КОРПОРАЦИЯ
РОСЭНЕРГО
УПРАВЛЕНИЕ
НАУЧНО-ТЕХНИЧЕСКОГО РАЗВИТИЯ
МЕТОДИЧЕСКИЕ
УКАЗАНИЯ
ПО ПРЕДОТВРАЩЕНИЮ
КОРРОЗИОННЫХ
ПОВРЕЖДЕНИЙ ДИСКОВ
И ЛОПАТОЧНОГО АППАРАТА
ПАРОВЫХ ТУРБИН
В ЗОНЕ ФАЗОВОГО ПЕРЕХОДА
РД 34.30.507-92
Москва
1. РАЗРАБОТАНЫ ВТИ, НПО ЦКТИ, НПО ЦНИИТМАШ, ОРГРЭС, ПОТ ЛМЗ, ПО ТМЭ, НПО Турбоатом
2. ИСПОЛНИТЕЛИ В.Ф. Гуторов, З.В. Деева, Л.М. Живилова, А.М. Клыпина, Н.Ф. Комаров (руководитель темы), В.Ф. Резинских, Б.С. Федосеев, к.т.н. (ВТИ);
Л.П. Сафонов, Г.В. Василенко, В.И. Никитин, А.А Чижик, д.т.н., И.А. Кокошкин, Э.В. Юрков, Г.П. Сутоцкий, А.А. Ланин, к.т.н. (НПО ЦКТИ);
Г.В. Гинсбург, А.Я. Ялова, Л.Я. Россихин (ОРГРЭС);
В.П. Рабинович, д.т.н. (НПО ЦНИИТМАШ);
Е.Д. Консон, к.т.н. (ПОТ ЛМЗ);
Ф.М. Сухарев (НПО Турбоатом);
Е.В. Урьев, к.т.н., И.И. Гольберг (ПО ТМЗ)
3. УТВЕРЖДЕНЫ Управлением научно-технического развития корпораций Росэнерго 3 апреля 1992 г.
Заместитель начальника А.П. Берсенев
4. ВВЕДЕНЫ впервые
РУКОВОДЯЩИЙ ДОКУМЕНТ
|
МЕТОДИЧЕСКИЕ
УКАЗАНИЯ |
РД 34.30.507-92 |
Срок действия установлен
с 01.01.1993 г.
до 01.01.2003 г.
Настоящие Методические указания распространяются на все типы энергетических паровых турбин тепловых электростанций. Устанавливают общие требования к организации и проведению контроля за состоянием металла дисков и рабочих лопаток в зоне фазового перехода, к отбраковке и ремонту коррозионно-поврежденных дисков и лопаток, качеству пара перед турбинами и объему его автоматизированного химического контроля. Рекомендуют мероприятия по предотвращению коррозионных повреждений проточной части в период эксплуатации турбинных установок и их длительных остановов.
С введением в действие настоящих Методических указаний утрачивают силу циркуляры Главтехуправления Минэнерго СССР № Ц-07-83(Т) и Ц-01-88(Т). (М.: СПО Союзтехэнерго, 1983 и 1988).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Типы паровых турбин и применяемые материалы
На тепловых электростанциях находятся в эксплуатации турбинные установки 23 типов (табл. 1).
Турбины на закритические параметры свежего пара и несколько конденсационных энергоблоков мощностью 210 МВт на давление 12,3 МПа эксплуатируются совместно с прямоточными котлами. На этих энергоблоках применена конденсатоочистка.
Остальные энергетические установки имеют барабанные котлы. Конденсатоочистка на них не применяется.
У большинства турбин в зоне фазового перехода (ЭФП) используются насадные диски. Номера ступеней, расположенных в ЭФП, и тип шпоночного паза насадных дисков турбины даны в табл. 1.
Харьковский турбинный завод (НПО Турбоатом) для насадных дисков турбин 300 МВт использует только торцевые шпонки, что исключает необходимость иметь шпоночные пазы в расточке дисков - в наиболее напряженных областях дисков. На других турбинах этого завода используются цельносварные роторы для цилиндров низкого давления (ЦНД). На цельносварных роторах ЦНД не применяются разгрузочные отверстия. Таким образом исключены два слабых элемента с точки зрения их коррозионных повреждений - шпоночные пазы и разгрузочные отверстия.
Ленинградский металлический завод (ПОТ ЛМЗ) насадные диски с продольными шпонками использовал только на турбинах старых конструкций (ПТ-60-130/13, К-100-90, ВК-100-5 и ВК-50), на всех остальных - насадные диски с торцевыми шпонками. На турбине К-1200-240 применены для трех ЦНД цельносварные роторы, на дисках которых отсутствуют разгрузочные отверстия и шпоночные пазы.
Таблица 1
|
Завод-изготовитель и тип турбины |
Номера ступеней ЭФП |
Тип шпоночного паза дисков |
|
ПО ТМЗ |
||
|
T-250/300-240 |
27, 28, 36 и 37 (ЦСД П), 29, 30, 38 и 39 (ЦНД) |
Торцевой |
|
T-185/220-130 |
18, 19, 20, 21, 22 (ЦСД) |
-»- |
|
T-100-120/130 |
18, 19, 20, 21, 22, 23 (ЦСД) |
Продольные (на турбинах, выпускаемых с 1986 г. - торцевой) |
|
ПТ-135/165-130/15 |
18×, 19×, 20, 21, 22 (ЦСНД) |
Торцевой |
|
ПТ-50/60-130/7 |
18, 19, 20, 21, 22 (ЦСНД) |
Продольный |
|
T-50/60-130 |
18, 19, 20, 21, 22, 23 (ЦСНД) |
-»- |
|
ПОТ ЛМЗ |
||
|
К-1200-240 |
2×, 3×, 4×, 5× (ЦНД) |
Нет |
|
К-800-240 |
2, 3, 4, 5 (ЦНД) |
Торцевой |
|
К-500-240 |
2, 3, 4, 5 (ЦНД) |
-»- |
|
К-300-240 |
2, 3, 4, 5 (ЦНД) |
-»- |
|
К-200-130 |
2, 3 (ЦНД) |
-»- |
|
T-180/215-130 |
2, 3 (ЦНД) |
-»- |
|
ПТ-60-90/13 |
22×, 23×, 24× (ЦСНД) |
Нет |
|
ПТ-60-130/13 |
25×, 26×, 27× (ЦСНД) |
Продольный |
|
ПТ-80-130/13 |
24×, 25×, 26×, 27× (ЦСНД) |
Нет |
|
К-50-90-4 |
17×, 18×, 19× |
Нет |
|
К-100-90-6 |
20× (ЦНД), 21, 26 (ЦНД) |
Продольный |
|
ВК-100-5 |
12 (ЦНД), 13, 18 (ЦНД) |
-»- |
|
ВК-50-(1, 2) |
13, 14, 15 |
-»- |
|
СВК-150 |
20, 21, 24 |
Торцевой |
|
НПО Турбоатом |
||
|
К-500-240 |
2×, 3×, 4× (ЦНД) |
Нет |
|
К-300-240 |
2, 3, 4 (ЦНД) |
Торцевой |
|
К-160-130 |
3×, 4×, 5× (ЦНД) |
Нет |
_____________
× Диски выполнены заодно с ротором. У турбин № 7, 21 и 23 роторы цельносварные.
Турбомоторный завод (ПО ТМЗ) применяет насадные диски с продольными шпонками на теплофикационных турбинах ПТ-50/60-130/7, Т-50/60-130 и T-100/120-130. После 1986 г. на турбинах T-100/120-130 завод стал использовать насадные диски с торцевыми шпонками. Насадные диски всех турбин ПО ТМЗ имеют разгрузочные отверстия.
В современных турбинах НПО Турбоатом лопатки выполнены из стали марок 12Х13, ЭП802 и 15Х11МФ, в турбинах ПОТ ЛМЗ и ПО ТМЗ - из стали 20Х13 и 15Х11МФ.
НПО Турбоатом частично заменил материал лопаток 3 - 5-х ступеней мощных турбин: стали 12Х13 и ЭП802 сталью 15Х11МФ.
Сталь 12Х13 применяется для лопаток, имеющих две категории прочности - КП45 и КП55.
Сталь 20X13 применяется для лопаток с категориями прочности КП50 и КП60 (лопатки) и КП70 (прутки для демпфирующей связи лопаток).
Сталь 15Х11МФ применяется для лопаток с категориями прочности КП55, КП60, КП70.
Титановый сплав ВТ-5 применяется для демпферных связей и рабочих лопаток последних ступеней ЦНД.
Заготовки дисков паровых турбин в зависимости от требований, предъявляемых к ним по условиям работы, изготавливаются пяти категорий прочности из перлитных сталей (хромоникельмолибденовых и хромоникельмолибденованадиевых) в соответствии с требованиями ТУ 108.1028-81.
До 1968 г. основные дисковые стали 34ХМА, 34ХН1М и 34ХН3М изготавливались в соответствии с ТУ МТМ 20-4-54, в которых не были оговорены значения верхнего уровня напряжения предела текучести σ0,2 и нижнего уровня ударной вязкости.
В ОТУ 24-10-003-68 требования по σ0,2 были установлены на уровне 666 - 833 МПа (68 - 85 кгс/мм2), что соответствовало V категории прочности. В это же время было развернуто производство дисков из этих и новых (хромоникельмолибденованадиевых) марок стали и внедрена разливка в вакууме.
Часть дисков турбин, в том числе и в турбинах T-100-130 ПО ТМЗ, изготавливались ориентировочно до 1972 г.
Каждая заготовка диска подвергается ультразвуковому контролю с помощью прямых и призматических искателей.
1.2. Коррозионные повреждения дисков и лопаточного аппарата турбин
На тепловых электростанциях в соответствии с выпущенными Главтехуправлением Минэнерго СССР специальными циркулярами Ц-04-83(Т), Ц-02-84(Т), Ц-01-88(Т) «О предотвращения коррозионных повреждений лопаточного аппарата и дисков конденсационных и теплофикационных турбин на давление свежего пара от 8,8 до 23,5 МПа» (СПО Союзтехэнерго, 1983, 1984 и 1988) и «Инструкцией по контролю за металлом котлов, турбин и трубопроводов» (И 34-70-013-84, СПО Союзтехэнерго, 1985) обследовано состояние металла дисков и лопаточного аппарата 496 турбин 23 типов. Наиболее полная информация собрана о турбинах Т-100-130 ПО ТМЗ, К-300-240 ПОТ ЛМЗ и НПО Турбоатом.
В табл. 2 и 3 представлены результаты обработки этой информации.
Таблица 2
Коррозионные повреждения дисков и рабочих лопаток турбин на давление пара 23,5 и 12,8 МПа с промперегревом (за 1982 - 1990 гг.)
|
Количество турбин на ТЭС, шт. |
Имеется информация о турбинах, шт. |
Количество поврежденных турбин |
Наличие автоматизированного химического контроля (ввод в 1986 - 1989 гг.), шт. |
||||
|
диски |
рабочие лопатки |
||||||
|
шт. |
% |
шт. |
% |
||||
|
К-1200-240 ПОТ ЛМЗ |
1 |
1 |
0 |
0 |
0 |
0 |
1 |
|
К-800-240 ПОТ ЛМЗ |
18 |
5 |
0 |
0 |
0 |
0 |
2 |
|
К-500-240 ПОТ ЛМЗ |
5 |
1 |
0 |
0 |
1 |
- |
0 |
|
К-300-240 ПОТ ЛМЗ |
85 |
55 |
0 |
0 |
18 |
30 |
49 |
|
К-500-240 НПО Турбоатом |
10 |
6 |
0 |
0 |
1 |
- |
6 |
|
К-300-240 НПО Турбоатом |
74 |
61 |
2 |
5 |
40 |
65 |
37 |
|
Т-250/Э00-240 ПО ТМЗ |
24 |
5 |
0 |
0 |
2 |
40 |
3 |
|
К-200-130 ПОТ ЛМЗ |
158 |
54 |
0 |
0 |
17 |
30 |
13 |
|
К-160-130 НПО Турбоатом |
84 |
23 |
0 |
0 |
5 |
20 |
4 |
|
T-180-130 ПОТ ЛМЗ |
12 |
- |
- |
- |
- |
- |
- |
|
К-150-170 ПОТ ЛМЗ |
4 |
4 |
0 |
0 |
0 |
0 |
1 |
Таблица 3
Коррозионные повреждения дисков и рабочих лопаток турбин на давление пара 12,7 и 3,8 МПа без промперегрева (за 1982 - 1990 гг.)
|
Тип турбины и завод-изготовитель |
Количество турбин на ТЭС, шт. |
Имеется информация о турбинах, шт. |
Количество поврежденных турбин |
Наличие автоматизированного химического контроля (ввод в 1986 - 1989 гг.), шт. |
|||
|
диски |
рабочие лопатки |
||||||
|
шт. |
% |
шт. |
% |
||||
|
T-185-130 ПО ТМЗ |
15 |
- |
- |
- |
- |
- |
- |
|
ПТ-135-130 ПО ТМЗ |
30 |
7 |
1 |
15 |
1 |
15 |
1 |
|
T-100-130 ПО ТМЗ |
205 |
145 |
50 |
35 |
29 |
20 |
6 |
|
Т-50-130 ПО ТМЗ |
54 |
6 |
3 |
50 |
0 |
0 |
0 |
|
ПТ-50-130 ПО ТМЗ |
24 |
14 |
5 |
35 |
3 |
20 |
3 |
|
ПТ-80-130 ПОТ ТМЗ |
43 |
6 |
0 |
0 |
2 |
30 |
0 |
|
ПТ-60-130 ПОТ ЛМЗ |
170 |
27 |
1 |
5 |
3 |
10 |
9 |
|
К-100-90 ПОТ ЛМЗ |
- |
26 |
7 |
25 |
1 |
5 |
0 |
|
К-50-90 ПОТ ЛМЗ |
- |
15 |
0 |
0 |
0 |
0 |
0 |
|
ПТ-60-90 ПОТ ЛМЗ |
- |
19 |
1 |
5 |
4 |
20 |
0 |
|
ПТ-25-90 ПОТ ЛМЗ |
- |
13 |
0 |
0 |
4 |
30 |
0 |
|
К-100-90 НПО Турбоатом |
- |
3 |
0 |
0 |
0 |
0 |
0 |
Анализ результатов обследований металла дисков и лопаточного аппарата турбин показал, что коррозионные повреждения дисков и рабочих лопаток в процессе эксплуатации происходят только на ступенях турбин, работающих в зоне разового перехода (зона влажного пара от состояния сухого насыщенного пара до влажности порядка 6 %).
Таких коррозионных повреждений дисков и рабочих лопаток в процессе работы турбины в области перегретого пата не обнаружено.
1.2.1. Коррозионные повреждения рабочих лопаток различной интенсивности в виде язвенной коррозии, коррозионной усталости и коррозионного растрескивания под напряжением (часто связанных с поломками лопаток) выявлены в зоне фазового перехода практически на всех типах конденсационных и теплофикационных турбин как без промперегрева, так и с промперегревом, работающих с барабанными и прямоточными котлами.
Коррозионные повреждения лопаточного аппарата обычно локализуются в начальной зоне фазового перехода, однако при существенном ухудшении качества свежего пара перед турбиной могут подвергаться коррозионным повреждениям рабочие лопатки всех ступеней, работающих в области влажного пара.
За рассматриваемый период обследованиями выявлены коррозионные повреждения рабочих лопаток на 130 турбинах (табл. 2 и 3).
Следует отметить, что коррозионные повреждения рабочие лопаток конкретного типа турбин зафиксированы не на всех ТЭС. Так, все известные случаи коррозионных повреждений рабочих лопаток турбин К-300-240 ПОТ ЛМЗ обнаружены только на двух из тринадцати ГРЭС.
Повреждение рабочих лопаток турбин К-300-240 НПО Турбоатом обнаружены на 8 из 11 ГРЭС.
Часто коррозионные повреждения рабочих лопаток выявляются одновременно на двух, а то и трех ступенях в зоне ЗФП.
У турбин T-100-130 ПО ТМЗ 85 % случаев коррозионных повреждений рабочих лопаток выявлены на турбинах, диски которых имели коррозионное растрескивание под напряжением.
Можно констатировать, что коррозионные повреждения рабочих лопаток турбин в зоне фазового перехода появляются на тех тепловых электростанциях, где по разным причинам не обеспечивается необходимый уровень качества свежего пара перед турбинами.
В этих условиях коррозионная повреждаемость зависит также от длительности эксплуатации турбин и может проявляться уже при небольшой наработке.
Из общего числа поломок рабочих лопаток турбин вследствие коррозионных повреждений в зоне фазового перехода за рассматриваемый период в двух упомянутых выше случаях произошли тяжелые аварии турбин из-за групповой поломки рабочих лопаток последних ступеней. В остальных случаях при поломках рабочих лопаток промежуточных ступеней или одиночных рабочих лопаток последних ступеней удавалось остановить турбины при повышении вибрации без общего их разрушения.
1.2.2. Повреждения насадных дисков в зоне фазового перехода в виде коррозионного растрескивания под напряжением различной интенсивности выявлены на 68 турбинах на давление свежего пара 12,8 и 8,8 МПа без промежуточного перегрева пара.
