ГОСТ ИСО 12301-95
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
МЕТОДЫ КОНТРОЛЯ
ГЕОМЕТРИЧЕСКИХ ПОКАЗАТЕЛЕЙ
И ПОКАЗАТЕЛЕЙ КАЧЕСТВА МАТЕРИАЛОВ
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 28 ноября 1995 г.
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Белоруссия |
Белстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Узбекистан |
Узгосстандарт |
|
Республика Украина |
Госстандарт Украины |
|
Российская Федерация |
Госстандарт России |
Настоящий стандарт представляет собой полный аутентичный текст международного стандарта ИСО 12301-92 «Подшипники скольжения. Методы контроля геометрических показателей и показателей качества материалов»
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 14 марта 1996 г. № 169 межгосударственный стандарт ГОСТ ИСО 12301-95 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 27673-88
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Госстандарта России
СОДЕРЖАНИЕ
|
4 обозначения и единицы измерения. 3 5 сводная таблица показателей качества. 4 6 геометрические показатели качества. 5 7 показатели качества подшипниковых материалов. 25 |
ГОСТ ИСО 12301-95
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПОДШИПНИКИ СКОЛЬЖЕНИЯ Методы контроля геометрических показателей Plain bearings. Quality control
techniques and inspection of geometrical |
Дата введения 1997-01-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт регламентирует методы контроля геометрии и качества материалов подшипников скольжения следующих типов:
- металлические тонкостенные вкладыши по ГОСТ 28342;
- металлические тонкостенные фланцевые вкладыши по ГОСТ 28341;
- металлические толстостенные вкладыши (в том числе буртовые), изготовленные в форме вкладышей с соотношением Stot/D0 ≥ 0,11;
- свертные втулки по ГОСТ 27672;
- сплошные металлические втулки (в том числе буртовые) однослойные и многослойные по ГОСТ 29201 с наружным диаметром до 230 мм;
- втулки из термопластов (в том числе буртовые) с внутренним диаметром до 200 мм;
- упорные кольца и прессованные биметаллические полукольца по ГОСТ 28801 и ГОСТ 29203 соответственно;
- подшипники по ГОСТ 24833 из спекаемых материалов.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.308-79 Единая система конструкторской документации. Указание на чертежах допусков и расположения поверхностей
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 18282-88 Подшипники скольжения. Термины и определения
ГОСТ 19300-86 Средства измерения шероховатости поверхности профильным методом. Профилографы - профилометры контактные. Типы и основные параметры
ГОСТ 24833-81 Втулки подшипников скольжения из спекаемых материалов. Типы и основные размеры
ГОСТ 27672-88 Подшипники скольжения. Втулки свертные. Размеры, допуски и методы контроля
ГОСТ 28341-89 Подшипники скольжения. Тонкостенные фланцевые вкладыши. Размеры, допуски и методы контроля
ГОСТ 28342-89 Подшипники скольжения. Тонкостенные вкладыши. Размеры, допуски и методы их контроля
ГОСТ 28801-90 Подшипники скольжения. Кольца упорные. Типы, размеры и допуски
ГОСТ 29201-91 Подшипники скольжения. Втулки из медных сплавов
ГОСТ 29202-91 Подшипники скольжения. Испытания на твердость металлических материалов для подшипников скольжения. Монометаллические подшипники
ГОСТ 29203-91 Подшипники скольжения. Прессованные биметаллические упорные полукольца. Конструкция и допуски
ГОСТ 29212-91 Подшипники скольжения. Испытания на твердость металлических материалов для подшипников скольжения. Многослойные подшипники
3 ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяют определения терминов по ГОСТ 18282.
3.1 Качество подшипника скольжения
Требования, предъявляемые к подшипниковому узлу, необходимые для выполнения ими своих функций. Функции зависят от области назначения подшипника.
3.2 Метод контроля качества
Метод, оборудование и последовательность действий, посредством которых оценивается качество подшипника скольжения.
3.3 Показатели качества
Характеристики подшипника, по которым судят о его качестве
3.4 Контроль
Проверка одного или более показателей качества подшипника скольжения на соответствие определенным требованиям.
3.5 Вероятностная погрешность измерений
Погрешность оценивается по формуле
![]()
где t - параметр распределения Стьюдента; t = 2 соответствует статистической неопределенности измерений Р = 95 %, для которой вероятность превышения данного значения составляет (1 - P) = 0,05 (или 5 %);
σ - среднее квадратическое отклонение.
Примечание- Погрешность, как правило, включена в данный допуск.
3.6 Точки (сечения) измерений
Оговоренные точки (сечения) измерений.
Примечание - Выбор одних точек (сечений) не является препятствием при необходимости измерений в других местах.
3.7 Допуск
Диапазон допустимых значений размеров между верхним и нижним предельными размерами.
4 ОБОЗНАЧЕНИЯ И ЕДИНИЦЫ ИЗМЕРЕНИЯ
Обозначения и единицы измерения стандарта приведены в таблице 1.
Таблица 1
|
Наименование параметра |
|
|
а |
Выступание стыковочной кромки, мм |
|
Δa |
Измеренное изменение величины а, мм |
|
аc |
Расстояние до сечения измерений, мм |
|
аE |
Расстояние между губками измерителя (микрометра, штангенциркуля и т.п.), мм |
|
afl |
Расстояние между буртами, мм |
|
Aeff |
Эффективная площадь сечения, мм2 |
|
B |
Ширина, мм |
|
BΔ |
Неперпендикулярность торцев образующей наружной цилиндрической поверхности, мм |
|
dc |
Диаметр контрольного измерительного блока, мм |
|
dн |
Диаметр корпуса, мм |
|
Dfl |
Диаметр бурта, мм |
|
Dfs |
Диаметр сечения, перпендикулярного к стыку, в свободном состоянии, диаметр в свободном состоянии, мм |
|
Di |
Внутренний диаметр, мм |
|
D0 |
Наружный диаметр, мм |
|
Ercd |
Деформация сжатия под контрольной нагрузкой, мм |
|
Fc |
Контрольная нагрузка, Н |
|
Fpin |
Контрольная нагрузка, приложенная к сжимающему упору, Н |
|
Ftan |
Тангенциальная нагрузка в подшипнике после установки в корпусе, Н |
|
hΔ |
Отклонение от параллельности плоскостей стыка относительно образующей наружной цилиндрической поверхности, мм |
|
H |
Высота, мм |
|
R |
Воспроизводимость, мкм |
|
s1 |
Толщина стальной основы, мм |
|
s2 |
Толщина втулки, мм |
|
s2,red |
Уменьшенная толщина втулки, мм |
|
sfl |
Толщина фланца (бурта), мм |
|
stot |
Общая толщина стенки, мм |
|
T |
Допуск, мм |
|
u |
Погрешность измерений, мм |
|
x1, x2, ..., xi |
Значения отдельных измерений, мм |
|
εmax |
Максимальная деформация сжатия, мм |
|
εmin |
Минимальная деформации сжатия, мм |
|
σtan |
Тангенциальное напряжение, Н/мм2 |
|
Ф |
Коэффициент напряжения, Н/мм2 |
5 СВОДНАЯ ТАБЛИЦА ПОКАЗАТЕЛЕЙ КАЧЕСТВА
Показатели, предусмотренные настоящим стандартом, сведены в таблицу 2. Для удобства пользования они классифицированы и указаны области их применения.
