||||||||||
|
3.100.03 |
7033-4734 |
90 |
|||||||||||||||||||||||||
|
3.100.04 |
7033-4735 |
120 |
|||||||||||||||||||||||||
|
3.100.05 |
7033-4736 |
150 |
|||||||||||||||||||||||||
|
4.100.01 |
7033-4633 |
60 |
60 |
80 |
|||||||||||||||||||||||
|
4.100.02 |
7033-4634 |
120 |
|||||||||||||||||||||||||
|
4.100.03 |
7033-4635 |
160 |
|||||||||||||||||||||||||
|
4.100.04 |
7033-4636 |
200 |
|||||||||||||||||||||||||
|
4.100.05 |
7033-4637 |
240 |
|||||||||||||||||||||||||
|
3.100.06 |
7033-4738 |
75 |
76 |
45 |
|||||||||||||||||||||||
|
3.100.07 |
7033-4739 |
60 |
|||||||||||||||||||||||||
|
3.100.08 |
7033-4740 |
90 |
|||||||||||||||||||||||||
|
3.100.09 |
7033-4741 |
120 |
|||||||||||||||||||||||||
|
3.100.10 |
7033-4742 |
150 |
|||||||||||||||||||||||||
|
Опоры прямоугольные симметричные |
3.101.01 |
7033-4750 |
75 |
45 |
45 |
||||||||||||||||||||||
|
3.101.02 |
7033-4751 |
60 |
|||||||||||||||||||||||||
|
3.101.03 |
7033-4752 |
90 |
|||||||||||||||||||||||||
|
3.101.04 |
7033-4753 |
120 |
|||||||||||||||||||||||||
|
3.101.05 |
7033-4754 |
150 |
|||||||||||||||||||||||||
|
4.101.01 |
7033-4643 |
100 |
60 |
80 |
|||||||||||||||||||||||
|
Подкладки квадратные |
3.105.01 |
7033-4722 |
45 |
45 |
15 |
1 2 5 6 |
3 |
3 |
3 4 |
1 2 |
|||||||||||||||||
|
3.105.02 |
7033-4722-01 |
16 |
|||||||||||||||||||||||||
|
3.105.03 |
7033-4722-02 |
20 |
|||||||||||||||||||||||||
|
3.105.04 |
7033-4722-03 |
22 |
|||||||||||||||||||||||||
|
4.105.01 |
7033-4618 |
60 |
60 |
18 |
|||||||||||||||||||||||
|
4.105.02 |
7033-4618-01 |
20 |
|||||||||||||||||||||||||
|
4.105.03 |
7033-4618-02 |
24 |
|||||||||||||||||||||||||
|
4.105.04 |
7033-4618-03 |
25 |
|||||||||||||||||||||||||
|
3.105.05 |
7033-4723 |
45 |
45 |
24 |
|||||||||||||||||||||||
|
3.105.06 |
7033-4723-01 |
25 |
|||||||||||||||||||||||||
|
3.105.07 |
7033-4723-02 |
28 |
|||||||||||||||||||||||||
|
3.105.08 |
7033-4723-03 |
30 |
|||||||||||||||||||||||||
|
4.105.05 |
7033-4619 |
60 |
60 |
30 |
|||||||||||||||||||||||
|
4.105.06 |
7033-4619-01 |
32 |
|||||||||||||||||||||||||
|
4.105.07 |
7033-4619-02 |
35 |
|||||||||||||||||||||||||
|
3.105.09 |
7033-4724 |
75 |
75 |
15 |
|||||||||||||||||||||||
|
3.105.10 |
7033-4724-01 |
16 |
|||||||||||||||||||||||||
|
3.105.11 |
7033-4724-02 |
20 |
|||||||||||||||||||||||||
|
3.105.12 |
7033-4724-03 |
22 |
|||||||||||||||||||||||||
|
3.105.13 |
7033-4725 |
24 |
|||||||||||||||||||||||||
|
3.105.14 |
7033-4725-01 |
25 |
|||||||||||||||||||||||||
|
3.105.15 |
7033-4725-02 |
28 |
|||||||||||||||||||||||||
|
3.105.16 |
7033-4725-03 |
30 |
|||||||||||||||||||||||||
|
4.105.08 |
7033-4620 |
60 |
60 |
40 |
1 2 |
3 |
3 |
3 4 |
1 |
||||||||||||||||||
|
3.106.01 |
7033-4726 |
67,5 |
45 |
15 |
3 4 |
1 2 |
2 |
||||||||||||||||||||
|
3.106.02 |
7033-4726-01 |
16 |
|||||||||||||||||||||||||
|
3.106.03 |
7033-4726-02 |
20 |
|||||||||||||||||||||||||
|
3.106.04 |
7033-4726-03 |
22 |
|||||||||||||||||||||||||
|
4.106.01 |
7033-4621 |
90 |
60 |
18 |
|||||||||||||||||||||||
|
4.106.02 |
7033-4621-01 |
20 |
|||||||||||||||||||||||||
|
4.106.03 |
7033-4621-02 |
24 |
|||||||||||||||||||||||||
|
4.106.04 |
7033-4621-03 |
25 |
|||||||||||||||||||||||||
|
Угольники с установочным отверстием |
4.121.01 |
7080-4111 |
60 |
60 |
60 |
1 2 |
3 |
3 |
1 |
1 4 5 6 3 |
1 3 5 6 |
||||||||||||||||
|
4.121.02 |
7080-4113 |
||||||||||||||||||||||||||
|
4.121.03 |
7080-4112 |
140 |
100 |
||||||||||||||||||||||||
|
4.121.04 |
7080-4117 |
300 |
|||||||||||||||||||||||||
|
4.121.05 |
7080-4118 |
180 |
|||||||||||||||||||||||||
|
4.121.06 |
7080-4119 |
220 |
|||||||||||||||||||||||||
|
L |
В |
d |
Н |
||||||||||||||||||||||||
|
Планки кондукторные |
3.122.01 |
7050-4149 |
150 |
40 |
25 |
20 |
|||||||||||||||||||||
|
3.122.02 |
7050-4176 |
77,5 |
45 |
12 |
20 |
3 5 |
3 |
3 |
3 |
3 4 |
3 5 |
4 |
|||||||||||||||
|
3.122.03 |
7050-4176-01 |
80,5 |
18 |
||||||||||||||||||||||||
|
3.122.04 |
7050-4177 |
90 |
35 |
12 |
|||||||||||||||||||||||
|
3.122.05 |
7050-4177-01 |
120 |
|||||||||||||||||||||||||
|
3.122.06 |
7050-4177-02 |
160 |
|||||||||||||||||||||||||
|
3.122.07 |
7050-4178 |
133 |
45 |
18 |
25 |
||||||||||||||||||||||
|
3.122.08 |
7050-4178-01 |
163 |
|||||||||||||||||||||||||
|
3.122.09 |
7050-4179 |
103 |
35 |
18 |
20 |
||||||||||||||||||||||
|
3.122.10 |
7050-4179-01 |
118 |
|||||||||||||||||||||||||
|
3.122.11 |
7050-4179-02 |
133 |
|||||||||||||||||||||||||
|
3.122.12 |
7050-4179-03 |
163 |
|||||||||||||||||||||||||
|
3.122.13 |
7050-4179-04 |
193 |
|||||||||||||||||||||||||
|
4.122.01 |
7050-4169 |
115 |
45 |
||||||||||||||||||||||||
|
4.122.02 |
7050-4169-01 |
145 |
|||||||||||||||||||||||||
|
4.122.03 |
7050-4169-02 |
185 |
|||||||||||||||||||||||||
|
4.122.04 |
7050-4169-03 |
225 |
|||||||||||||||||||||||||
|
3.122.14 |
7050-4180 |
137,5 |
25 |
25 |
|||||||||||||||||||||||
|
3.122.15 |
7050-4180-01 |
172,5 |
|||||||||||||||||||||||||
|
3.122.16 |
7050-4180-02 |
232,5 |
|||||||||||||||||||||||||
|
4.122.05 |
7050-4164 |
122,5 |
30 |
||||||||||||||||||||||||
|
4.122.06 |
7050-4164-01 |
152,5 |
|||||||||||||||||||||||||
|
4.122.07 |
7050-4164-02 |
192,5 |
|||||||||||||||||||||||||
|
4.122.08 |
7050-4164-03 |
232,5 |
|||||||||||||||||||||||||
|
4.122.09 |
7050-4165 |
140 |
60 |
36 |
|||||||||||||||||||||||
|
4.122.10 |
7050-4165-01 |
200 |
|||||||||||||||||||||||||
|
4.122.11 |
7050-4165-02 |
240 |
|||||||||||||||||||||||||
|
Планки |
b |
50 |
|||||||||||||||||||||||||
|
4.130.01 |
И.4252.000 |
110,0 |
60 |
45 |
1 2 |
3 |
3 |
3 |
3 |
||||||||||||||||||
|
4.130.02 |
И.4253.000 |
80 |
60 |
||||||||||||||||||||||||
|
3.130.03 |
И.4433.000 |
75,0 |
45 |
35 |
65 |
5 6 |
|||||||||||||||||||||
|
3.130.04 |
И.4433.000-01 |
60 |
45 |
||||||||||||||||||||||||
|
Опоры направляющие |
L |
В |
b |
Н |
|||||||||||||||||||||||
|
3.131.01 |
7035-4103 |
67,5 |
45 |
35 |
30 |
1 2 3 4 |
3 |
3 |
1 5 6 |
3 |
|||||||||||||||||
|
3.131.02 |
7035-4104 |
60 |
45 |
||||||||||||||||||||||||
|
4.131.01 |
7033-4649 |
60 |
60 |
45 |
35 |
5 6 |
|||||||||||||||||||||
|
4.131.02 |
7033-4650 |
90 |
60 |
60 |
|||||||||||||||||||||||
|
4.131.03 |
7033-4651 |
100 |
180 |
||||||||||||||||||||||||
|
Планки соединительные |
L |
В |
Н |
||||||||||||||||||||||||
|
3.140.01 |
7030-4162 |
195 |
45 |
45 |
1 2 5 6 |
3 |
3 4 |
3 4 1 2 5 6 |
1 2 5 6 |
1 2 |
|||||||||||||||||
|
3 140.02 |
7030-4163 |
210 |
75 |
||||||||||||||||||||||||
|
3.140.03 |
7030-4164 |
435 |
30 |
||||||||||||||||||||||||
|
3.140.04 |
7030-4165 |
615 |
|||||||||||||||||||||||||
|
3.140.05 |
7030-4166 |
255 |
|||||||||||||||||||||||||
|
3.140.06 |
7030-4167 |
375 |
|||||||||||||||||||||||||
|
3.140.07 |
7030-4168 |
495 |
|||||||||||||||||||||||||
|
3.140.08 |
7030-4169 |
615 |
|||||||||||||||||||||||||
|
3.140.09 |
7030-4173 |
195 |
|||||||||||||||||||||||||
|
3.140.10 |
7030-4174 |
255 |
|||||||||||||||||||||||||
|
3.140.11 |
7030-4175 |
375 |
30 |
1 2 3 4 5 6 |
|||||||||||||||||||||||
|
3.140.12 |
7030-4176 |
495 |
|||||||||||||||||||||||||
|
3.140.13 |
7030-4177 |
615 |
|||||||||||||||||||||||||
|
4.140.01 |
7050-4156 |
140 |
60 |
45 |
|||||||||||||||||||||||
|
4.140.02 |
7050-4156-01 |
180 |
|||||||||||||||||||||||||
|
4.140.03 |
7050-4156-02 |
220 |
|||||||||||||||||||||||||
|
4.140.04 |
7050-4156-03 |
300 |
|||||||||||||||||||||||||
|
4.140.05 |
7050-4156-04 |
380 |
|||||||||||||||||||||||||
|
4.140.06 |
7050-4157 |
500 |
|||||||||||||||||||||||||
|
4.140.07 |
7050-4157-01 |
700 |
|||||||||||||||||||||||||
|
4.140.08 |
7050-4157-02 |
900 |
|||||||||||||||||||||||||
|
Плиты квадратные |
L |
В |
t |
n |
Н |
||||||||||||||||||||||
|
3.000.01 |
7081-4221 |
250 |
250 |
30 |
7 |
30 |
1 2 5 6 |
3 4 |
1 2 3 4 5 6 |
||||||||||||||||||
|
3.000.02 |
7081-4220 |
320 |
320 |
9 |
|||||||||||||||||||||||
|
3.000.03 |
7081-4219 |
400 |
400 |
11 |
|||||||||||||||||||||||
|
4.000.01 |
7081-4202 |
500 |
500 |
40 |
45 |
||||||||||||||||||||||
|
Плиты прямоугольные |
3.001.01 |
7081-4224 |
400 |
250 |
11 15 |
30 |
|||||||||||||||||||||
|
3.001.02 |
7081-4223 |
500 |
320 |
||||||||||||||||||||||||
|
3.001.03 |
7081-4222 |
630 |
400 |
19 |
|||||||||||||||||||||||
|
4.001.01 |
7081-4218 |
800 |
630 |
45 |
|||||||||||||||||||||||
|
4.001.02 |
7081-4216 |
500 |
400 |
40 |
11 |
60 |
3 |
3 |
3 4 |
1 2 3 4 5 6 |
|||||||||||||||||
|
4.001.03 |
7081-4211 |
630 |
15 |
||||||||||||||||||||||||
|
4.001.04 |
7081-4212 |
800 |
500 630 |
19 |
|||||||||||||||||||||||
|
4.001.05 |
7081-4213 |
||||||||||||||||||||||||||
|
4.001.06 |
7081-4214 |
||||||||||||||||||||||||||
|
Плиты круглые |
D |
t |
п |
Н |
|||||||||||||||||||||||
|
3.002.01 |
7081-4227 |
250 |
30 |
7 |
30 |
3 |
3 |
4 |
3 4 |
3 |
|||||||||||||||||
|
3.002.02 |
7081-4226 |
320 |
9 |
||||||||||||||||||||||||
|
3.002.03 |
7081-4225 |
11 |
|||||||||||||||||||||||||
|
4.002.01 |
7081-4232 |
400 |
40 |
9 |
45 |
||||||||||||||||||||||
|
4.002.02 |
7081-4233 |
500 |
11 |
||||||||||||||||||||||||
|
4.002.03 |
7081-4235 |
630 |
15 |
||||||||||||||||||||||||
|
Плиты круглые радиальные |
D |
n |
Н |
||||||||||||||||||||||||
|
3.003.01 |
7081-4230 |
250 |
2 |
30 |
3 |
3 |
4 |
3 4 |
3 |
||||||||||||||||||
|
3.003.02 |
7081-4229 |
320 |
3 |
||||||||||||||||||||||||
|
3.003.03 |
7081-4228 |
400 |
4 |
||||||||||||||||||||||||
Таблица 30
Классификация и кодирование ДСЕ УСПО по признаку «Ориентация элементов деталей»
|
Код |
Направление вектора ориентации элементов деталей |
Код |
|
|
↑↑ |
1 |
↑↑ |
7 |
|
↑↓ |
2 |
↑↓ |
8 |
|
↑↑ |
3 |
↑↑ |
9 |
|
↑↓ |
4 |
↑↓ |
10 |
|
↑↑ |
5 |
↑↑ |
11 |
|
↑↓ |
6 |
↑↓ |
12 |
Таблица 31
Пример классификации и кодирования служебных функций базирования ОИ и сборки ДСЕ УСПО и реализующих их наборов ЭД
|
Элементы деталей УСПО |
Положение векторов ориентации ЭД |
Код |
||||||||||||||||||
|