На турбинах с промперегревом отмечены только два случая локального растрескивания дисков предпоследней 4-й ступени у двух турбин К-300-240 НПО Турбоатом в зоне елочных креплений лопаток, на которых одновременно была зафиксирована и интенсивная язвенная коррозия рабочих лопаток 3-й и 4-й ступеней части низкого давления. Диски были заменены (1983 и 1984 гг.).
Зарегистрирован один случай разрушения диска - обрыв части обода диска 3-й ступени ЦНД турбины К-100-90 ПОТ ЛМЗ на Прибалтийской ГРЭС (наработка около 200 тыс. ч).
Анализ повреждаемости дисков 145 обследованных турбин T-100-130 ПО ЛМЗ в зоне фазового перехода за 1983 - 1990 гг. указывает на экспоненциальную зависимость повреждаемости от продолжительности эксплуатации турбин. Отмечен случай повреждения диска после наработки около 20 тыс. ч. При этом повреждаемость дисков из-за коррозии при наработке турбин свыше 115 тыс. ч возрастает до 100 %.
У поврежденных турбин T-100-130 ПО ТМЗ коррозионному растрескиванию подвергаются насадные диски 18-й - 23-й ступеней: 19-я ступень - 20 %, 20-я ступень - 40 %, 21-я ступень - 70 %; 22-я ступень - 85 % и 23-я ступень - 80 %, т.е. наиболее повреждаемыми являются 21 - 23-и ступени. У дисков 18-й ступени повреждения носят единичный характер.
Наиболее распространенными местами коррозионного растрескивания дисков являются зоны: продольного шпоночного паза (85 %), разгрузочных отверстий (80 %), заклепочных соединений (30 %), ступичной части и полотна диска (10 %).
На отдельных турбинах обнаруживали повреждения одновременно нескольких дисков и на одном диске несколько зон повреждений.
На турбинах этого типа за период 1983 - 1987 гг. заменены новыми около 160 дисков.
За последние годы количество коррозионных повреждений дисков и рабочих лопаток турбин существенно уменьшилось, что может быть объяснено результатами внедрения на ТЭС предложенных МВК мероприятий.
2. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ КОРРОЗИОННЫХ ПОВРЕЖДЕНИЙ ДИСКОВ И ЛОПАТОЧНОГО АППАРАТА
Интенсивность протекания коррозионных процессов элементов проточной части турбин определяется качеством металла (химическим составом, пределом текучести, микроструктурой), конструкцией турбины и качеством ее изготовления (наличием концентраторов напряжений, температурой пара в ЗФП), условиями эксплуатации (качеством свежего игра, поступающего в турбину), осуществлением консервации турбины при ее останове.
2.1. Качество свежего пара перед турбинами
Процесс коррозионного повреждения элементов проточной части турбины в зоне разового перехода комбинированный и протекает в присутствии коррозионно-агрессивных примесей в свежем паре и при повышенных механических напряжениях.
Коррозионно-агрессивными примесями свежего пара являются соединения натрия (NaCl, NaOH, Na2SO4), NH4Cl, соединения кальция и магния (CaCl2, MgCl2), оксиды меди и железа высших степеней валентности (CuO и Fe2O3), органические и неорганические кислоты. Хлориды и сульфаты выполняют роль депассиваторов, разрушающих защитную пленку на поверхности металла; ионы трехвалентного железа и двухвалентной меди являются деполяризаторами, стимулирующими развитие локальных коррозионных процессов; ионы натрия в особенности при наличии едкого натра вызывают межкристаллитное коррозионное растрескивание.
Органические соединения вносят с собой хлориды, сульфаты, натрий, кремниевую кислоту и др. Продукты термолиза органических соединений способны понижать рН первичного конденсата, стимулируя интенсивность коррозионных повреждений металла в зоне фазового перехода.
Коррозионные повреждения элементов проточной части турбины происходят в результате общей и язвенной коррозии, коррозионной усталости (преимущественно рабочие лопатки), коррозионного растрескивания под напряжением (в основном диски).
В зоне фазового перехода наблюдается низкая растворимость в паре различных веществ и наличие небольших количеств влаги - первичного конденсата, в котором эти примеси растворяются и концентрируются, согласно коэффициенту межфазового распределения (КМФР).
В результате различных КМФР соотношение химических соединений в первичном конденсате ЗФП не соответствует таковому в свежем паре при полной его конденсации. Концентрирование в первичном конденсате по отношению к свежему пару химических веществ с КМФР < 10-3 (соединения натрия) составляет 25 - 35 раз (данные ВТИ, НПО ЦКТИ, фирмы Вестингауз), соединений железа 10 - 30 раз, кремниевой кислоты - 5 - 10 раз.
Наиболее полно в первичный конденсат ЗФП переходят кислые соединения - минеральные и органические кислоты, характеризующиеся наиболее низким КМФР (10-10 - 10-11): соляная, образующаяся, например, в результате разложения NaCl оксидами железа на HCl и NaOH; уксусная, муравьиная и др. как результат термического разложения органических соединений, поступающих в пар с питательной водой.
Переход кислых соединений в первичный конденсат ЗФП является причиной снижения значения рН до 2 - 3 единиц (по абсолютным значениям рН < 7,0) и служит одной из основных причин повышения коррозионной активности первичного конденсата.
Ухудшение качества свежего пара по отдельным показателям приводит к повышению уровня концентраций соединений в первичном конденсате ЗФП и интенсификации процесса образования отложений на поверхности элементов турбин.
Наиболее опасны отложения, содержащие хлориды (> 0,5 %), приводящие к образованию коррозионных язв и снижению усталостной прочности металла.
Повышению концентрации агрессивных примесей в отложениях на поверхности элементов турбины могут способствовать переменные режимы ее работы, если в рассматриваемой зоне происходит попеременное увлажнение и подсушивание отложений на поверхности металла.
Повышение температуры первичного конденсата в ЗФП интенсифицирует коррозионный процесс в проточной части турбины. При увеличении температуры среды в диапазоне ее рабочих значений от 70 до 140 °С скорость роста трещин возрастает почти на два порядка.
Для определения качества первичного конденсата в ЗФП могут быть использованы пробоотборные устройства НПО ЦКТИ, концентраторы и сепараторы ВТИ (приложение 7).
2.1.1. Контроль за качеством пара перед турбинами
Циркуляром Главтехуправления Минэнерго СССР № Ц-07-83(Т) «Нормы качества свежего пара перед турбинами ТЭС на давление 12,8 в 23,5 МПа» предписывалось ввести до 01.01.86 г. на всех электростанциях непрерывный контроль за качеством свежего пара с использованием автоматических приборов по определению удельной электрической проводимости, соединений натрия и значений рН.
В 1990 г. на ТЭС автоматизированный контроль за качеством пара перед турбинами имели 60 % энергоустановок на давление пара 23,5 МПа и 20 % энергоустановок на давление пара 12,8 МПа. На турбинах с давлением пара 8,8 МПа автоматизированный химический контроль за качеством пара отсутствует.
Общие требования к организации и объему химического контроля за качеством теплоносителя в условиях нормальной эксплуатация и в режимах пуска оборудования регламентированы «Методическими указаниями по организации и объему химического контроля водно-химического режима на ТЭС», РД 34.37.308-8 (М.: ВТИ, 1988) и «Правилами технической эксплуатации электростанций и сетей (ИТЭ)» (М.: Энергоатомиздат, 1989), «Методическими указаниями по ведению водного режима на энергоблоках сверхкритического давления с помощью автоматических приборов химконтроля», РД 34.37.520-88 (М.: ВТИ, 1988).
2.1.2. Источники возможного поступления агрессивных примесей в свежий пар и теплоноситель по тракту цикла
2.1.2.1. Основной причиной ухудшения качества пара прямоточных котлов на энергоблоках СКД является ухудшение качества питательной воды из-за:
подачи части турбинного конденсата помимо БОУ через байпас;
несвоевременного переключения конденсата греющего пара сетевых подогревателей в тракт перед БОУ при появлении присосов сетевой воды;
использования как добавочной воды дистиллята низкого качества испарителей без доочистки на БОУ;
ухудшения качества обессоленного конденсата вследствие:
присосов охлаждающей воды в конденсаторах;
нарушения норм качества обессоленной добавочной воды;
попадания масляных паров в турбинный конденсат через систему концевых уплотнений турбины, замасливания фильтрующих материалов БОУ и снижения их эффективности, образования в паре органических кислот при разложении попавших в него масляных загрязнений;
нарушения регламента работы БОУ (несвоевременное отключение ионообменных фильтров на регенерацию, некачественная отмывка фильтров).
2.1.2.2. Основными причинами ухудшения качества пара перед турбинами, работающими с барабанными котлами, являются:
нарушения в работе внутрибарабанных сепарационных устройств, обусловливающие унос капель котловой воды с паром;
ухудшение показателей качества котловой воды и размера продувки, нормируемых при теплохимических испытаниях;
впрыск питательной воды низкого качества в перегретый пар для регулирования температуры перегрева пара; неплотности конденсаторов собственного конденсата, охлаждаемых питательной водой.
Причинами ухудшения качества питательной воды являются:
присосы охлаждающей воды в конденсаторах турбин;
присосы сетевой воды в подогревателях сетевой воды и других теплообменниках, охлаждаемых сырой водой;
неэффективная очистка возвратного замазученного конденсата на установках, выполненных по схеме Na-катионирования;
низкое качество добавочной воды, обусловленное неудачными проектными решениями, нарушениями режима эксплуатации ВПУ и др.;
низкое качество дистиллята испарителей, используемого в качестве добавочной воды;
использование конденсата, возвращенного с производства и содержащего потенциально кислые или щелочные соединения;
неэффективное удаление углекислоты в деаэраторах и теплообменниках, обусловливающее повышенное содержание CO2 в паре, уменьшение значения рН и увеличение æ.
2.1.2.3. Превышение нормированных расчетных значений потерь пара и конденсата на электростанциях с прямоточными и барабанными котлами приводит к форсированию работы установок по подготовке добавочной воды, уменьшение запаса обессоленной воды на электростанции, что влечет за собой снижение качества отмывок фильтров ХВО и БОУ после регенерации, ухудшению качества добавочной воды. Повышенные потери пара и конденсата приводят к росту солесодержания питательной воды за счет увеличения добавка и ухудшению его качества. Все это способствует ухудшению водно-химического режима котлов.
2.2. Коррозионная стойкость металла дисков и лопаток
2.2.1. Связь коррозионной повреждаемости дисков с механическими свойствами стали
Насадные диски паровых турбин, эксплуатирующихся в настоящее время, изготавливались из стали в соответствии с ТУ МТМ 20-5-54, ОТУ 24-10-003-68, ТУ 108.1028-81 V и VI категорий прочности.
Требования к механическим свойствам по этим ТУ и фактический диапазон изменения свойств (по сертификатным данным для дисков турбин T-100-130 ПО ТМЗ) приведены в табл. 4.
Таблица 4
|
Категория прочности |
Механические свойства |
|||||
|
σ0,2, МПа |
σB1, МПа |
δ, % |
ψ, % |
КСО, МДж/м2 |
||
|
ТУ МТМ 20-5-54 |
V |
686 - 882 |
≥ 813 |
≥ 13 |
≥ 35 |
≥ 0,5 |
|
VI |
735 - 911 |
≥ 853 |
≥ 12 |
≥ 35 |
≥ 0,5 |
|
|
ОТУ 24-10-003-68 |
V |
664 - 833 |
≥ 815 |
≥ 12 |
≥ 40 |
≥ 0,49 |
|
ТУ 108.1028-81 |
||||||
|
Фактические данные |
34XH1M |
650 - 900 |
850 - 1060 |
13 - 12 |
50 - 65 |
0,4 - 1,6 |
|
34ХН3М |
730 - 940 |
940 - 1090 |
13 - 22 |
50 - 62 |
0,7 - 1,7 |
|
Начиная с 1968 г. диски стали изготавливать V категории прочности. Однако часть дисков VI категории прочности, изготовленных до вступления в действие ОТУ 24-10-003-68, устанавливали в турбины еще ряд лет (ориентировочно до 1972 г.).
Установлено, что для дисков из сталей 34ХН1М и 34XH3M наиболее благоприятный уровень предела текучести материала с точки зрения эксплуатационной надежности составляет 680 - 800 МПа. Более высокий и более низкий уровень предела текучести сказывается отрицательно на сопротивляемости стали коррозионному растрескиванию.
2.2.2. Связь коррозионной повреждаемости дисков с химическим составом стали
Насадные диски паровых турбин изготавливаются в основном из сталей 34ХН1М, 34ХН3М, 35ХН1М2ФА и 30Х2НМФА. Указанные стали имеют одинаковую сопротивляемость коррозионному растрескиванию. Установлено, что одним из путей повышения сопротивления коррозионному растрескиванию является снижение в стали вредных примесей, углерода и газов и уменьшение неоднородности их распределения в объеме металла между границами и телом зерна.
Хороший результат получен также при внедрении процесса раскисления стали углеродом в вакууме (УВРВ).
Из освоенных промышленностью перлитных сталей наиболее перспективной для дисков является сталь 26ХН3М2ФАА, прошедшая УВРВ. Сталь 30ХНМФА, хотя и не имеет существенного преимущества перед применяемыми сталями по склонности к коррозионному растрескиванию, но благодаря применению закалки в воду вместо масла обладает более высокой вязкостью разрушения. Поэтому она также может быть рекомендована в качестве перспективного материала для дисков.
2.2.3. Эксплуатационная надежность дисков с трещинами
Эксплуатация турбинных дисков с трещинами недопустима. Но для оценки периодичности осмотра предполагается, что сразу же после ввода в эксплуатацию проконтролированных дисков в них образуются трещины, которые начинают расти до критического размера, после чего возможно хрупкое разрушение диска.
Экспериментально установлено, что критическая глубина трещины, развивающейся от продольного шпоночного паза, при консервативной оценке составляет 35 - 40 мм. Время, необходимое для подрастания трещины до критического размера, составляет не менее 50 тыс. ч (при отсутствии грубых нарушений в режимах эксплуатации турбины). Это время (60 тыс. ч) определяет периодичность контроля дисков неразрушающими методами.
2.2.4. Влияние температуры среды на коррозионную стойкость металла дисков
С повышением температуры среды активизируются коррозионные процессы на металле. Снижение температуры среды на 10 °С способствует увеличению времени до зарождения трещины коррозионного растрескивания на дисковых сталях почти в 2 раза.
Кроме того, снижение температуры увеличивает необходимую минимальную (пороговую) концентрацию агрессивных компонентов раствора, необходимую для протекания коррозионного растрескивания, благоприятно влияет на характеристики трещиностойкости дисковых сталей.
Этим можно объяснить проявление коррозионного растрескивания дисков в зоне фазового перехода в первую очередь на турбинах на давление пара 12,8 МПа без промперегрева, где температура среды достигает 130 - 150 °С. В турбинах на давление пара 23,5 и 12,8 МПа с промперегревом температура в зоне начала фазового перехода составляет 60 - 80 °С.
2.2.5. Коррозионная стойкость лопаточных сталей
Основными механизмами разрушения лопаток, работающих в зоне фазового перехода, являются коррозионные усталость и растрескивание. Более того, даже если трещина на лопатке зародилась по какой-то другой причине, распространяться она будет по вышеназванным механизмам из-за попадания в нее влаги. Это подтверждено исследованием большого количества изломов разрушенных лопаток ЧНД, работающих во влажном паре.
Как правило, зарождению коррозионно-усталостной трещины предшествует образование на поверхности лопаток коррозионных язв или питтингов, которое можно наблюдать задолго до разрушения лопаток. По степени изъязвления поверхности лопаток конкретных ступеней можно с определенной точностью прогнозировать их эксплуатационную надежность. Кроме того, имеется принципиальная возможность по морфологии язв, их распределению судить о той коррозионно-активной среде, которая сформировалась на поверхности лопаток в данной зоне.
На рис. 1 и 2 приведены номограммы, характеризующие склонность широко применяемой лопаточной стали 20Х13Ш к питтингообразованию. С учетом условий эксплуатации лопаток 3-х и 4-х ступеней ЧНД турбин К-300-240 по степени их изъязвления с помощью этих номограмм установлено, что на поверхности этих лопаток концентрация хлоридов может превышать 100 мкг/см2, а на лопатках 5-х ступеней этих турбин концентрация хлоридов обычно находится на уровне 10 - 100 мкг/см2.
Установлено, что с ростом концентрации хлоридов выше критической, с повышением температуры испытания и снижением рН среды отмечается закономерное увеличение плотности питтингов с последующим активированием поверхности и образованием в ряде случаев цепочек язв. При этом закономерно меняется форма питтингов. Фактор времени проявляется в увеличении площади, занимаемой питтингами, и их размеров.
Усталостная прочность лопаток существенно зависит от коррозионной поврежденности поверхности.
На рис. 3 приведен график зависимости коэффициента влияния коррозионной поврежденности поверхности на усталостную прочность лопаточной стали от максимального диаметра язв. Предел усталостной прочности лопаток с коррозионными язвами диаметром до 3 мм ниже предела усталостной прочности новых лопаток в 2,5 раза. Плотность распределения язв не оказывает существенного влияния на усталостную прочность стали.