Последовательность приводимых показателей не связана с их важностью. Необходимость использования тех или иных показателей для контроля надежности и долговечности определяют по согласованию изготовителя с потребителем.
Примечание - Ключ к обозначениям приведен в таблице 2.
Таблица 2
|
Наименование показателя |
Тип подшипника |
|||||||
|
Тонкостенные вкладыши |
Толстостенные вкладыши |
Свертные втулки |
Сплошные металлические втулки |
Втулки из термопластов |
Втулки из спеченного материала |
Упорные кольца и полукольца |
||
|
6 |
Геометрические показатели |
|||||||
|
6.1 |
Толщина стенки stot |
|||||||
|
6.1.1 |
Толщина стенки по заданным сечениям |
+ |
+ |
+ |
+ |
+ |
- |
- |
|
6.1.2 |
Толщина стенки в заданных точках |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
6.2 |
Наружный диаметр D0 |
- |
+ |
+ |
+ |
+ |
+ |
+ |
|
6.3 |
Внутренний диаметр Di |
- |
+ |
+ |
+ |
+ |
+ |
+ |
|
6.4 |
Ширина В |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
6.5 |
Фиксаторы |
+ |
+ |
+ |
+ |
+ |
- |
+ |
|
6.6 |
Элементы подачи и распределения смазочного материала |
+ |
+ |
+ |
+ |
+ |
- |
+ |
|
6.7 |
Шероховатость поверхности |
+ |
+ |
+ |
+ |
+ |
- |
+ |
|
6.8 |
Выступание стыковочной кромки a |
+ |
- |
- |
- |
- |
- |
- |
|
6.9 |
Распрямление вкладыша |
+ |
+ |
- |
- |
- |
- |
- |
|
6.10 |
Отклонение от прямолинейности образующей поверхности скольжения |
+ |
- |
- |
- |
- |
- |
- |
|
6.11 |
Отклонение от параллельности плоскостей стыка hΔ |
+ |
- |
- |
- |
- |
- |
- |
|
6.12 |
Прилегание по посадочной поверхности |
+ |
- |
- |
- |
- |
- |
- |
|
6.13 |
Неперпендикулярность торцев BΔ |
- |
- |
+ |
- |
- |
- |
- |
|
6.14 |
Высота упорного полукольца Н |
- |
- |
- |
- |
- |
(+) |
+ |
|
6.15 |
Отклонение от взаимной параллельности торцев |
- |
- |
- |
- |
- |
(+) |
+ |
|
6.16 |
Диаметр фланца (бурта) Dfl |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
6.17 |
Расстояние между фланцами (буртами) afl |
+ |
+ |
+ |
+ |
+ |
- |
- |
|
6.18 |
Толщина фланцев (буртов) sfl |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
6.19 |
Отклонение от перпендикулярности фланцев (буртов) |
+ |
+ |
+ |
+ |
+ |
(+) |
- |
|
6.20 |
Отклонения от правильной геометрической формы |
|||||||
|
6.20.1 |
Отклонение от цилиндричности |
- |
(+) |
- |
+ |
- |
(+) |
- |
|
6.20.2 |
Торцовое биение упорной поверхности |
- |
(+) |
- |
+ |
+ |
(+) |
- |
|
6.20.3 |
Отклонение от соосности и концентричности |
- |
+ |
- |
+ |
+ |
+ |
- |
|
7 |
Показатели качества материалов |
|||||||
|
7.1 |
Монометаллические материалы |
|||||||
|
7.1.1 |
Твердость |
- |
+ |
- |
+ |
- |
- |
- |
|
7.1.2 |
Состав |
- |
+ |
- |
+ |
- |
- |
- |
|
7.1.3 |
Структура |
- |
+ |
- |
+ |
- |
- |
- |
|
7.2 |
Многослойные материалы |
|||||||
|
7.2.1 |
Свойства приработочного слоя |
+ |
+ |
+ |
- |
- |
- |
+ |
|
7.2.2 |
Свойства антифрикционного слоя |
+ |
+ |
+ |
- |
- |
- |
+ |
|
7.2.3 |
Свойства основы |
+ |
+ |
+ |
- |
- |
- |
+ |
|
7.2.4 |
Прочность сцепления слоев |
+ |
+ |
+ |
- |
- |
- |
+ |
|
7.3 |
Полимерные покрытия |
|||||||
|
7.3.1 |
Свойства поверхностного слоя |
- |
- |
+ |
- |
- |
- |
(+) |
|
7.3.2 |
Свойства антифрикционного слоя |
- |
- |
+ |
- |
- |
- |
(+) |
|
7.3.3 |
Свойства основы |
- |
- |
+ |
- |
- |
- |
(+) |
|
7.3.4 |
Прочность сцепления слоев |
- |
- |
+ |
- |
- |
- |
(+) |
|
7.4 |
Термопласты |
|||||||
|
7.4.1 |
Состав |
- |
- |
- |
- |
+ |
- |
- |
|
7.4.2 |
Структура |
- |
- |
- |
- |
+ |
- |
- |
|
7.5 |
Спеченные материалы |
|||||||
|
7.5.1 |
Состав |
- |
- |
- |
- |
- |
+ |
- |
|
7.5.2 |
Структура |
- |
- |
- |
- |
- |
+ |
- |
|
Ключ: Знак «+» означает, что показатель широко используют в данном типе подшипника. Знак «(+)» (в скобках) означает, что показатель используют не всегда. Знак «-» означает, что показатель не относится к данному подшипнику. |
||||||||
6 ГЕОМЕТРИЧЕСКИЕ ПОКАЗАТЕЛИ КАЧЕСТВА
В данном стандарте приведены важные безразмерные характеристики качества подшипников. Если специально не оговаривается, то размерность принимается в миллиметрах.
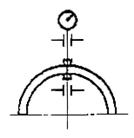
6.1 Толщина стенки stot - по таблице 3.