Базовая плоскость |
Цилиндрическое сквозное отверстие базовое |
Цилиндрическое сквозное отверстие |
Цековка |
Удлиненное сквозное отверстие (паз) |
Цилиндрическое глухое отверстие базовое |
Резьбовое отверстие |
Сфера базовая |
Разрезное цилиндрическое сквозное отверстие |
Паз шпоночный открытый |
П-образная поверхность базовая |
V-образная поверхность базовая |
Плоскость |
Цилиндр гладкий базовый |
Цилиндр гладкий |
Конус усеченный базовый |
Цилиндр резьбовой |
Цилиндр базовый срезанный |
|||
|
Базировать чистую базу ОИ |
X |
X |
X |
колинсарное |
1 |
|||||||||||||||
|
Базировать черную базу ОИ |
X |
X |
» |
2 |
||||||||||||||||
|
Базировать охватываемую базу ОИ |
X |
X |
X |
» |
3 |
|||||||||||||||
|
Базировать охватывающую базу ОИ |
X |
X |
X |
X |
» |
4 |
||||||||||||||
|
Ставить деталь на деталь |
X |
X |
X |
параллельное |
5 |
|||||||||||||||
|
Вставлять деталь в деталь |
X |
X |
X |
параллельное или перпендикулярное |
6 |
|||||||||||||||
3. АГРЕГАТИРОВАНИЕ ПРИСПОСОБЛЕНИЙ
3.1. Агрегатирование приспособлений в АИПС на базе ПТК АРМ машиностроения высокой производительности, функционирующей в рамках АСТПП, осуществляется в два этапа:
автоматический поиск известных решений в БДО - выбор приспособления-аналога;
при отсутствии в БДО приспособления-аналога - автоматический выбор новых решений на основании установленных правил с последующей экспертной оценкой (синтез новой конструкции).
3.1.1. Поиск приспособления-аналога ведется в БДО путем сравнения комплексных кодов заданного ОИ и ОИ-образцов. Алгоритмом поиска предусмотрены четыре ситуации:
а) в БДО найден ОИ-образец, комплексный код которого полностью совпал с кодом заданного ОИ, и, следовательно, найдено приспособление, полностью удовлетворяющее требованиям заданного ОИ (приспособление - полный аналог);
б) в БДО найден ОИ-образец, приоритетные признаки комплексного кода которого совпали с кодом заданного ОИ, и, следовательно, найдено приспособление, которое после подналадки (доработки) удовлетворяет требованиям заданного ОИ. Если подналадка заключается в перестановке функциональных фрагментов в рамках координатной сетки резьбовых и посадочных отверстий, это приспособление - типовой аналог I. Если подналадка заключается в изменении размерной характеристики функциональных фрагментов, это приспособление - типовой аналог II. Характер подналадки отражается значностью признаков комплексного кода заданного ОИ, отличающихся от кода ОИ - полного аналога;
в) в БДО найден ОИ-образец, у которого признаки комплексного кода, определяющие формирование корпусной структуры приспособления, совпали с кодом заданного ОИ, и, следовательно, найдено приспособление, удовлетворяющее требованиям заданного ОИ в части корпусной структуры и требующее синтезирования или допроектирования фрагментов остальных структур (приспособление - конструктивный аналог);
г) в БДО отсутствуют ОИ-образцы, комплексные коды которых совпадают с кодом заданного ОИ по признакам, описанным в п.п. а, б, в, и, следовательно, в системе отсутствуют аналоги на уровне приспособлений.
3.1.2. Наличие координатной сетки посадочных и резьбовых отверстий у ДСЕ УСПО обеспечивает возможность предсказуемой перестановки УФФ базовой и зажимной структур на корпусной части приспособления, а номенклатура и размерные характеристики ДСЕ УСПО обеспечивают возможность регулировки УФФ корпусной, базовой и зажимной структур по высоте. Таким образом, каждое приспособление, сконструированное и собранное для конкретной детали, является типовым аналогом I для одной группы подобных ОИ и типовым аналогом II - для другой. При этом возможен случай, когда заданное ОИ может быть обработано в двух приспособлениях: П1 или П2, однако, П1 является типовым аналогом I для ОИ, а П2 - типовым аналогом II. Предпочтительным для заданного ОИ считается приспособление П1, т.к. для его адаптации к изделию не требуется введение в конструкцию приспособления дополнительных элементов.
3.1.3. Применяемость приспособления - типового аналога I или II для группы подобных ОИ (частным случаем является приспособление - полный аналог) может быть описана комплексным изделием (ОИк), классификационные признаки которого имеют значность, соответствующую признакам всей группы ОИ, для которых можно применить приспособление.
3.1.4. При описании ОИк, для которого подходит данное приспособление, ряд классификационных признаков имеет значность, описываемую диапазонами числовых значений, которые охватывают изменения признаков группы ОИ, для которой приспособление может быть использовано.
3.1.5. Диапазоны числовых значений, охватывающие изменения признаков группы ОИ, к которым может адаптироваться приспособление типовой аналог, устанавливаются на основании экспертной оценки:
с использованием спроектированных типовых конструкций приспособлений (например, с помощью альбомов типовых конструкций МГКТИтехоснастки);
с использованием ранее применявшихся на предприятии приспособлений.
3.1.6. Классификационные признаки ОИк, заданные диапазоном значений, относятся к переменным.
Классификационные признаки, однозначно определяющие конструкцию приспособления, относятся к постоянным и называются приоритетными.
Постоянные классификационные признаки, используемые для:
идентификации ОИ по конструктивным особенностям;
характеристики схем обработки, базирования и зажима ОИ;
характеристики разновидностей корпусной части приспособления (за исключением признаков «Длина» и «Ширина»);
характеристики силовых нагрузок приспособления.
В ряде случаев приоритетные признаки, в частности, используемые для идентификации ОИ, по конструктивным особенностям, могут становиться переменными, что отражается в коде ОИк.
3.1.7. При организации I уровня информационного массива группы ОИ, для обработки которых может быть использовано приспособление-аналог, объединяются в подмассивы, описываемые признаками ОИк.
3.1.8. Взаимосвязь I и II уровней информационного массива устанавливается с помощью таблиц применяемости приспособления - типового аналога, где указывается связь между признаками ОИк и характеристиками приспособления.
Так как при описании приспособления целесообразно указывать координаты расположения его фрагментов на корпусной части, в таблице применяемости содержится информация о координатах расположения фрагментов для каждого из группы ОИ, описываемых ОИк, а также разрешающая способность корпусной части приспособления, связанной со столом станка (табл. 1).
3.1.9. Поиск приспособления-аналога производят в два этапа:
на I этапе осуществляется идентификация ОИ с новыми классификационными признаками (ОИн) с признаками, описываемыми ОИк, с целью выбора приспособления-полного аналога;
при отсутствии приспособления - полного аналога используется II этап поиска с целью корректировки расположения (типовой аналог I) или размерных характеристик фрагментов приспособления - типового аналога V, которые должны удовлетворять признакам ОИн; причем нецелесообразно менять размерную характеристику плит, установленных на стол станка);
результаты II этапа поиска вносятся как новое решение в информационный массив.
3.1.10. Многопозиционному приспособлению на 1-м уровне информационного массива соответствуют ОИк, количество которых равно количеству рабочих позиций.
Если в приспособлении обрабатывается несколько одинаковых ОИ, то в массиве оно обозначается соответствием совокупности ОИк · n, где n - число позиций.
Если в приспособлении обрабатываются несколько различных ОИ, то в массиве оно обозначается соответствием совокупности ОИк1 + ОИк + … + ОИк/n.
При заполнении таблицы соответствия ОИк - II (табл. 1) учитывается случай, когда многопозиционное приспособление установлено па одной плите.
3.1.11. Выходная информация после выбора приспособления-аналога имеет вид:
комплексный код и обозначение ОИн,
комплексный код и обозначение приспособления-аналога,
обозначение кодов и размерных характеристик фрагментов всех структур с указанием их координат на корпусной части приспособления, спецификация в виде кодов ДСЕ УСПО, распределенная по фрагментам.
3.2. Основанием для синтезирования нового приспособления в АИПС на базе ПТК АРМ машиностроения высокой производительности является несоответствие набора элементов приспособления или порядка их соединения между собой требованиям, предъявляемым ОИн.
3.2.1. Программа синтезирования вызывается в следующих случаях:
в БДО АИПС отсутствуют полный аналог и типовые аналоги I и II искомого приспособления;
эксперт дает отрицательную оценку соответствия найденных типовых аналогов I или II требованиям заданного ОИн.
При этом из БДПО выбирается приспособление, ближайшее по приоритетным признакам к искомому.
3.2.2. Синтез нового приспособления производится на уровне унифицированных функциональных фрагментов с последующим объединением их в структуры. При этом детали комплекта УСПО рассматриваются как простейший случай УФФ.
3.2.3. Для осуществления синтезирования нового приспособления установлены следующие связи, представленные в виде таблиц соответствия:
связь между характеристиками ОИ и характеристиками УФФ (табл. 26 - 28);
устойчивая связь между самими УФФ (совместимость в структуре), (табл. 4 - 5).
3.2.4. На основании указанных таблиц соответствия из ИБ выбираются УФФ, характеристики которых удовлетворяют требованиям ОИ и требованиям совместимости в структуре.
3.2.5. Схема синтеза приспособления с использованием информационной базы приведена на рис. 2.
Алгоритм реализуется с учетом установленных ограничительных правил, которые включают:
основные, ограничивающие связи между признаками ОИ и характеристиками элементов приспособлений, относящихся к различным уровням информационного массива;
дополнительные, накладывающие ограничения на характеристики элементов приспособлений независимо от признаков ОИ.