В качестве критериев эксплуатационной надежности рабочих лопаток, работающих в зоне фазового перехода турбин, целесообразно принять степень коррозионной поврежденности поверхности, выраженную диаметром самых крупных язв и определенную расчетным либо опытным путем из данных анализа результатов исследования разрушенных в эксплуатации лопаток.
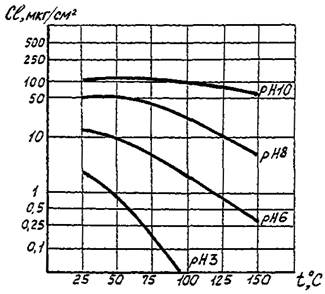
Рис. 1. Зависимость критической концентрации хлор-ионов от температуры и рН для стали 20Х13Ш
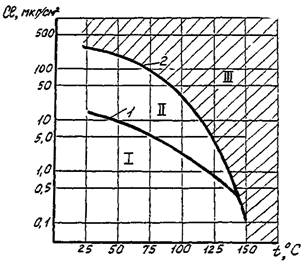
Рис. 2. Зависимость процесса коррозии стали 20Х13Ш от концентрации хлор-ионов и температуры среды при рН 6:
критическая концентрация хлоридов при: (1 - зарождении питтингов; 2 - активировании поверхности); зоны: I - отсутствия коррозионных повреждения; II - питтингообразования; III - активирования поверхности (общая коррозия)

Рис. 3. Зависимость коэффициента влияния коррозионной поврежденности поверхности на усталостную прочность стали 20Х13Ш от максимального диаметра язв:
результаты испытаний: образцов с искусственными коррозионными язвами длиной 5 мм (1), 4 шт./см2 и 1 мм (2), 100 шт./см2; лопаток турбин с естественными коррозионными повреждениями (3)
Рекомендуется при описании коррозионного состояния поверхности лопаток использовать две шкалы:
1 - классифицирующую коррозионную поврежденность лопаток (табл. 5) по максимальному диаметру язв (для оценки степени снижения усталостной прочности лопаток);
2 - классифицирующую лопатки (табл. 6) по плотности распределения язв (для накопления информации, которая поможет со временем получить данные о состоянии коррозионной среды).
Предлагаются следующие шкалы:
Таблица 5
Шкала I. Максимальные размеры язв
|
Максимальный размер язв, мм |
Коэффициент
влияния коррозии |
|
|
1 балл |
0,1 |
< 1,2 |
|
2 балл |
0,1 - 0,5 |
1,2 - 1,5 |
|
3 балл |
0,5 - 1,0 |
1,5 - 1,7 |
|
4 балл |
1,0 - 2,0 |
1,7 - 2,1 |
|
5 балл |
2,0 - 4,0 и (или) травление поверхности |
2,1 - 2,9 |
|
6 балл |
Общая коррозия с потерей профиля |
> 2,9 |
Таблица 6
Шкала II. Плотность распределения язв
|
Плотность язв, шт./см2 |
|
|
А |
до 2 |
|
Б |
2 - 10 |
|
В |
10 - 100 |
|
Г |
более 100 |
Опыт эксплуатации турбин К-300-240 НТО Турбоатом показал, что разрушение рабочих лопаток 3-х и 4-х ступеней ЧНД происходит после 20 - 50 тыс. ч эксплуатации, если к этому времени интенсивность коррозии достигнет 5 - 6 баллов (по шкале 1, табл. 5); после 50 - 100 тыс. ч, если коррозия достигает 3 - 4 балла, и в пределах 100 - 150 тыс. ч, если интенсивность коррозии к этому времени будет соответствовать 1 - 2 баллам.
Рабочие лопатки 3-х и 4-х ступеней ЧНД турбин К-300-240 и К-800-240 ПОТ ЛМЗ из-за большего коэффициента запаса прочности могут эксплуатироваться достаточно длительное время при степени изъязвления поверхности до 5 - 6 баллов. Расчеты на прочность показали, что коррозионная поврежденность поверхности для лопаток 3-х ступеней ЦНД этих турбин вплоть до 6 баллов и для лопаток 4-х ступеней этих турбин до 5 баллов не ограничивает их ресурс.
2.3. Режимы эксплуатации энергетических установок и отклонения в условиях их работы
2.3.1. Температура свежего пара и промперегрева и их влияние на уровень температуры начала зоны фазового перехода
Экспериментальные исследования отечественных и зарубежных авторов указывают на существенное влияние температуры среды на скорость протекания коррозионных процессов. Температура среды в зоне фазового перехода, в которой происходят коррозионные процессы, зависит от конструктивного выполнения турбины и параметров свежего пара и промежуточного перегрева пара.
Процессы расширения пара для четырех групп турбин показаны на рис. 4, а в табл. 7 приведены значения температуры начала фазового перехода при номинальных условиях работы этих турбин. У турбин с промперегревом до 540 °С при номинальных параметрах свежего пара 23,5 МПа, 540 °С и 12,8 МПа, 540 °С температура начала фазового перехода находится соответственно на уровне 80 и 60 °С (линии 1 и 2 на рис. 4). Для турбин без промперегрева на параметры свежего пара 12,8 МПа, 540 °С и 8,8 МПа, 535 °С они соответственно составляют 140 и 115 °С (линия 3 и 4 на рис. 4). В табл. 7 также приведены типы турбин для каждой из четырех групп.
При частичных нагрузках турбин процесс расширения пара в проточной части смещается вправо (на h-S-диаграмме) и температура начала зоны фазового перехода снижается. Так, снижение нагрузки турбин на давления пара 12,8 и 8,8 МПа без промперегрева со 100 до 50 % изменяет температуру начала зоны фазового перехода с 140 и 115 °С соответственно до 110 и 85 °С, а для турбин на давление 23,5 и 12,8 МПа с промперегревом - с 80 и 60 °С соответственно до 55 и 35 °С.

Рис. 4. Процессы расширения пара в турбинах
Таблица 7
Температура начала фазового перехода пара для турбин с промперегревом и без промперегрева
|
Схема турбинной установки |
Температура начала фазового перехода, °С |
Параметры свежего пара |
Температура пара промперегрева, °С |
Номер линии на рис. 4 |
Тип турбин |
|
|
давление, МПа |
температура, °С |
|||||
|
Без промперегрева пара |
140 |
12,8 |
540 |
- |
3 |
T-185-130, T-100-130, T-50-130, ПТ-135-130, ПТ-50-130 ПО ТМЗ; ПТ-80-130, ПТ-60-130 ПОТ ЛМЗ |
|
115 |
8,8 |
535 |
- |
4 |
К-100-90, К-50-90, ПТ-60-90, ПТ-25-90 ПОТ ЛМЗ; K-100-90 НПО Турбоатом |
|
|
С промперегревом пара |
80 |
23,5 |
540 |
540 |
1 |
К-1200-240, К-800-240, К-500-240, К-300-240 ПОТ ЛМЗ; Т-250-240 ПО ТМЗ; К-500-240, К-300-240 НПО Турбоатом |
|
60 |
12,8 |
540 |
540 |
2 |
K-200-130, T-180-130 ПОТ ЛМЗ; К-160-130 НПО Турбоатом |
|
Для турбин без промперегрева на давление свежего пара 12,8 и 8,8 МПа снижение температуры свежего пара на 20 °С приводит к росту температуры начала фазового перехода на 10 °C, a для турбин с промперегревом на давление свежего пара 23,5 и 12,8 МПа снижение температуры промперегрева на 20 °С - на 6 °С.
Низкий уровень температуры начала зоны фазового перехода (не выше 80 - 60 °С) у турбин с промперегревом является одним из факторов, объяснявших практически полное отсутствие коррозионного растрескивания под напряжением дисков у турбин этого типа. Можно предполагать, что при такой температуре среды скорость протекания коррозионных процессов в металле дисков настолько мала, что за срок службы всей турбины коррозионное растрескивание дисков не успевает появиться.
Так, например, при интенсивных процессах коррозионных повреждений рабочих лопаток всех ступеней в зоне фазового перехода турбин К-300-240 ПОТ ЛМЗ на Сырдарьинской ГРЭС вследствие низкого качества свежего пара тщательный контроль не выявил случаев коррозионного растрескивания дисков этих ступеней.
Однако имеются два случая локальных коррозионных повреждений дисков 4-й ступени двух турбин К-300-240 НПО Турбоатом на Новочеркасской и Ладыжинской ГРЭС (на ободе в зоне посадки рабочих лопаток). Это говорит о том, что если качество свежего пара чрезмерно ухудшается, а в элементах диска имеются зоны с высокими расчетными напряжениями, то коррозионные повреждения становятся возможными и для турбин с промперегревом.
В этом отношении в неблагоприятном положении оказались наиболее распространенные на ТЭЦ турбины без промперегрева Т-100-130 и Т-50-130 ПО ТМЗ. У этих турбин температура начала зоны фазового перехода пара высока - 140 °С.
К этой группе могут быть условно отнесены также четыре типа теплофикационных турбин без промперегрева ПТ-135-130, ПТ-50-130 ПО ТМЗ и ПТ-80-130, ПТ-60-130 ПОТ ЛМЗ. Однако в этих турбинах вследствие дросселирования в регулирующих клапанах производственного отбора процесс расширения пара смещается вправо, что приводит к существенному снижению уровня температуры начала зоны фазового перехода. Не исключено, что по этой причине отмечены только единичные случаи коррозионного растрескивания дисков этих турбин.
У турбин без промперегрева с параметрами свежего пара 8,8 МПа. 535 °С температура начала фазового перехода составляет 115 °С. Наработка многих из них превысила 200 тыс. ч. Коррозионные повреждения дисков обнаружены у 25 % обследованных турбин К-100-90 ПОТ ЛМЗ. У этого типа турбины произошел один случаи частичного разрушения диска.
2.3.2. Система регулирования температуры пара за барабанными котлами
На ТЭС с барабанными котлами применяется система регулирования температуры перегретого пара впрыском в паровой тракт котла конденсата собственного пара. При пусках и малых нагрузках она неработоспособна, поэтому для защиты ширмовых (иногда радиационных) пароперегревателей, размещенных в начале парового тракта, особенно при работе на сниженных нагрузках, необходима непосредственная подача питательной воды.
Эксплуатация котлов показала, что производительность установленных в схеме пароконденсаторов недостаточна, особенно при работе газомазутных котлов на газе и в тех нередких случаях, когда котел был запроектирован на температуру перегрева 570 °С, а эксплуатируется при 545 - 555 °С согласно циркуляру ГТУ Минэнерго СССР № Ц-4/71 «По вопросу снижения температуры перегретого пара энергоустановок» (М.: СЦНТИ ОРГРЭС, 1971). В дополнение к собственному конденсату в этих случаях подается питательная вода.
В эксплуатации обнаружены повреждения теплообменников-конденсаторов: разрушение трубок и трубных досок, в результате чего охлаждающая среда (питательная вода), имеющая большее давление, перетекает через трещины в конденсат. Известны случаи переполнения пароконденсаторов и перетекания в барабан воды через парозаборные трубы. Захват этой воды основным потоком пара, идущим в перегревательный тракт, может приводить к ухудшению качества пара.
В указанных выше случаях суммарный процент вводимой в паровой тракт питательной воды может составлять до 6 % расхода пара.
2.3.3. Гидравлическая плотность трубных систем конденсаторов паровых турбин и сетевых подогревателей
Конденсаторы. Одной из причин присосов высокоминерализованной охлаждающей воды в паровое пространство конденсаторов паровых турбин являются коррозионные повреждения трубок в процессе эксплуатации вследствие низкой коррозионной стойкости применяемых материалов.
Устранить это можно путем замены используемого для трубной системы конденсаторов медноникелевого сплава MHЖ-5-1 нержавеющей сталью или титановыми сплавами. При этом помимо повышения коррозионной стойкости самих материалов трубок снизить присосы охлаждающей воды можно путем повышения гидравлической плотности узда соединения труба - трубная доска, сочетая вальцовку со сваркой труб с трубной доской.
Кардинальное улучшение качества изготовления конденсаторов и, в частности, повышение их гидравлической плотности возможно при выполнении на заводе и поставке на электростанции конденсаторов в виде готовых заводских блоков.
Сетевые подогреватели. Присосы сетевой воды в паровое пространство подогревателей возможны вследствие их низкой гидравлической плотности и коррозионных повреждений трубок.
3. СТОЯНОЧНАЯ КОРРОЗИЯ ПРОТОЧНОЙ ЧАСТИ ТУРБИН
На тепловых электростанциях в период проведения ремонтов и при длительных остановках оборудование турбинных установок подвергается стояночной коррозии, являющейся причиной поверхностного разрушения металла. Продолжают отмечаться случаи серьезных повреждений оборудования, обусловленные стояночной коррозией из-за невыполнения предписания ПТЭ по обязательной консервации оборудования при простоях более 7 сут.
Стояночная коррозия является одним из наиболее распространенных видов коррозионного разрушения металлов. Скорость коррозионного разрушения различных металлических изделий в атмосфере определяется внешними условиями, т.е. метеорологическими факторами и загрязненностью воздуха коррозионно-активными газовыми и солевыми примесями. Одним из основных факторов, определяющих скорость и механизм атмосферной коррозии, является степень увлажненности поверхности металла.
Коррозия в период простоя обычно сравнительно равномерна: при неблагоприятных условиях она проявляется в виде многочисленных, равномерно распределенных по поверхности металла язвин. Местом ее протекания являются участки, где конденсируется влага. Источником появления ее служит, прежде всего, конденсация пара, заполняющего турбину после ее остановки. Конденсат частично остается на лопатках, дисках и диафрагмах, а частично стекает вниз и скапливается в корпусе турбины. Количество влаги может увеличиваться вследствие просачивания пара из паропроводов отборов и противодавления. Внутренние части остывшей турбины всегда холоднее поступающего в турбину воздуха. Относительная влажность воздуха машинного зала весьма высока, поэтому достаточно незначительного охлаждения воздуха, чтобы наступила точка росы и влага выделилась на поверхностях элементов проточной части.
На поверхности лопаточного аппарата и дисков агрессивные примеси могут осаждаться при гидравлической опрессовке вакуумной системы турбины, если для этой цели используется вода низкого качества и уровень заполнения поднимается до разъема цилиндра низкого давления.
При стояночной коррозии происходят повреждения в виде язвенной коррозии, как лопаточного аппарата, так и дисков турбин. При этом область повреждений может охватывать элементы всей турбины или располагаться локально в зависимости от специфических условий во время стоянки турбины, в частности, способов дренирования турбины, ее связи с соседним оборудованием и др.
В отдельных случаях последствия стояночной коррозии приводили к необходимости замены на турбинах лопаточного аппарата и дисков ряда ступеней или к срезке дисков до ступицы.
4. РЕКОМЕНДАЦИИ ПО ПРЕДОТВРАЩЕНИЮ КОРРОЗИОННЫХ ПОВРЕЖДЕНИЙ ДИСКОВ И ЛОПАТОЧНОГО АППАРАТА ТУРБИН
4.1. Контроль за металлом насадных дисков
Контроль насадных дисков в зоне фазового перехода проводится через каждые 50 тыс. ч согласно «Инструкции по контролю за металлом котлов, турбин и трубопроводов» И 34-70-013-84 (СТО Союзтехэнерго, 1985).
В качестве методов контроля применяются визуальный осмотр, магнитопорошковая или цветная дефектоскопия, ультразвуковой контроль (приложения 1, 2, 5).
Контролю в объеме 100 % подвергаются обод, гребень, полотно с разгрузочными отверстиями, ступичная часть, шпоночный паз. Если с диска снимаются рабочие лопатки, дефектоскопии подвергаются внутренние поверхности гребня диска и хвостовики рабочих лопаток.
При использовании отремонтированных дисков они проходят повторную дефектоскопию после ремонта и при удовлетворительных результатах допускаются к дальнейшей эксплуатации по согласованию с заводом-изготовителем. Дефектоскопический контроль отремонтированных дисков необходимо проводить не реже, чем через 2 - 3 года эксплуатации. Если на отремонтированных дисках при эксплуатации вновь образовались трещины, диски к дальнейшей работе не допускаются.
4.2. Контроль за металлом рабочих лопаток
Контроль за металлом рабочих лопаток в зоне фазового перехода проводится через каждые 50 тыс. ч согласно указанной выше инструкций.
В качестве методов контроля применяют визуальный осмотр, магнитопорошковую или цветную дефектоскопию, вихретоковый и ультразвуковой контроль (приложения 1, 3, 4, 5). Контролю подвергаются перо, входные и выходные кромки в доступных местах, хвостовики лопаток, проволочные и покрывные бандажи, бандажные отверстия и шипы лопаток.
4.3. Технология ремонтов коррозионно-поврежденных дисков и рабочих лопаток изложена в рекомендациях ПО ТМЗ, ПОТ ЛМЗ и НПО Турбоатом (приложения 1 и 5).