Таблица 3
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
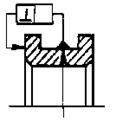
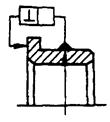
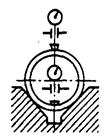
Металлические тонкостенные вкладыши |
В соответствии с рисунком 1
Рисунок 1 |
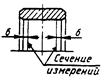
В соответствии с рисунком 2
Рисунок 2 Примечание - Метод приемлем и для измерения скосов |
Устройство для измерения толщины стенки |
|
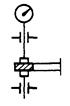
Металлические толстостенные вкладыши |
В соответствии с рисунком 1 |
Измерения производят перпендикулярно к опорной поверхности (спинке вкладыша) в нескольких местах вдоль оси, используя сферические измерительные наконечники (рисунок 2) |
Устройство для измерения толщины стенки |
|
Свертные втулки |
В соответствии с рисунком 1 |
В соответствии с рисунком 2 Примечание - Втулки могут иметь допустимые вмятины на опорной поверхности. В этом случае измерения проводят вне этих вмятин (ГОСТ 27672) При Di < 8 мм или Di > 150 мм метод испытаний подлежит согласованию между изготовителем и потребителем |
Устройство для измерения толщины стенки |
|
Сплошные металлические втулки |
В соответствии с рисунком 1 |
В соответствии с рисунком 2 Примечание - Толщина стенки также может
быть измерена как разность между наружным и внутренним диаметрами |
Устройство для измерения толщины стенки |
|
Втулки из термопластов |
В соответствии с рисунком 1 |
В соответствии с рисунком 2 |
Устройство для измерения толщины стенки |
|
Втулки из спеченных материалов |
В соответствии с рисунком 1 |
В соответствии с рисунком 2 . |
Устройство для измерения толщины стенки |
|
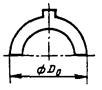
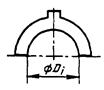
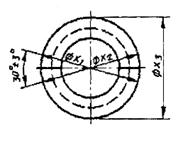
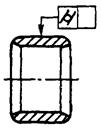
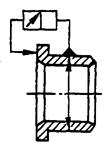
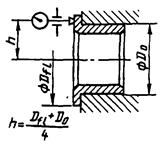
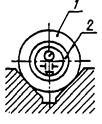
Упорные кольца и полукольца |
Измеряют расстояние между торцевыми поверхностями кольца (рисунок 3)
Рисунок 3 |
Измерения проводят параллельно оси с помощью сферических щупов (рисунок 4)
Рисунок 4 |
Устройство для измерения толщины стенки |

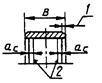
6.1.1 Толщина стенки по заданным сечениям - по таблице 4.
Таблица 4
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|||||||
|
Металлические тонкостенные вкладыши |
В соответствии с рисунком 5
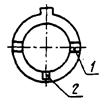
1 - фаска; 2 - сечение измерений Рисунок 5 Примечание - Расстояние ас измеряют от торцевой поверхности до контролируемых участков |
Вкладыш или втулку измеряют непрерывно по одной, двум или трем кольцевым контролируемым сечениям (рисунок 5). Примечание - Положение контролируемых сечений выбирают так, чтобы обойти канавки, смазочные отверстия и т.п. |
Устройство для измерения толщины стенки |
||||||
|
Металлические толстостенные вкладыши |
В соответствии с рисунком 6. Примечание - Расстояние ас = 6 до контролируемых участков - от торцовой поверхности вкладыша
Рисунок 6 |
Размеры вкладышей контролируют по двум оговоренным сечениям (рисунок 6). Примечания 1 При stot > 25 метод испытаний по согласованию между изготовителем и потребителем. 2 Возможно изменение положения контролируемых участков, чтобы обойти канавки и т.п. |
Устройство для измерения толщины стенки. Значения параметров устройства |
||||||
|
Толщина стенки stot |
Контрольная нагрузка Fpin, Н |
Предельная погрешность измерения |
Радиус контактной поверхности измерительного щупа |
||||||
|
До 10 включ. |
От 0.8 до 1.5 включ. |
±0,0015 |
|||||||
|
Св. 10 до 25 включ. |
Св. 1,5 до 2,5 включ. |
±0,002 |
3±0,2 |
||||||
|
Втулки из термопластов |
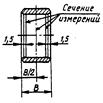
В соответствии с рисунком 7. Примечание - Расстояние ас = 1,5 до контролируемых участков - от торцовой поверхности втулки
Рисунок 7 |
Втулку контролируют по одному, двум или трем оговоренным сечениям в соответствии с рисунком 7. Примечание - Возможно изменение положения контролируемых участков, чтобы обойти канавки и т.п. |
Устройство для измерения толщины стенки. Значения параметров устройства |
||||||
|
Наружный диаметр D0 |
Контрольная нагрузка Fpin, H |
Радиус контактной поверхности измерительного щупа |
Предельная погрешность измерения |
||||||
|
До 150 включ. |
От 0,8 до 1,5 включ. |
3 ± 0,2 |
± 0,005 |
||||||
|
Св. 150 до 300 включ. |
Св. 1,5 до 2,5 включ. |
5 ± 0,2 |
|||||||
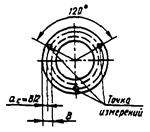
6.1.2 Толщина стенки в заданных точках - по таблице 5.
Таблица 5
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|||||
|
Металлические тонкостенные вкладыши |
Толщина стенки в заданных точках |
Примечание - Положение контролируемых точек выбирают вне расположения канавок и т.п. |
Устройство для измерения толщины стенки |
||||
|
Свертные втулки |
|||||||
|
Сплошные металлические втулки |
|||||||
|
Металлические толстостенные вкладыши |
Толщина стенки в заданных точках по согласованию между изготовителем и потребителем |
Примечание - Положение контролируемых точек выбирают вне расположения канавок и т.п. |
Микрометр для измерения по наружным поверхностям с индикатором часового типа |
||||
|
Втулки из термопластов |
Толщина стенки в заданных точках |
Примечание - Положение контролируемых точек выбирают вне расположения канавок и т.п. |
Микрометр для измерения по наружным поверхностям с индикатором часового типа |
||||
|
Втулки из спеченных материалов |
Устройство для измерения толщины стенки |
||||||
|
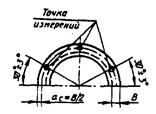
Упорные кольца и полукольца |
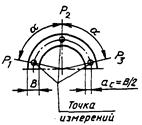
Толщина стенки в заданных точках (Р) на контролируемых участках на расстоянии ас от внутреннего диаметра упорного кольца в соответствии с рисунком 8
Упорное полукольцо α = 80° Упорное полукольцо α = 120° Рисунок 8 |
Измерения производят по точкам, указанным на рисунке 8. Примечание - Положение контролируемых точек выбирают вне канавок и т.п., конструктивных элементов |
Микрометр для измерения по наружным поверхностям с индикатором часового типа Устройство для измерения толщины стенки Значения параметров устройства |
||||
|
Контрольная нагрузка Fpin, Н |
Радиус контактной поверхности измерительного щупа |
Предельная погрешность измерений |
|||||
|
От 0,8 до 1,5 включ. |
3 ± 0,2 |
± 10 % значения поля допуска на размер |
|||||
6.2 Наружный диаметр D0 - по таблице 6.
Таблица 6
|
Применяемость |
Определение измеряемой геометрической характеристики |
Методы испытаний/ сущность измерений |
Оборудование |
|
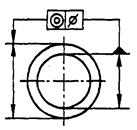
Металлические толстостенные вкладыши |
Наружный диаметр в свободном состоянии определяют как среднее арифметическое значение по двум измерениям
(рисунок 9)
Рисунок 9 |
Измерения в радиальном направлении, нормальном двум параллельным плоским поверхностям измерительных щупов (рисунок 10)
Рисунок 10 |
Измерительное устройство Установочное устройство Погрешность измерения ±10 % поля допуска на наружный диаметр |
|
Сплошные металлические втулки Втулки из термопластов Втулки из спеченных материалов |
Наружный диаметр втулки в свободном состоянии определяют как среднее арифметическое значение, по крайней мере, по трем измерениям (рисунок 11)
Рисунок 11 |
Измерения в радиальном направлении, нормальном двум параллельным плоскостям измерительных щупов (рисунок 10) |
Измерительное устройство Микрометр Установочное устройство Погрешность измерения ±10 % поля допуска на наружный диаметр |
|
Упорные кольца и полукольца |
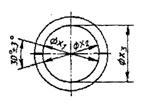
Наружный диаметр в свободном состоянии, измеренный по наружным торцовым кромкам (рисунок 12)
Рисунок 12 |
Измерения в радиальном направлении, перпендикулярном к плоскостям двух щупов измерительного устройства. Примечание - Измерения должны учитывать наличие таких конструктивных элементов как фаски |
Универсальное измерительное оборудование Погрешность измерения ±10 % поля допуска на наружный диаметр |


6.3 Внутренний диаметр Di - по таблице 7.