Основные правила определяют совместимость признаков ОИ и характеристик элементов приспособлений - классификационных признаков размерных характеристик.
Дополнительные правила, определяя конструктивные особенности разновидностей элементов приспособлений, устанавливают границы их использования. Они являются постоянными факторами, которые используются как граничные условия при выборе приспособления для заданного ОИ.

Рис. 2. Блок-схема алгоритма конструирования приспособления из комплекта ДСЕ УСПО.
3.2.6. В соответствии с построением ИБ, учитывающей взаимосвязи различных уровней, алгоритм устанавливает порядок обращения:
к массивам ОИк - при поиске приспособления-аналога,
к массивам структур, фрагментов или ДСЕ УСПО - при поиске нового решения или подналадке (доработке) размерных характеристик УФФ приспособления - типового аналога II.
Детализация алгоритма в части выбора характеристик УФФ - классификационных признаков и размерных характеристик - определяется табл. 26, 27, 28.
Схемы поиска учитывают влияние основных и дополнительных правил на выбор классификационных признаков и размерных характеристик фрагментов.
При синтезе приспособлений принята следующая последовательность выбора структур:
К - А - Б - В - Г - Д
Пример синтеза приспособления приведен в приложении 3.
3.2.7. Исходная информация об ОИ, представленная комплексным кодом, устанавливается на основании рабочего чертежа и эскиза обработки, на котором указаны места базирования и закрепления.
При составлении комплексного кода учитывается также технология обработки и технологические возможности станка.
Признаки ОИ, указанные в комплексном коде, устанавливаются экспертным путем по кодировочным таблицам.
3.2.8. При поиске унифицированных фрагментов основные правила, заложенные в алгоритм поиска, применяются автоматически, а некоторые из дополнительных правил (например, правило применяемости УФФ) учитываются в режиме диалога при необходимости принятия экспертного решения по результатам поиска или синтеза.
Ограничение перебора массива УФФ обеспечивается в соответствии с группированием ОИ по приоритетным признакам, совпадающим с признаками заданного ОИн.
Классификационные признаки ОИн, определяющие конструкцию фрагмента, используются при выборе аналога из массива IV уровня ИБ (в каталоге известных конструкций УФФ).
Классификационные признаки ОИн, определяющие размерную характеристику, используются для поиска в массиве V уровня ИБ (каталог ДСЕ УСПО) элементов, образующих фрагменты.
Основные правила, определяющие классификационные признаки ОИн, которые характеризуют конструкцию УФФ, являются приоритетными.
3.2.9. Поиск УФФ, удовлетворяющих новым условиям, осуществляется в последовательности:
выбор фрагмента-аналога (каталог УФФ),
уточнение размерных характеристик элементов фрагмента (каталога ДСЕ УСПО),
распечатка результатов поиска.
3.2.10. По результатам поиска УФФ, удовлетворяющих новым условиям, осуществляется синтез структур, не имеющих конструктивных аналогов в приспособлениях массива ОИк (II уровень ИБ).
Таблицы применяемости структур (табл. 4 - 6) дают их качественную характеристику, не определяя конструктивные особенности приспособления.
Реализация конструкции структуры многовариантна, поэтому поиск ее конструктивного аналога осуществляется на II уровне ИБ. Соответственно, синтез структуры, не имеющей конструктивного аналога, предусматривает:
выбор унифицированной структурной схемы по таблицам применяемости (табл. 4 - 6) на основании формализованной информации об эскизе обработки, определенной признаками ОИн;
реализацию состава структуры с учетом основных ограничительных правил при помощи установленных в результате поиска УФФ в автоматическом режиме или доконструирование с участием эксперта.
Результаты синтеза записываются как новое решение на II уровне ИБ и могут быть выведены на носители информации о приспособлении.
Если аналог структурной схемы отсутствует, то структура конструируется с участием эксперта и записывается в таблицу применяемости (III уровень ИБ) как новое решение.
3.2.11. При автоматизированном выборе аналога и синтезе приспособления исходная информация - комплексный код, характеризующий признаки ОИн, сопоставляется с базовой информацией.
В состав базовой информации входят:
графы соответствия признаков ОИ характеристикам приспособлений и его составных частей (например, на основании таблиц соответствия);
основные правила, накладывающие ограничения на совместимость признаков ОИ и характеристик элементов приспособлений;
дополнительные правила, накладывающие ограничения на применяемость элементов приспособлений;
перечень описаний ОИ, сгруппированных по классификационным признакам, удовлетворяющим характеристикам приспособлений, в массив ОИк (массив I уровня ИБ);
перечень приспособлений с указанием состава фрагментов (массив II уровня ИБ);
таблица применяемости приспособлений (таблица соответствия ОИк - П);
перечень попарных описаний представителей групп подобных ОИ и приспособлений с их спецификациями по структурам, УФФ и составу ДСЕ УСПО (детализация таблицы соответствия ОИк - П);
перечень описаний элементов приспособлений:
структур (таблицы применяемости),
УФФ (каталог фрагментов),
ДСЕ УСПО (каталог ДСЕ УСПО).
Для осуществления поиска аналога или синтезирования приспособлений вводится исходная информация - комплексный код, содержащий классификационные признаки ОИн.
В результате отработки цикла формируются требуемые данные (приспособление, которое может быть использовано для данного ОИн), а также модифицируется содержание массивов ИБ. В модифицированной ИБ содержится:
скорректированный набор ОИк, пополненный новым ОИк, (если для него создано новое приспособление),
скорректированный набор приспособлений, пополненный новым приспособлением, если оно вновь сконструировано (собрано),
скорректированная матрица применяемости приспособлений, если использовано ранее созданное приспособление для нового ОИн (при наличии приспособления-аналога),
скорректированная матрица применяемости приспособлений, если сконструировано (собрано) новое приспособление для нового ОИн (при синтезе нового приспособления),
скорректированный набор элементов приспособлений, если сконструирован (собран) новый элемент (структура, фрагмент) или если изготовлены и внесены в набор новые стандартные ДСЕ УСПО,
скорректированная матрица применяемости элементов приспособлений, если сконструирован (собран) или изготовлен новый элемент (структура, фрагмент или ДСЕ УСПО).
3.2.12. Выбор приспособления-аналога осуществляется на основании анализа массива ОИк.
При синтезе нового приспособления используется постоянно хранимый граф соответствия классификационных признаков ОИк (ОИ) и элементов приспособления. Он представлен в памяти ЭВМ матрицей смежности с указанием правил соответствия.
Каждому признаку ОИ однозначно соответствует определенный набор признаков характеристики фрагментов различных структур.
Выбор фрагмента осуществляется просмотром характеристик каждого хранимого в массиве фрагментов данной структуры и проверкой при этом выполнения правил соответствия, указанных в матрице.
3.2.13. Расположение элементов приспособлений-аналогов хранится в памяти ЭВМ (таблицы применяемости приспособлений); при синтезе нового приспособления осуществляется визуализация расположения его элементов на основании правил их установки на корпусной части (структура К) или они устанавливаются «по месту» с последующей фиксацией в таблице применяемости приспособлений.
3.3. Поиск приспособлений в АИПС на базе ПТК АРМ машиностроения малой и средней производительности, функционирующей в структуре САПР-УСПО, проводится путем формирования на экране алфавитно-цифрового дисплея (АЦД) меню. Пользователь имеет возможность осуществить поиск приспособления-аналога, записи в ИБ параметров информации о спроектированном в САПР-УСПО приспособлении, распечатку содержимого ИБ параметров приспособлений.
3.3.1. Поиск приспособления-аналога производится пользователем в режиме диалога путем задания параметров искомого приспособления. Поиск может осуществляться как по всем, так и по ограниченному набору параметров.
3.3.2. На экране АЦД формируется меню; пользователь отвечает на вопросы системы с помощью выведенных на экран таблиц кодирования, приведенных в справочном приложении 2.
3.3.3. Результатом поиска приспособления-аналога является вывод на экран АЦД таблиц соответствия признаков проектируемого приспособления именам файлов геометрической базы данных (ГБД) и таблиц агрегатирования приспособлений-аналогов.
3.3.4. В случаях, когда аналог приспособления частично соответствует по определенному набору признаков обрабатываемого изделия, пользователь, в результате экспертной оценки графического изображения приспособления-аналога, принимает решения о целесообразности допроектирования приспособления в интерактивном режиме программным инструментарием (как правило, это стандартные графические редакторы) подсистем САПР приспособлений.
3.3.5. В случаях, когда степень соответствия приспособления-аналога агрегатируемому приспособлению и обрабатываемому изделию незначительна, пользователь принимает решение о проектировании приспособления в рамках САПР «с нуля».
Пример записи результатов агрегатирования приспособления с использованием АИПС приведен в справочном приложении 4.
4. РЕАЛИЗАЦИЯ РЕШЕНИЯ ЗАДАЧ ПО АГРЕГАТИРОВАНИЮ ПРИСПОСОБЛЕНИЙ С ИСПОЛЬЗОВАНИЕМ ЭВМ
4.1. Оперативные работы с использованием ЭВМ при агрегатировании приспособлений из УСПО содержат задачи:
выбор приспособления по аналогу ОИ,
замена структурных компонентов приспособления по признакам различия заданного ОИ и его аналога,
синтез приспособления по правилам соответствия.
Системные работы содержат задачи пополнения:
базы обрабатываемых изделий,
базы приспособлений,
матрицы применяемости приспособлений,
базы деталей УСПО,
базы структурных компонентов приспособлений,
базы применяемости деталей УСПО в структуре,
базы применяемости структурных компонентов в приспособлениях.
4.2. Во ВНИИНМАШ на машиноносителях ЭВМ типа ЕС-1022 организована БД, в состав которой входят I - V уровни информационного массива нескольких десятков приспособлений из ДСЕ УСПО, агрегатированных для многоцелевых станков ИСПО.
Пользователь разработанного во ВНИИНМАШ программного обеспечения, основанного на рассмотренной методике создания АИПС, позволяет решать следующие технические задачи:
с помощью универсальной программы осуществляется поиск ОИ, приспособления и любого его элемента,
осуществляется распечатка спецификации приспособления-аналога с указанием состава унифицированных фрагментов и их расположения,
пополняется база данных информацией о новом ОИ и новой компоновке приспособления,
осуществляется выбор деталей УСПО по обозначению, размерной характеристике и функциональным признакам;
обеспечивается систематизированный сбор однородных данных для каждого уровня информационного массива;
группируются ОИ по приоритетным признакам;
обеспечивается синтез приспособления по заданным правилам.
В приложении 3 рассмотрены примеры синтеза приспособлений из УСПО, ориентированного на методику ВНИИНМАШ (для ЭВМ типа ЕС).
Пример распечатки результатов синтеза приспособления с использованием ЭВМ типа ЕС приведен в приложении 5.
4.3. В МГКТИтехоснастки (г. Харьков) разработана методика, содержащая правила формирования информационного и программно-математического обеспечения на фактографическую экспертизу АИПС, организованную в диалоговом режиме и функционирующую в структуре САПР-УСПО.
Алгоритм автоматизированного поиска приспособления-аналога в указанной АИПС, ориентированной на ЭВМ типа СМ и пример распечатки приведен в приложении 4.