4.4. Нормирование качества свежего пара перед турбинами
Качество свежего пара перед турбинами определяет качество первичного конденсата в ЗФП, являющееся одним из факторов, влияющих на интенсивность коррозионных процессов в проточной части турбины. Это обусловливает необходимость строгого соблюдения норм качества свежего пара, регламентированных ПТЭ, и выполнение мероприятий по предотвращению их нарушения.
В ПТЭ (изд. 1989 г.) практически полностью включены требования к качеству свежего пара, изложенные в подготовленном членами МВК циркуляре № Ц-07-83(Т) «Нормы качества свежего пара перед турбинами ТЭС на давление 12,8 и 23,5 МПа».
4.4.1. Качество свежего пара прямоточных котлов (табл. 8) должно удовлетворять нормам:
соединения натрия (в пересчете на Na) не более 5,0 мкг/кг;
кремниевая кислота (в пересчете на SiO2) не более 15 мкг/кг;
удельная электрическая проводимость Н-катионированной пробы при 25 °С не более 0,3 мкСм/см;
значение рН при 25 °С не менее 7,5, при нейтрально-кислородном водно-химическом режиме не менее 6,5.
4.4.2. Качество свежего пара барабанных котлов (табл. 9) на давление 14 МПа после всех устройств для регулирования его температуры должно удовлетворять нормам:
соединения натрия (в пересчете на Na) не более 5,0 мкг/кг;
кремниевая кислота (в пересчете на SiO2) не более 15 мкг/кг;
значение рН при 25 °С не менее 7,5.
Таблица 8
Нормы качества свежего пара и питательной воды для прямоточных котлов на давление пара 14 и 25 МПа (ПТЭ, изд. 1989 г.)
|
Пар |
Питательная вода |
|
|
Соединения натрия (в пересчете на Na), мкг/кг, не более |
5× |
5× |
|
Удельная электрическая проводимость, мкСм/см××, не более |
0,3 |
0,3 |
|
рН, не менее |
7,5××× |
9,1 ± 0,1××××: ГАР |
|
7,7 ± 0,2; ГР |
||
|
8,0 ± 0,5; КАР |
||
|
7,0 ± 0,5; НКР |
||
|
Кремниевая кислота (в пересчете на SiO2), мкг/кг, не более |
15 |
15 |
_____________
× Для котлов на давление 14 МПа при отсутствии конденсатоочистки на 100 % допускается до 10 мкг/кг.
×× Н-катионированной или дегазированной пробы при 25 °C.
××× При нейтрально-кислородном водно-химическом режиме допускается не менее 6,5.
×××× В зависимости от принятого водно-химического режима (ГАР - гидразинно-аммиачный режим, ГР - гидразинный режим, КАР - кислородно-аммиачный режим, НКР - нейтрально-кислородный режим).
Таблица 9
Нормы качества свежего пара и питательной воды для барабанных котлов (ПТЭ, изд. 1989 г.)
|
Давление пара, МПа |
Качественные показатели |
Пар |
Питательная вода |
|
|
ГРЭС |
ТЭЦ |
|||
|
4 |
Соединения натрия (в пересчете на Na), мкг/кг, не более |
60 |
100 |
- |
|
10 |
15 |
25 |
- |
|
|
14 |
5 |
5 |
50 |
|
|
10 14 |
Удельная электрическая проводимость, мкСм/см, не более |
Устанавливается энергообъединением |
||
|
4 - 14 |
рН, не менее |
7,5 |
7,5 |
9,1 ± 0,1 |
|
4 - 14 |
Кремниевая кислота (в пересчете на SiO2 мкг/кг, не более) |
15 |
25 |
80× |
|
40×× |
||||
|
120××× |
||||
_____________
× Для котлов на давление пара 4 - 10 МПа.
×× Для котлов на давление пара 14 МПа на ГРЭС.
××× Для котлов на давление пара 14 МПа на ТЭЦ.
4.4.3. Допустимое значение удельной электрической проводимости Н-катионированной пробы ≤ 0,3 мкСм/см для свежего пара прямоточных котлов установлено исходя из предельно допустимой концентрации соединений натрия 5 мкг/кг и реального содержания углекислоты в питательной воде и паре ≤ 50 мкг/кг.
Эксплуатация энергоблоков с прямоточными котлами подтверждает возможность обеспечения норм ПТЭ для свежего пара при поддержании качества ВХР согласно разработанным рекомендациям («Типовая инструкция по ведению водно-химического режима энергоблоков сверхкритического давления» ТИ 34-70-050-80).
4.4.4. Основным показателем качества свежего пара барабанных котлов являются соединения натрия, содержание которых не должно превышать 5 мкг/кг.
Значительные колебания содержания углекислоты в паре барабанных котлов (от 50 до 500 мкг/кг CO2) не позволяют в настоящее время ввести в ПТЭ однозначно допустимое значение удельной электрической проводимости.
4.4.5. Для обеспечения качества пара перед турбинами, работающими от прямоточных котлов (25 МПа), следует обеспечить:
поддержание качества питательной воды согласно нормам ПТЭ;
ликвидацию подачи конденсата турбин в питательный тракт помимо конденсатоочистки;
снижение потерь конденсата в цикле в соответствии с ПТЭ до 1,0 % на ГРЭС и до 1,2 % на ТЭЦ с отопительной нагрузкой;
контроль за гидравлической плотностью трубной системы конденсатора;
качество добавочной обессоленной воды согласно нормам ПТЭ;
очистку дистиллята испарителей с целью поддержания его качества на уровне добавочной обессоленной воды;
контроль за качеством конденсата греющего пара сетевых подогревателей, исключив его прямую подачу в конденсатно-питательный тракт при удельной электрической проводимости свыше 0,3 мкСм/см;
эффективный отсос газов СО2, O2 из регенеративных подогревателей (ПВД, ПНД);
эффективную работу деаэраторов по удалению СО2 из питательной воды.
4.4.6. Для обеспечения качества пара перед турбинами, работающими от барабанных котлов (14 МПа), следует обеспечить:
оптимизации и совершенствование систем регулирования пара за котлом, чтобы исключить использование для этой цели прямой подачи питательной воды;
проработку и ввод в «Нормы технологического проектирования» рациональных схем подготовки добавочной воды на химводоочистке, предусмотрев при этом эффективные схемы предочистки;
контроль за гидравлической плотностью трубной системы конденсатора;
исключение добавочной воды (обессоленной или химически очищенной) низкого качества, приводящей к нарушению норм питательной воды;
контроль за качеством конденсата греющего пара сетевых подогревателей, теплообменников, охлаждаемых сырой водой;
качество конденсата, возвращаемого с производства. При наличии в возвращаемом конденсате кислых или щелочных соединений он не должен приниматься электростанцией;
отсос неконденсирующихся газов (CO2, O2) из теплообменников ПВД, ПНД);
эффективную работу деаэраторов по удалению CO2 из питательной воды;
надежную работу внутрикотловых сепарационных устройств с целью предупреждения уноса с паром капельной влаги.
4.4.7. Для ограничения работы турбин при существенном отклонении от норм качества свежего пара в ПТЭ регламентирована продолжительность допускаемых нарушений норм качества свежего пара перед турбинами (табл. 10), при которых должны приниматься соответствующие меры по нормализации водного режима или останову турбины.
Таблица 10
Продолжительность допускаемых нарушений норм качества свежего пара перед турбинами
|
Продолжительность нарушения, ч |
||||||
|
72 |
24 |
Останов турбины1 |
||||
|
Прямоточные котлы |
Барабанные котлы2 |
Прямоточные котлы |
Барабанные котлы2 |
Прямоточные котлы |
Барабанные котлы |
|
|
Содержание соединений натрия, мкг/кг |
5 - 10 |
5 - 10 |
10 - 15 |
10 - 15 |
15 |
15 |
|
Удельная электрическая проводимость, мкСм/см |
0,3 - 0,5 |
- |
0,5 - 1,0 |
- |
1,0 |
- |
|
рН не ниже |
- |
- |
- |
- |
5,5 |
5,5 |
_____________
1 Время останова определяет главный инженер электростанции.
2 Качество пара барабанных котлов на давление пара 14 МПа.
3 Н-катионированная проба при 25 °С. Допускаемое по времени отклонение значений удельной электрической проводимости для барабанных котлов должны устанавливать энергообъединения, поскольку в ПТЭ им поручено регламентировать это значение для нормальных условий эксплуатации.
4.5. Автоматизированный химический контроль за качеством свежего пара перед турбиной и конденсата после конденсатора и сетевых подогревателей
Основные требования к организации и объему автоматизированного химического контроля за качеством свежего пара изложены в подготовленных членами МВК директивных документах: циркуляре № Ц-07-83(Т) «Нормы качества свежего пара перед турбинами ТЭС на давление 12,8 и 23,5 МПа» и «Методических указаниях по организации и объему химического контроля водно-химического режима на ТЭС» РД 34.37.303-88.
Целью автоматизированного химического контроля является быстрое выявление отклонений качества теплоносителя от установленного уровня для принятия соответствующих мер по их устранению.
Автоматизированная система химического контроля (АСХК) - это информационно-измерительная система, выполняющая оперативный контроль за показателями качества теплоносителя, отражающими текущее состояние водно-химического режима (ВХР) по тракту энергоблока.
Выдаваемая АСХК оперативная информация используется оператором для управления ВХР при установившемся режиме работы энергоблока. Применение средств вычислительной техники в АСХК дает возможность выполнять логические и вычислительные операции информационно-диагностического характера и выдавать оператору совет о месте и возможной причине нарушения ВХР энергоблока, а также о состоянии технических средств, входящих в систему.
Предлагаемая система автоматизированного химического контроля за качеством свежего пара перед турбиной дана в приложении 8. Эта система позволяет обеспечить оперативный контроль за тремя нормируемыми показателями: удельной электрической проводимостью, содержанием натрия и значениям рН.
Для обнаружения возможного попадания агрессивных примесей в тракт цикла с охлаждающей и сетевой водой через неплотности трубных систем конденсаторов турбин и сетевых подогревателей рекомендуется также реализовать автоматизированный химконтроль за содержанием кислорода и значением электрической проводимости конденсата после конденсаторов и электрической проводимостью конденсата греющего пара сетевых подогревателей.
Для повышения технического уровня эксплуатации всем электростанциям следует внедрить автоматизированную систему химического контроля за качеством свежего пара перед турбинами с выдачей оперативной информации операторам турбинных установок о результатах измерений трех указанных выше показателей качества свежего тара, а также о возможных нарушениях плотности трубных систем конденсаторов турбин и сетевых подогревателей.
4.6. Система регулирования температуры пара барабанных котлов
На ТЭЦ с барабанными котлами для повышения качества работы схем регулирования температуры пара котлов с помощью впрыска конденсата собственного пара выполнять мероприятия для обеспечения надежной работы конденсаторов этой системы, исключающие попадание питательной воды в пар через неплотности трубной системы. При необходимости установить модернизированные заводами-изготовителями более надежные конденсаторы.
Мероприятия по замене конденсаторов собственного пара включить в ежегодные приказы по повышению технического уровня эксплуатации электростанций.
Впрыск питательной воды в промежуточный пароперегреватель барабанных котлов энергоблоков допускать только в аварийных ситуациях и пусковых режимах.
4.7. Применение ингибирующих присадок в пар перед зоной фазового перехода турбины
Снижение интенсивности коррозионных процессов на конструкционных материалах дисков и лопаток в проточной части турбины может быть осуществлено защитой поверхности металла от воздействия агрессивных соединений с помощью ингибитора, который подается в пар непосредственно перед зоной фазового перехода и регулирует качество первичного конденсата ЗФП.
В качестве ингибиторов в проточной части турбины применяют летучие щелочные и пленкообразующие реагенты - гидразин, пиперидин, морфолин и др. Ингибитор должен обладать благоприятным коэффициентом межфазового распределения, определяющим способность его концентрирования в первичном конденсате, свойством регулировать значение рН первичного конденсата, термостойкостью, определяемой коэффициентом термического разложения и ингибирующим эффектом, обусловливающим защиту поверхности металла от коррозионных процессов.
При выборе ингибитора учитывают его стоимость, наличие в промышленности, допустимые концентрации в сбросных водах.
В приложении 9 рекомендуется система ингибирования пара перед зоной фазового перехода для предотвращения коррозионных повреждений проточной части турбин с помощью гидразина.
4.8. Материал дисков и рабочих лопаток ступеней турбин в зоне фазового перехода при высокой минерализации исходной воды
Для электростанций с повышенной минерализацией воды с целью повышения коррозионной стойкости металла в зоне фазового перехода по согласованию с заводом-изготовителем турбины, ВТИ и НПО ЦКТИ возможна при технико-экономическом обосновании установка рабочих лопаток турбины из титановых сплавов или более коррозионно-стойких сталей, а для дисков турбин без промперегрева - использование стали 26ХН3М2ФАА.
4.9. Консервация оборудования турбинных установок при их останове
Для предотвращения повреждений, вызываемых стояночной коррозией, наиболее эффективной мерой является консервация оборудования. Способы консервации различны и должны выбираться в зависимости от продолжительности и вида простоя консервируемого оборудования, наличия схем консервации, типа консерванта и затрат на проведение консервации.
В настоящее время на тепловых электростанциях следует применять следующие способы консервации турбоустановок: осушенным или подогретым воздухом и летучими ингибиторами ИФХАН (ингибированным воздухом).
Способы консервации с использованием атмосферного воздуха основаны на снижении и поддержании в процессе простоя турбоустановки внутри ее объема воздушной среды с относительной влажностью не более 40 %, что практически исключает возможность возникновения стояночной коррозии.
4.9.1. Консервация подогретым воздухом
Используется динамический способ осушки воздуха, при котором в полость консервируемого оборудования постоянно нагнетается воздух пониженной относительной влажности. Для нагнетания воздуха используют вентиляторы, а понижают его влажность подогревом в калориферах. В качестве мест подвода воздуха используют трубопроводы регенеративных и отопительных отборов или перепускные трубы. Для постоянной вентиляции консервируемого объема выпуск воздуха организуют таким образом, чтобы исключить застойные зоны и невентилируемые полости. Для этой цели используют штатные дренажи, воздушные линии опорожнения или специально устанавливаемые вентиляционные штуцера с запорной арматурой, а также систему концевых уплотнений.
Указания по выбору оборудования, расчету режима, проектированию и реализации установки для проведения консервации подогретым воздухом изложены в «Методических указаниях по консервации паротурбинного оборудования ТЭС и АЭС подогретым воздухом» МУ 34-60-078-84 (СПО Союзтехэнерго, 1984).
4.9.2. Консервация осушенным воздухом
Воздух до поступления в турбину проходят адсорбционный осушитель, поглощающий значительную часть влаги. Благодаря этому и после поглощения влаги и оглавления в турбине относительная влажность воздуха остается в допустимых пределах, исключающих возникновение атмосферной коррозии. При этом исключается конденсация водяных паров в местах с низкой температурой.
Осушители устанавливают стационарно. Они могут быть переносными и использоваться на нескольких турбинах. Воздух выпускается через концевые уплотнения и другие специальные отверстия, выбранные так, чтобы он проходил все поверхности консервируемого объема турбоустановки. Чтобы исключить тупиковые зоны, иногда устанавливают несколько воздуходувок, разделив турбоустановку на части. Производительность осушителей и воздуходувок должна обеспечить полную замену воздуха в консервируемом объеме 1 - 2 раза в час. (См. статью «Предотвращение стояночной коррозии паротурбинного оборудования электростанций с помощью осушенного воздуха» // Теплоэнергетика. - 1987. № 1. С. 75).
Осушенный воздух используется для консервации регенеративных и сетевых подогревателей, резервуаров, питательных насосов, конденсаторов и электрических генераторов.
4.9.3. Консервация летучими ингибиторами ИФХАН
Летучие ингибиторы ИФХАН имеют большую скорость испарения, защищают от коррозии ряд черных и цветных металлов. Способ консервации опробирован на тепловых и атомных электростанциях и заключается в следующем: турбина герметизируется по валу и всем подключенным к ней трубопроводам и сообщается с источником воздуха, содержащим летучие ингибиторы коррозии. Ингибированный воздух просасывается с помощью насоса или эжектора через цилиндры турбины. На выходе из турбины (из конденсатора турбины) определяется защитная концентрация и улавливается (поглощается) ингибитор, оставшийся в воздухе. При достижении внутри консервируемого объема защитной концентрации турбина герметизируется по подводу и отводу воздуха и оставляется в таком виде на все время простоя (до 2,5 - 3,0 лет). Контроль за состоянием металла при простое проводится по скорости коррозии индикаторов, изготовленных из стали 3.
Расконсервация проводится пропуском воздуха через турбину, на выходе из которой ингибитор поглощается, что обеспечивает полную экологическую чистоту процесса как расконсервации, так и предыдущей консервации.
В качестве места подачи ингибированного воздуха могут быть использованы трубопроводы подачи уплотняющего пара или отсоса паровоздушной смеси и пара из переднего концевого уплотнения турбины (или другого концевого уплотнения в зависимости от конструктивной схемы турбины). Воздух отводится из трубопроводов заднего концевого уплотнения (противодавленческая турбина) или из трубопровода отсоса паровоздушной смеси конденсатора. Для пропуска ингибированного воздуха через турбины может быть использован основной или пусковой эжекторы.