Таблица 7
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|||
|
Металлические толстостенные вкладыши |
Внутренний диаметр вкладыша с цилиндрической рабочей поверхностью в свободном состоянии как среднее арифметическое значение по двум измерениям (рисунок 13)
Рисунок 13 |
Измерения в радиальном направлении в точках касания со сферическими щупами измерительного инструмента (рисунок 14). Примечания 1 Внутренний диаметр может быть также измерен как разность между наружным диаметром и толщиной стенки (D0 - 2stot) определенными в соответствии с 6.1 и 6.2 2 Измерения должны проводить вне конструктивных элементов типа смазочных карманов и т.п.
Рисунок 14 |
Измерительный инструмент со сферическими щупами радиусом (3 ± 0,2) мм Установочное устройство Погрешность измерений ±10 % поля допуска на внутренний диаметр |
||
|
Свертные втулки |
Внутренний диаметр в сжатом состоянии (рисунок 15)
Рисунок 15 |
Измерения в радиальном направлении, инструментом со сферическими щупами (рисунок 16). Примечание - внутренний диаметр может быть также измерен как разность между внутренним диаметром и толщиной стенки (D0 - 2stot), определенными в соответствии с 6.1 и 6.2
Рисунок 16 |
Устройство с установочным отверстием (контакт по двум или трем точкам) Воздушный манометр с регулировочным устройством Измерительный инструмент Значения параметров устройства |
||
|
Внутренний диаметр Di |
Радиус контактной поверхности измерительного щупа |
Предельная погрешность измерений |
|||
|
До 15 включ. |
По согласованию |
± 10 % поля допуска на внутренний диаметр |
|||
|
Св. 15 до 200 включ. |
3 ± 0,2 |
||||
|
Сплошные металлические втулки Втулки из спеченных материалов |
Внутренний диаметр в свободном состоянии определяют как среднее арифметическое значение по двум измерениям (рисунок 17)
Рисунок 17 |
Измерения в радиальном направлении инструментом со сферическими щупами (рисунок 16) |
Устройство с установочным отверстием (контакт по двум или трем точкам) Воздушный манометр с регулировочным устройством Калибр-пробка Значения параметров устройства в таблице 7 для свертных втулок |
||
|
Втулки из термопластов |
Внутренний диаметр в запрессованном состоянии измеряют как среднее арифметическое значение, по крайней мере, двух измерений (рисунок 15) |
Измерения в радиальном направлении инструментом со сферическими щупами (рисунок 16) Примечания 1 Втулку запрессовывают последовательно в два калибра-кольца, один из которых соответствует максимальному размеру, а другой - минимальному размеру поля допуска на установочное отверстие. При запрессовке в калибр-кольцо с минимальным размером внутренний диаметр втулки не должен быть меньше нижнего отклонения. При запрессовке в калибр-кольцо с максимальным размером внутренний диаметр втулки не должен превышать верхнего отклонения. 2 Втулки с двумя буртами измеряют с помощью разрезного калибра-кольца |
Устройство с установочным отверстием (контакт по двум или трем точкам) Воздушный манометр с регулировочным устройством Калибр-кольцо Значения параметров устройства указаны выше для свертных втулок. Примечание - Рекомендуется использовать измерительные приборы, пригодные для отверстий втулок с отклонениями от цилиндрической формы. Ширина калибра-кольца должна превышать ширину втулки. Предельное отклонение для калибра-кольца ± 1/2 IT3 по ГОСТ 2.308 |
||
|
Упорные кольца и полукольца |
Внутренний диаметр в свободном состоянии между внутренними торцовыми кромками (рисунок 18)
Рисунок 18 |
Измерения в направлении, перпендикулярном к радиальному. Примечание - Учитывать фаски и т.п. Конструктивные элементы |
Универсальное измерительное оборудование Погрешность измерений ±10 % поля допуска на внутренний диаметр |
||



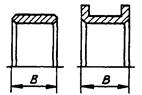
6.4. Ширина В - по таблице 8.
Таблица 8
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Металлические тонкостенные и толстостенные вкладыши Свертные втулки Сплошные металлические втулки Втулки из термопластов Втулки из спеченных материалов |
Расстояние между торцовыми поверхностями в любой точке в осевом направлении (рисунок 19)
Рисунок 19 |
Измерение между двумя плоскими и параллельными щупами измерительного устройства Примечание - Буртовые подшипники можно изготавливать из радиальных подшипников и упорных колец; способ контроля в этом случае подлежит согласованию между изготовителем и потребителем |
Измерительное устройство Универсальное измерительное оборудование Погрешность измерений ±10 % поля допуска на длину вкладыша |
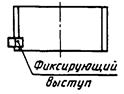
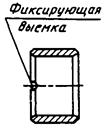
6.5 Фиксаторы - по таблице 9
Таблица 9
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
||
|
Металлические тонкостенные и толстостенные вкладыши Свертные втулки Сплошные металлические втулки Втулки из термопластов |
Элементы, фиксирующие положение вкладыша, втулки или упорного кольца и полукольца (рисунки 20 - 25) |
Универсальные методы измерений |
Измерительное устройство Универсальное измерительное оборудование Погрешность измерений ±10 % поля допуска на размер Калибры |
|
|
Рисунок 20 |
Рисунок 21 |
|||
|
Упорные кольца и полукольца |
Рисунок 22 |
Рисунок 23 |
||
|
Рисунок 24 |
Рисунок 25 |
|||




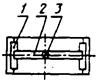
6.6 Элементы подачи и распределения смазочного материала - по таблице 10.
Таблица 10
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Металлические тонкостенные и толстостенные вкладыши Свертные втулки Сплошные металлические втулки Втулки из термопластов Упорные кольца и полукольца |
Размеры элементов подачи и распределения смазочного материала во вкладыше, втулке и упорном кольце в соответствии с рисунками 26 - 28 Значения параметров - по ГОСТ 27672, ГОСТ 28342, ГОСТ 28801, ГОСТ 29203
1 - смазочный карман; 2 - смазочная канавка; 3 - смазочное отверстие Рисунок 26
1 - смазочная канавка; 2 - смазочное отверстие Рисунок 27
1 - смазочная канавка; 2 - смазочный карман Рисунок 28 |
Универсальные методы измерений |
Измерительное устройство Универсальное измерительное оборудование Погрешность измерения ±10 % поля допуска на размер Калибры |

6.7 Шероховатость поверхности - по таблице 11.