ПРИЛОЖЕНИЕ 1
Справочное
Таблица 1 (Структура А)
Группа фрагментов структуры А, Б, В
|
Наименование и размерная характеристика фрагмента |
Спецификация фрагмента |
Рисунки |
||||||
|
Деталь, выполняющая служебное назначение |
Детали несущей части фрагмента |
Крепеж |
||||||
|
Наименование обозначения |
Код |
Наименование обозначения |
Код |
Наименование обозначения |
Код |
|||
|
11401 |
Блок базовый опорный регулируемый |
Опора (а) 7033-4714 |
Опора 7033-4634 Подкладка 7033-4620 |
Шпилька И.4364.000-15 Гайка 7003-4020 - 2 шт. |
|
|||
|
11402 |
Опора (б) 7033-4714 |
Кольцо 7019-4024-16 Кольцо 7019-4024-15 |
Шпилька И.4304.000-09 Гайка 7003-4020-01 |
|||||
|
11001 |
Блок базовый опорный |
Опора (а) 7033-4634 |
Подкладка 7033-4620 Шпилька И.4304.000-14 Опора 7033-4714 |
Шпилька И.4304.000-14 |
|
|||
|
11002 |
Опора (б) 7033-4714 |
Кольцо 7039-4024-16 Кольцо 7019-4024-15 Кольцо 7019-4024-14 Шпилька И.4304.000-07 |
||||||
|
|
Блок базовый опорный |
Опора (а) 7033-4634 |
Подкладка 7033-4620 |
Шпилька И.4304.000-13 Гайка 7003-4020-01 |
|
|||
|
|
Опора (б) 7033-4643 |
Опора (б) 7033-4643 |
Подкладка 7033-4626 |
Шпилька И.4304.000-13 - 2 шт. Гайка 7003-4020-01 - 2 шт. |
|
|||
|
13001 |
Блок базовый направляющий (упорный) |
Опора (а) 7033-4713 |
Опора 7033-4634 Подкладка 7033-4620 |
Кольцо 7019-4006 Кольцо 7019-4006-10 Шпилька И.4304.000-13 Винт 7002-4006-02 Гайка 7003-4020-01 |
|
|||
|
23002 |
Опора (б) 7033-4634 |
Подкладка 7033-4620 Подкладка 7033-4618-03 |
Шпилька И.4304.000-13 Винт 7002-4006-03 Гайка 7003-4020-01 Гайка 7003-4019 |
|
||||
|
14711 |
Блок базовый опорно-упорный с откидным упором |
Опора (а) 7033-4713 Опора 7033-4634 |
Опора 7033-4634 Подкладка 7033-4620 Подкладка 7033-4618-03 Подкладка 7033-4624-01 |
Шпилька И.4304.000-13 Шпилька И.4303.000-06 Винт 7002-4006-02 Гайка 7003-4020-01 Гайка 7003-4019 - 2 шт. Кольцо 7019-4006 |
|
|||
|
24712 |
Опора (б) 7033-4634 Подкладка 7033-4620 |
Подкладка 7033-4620 Подкладка 7033-4618-03 |
Шпилька И.4304.000-13 Винт 7002-4006-02 Гайка 7003-4020-01 Гайка 7003-4019 |
|||||
|
24003 |
Блок базовый опорно-упорный |
Установ 7033-4810 |
Опора 7033-4634 Подкладка 7033-4620 |
Шпилька И.4304.000-14 Гайка 7003-4020 |
|
|||
|
|
Блок прижимной |
Шпилька И.4303.000-09 |
Опора 7033-4634 Подкладка 7033-4620 Прихват 7016-4015-02 |
Шпилька И.4303.000-13 Винт 7002-4006-06 Гайка 7003-4020-01 |
|
|||
|
Гайка 7003-4019-01 - 2 шт. |
Гайка 7003-4019-01 - 1 шт. |
|||||||
|
|
Шпилька И.4303.000-09 Гайка 7003-4019-01 - 2 шт. |
Опора 7033-4634 Подкладка 7033-4620 Установ 7033-4810 |
Шпилька И.4304.000-14 Гайка 7003-4020-01 |
|
||||







Таблица 2
Группа фрагментов структур Г
|
Наименование и размерная характеристика фрагмента |
Спецификация фрагмента |
Рисунки |
||||||
|
Деталь, выполняющая служебное назначение |
Детали несущей части фрагмента |
Крепеж |
||||||
|
Наименование обозначения |
Код |
Наименование обозначения |
Код |
Наименование обозначения |
Код |
|||
|
10941 |
Блок зажимной механизированный |
Прихват 7016-4015-02 Гидроцилиндр 7021-4068-000 |
Опора 7033-4636 Шпилька И.4304.000-07 |
Шпилька И.4304.000-15 Гайка И.4303.000-13 Винт 7006-4022-05 Гайка 7003-4022 Гайка 7003-4025 Гайка 7003-4020 Гайка 7003-4019 Шайба ИЛУЕ.5384.000 Шайба И.4655.000 Шайба И.4656.000 Пружина 7019-2341 |
|
|||
|
10942 |
Блок зажимной механизированный |
Прихват 7016-4015 Гидроцилиндр 7021-4068-000 |
Опора 7033-4634 Опора 7033-4644 Опора 7033-4633 Планка И.4301.000 Шпилька И.4304.000 Шпилька И.4303.000 |
Шпилька И.4304.000-09 - 2 шт. Шпилька И.4304.000-10 Шпилька И.4303.000-08 Гайка 7003-4022 Гайка 7003-4019-01 - 4 шт. Гайка 7003-4020-01 - 3 шт. Шайба ИЛУЕ.5384.000 Шайба И.4655.000 Шайба И.4656.000 Пружина 7019-2341 |
|
|||
|
10141 |
Блок зажимной механизированный |
Прихват 7011-4088-01 Гидроцилиндр 7021-4068-000 |
Опора 7033-4643 Планка И.4301.000 Шпилька И.4304.000-07 - 3 шт. Шпилька И.4304.000-14 Шпилька И.4303.000-05 |
Гайка 7003-4022 Гайка 7003-4020 - 3 шт. Гайка 7003-4019-01 Кольцо 7019-4006-14 Кольцо 7019-4006-15 Кольцо 7019-4006-16 Шайба ИЛУЕ.5384.000 Шайба И.4655.000 Шайба И.4656.000 Шайба И.4879.000 Шайба И.4880.000 Пружина 7019-4031 |
|
|||
|
10021 |
Блок зажимной механизированный |
Прихват 7011-4088-01 Гидроцилиндр 7021-4068-000 |
Планка И.4301.000 Шпилька И.4303.000-05 |
Винт 7006-4022-03 - 2 шт. Гайка 7003-4020-01 - 2 шт. Гайка 7003-4019-01 - 2 шт. Шайба И.4655.000 Шайба И.4656.000 |
|
|||
|
10022 |
Блок зажимной механизированный |
Прихват 7011-4088-01 Гидроцилиндр 7021-4068-000 |
Шпилька И.4303.000-08 Шпилька И.4304.000-05 |
Гайка 7003-4025 Гайка 7003-4020 Гайка 7003-4019 Шайба ИЛУЕ.5384.000 Шайба И.4655.000 Шайба И.4656.000 Пружина 7019-2341 |
|
|||
|
00941 |
Блок зажимной немеханизированный |
Прихват 7011-4074-01 |
Опора 7033-4634 Опора 7033-4633 Шпилька И.4304.000-09 Шпилька И.4303.000-04 |
Шпилька И.4304.000-05 - 2 шт. Гайка 7003-4029 Гайка 7003-4020-01 - 2 шт. Гайка 7003-4019-01 Шайба ИЛУЕ.5385.000 Шайба И.4879.000 Пружина 7019-4031-02 |
|
|||
|
00021 |
Блок зажимной немеханизированный |
Прихват 7011-4075-01 |
Шпилька И.4304.000-05 Шпилька И.4304.000-10 |
Гайка 7003-4029 Гайка 7003-4020 - 2 шт. Гайка 7003-4020-01 Шайба И.4879.000 Шайба И.4880.000 |
|
|||







Таблица 3
Группа фрагментов структуры К
|
Наименование и размерная характеристика фрагмента |
Спецификация фрагмента |
Рисунки |
|||||||
|
Деталь, выполняющая служебное назначение |
Детали несущей части фрагмента |
Крепеж |
|||||||
|
Наименование обозначения |
Код |
Наименование обозначения |
Код |
Наименование обозначения |
Код |
||||
|
01100 |
Плита базирующая L1100000 |
Плита квадратная 7081-4202 |
4.000.01 |
|
|||||
|
02100 |
Плита базирующая Д 0400000 |
Плита круглая 7081-4232 |
4.002.01 |
|
|||||
|
07100 |
Плита базирующая 11600000 |
Плита гидрофицированная И.4694.000 |
4.080.02 |
|
|||||
|
03100 |
Плита базирующая 11100000 |
Плита прямоугольная 7081-4218 |
4.001.01 |
|
|||||
|
33202 |
Плита базирующая угловая 111.02.02.Р19 |
Плита прямоугольная 7081-4216 |
4.001.02 |
Плита прямоугольная 7082-4218 |
4.001.01 |
Шпилька И.3258.000 (16 шт.) |
3.530.ХХ |
|
|
|
Опора угловая 7033-4765 (2 шт.) |
3.104.27 |
Гайка 7003-4018 (16 шт.) |
3.521.XX |
||||||
|
33313 |
Плита базирующая угловая К1130111 |
Плита прямоугольная 7081-4216 |
4.001.02 |
Плита прямоугольная 7081-4213 |
4.001.05 |
Шпилька И.3258.000 |
4.530.ХХ |
|
|
|
Кронштейн поворотный И.4258.000 (2 шт.) |
4.160.01 |
Гайка 7003-4018 (12 шт.) |
4.521.XX |
||||||
|
06100 |
Плита базирующая с выносными элементами J11 + (- Н03) |
Плита прямоугольная 7081-4216 |
4.001.02 |
Шпилька И.3258.000 (8 шт.) |
4.530.ХХ |
|
|||
|
Планка соединительная 7050-4159 (2 шт.) |
Гайка 7003-4018 (8 шт.) |
4.521.ХХ |
|||||||
|
10227 |
Опоры базирующие |
Опора 7033-4846 |
4.101.XX |
Плита квадратная 7081-4246 |
4.000.ХХ |
Шпилька И.4304.000-09 |
4.530.ХХ |
|
|
|
Опора 7033-4845 (2 шт.) |
4.101.XX |
Гайка 7003-4022 |
4.510.ХХ |
||||||








ПРИМЕРЫ ОСНОВНЫХ ПРАВИЛ, ОГРАНИЧИВАЮЩИХ СВЯЗИ МЕЖДУ ПРИЗНАКАМИ ОИ И ХАРАКТЕРИСТИКАМИ ПРИСПОСОБЛЕНИЙ, И ДОПОЛНИТЕЛЬНЫХ ПРАВИЛ, УСТАНАВЛИВАЮЩИХ ПОРЯДОК ОБОЗНАЧЕНИЯ, ПОСТРОЕНИЯ И ПРИМЕНЯЕМОСТИ УФФ
Таблица 4 (Структуры А, Б, В)
Примеры правил, ограничивающих применяемость фрагментов структур А, Б, В, Г, Д, К
|
Основные правила, ограничивающие связи признаков ОИ и характеристик фрагментов |
Дополнительные правила |
|
|
Применяемость фрагмента, ДСЕ УСПО |
Построение фрагмента |
|
|
Правило 4-1-1 Классификационный признак служебного назначения фрагмента «Разновидность базирующей поверхности» определяется правилами, указанными в п. 2.1.5.1, которые устанавливают связь между его контактирующими поверхностями и поверхностями ОИ. Правило 4-1-2 Классификационный признак фрагмента «Направление воздействия» определяется расположением места контакта фрагмента с ОИ. Правило 4-1-3 Классификационный признак «Возможность регулировки и ее направление» определяется относительным положением ОИ и корпусной части приспособления и их габаритными размерами. Правило 4-1-4 Размерная характеристика фрагмента А определяется расположением места его контакта с ОИ и расстоянием между установочными базами ОИ и базирующей поверхности плиты. Правило 4-1-5 Максимальная размерная характеристика фрагмента структуры А ограничивается максимальным ходом станка по оси Y. Например, для горизонтального многоцелевого станка
где Ymax - максимальный ход по оси Y,
H - расстояние от базирующей поверхности до плоскости стола. Правило 4-1-6 Минимальная размерная характеристика фрагмента структуры А определяется минимальной высотой обработки и радиусом шпинделя (инструмента). Например, для горизонтального многоцелевого станка hmin > где Rш - радиус шпинделя (инструмента). Правило 4-1-7 Минимальная размерная характеристика фрагмента структуры А зависит от наличия средств механизации и определяется высотой блока механизированного зажима, установленного на базирующую поверхность плиты. Правило 4-1-8 Размерная характеристика фрагментов структуры А выбирается из ряда типоразмеров ДСЕ УСПО, установленного каталогом, в пределах hmax ≥ h ≥ hmin с приоритетом минимального размера. Правило 4-1-9 Если длина или ширина установочной базовой плоскости ОИ превосходит размеры базовой плиты более, чем на 30 мм, то фрагменты структуры А крепятся к выносным планкам. Правило 4-1-10 К фрагментам структуры А предъявляются требования по возможности регулирования, если точки контакта ОИ с установочными базами не находятся в одной плоскости или необходимо обеспечить жесткость приспособления в процессе обработки. Правило 4-1-11 Предпочтительно фрагменты структуры А размещать таким образом, чтобы их боковые стороны были совмещены с краями установочной базовой плоскости ОИ, и в частном случае, с боковыми сторонами ОИ. Правило 4-1-12 Фрагменты структур Б и В допускается крепить к фрагментам структуры А, если места их контакта с ОИ отстоят от установочной плоскости ОИ не более, чем на 50 мм. Правило 4-1-13 Если фрагменты структур В, Б закрепляются на базирующей плите, то на размерную характеристику оказывают влияние расположение мест их контакта с ОИ и расстояние между установочными базами ОИ и базирующей плиты. Правило 4-1-14 Если фрагменты структур Б, В закрепляются на фрагментах структуры А, то на размерную характеристику оказывают влияние расположение мест их контакта с ОИ и расположение крепежных отверстий на фрагментах структуры А. |
Правило 4-2-1 Предпочтительно в качестве деталей, реализующих служебное назначение для фрагментов структуры А, использовать ДСЕ УСПО, указанные в таблицах 7, 8; для фрагментов структуры Б - ДСЕ УСПО, указанные в таблице 9; для фрагментов структуры В - ДСЕ УСПО, указанные в таблице 10; для фрагментов, относящихся к структуре А и Б - ДСЕ УСПО, указанные в примечании к табл. 10. Правило 4-2-2 Фрагмент, относящийся к одной структуре приспособления, может выполнять функции служебного назначения или несущей части фрагмента другой структуры. Правило 4-2-3 Если размерная характеристика фрагмента равна 0, то его функции совмещены с функциями другого фрагмента (например, функции структуры А выполняются базовой плитой). Правило 4-2-4 Фрагменты структуры А, имеющие одинаковый код и одинаковую размерную характеристику, могут выполнять в приспособлении различное назначение (например, в случае, когда структура А включает 4 одинаковых фрагмента, то 3 из них выполняют роль установочных баз, а четвертый - вспомогательная база). Правило 4-2-5 Фрагменты структуры Б и В выполняются откидными, если базирование изделия осуществляется по обрабатываемой поверхности, или фрагменты не обеспечивают доступ режущего инструмента к обрабатываемым поверхностям. |