Летучие ингибиторы ИФХАН используются для консервации закрытых емкостей и баков. Схема консервации, порядок проведения консервации и расконсервации, методика определения защитной концентрации и другие указания изложены в «Методических указаниях по консервации энергетического оборудования». РД 34.20.591-87. (М.: ВТИ, 1987).
Приложение 1
Обязательное
1. Неразлопаченные диски и рабочие лопатки, работающие в зоне фазового перехода, подвергаются 100 %-ной дефектоскопии неразрушающими методами контроля.
Для проведения контроля поверхности дисков подвергаются зачистке с удалением отложений и обеспечением чистоты поверхности 1,6.
Рабочие лопатки также подвергаются зачистке для удаления отложении, а при необходимости для осуществления контроля проводится шлифовка поверхности лопаток мелкой наждачной шкуркой М28.
В случаях обнаружения коррозионного повреждения дисков и рабочих лопаток необходимо сообщить на завод - изготовитель турбины.
В табл. 1 приводятся номера ступеней турбин ПО ТМЗ, ПОТ ЛМЗ, НПО Турбоатом, работающих в зоне фазового перехода при номинальных параметрах свежего пара и пара промперегрева.
2. ПО ТУРБИНАМ ПО ТМЗ
2.1. При обнаружении трещин на дисках электростанция следует запросить у завода-изготовителя турбины сертификатные данные о прочности материала поврежденного диска. В случае, если предел текучести материала больше 830 МПа (85 кгс/мм2) или меньше 620 МПа, диски не подлежат ремонту и выводятся из эксплуатации.
2.2. К ремонту допускаются поврежденные диски при соблюдении следующих условий:
глубина трещин в разгрузочных отверстиях не превышает 7 мм, если трещины расположены на одной стороне отверстия и могут быть удалены эксцентричной расточкой разгрузочного отверстия до диаметра не более 65 мм;
глубина трещин на поверхности шпоночного паза не превышает 10 мм;
глубина трещин на полотне и ступице не превышает 8 мм.
2.3. Ремонт выполняется в следующем порядке (рис. П.1.1 и П.1.2). Трещины в разгрузочных отверстиях удаляются эксцентричной расточкой диаметром не более 65 мм (см. А-А, вариант I).
Разрешается местная выборка трещин радиусом не менее 15 мм с последующим выполнением плавных переходов от выборки к поверхности отверстия (см. А-А, вариант II). При этом не допускается вогнутость образующей выборки относительно поверхности разгрузочного отверстия во избежание появления «карманов».
Трещины на полотне диска и на ступице выбираются радиусом не менее 10 мм с последующим выполнением плавных переходов от выборки к основной поверхности (см. Г-Г и III).
Трещины на поверхности шпоночного паза выбираются радиусом не менее 5 мм с выполнением плавных переходов от выборки к основной поверхности (см. Б-Б).
При выборке трещины и выполнении плавных переходов следует сохранить высоту упорной поверхности паза в среднем не менее 4 мм и площадь «дна» шпоночного паза не менее 40 % значения, указанного на рис. П.1.1.

Рис. П.1.1. Диск турбины
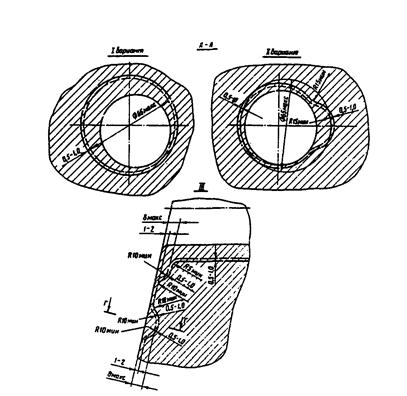
Рис. П.1.2. Обработка диска при ремонте 18 - 23-й ступеней турбины T-100-130
Примечания: 1. При наличии коррозионного повреждения на ступице в зоне Е (кроме шпоночного паза), на посадочной поверхности Ж, на поверхностях обода и гребней И диск ремонту не подлежит.
2. Штриховой линией показаны допустимые границы разделок при удалении коррозионного повреждения.
3. Штрихпунктирной линией обозначены контуры поверхностей, подлежащих обработке для удаления возможных микротрещин, после выполнения работ по выборке коррозионных повреждений.
4. Вогнутость образующей разгрузочного отверстия Д не допускается.
5. Шероховатость обработки ![]() ,
радиусы перехода от разгрузочных отверстий к полотну диска и радиусы в углах
шпоночного паза полировать
,
радиусы перехода от разгрузочных отверстий к полотну диска и радиусы в углах
шпоночного паза полировать ![]() . Облопаченный
диск после окончательной обработки статически балансировать.
. Облопаченный
диск после окончательной обработки статически балансировать.
Для ликвидации микротрещин, которые могут остаться после выполнения разделок и которые нельзя обнаружить применяемыми методами контроля, все ранее выполненные разделки углубить на 0,5 - 1,0 мм с плавным переходом к основной поверхности (см. рис. П.1.1, сечения А-А, Б-Б, Г-Г и III). С той же целью дополнительно обработать на глубину 0,5 - 0,8 мм часть поверхности обода, отстоящую на 10 мм от ближайших к оси заклепок, ступицу, углы шпоночного паза, а также на глубину 1 - 2 мм поверхности полотна диска и торцов ступицы (рис. П.1.1 и П.1.2).
Указанной обработке не подлежат упорные поверхности (участки торцов ступицы шириной 10 - 15 мм от посадочной поверхности диска).
Радиусы перехода от разгрузочных отверстий к полотну диска выполнить равными 5 мм. Шероховатость обработки всех поверхностей должна составлять 1,6. Поверхности галтельных переходов от разгрузочных отверстий к полотну и поверхности округлений в углах шпоночного паза обрабатывать до значения 0,8. При этом дополнительной обработкой разрешается увеличить диаметр разгрузочных отверстий до 67 мм.
Суммарная площадь выборок после удаления трещин должна составлять не более 10 % площади поверхности диска без учета поверхности обода диска.
Отремонтированные диски должны быть подвергнуты дефектоскопии и могут быть допущены к эксплуатации только после согласования с заводом-изготовителем.
Каждый отремонтированный диск подлежит контролю через 2 - 3 года.
2.4. Разрешается дальнейшее использование рабочих лопаток, расположенных в зоне фазового перехода турбин ПО ТМЗ и снятых с поврежденных дисков, при отсутствии поломок (трещин) рабочих лопаток и демпферных связей на поврежденном диске, механических повреждений в нижней трети пера лопатки и, кроме того:
для турбин Т-50/60-130, ПТ-50/60-130/7, Т-100/120-130 при:
полном отсутствии точечных язвин (1 балл) на поверхности рабочей части рабочих лопаток 20-й ступени,
полном отсутствии точечных язвин (1 балл) на поверхности рабочей части на расстоянии в пределах 3 мм от выходной кромки и на остальной поверхности язвин диаметром более 0,5 мм (2 балла) для остальных ступеней;
для турбин ПТ-135/165-130/15 при:
полном отсутствии точечных язвин (1 балл) на поверхности рабочей части рабочих лопаток 18-й ступени,
полном отсутствии точечных язвин (1 балл) на поверхности рабочей части на расстоянии в пределах 3 мм от выходной кромки,
отсутствии точечных язвин диаметром более 0,5 мм (2 балла) на поверхности рабочей части рабочих лопаток 19-й - 22-й ступеней:
для турбин T-175/210-130 и Т-250/300-240 при:
полном отсутствии точечных язвин (1 балл) на поверхности рабочей части на расстоянии в пределах 3 мм от выходной кромки и язвин диаметром более 0,5 мм (2 балла) на остальной поверхности.
2.5. При использовании снятых рабочих лопаток на новых дисках необходимо заменить до 10 - 15 рабочих лопаток лопатками с увеличенной «полнотой» хвостовика для обеспечения требуемого натяга при облопачивании диска.
2.6. При переоблопачивании ступеней разрешается увеличить диаметр заклепок на 1,5 мм по сравнению с размерами, указанными на рис. П.1.1. Демпферные связи следует заменить новыми.
2.7. Необходимо помнить, что в дисках, присылаемых заводом на электростанции для замены поврежденных, галтели шпоночного паза выполнены R8 вместо R5. В связи с этим соответствующие фаски на шпонках необходимо увеличить до 9 мм.
2.8. Все отбракованные лопатки и диски следует отправлять на завод для более полного контроля их работоспособности и для накопления данных по их ремонту.
3. ПО ТУРБИНАМ ПОТ ЛМЗ
3.1. К ремонту допускаются поврежденные диски при соблюдении следующих условий:
глубина трещин в разгрузочных отверстиях не превышает 15 мм (допускается удаление трещин эксцентричной расточкой с увеличением диаметра разгрузочного отверстия до 20 мм);
глубина трещин на полотне и ступице не превышает 10 мм;
глубина трещин на поверхности шпоночного паза не превышает 10 мм.
3.2. Ремонт дисков выполняется в следующем порядке.
Трещины на полотне диска и наружной поверхности ступицы удаляются местной выборкой радиусом не менее 10 мм с плавным переходом к основной поверхности радиусом 10 мм.
Трещины в разгрузочных отверстиях выбираются местной выборкой радиусом не менее 15 мм с последующим выполнением плавных переходов от выборки к поверхности отверстия радиусом также не менее 15 мм. Радиус перехода от разгрузочного отверстия к полотну диска должен быть не менее 5 мм.
Трещины на поверхности шпоночного паза выбираются радиусом не менее 5 мм с выполнением плавных переходов от выборки к основной поверхности радиусом также не менее 5 мм. При выборке трещины и выполнении плавных переходов необходимо сохранить высоту упорной поверхности шпоночного паза не менее 3 мм.
Во всех случаях после выборки трещин дополнительно еще удаляется слой металла на глубину 0,5 - 1,0 мм для гарантированной ликвидации невыявленных микротрещин. Выборки выполняются с обеспечением чистоты поверхности 1,6.
При обнаружении поверхностных трещин на гребнях обода диска с вильчатым хвостовым соединением допускается их удаление проточкой наружных «щек» диска на глубину не более 2 мм. После проточки торцы заклепок раскернить в четырех местах по окружности. При большей глубине трещины на гребнях диска вопрос об использовании диска решается совместно с заводом-изготовителем турбины.
При обнаружении трещин на ободе Т-образного хвостового соединения диски ремонту не подлежат и к эксплуатации не допускается.
При обнаружении коррозионных повреждений на посадочной поверхности диска и торцевой части ступицы, примыкающей к посадочной поверхности, вопрос о ремонте диска решается совместно с заводом-изготовителем.
Совместное с заводом-изготовителем решение принимается также при обнаружении трещин на дисках цельнокованого ротора.
3.3. Отремонтированные диски должны быть подвергнуты повторной дефектоскопии и допускаются к эксплуатации после согласования с заводом-изготовителем турбины. Дефектоскопию отремонтированных дисков проводить в дальнейшем не реже одного раза в два года.
Решение о балансировке отремонтированных дисков или ротора принимается в зависимости от величины выборки и мест их расположения.
3.4. Разрешается дальнейшее использование рабочих лопаток при отсутствии поломок (трещин), механических повреждений в нижней трети пера лопаток при полном отсутствии язвин (1 балл) на поверхности рабочей части на расстоянии в пределах 3 мм от выходной кромки и язвин диаметром более 5 мм (2 балла) на остальной поверхности.
3.5. Коррозионно-поврежденные демпферные связи с трещинами подлежат замене.
При перелопачивании ступени демпферные связи также подлежат замене.
4. ПО ТУРБИНАМ НПО ТУРБОАТОМ
4.1. При обнаружении трещин и коррозионных повреждений дисков и рабочих лопаток точная топография их расположения должна быть передана заводу-изготовителю турбины для поднятия решения по методу ремонта.
4.2. Диски с трещинами или пораженные язвенной коррозией с потерей профиля (глубина коррозии до 1 мм и более) необходимо ремонтировать на заводе-изготовителе турбины с последующим контролем и определением возможности дальнейшего их использования.
4.3. Разрешается дальнейшее использование рабочих лопаток, расположенных в зоне фазового перехода, при:
отсутствии трещин, механических повреждений в нижней трети пера лопаток;
полном отсутствии язвин (1 балл) на поверхности рабочей части на расстоянии в пределах 3 мм от выходной кромки и язвин диаметром более 0,5 мм (2 балла) на остальной поверхности.
4.4. Тщательному контролю (ЦД, МПД) подвергнуть поверхности покрывных бандажей и клепаных шипов.
Приложение
2
Обязательное
Методика предназначена для проведения дефектоскопии дисков паровых турбин, работающих в зоне фазового перехода. Она разработана с учетом требований всех руководящих и директивных материалов по данному вопросу и накопленного опыта по проведению дефектоскопии дисков.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Методика контроля определяет способы дефектоскопии металла обода, разгрузочных отверстий, полотна, ступичной части, посадочных мест на вал ротора и под лопатки с вилкообразным хвостовиком.
1.2. Настоящая методика предназначена для выявления трещин, закатов, расслоений и других дефектов в виде несплошности металла.
1.3. Дефектоскопия металла включает в себя:
визуальный осмотр (ВО);
магнитопорошковую дефектоскопию (МПД);
ультразвуковую дефектоскопию (УЗД).
1.4. Перед проведением дефектоскопии необходимо получить чертежи дисков контролируемых ступеней с указанными на них размерами:
внутреннего и наружного диаметров;
шпоночного паза с его формой и местом расположения;
диаметра разгрузочных отверстий;
диаметра и толщины стенки ступицы со стороны, как входа, так и выхода пара;
толщины стенки и величины проточки обода в местах посадки лопаток;
диаметров отверстий под заклепки для крепления лопаток, а также их количества и расстояний между ними.
При отсутствии чертежей или вышеуказанных размеров необходимо провести соответствующие измерения с помощью штангенциркуля, линейки, рулетки, толщиномера или ультразвукового дефектоскопа, снабженного измерителем координат, и составить рабочие формуляры (эскизы) для нанесения на них места расположения и размеров дефектов.
2. ВИЗУАЛЬНЫЙ ОСМОТР
2.1. Визуальный осмотр (ВО) проводится представителями эксплуатационной и ремонтной организаций и специалистами по дефектоскопии. Результаты оформляются актом.
2.2. Визуальный осмотр осуществляется перед зачисткой поверхности дисков и разгрузочных отверстий со стороны входа и выхода пара и после зачистки для обнаружения видимых дефектов и определения степени подготовки поверхности к проведению контроля.
2.3. При ВО могут быть использованы оптические средства, например, лупы ЛПК-470, ЛПК-171, БЛ-1, БЛ-2 и др.
3. МАГНИТОПОРОШКОВАЯ ДЕФЕКТОСКОПИЯ ДИСКОВ (МПД)
3.1. Общие положения
3.1.1. Метод МПД применяется для обнаружения выходящих на поверхность дисков дефектов типа нарушения сплошности (эрозионный износ, трещины, закаты, надрывы и т.д.).
3.1.2. Для проведения МПД поверхность дисков, подвергаемая контролю, зачищается с помощью наждачной бумаги (шкурки) до металлического блеска.
3.1.3. Объектами МПД являются все доступные для контроля поверхности дисков в районе обода, разгрузочных отверстий, полотна и ступицы.
3.2. Аппаратура и материалы
3.2.1. Для проведения МПД применяется как серийные дефектоскопы ПМД-70, МД-50П, ТМП-2, ДМП-3 и другие, так и изготовленные в условиях электростанций и ремонтных предприятий, соответствующие требованиям ГОСТ 21105-75 и обеспечивающие напряженность магнитного поля не менее 30 А/см (100 Э).
При проведении МПД необходимо контролировать ток намагничивания с помощью амперметра при отладке режима и периодически в процессе работы.
3.2.2. В качестве индикатора при проведении МПД рекомендуется применять магнитную суспензию, состоящую из 20 - 25 г/л черного магнитного порошка окиси-закиси железа, изготовленного по ТУ 6-14-100-74, 4 - 6 г/л хромпика калиевого, 9 - 11 г/л соды кальцинированной, 4 - 6 г/л эмульгатора ОП-7 (ОН-10).
3.2.3. Качество магнитной суспензии следует контролировать согласно п. 2 приложения 3 ОСТ 108.004.109-80.
3.3. Выявление дефектов
3.3.1. Для контроля за металлом дисков токоподводящие электроды должны быть установлены на расстоянии не более 150 мм один от другого, причем каждый контролируемый участок намагничивается в двух взаимно перпендикулярных направлениях.
3.3.2. При контроле за разгрузочными отверстиями один из токоподводящих электродов устанавливается в центре отверстия и выводится на противоположную сторону диска, а второй замыкается на него. При контроле за поверхностью, прилегающей к разгрузочному отверстию, один из токоподводящих электродов устанавливают на расстоянии 50 - 80 мм от отверстия, второй - на внутренней поверхности разгрузочного отверстия. Полная проверка прилегающей к отверстиям поверхности обеспечивается установкой электродов в четырех взаимно перпендикулярных положениях. В целях исключения возможных прижогов поверхности дисков необходимо применять свинцовые или цинковые наконечники.