Таблица 11
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Металлические тонкостенные и толстостенные вкладыши Свертные втулки |
Шероховатость поверхности в соответствии с ГОСТ 2789 |
В соответствии с ГОСТ 2789 |
Универсальное измерительное оборудование Радиус щупа в соответствии с ГОСТ 19300: (0,005 ± 0,001) мм, базовая длина - 0,8 мм. Примечание - В необходимых случаях может быть использован иной радиус |
|
Сплошные металлические втулки |
Дефекты поверхности, образуемые при производстве и транспортировке. Примечание - Дефекты можно отнести к значительным или незначительным в зависимости от их характера |
Визуальный контроль |
Невооруженный глаз Увеличительное стекло Бинокулярный микроскоп Микроскоп Устройство для контроля поверхности Профилометр |
|
Втулки из термопластов Упорные кольца и полукольца |
Значительные дефекты: - трещины, - заусенцы, - наволакивание материала, - выступы. Незначительные дефекты: - пятна, - следы калибров, - царапины и т.п. |
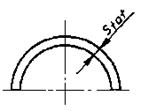
6.8 Выступание а (длина развертки) - по таблице 12.
Таблица 12
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Металлические тонкостенные вкладыши |
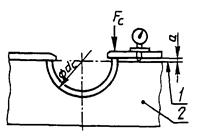
Длина развертки вкладыша Длина развертки вкладыша от одной до другой стыковочной кромки. Выступание Размер а, на который выступает вкладыш над базовой плоскостью контрольного измерительного блока с заданным диаметром dc при прижатии его контрольной нагрузкой Fc (рисунок 29). Примечание - На практике базовая плоскость служит в качестве основы для измерения a (рисунок 29) |
Метод обеспечивает точность по ГОСТ 28341 и ГОСТ 28342 Метод А Для Do ≤ 200 Выступание - а
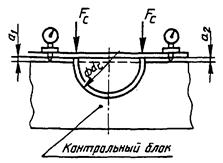
1 - базовая плоскость; 2 - контрольный блок Рисунок 29 Метод В Для D0 > 200 При D0 > 500, метод подлежит согласованию между изготовителем и потребителем Контрольная нагрузка Fс должна быть приложена к каждой из двух кромок вкладыша. Выступание - а = а1 + а2
Рисунок 30 |
Параметры устройства в соответствии с ГОСТ 28341 и ГОСТ 28342. Примечание - Кроме того может быть использован комплекс измерительных средств с параметрами, отличающимися от приведенных в ГОСТ 28341 и ГОСТ 28342 при условии, что точность измерения будет отвечать требованиям к точности по ГОСТ 28341 и ГОСТ 28342 |
6.9 Распрямление вкладыша - по таблице 13.
Таблица 13
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|||||
|
Металлические тонкостенные и толстостенные вкладыши |
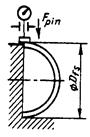
Размер, на который свободный размер Dfs вкладыша, измеренный по торцам стыка, превышает номинальный диаметр dc (рисунок 31)
Рисунок 31 |
Измерения в направлении, перпендикулярном к радиальному (рисунок 32)
Рисунок 32 |
Микрометр Устройство для выпрямления Значения параметров устройства для металлических тонкостенных вкладышей |
||||
|
Наружный диаметр D0 |
Контрольная нагрузка (контрольный упор) Fpin, Н |
Предельная относительная погрешность измерений |
|||||
|
До 150 включ. |
От 0,8 до 1,5 включ. |
±0,007 |
|||||
|
Св. 150 до 500 включ. |
Св. 1,5 до 2,5 включ. |
±0,013 |
|||||
|
Значения параметров устройства для металлических толстостенных вкладышей |
|||||||
|
Наружный диаметр D0 |
Контрольная нагрузка (контрольный упор) Fpin, H |
Предельная относительная погрешность измерений |
|||||
|
До 325 включ.*) |
2,5 max |
±0,012 |
|||||
|
*) При D0 > 325 мм метод испытаний и оборудование выбирают по согласованию с заказчиком (основным потребителем) |
|||||||

6.10 Отклонение от прямолинейности образующей поверхности скольжения - по таблице 14.
Таблица 14
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Металлические тонкостенные вкладыши |
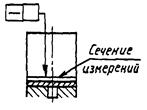
Отклонение от прямолинейности образующей поверхности скольжения в осевом направлении (рисунок 33)
Рисунок 33 |
Измеряют в соответствии с рисунком 34. Примечания 1 Метод применим для D0 < 150 мм, при D0 > 150 мм метод выбирают по согласованию с заказчиком (основным потребителем). 2 Если используют выталкиватель, то сечение измерений должно отступать на 3 - 5 мм от контролируемого участка. Измеряют при приложении тангенциальной нагрузки. 3 Расчет тангенциальной нагрузки Ftan приведен в приложении А
1 - контрольный блок; 2 - выталкиватель; 3 - сечение измерений Рисунок 34 |
Устройство для измерения выступания Контрольный блок Устройство для измерения линейности |
6.11 Отклонение от параллельности плоскостей стыка относительно образующей наружной цилиндрической поверхности hΔ - по таблице 15.
Таблица 15
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Металлические тонкостенные вкладыши |
Отклонение от параллельности плоскостей стыка в осевом направлении (рисунки 35 и 36)
Рисунок 35
Рисунок 36 |
По согласованию с заказчиком (основным потребителем) |
Оборудование по согласованию с заказчиком (основным потребителем) |
6.12 Прилегание по посадочной поверхности - по таблице 16.
Таблица 16
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Металлические тонкостенные вкладыши |
Степень прилегания наружной цилиндрической поверхности подшипников к постели контрольного блока под контрольной нагрузкой Fс |
Визуальная оценка |
Устройство для измерения выступания вкладыша Контрольный блок Контроль пятна по краске |
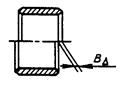
6.13 Неперпендикулярность торцев образующей наружной цилиндрической поверхности ВΔ - по таблице 17.
Таблица 17
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Свертные втулки |
Неперпендикулярность торцев образующей наружной цилиндрической поверхности (рисунок 37)
Рисунок 37 |
По согласованию с заказчиком (основным потребителем) |
Универсальное измерительное оборудование Погрешность измерений ±10 % поля допуска на длину |
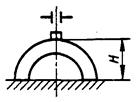
6.14 Высота упорного полукольца Н - по таблице 18.
Таблица 18
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Упорные кольца и полукольца |
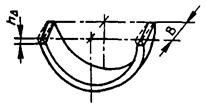
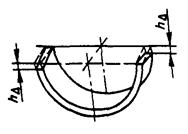
Высота кольца, измеренная над плоскостями разъема в свободном состоянии (рисунок 38)
Рисунок 38 |
Измерения производят в радиальном направлении между двумя плоскими и параллельными щупами измерительного инструмента |
Измерительное устройство Погрешность измерений ±10 % поля допуска на высоту |
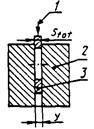
6.15 Отклонение от взаимной параллельности торцев - по таблице 19.