Правило 4-3-1 Количество стыков фрагментов должно быть минимальным. Правило 4-3-2 Размерная характеристика равна сумме высот деталей, реализующих служебное назначение, и деталей, образующих несущую (корпусную) часть фрагмента, с учетом ограничений, накладываемых конструкцией станка и условиями обработки. Правило 4-3-3 При наличии у фрагмента одного стыка высота его несущей части равна 0. Правило 4-3-4 Детали ДСЕ УСПО, имеющие конструктивные элементы, выполняющие функции служебного назначения, могут использоваться и в качестве деталей, образующих его несущую часть. Правило 4-3-5 Предпочтительно, чтобы габаритные размеры поверхностей стыка детали, реализующей «Служебное назначение» фрагмента, и деталей, образующих его несущую часть, совпали. Правило 4-3-6 Предпочтительно для каждого конструктивного исполнения фрагмента изменять размерную характеристику за счет замены ДСЕ УСПО одной разновидности. |
Таблица 5
Примеры правил, ограничивающих применяемость фрагментов структур Г и Д
|
Основные правила, ограничивающие связи признаков ОИ и характеристик фрагментов |
Дополнительные правила |
|
|
Применяемость фрагмента, ДСЕ УСПО |
Построение фрагмента |
|
|
Правило 5-1-1 Классификационный признак «Служебное назначение» для фрагментов структуры Г определяется планируемыми нагрузками и требованиями к механизации. Правило 5-1-2 Классификационный признак «Направление воздействия» для фрагментов структуры Г определяется схемой зажима и расположением мест контакта устройств зажима. Правило 5-1-3 Классификационный признак «Способ зажима» для фрагментов структуры Г определяется схемой базирования и установки, планируемыми нагрузками и расположением мест контакта устройств зажима. Правило 5-1-4 Классификационный признак «Вид контакта» определяется схемой зажима и разновидностями зажимных средств. Правило 5-1-5 Классификационные признаки фрагментов структуры Д определяются планируемыми нагрузками, массой, схемой поджима и расположением мест контакта устройств поджима и разновидностями средств поджима. Правило 5-1-6 Размерная характеристика фрагментов структур Г и Д определяется расположением мест контакта устройств зажима и расстоянием между установочной базой ОИ и базирующей поверхностью плиты, если они крепятся на базирующей плите. Правило 5-1-7 Размерная характеристика фрагмента структуры Д, если он крепится к фрагменту структуры А, определяется расположением мест контакта устройств поджима и расположением крепежных отверстий на фрагменте структуры А. |
Правило 5-2-1 Способ зажима выбирается с учетом передаточного отношения, обеспечиваемого входящими в структуру элементами: i винтовой передачи до 75 i клиновой передачи до 2 i эксцентр передачи до 12 i рычажной передачи = Правило 5-2-2 Разновидности ведомых элементов средств зажима зависят от формы ОИ, определяемой его эскизом обработки: если поверхность под зажим содержит бобышку, то выбирается вильчатый прихват, если поверхность под зажим - торцевая поверхность отверстия большего диаметра, то выбирается вилкообразный, при малом диаметре - шайба быстросменная, если поверхность под зажим имеет форму уступа, то выбирается прихват изогнутый и Г-образный. Правило 5-2-3 Предпочтительно в качестве деталей ведомого звена фрагментов структуры Г использовать ДСЕ УСПО, указанные в табл. 11, в качестве деталей ведущего и ведомого звена фрагментов структуры Д использовать ДСЕ УСПО, указанные в табл. 12. Правило 5-2-4 Если поверхность под зажим труднодоступна, то выбирается удлиненный прихват. Правило 5-2-5 Разновидности способов зажима, с учетом видов контакта с ОИ, реализуются следующими ДСЕ УСПО: точка зажима реализуется прихватом передвижным или прихватом передвижным удлиненным, или прихватом передвижным изогнутым, или прихватом Г-образным, или прижимом Г-образным; сдвоенная точка реализуется прихватом передвижным вильчатым или прижимом; пара точек реализуется прихватом передвижным вилкообразным или прихватом двусторонним; пятно зажима реализуется шайбой быстросменной или прихватом откидным или планкой зажимной или прихватом шарнирным; линия зажима реализуется призмой или прихватом двусторонним; плоскость зажима реализуется прихватом откидным. Правило 5-2-6 Прижим к направляющим базам, расположенным в одной плоскости, осуществляется с помощью одного фрагмента, установленного с противоположной стороны ОИ на одинаковом расстоянии от баз. |
Правило 5-3-1 Фрагменты зажимных структур имеют ведущее звено, реализующее признак «Служебное назначение», и одно или более ведомых звеньев, реализующих признак «Направление воздействия». Правило 5-3-2 Признак «Способ зажима», устанавливает вид связи между ведущим и ведомым звеном, определяя разновидность конструкции фрагмента. Правило 5-3-3 Ведущее звено совмещено с ведомым звеном, если на него действует усилие зажима, а оно воздействует на ОИ (например, прижим винтовой). Правило 5-3-4 Средства механизации, реализующие признак «Служебное назначение» для фрагментов структуры Г, выполняются в виде унифицированных элементов, входят в состав несущей части фрагмента или устанавливаются отдельно на корпусной части. Правило 5-3-5 Детали ведущего и ведомого звеньев могут использоваться в качестве деталей, образующих несущую часть фрагмента. |
Таблица 6
Примеры правил, ограничивающих применяемость фрагментов структуры К
|
Основные правила, ограничивающие связи признаков ОИ и характеристик фрагментов |
Дополнительные правила |
||
|
Порядок обозначения признаков построения фрагмента |
Применяемость фрагмента, ДСЕ УСПО |
Порядок обозначения признаков фрагментов |
|
|
Правило 6-1-1 Предпочтительно, чтобы длина или ширина ОИ не превосходили длину или ширину базирующей плиты более чем на 10 %. Правило 6-1-2 Если базирующая плита имеет выносные элементы, то длина или ширина ОИ может превосходить ее длину или ширину на 25 %. Правило 6-1-3 Предпочтительно, чтобы длина или ширина базирующей плиты не превосходила длину или ширину ОИ более чем на 20 %. Правило 6-1-4 Предпочтительно ОИ, имеющие вид диска или цилиндра, обрабатывать с использованием круглых базирующих плит. Правило 6-1-5 Предпочтительно в случае наличия требований к механизации и при многопозиционной обработке применять в качестве базовой плиты гидрофицированные плиты. Правило 6-1-6 Технологические возможности станка определяют взаимосвязь признака ОИ «Схема обработки» и взаимного расположения базовой и базирующих поверхностей плит фрагментов структуры К (например, при обработке на станке с горизонтальным шпинделем поверхностей ОИ, перпендикулярных его установочной базе, используется плита, базирующая плоскость которой совмещена с базовой и расположена параллельно рабочей поверхности стола. Правило 6-1-7 Если установочная база ОИ превосходит площадь кронштейна или угольника более чем на 25 %, то применяется один кронштейн или угольник; если установочная база ОИ превосходит площадь угловой опоры более чем в 3 раза, то применяются три опоры угловые; в остальных случаях применяют два промежуточных элемента. Правило 6-1-8 Для расположения средств прижима плиты к паллете станка длина или ширина базирующей плиты должна превосходить габаритные размеры ОИ не менее чем на 50 мм. |
Правило 6-2-1 Предпочтительно, чтобы наращивание базирующей плиты за счет выносных элементов не превышало 5 рядов крепежных отверстий по любой координате. Правило 6-2-2 Предпочтительно, чтобы форма и габаритные размеры базовой плиты определялись формой и размерами паллеты станка. Правило 6-2-3 Предпочтительно, чтобы длина или ширина базовой плиты была не более 10 % и не менее 30 %, чем длина или ширина паллеты станка. Правило 6-2-4 При перпендикулярном нерегулируемом расположении базовой и базирующей плиты в качестве промежуточных элементов используется ДСЕ УСПО вида Х.010.ХХ; Х.104.ХХ; Х.121.ХХ; при расположении базовой и базирующих плит под углом в качестве промежуточных элементов используются ДСЕ УСПО вида Х.107.ХХ - при установке нерегулируемого угла; X.161.XX - при регулируемом угле. Правило 6-2-5 При обработке деталей типа плит и дисков (значность 1-й цифры комплексного кода ОИ-1 или 7), имеющих установочную базу, расположенную перпендикулярно столу (значность 3-й цифры комплексного кода фрагмента - 3) и обрабатываемую по всей верхней плоскости (значность комплексного кода 5-й цифры «Схемы обработки» - 3) в качестве фрагмента структуры К применяются опоры, установленные на базовой плите. |
Правило 6-3-1 Предпочтительно, чтобы опоры базирующей плиты, установленной на базовой, располагались таким образом, чтобы их наружный торец отстоял не менее чем на 10 мм, и не более чем на 50 мм от торца базовой плиты. Правило 6-3-2 Габаритные размеры базовой и базирующей плиты определяются серией ДСЕ УСПО. |
Правило 6-4-1 Размерная характеристика фрагмента, представленного плитой, совмещающей функции базовой и базирующей, имеет значность только первых трех знаков, а остальные обозначаются 0. Правило 6-4-2 В размерной характеристике фрагмента, имеющего базирующую плиту под углом относительно базовой, четвертой и пятой цифрой комплексного кода обозначают величину угла наклона в градусах (33201 1.1190 Е 07 (табл. 3)). Правило 6-4-3 В размерной характеристике фрагмента, имеющего базирующую плиту, расположенную под регулируемым углом относительно базовой, четвертой и пятой цифрой комплексного кода обозначают максимальную величину угла наклона в градусах (33313 К.1990 1.11) (табл. 3). Правило 6-4-4 В размерной характеристике фрагмента, имеющего выносные элементы, четвертым знаком обозначают направление наращивания горизонтальных рядов крепежных отверстий (наращивание вниз обозначается знаком «+», наращивание вверх - знаком «-»), пятым знаком обозначают направление наращивания вертикальных рядов (наращивание вправо обозначается знаком «+», наращивание влево - знаком «-»), шестым, седьмым и восьмым знаком - границы наращивания (06100.J.11 + (- H03) (табл. 3)). Правило 6-4-5 Если базовая плита совмещена с базирующей, то первый знак комплексного кода фрагмента обозначается 0. Правило 6-4-6 Если функцию базирующей плиты выполняет промежуточный элемент, то второй знак комплексного кода фрагмента обозначается 0. Правило 6-4-7 Если промежуточный элемент выполняет функцию базирующей и базовой плиты, то первый знак комплексного кода фрагмента обозначается 0, а третий знак - обозначается 2 или 3. Правило 6-4-8 Если функцию базовой и базирующей плиты выполняет базовый угольник, то первый знак комплексного кода обозначается 0, третий знак - обозначается 2; 1, 2 и 3 знак размерной характеристики обозначается 0, а 4 и 5-й - 200. |
Таблица 7
Классификация и кодирование ДСЕ УСПО, применяемых в качестве установочных баз (структура А) при параллельном расположении главных баз ОИ и П
|
Код |
|
|
Опоры квадратные |
100* |
|
Опоры прямоугольные симметричные |
101 |
|
Опоры прямоугольные несимметричные |
102 |
|
Подкладки квадратные |
105 |
|
Подкладки прямоугольные |
106 |
|
Подкладки круглые |
107 |
|
Проставки |
113 |
|
Опоры с установочным отверстием |
120 |
|
* Код соответствует указанному в каталоге K.31.122.40-84 обозначению функционального назначения и разновидности конструкции ДСЕ УСПО. |
|
Таблица 8
Классификация и кодирование ДСЕ УСПО, применяемых в качестве установочных баз (структура А) при расположении ОИ под углом
|
Код |
|
|
Угольники базовые |
010 |
|
Опоры угловые |
104 |
|
Подкладки угловые |
107 |
|
Угольники с установочным отверстием |
121 |
|
Кронштейны поворотные |
161 |
Таблица 9
Классификация и кодирование ДСЕ УСПО, применяемых в качестве направляющих баз (структура Б)
|
Код |
|
|
Опоры прямоугольные передвижные |
103 |
|
Проставки |
113 |
|
Планка направляющая |
130 |
|
Опоры направляющие |
131 |
|
Призмы |
150 |
|
Полупризмы |
151 |
|
Призмы регулируемые |
163 |
|
Установы |
200 |
|
Пальцы установочные цилиндрические |
210 |
|
Пальцы установочные срезанные |
211 |
|
Штыри установочные |
212 |
|
Диски |
220 |
|
Планка |
321 |
Таблица 10
Классификация и кодирование ДСЕ УСПО, применяемых в качестве опорных баз (структура В)
Примечание. В качестве установочных и направляющих баз используется «Установ» с кодовым обозначением «200» (структура АБ).