3.3.3. Магнитная суспензия начинает наноситься на контролируемую поверхность после включения тока и заканчивается за 2 - 4 с до выключения тока. Суспензия наносится равномерно на весь контролируемый участок с помощью распылителей, например, резиновой груши.
3.3.4. О наличии дефекта судят по имеющимся на поверхности диска валикам магнитного порошка.
3.3.5. Дефектные места должны быть выбраны шлифовальным камнем в соответствии с рекомендациями завода-изготовителя оборудования и повторно проконтролированы с помощью магнитного дефектоскопа.
3.3.6. После завершения МПД проводится размагничивание дисков в соответствии с инструкцией по эксплуатации завода-изготовителя используемых магнитных дефектоскопов.
4. УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ ДИСКОВ (УЗД)
4.1. Общие положения
4.1.1. УЗД подвергаются зона продольного шпоночного паза в диске и гребни в ободе диска в районе отверстий под заклепки для крепления рабочих лопаток.
4.1.2. Для получения надежного акустического контакта между преобразователем и поверхностью диска, по которой перемещается преобразователь, последняя должна быть гладкой и хорошо очищенной от окалины, отложений и грязи.
4.1.3. Подготовка поверхности должна производиться с помощью пневматических машинок, снабженных шлифовальной шкуркой (бумагой). При этом шероховатость подготовленной для контроля поверхности должна быть не менее Rz = 30 мкм по ГОСТ 2789-83.
4.1.4. В качестве контактной жидкости между преобразователем и контролируемой поверхностью применяется автол с небольшой примесью трансформаторного масла. Кроме того, могут использоваться и другие виды масел, а также легко смывающаяся смазка на основе нитрита натрия.
4.2. Аппаратура
4.2.1. Для УЗД применяются серийные ультразвуковые дефектоскопы ДУК-66П, ДУК-66ПМ, УД-24, УД-10П, УД-11ПУ, УД2-12, УД2-15 и другие, имеющие аттенюатор с децибельной шкалой измерения, укомплектованные наклонными преобразователями с углом призмы 30, 40 и 50° на частоту 2,5 и 5 МГц.
4.2.2. Перед проведением контроля аппаратура должна быть проверена в соответствии с требованиями ГОСТ 14782-86 и инструкции по эксплуатации приборов.
4.3. Технология ультразвукового контроля дисков в районе посадочных мест лопаток на ободе
4.3.1. Определение параметров УЗД при контроле посадочных мест лопаток на ободе диска
4.3.1.1. Скорость развертки дефектоскопа настраивается по указаниям соответствующих разделов инструкции по эксплуатации дефектоскопа и проверяется по углам испытательного образца (рис. П.2.1, а).
4.3.1.2. Чувствительность дефектоскопа настраивается по контрольному отражателю «Надпил» испытательного образца на 20 дБ.
4.3.1.3. Угол ввода луча α пъезопреобразователя при контроле выбирается исходя из толщины обода диска в районе отверстий под заклепки, диаметра головки заклепки и размера стрелы искателя по формуле
![]()
где α - оптимальный угол преломления поперечной волны, град.;
R - радиус головки заклепки, мм;
n - стрела искателя, мм;
H - толщина обода, мм.
После расчета оптимального угла преломления поперечной волны выбирается угол призмы преобразователя по табл. П.2.1.
Таблица П.2.1
|
Угол призмы β, град |
30 |
40 |
50 |
55 |
|
Угол преломления поперечной волны α, град |
40 |
51 |
69 |
72 |
4.3.1.4. Правильность выбора угла ввода луча преобразователя рекомендуется проверить перед началом работы по испытательному образцу (см. рис. П.2.1,а), имеющему такую же толщину стенки, что и контролируемый обод в районе отверстий под заклепки. При направлении ультразвукового луча на торец образца прямое отражение максимальной энергии от нижней кромки торца должно получиться при расстоянии между краем искателя и торцом образца (рис. П.2.1,б), не превышающем значения А (2 - 3) мм, где A = R - r, (R - радиус головки заклепки, мм; r - радиус стержня заклепки, мм). Передвигая искатель в направления к центру отверстия, получаем на экране дефектоскопа импульс от кромки отверстия (рис. П.2.2.а). Затем перемещая искатель в направлении по касательной к окружности отверстия, находим максимальный импульс от контрольного отражателя («надпила»). При этом угол искателя будет оптимальным, если заклепочная головка (на образце окружность Д - см. рис. П.2.2,б) не мешает продвижению искателя при получении максимального импульса от «надпила».
4.3.2. Проведение контроля
4.3.2.1. Для поиска дефектов чувствительность контроля должна быть установлена 4 дБ. При обнаружении дефектов уровень чувствительности устанавливается до настроенного по контрольному отражателю (браковочный уровень).
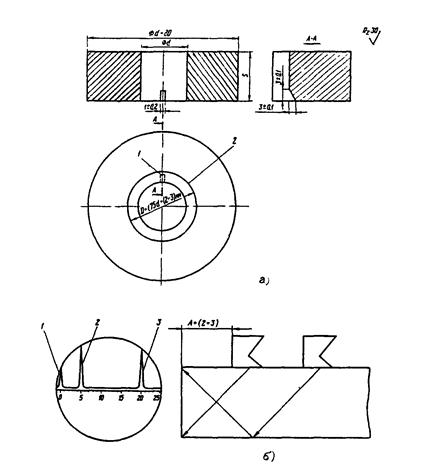
Рис. П.2.1. Выбор угла ввода луча преобразователя:
а - испытательный образец (Ст. 3, ГОСТ 380-74): 1 - «надпил»; 2 - риска на поверхности образца; d - диаметр заклепочного отверстия, мм; D - диаметр разметочной риски (головки заклепки), мм; S - толщина контролируемого листа, мм; б - осциллограмма при настройке дефектоскопа по торцам образца: импульсы: 1 - зондирующий; 2, 3 - от нижней и верхней кромок образца соответственно
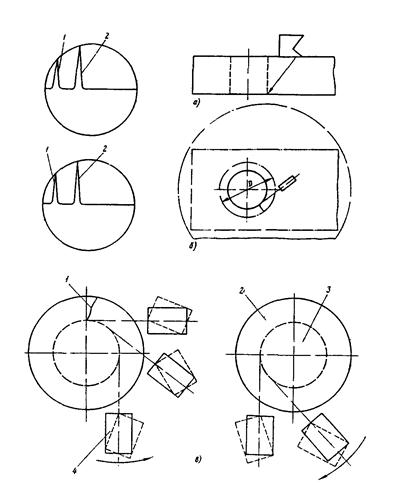
Рис. П.2.2. Установка преобразователя:
осциллограмма при настройке дефектоскопа: а - по отверстию образца; б - по искусственному дефекту («надпилу»); импульсы: зондирующий (1) и от кромки отверстия от «надпила» - (2); в - рабочее положение искателя при поиске трещины: 1 - трещина; 2 - головка заклепки; 3 - заклепочное отверстие; 4 - искатель
4.3.2.2. При выявлении дефектов (трещин) преобразователь устанавливается возле заклепки (рис. 2.2,в). По контролируемой поверхности преобразователь перемещается таким образом, чтобы направление предполагаемых трещин, расположенных, как правило, радиально, было примерно перпендикулярно направлению преобразователя и чтобы ось ультразвукового луча проходила возле кромки заклепочного отверстия по касательной.
4.3.2.3. Обведя головку заклепки, преобразователь следует непрерывно поворачивать влево или вправо на 10 - 15° от среднего положения.
4.3.2.4. При УЗД надежность акустического контакта необходимо проверить по контрольному отражателю от кромки заклепочного отверстия, что достигается установкой преобразователя у головки заклепки с направлением его к оси заклепочного отверстия.
4.3.2.5. Если при перемещении искателя на экране дефектоскопа появится отраженный импульс, следует определить, соответствует ли он отражению от трещины или от кромки заклепочного отверстия. Для этого, отметив положение искателя, при котором импульс имеет максимальную амплитуду, следует повернуть преобразователь так, чтобы ось его была направлена к оси заклепки. При этом импульс на экране, отраженный от трещины, исчезает и ближе к зондирующему импульсу появляется импульс, отраженный от кромки заклепочного отверстия. Такая картина на экране прибора свидетельствует о том, что первоначально отмечалось отражение от трещины.
4.3.3. Оценка качества
Качество проверенных отверстий и основного металла вокруг них оценивается по системе: «годен» и «не годен».
Отверстия бракуются, если обнаружен дефект, амплитуда эхо-сигнала от которого равна или больше 14 дБ.
Годными являются отверстия, если не обнаружены дефекты с амплитудой эхо-сигнала больше 14 дБ.
Отверстия, имеющие дефекты с амплитудой отраженного эхо-сигнала менее 14 дБ, подлежат повторному контролю при последующем вскрытии цилиндра турбин.
4.4. Технология ультразвукового контроля за металлом дисков в районе шпоночного паза
4.4.1. Контроль за металлом дисков в районе шпоночного паза выполняется после определения толщины стенки ступицы и месторасположения и размеров шпоночного паза.
4.4.2. Контроль осуществляется со стороны входа и выхода пара в прямом и обратном направлении вращения ротора по схеме, приведенной на рис. П.2.3,а.
4.4.3. Перед проведением УЗК необходимо настроить глубиномер (координаты Х,У), зону контроля (скорость развертки) и чувствительность дефектоскопа.
4.4.4. Настройку глубиномера и зоны контроля производят в соответствии с заводской инструкцией по эксплуатации прибора, по эхо-сигналам от угла и галтели шпоночного паза контролируемой ступени диска, как показано на рис. П.2.3,б и П.2.3,в.
4.4.5. Настройку чувствительности производят по боковому отверстию в стандартном образце № 2 в следующем порядке:
перемещают преобразователь по стандартному образцу № 2 (ГОСТ 14782-76) до получения максимального значения эхо-сигнала от бокового сверления диаметром 6 мм;
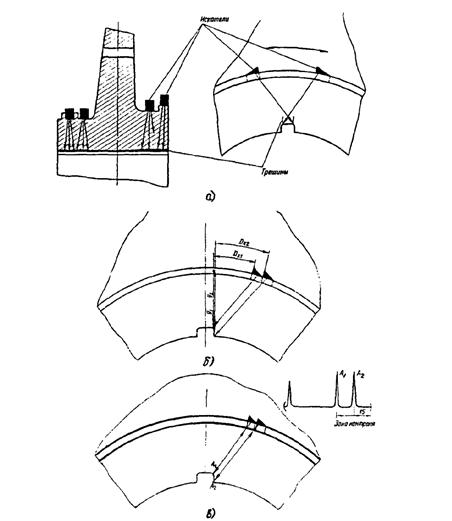
Рис. П.2.3. Дефектоскопия диска:
а - схема выявления дефектов в районе шпоночного паза при УЗК; б - схема настройки глубиномера; в - схема скорости развертки: А1 и А2 - эхо-сигналы от галтели и угла соответственно
переключают аттенюатор «ослабление» в положение согласно инструкции по эксплуатации применяемого прибора;
устанавливают уровень эхо-сигнала выше линии развертки на 10 мм соответствующими органами управления дефектоскопа (см. инструкцию по эксплуатации применяемого прибора);
устанавливают режим поиска переключением аттенюатора «ослабление» в положение 8 дБ.
4.4.6. Поиск трещин в районе шпоночного паза осуществляется плавным возвратно-поступательным перемещением преобразователя по цилиндрической поверхности ступицы с обеих сторон диска.
Примечание: Границы перемещения преобразователя определяются местом расположения шпоночного паза и толщиной ступицы.
4.4.7. Наличие дефектов в районе шпоночного паза диска фиксируется по появлению эхо-сигнала в рабочей зоне экрана.
4.4.8. Оценка допустимости дефекта производится в зависимости от толщины ступицы диска согласно табл. П.2.2.
Таблица П.2.2
|
Опорный уровень чувствительности, дБ |
Браковочный уровень, дБ |
|
|
51 - 65 |
32 |
14 |
|
66 - 76 |
28 |
15 |
|
88 - 84 |
28 |
16 |
|
85 - 94 |
27 |
17 |
|
95 - 104 |
27 |
18 |
|
105 - 120 |
27 |
15 |
4.4.9. Диски, имеющие дефекты с амплитудой отраженного эхо-сигнала менее амплитуды браковочного уровня, согласно табл. П.2.2, отмечаются в заключении, и для наблюдения за ростом дефектов проводится контроль при каждом последующем вскрытии турбины.
4.5. Техника безопасности
4.5.1. К работе по контролю за дисками паровых турбин допускаются лица, прошедшие инструктаж по технике безопасности в соответствии с «Правилами техники безопасности при эксплуатации тепломеханического оборудования электростанции и тепловых сетей» (М.: Энергоатомиздат, 1985) и зарегистрированные в журнале по технике безопасности.
4.5.2. Инструктаж проводится в сроки, установленные приказом по предприятию.
4.5.3. В условиях электростанции дефектоскопический контроль проводится звеном в составе 2 чел. по нарядной системе допуска к производству работ.
4.5.4. Перед любым включением дефектоскопы (при УЗД или МВД) должны быть надежно заземлены неизолированным гибким медным проводом сечением не менее 2,5 мм2.
4.5.5. При отсутствии на рабочем месте штепсельных розеток с указанием напряжения подключение дефектоскопов к сети и отключение от нее производится дежурным персоналом электроцеха (на заводе - дежурным электриком).
4.5.6. Дефектоскописты должны работать в спецодежде, не стесняющей движения, и в головных уборах.
4.5.7. Запрещается выполнять контроль вблизи места проведения сварочных работ.
Приложение
3
Обязательное
Настоящие Методические указания распространяются на МПД рабочих лопаток паровых турбин, поврежденных коррозией в зове фазового перехода, с целью обнаружения коррозионно-усталостных трещин на выходных кромках.
1. Основные положения по подготовке и контролю за лопатками
1.2. Контролю подвергаются выходные кромки лопаток со стороны наружной поверхности. Если поверхность покрыта тонким плотным слоем окалины, которая прочно сцеплена с металлом, то ее достаточно протереть ветошью и при необходимости обезжирить. Если в слое окалины имеются отслоения или какие-либо шероховатости, то поверхность зачищают мелкой шкуркой. Для контроля достаточно зачистить полоску вдоль кромки шириной 25 мм.
Если шероховатость поверхности превышает Rz = 40 мкм, то ее грунтуют нитрокрасками или лаками, цвет которых контрастен черному порошку.
1.3. Параметры контроля, применяемые дефектоскопические средства и аппаратура, квалификация дефектоскописта, виды намагничивания, уровни чувствительности, техника безопасности должны соответствовать ГОСТ 21105-75 «Контроль неразрушающий. Магнитопорошковый метод», ОСТ 108.004.109-80 «Изделия и швы сварных соединений энергооборудования АЭС. Методика магнитопорошкового контроля», «Инструкция по применению портативных намагничивающих устройств для проведения контроля магнитопорошковой дефектоскопией деталей оборудования без зачистки поверхности» (М.: СПО Союзтехэнерго, 1978).
1.4. На участке, где производится контроль, кроме общего освещения должно быть местное с экраном, предохраняющим глаза дефектоскописта от прямого воздействия яркого света. Освещенность контролируемой поверхности должна быть не менее 500 люкс (измерителем служит люксметр 10-16 или 116 согласно ГОСТ 13841-69). В труднодоступных местах рекомендуется использовать волоконную оптику.
1.5. При МПД выполняются следующие технологические операции: подготовка поверхности (см. пп. 1.1 и 1.3) с предшествующим обезжириванием, намагничивание, нанесение магнитной суспензии, оценка результатов, отметка дефектного места на поверхности контролируемого металла, размагничивание, составление технической документации о проведенном контроле.
2. Основные указания по проведению контроля за лопатками
2.1. Контролю подвергаются выходные кромки рабочих лопаток со стороны внешней (выпуклой) поверхности.
2.2. Магнитопорошковую дефектоскопию лопаток производят способом приложенного поля (СПП) с использованием полюсного намагничивания кромки лопаток.
2.3. Напряженность намагничивающего поля, при которой обеспечивается надежное обнаружение дефектов, рассчитывается для каждой марки стали в соответствии с ГОСТ 21105-75 по формуле
Нпр = (26 + 1,1Нс) А/см,
где Нс - коэрцитивная сила, которая для этих сталей изменяется от 4,0 до 11,1 А/см (ОСТ 108.004-109.80).
2.4. При полюсном намагничивании могут быть использованы только те электромагниты, которые позволяют намагничивать лопатки до требуемых значений напряженности магнитного поля.
2.5. Намагничивание постоянным магнитом (особенно одним полюсом) удобно использовать при контроле в труднодоступных местах и при малом расстоянии между соседними лопатками. Однако в этом случае создается высокая остаточная намагниченность, характеризующаяся локальной неоднородностью. Размагнитить такую лопатку за один прием, как правило, не удается.
Намагничивание электромагнитом переменного тока имеет ряд преимуществ: отпадает необходимость в преобразовании тока, практически не создается остаточной намагниченности и, что особенно важно, этот же электромагнит может быть использован в качестве демагнитизатора.