Таблица 19
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
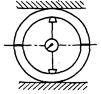
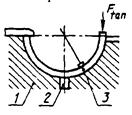
Упорные кольца и полукольца |
Отклонение от взаимной параллельности двух торцев относительно друг друга |
Контролируют прохождение кольца между двумя плоскими параллельными поверхностями калибра при заданном расстоянии у между ними (рисунок 39) Кольца должны проходить через калибр под действием собственной массы. Примечание - Метод имеет ограничение по массе, наружному диаметру и толщине кольца
1 - масса (вес кольца); 2 - калибр; 3 - упорное кольцо Рисунок 39 |
Калибр |
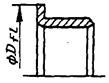
6.16 Диаметр фланца (бурта) Dfl - по таблице 20.
Таблица 20
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
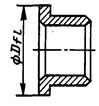
Металлические тонкостенные вкладыши |
Диаметр вкладыша в постели, измеренный по фланцу (бурту) в соответствии с рисунками 40, 41
Рисунок 40 |
Измерения проводят в радиальном направлении между двумя плоскими и параллельными щупами измерительного прибора |
Универсальное измерительное оборудование Погрешность измерений ±10 % поля допуска на диаметр фланца (бурта) |
|
Металлические толстостенные вкладыши |
Диаметр вкладыша, измеренный по фланцу (бурту) в свободном состоянии, определяемый по формуле
Рисунок 41 |
Измерения проводят в радиальном направлении между двумя плоскими и параллельными щупами измерительного прибора |
Универсальное измерительное оборудование Погрешность измерений ±10 % поля допуска на диаметр фланца (бурта) |
|
Свертные втулки Сплошные металлические втулки Втулки из спеченных материалов |
Диаметр втулки по фланцу (бурту) в сжатом состоянии (рисунок 42)
Рисунок 42 |
Измерения проводят в радиальном направлении между двумя плоскими и параллельными щупами измерительного прибора |
Универсальное измерительное оборудование Погрешность измерений ±10 % поля допуска на диаметр фланца (бурта) |
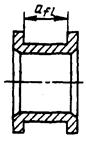
6.17 Расстояние между фланцами (буртами) afl - по таблице 21.
Таблица 21
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
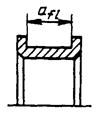
Металлические тонкостенные вкладыши Металлические толстостенные вкладыши |
Расстояние в осевом направлении между фланцами (буртами) в свободном состоянии (рисунок 43)
Рисунок 43 |
Измерения в осевом направлении между двумя плоскими и параллельными щупами измерительного прибора По согласованию с заказчиком (основным потребителем) можно использовать другой метод, но измерения должны проводить в точках, обозначенных на рисунке 44
Рисунок 44 |
Нутрометр Микрометр Универсальное измерительное оборудование Погрешность измерений ±10 % поля допуска на расстояние между фланцами (буртами) |
|
Свертные втулки Сплошные металлические втулки Втулки из термопластов |
Расстояние между фланцами (буртами) в осевом направлении (рисунок 45)
Рисунок 45 |
Измерения в осевом направлении между двумя плоскими и параллельными щупами измерительного прибора По согласованию с заказчиком (основным потребителем) можно использовать другой метод, но измерения следует проводить в точках, обозначенных на рисунке 46
Рисунок 46 |
Нутрометр Калибр-скоба Универсальное измерительное оборудование Погрешность измерений ±10 % поля допуска на расстояние между фланцами (буртами) |
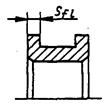
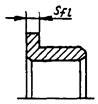
6.18 Толщина фланцев (буртов) sfl - по таблице 22.
Таблица 22
|
Определение измеряемой геометрической характеристики |
Методы испытаний/ сущность измерений |
Оборудование |
|
|
Металлические тонкостенные и толстостенные вкладыши Свертные втулки Сплошные металлические втулки Втулки из термопластов Втулки из спеченных материалов |
Расстояние между наружной и внутренней поверхностями фланца (бурта) в осевом направлении (рисунки 47, 48)
Рисунок 47
Рисунок 48 |
Универсальные методы измерений Точки измерения в соответствии с рисунком 44 (вкладыши) и рисунком 46 (втулки). Примечание - Измерения проводят вне смазочных канавок, карманов и т.п. |
Измерительное устройство Микрометр со сферическими щупами радиусом (3 ± 0,2) мм Погрешность измерений ±10 % поля допуска на толщину фланца (бурта) |
6.19 Отклонение от перпендикулярности фланцев (буртов) - по таблице 23.
Таблица 23
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Металлические тонкостенные и толстостенные вкладыши Свертные втулки Сплошные металлические втулки Втулки из термопластов Втулки из спеченных материалов |
Отклонение от перпендикулярности фланца (бурта) в осевом направлении относительно наружной поверхности (рисунки 49, 50). Примечание - Базой для подшипников скольжения из спеченных материалов является поверхность скольжения
Рисунок 49
Рисунок 50 |
По согласованию с заказчиком (основным потребителем) |
По согласованию с заказчиком (основным потребителем) |
6.20 Отклонения от правильной геометрической формы
6.20.1 Отклонения от цилиндричности - по таблице 24.
Таблица 24
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Сплошные металлические втулки |
Отклонение от цилиндричности наружной поверхности в осевом направлении (рисунок 51)
Рисунок 51 |
Отклонение от цилиндричности измеряют в направлении, перпендикулярном к оси (рисунок 52). Примечания 1 При оценке отклонения от цилиндричности - конусность, выпуклость и т.п. также включают в измерения. При этом показание индикатора принимают равным удвоенному отклонению от цилиндричности. 2 Кроме оговоренных случаев, положение точек измерения то же, что и при контроле сплошных металлических втулок (6.1.1)
Рисунок 52 |
Универсальное измерительное оборудование Индикатор со стойкой и установочная призма Значения радиуса измерительного щупа в таблице 4 для втулок из термопластов Погрешность измерений ±10 % поля допуска цилиндричности |

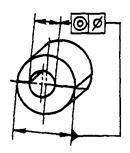
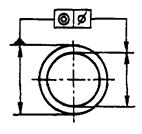
6.20.2 Торцевое биение упорной поверхности - по таблице 25.
Таблица 25
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Сплошные металлические втулки Втулки из термопластов Втулки из спеченных материалов |
Торцевое биение поверхности в осевом направлении наружного диаметра (база отсчета) (рисунок 53). Примечание - Базой для подшипников из спеченных материалов является поверхность скольжения
Рисунок 53 |
Торцевое биение поверхности измеряют на расстоянии h от оси (рисунок 54)
Рисунок 54 |
Универсальное измерительное оборудование Специальное контрольное устройство Погрешность измерений ±10 % поля допуска торцевого биения |
6.20.3 Отклонение от соосности и концентричности - по таблице 26.