Таблица 11
Классификация и кодирование ДСЕ УСПО, применяемых для зажима (структура Г)
|
Код |
|
|
Прихваты: |
|
|
передвижной |
400 |
|
передвижной вильчатый |
401 |
|
передвижной удлиненный |
402 |
|
передвижной вилкообразный |
403 |
|
передвижной изогнутый |
404 |
|
передвижной с выступом |
405 |
|
двусторонние |
406 |
|
откидные |
407 |
|
шарнирные |
408 |
|
Г-образные |
409 |
|
Планки |
410 |
|
Планки откидные |
411 |
|
Планки средств механизации |
412 |
|
Шайбы быстросъемные |
420 |
|
Зажимы тисочные |
450 |
|
Прижимы |
452 |
|
Прижимы Г-образные |
456 |
Таблица 12
Классификация и кодирование ДСЕ УСПО, применяемых для прижима ОИ к базирующим элементам (структура Д)
ПРИЛОЖЕНИЕ 2
Справочное
АИПС, ОРИЕНТИРОВАННАЯ НА ЭВМ КЛАССА СМ
АГРЕГАТИРОВАНИЯ ПРИСПОСОБЛЕНИЙ ИЗ ЭЛЕМЕНТОВ УСПО ИСПОЛЬЗУЕТ В СВОЕЙ РАБОТЕ ОБЩИЕ МЕНЮ И ПОДСКАЗКИ:
ПОИСК
ЗАПИСЬ
НАЧАТЬ МЕНЮ 0
КОНЕЦ
ПОИСК
- ПЛИТА
- ЧИСЛО ОИ В ПРИСПОСОБЛЕНИИ
- ОБРАБАТЫВАЕМОЕ ИЗДЕЛИЕ
- СХЕМА БАЗИРОВАНИЯ МЕНЮ 1
- СХЕМА ЗАЖИМА
- СХЕМА ПОДЖИМА
- ВЫБОРКА
- КОНЕЦ
ПЛИТА
|
РАЗМЕРЫ ПЛИТЫ |
КОД |
|
×400 |
44 |
|
×500 |
55 |
|
×400 |
64 |
|
×630 |
66 |
|
×800 |
88 |
|
×625 |
126 |
|
×1250 |
1212 |
ПОДСКАЗКА 1.1
ВВЕДИТЕ КОД БАЗОВОЙ ПЛИТЫ
ЧИСЛО ОИ В ПРИСПОСОБЛЕНИИ
ВВЕДИТЕ ЧИСЛО ОИ В ПРИСПОСОБЛЕНИИ ПОДСКАЗКА 1.2
ОБРАБАТЫВАЕМОЕ ИЗДЕЛИЕ
ТИП ОИ
КОНСТРУКЦИЯ ОИ
ГАБАРИТЫ ОИ МЕНЮ 1.3
ПОВЕРХНОСТЬ БАЗИРОВАНИЯ
ЧИСЛО ОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ
КОНЕЦ
1 - ТИП ОИ
|
ОИ |
КОД |
|
КОРПУС |
1 |
|
КРЫШКА |
2 |
|
НКА |
3 |
|
КРОНШТЕЙН |
4 |
|
ТА |
5 |
ПОДСКАЗКА 1.3.1
ВВЕДИТЕ КОД ТИПА ОИ
2 - КОНСТРУКЦИЯ ОИ
|
КОНСТРУКЦИЯ ОИ |
КОД |
|
БЕЗ СКВОЗНЫХ НЕОБРАБАТЫВАЕМЫХ ОТВЕРСТИЙ, ПЕРПЕНДИКУЛЯРНЫХ ОПОРНОЙ БАЗЕ И НЕ ИСПОЛЬЗУЕМЫХ ДЛЯ БАЗИРОВАНИЯ |
1 |
|
НАЛИЧИЕ СКВОЗНЫХ НЕОБРАБАТЫВАЕМЫХ ОТВЕРСТИЙ, ПЕРПЕНДИКУЛЯРНЫХ ОПОРНОЙ БАЗЕ И НЕ ИСПОЛЬЗУЕМЫХ ДЛЯ БАЗИРОВАНИЯ |
2 |
|
НАЛИЧИЕ ПРИЛИВОВ, ПРЕПЯТСТВУЮЩИХ БАЗИРОВАНИЮ ПО БОКОВЫМ ПОВЕРХНОСТЯМ |
3 |
|
НАЛИЧИЕ БАЗОВЫХ ТОЧЕК ВНУТРИ ОИ |
4 |
ПОДСКАЗКА 1.3.2
ВВЕДИТЕ КОД КОНСТРУКЦИИ ОИ
3 - ГАБАРИТЫ ОИ
ДЛИНА ОИ -
ШИРИНА ОИ - ПОДСКАЗКА 1.3.3
ВЫСОТА ОИ -
4 - ПОВЕРХНОСТЬ БАЗИРОВАНИЯ
НЕОБРАБОТАННАЯ - 1
ОБРАБОТАННАЯ - 2 ПОДСКАЗКА 1.3.4
5 - ЧИСЛО ОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ
ВВЕДИТЕ ЧИСЛО ОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ ОИ
ПОДСКАЗКА 1.3.5
4 - СХЕМА БАЗИРОВАНИЯ
1 - ОПОРНАЯ БАЗА
2 - НАПРАВЛЯЮЩАЯ БАЗА
3 - УПОРНАЯ БАЗА МЕНЮ 1.4
0 - КОНЕЦ
1 - ОПОРНАЯ БАЗА
1 - ТИП ОПОРНЫХ ЭЛЕМЕНТОВ
2 - КОЛИЧЕСТВО ОПОРНЫХ ЭЛЕМЕНТОВ
3 - КОЛИЧЕСТВО ПОДВОДИМЫХ ОПОР МЕНЮ 1.4.1
0 - КОНЕЦ
1 - ТИП ОПОРНЫХ ЭЛЕМЕНТОВ
|
ТИП |
КОД |
|
ОПОРЫ КВАДРАТНЫЕ |
1 |
|
ОПОРЫ ПРЯМОУГОЛЬНЫЕ |
2 |
|
ОПОРЫ КОЛПАЧКОВЫЕ |
3 |
|
ПЛАНКИ |
4 |
|
ПРИЗМЫ |
5 |
ПОДСКАЗКА 1.4.1.1
ВВЕДИТЕ КОД ТИПА ОПОРНЫХ ЭЛЕМЕНТОВ
2 - КОЛИЧЕСТВО ОПОРНЫХ ЭЛЕМЕНТОВ
ВВЕДИТЕ КОЛИЧЕСТВО ОПОРНЫХ ЭЛЕМЕНТОВ
ПОДСКАЗКА 1.4.1.2
3 - КОЛИЧЕСТВО ПОДВОДИМЫХ ОПОР
ВВЕДИТЕ КОЛИЧЕСТВО ПОДВОДИМЫХ ОПОР
ПОДСКАЗКА 1.4.1.3
2 - НАПРАВЛЯЮЩАЯ БАЗА
1 - ТИП ЭЛЕМЕНТОВ НАПРАВЛЯЮЩЕЙ БАЗЫ
2 - СОВМЕЩЕНИЕ С ОПОРНОЙ БАЗОЙ МЕНЮ 1.4.2
1 - ТИП ЭЛЕМЕНТОВ НАПРАВЛЯЮЩЕЙ БАЗЫ
|
ТИП |
КОД |
|
ОПОРЫ КВАДРАТНЫЕ |
1 |
|
ОПОРЫ ПРЯМОУГОЛЬНЫЕ |
2 |
|
ОПОРЫ КОЛПАЧКОВЫЕ |
3 |
|
ПЛАНКИ |
4 |
|
ПРИХВАТЫ |
5 |
|
УСТАНОВЫ |
6 |
|
ВИНТЫ |
7 |
|
ШПИЛЬКИ |
8 |
ПОДСКАЗКА 1.4.2.1
ВВЕДИТЕ КОД ТИПА ЭЛЕМЕНТОВ НАПРАВЛЯЮЩЕЙ БАЗЫ
3 - СОВМЕЩЕНИЕ С ОПОРНОЙ БАЗОЙ
НАПРАВЛЯЮЩАЯ БАЗА НЕ СОВМЕЩЕНА С ОПОРНОЙ - 0
НАПРАВЛЯЮЩАЯ БАЗА СОВМЕЩЕНА С ОПОРНОЙ - 1
ПОДСКАЗКА 1.4.2.2
0 - КОНЕЦ
ВЫХОД НА МЕНЮ 1.4
3 - УПОРНАЯ БАЗА
1 - ТИП ЭЛЕМЕНТОВ УПОРНОЙ БАЗЫ
2 - СОВМЕЩЕНИЕ С ОПОРНОЙ БАЗОЙ МЕНЮ 1.4.3
1 - ТИП ЭЛЕМЕНТОВ УПОРНОЙ БАЗЫ
|
ТИП |
КОД |
|
ОПОРЫ КВАДРАТНЫЕ |
1 |
|
ОПОРЫ ПРЯМОУГОЛЬНЫЕ |
2 |
|
ОПОРЫ КОЛПАЧКОВЫЕ |
3 |
|
ПЛАНКИ |
4 |
|
ПРИХВАТЫ |
5 |
|
УСТАНОВЫ |
6 |
|
ВИНТЫ |
7 |
|
ШПИЛЬКИ |
8 |
ПОДСКАЗКА 1.4.3.1
ВВЕДИТЕ КОД ТИПА ЭЛЕМЕНТОВ УСТАНОВОЧНОЙ БАЗЫ
2 - СОВМЕЩЕНИЕ С ОПОРНОЙ БАЗОЙ
УПОРНАЯ БАЗА НЕ СОВМЕЩЕНА С ОПОРНОЙ - 0
УПОРНАЯ БАЗА СОВМЕЩЕНА С ОПОРНОЙ - 1
ПОДСКАЗКА 1.4.3.2
0 - КОНЕЦ
ВЫХОД НА МЕНЮ 1
5 - СХЕМА ЗАЖИМА
1 - ТИП ЗАЖИМА
2 - НАПРАВЛЕНИЕ ВОЗДЕЙСТВИЯ
3 - СПОСОБ ЗАЖИМА
4 - ВИД КОНТАКТА С ОИ
5 - КОЛИЧЕСТВО ЗАЖИМНЫХ ЭЛЕМЕНТОВ
0 - КОНЕЦ
1 - ТИП ЗАЖИМА
|
ТИП |
КОД |
|
ЗАЖИМ РУЧНОЙ |
1 |
|
ЗАЖИМ МЕХАНИЗИРОВАННЫЙ |
2 |
ПОДСКАЗКА 1.5.1
ВВЕДИТЕ КОД ТИПА РЕЖИМА
2 - НАПРАВЛЕНИЕ ВОЗДЕЙСТВИЯ
|
НАПРАВЛЕНИЕ |
КОД |
|
ЗАЖИМ ПЕРПЕНДИКУЛЯРЕН К ОПОРНОЙ БАЗЕ |
1 |
|
ЗАЖИМ ПОД УГЛОМ К ОПОРНОЙ БАЗЕ |
2 |
ПОДСКАЗКА 1.5.2
ВВЕДИТЕ КОД НАПРАВЛЕНИЯ ВОЗДЕЙСТВИЯ ЗАЖИМА
3 - СПОСОБ ЗАЖИМА
|
СПОСОБ ЗАЖИМА |
КОД |
|
ЗАЖИМ РЫЧАГОМ I РОДА |
1 |
|
ЗАЖИМ РЫЧАГОМ II РОДА |
2 |
|
ЗАЖИМ ЦЕНТРАЛЬНЫЙ |
3 |
|
ЗАЖИМ ПОРТАЛЬНЫЙ |
4 |
|
ЗАЖИМ ВИНТОВОЙ |
5 |
ПОДСКАЗКА 1.5.3
ВВЕДИТЕ КОД СПОСОБА ЗАЖИМА
4 - ВИД КОНТАКТА С ОИ
|
ВИД КОНТАКТА |
КОД |
|
ТОЧКА |
1 |
|
ПЯТНО |
2 |
|
ПЛОСКОСТЬ |
3 |
ПОДСКАЗКА 1.5.4
ВВЕДИТЕ КОД ВИДА КОНТАКТА С ОИ
5 - ЧИСЛО ЗАЖИМНЫХ ЭЛЕМЕНТОВ
ВВЕДИТЕ ЧИСЛО ЗАЖИМНЫХ ЭЛЕМЕНТОВ
ПОДСКАЗКА 1.5.5
0 - КОНЕЦ
ВЫХОД НА МЕНЮ 1
6 - СХЕМА ПОДЖИМА
1 - ТИП ПОДЖИМА
2 - ВИД ПОДЖИМА
3 - СОВМЕЩЕНИЕ С ОПОРНОЙ БАЗОЙ
4 - СПОСОБ ПОДЖИМА МЕНЮ 1.6
5 - ВИД КОНТАКТА С ОИ
6 - КОНЕЦ
1 - ТИП ПОДЖИМА
|
ТИП |
КОД |
|
ПОДЖИМ К НАПРАВЛЯЮЩЕЙ БАЗЕ |
1 |
|
ПОДЖИМ К УПОРНОЙ БАЗЕ |
2 |
ПОДСКАЗКА 1.6.1
ВВЕДИТЕ КОД ТИПА ПОДЖИМА
2 - ВИД ПОДЖИМА
ПОДЖИМ СТАЦИОНАРНЫЙ - 1
ПОДЖИМ ОТКИДНОЙ - 2 ПОДСКАЗКА 1.6.2
3 - СОВМЕЩЕНИЕ С ОПОРНОЙ БАЗОЙ
ПОДЖИМ БЕЗ КРЕПЛЕНИЯ К ОПОРНОЙ БАЗЕ - 1
ПОДЖИМ С КРЕПЛЕНИЕМ К ОПОРНОЙ БАЗЕ - 2
ПОДСКАЗКА 1.6.3
4 - СПОСОБ ПОДЖИМА
ПРИХВАТОМ - 1
ВИНТОМ - 2 ПОДСКАЗКА 1.6.4
КЛИНОВЫМ ПРИЖИМОМ - 3
5 - ВИД КОНТАКТА С ОИ
|
ВИД КОНТАКТА |
КОД |
|
ТОЧКА |
1 |
|
ПЯТНО |
2 |
|
ПЛОСКОСТЬ |
3 |
ПОДСКАЗКА 1.6.5
0 - КОНЕЦ
ВЫХОД НА МЕНЮ 1
ПРИЛОЖЕНИЕ 3
Справочное
1. Для составления комплексного кода ОИ на основании рабочего чертежа подготавливается эскиз обработки изделия, на котором указываются:
координаты мест контакта зажимных и базирующих элементов с указанием формы последних;
форма и координаты расположения обрабатываемых поверхностей с указанием точностных параметров и шероховатости поверхности;
габариты и масса ОИ;
минимальные превышения базовой плоскости ОИ над базирующей плоскостью плиты;
рекомендуемая серия ДСЕ УСПО;
рекомендуемая модель оборудования.
Пример эскиза обработки детали приведен на рисунке.
Комплексный код ОИ заполняется на основании эскиза обработки с учетом, что ОИ:
имеет форму параллелепипеда со сквозным отверстием, ось которого перпендикулярна плоскости установочной базы;
базируется по схеме «координатный угол» на трех установочных и одной вспомогательной базе, имеющих базирующие поверхности в виде плоскости базовой малой, а направляющая база реализована двумя фрагментами, образующими полосу контакта, опорная база - фрагментом с базирующей поверхностью в виде пятна контакта; причем фрагменты структуры Б и В могут крепиться к фрагментам структуры А, а точки их контакта расположены на 20 мм от установочной базы;