2.6. Рекомендуется использовать водную магнитную суспензию следующего состава:
Магнитный порошок черный (ТУ 16-14-1009-79)........................................ 25 ± 5 г
Калий двухромовокислый (ГОСТ 4220-75)................................................... 5 ± 1 г
Сода кальцинированная техническая (ГОСТ 5100-73)................................. 10 ± 1 г
Вещество вспомогательное ОП-7 или ОП-10 (ГОСТ 8433-84)................... 5 г
Вода питьевая (ГОСТ 2874-82)........................................................................ до 1000 см3
2.7. Нанесение водной магнитной суспензии на поверхность контролируемого участка должно прекращаться за 2 - 3 с до окончания его намагничивания.
2.8. При полюсном намагничивании электромагнит переменного тока или постоянный магнит устанавливают на внешнюю поверхность выходной кромки лопатки со стороны корня лопаток, как показано на рис. П.3,а. Выборка (уступ) на полюсе электромагнита делается для удобства его фиксирования на кромке и для стабилизации ширины зоны намагничивания. Поскольку поверхность лопатки в зоне кромки является практически плоской, то полюса прилегают к поверхности лопатки плотно и дополнительной притирки не требуется.
В процессе контроля магнит постепенно перемещают вдоль всей длины кромки лопатки, одновременно нанося магнитную суспензию и осматривая зону контроля. При обнаружении валика из магнитного порошка намагничивающее устройство останавливают, стирают порошок и еще раз наносят суспензию. Если валик образуется вновь, то дефектное место отмечают и продолжают контроль.
Допускается намагничивание с помощью одного полюса, если напряженность намагничивающего поля соответствует значениям, рассчитанным по п. 2.3, и режиму «Б» ГОСТ 21105-75.

Рис. П.3. Магнитопорошковая дефектоскопия лопаток:
I - схема намагничивания лопатки электромагнитом в процессе проведения магнитопорошкового контроля за металлом лопатки: 1 - лопатка; 2 - магнитопровод; 3 - катушка электромагнита; 4 - направление перемещения электромагнита; 5 - условное изображение силовых линий магнитного поля электромагнитом;
II - электромагнит переменного тока: а - форма полюсных наконечников; б - положение электромагнита на лопатке: 1 - лопатка; 2 - магнитопровод; 3 - катушка
2.9. Наличие дефекта определяют по обнаруженным при визуальном осмотре валикам магнитного порошка, который скапливается над дефектом (индикаторный след). Длина индикаторного следа примерно равна протяженности обнаруженного дефекта.
Для получения документального подтверждения о дефекте рекомендуется сфотографировать контролируемые участок или снять дефектограмму с помощью прозрачной липкой ленты. После высыхания магнитного порошка лента липкой стороной осторожно прижимается к валику магнитного порошка, затем снимается с поверхности и приклеивается на лист белой бумаги.
2.10. Размагничивание детали
Демонтированная лопатка может быть размагничена демагнитизатором MP-10Н или MP-11Н в зависимости от ее размеров.
На смонтированной лопатке остаточную намагниченность можно существенно уменьшить электромагнитом переменного тока. Для этого включенные электромагнит устанавливают на кромку лопатки и плавно снижают амплитуду тока до 0, используя, например ЛАТР или специальное устройство. Эту операцию проводят по всей длине лопатки. Данные для изготовления магнитопровода электромагнита переменного тока приведены в п. 3.
2.11. Допускается применять вместо МПД вихретоковые приборы с накладными преобразователями, если их чувствительность удовлетворяет требованиям ГОСТ 21105-75.
3. Данные для изготовления магнитопровода электромагнита переменного тока
3.1. Магнитопровод набирают из листов электротехнического железа П-образной формы толщиной 0,35 - 0,5 мм. Сечение магнитопровода 16×25 мм, высота 65 мм, расстояние между полюсами 50 мм. Часть пластин укорачивают на 20 мм для получения уступа до 3 мм на полюсах магнитопровода, как показано на рис. П.3,б.
Намоточные данные катушки и электромагнита: провод ПЭВ-2, ПЭЛ-2 (диаметром 1,17 мм), количество витков катушки 300.
3.2. Указания по изготовлению намагничивающих устройств содержатся в «Инструкции по применению портативных намагничивающих устройств для проведения контроля магнитопорошковой дефектоскопией деталей оборудования без зачистки поверхности» (М.: СПО Союзтехэнерго, 1978).
Приложение
4
Обязательное
1. Общие положения
1.1. Настоящая методика распространяется на ультразвуковой контроль (УЗК) вилкообразных хвостовиков лопаток ступеней турбин без освобождения лопаток из обода диска ротора.
1.2. Методика определяет технологию и порядок обнаружения эксплуатационных дефектов (трещин) в хвостовиках лопаток, распространяющихся в районе отверстий под заклепки, на участке с минимальной шириной хвостовиков лопатки (рис. П.4,а).
1.3. Действительные размеры трещин и их форма не определяются.
1.4. Методика составлена с учетом конструкции крепления лопатки к ободу диска, характера, места развития и направления распространения трещин, на основе данных экспериментального контроля большого количества лопаток.
1.5. К выполнению ультразвукового контроля хвостовиков лопаток допускается звено из двух дефектоскопистов, один из которых имеет разряд не ниже 5, прошедших специальную подготовку
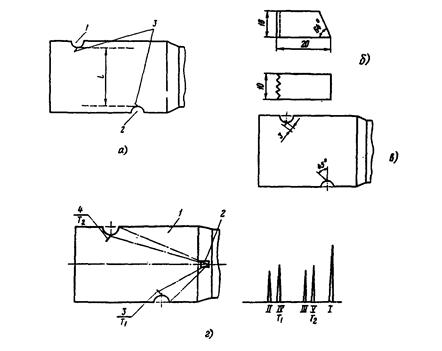
Рис. П.4. Ультразвуковая дефектоскопия вильчатого хвостовика лопаток:
а - хвостовик лопатки (вид сверху): 1, 2 - отверстия для посадки заклепок; 3 - трещины от ближнего и дальнего отверстий для посадки заклепок; L - расстояние между отверстиями; б - призма искателя для УЗК хвостовиков рабочих лопаток паровых турбин; в - испытательный образец для настройки скорости развертки дефектоскопа; г - схема настройки скорости развертки при поиске трещин: 1 - испытательный образец; 2 - преобразователь; 3, 4 - отражатели типа «риска» у ближнего и дальнего отверстий; I - эхо-сигнал от конца хвостовика лопатки; II - эхо-сигнал от угла ближнего отверстия; III - эхо-сигнал от угла дальнего отверстия; IV - эхо-сигнал Т1 от дефекта у ближнего отверстия; V - эхо-сигнал T2 от дефекта у дальнего отверстия
2. Аппаратура
2.1. При ультразвуковом контроле хвостовиков лопаток применяются переносные дефектоскопы ЛУК-66П, УД-24, УД-10П, УД-11ПУ, УД-12ПУ, УД2-12 или аналогичные им.
2.2. Параметры ультразвуковых приборов должны удовлетворять требованиям, указанным в паспортах завода-изготовителя.
2.3. При проведении контроля используются специальные наклонные пьезопреобразователи с рабочей частотой 5 МГц и углом наклона призмы 64° (рис. П.4,б).
2.4. Перед проведением контроля выполняется настройка скорости развертки (зоны контроля) и чувствительности дефектоскопа.
Настройка зоны контроля и чувствительности проводится согласно инструкции по эксплуатации дефектоскопа с использованием испытательных образцов, изготовленных из хвостовой части демонтированных лопаток аналогичной ступени с нанесением на них искусственных отражателей типа рисок длиной 3 мм и глубиной 1 мм (рис. П.4,в).
2.5. Шероховатость поверхности образца для настройки скорости развертки и чувствительности должна быть не ниже Rz = 40 мкм по ГОСТ 2789-83.
Оценка частоты рабочей поверхности испытательного образца может производиться визуально в соответствии с требованиями ГОСТ 9378-80.
2.6. Размеры образца и контрольных отражателей определяются с помощью штангенциркуля и методом свинцового слепка с применением оптических средств (микроскопы УИM-21, МПБ-2) или другими методами, обеспечивающими требуемую точность измерений.
3. Подготовка к контролю
3.1. Места контроля должны быть подготовлены заблаговременно. При проведении контроля температура металла на поверхности контролируемого изделия и окружавшего воздуха должна быть +5 ÷ +40 °С.
3.2. Для проведения контроля свободная часть хвостовика лопатки должна быть зачищена от окалины, ржавчины, забоин и неровностей до чистоты не менее чем Rz = 20 мкм по ГОСТ 2789-83.
3.3. Для удобства регистрации обнаруженных дефектов все лопатки данной ступени должны быть промаркированы.
3.4. В качестве контактной смазки применяют жидкие технические масла или глицерин.
3.5. Колебания напряжения в электрической сети, к которой подключают дефектоскопы, не должны превышать ±5 % номинального.
4. Настройка аппаратуры
4.1. Настройка скорости развертки (зоны контроля)
4.1.1. Настройку скорости развертки проводят на испытательном образце по эхо-сигналам от края (конца) хвостовика лопатки, углов отверстия под заклепки и ближнего и дальнего искусственных дефектов (рисок).
4.1.2. Преобразователь устанавливают на испытательном образце строго на середине свободной части хвостовика лопатки (положение 1), находят эхо-сигнал от края (конца) лопатки и с помощью ручки «Развертка плавно» располагают его на экране дефектоскопа так, как показано на рис. П.4,г, фиксируя это на шкале дефектоскопа.
Не меняя первоначального места расположения преобразователя на образце, поворачивают его влево, а затем вправо (положение II, III рис. П.4,г) и находят эхо-сигналы от ближнего и дальнего углов от отверстий под заклепки, так же фиксируя место их расположения на шкале экрана дефектоскопа (см. рис. П.4,г).
После этого, плавно поворачивая пьезопреобразователь, находят эхо-сигналы от ближней и дальней риски (положение IV, V), также отмечая место их расположения на шкале дефектоскопа, обозначив их индексами Т1, Т2 (см. рис. П.4,г).
4.2. Настройка чувствительности
4.2.1. При выполнении контроля используются три уровня чувствительности: поисковый, браковочный и опорный.
Опорный уровень определяется при настройке чувствительности прибора по максимуму амплитуды эхо-сигнала от искусственных отражателей в испытательном образце и должен составлять не менее 15 дБ при настройке на дальний искусственный отражатель. При этом высота импульса от настроечного отражателя должна равняться 10 мм над линией развертки опорного уровня.
Поисковый уровень ниже опорного на 12 дБ, но должен превышать уровень помех не менее чем на 1 дБ.
Браковочный уровень ниже опорного на 6 дБ.
4.2.2. Настройку опорной чувствительности производят следующим образом.
Преобразователь устанавливается так же, как и при настройке скорости развертки. Поворачивая преобразователь вправо и влево (в зависимости от расположения отверстий под заклепки), находят эхо-сигнал от дальнего искусственного отражателя, который следует ожидать на месте отметки Т2 на шкале экрана дефектоскопа.
Кнопками «Ослабление» амплитуду эхо-сигнала ослабляют до высоты 10 мм над линией развертки и фиксируют цифровое значение этого ослабления в дБ (опорный уровень чувствительности при контроле дальней зоны хвостовика лопатки).
Дальнейшим поворотом пъезопреобразователя находят эхо-сигнал от ближнего искусственного отражателя, который следует ожидать на отметке T1 по шкале экрана дефектоскопа, и также нажатием кнопок «Ослабление» ослабляют амплитуду этого сигнала до 10 мм над линией развертки, фиксируя при этом значение этого ослабления в дБ (опорный уровень чувствительности при контроле ближней зоны хвостовика лопатки).
5. Проведение контроля
5.1. Устанавливают поисковый уровень чувствительности, который ниже опорного уровня или дальней зоны контроля на 12 дБ.
5.2. Устанавливают преобразователь строго на середину свободной поверхности хвостовой части лопатки и путем поворота его влево и вправо следят за появлением эхо-сигнала: от углов отверстий и конца хвостовика лопатки на экране дефектоскопа.
5.3. Признаком наличия дефекта является появление эхо-сигнала на отметках T1 и Т2 (см. рис. П.4,г).
6. Оценка качества
6.1. Качество хвостовика лопаток да результатам УЗК оценивается двумя оценками: «не годен» (брак) и «годен».
Лопатка бракуется, если обнаружен дефект, амплитуда сигнала от которого при УЗД равна или больше браковочного уровня.
Пример. При настройке опорной чувствительности уровень ее оказался 22 дБ на дальней зоне контроля и 24 - на ближней. Режим поиска 22 - 12 = 10 дБ.
При проведении контроля дальней зоны обнаружены дефекты с амплитудой эхо-сигнала 16 дБ (брак), так как браковочный уровень этой зоны составляет 22 - 6 = 16 дБ, при контроле ближней зоны - 18 дБ (брак) так как браковочный уровень этой зоны составляет 24 - 6 = 18 дБ.
7. Техника безопасности
При проведении контроля в соответствии с настоящей методикой должны соблюдаться меры техники безопасности, предусмотренные при работе с теплосиловым оборудованием, а также общие требования согласно ПТЭ электроустановок потребителей и ПТБ при эксплуатации установок потребителей, утвержденным Госгортехнадзором СССР в 1969 г. с дополнениями и изменениями, внесенными в 1971 г.
Приложение
5
Обязательное
1. При обнаружении на дисках коррозионного повреждения (коррозионного растрескивания или интенсивной язвенной коррозии с потерей профиля) они должны быть демонтированы для проведения последующей, более полной повторной дефектоскопии неразрушающими методами, указанными в приложении 2.
2. В случае если с диска снимаются рабочие лопатки, дефектоскопии неразрушающими методами подвергаются внутренние поверхности гребня диска и хвостовики рабочих лопаток.
посадочной поверхности;
торцевых поверхностях ступицы на участке между расточкой и средним диаметром ступицы;
поверхностях обода и гребней.
4. Не допускаются к ремонту и дальнейшей эксплуатации рабочие лопатки при обнаружении на них коррозионных повреждений с трещинами на кромках или в прикорневом сечении. Все лопатки данной ступени подлежат замене. Не допускаются к эксплуатации также рабочие лопатки с коррозионными повреждениями, регламентированными заводами-изготовителями.
5. Допускаются к ремонту диски, имеющие коррозионное повреждение, при условии, что глубина трещин (в разгрузочных отверстиях и других поверхностях, кроме указанных в п. 3 настоящего приложения) не превышает допустимых значений, регламентируемых заводами-изготовителями.
6. Ремонт поврежденных дисков проводится в соответствии с рекомендациями заводов-изготовителей. Указания по ремонту дисков турбин ПО ТМЗ, ПОТ ЛМЗ, НПО Турбоатом приведены в приложении 1.
7. Отремонтированные диски проходят повторную дефектоскопию после ремонта и при удовлетворительных результатах допускаются к дальнейшей эксплуатации по согласованию с заводом-изготовителем.
8. Дефектоскопию отремонтированных дисков проводить в сроки регламентированные заводами-изготовителями турбины, но не реже чем через 2 - 3 года эксплуатации. Если на отремонтированных дисках при эксплуатации вновь образовались трещины, диски к дальнейшей работе не допускаются.
Приложение 6
Справочное
МЕТОДИЧЕСКИЕ
РЕКОМЕНДАЦИИ ПО ВИЗУАЛЬНОМУ ОСМОТРУ ЛОПАТОК, ПОВРЕЖДЕННЫХ КОРРОЗИЕЙ
(Разработаны ВТИ)
1. Общие положения
1.1. Настоящие методические рекомендации (MP) определяют порядок проведения обследования рабочих лопаток, работающих в зоне фазового перехода турбин, вводят шкалы коррозионных повреждений лопаток.
1.2. Методические рекомендации не распространяются на лопатки, поврежденные эрозией, имеющие механические повреждения, изготовленные из некондиционного металла и не отвечающие другим требованиям действующих НТД.
1.3. Методические рекомендации распространяются на лопатки, прошедшие с положительными результатами контроль на наличие трещин в объеме, предусмотренном настоящими Методическими указаниями и «Инструкцией по контролю за металлом котлов, турбин и трубопроводов» (И 34-70-013-84).
1.4. Методические рекомендации распространяются на рабочие лопатки турбин, режимы эксплуатации которых находятся в соответствии с действующими НТД.
1.5. Контроль за металлом лопаточного аппарата проводится специалистами лаборатории металлов ТЭС, турбинного цеха или ремонтного предприятия.
2. Подготовка лопаток к контролю
2.1. Ротор устанавливается на козлах в доступном для контроля месте, со свободным доступом к лопаткам, на хорошо освещенной площадке.
2.2. Лопаточный аппарат должен быть очищен от отложений.
2.3. Не менее чем по две диаметрально противоположно расположенные лопатки каждой ступени, работающие в зоне фазового перехода, зачищаются до металлического блеска с обеих сторон по всей длине пера. Зачистка и шлифовка поверхности лопаток производится мелкой наждачной шкуркой М28.