Таблица 26
|
Определение измеряемой геометрической характеристики |
Методы испытаний / сущность измерений |
Оборудование |
|
|
Металлические толстостенные вкладыши |
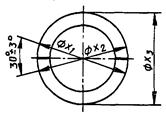
Отклонение от соосности наружной и внутренней поверхностей (рисунок 55)
Рисунок 55 |
По согласованию с заказчиком (основным потребителем). Примечание - Отклонения, связанные с несоосностью и эксцентричностью, должны быть в поле допуска на толщину стенки |
По согласованию с заказчиком (основным потребителем) |
|
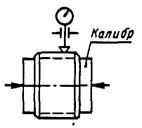
Сплошные металлические втулки Втулки из спеченных материалов |
Отклонение от соосности наружной и внутренней поверхностей (рисунок 56). Примечание - Наружный и внутренний диаметры втулки можно поочередно использовать как базовые
Рисунок 56 |
Кроме специально оговоренных случаев, предусматривают непрерывное измерение положения по радиальной поверхности в заданных местах вдоль оси в соответствии с 6.1.1, для контроля сплошных металлических втулок (рисунки 57, 58)
Рисунок 57
Рисунок 58 |
Специальное контрольное оборудование Погрешность измерений ±10 % поля допуска Погрешность измерений отклонения от концентричности калибра не более 10 % поля допуска отклонения от концентричности втулки |
|
Втулки из термопластов |
Отклонение от соосности наружной и внутренней поверхностей (рисунок 59)
Рисунок 59 |
Кроме специально оговоренных случаев предусматривают непрерывное измерение положения по радиальной поверхности в заданных местах вдоль оси в соответствии с 6.1.1, для контроля втулок из термопластов (рисунок 60)
1 - калибр-кольцо; 2 - втулка Рисунок 60 |
Специальное измерительное устройство с кольцевым калибром (втулка вставлена в кольцевой калибр). Радиус щупа измерительного устройства R = (3 ± 0,2) мм Погрешность измерений ±10 % поля допуска на погрешность установки Погрешность отклонения от концентричности калибра не более 10 % поля допуска на погрешность отклонения от концентричности втулки |
7 ПОКАЗАТЕЛИ КАЧЕСТВА ПОДШИПНИКОВЫХ МАТЕРИАЛОВ
В разделе регламентируют наиболее важные показатели качества подшипниковых материалов, необходимых для оценки качества подшипников.
Примечание - Область применения показателей для определенных типов подшипников в таблице 2.
Пример конструкции типового многослойного тонкостенного вкладыша приведен на рисунке 61.
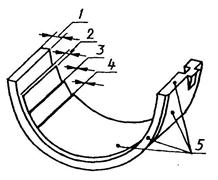
1 - стальная основа; 2 - подшипниковый слой; 3 - промежуточный слой; 4 - приработочный слой; 5 - защитный слой
Рисунок 61
7.1 Монометаллические материалы - по таблице 27.
Таблица 27
|
Методы испытаний / сущность измерений |
Оборудование |
|
|
7.1.1 Твердость |
Измерения твердости в соответствии с ГОСТ 29202 |
Твердомер |
|
7.1.2 Состав |
Методы химического и/или физического анализа |
Подлежит согласованию с заказчиком (основным потребителем) |
|
7.1.3 Структура |
Универсальные методы анализа микрошлифов |
Микроскоп и др. |
7.2 Многослойные металлические материалы - по таблице 28.
Таблица 28
|
Методы испытаний / сущность измерений |
Оборудование |
|
|
7.2.1 Свойства приработочного слоя |
||
|
7.2.1.1 Толщина |
Неразрушающие методы Метод обратного бетарассеяния |
Универсальное измерительное оборудование |
|
7.2.1.2 Состав |
Методы химического и/или физического анализа |
Подлежит согласованию с заказчиком (основным потребителем) |
|
7.2.1.3 Твердость |
Измерение твердости в соответствии с ГОСТ 29212 |
Прибор для измерения твердости |
|
7.2.2 Свойства подшипникового слоя |
||
|
7.2.2.1 Толщина |
Метод магнитодефектоскопии |
Магнитодефектоскоп |
|
7.2.2.2 Состав |
Методы химического и/или физического анализа |
Подлежит согласованию с заказчиком (основным потребителем) |
|
7.2.2.3 Структура |
Методы анализа микроструктуры подлежат согласованию с заказчиком (основным потребителем) |
Микроскоп |
|
7.2.3 Свойства основы |
||
|
7.2.3.1 Состав |
Методы химического и/или физического анализа |
Подлежит согласованию с заказчиком (основным потребителем) |
|
7.2.3.2 Твердость |
Измерение твердости в соответствии с ГОСТ 29212 |
Твердомер |
|
7.2.4 Прочность сцепления слоев |
||
|
7.2.4.1 Прочность сцепления подшипникового слоя со стальной основой |
Метод должен соответствовать типу материала, марке стали и толщине слоев Единый унифицированный метод отсутствует Выбор метода определяется конкретными объектами контроля Испытания включают: - При толщине заливки менее 2: а) метод вырезания и отслаивания для сплавов на основе алюминия; б) метод отслаивания при изгибе для сплавов на основе меди; в) метод резкого изгиба для всех видов сплавов; г) испытания на усталость для всех сплавов; д) неразрушаюшую ультразвуковую дефектоскопию - оловянные и свинцовые сплавы. - При толщине более или равной 2: а) методы а - д, указанные выше; б) неразрушаюшую ультразвуковую дефектоскопию - свинцовые и оловянные сплавы. Примечание - Нарушения сцепления по краям антифрикционного слоя могут быть обнаружены визуально или по прониканию краски; в) разрушающие испытания - все сплавы; г) неразрушаюшие пенетрационные методы |
Соответствующее принятому методу |
|
7.2.4.2 Прочность сцепления приработочного слоя с антифрикционным слоем |
Унифицированный метод отсутствует Методы, используемые на практике, обычно являются разрушающими и включают испытания типа «липкой ленты» |
7.3 Полимерные покрытия - по таблице 29.
Таблица 29
|
Показатели качества материалов |
Методы испытаний / сущность измерений |
Оборудование |
|
7.3.1 Свойства приработочного слоя покрытия |
||
|
7.3.1.1 Толщина |
Полировка (визуальная оценка) |
- |
|
7.3.1.2 Состав |
Методы химического и/или физического анализа |
По согласованию с заказчиком (основным потребителем) |
|
7.3.2 Свойства защитного слоя |
||
|
7.3.2.1 Толщина |
По согласованию с заказчиком (основным потребителем) |
- |
|
7.3.2.2 Состав |
Методы химического и/или физического анализа |
По согласованию с заказчиком (основным потребителем) |
|
7.3.2.3 Структура |
Микроструктурный анализ методами, согласованными с заказчиком (основным потребителем) |
Микроскоп |
|
7.3.3 Свойства основы |
||
|
7.3.3.1 Состав |
Методы химического и/или физического анализа |
По согласованию с заказчиком (основным потребителем) |
|
7.3.3.2 Твердость |
Испытания на твердость в соответствии с ГОСТ 29212 |
Прибор для измерения твердости |
|
7.3.4 Прочность сцепления слоев |
||
|
7.3.4.1 Прочность сцепления подшипникового слоя со стальной основой |
Метод должен соответствовать типу материала и толщине слоев. Единый унифицированный метод отсутствует Выбор метода зависит от конкретных условий производства, характеристик материалов и технологий соединения слоев Используют методы: а) метод вырезания и отслаивания; б) изгиба; в) скалывания. |
Соответствующее принятому методу |
7.4 Термопласты - по таблице 30.