зажим может осуществляться через отверстие прихватом, реализующим пару точек зажима, расположенных на высоте 520 мм; причем зажим ручной;
прижим к направляющей базе осуществляется фрагментом, имеющим контакт с ОИ в виде пятна, расположенного на высоте 20 мм от установочной базы; причем прижимной фрагмент может крепиться на фрагменте структуры А;
масса - 100 кг;
габариты установочной плоскости 560×520 мм;
максимальная координата обработки по оси У - 520 мм, а минимальная - 70 мм; причем наивысшая достигаемая точность при расточке отверстия по размеру - Н8, по расположению поверхностей - 3-я степень точности, шероховатость поверхности не выше 1,25 R а;
обработка производится с трех сторон (z; x; -z); причем с двух сторон (z, х) допускается размещение всех наладочных элементов, а с третьей стороны (-z) допускается размещение базовых и поджимных фрагментов.
При заданных условиях обработки рекомендовано использование ДСЕ УСПО, относящиеся к 4-й серии установлено превышение установочной плоскости ОИ над базирующей плоскостью плиты - 120 мм с учетом диаметра шпиндельного узла станка ИР 800 ПМФ4.
На основании исходной информации составляется код ОИ, значения признаков в котором указаны с помощью табл. 212.
Координаты расположения точек контакта базирующих и зажимных фрагментов, расстояние между установочной поверхностью ОИ и базирующей поверхностью плиты, координаты мест обработки и габаритные размеры обозначаются кодом, отображающим их величины в мм.

Рисунок. Пример эскиза обработки изделия.
1 - ПМ; 2 - ПС; 3 - ПН
Комплексный код заданного ОИ имеет вид:
|
Номер позиции |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
Код признака |
6 |
05 |
103 |
11 |
14 |
01 |
11300 |
1 |
0 |
4 |
2 |
560 |
520 |
|
Номер позиции |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
||
|
Код признака |
520 70 |
000 000 000 |
020 |
020 |
000 |
520 |
020 |
120 |
4 |
3 |
2 |
||
Информация о классификационных признаках ОИк «Длина» и «Ширина», которые определяются диапазонами размеров, входящих в группу ОИ, указывается с помощью кодов по табл. 13 с целью установления связи этих признаков с габаритными размерами плиты.
При использовании АИПС в качестве постпроцессора САП все обрабатываемые поверхности ОИ разбиваются на запретные и свободные зоны - с точки зрения обеспечения нестолкновения режущего инструмента или шпинделя с элементами приспособления. Привязка системы координат ОИ к системе координат станка позволяет описать эти зоны с точки зрения координатных перемещений по осям х, у и z. «Маска» ОИ, учитывающая запретные зоны, может быть учтена в комплексном коде при описании признака «Схема обработки».
3. Поиск приспособления-аналога по полученному комплексному коду ОИ ведется на I этапе путем сравнения его с комплексными кодами ОИк.
От количества и значимости совпадающих признаков кодов зависит алгоритм дальнейшей работы АИПС. Если постоянные признаки у них совпали, а переменные признаки заданного ОИ входят в диапазоны, обеспечиваемые ОИк, считается, что данное ОИ входит в группу ОИк, т.е. в этой группе у него будет либо полный аналог, либо типовой аналог I, либо типовой аналог II. При этом поиск заканчивается, а результаты его предъявляются эксперту с соответствующей отметкой: «АП» - аналог полный; «ATI» - аналог типовой I; «ATII» - аналог типовой II. По типовым аналогам эксперт принимает решение об объеме и характере доработки для доведения типовых аналогов до уровня полного аналога. Для облегчения работы эксперта система выдает ему номера несовпадающих позиций кодов. На этом этапе эксперт подтверждает правильность поиска на основании визуализации результатов поиска, делает заключение о необходимости повторения поиска с несколько измененными требованиями (что учитывается изменением значений каких-либо позиций комплексного кода) или доконструирует приспособление с помощью экспертных оценок. При этом эксперт использует матрицу зависимости классификационных признаков УФФ от признаков комплексного кода ОИ (табл. 26 - 28) с учетом ограничительных правил, перечень которых приведен в приложении 1).
Кроме того, эксперт может воспользоваться массивами IV и V уровней, содержащими соответственно описания УФФ и ДСЕ УСПО, а в ряде случаев массивом VI уровня.
4. Если заданное ОИ не попало ни в одну группу ОИк, то ведется поиск его конструктивного аналога, а затем производится автоматическое доконструирование или доконструирование с помощью экспертных оценок.
5. Синтезирование приспособления осуществляется в последовательности установления фрагментов структур
К - А - Б - В - Г - Д.
Для
заданного ОИ на основании классификационных признаков позиций ![]() ,
,
![]() с учетом
ограничительных правил П6-1-1, П6-1-3, П6-1-6, П6-1-8 и дополнительных правил
П6-2-2, П6-2-3, П6-3-2 структура К выбирается в виде плиты прямоугольной
7081-4276 (код 4.001.07).
с учетом
ограничительных правил П6-1-1, П6-1-3, П6-1-6, П6-1-8 и дополнительных правил
П6-2-2, П6-2-3, П6-3-2 структура К выбирается в виде плиты прямоугольной
7081-4276 (код 4.001.07).
Синтез
структуры А осуществляется на основании классификационных признаков поз ![]()
![]() с учетом
ограничительных правил П4-1-1 ÷ П4-1-8, П4-1-11; П4-2-1, П4-2-4; П4-3-1
÷ П4-3-2.
с учетом
ограничительных правил П4-1-1 ÷ П4-1-8, П4-1-11; П4-2-1, П4-2-4; П4-3-1
÷ П4-3-2.
Структура реализуется 4-мя фрагментами с кодом 41001, Н = 120 мм;
Спецификация структуры А имеет вид:
|
Наименование |
Обозначение |
Код |
Количество |
|
Опора |
7033-4644 |
4.101.02 |
4 |
|
Гайка |
7003-4020-01 |
4.521.04 |
8 |
|
Шпилька |
И.4303.000-ХХ |
4.530.ХХ |
8 |
Синтез
структуры Б осуществляется на основании классификационных признаков ![]() с
учетом ограничительных правил П4-1-1, П4-1-2, П4-1-12, П4-1-14 и дополнительных
правил П4-2-1, П4-2-2, П4-3-1, П4-3-4.
с
учетом ограничительных правил П4-1-1, П4-1-2, П4-1-12, П4-1-14 и дополнительных
правил П4-2-1, П4-2-2, П4-3-1, П4-3-4.
Структура Б реализуется 2-мя фрагментами с кодом 23011, Н = 60 мм.
Спецификация структуры Б имеет вид:
|
Наименование |
Обозначение |
Код |
Количество |
|
Подкладка квадратная |
7033-4616 |
4.105.05 |
2 |
|
Гайка с буртиком |
7033-4018 |
4.521.XX |
2 |
|
Шпилька |
И.3858.000 |
4.530.ХХ |
2 |
Синтез
структуры В осуществляется на основании классификационных признаков позиций ![]() ,
, ![]() с
учетом ограничительных правил П4-1-1, П4-1-2, П4-1-12, П4-1-14 и дополнительных
признаков П4-2-1, П4-3-1, П4-3-4.
с
учетом ограничительных правил П4-1-1, П4-1-2, П4-1-12, П4-1-14 и дополнительных
признаков П4-2-1, П4-3-1, П4-3-4.