3. Проведение контроля за лопаточным аппаратом
3.1. Визуальный контроль за лопаточным аппаратом проводится с помощью локального источника освещения, зеркальца, лупы с увеличением до десяти крат. Допускается применение эндоскопов, перископов и других оптических систем, позволяющих проводить осмотр поверхности в труднодоступных местах.
3.2. Проводится общий осмотр всех рабочих лопаток ротора и детальный осмотр нескольких выбранных на данной ступени специально зачищенных лопаток.
3.3. При общем осмотре фиксируется общее качественное коррозионное состояние лопаток (особенно входных и выходных кромок), отверстий под бандажную проволоку, состояние ленточных, проволочных и цельнофрезерованных бандажей; фиксируется наличие эрозионного износа, следов механического повреждения и т.д.
3.4. При детальном осмотре проводится количественное описание коррозионных повреждений специально зачищенных лопаток.
Фиксируется состояние поверхности (усредненное по зачищенным лопаткам данной ступени) с выпуклой и вогнутой сторон пера в прикорневом сечении, в середине и на периферии пера. Оценивается диаметр максимальных язв и плотность язв. Дается качественное описание распределения коррозионных повреждений по перу лопатки. Отдельно описывается состояние входных и выходных кромок.
3.5. При описании коррозионных повреждений используются следующие шкалы, указываемые в прилагаемых таблицах.
Таблица П.6.1
|
Шкала по максимальным размерам коррозионных язв |
|
|
Классификационная группа |
Максимальный диаметр язв, мм |
|
1 балл |
0,1 |
|
2 балл |
0,1 - 0,5 |
|
3 балл |
0,5 - 1,0 |
|
4 балл |
1,0 - 2,0 и (или) травление поверхности |
|
6 балл |
Общая коррозия с потерей профиля |
Таблица П.6.2
|
Шкала по плотности распределения язв |
|
|
Классификационная группа |
Плотность язв, шт./см2 |
|
А |
до 2 |
|
Б |
2 - 10 |
|
В |
10 - 100 |
|
Г |
Более 100 |
3.6. Для облегчения оценки состояния поверхности лопаток рекомендуется использовать шаблоны двух типов, приведенные на рис. П.6. Шаблоны изготавливаются на миллиметровой бумаге и наклеиваются на картон.
Первый шаблон предназначен для оценки диаметра максимальных язв. В шаблоне прорезаются восемь прямоугольных отверстий размером 10×10 мм; рядом с каждым отверстием тушью изображаются кружки диаметром 0,5; 1,0; 1,5; 2,0; 2,5; 3,0; 3,5 и 4,0 мм. Кружки рекомендуется наносить с помощью измерительных инструментов, имеющих цену деления 0,1 мм.
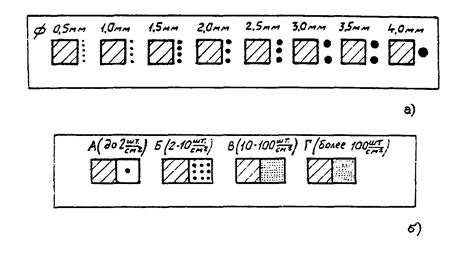
Рис. П.6. Шаблоны для оценки коррозионного состояния поверхности лопаток:
для измерения диаметра (а) и плотности (б) язв; ![]() - окошки для измерения
- окошки для измерения
Второй шаблон предназначен для оценки плотности язв. В шаблоне прорезаются четыре прямоугольных отверстия размером 10×10 мм; рядом с каждым отверстием наносятся тушью регулярные сетки точек, соответствующие плотности распределения 2, 10, 100 и 200 шт./см2.
При осмотре лопаток, приложив к их поверхности шаблоны, оцениваются диаметр и плотность язв.
3.7. Результаты осмотра заносятся в формуляр.
3.8. Проводится оценочный расчет диаметра максимальной коррозионной язвы к моменту следующего осмотра лопаточного аппарата (dc) по формуле:
![]()
где dп, dн, dc - диаметры максимальных язв в предыдущий, настоящий и следующий осмотры лопаток, мм;
τn, τн, τс - длительность эксплуатации лопаток к моменту предыдущего, настоящего и следующего осмотров, ч.
Если оценка коррозионного состояния лопаток проводится впервые, за τн принимается общая длительность их эксплуатации, a dn и τп приравниваются нулю.
Чем чаще планируются осмотры лопаток (чем меньше отрезок временя τс - τn), тем точнее прогноз их коррозионного состояния к моменту следующего осмотра.
4. Оформление заключения
4.1. Заключение по результатам осмотра должно содержать:
сведения о длительности эксплуатации лопаточного аппарата и качестве пусков турбины за это время;
температуру свежего пара и пара промперегрева (средние значения за период между двумя последними осмотрами лопаток);
сведения о ремонте или замене лопаточного аппарата;
сведения о результатах предыдущего осмотра лопаток;
формуляр с результатами настоящего осмотра лопаток;
результаты прогноза степени коррозионного повреждения лопаток, к моменту следующего осмотра;
заключение о возможности дальнейшей эксплуатации рабочих лопаток;
сведения о качестве пара за период между осмотрами проточной части турбин.
4.2. Заключение оформляется организацией, проводящей осмотр, в четырех экземплярах, утверждается главным инженером ТЭС и хранится:
в лаборатории металлов;
в турбинном цехе;
в ПТО;
у инспектора Госинспекции;
в химическом цехе.
4.3. Заключение хранится до полной замены лопаточного аппарата.
Приложение
7
Справочное
УСТРОЙСТВА ДЛЯ ОПРЕДЕЛЕНИЯ КАЧЕСТВА ПЕРВИЧНОГО КОНДЕНСАТА В ЗОНЕ ФАЗОВОГО ПЕРЕХОДА (ЗФП) ТУРБИН
Отбор проб влаги устройством конструкции НПО ЦКТИ, идентифицированной первичному конденсату ЗФП, осуществляется из трубопровода отбора пара с параметрами, соответствующими или близкими ЗФП. Установка пробозаборных штуцеров осуществляется в горизонтальном участке трубопровода. Жидкая фаза поступает в бачок-накопитель через штуцер, вваренный в трубопровод по нижней образующей заподлицо. Уравнительная линия соединяет внутренний объем бака с паровым пространством трубопровода.
Во избежание разбавления отбираемой пробы паром линия отбора жидкой фазы снабжена гидрозатвором. Система охлаждения пробы включается после наполнения бака и отключения его от трубопровода. Промывка схемы осуществляется отбираемой жидкой фазой со сбросом ее в конденсатор. Время накопления пробы в баке полезной емкостью 6,5 л составляет в зависимости от режима работы турбины от 5 до 30 мин.
Концентратор конструкции ВТИ позволяет моделировать качество первичного конденсата в ЗФП. В концентратор проба пара поступает из турбины при параметрах, превышающих параметры начала конденсации, и дросселируется до давления, близкого к атмосферному. Поток исследуемого пара (30 кг/ч) при давлении, близком к атмосферному, и температуре на 10 - 20 °С, превышающей температуру среды в ЗФП, подводится к патрубку. При движении вверх пар разбрызгивает и поднимает капли конденсата, образующиеся на холодильнике, смонтированном на крышке концентратора. Во время контакта конденсата, имитирующего первичный конденсат, с потоком пара происходит термодинамически обусловленный перенос вещества из паровой фазы в жидкую. Конденсат, обогащенный примесями, содержащимися в паре, осаждается на стенках внутренней трубы, собирается в желобки, из которых по фторопластовым трубкам вытекает через штуцеры в емкости для анализа или на автоматические приборы химического контроля непрерывного действия (кондуктометр, рNa-метр, рН-метр).
Отработанный пар сбрасывается из концентратора через выходные патрубок и конденсатор змеевикового типа. Использование концентратора ВТИ позволяет моделировать обогащение различными соединениями первичного конденсата в условиях, свободных от воздействия изменения режима тепловой и электрической нагрузки, и организовать непрерывный автоматический химический контроль за его качеством.
Приложение 8
Обязательное
АВТОМАТИЗИРОВАНИЙ
ХИМИЧЕСКИЙ КОНТРОЛЬ ЗА КАЧЕСТВОМ СВЕЖЕГО ПАРА ПЕРЕД ТУРБИНОЙ
(Разработан ВТИ)
1. Объем автоматического химического контроля за качеством свежего пара перед турбиной на давление 12,8 и 23,5 МПа регламентирован циркуляром № Ц-07-83(Т) «Нормы качества свежего пара перед турбинами ТЗС на давление 12,8 и 23,5 МПа» и «Методическими указаниями по организации и объему химического контроля водно-химического режима не тепловых электростанциях» РД 34.37.303-88 (М., ВТИ, 1988).
2. Структурная схема автоматического контроля за качеством свежего пара (рис. П.8) включает: отборник непрерывно текущей пробы; устройство для подготовки пробы для анализа путем унификации ее теплофизических параметров (снижение температуры до 38 ± 2 °С и давления до 0,11 - 0,12 МПа); устройство для обработки и отображения получаемой с анализаторов информации либо на регистрирующих приборах, либо на дисплее и печати (с предварительным преобразованием аналоговых сигналов в цифровые и обработкой на персональной ЭВМ).
3. Для определения качества свежего пара следует использовать: серийные анализаторы (АУС-217 для измерения электрической проводимости Н-катионированной пробы, pNa-205 для измерения содержания натрия и рН-220 для измерения рН); серийные устройства подготовки проб СУПП; отборники проб, поставляемые заводом с оборудованием или изготавливаемые на месте в соответствии с ОСТ 108.030.04-75.
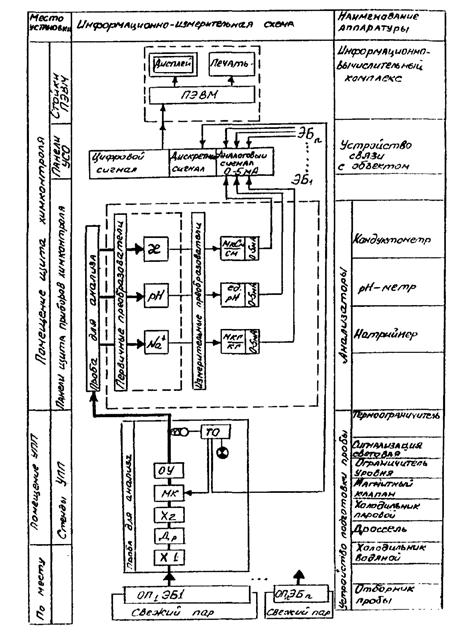
Рис. П.8 Структурная схема автоматизированной системы контроля за свежим паром перед турбинами ТЭС
4. Для охлаждения непрерывно текущих проб пара в системе СУПП следует использовать конденсат турбины или химически обессоленную воду.
5. При использовании для обработки информации о качестве пара ЭВМ опрос измеряемых значений показателей качества (ПК) следует проводить каждые 5 мин с последующим усреднением каждые час, смену, сутки.
При нормальном течении процесса распечатка значений ПК должна проводиться 1 раз в смену (8, 16, 24 ч) - среднесменных значений и в 24 ч - среднесуточных значений. При отклонении значений ПК выше нормы должна производиться автоматическая печать отклонившегося показателя с указанием часа, дня, наименования ПК, значения отклонения. При восстановлении значения отклонившегося показателя до нормы должна производиться печать: «час», «день», «показатель», «в норме». Возможен ввод на дисплей по вызову оператора обобщенной информации о ПК за последний час в виде диаграммы, а также сообщения о возможной причине, вызвавшей отклонение ПК.
6. Анализаторы качества пара, аппаратура подготовки пробы, информационная часть (регистраторы или СЗТ) располагаются на щите химконтроля.
7. Показатели рН и электропроводности пара и содержания в нем натрия дублируются на дисплее, расположенном на БЩУ.
8. В автоматизированную систему химконтроля следует также включить измерение качества конденсата после конденсатора турбины по содержанию кислорода и значению электрической проводимости, а также качества конденсата греющего пара сетевых подогревателей для контроля за возможными присосами в тракт цикла охлаждающей воды в конденсаторах и сетевой воды в сетевых подогревателях вследствие неплотностей их трубных систем.
Качество конденсата после конденсаторов турбин контролируется за конденсатными насосами 1 ступени. Для измерения электрической проводимости Н-катионированной пробы следует использовать прибор АУС-217 (диапазон измерения 0 - 1 мкСм/см, погрешность изменения ±2,5 %), для измерения содержания растворенного кислорода - прибор АКП-205 (диапазон измерения 0 - 100 мкг/кг).
Конденсат греющего пара сетевых подогревателей следует контролировать по значениям электрической проводимости прибором АУС-217.
Приложение
9
Справочное
1. Общее положение
1.1. Разработанная система предлагается для ингибирования элементов проточное части паровых турбин на давление 12,8 и 23,5 МПа в зоне фазового перехода пара (ЗФП) с помощью впрыска гидразина перед ЗФП.
Снижение уровня общей коррозии в присутствии гидразина в 2 - 3 раза обусловливает повышение предела усталости стали, а образование в присутствии гидразина на металле наиболее надежного антикоррозионного защитного слоя магнетита Fe3O4 повышает устойчивость против коррозионного растрескивания.
1.2. Абсолютные значения коэффициента межфазового распределения (КМФР) зависят от ряда факторов: параметров среды, длительности контакта фаз пар - влага, входной концентрации и прочее. В характерном для ЗФП турбин 12,8 и 23,5 МПа диапазоне температур (30 - 140 °С) гидразин-гидрат обладает благоприятным КМФР, определяющим его способность концентрироваться в первичном конденсате в 7 - 12 раз, достаточно высокой термостойкостью (коэффициент термического разложения Kt при изменении температуры среды от 350 - 390 до 115 - 130 °С составляет 0,5) и способностью обеспечения значения рН первичного конденсата на уровне не ниже 7,0.
1.3. Целесообразность применения гидразин-гидрата в качестве ингибитора в проточной части турбины определяется обеспеченностью этим реагентом электростанций, наличием установленных ПДК («Санитарные нормы проектирования промышленных предприятий». СН 1003-72, Госстрой СССР), наличием соответствующих разрешений санэпидемстанций и опытом работы персонала электростанций.
2. Схема установки для турбины T-100-130
2.1. На рис. П.9 представлен вариант системы ингибирования элементов проточной части в ЗФП, реализованной на турбине Т-100-130. Водный раствор гидразина концентрацией 0,1 - 0,2 % из бака 2 насосами-дозаторами 3 подается к инжектору-испарителю 4, в который подается пар из 1-го отбора турбины 1 (давление примерно 3,4 МПа, температура 390 °С). Расход пара на инжектор-испаритель 2 т/ч. В инжекторе-испарителе раствор гидразина испаряется и вместе с рабочим паром инжектора вводится в турбину перед 12-й ступенью, где пар имеет температуру примерно 350 °С, через специальный кольцевой коллектор 5, установленный перед сопловым аппаратом 12-й ступени. Назначение кольцевого коллектора - обеспечить равномерное распределение парового раствора гидразина по сечению проточной части турбины. Система эксплуатируется в автоматическом режиме и рассчитана на аварийное автоматическое отключение при сбросе нагрузки или останове турбины: при понижении давления пара в отборе ниже заданного, измеряемого манометром 6, насосы-дозаторы 3 автоматически отключаются, а их напорная линия перекрывается вентилем с электроприводом 7. Защита турбины в этой ситуации дублируется механическим прерывателем, срабатывающим при понижении давления в отборе за 17-й ступенью.
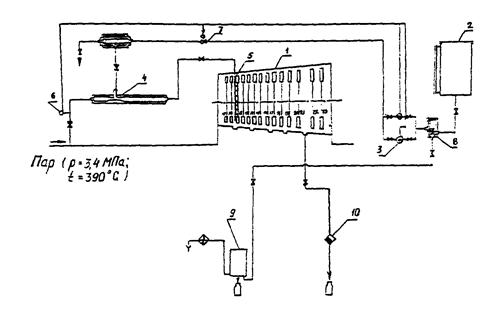
Рис. П.9. Схема ингибирования элементов проточной части турбин
2.2. Гидразин перед ЗФП дозируется из расчета обеспечить его концентрацию в штоке пара ЗФП 50 мкг/кг. Концентрация его в ЗФП контролируется с помощью отбора проб пара первичного конденсата непрерывно адиабатическим концентратором ВТИ 10 или периодически по методу НПО ЦКТИ 9 (отбором конденсата из трубопровода отборного пара).
2.3. Дозирование гидразина перед ЗФП обеспечивает наличие N2H4, в потоке пара, поступающем в последующие ступени проточной части турбины и конденсатор. Это обеспечивает повышение коррозионной стойкости конструкционных сталей элементов турбины и медьсодержащих сплавов в конденсаторе и бойлерах при эксплуатации и простоях оборудования в резерве и ремонте.
3. При организации системы ингибирования турбины К-300-240 или Т-250-240 испаренный раствор гидразин-гидрата вводят в ресиверную трубу между ЦСД и ЦНД турбины.
4. Технические характеристики системы:
Давление в точке ввода гидразина:
для турбины T-100-130 - 2,5 МПа;
для турбин К-300-240 и Т-250-240 - 0,25 МПа.
СОДЕРЖАНИЕ