Таблица 30
|
Методы испытаний / сущность измерений |
Оборудование |
|
|
7.4.1 Состав |
Методы химического и/или физического анализа |
По согласованию с заказчиком (основным потребителем) |
|
7.4.2 Структура |
Универсальные методы микроанализа |
Микроскоп и др. |
7.5 Спеченные материалы - по таблице 31
Таблица 31
|
Методы испытаний / сущность измерений |
Оборудование |
|
|
7.5.1 Состав |
Методы химического и/или физического анализа |
По согласованию с заказчиком (основным потребителем) |
|
7.5.2 Структура |
Универсальные методы микроанализа |
Микроскоп и др. |
ПРИЛОЖЕНИЕ А
(справочное)
РАСЧЕТ ТАНГЕНЦИАЛЬНОЙ НАГРУЗКИ
А.1 Пример расчета тангенциальной нагрузки Ftan на подшипник без буртов
А.1.1 Технические данные
Заказчик: _____________________________
Партия №: _____________________________
Тип двигателя: ________________________
Тип подшипника: шатунный подшипник без бурта
Антифрикционный сплав: G - CuPb24Sn (ГОСТ 28813)
Материал корпуса: сталь
Диаметр корпуса dH: 64+0,019 мм
Толщина стенки stot: 1,990 - 2,000 мм
Толщина стального слоя s1: 1,5 мм
Толщина слоя антифрикционного подшипникового сплава s2: ≈ 0,5 мм
Ширина подшипника B: 25 мм
Контрольная нагрузка Fc: 4500 Н (метод А)
А.1.2 Расчетное снижение толщины подшипникового слоя относительно стальной основы
Сталь/свинцовый сплав; сталь/оловянный сплав: s2,red = s2 =1) мм (нет снижения).
Сталь/медный сплав: ![]()
Сталь/алюминиевый сплав: ![]()
1) Не требуется в данном случае
А.1.3 Площадь эффективного поперечного сечения Aeff
Площадь эффективного поперечного сечения Aeff - при расчетах используют формулы:
![]()
где stot,eff - снижение толщины стенки (т.е. s1 + s2,red).
![]()
Следовательно, для данной толщины стенки 1,75 мм
![]()
А.1.4 Деформация сжатия под контрольной нагрузкой Ered
Деформацию сжатия под контрольной нагрузкой Ered рассчитывают по формуле
![]()
А.1.5 Выступание a
В соответствии с рисунком а = 0,040 - 0,070 мм.
Допуск на выступание Ta = 0,030 мм.
А.1.6 Деформация сжатия ε
Примечание - Если диаметр постели контрольного блока превышает наибольший диаметр корпуса, то ε увеличивают на это значение.
Минимальную деформацию сжатия ε min рассчитывают по формуле
![]()
где аmin - минимальное выступание.
Максимальную деформацию сжатия εmax рассчитывают по формуле
![]()
где
![]() - поле
допуска на диаметр корпуса dH.
- поле
допуска на диаметр корпуса dH.
А.1.7 Тангенциальная нагрузка Ftan
![]()
(рисунок А.1).
Коэффициент напряжения Ф определяют по диаграмме рисунка А.1.
Ф= 1,93 × 105 Н/мм2.
Используя это значение Ф, минимальное и максимальное, тангенциальное напряжение вычисляют по формулам:
![]()
![]()
![]()
Среднюю тангенциальную нагрузку ![]() вычисляют по формуле
вычисляют по формуле
![]()
A.2 Пример расчета тангенциальной нагрузки Ftan на подшипник с буртом
А.2.1 Технические данные
Заказчик: _____________________
Партия №: ____________________
Тип двигателя: ________________
Тип подшипника: коренной подшипник с буртом
Антифрикционный сплав: G - CuPb24Sn (ГОСТ 28813)
Материал корпуса: серый чугун
Диаметр корпуса dH: 110+0,022 мм
Толщина стенки stot: 3,455+0,015 мм
Толщина стальной основы s1: 3 мм
Толщина слоя антифрикционного подшипникового сплава s2: ≈ 0,5 мм
Толщина бурта стальной основы sfl: 3 мм
Диаметр бурта Dfl: 128 мм
Ширина подшипника В: 39,82-0,07 мм
Расстояние между буртами аfl: 33+0,05 мм
Контрольная нагрузка Fc: 18000 Н (метод А)
А.2.2 Расчетное снижение толщины подшипникового слоя относительно стальной основы
Сталь/свинцовый сплав; сталь/оловянный сплав: s2,red = s2 =1) мм (нет снижения).
Сталь/медный сплав: ![]()
Сталь/алюминиевый сплав: ![]()
1) Не требуется в данном случае.
А.2.3 Площадь эффективного поперечного сечения Аeff
Площадь эффективного поперечного сечения Aeff - при расчетах используют формулу
![]()
где stot,eff - снижение толщины стенки (т.е. s1 + s2,red)
stot,eff = 3 + 0,25 = 3,25 мм
Следовательно, для данной реальной толщины стенки 3,25 мм,
Aeff = (3,25 ∙ 39,82) + 3(128 - 110) = 183,4 мм2.
Для определения коэффициента напряжения Ф по диаграмме рисунка А.1, эффективную толщину стенки (подшипника и бурта) stot,eff рассчитывают по формуле
![]()
![]()
А.2.4 Деформация сжатия под контрольной нагрузкой Еred
Деформацию сжатия под контрольной нагрузкой Еred рассчитывают по формуле
![]()
А.2.5 Выступание а
В соответствии с рисунком а = 0,050 - 0,080 мм.
Допуск на выступание Та = 0,030 мм.
А.2.6 Деформация сжатия ε
Примечание - Если диаметр постели контрольного блока превышает наибольший диаметр корпуса, то ε увеличивают на это значение.
Минимальную деформацию сжатия ε min рассчитывают по формуле
![]()
Максимальную деформацию сжатия εmax рассчитывают по формуле
![]()
где TdH - поле допуска на диаметр корпуса dH.
А.2.7 Тангенциальная нагрузка Ftan
![]()
(рисунок А.1).
Коэффициент напряжения Ф определяют по диаграмме рисунка А.1
Ф = 1,75 × 105 Н/мм2.
Используя это значение Ф, минимальное и максимальное тангенциальное напряжение вычисляют по формулам:
Таким образом среднюю тангенциальную нагрузку вычисляют по формуле
![]()
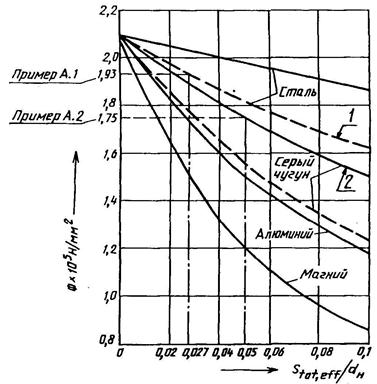
1 - шатунный подшипник; 2 - коренной подшипник
Рисунок А.1
ПРИЛОЖЕНИЕ Б
(справочное)
БИБЛИОГРАФИЧЕСКИЕ ДАННЫЕ
ГОСТ 28813-90 Подшипники скольжения. Металлические многослойные материалы для тонкостенных подшипников скольжения
Ключевые слова: подшипники, подшипники скольжения, испытания, методы испытаний, показатели качества материалов, размеры