Структура В реализуется фрагментом с кодом 33011, Н = 60 мм.
Спецификация структуры В имеет вид:
|
Наименование |
Обозначение |
Код |
Количество |
|
Подкладка прямоугольная |
7033-4618 |
4.105.01 |
1 |
|
Гайка с буртиком |
7003-4018 |
4.521.XX |
1 |
|
Шпилька |
И.3258.000 |
4.530.ХХ |
1 |
Синтез
структуры Г осуществляется на основании классификационных признаков позиций ![]()
![]() с учетом
ограничительных правил П5-1-1 ÷ П5-1-4, П5-1-6 и дополнительных правил
П5-2-1 ÷ П5-2-5, П5-3-1 ÷ П5-3-5; причем учитывается
дополнительно признак позиций
с учетом
ограничительных правил П5-1-1 ÷ П5-1-4, П5-1-6 и дополнительных правил
П5-2-1 ÷ П5-2-5, П5-3-1 ÷ П5-3-5; причем учитывается
дополнительно признак позиций ![]() , определяющий
конструктивное исполнение фрагмента.
, определяющий
конструктивное исполнение фрагмента.
Структура Г реализуется фрагментом с кодом 02601, Н = 520 мм; причем размер шпильки выбирается с учетом высоты прихвата и гайки (L = 750 мм).
Спецификация структуры Г имеет вид:
|
Наименование |
Обозначение |
Код |
Количество |
|
Прихват вилкообразный |
7011-4029 |
4.403.02 |
1 |
|
Гайка с буртиком |
7003-4018 |
4.521.02 |
1 |
|
Шпилька |
Специальная, L = 750 |
- |
1 |
Синтез
структуры Д осуществляется на основании классификационных признаков по ![]()
![]() с учетом
ограничительных правил П5-1-5 ÷ П5-1-7, П5-2-1, П5-2-3 ÷ П5-2-5, П5-2-6,
П5-3-1.
с учетом
ограничительных правил П5-1-5 ÷ П5-1-7, П5-2-1, П5-2-3 ÷ П5-2-5, П5-2-6,
П5-3-1.
Структура Д реализуется фрагментом с кодом 23411 Н = 20 мм.
Спецификация структуры Д:
|
Наименование |
Обозначение |
Код |
Количество |
|
Винт установочный |
ГОСТ 1486-75 |
- |
1 |
|
Прихват передвижной |
7016-4012 |
4.400.04 |
1 |
|
Опора |
7033-4633 |
4.100.01 |
1 |
|
Гайка |
7003-4018 |
4.521.ХХ |
2 |
|
Шпилька |
И.3258.000 |
4.530.ХХ |
1 |
|
Шпилька |
И.4303.000 |
4.530.ХХ |
1 |
ПРИЛОЖЕНИЕ 4
1. Входной информацией в режиме поиска для АИПС является набор параметров обрабатываемого изделия и агрегатированного приспособления, вводимые пользователем с клавиатуры АЦД в ответ на формируемые на экране меню «подсказки» и комментарии.
Промежуточная информация - таблицы соответствия признаков агрегатируемого приспособления именам файлов ГБД приспособлений, соответствия им геометрических образов ОИ.
Выходная информация - чертеж общего вида приспособления - аналога (если таковой найдется в БД), таблица агрегатирования приспособления, а также рекомендации о необходимости допроектирования или по проектированию «с нуля».
2. В случае, когда рабочие места агрегатирования приспособлений оснащены графическим дисплеем и АЦД в целях более оперативной передачи информации пользователю АИПС рекомендуется не производить документирование чертежа общего вида приспособления и таблицу его агрегатирования, а работать с информацией, непосредственно представленной на экране.
3. Запись параметров приспособления в массив параметров производится пользователем в диалоговом режиме путем последовательного ответа на формируемые на экране меню и «подсказки».
В отличие от режима поиска, в режиме записи указание всех переменных обязательно. Пользователь последовательно вводит с клавиатуры АЦД:
номер приспособления,
имя файла ГБД приспособления,
имя файла ГБД ОИ,
имя файла таблиц агрегатирования,
параметры приспособления.
4. Для создания данной АИПС предприятие-пользователь должно провести следующие мероприятия:
адаптацию под определенную конфигурацию технических средств вычислительной техники соответствующего программного обеспечения (графических и текстовых редакторов базового программного обеспечения, общесистемного программного обеспечения);
формирование (приобретение) базы данных графических образов приспособлений и ОИ;
формирование (приобретение) текстовой базы данных (ТБД) таблиц агрегатирования соответствующих приспособлений;
отладку и редактирование прикладного программного обеспечения, реализующего поиск П-аналога в режиме диалога (меню, «подсказки», комментарии).
5. Учитывая условия работы оборудования и изменяющуюся номенклатуру ОИ, пользователь должен провести следующие мероприятия по информационно-программному сопровождению АИПС:
дополнение ГБД и ТБД информацией о вновь спроектированных приспособлениях и соответствующих им таблиц агрегатирования приспособлений,
самостоятельно или с помощью разработчика АИПС расширять сервисные возможности фактографической АИПС агрегатирования приспособлений.
ПРИЛОЖЕНИЕ 5
Справочное

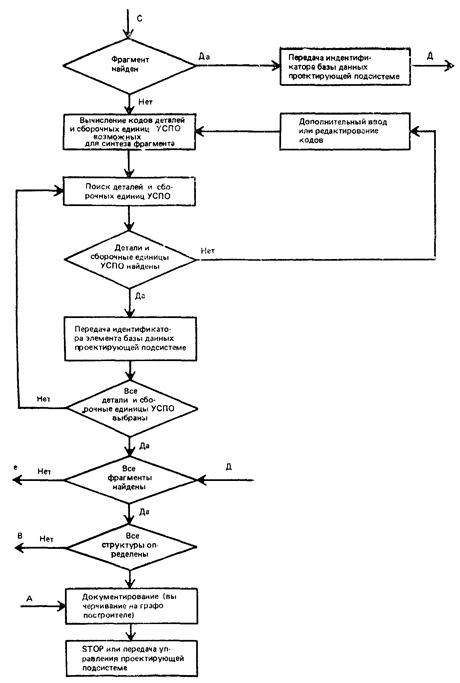
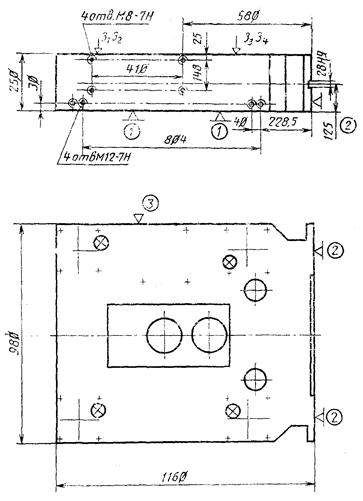
Рис. 1. Пример эскиза обрабатываемого изделия 711.Б.09.22 с указанием координат мест обработки
ТАБЛИЦА АГРЕГАТИРОВАНИЯ
|
ПРИСПОСОБЛЕНИЕ ИЛУЕ.5869.000.80 ОБРАБАТЫВАЕМОЕ ИЗДЕЛИЕ 711.Б.09.22.0005 БАЗОВАЯ ПЛИТА 1250×1250 |
|||||
|
Разновидность фрагментов |
НАИМЕНОВАНИЕ ДСЕ УСПО |
КОЛИЧЕСТВО |
ОБОЗНАЧЕНИЕ ДСЕ УСПО |
РАЗМЕРЫ, ММ |
КООРДИНАТЫ НА ПЛИТЕ |
|
ОПОРНАЯ БАЗА |
ОПОРА |
2 |
7033-4845 |
100×60×120 |
G25 - G26, Z25 - Z26 |
|
ШПИЛЬКА |
6 |
И.4304.000-07 |
М20×100 |
Е4, Е5, G25, G26, Z25, Z26 |
|
|
ГАЙКА |
6 |
7003-4020-01 |
М20×18 |
Е4, Е5, G25, G26, Z25, Z26 |
|
|
ОПОРА |
1 |
7033-4714 |
М20×30 |
ВВ4 |
|
|
ШПИЛЬКА |
1 |
И.4304.000-07 |
M20×100 |
ВВ4 |
|
|
ГАЙКА |
1 |
7003-4020-01 |
M20×18 |
ВВ4 |
|
|
НАПРАВЛЯЮЩАЯ БАЗА |
ОПОРА |
2 |
7033-4846 |
100×60×160 |
F31 - G31, Z31 - AA31 |
|
ШПИЛЬКА |
4 |
И.4304.000-11 |
М20×140 |
F31, G31, Z31, АА31 |
|
|
ГАЙКА |
4 |
7003-4020-01 |
М20×18 |
F31, G31, Z31, АА31 |
|
|
УПОРНАЯ БАЗА |
ОПОРА |
1 |
7003-4846 |
100×60×140 |
О13, С14 |
|
ШПИЛЬКА |
2 |
И.4304.000-11 |
М20×140 |
С13, С14 |
|
|
ГАЙКА |
2 |
7003-4020-01 |
М20×18 |
С13, С14 |
|
|
ЗАЖИМ |
ПРИХВАТ |
4 |
7011-4074-01 |
300×56×45 |
G4, G23, Z23, Z4 |
|
ШПИЛЬКА |
4 |
И.4304.000-14 |
М20×180 |
G4, G23, Z23, Z4 |
|
|
ШПИЛЬКА |
4 |
И.4304.000-15 |
М20×200 |
G4, G23, Z23, Z4 |
|
|
ГАЙКА |
16 |
7003-4020-01 |
М20×18 |
G4, G23, Z23, Z4 |
|
|
ГАЙКА |
4 |
7003-4022 |
М20×37 |
G4, G23, Z23, Z4 |
|
|
ПОДЖИМ |
ОПОРА |
1 |
7033-4844 |
100×60×80 |
02 - 03 |
|
ПОДКЛАДКА |
1 |
7033-4625 |
100×60×30 |
02 - 03 |
|
|
ПРИХВАТ |
1 |
7016-4015-02 |
160×45×30 |
* |
|
|
ВИНТ |
1 |
7002-4006-09 |
М16×70 |
* |
|
|
ГАЙКА |
1 |
7003-4019-01 |
M16×18 |
* |
|
|
ШПИЛЬКА |
2 |
И.4304.000-07 |
М20×100 |
02, 03 |
|
|
ГАЙКА |
2 |
7003-4020-01 |
M20×18 |
02, 03 |
|
|
ОПОРА |
1 |
7033-4643 |
100×60×80 |
А13 - А14 |
|
|
ПОДКЛАДКА |
1 |
7033-4625 |
100×60×80 |
A13 - A14 |
|
|
ШПИЛЬКА |
2 |
И.4304.000-07 |
M20×100 |
AI3, A14 |
|
|
ГАЙКА |
2 |
7003-4020-01 |
M20×18 |
A13, A14 |
|
|
ПОДКЛАДКА |
1 |
7033-4618-01 |
60×60×20 |
* |
|
|
ПРИХВАТ |
1 |
7016-4015-02 |
160×45×30 |
* |
|
|
ШПИЛЬКА |
1 |
И.4303.000-03 |
М16×65 |
* |
|
|
ГАЙКА |
1 |
7003-4019-01 |
М16×18 |
* |
|

Рис. 2. Распечатка вида в плане приспособления для обрабатываемого изделия 711.Б.09.22
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНЫ Министерством станкостроительной и инструментальной промышленности СССР (МГКТИтехоснастки) Государственным комитетом СССР по стандартам (ВНИИНМАШ)
ИСПОЛНИТЕЛИ
В.Д. Бирюков, Б.К. Титов, В.И. Бабак, С.Д. Вайс, канд. техн. наук; О.А. Барский; Л.К. Гирин; В.В. Меньшиков; Б.М. Шлиомович; Т.С. Осипова; С.Ю. Орлова; Н.И. Лавринович, Ю.Е. Любарский.
2. УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.03.88 № 882
3. ВВЕДЕНЫ ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ГОСТ 14.301-83 |
Вводная часть |
|
ГОСТ 14.408-83 |
То же |
|
ГОСТ 14.409-75 |
» |
|
ГОСТ 14.411-77 |
» |
|
ГОСТ 14.412-79 |
» |
|
ГОСТ 14.414-79 |
» |
|
К.31.122.40-84 |
» |
|
Вводная часть |
|
|
То же |
|
|
» |
|
|
» |
|
|
РД 50-619-86 |
» |
|
» |
|
|
MP 160-85 |
» |
|
MP 209-86 |
» |
|
» |
|
|
ГОСТ 23501.604-84 |
» |